Уровень техники
Изобретение относится к усовершенствованию известных ультразвуковых преобразователей, используемых, например, в ультразвуковых расходомерах систем управления технологическими процессами и/или в автомобилестроении, в частности во всасывающем и/или выпускном тракте двигателей внутреннего сгорания. В частности, такие ультразвуковые преобразователи предназначены для измерения характеристик потоков воздуха, но в принципе они могут применяться и в других текучих средах, т.е. газах и/или жидкостях. Примеры ультразвуковых преобразователей приведены в публикации DE 102007010500 А1, а также в цитируемом в ней уровне техники. Описанные в этих источниках ультразвуковые преобразователи, в принципе, также могут быть модифицированы в рамках настоящего изобретения и/или могут изготавливаться в соответствии с изобретением. Ультразвуковые преобразователи описанного типа предназначены, в частности, для измерения характеристик течений воздуха, например для формирования сигналов расхода воздуха в системе управления двигателя внутреннего сгорания.
Как это известно, например, из публикации DE 102007010500 А1, во многих ультразвуковых преобразователях для улучшения излучения ультразвука в текучую среду и/или приема ультразвука из текучей среды используются согласующие слои или согласующие элементы. Так, например, известны ультразвуковые преобразователи со звукоизлучающими резонансными или согласующими элементами, например металлической мембраной или импедансно-согласующим слоем толщиной в четверть длины ультразвуковой волны.
В случае ультразвуковых преобразователей или ультразвуковых расходомеров, к которым в отношении работы в условиях повышенных давлений предъявляются особые требования, звукоизлучающая поверхность чаще всего представляет собой неотъемлемую часть корпуса ультразвукового преобразователя или проточной трубы либо жестко присоединяется к этим конструктивным элементам, что, как правило, делает звукоизоляцию в отношении распространения корпусного шума недостаточной. При необходимости улучшения такой изоляции нужно использовать для крепления сердечника скорее мягкий материал. Однако с учетом требований, предъявляемых к ультразвуковому преобразователю в условиях повышенных давлений, этот используемый для крепления и/или звукоизоляции материал должен опираться на корпус, вследствие чего тепловое расширение должно сказываться сильнее всего в подвижной области звукоизлучающей поверхности. Наличие таких компенсирующих перемещений затрудняет проектирование герметичных преобразователей.
Из патентных заявок DE 102008055126.0 и DE 102008055116.3, принадлежащих фирме-заявителю и выложенных после даты приоритета настоящего изобретения, известны ультразвуковые преобразователи, в которых между корпусом и сердечником ультразвукового преобразователя с пьезоэлектрическим преобразующим элементом расположен демпфирующий элемент, например демпфирующая заливка. В общем случае для изоляции от корпусного шума часто используются эластомеры, например кольца круглого сечения, или фигурные детали из силикона. Однако эти решения сами по себе, как правило, не обеспечивают достаточной стойкости к воздействию среды, в частности при установке ультразвукового преобразователя на транспортном средстве. Так, например, под влиянием влаги и/или углеводородов силикон может разбухнуть и/или дать течь, а между силиконом и тем, что его окружает, могут образовываться щели. Поэтому для герметизации ультразвуковых преобразователей часто используются изоляционные элементы, например в виде напыляемых покрытий, таких как парилен, или изоляционных пленок. Применение изоляционных пленок также описано, например, в DE 102008055116.3. Однако недостаток чистых покрытий зачастую заключается в малой механической прочности покрытия, в частности при срезающих нагрузках, возникающих в зонах перехода между различными подложками. Например, при механических или тепловых нагрузках разобщающий (развязывающий или звукоизолирующий) материал может сместиться относительно импедансно-согласующего слоя или корпуса ультразвукового преобразователя, вследствие чего с этой стороны покрытие может надорваться. При использовании пленок действующие тепловые и механические нагрузки во многих случаях заставляют пленку работать по меньшей мере на растяжение, вследствие чего в самой пленке или ее клеевом соединении возникают сильные напряжения.
Раскрытие изобретения
Таким образом, в настоящем изобретении предлагаются ультразвуковой преобразователь для применения в текучей среде, а также способ изготовления ультразвукового преобразователя. Предложенный ультразвуковой преобразователь может, в частности, изготавливаться предлагаемым способом, а предлагаемый способ может использоваться для изготовления предлагаемого в изобретении ультразвукового преобразователя. Соответственно, в отношении возможных вариантов осуществления способа можно обращаться к описанию различных вариантов выполнения предложенного ультразвукового преобразователя и наоборот. В принципе, возможны и другие варианты осуществления изобретения.
Предложенный ультразвуковой преобразователь включает в себя по меньшей мере один сердечник с по меньшей мере одним акустоэлектрическим преобразующим элементом. При этом под акустоэлектрическим преобразующим элементом, в принципе, понимается преобразующий элемент, предназначенный для преобразования акустических сигналов, например ультразвуковых сигналов, в электрические сигналы и наоборот. В частности, акустоэлектрический преобразующий элемент может включать в себя по меньшей мере один пьезоэлектрический преобразующий элемент, например с по меньшей мере одним пьезокерамическим телом. Кроме того, сердечник ультразвукового преобразователя может содержать и другие элементы, например по меньшей мере один согласующий слой и/или согласующий элемент, применяемый с целью по меньшей мере частичного согласования импедансов между акустоэлектрическим преобразующим элементом и текучей средой. В отношении возможных вариантов выполнения таких согласующих элементов можно сослаться на упомянутый выше уровень техники, например на DE 102007010500 A1, DE 102008055116.3 или DE 102008055126.0. Используемые в этих решениях согласующие структуры и/или согласующие слои и/или согласующие элементы, в отношении которых в дальнейшем используется общее понятие "согласующий элемент", могут использоваться и в сердечнике предлагаемого в настоящем изобретении ультразвукового преобразователя. Сердечник ультразвукового преобразователя может иметь, в частности, цилиндрическую форму, например форму кругового цилиндра и/или призматическую форму (форму цилиндра с многоугольным поперечным сечением). Вместе с тем возможны и другие варианты выполнения сердечника.
Кроме того, предложенный ультразвуковой преобразователь имеет по меньшей мере один корпус. Например, корпус ультразвукового преобразователя может быть пластмассовым и/или металлическим. Этот корпус может полностью или частично окружать сердечник ультразвукового преобразователя. Например, корпус может иметь цилиндрическую форму с внутренним пространством, вмещающим сердечник ультразвукового преобразователя. Корпус имеет по меньшей мере одно отверстие, обращенное, т.е. выходящее, к текучей среде. Например, сердечник может иметь излучающую поверхность, т.е. поверхность, через которую сердечник ультразвукового преобразователя может выдавать акустические сигналы в текучую среду или через которую акустические сигналы из текучей среды могут восприниматься сердечником ультразвукового преобразователя, причем излучающая поверхность может быть обращена в это отверстие и/или может располагаться внутри него.
Для защиты внутреннего пространства корпуса ультразвукового преобразователя от нежелательных факторов воздействия текучей среды, таких как температура и/или давление и/или агрессивность среды, по меньшей мере одно отверстие корпуса по меньшей мере частично герметизируется посредством по меньшей мере одной связанной с сердечником ультразвукового преобразователя изоляционной пленки. Предпочтительно, чтобы отверстие было полностью закрыто по меньшей мере одной изоляционной пленкой. Изоляционная пленка может быть связана с сердечником ультразвукового преобразователя, например, таким образом, чтобы излучающая поверхность сердечника ультразвукового преобразователя прилегала к изоляционной пленке большой площадью. Например, излучающая поверхность может быть выполнена плоской и может находиться в контакте с изоляционной пленкой, например, может быть соединена с ней, в частности, неразъемно (за счет сил межмолекулярного или межатомного сцепления), например посредством клеевого соединения. Кроме того, изоляционная пленка также может быть соединена с закраиной корпуса, окружающей отверстие корпуса, например, также может быть соединена с ней с геометрическим замыканием, в частности может быть приклеена к ней. При этом под изоляционной пленкой в принципе понимается любая пленка, являющаяся по меньшей мере частично герметичной по отношению к текучей среде. Вообще под пленкой понимается гибкий или деформируемый элемент, боковая протяженность которого значительно превышает его толщину, например по меньшей мере в 10 раз, предпочтительно по меньшей мере в 100 раз или даже по меньшей мере в 1000 раз. Например, такая пленка может быть выполнена по типу мембраны. Соответственно, изоляционная пленка может быть выполнена, например, как описано в DE 102008055116.3. Другие варианты выполнения изоляционной пленки и возможные материалы подробнее рассматриваются ниже. Изоляционная пленка, в частности, может быть выполнена с использованием синтетического материала. При этом, в частности, может использоваться один или несколько из следующих материалов: полиэфирэфиркетон (ПЭЭК), полифениленсульфид (ПФС), полиимид (в частности, Кантон®), жидкокристаллический полимер (ЖКП), фторуглероды, такие, например, как тефлон, или политетрафторэтен (ПТФЭ) либо, например, сополимер перфторэтилена и пропилена (ФЭП), полиэтиленнафталат (ПЭН). В принципе, могут применяться и другие материалы, например стойкие к действию высоких температур термопластичные синтетические материалы (пластмассы). В качестве альтернативы таким материалам или в дополнение к ним для изготовления изоляционной пленки могут использоваться и другие материалы, например металлические материалы, в частности металлическая фольга. Изоляционная пленка также может иметь клеевой слой. Изоляционная пленка может иметь, в частности, толщину не более 50 мкм, предпочтительно не более 25 мкм.
Как было показано выше, при использовании пленок с целью герметизации проблема состоит в том, что тепловые и механические нагрузки могут привести к растяжению, возникающие при котором усилия действуют на саму пленку или на ее соединение, например клеевое соединение, с сердечником и/или корпусом ультразвукового преобразователя. Для решения этой проблемы предлагается выполнить изоляционную пленку таким образом, чтобы она имела по меньшей мере один компенсационный деформированный участок для компенсации ее растяжения и обеспечения возможности взаимного перемещения сердечника и корпуса ультразвукового преобразователя, т.е. их перемещения относительно друг друга. Таким образом, компенсационный деформированный участок изоляционной пленки в принципе действует аналогично гармошке (гофрированному чехлу или сильфону) или даже может быть выполнен, по меньшей мере частично, в виде такой гармошки. Компенсационный деформированный участок изоляционной пленки может, например, включать в себя участок, деформированный путем изгиба изоляционной пленки, например изгиба по существу плоской изоляционной пленки. Таким образом, под компенсационным деформированным участком, в принципе, может пониматься любая деформация изоляционной пленки, которая в состоянии обеспечивать возможность взаимного перемещения сердечника и корпуса ультразвукового преобразователя, в частности также перемещения в боковом направлении, т.е. параллельно поверхности изоляционной пленки. В частности, компенсационный деформированный участок может быть выполнен таким образом, чтобы воспринимать нагрузку от давления, растягивающую нагрузку, а также срезающую нагрузку, действующую параллельно изоляционной пленке, и за счет своей деформации по отношению к плоскости общей протяженности изоляционной пленки в известных пределах компенсировать эти нагрузки. Например, компенсационный деформированный участок изоляционной пленки может включать в себя компенсационную складку (перегиб) и/или залом, т.е. любую складку и/или изгиб, способную воспринимать нагрузку от давления, растягивающую нагрузку, а также срезающую нагрузку. Компенсационный деформированный участок включает в себя по меньшей мере один из следующих деформированных участков: выступающая компенсационная складка, выступающая в текучую среду; выступающая компенсационная складка, выступающая во внутреннее пространство корпуса; гармошка; ступенчатый деформированный участок, обеспечивающий переход от первой плоскости изоляционной пленки ко второй плоскости изоляционной пленки. Различные формы выполнения деформированного участка в качестве примеров описываются ниже. При этом по меньшей мере один компенсационный деформированный участок предпочтительно может быть выполнен таким образом, чтобы он располагался снаружи сердечника ультразвукового преобразователя и снаружи корпуса. Так, например, между корпусом и сердечником ультразвукового преобразователя может быть предусмотрен по меньшей мере один промежуток, например кольцеобразный промежуток. Компенсационный деформированный участок изоляционной пленки может быть выполнен, в частности, по меньшей мере частично, а предпочтительно - полностью, в области этого промежутка. Например, корпус может иметь закраину, окружающую отверстие корпуса, причем излучающая поверхность, например плоская излучающая поверхность, может быть расположена внутри этой закраины и может быть окружена, предпочтительно полностью, этой закраиной. В этом случае между закраиной и излучающей поверхностью может быть создан промежуток. Изоляционная пленка в этом случае может, например, полностью перекрывать отверстие корпуса, т.е. по меньшей мере частично перекрывать закраину, промежуток и излучающую поверхность. Тогда компенсационный деформированный участок изоляционной пленки может быть выполнен, например, в виде компенсационной складки или гармошки в области промежутка.
Изоляционная пленка соединена с корпусом, в частности с закраиной корпуса в области отверстия корпуса, и с сердечником ультразвукового преобразователя, в частности с излучающей поверхностью сердечника, неразъемно, т.е. за счет сил межмолекулярного или межатомного сцепления, и в области указанной излучающей поверхности имеет по существу плоскую основную часть. В частности, изоляционная пленка может быть склеена с корпусом и сердечником. В принципе же могут использоваться и другие виды неразъемного соединения. Кроме того, в дополнение к неразъемному соединению может использоваться соединение с геометрическим и/или силовым замыканием. Как указано выше, между корпусом и сердечником ультразвукового преобразователя может быть выполнен, в частности, по меньшей мере один промежуток, прежде всего кольцеобразный промежуток. Этот промежуток предпочтительно может быть по меньшей мере частично заполнен по меньшей мере одним разобщающим (развязывающим) элементом, обеспечивающим ослабление передачи корпусного шума между корпусом и сердечником ультразвукового преобразователя. С этой целью разобщающий элемент может содержать, например, материал, в частности деформируемый материал, и/или материал с подходящим заполнением, например с заполнением пустотами и/или газовыми пузырями и/или деформируемыми включениями. Например, материалы заполнения в виде пустот и/или газовых пузырей могут опционально применяться с дополнительными материалами в виде других наполнителей. Например, для разобщающего элемента может быть выбран эластомерный материал или мягкий термопластичный материал. Различные формы выполнения и примеры разобщающего элемента рассматриваются ниже.
Разобщающий элемент также может быть связан с изоляционной пленкой, в частности в области ее компенсационного деформированного участка. Как показано ниже, компенсационный деформированный участок может быть выполнен, в частности, при введении разобщающего элемента в промежуток между сердечником и корпусом ультразвукового преобразователя, например за счет создания избыточного давления и/или разрежения и/или повышенной температуры разобщающего элемента, по меньшей мере во время его введения в указанный промежуток.
При осуществлении изобретения достигается технический результат, заключающийся в повышении качества герметизации ультразвукового преобразователя также в случае механического или теплового нагружения со стороны разобщающего материала относительно импедансно-согласующего слоя или корпуса ультразвукового преобразователя. В частности, благодаря предлагаемым в изобретении формам выполнения компенсационного деформированного участка обеспечивается компенсация тепловых и механических нагрузок, исключающая растяжения изоляционной пленки и возможность разрыва самой пленки и разрушения ее соединения, в частности клеевого соединения, например с корпусом ультразвукового преобразователя. Предлагаемый в изобретении ультразвуковой преобразователь технически прост в изготовлении, например с применением предлагаемого в изобретении способа. При этом компенсационный деформированный участок изоляционной пленки может быть сформирован заранее или может формироваться в процессе изготовления ультразвукового преобразователя.
Наряду с ультразвуковым преобразователем в одном или нескольких вариантах его выполнения, описанных выше, еще одним объектом изобретения является способ изготовления ультразвукового преобразователя, предназначенного для применения в текучей среде, в частности ультразвукового преобразователя в одном или нескольких описанных выше вариантах выполнения. При осуществлении предложенного способа по меньшей мере один сердечник ультразвукового преобразователя с по меньшей мере одним акустоэлектрическим преобразующим элементом помещают в по меньшей мере один корпус. По меньшей мере одно отверстие корпуса по меньшей мере частично изолируют от текучей среды посредством изоляционной пленки, связанной с сердечником ультразвукового преобразователя. Изоляционную пленку выполняют таким образом, что она имеет по меньшей мере один компенсационный деформированный участок для компенсации ее растяжения и обеспечения возможности взаимного перемещения сердечника и корпуса ультразвукового преобразователя, и неразъемно соединяют с корпусом, в частности с закраиной корпуса в области отверстия корпуса, и с сердечником ультразвукового преобразователя, в частности с излучающей поверхностью сердечника, так, что в области указанной излучающей поверхности изоляционная пленка имеет по существу плоскую основную часть, причем компенсационный деформированный участок включает в себя по меньшей мере один из следующих деформированных участков: компенсационная складка, выступающая в текучую среду; компенсационная складка, выступающая во внутреннее пространство корпуса; гармошка; ступенчатый деформированный участок, обеспечивающий переход от первой плоскости изоляционной пленки ко второй плоскости изоляционной пленки.
Между сердечником и корпусом ультразвукового преобразователя можно создавать по меньшей мере один промежуток. Этот промежуток может быть по меньшей мере частично заполнен по меньшей мере одним разобщающим элементом. Разобщающий элемент предназначен для ослабления передачи корпусного шума между корпусом и сердечником ультразвукового преобразователя. При этом компенсационный деформированный участок изоляционной пленки может быть образован, по меньшей мере частично, при введении разобщающего элемента в промежуток между сердечником и корпусом ультразвукового преобразователя. Это можно сделать, например, используя высокое давления впрыскивания, применяемое во многих случаях, например, при работе с жидкими силиконами. В качестве альтернативы или дополнения компенсационный деформированный участок изоляционной пленки также можно полностью или частично получать в другой момент времени. Например, компенсационный деформированный участок также может образоваться за счет усадки введенного разобщающего элемента после его введения в указанный промежуток, например, после заливки и/или впрыскивания материала разобщающего элемента. В частности, усадка имеет место при отверждении разобщающего элемента и/или при образовании в его материале полимерной сетки (сшивание) и/или при охлаждении разобщающего элемента и/или исходной массы разобщающего элемента. Это возможно, например, если в качестве материала разобщающего элемента использовать силикон. Опять же в качестве альтернативы или дополнения, компенсационный деформированный участок изоляционной пленки также можно полностью или частично создавать либо созданию такого деформированного участка можно способствовать или по крайней мере помогать,с помощью формующего инструмента, применяемого при введении разобщающего элемента в ультразвуковой преобразователь, например с помощью литьевой пресс-формы или литьевых форм иного рода. Этот прием можно также комбинировать с описанными выше возможностями создания компенсационного деформированного участка посредством избыточного давления и/или усадки разобщающего элемента. Например, созданию компенсационного деформированного участка могла бы способствовать усадка материала, достигаемая с помощью нижней (формообразующей) стороны формующего инструмента, в которой выполнено не углубление, а кольцеобразное возвышение, которое перед и/или во время и/или после заливки, отверждения или охлаждения вдавливается в промежуток между согласующим элементом и корпусом ультразвукового преобразователя.
Возможны и различные другие варианты, возможность осуществления которых очевидна для специалиста с учетом приведенного выше описания.
Для введения разобщающего элемента можно, например, заливать и/или запрессовывать и/или впрыскивать в промежуток между сердечником и корпусом ультразвукового преобразователя формовочную массу, например исходное вещество для формирования разобщающего элемента (например, полуфабрикат разобщающего элемента), в частности по меньшей мере одну текучую массу. С этой целью, например, может применяться обычный процесс литья под давлением и/или процесс литьевого прессования и/или обычный процесс литья. Этот процесс может также проводиться с применением повышенного давления и/или повышенной температуры.
Особенно предпочтительным является использование разобщающего элемента, содержащего силикон, в частности жидкий силикон. Такие жидкие силиконы (жидкий силиконовый каучук, сокр. "ЖСК") представляют собой низковязкие и вулканизируемые в горячем состоянии силиконы, содержащие по меньшей мере два аддитивно сшиваемых компонента. Эти компоненты можно вводить в промежуток между корпусом и сердечником ультразвукового преобразователя, например, в рамках процесса формования, также называемого в дальнейшем ЖСК-процессом или ЖСК-методом. При этом компоненты, например при использовании многокомпонентной смесительно-дозирующей установки, подаются в смесительный блок, в частности под повышенным давлением. Компоненты можно смешивать, например, в пропорции 1:1. Можно подмешивать также другие добавки. Затем смешанные материалы могут впрыскиваться в нагретую пресс-форму, например посредством шнекового устройства для формования ЖСК. Температура подающего устройства, например шнекового устройства для формования ЖСК, может поддерживаться низкой составляющей от 20 до 25°С. Вместо пресс-формы при осуществлении предложенного способа может использоваться промежуток между корпусом и преобразующим элементом, причем этот промежуток или ограничивающие его стенки также могут нагреваться. Кроме того, перед впрыскиванием в этот промежуток реакционной смеси материалов из него может откачиваться воздух. ЖСК-процесс, в принципе, известен специалисту и может эффективно применяться в рамках настоящего изобретения для получения разобщающего элемента, предпочтительно с одновременным образованием компенсационного деформированного участка изоляционной пленки.
Предложенные ультразвуковой преобразователь и способ обладают многочисленными преимуществами перед известными ультразвуковыми преобразователями и способами их изготовления. В частности, изобретение эффективно исключает возникновение в изоляционной пленке описанных выше напряжений. Хотя применение деформированных пленок или мембран в зоне акустических преобразователей, в принципе, известно из технологии громкоговорителей, в мембране громкоговорителя обычно выдавливают выступ, проходящий по кругу вокруг активной излучающей поверхности. Этот выдавленный участок собственно и служит разобщающей (развязывающей) подвеской. Согласно изобретению же функции подвески сердечника ультразвукового преобразователя и его ультразвуковой изоляции выполняются разобщающим элементом, помещенным в промежуток между корпусом и сердечником ультразвукового преобразователя, а пленка служит лишь для защиты внутренности ультразвукового преобразователя от среды, в которой он находится, и благодаря выполнению изоляционной пленки с деформированным участком эта пленка при ее деформации под действием давления не испытывает нагрузок. Поэтому изобретение позволяет реализовать стойкий к воздействию сред ультразвуковой преобразователь, который содержит разобщающий материал для изоляции от корпусного шума и одновременно обладает стойкостью к воздействию давлений и температур, достаточной для его применения также в жестких условиях эксплуатации, например во всасывающем тракте транспортного средства. В этом случае ультразвуковой преобразователь может устанавливаться как в магистрали низкого давления, так и в магистрали нагнетания за турбонагнетателем или охладителем наддувочного воздуха. В рамках управления двигателем предложенный ультразвуковой преобразователь подходит для измерения массового расхода воздуха при эксплуатации как бензиновых, так и дизельных двигателей в легковых, грузовых автомобилях, автобусах и на спецтранспорте. В частности, при использовании ультразвукового преобразователя в грузовых автомобилях, автобусах и на спецтранспорте предлагаемый в изобретении ультразвуковой преобразователь выгодно устанавливать за охладителем наддувочного воздуха, где к ультразвуковому преобразователю предъявляются более высокие требования в отношении стойкости к действию давления и/или сред, например способность выдерживать давление до 6 бар, герметичность в отношении масла, компонентов отработавших газов и т.п. Эти требования отлично выполняются предлагаемым в изобретении ультразвуковым преобразователем.
При этом компенсационный деформированный участок изоляционной пленки можно выполнять, как было показано выше, различными путями, не ухудшая герметичности изоляционной пленки в отношении давления и/или сред. Так, изоляционная пленка может быть выполнена, например, деформированной, т.е. неплоской, например в соответствии с одной или несколькими из представленных выше форм. Путем деформирования изоляционной пленки можно получить, например, упрощенное подобие "гармошки", обеспечивающей возможность взаимного перемещения сердечника и корпуса ультразвукового преобразователя без нагружения изоляционной пленки и/или ее клеевого соединения. Таким образом, ультразвуковой преобразователь, несмотря на мягкость, т.е. подвижность его разобщающего элемента, обладает высокой нагрузочной способностью в условиях воздействия сред, температур и/или давлений. Также это позволяет разрешить конфликт целей между такой нагрузочной способностью и оптимальным вводом ультразвука
Благодаря применению, в частности, описанного выше ЖСК-процесса, но также других производственных технологий, в частности технологий формирования разобщающего элемента, можно получить разобщающий элемент, плотно прилегающий к деформированной изоляционной пленке. При использовании же в качестве разобщающего элемента фасонной детали, вставляемой в промежуток между сердечником и корпусом ультразвукового преобразователя целиком, как это известно, например, из уровня техники, между разобщающим материалом и изоляционной пленкой может образовываться заполненный воздухом переход (воздушная пустота), который является сжимаемым и поэтому при воздействии давления нагружает пленку. В этом случае выполнение описанных выше требований, предъявляемых, например, к работе под давлением, было бы затруднительным. Изобретение же позволяет устранить этот недостаток, в частности за счет того, что разобщающий элемент плотно прилегает к изоляционной пленке или даже соединен с ней, например, соединен с геометрическим замыканием. Кроме того, таким образом можно исключить возможность заполнения средой, в которой эксплуатируется ультразвуковой преобразователь, воздушных пустот или зон без адгезии между изоляционной пленкой и разобщающим материалом или возможность их нагружения такими средами с возникновением знакопеременных нагрузок, например их раздувания в результате закачки в них среды до отказа. Собственно получить требуемую деформацию изоляционной пленки можно уже путем самого формования разобщающего элемента, например формования посредством ЖСК-процесса, поскольку этот процесс проводится при высоких температурах и давлениях. Этого невозможно без проблем добиться, например, обычными методами литья. Кроме того, при использовании обычного литья отверждение материала занимало бы значительно большее время, что в крупносерийном производстве отрицательно скажется на рентабельности. Вместе с тем, в альтернативном варианте осуществления изобретения или в дополнение к описанной выше возможности деформированный участок изоляционной пленки также может полностью или частично создаваться в другой момент времени, как уже пояснялось выше, например при охлаждении и/или затвердевании и/или сшивании разобщающего элемента.
Ультразвуковой преобразователь может иметь различные характеристики. Целесообразно, чтобы он был выполнен с расчетом на работу в диапазоне частот от 100 до 600 кГц, в частности от 200 до 400 кГц, причем в последнем случае он особенно пригоден для измерений характеристик потоков на транспортном средстве. Ультразвуковой преобразователь может быть рассчитан на работу в таких окружающих средах, как воздух или газы, и/или в текучих средах иного рода. Как было показано выше, к изоляционной пленке с ее тыльной стороны может плотно прилегать и/или даже может быть приклеен разобщающий материал, например, с образованием соединения с геометрическим замыканием. Это соединение с геометрическим замыканием может быть создано, например, уже при введении разобщающего элемента, например исходной массы для ЖСК-процесса, что позволяет обходиться без выполнения соответствующей отдельной технологической операции. Разобщающий элемент может служить частью крепления сердечника ультразвукового преобразователя, например пьезоэлектрического ультразвукового преобразователя и по меньшей мере одного импедансно-согласующего слоя, и может быть выполнен с возможностью восприятия сил давления, действующих на пленку, и передачи этих сил другим элементам конструкции. Соответственно, изоляционная пленка в предпочтительном варианте осуществления изобретения сама не служит мембранной подвеской, как в случае громкоговорителя, а служит лишь для герметизации внутреннего пространства корпуса. При этом компенсируемыми относительными перемещениями являются не акустические колебания, излучаемые или принимаемые самим ультразвуковым преобразователем, или его сердечником, поскольку амплитуда этих колебательных перемещений составляет всего лишь порядка 1 мкм, а перемещения, вызываемые колебаниями давления или тепловым расширением используемых демпфирующих и разобщающих материалов и имеющие значительно большие амплитуды, составляющие, например, порядка 100 мкм.
С технической точки зрения предложенный ультразвуковой преобразователь сравнительно прост в реализации, например с применением предлагаемого в изобретении способа. При этом компенсационный деформированный участок может быть выполнен в изоляционной пленке заранее либо он может выполняться только в процессе изготовления ультразвукового преобразователя. Так, например, деформирование пленки может осуществляться перед вводом разобщающего элемента, например материала разобщающего элемента, и/или путем ввода разобщающего элемента или его материала. В последнем случае, как было показано выше, материал разобщающего элемента может вводиться в промежуток между сердечником и корпусом ультразвукового преобразователя посредством ЖСК-процесса, который одновременно может использоваться для того, чтобы прижимать изоляционную пленку непосредственно к оформляющему контуру формующего инструмента и тем самым деформировать изоляционную пленку. Также возможен обратный процесс, при котором оформляющий контур формующего инструмента способствует усадке, как было описано выше. Таким образом, в общем случае ввод разобщающего элемента, например его материала, в промежуток между сердечником и корпусом ультразвукового преобразователя, может быть комбинироваться с формоизменением изоляционной пленки, например с помощью внешнего формующего инструмента, в который помещают корпус, сердечник ультразвукового преобразователя и изоляционную пленку и который имеет соответствующий контур для образования компенсационного деформированного участка изоляционной пленки. При этом возможны различные варианты получения компенсационного деформированного участка изоляционной пленки.
Краткое описание чертежей
Ниже рассматриваются варианты осуществления изобретения, поясняемые чертежами, на которых показано:
на фиг. 1 - вид в разрезе предлагаемого в изобретении ультразвукового преобразователя в одном варианте его выполнения;
на фиг. 2 и 3 - изображение различных состояний деформации компенсационного деформированного участка в варианте осуществления изобретения, показанном на фиг. 1;
на фиг. 4-12 - стадии осуществления предлагаемого в изобретении способа;
и
на фиг. 13-18 - различные геометрические формы компенсационных деформированных участков, используемых в соответствии с изобретением.
Осуществление изобретения
На фиг. 1 показан вариант выполнения предлагаемого в изобретении ультразвукового преобразователя 110 при виде сбоку в разрезе. Ультразвуковой преобразователь в этом варианте содержит акустоэлектрический преобразующий элемент 112, выполненный, например, в виде пьезокерамики, а также согласующий элемент 114, расположенный на акустоэлектрическом преобразующем элементе 112 со стороны излучающей поверхности. Согласующий элемент 114 служит для улучшения акустической связи между акустоэлектрическим преобразующим элементом 112 и текучей средой, которая на фиг. 1 символически обозначена номером 116. Соответственно, согласующий элемент 114 может обеспечивать, например, по меньшей мере частичное согласование импедансов. В отношении вариантов выполнения согласующего элемента 114, который может быть выполнен, например, в виде согласующего слоя, действует в качестве проводящего ультразвук элемента и который также может быть выполнен многослойным, можно сослаться на публикации DE 102007010500 A1, DE 102008055116.3 и DE 102008055126.0, уже упомянутые выше. Согласующий элемент 114 и акустоэлектрический преобразующий элемент 112 вместе образуют сердечник 118 ультразвукового преобразователя.
Кроме того, ультразвуковой преобразователь 110 в рассматриваемом варианте выполнения имеет корпус 120, выполненный, например, в виде втулки.
Корпус 120 может быть изготовлен, например, полностью или частично из металлического материала или пластмассы (синтетического материала). В корпусе 120 с его обращенной к текучей среде 116 стороны имеется отверстие 122, кольцеобразно окружаемое закраиной 124 корпуса 120, выполненной по контуру, например, в виде кольца и/или многоугольника. Между корпусом 120 и сердечником 118 ультразвукового преобразователя имеется промежуток 126. Этот промежуток 126 в рассматриваемом варианте осуществления изобретения частично заполнен разобщающим (звукоизолирующим) элементом 128. Этот разобщающий элемент 128 служит для того, чтобы по меньшей мере ослаблять передачу корпусного шума между корпусом 120 и сердечником 118 ультразвукового преобразователя или в обратном направлении.
Отверстие 122 корпуса закрыто от текучей среды 116 изоляционной пленкой 130. При этом в рассматриваемом варианте осуществления изобретения эта изоляционная пленка 130 полностью прилегает к излучающей поверхности 132 сердечника 118 ультразвукового преобразователя, в данном случае выполненной плоской, и связана с излучающей поверхностью, например свободно или посредством неразъемного соединения, например клеевого соединения. Кроме того, изоляционная пленка 130 соединена с закраиной 124 корпуса, например также приклеена к ней. Через излучающую поверхность 132 реализована связь между сердечником 118 ультразвукового преобразователя и текучей средой 116, например, для излучения и/или приема звука.
В области промежутка 126 между сердечником и корпусом ультразвукового преобразователя изоляционная пленка 130 имеет компенсационный деформированный участок 134, предназначенный для компенсации ее растяжения. Этот деформированный участок 134, возможные формы выполнения которого подробнее поясняются ниже, может, например, кольцеобразно проходить вокруг сердечника 118 ультразвукового преобразователя, образуя таким образом деформированную область. Компенсационный деформированный участок 134 изоляционной пленки обеспечивает возможность взаимного перемещения сердечника и корпуса ультразвукового преобразователя. При этом в рассматриваемом варианте осуществления изобретения, как это подробнее поясняется ниже, разобщающий элемент 128 выполнен таким образом, что он непосредственно примыкает к излучающей поверхности 132 в области компенсационного деформированного участка 134 и предпочтительно соединен с ним, например неразъемно, в частности с помощью клеевого соединения. Вместе с тем, такое соединение может быть создано и непосредственно при введении разобщающего элемента 128 в промежуток между сердечником и корпусом ультразвукового преобразователя, например согласно описанному ниже ЖСК-методу. Разобщающий элемент 128 в показанном на фиг. 1 варианте осуществления изобретения выполнен лишь кольцеобразным, вследствие чего над сердечником 118 ультразвукового преобразователя остается свободное пространство. Это свободное пространство в рассматриваемом варианте заполнено демпфирующим материалом 136, например демпфирующей заливкой, также обеспечивающим звукоизоляцию сердечника. В зависимости от состава материала и конструктивных особенностей ультразвукового преобразователя демпфирующий материал 136 может быть идентичен материалу разобщающего элемента 128 и может помещаться в корпус отдельно во времени от разобщающего элемента 128 или же одновременно с ним на одной и той же стадии технологического процесса.
Кроме того, в рассматриваемом примере ультразвуковой преобразователь 110 имеет контактные штыри 138, которые зафиксированы крышкой 140 и могут быть соединены с акустоэлектрическим преобразующим элементом 112 электрическими проводниками 142. Вместе с тем, в качестве альтернативы или дополнения, в этом и других вариантах осуществления изобретения электрическое контактирование электроакустического преобразующего элемента 112 может быть реализовано иным образом, например с помощью клемм, контактных зажимов, припаянных или приваренных проводов или иных элементов контактирования. При этом крышка 140, например, опирается на уступ 144 в корпусе 120. Зафиксирована крышка 140 может быть, например, посредством закатки борта 146 корпуса 120, как это подробнее поясняется ниже.
Акустоэлектрический преобразующий элемент 112 преобразует электрические сигналы в акустические колебания (при работе на излучение) или наоборот (при работе на прием). Акустоэлектрический преобразующий элемент 112 соединен с согласующим элементом 114, действующим в качестве пропускающего ультразвука элемента, который в основном может содержать по меньшей мере один материал, предназначенный для согласования акустических импедансов текучей среды 116, например воздуха, и акустоэлектрического преобразующего элемента 112. Согласующий элемент 114, действующий в качестве пропускающего ультразвук элемента, или участки этого элемента одновременно могут использоваться благодаря специальным свойствам материала для уменьшения температурных напряжений, возникающих между согласующим элементом 114 и акустоэлектрическим преобразующим элементом 112, например пьезоэлементом. Выполненный таким образом сердечник 118 ультразвукового преобразователя закреплен посредством разобщающего элемента 128 в корпусе 120, который, например, может быть выполнен в виде втулки и в качестве материала которого может использоваться глубокотянутая сталь. Вместо стали могут использоваться и другие металлы либо пластмассы. Сердечник 118 ультразвукового преобразователя с тыльной стороны амортизируется демпфирующим материалом 136, который, как это указано выше, также может быть полностью или частично идентичным разобщающему элементу 128.
Ультразвуковой преобразователь 110 закрыт с тыльной стороны крышкой 140, которая, например, может быть выполнена кольцевой формы. Крышка 140 одновременно может фиксировать контактные штыри 138, например два контактных штыря, например, за счет их обжатия или их охвата как вставок после впрыскивания материала крышки при литье под давлением. Крышка 140 может быть соединена с корпусом 120, например, посредством защемления, резьбового соединения, байонетного замка, клеевого соединения или, как это показано на фиг. 1, закатки борта 146. Вообще для крепления крышки подходят любые методы соединения, использующие силовое замыкание, геометрическое замыкание и/или силы межмолекулярного или межатомного сцепления (неразъемное соединение). Внутри корпуса 120, т.е. в его внутреннем пространстве 148, электрические проводники 142 обеспечивают контакт с акустоэлектрическим преобразующим элементом 112.
Лицевая (передняя) часть ультразвукового преобразователя 110 закрыта изоляционной пленкой 130, соединенной с согласующим элементом 114 и корпусом 120, предпочтительно приклеена к ним. В качестве материала для изоляционной пленки 130 может использоваться, например, полиимид, в частности каптон, ПЭЭК, тефлон или любой из упоминавшихся выше полимерных материалов либо какой-либо другой полимерный материал или комбинации вышеупомянутых и/или других полимерных материалов. В качестве альтернативы полимерному материалу или в дополнение к нему теоретически также могла бы использоваться тонкая металлическая фольга. Толщина пленки предпочтительно не должна превышать значения около 50 мкм, в частности должна составлять порядка 25 мкм или же может быть значительно меньше. При этом оптимальное значение толщины определяется достижением компромисса между как можно лучшим акустическим излучением в направлении нормали к излучающей поверхности 132, как можно меньшим распространением корпусного шума вдоль изоляционной пленки 130 и как можно меньшей проницаемостью для среды.
В варианте осуществления изобретения, показанном на фиг. 1, изоляционная пленка 130 имеет основную часть 150, например, по существу плоскую и находящуюся, в частности, в области излучающей поверхности 132. Через эту основную часть 150 изоляционной пленки осуществляется излучение и прием ультразвука. Эта основная часть 150 может воображаемо продолжаться наружу в виде математической плоскости. Снаружи плоской основной части 150 изоляционной пленки находится ее часть, в которой изоляционная пленка 130 деформирована таким образом, что участки ее поверхности отчетливо удалены от этой математической плоскости. Это один вариант выполнения компенсационного деформированного участка 134 изоляционной пленки, компенсирующего ее растяжение. В качестве меры для такой выраженной деформации может рассматриваться, например, расстояние от плоскости основной части 150, составляющее порядка 100 мкм или большее. Таким образом, в этом или других вариантах осуществления изобретения размер компенсационного деформированного участка 134 изоляционной пленки предпочтительно составляет по меньшей мере порядка 100 мкм.
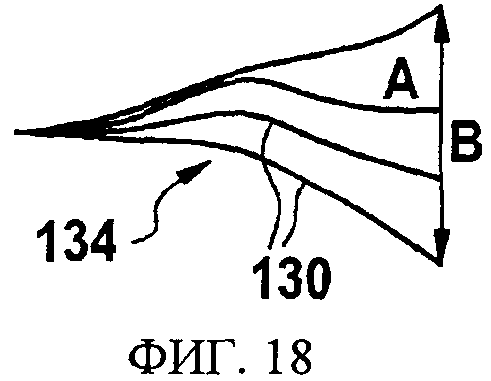
На фиг. 18 схематически представлены различные возможные формы области изоляционной пленки 130, у которой имеется компенсационный деформированный участок 134. Этот чертеж еще раз показывает, что понимается под выраженным деформированием изоляционной пленки и каким образом можно получить такой деформированный участок. Так, например, компенсационный деформированный участок 134 может быть выполнен таким образом, чтобы он по своим размерам допускал по меньшей мере одну деформацию порядка ожидаемого перемещения, обусловленного изменениями температуры и/или давления. На фиг. 18 поверхность пленки в ее области, обозначенной буквой А, увеличивается вследствие процесса деформации по отношению к плоской пленке так, что эта поверхность может оставаться по существу неизменной, т.е. не испытывать растяжения или испытывать лишь небольшое растяжение, когда сердечник 118 ультразвукового преобразователя (на фиг. 18 не показан) совершает соответствующее осевое перемещение, обусловленное, например, тепловым расширением материалов, находящихся внутри сердечника 118, и/или нагрузкой от давления. Указанное осевое перемещение обозначено на фиг. 18 буквой В.
В варианте осуществления изобретения, показанном на фиг. 1, излучающая поверхность 132 сердечника 118 ультразвукового преобразователя изображена для примера плоской. В принципе же, возможны и другие формы излучающей поверхности. Так, например, возможен вариант осуществления изобретения, в котором сама поверхность согласующего элемента 114, например импедансно-согласующего слоя или пропускающего ультразвук элемента, выполнена неплоской. Например, эта поверхность может быть снабжена одной или несколькими фасками или может быть выполнена в виде усеченного конуса. Это позволяет положительно влиять на ввод ультразвуковых волн в воздушную камеру, например в отношении ширины полосы, характеристики излучения или других критериев. В этом случае изоляционная пленка 130 не имеет плоской основной части. Тем не менее, в области звукоизоляции (разобщающего элемента) изоляционная пленка может быть подвергнута дополнительной деформации с получением компенсационного деформированного участка 134, призванного разгружать изоляционную пленку 130 при перемещениях сердечника 118 относительно корпуса 120 ультразвукового преобразователя. На фиг. 2 и 3 в разрезе приведены местные виды, показывающие компенсационный деформированный участок 134 изоляционной пленки в изображенном на фиг. 1 варианте выполнения ультразвукового преобразователя в различных состояниях нагружения. Если изоляционная пленка 130 при определенной температуре имеет участок с выраженной предварительной деформацией, например показанной на фиг. 2, то при определенном повышенном давлении или определенной пониженной температуре вышеупомянутый участок изоляционной пленки примет геометрию, подобную показанной на фиг. 3. Ситуация, изображенная на фиг. 2, также может иметь место при заполнении корпуса 120 демпфирующим или разобщающим материалом (что подробнее поясняется ниже) или при отверждении этих материалов под действием температуры.
На фиг. 4-12 представлены стадии осуществления предлагаемого в изобретении способа изготовления ультразвукового преобразователя 110. При этом для примера рассматривается изготовление ультразвукового преобразователя 110 в варианте выполнения, показанном на фиг. 1. Соответственно, что касается отдельных элементов конструкции, можно обращаться к приведенному выше описанию, поясняемому фиг. 1. Предложенным способом, в принципе, можно изготавливать и другой ультразвуковой преобразователь 110.
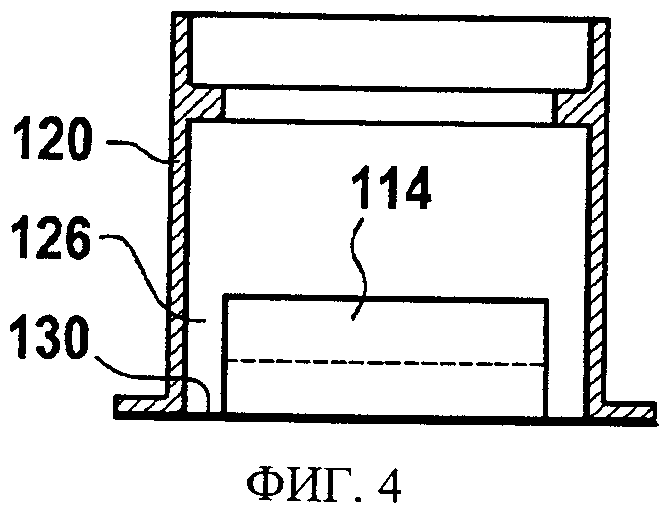
На фиг. 4 в качестве возможной отправной точки технологического процесса изготовления ультразвукового преобразователя показан конструктивный узел, включающий в себя корпус 120, изоляционную пленку 130 и согласующий элемент 114, действующий в качестве пропускающего ультразвук элемента. Этот конструктивный узел помещают в формующий инструмент, как показано на фиг. 2. При этом в дальнейшем для примера принято допущение, что этим формующим инструментом 152 является инструмент, используемый в процессе формования жидкого силиконового каучука (ЖСК-процесс). В принципе, могут использоваться и другие виды процессов формования, например процессов литья и/или литья под давлением и/или прессования, которые для получения разобщающего элемента 128 обеспечивают придание определенной формы по меньшей мере одному исходному материалу. Формующий инструмент 152 показан на фиг. 4 лишь символически. Этот формующий инструмент 152 может также включать в себя другие элементы. В рассматриваемом варианте осуществления изобретения формующий инструмент 152 содержит первую формообразующую часть 154, у которой в области создаваемого компенсационного деформированного участка 134 изоляционной пленки предусмотрен негативный профиль 156, способный задавать форму получаемого впоследствии компенсационного деформированного участка 134. Например, этот негативный профиль 156 может иметь в указанной выше области углубление, например в виде канавки, в частности канавки с закругленным поперечным сечением, например параболическим или круглым поперечным сечением. Также возможны другие формы поперечного сечения канавки. Кроме того, формующий инструмент 152 может включать в себя и другие формообразующие части, которые на чертежах не показаны.
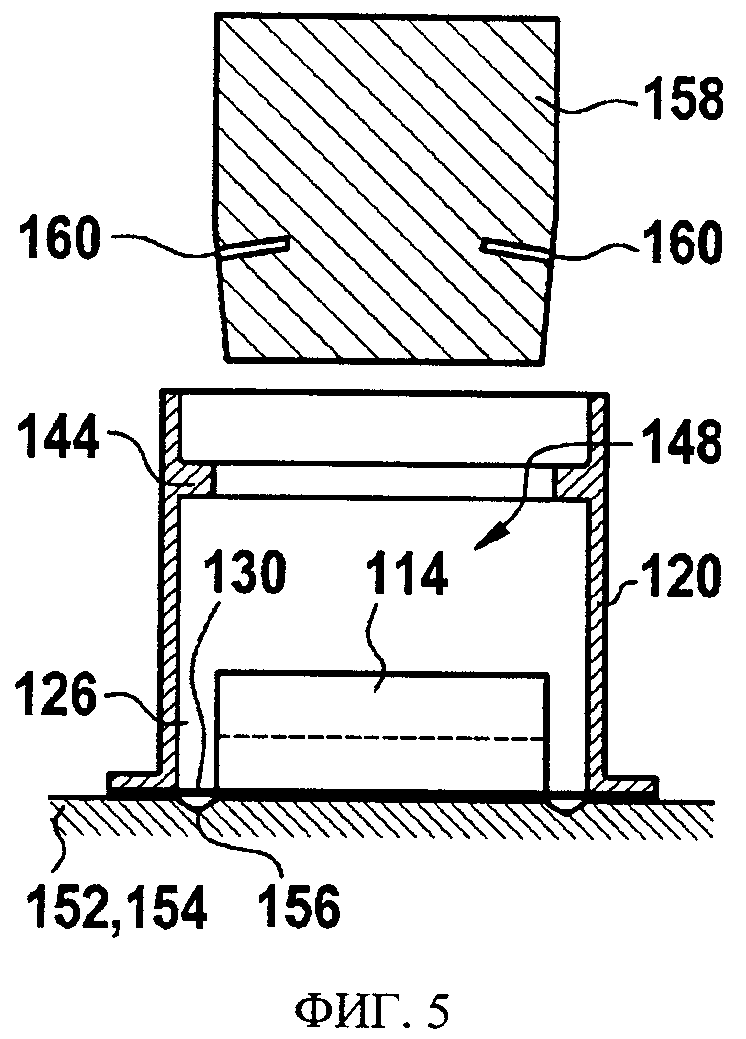
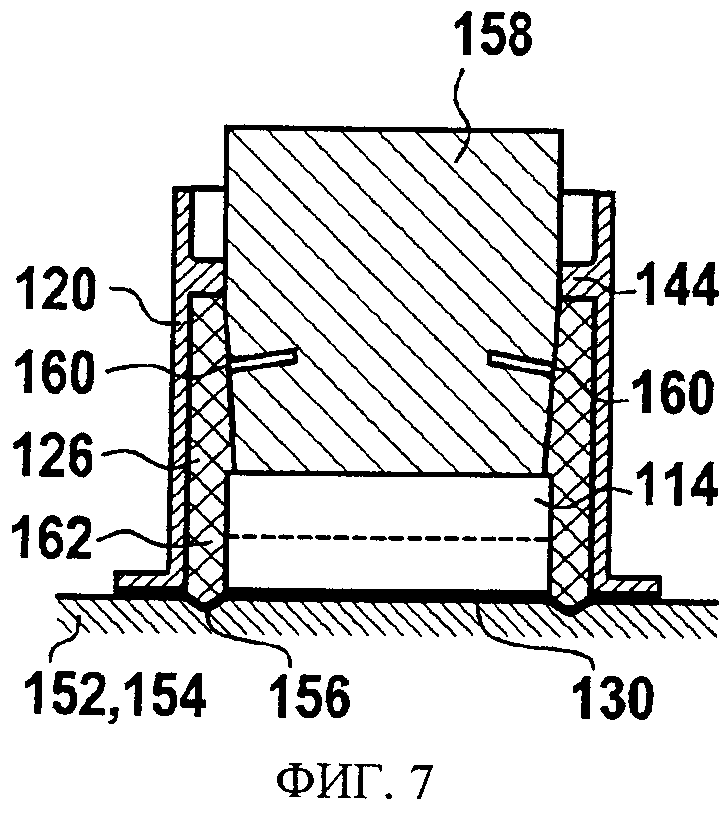
Далее, на стадии способа, показанной на фиг. 5, во внутреннее пространство 148 корпуса 120 вводят штамп 158, причем в качестве дополнительной опции корпус 120 можно одновременно прижать к первой формообразующей части 154. Например, штамп 158 можно погрузить в корпус ультразвукового преобразователя таким образом, чтобы обеспечить его плотный контакт с согласующим элементом 114 за счет прижатия к последнему, как показано на фиг. 6, и плотный контакт по окружности с уступом 144 корпуса 120 и/или иным выступом корпуса 120, причем одновременно корпус 120 вместе с изоляционной пленкой 130 прижимается к первой формообразующей части 154 формующего инструмента. Таким образом, штамп 158 может быть составной частью формующего инструмента 152 и действовать в качестве еще одной формообразующей части этого формующего инструмента 152. В принципе, возможно и другое выполнение формующего инструмента. Затем через каналы 160 в промежуток 126 между согласующим элементом 114 и штампом 158 с одной стороны и корпусом 120 с другой стороны впрыскивают формовочную массу 162. При этом в качестве формовочной массы может использоваться, например, исходный материал, из которого, например, в результате химической реакции и/или физического фазового превращения образуется разобщающий элемент 128. Например, в качестве такой формовочной массы может использоваться жидкий силикон (ЖСК, жидкий силиконовый каучук). Формовочную массу в формующем инструменте 152 нагревают, создавая тем самым высокое давление. Например, при температуре 200°С можно получить давление от 100 до 200 бар. Это давление одновременно вдавливает изоляционную пленку 130 в контур первой формообразующей части 154 в области негативного профиля 156. При этом изоляционная пленка 130 деформируется с образованием компенсационного деформированного участка 134.
В состав формовочной массы также можно включать добавки, например наполнители или пустоты. Это позволяет обеспечить, например, оптимальную изоляцию от корпусного шума и/или оптимальное демпфирование корпусного шума. Таким образом можно регулировать свойства разобщающего элемента 128. При этом особенно подходящими являются силиконовые пены или добавки стеклянных и/или пластмассовых шариков и/или полых шариков. В частности, последние наполнители, т.е. пластмассовые шарики или пластмассовые полые шарики, легко поддаются деформации при нагреве и дают особенно выгодные характеристики звукоизоляции. Особенно простым методом добавления таких шариков является их включение в состав смоляного компонента силикона перед смешиванием смоляного компонента с отвердителем. К другим, но, как правило, сложнее реализуемым возможностям вспенивания силикона относятся физические или химические методы. В последнем случае вспенивание материала можно выполнять даже в целевом месте его нахождения, а именно внутри промежутка 126.
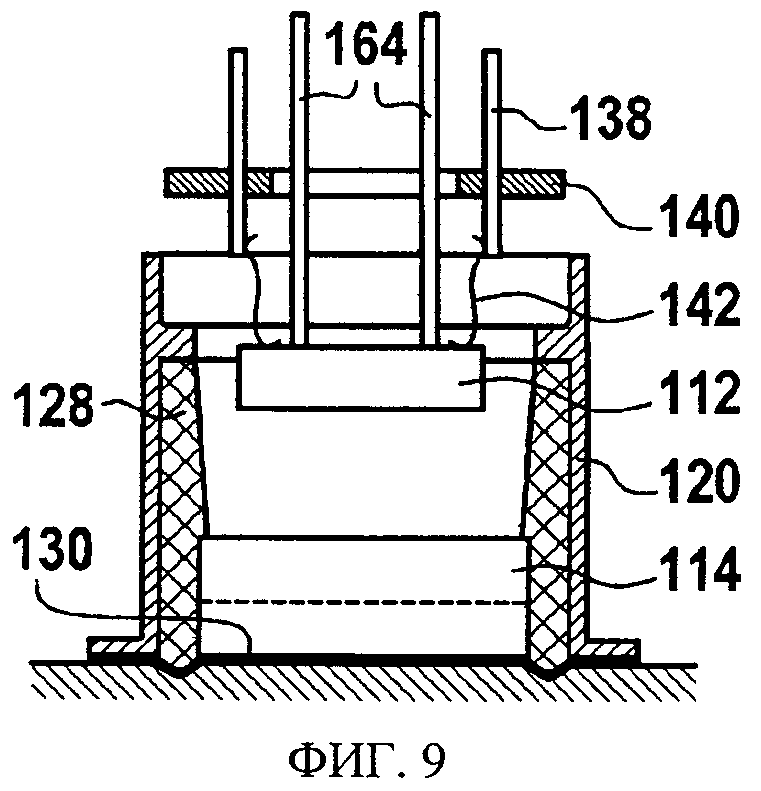
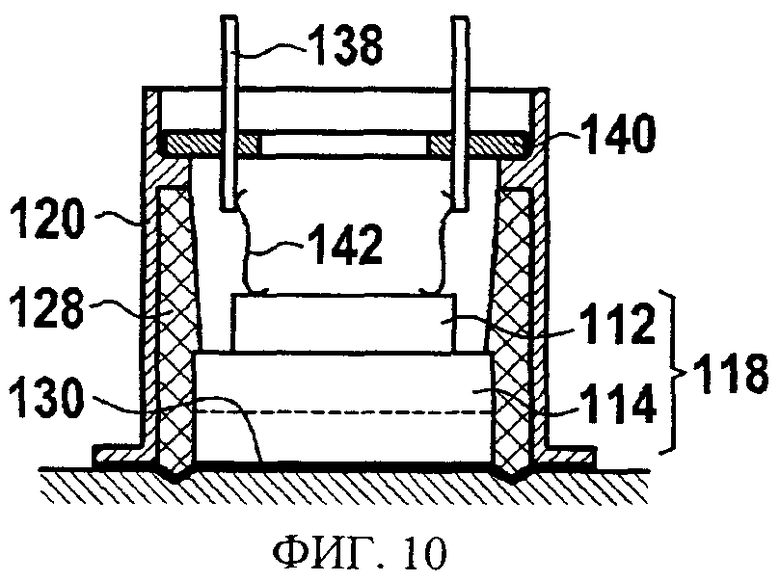
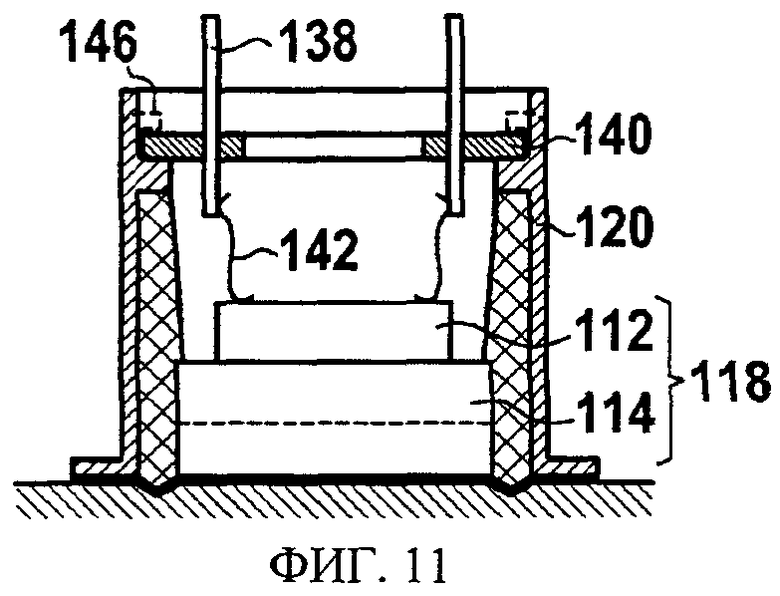
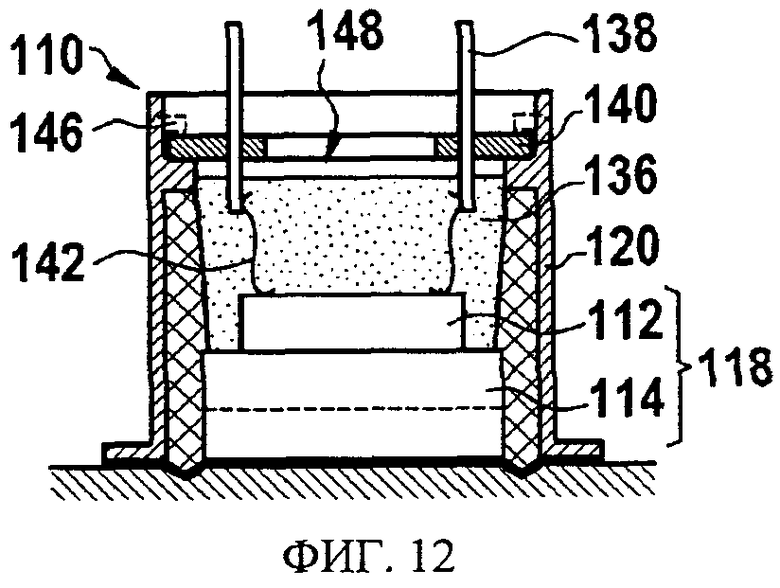
После представленного на фиг. 7 впрыскивания штамп 158 на стадии, показанной на фиг. 8, извлекают из внутреннего пространства 148 корпуса. Затем на стадии, показанной на фиг. 9 и 10, вставляют акустоэлектрический преобразующий элемент 112. Эту операцию можно проводить, например, в отношении конструктивного узла, показанного на фиг. 9. Помимо акустоэлектрического преобразующего элемента 112, в состав этого конструктивного узла могут входить, например, контактные штыри 138 и электрические проводники 142, а также крышка 140. Акустоэлектрический преобразующий элемент 112, например пьезоэлектрический преобразующий элемент, можно вставлять, в частности, с помощью присосов 164. Акустоэлектрический преобразующий элемент 112 может быть соединен, например, с согласующим элементом 114 неразъемно (за счет сил межмолекулярного или межатомного сцепления), например склеиванием. В принципе, может использоваться и другая схема монтажа, например предусматривающая контактирование акустоэлектрического преобразующего элемента 112 после его помещения во внутреннее пространство 148 корпуса ультразвукового преобразователя. И все же предпочтительной является представленная выше схема монтажа с предварительным контактированием акустоэлектрического преобразующего элемента 112. После установки акустоэлектрического преобразующего элемента 112 и его фиксации можно зафиксировать крышку 140, как показано на фиг. 11, например путем описанной выше закатки борта 146 корпуса или с применением иного вида фиксации. Затем оставшееся внутреннее пространство 148 корпуса может быть заполнено, как показано на фиг. 12, демпфирующим материалом 136. После этого в данный или другой момент времени готовый ультразвуковой преобразователь 110 можно извлечь из первой формообразующей части 154 формующего инструмента.
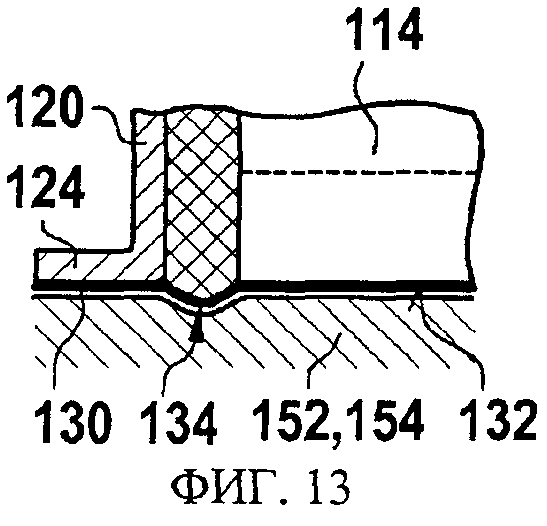
Как было показано выше, негативный профиль 156, например, может своим контуром задавать форму компенсационного деформированного участка 134. Некоторые возможные варианты деформирующего контура показаны в качестве примеров на фиг. 13-17. При этом для примера на каждом из этих чертежей также показана первая формообразующая часть 154 формующего инструмента 152. В случае этих вариантов осуществления изобретения на фиг. 13 показан пример, в котором компенсационный деформированный участок 134 представляет собой выступающую в текучую среду 116 компенсационную складку, подобно или аналогично варианту осуществления изобретения, показанному на фиг. 1. На фиг. 14 показан вариант осуществления изобретения, в котором компенсационная складка выступает в промежуток 126.
Если в вариантах осуществления изобретения, показанных на фиг. 13 и 14, излучающая поверхность 132 расположена в одной плоскости с закраиной 124 корпуса 120, то в вариантах, показанных на фиг. 15-17, предусмотрено расположение излучающей поверхности 132 со смещением относительно закраины 124. За счет этого образуется ступенчатый деформированный участок изоляционной пленки, причем изоляционная пленка 130 в области этого ступенчатого деформированного участка обеспечивает переход от плоскости излучающей поверхности 132 к плоскости закраины 124. В варианте осуществления изобретения, показанном на фиг. 15, плоскость излучающей поверхности 132 смещена относительно закраины 124 во внутреннее пространство 148 корпуса. Дополнительно, как это также показано на фиг. 15, в области промежутка 126 еще может быть предусмотрена компенсационная складка, которая в данном случае также выступает во внутреннее пространство 148 корпуса.
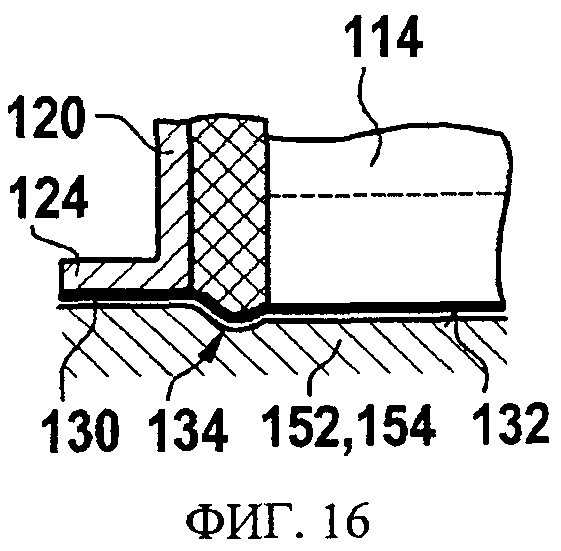
На фиг. 16 показан вариант осуществления изобретения, в котором плоскость излучающей поверхности 132 смещена относительно закраины 124 в сторону текучей среды 116. Дополнительно, как это показано на фиг. 16, в области промежутка 126 еще может быть предусмотрена компенсационная складка, которая в данном варианте осуществления изобретения для примера выступает в текучую среду 116. Наконец, на фиг. 17 показан вариант осуществления изобретения, в котором предусмотрено только смещение одной плоскости относительно другой, например смещение, аналогичное показанному фиг. 16, без дополнения этого ступенчатого деформированного участка компенсационной складкой. В этом случае одно лишь ступенчатое смещение образует компенсационный деформированный участок 134 изоляционной пленки. Например, как было показано выше, ступенчатый деформированный участок может, например, разносить вышеупомянутые плоскости по меньшей мере порядка на 100 мкм, предпочтительно - на большее расстояние. В частности, в изображенном на фиг. 17 варианте осуществления изобретения контур изоляционной пленки изменится, как правило - во время охлаждения, столь сильно, что при комнатной температуре он примет практически такую же геометрию, что и в варианте, изображенном на фиг. 3 или фиг. 13, причем такая геометрия обеспечивает возможность осевого перемещения сердечника 118 ультразвукового преобразователя в обоих направлениях без значительного растяжения изоляционной пленки 130.
В рассмотренные выше примеры осуществления изобретения, в частности в иллюстрируемый фиг. 4-12 вариант осуществления предлагаемого в изобретении способа, могут вноситься различные изменения, не выходящие за рамки сущности изобретения. Так, например, деформирование изоляционной пленки 130 с образованием у нее компенсационного деформированного участка 134 также может осуществляться в другой момент времени или иным образом. Так, например, деформирование может выполняться перед склеиванием пленки 130 с корпусом 120. Кроме того, для получения компенсационного деформированного участка 134 может использоваться, например, метод глубокой вытяжки с помощью вакуума и/или процесс автоклавирования. Глубокая вытяжка может также выполняться без вакуума или давления воздуха, например с помощью зажимной рамки и/или формующего инструмента, например по технологии горячего тиснения. Кроме того, в качестве альтернативы или дополнения, деформирование изоляционной пленки может выполняться также во время склеивания или после него. Деформирование изоляционной пленки также может выполняться после ее приклеивания, например посредством ЖСК-процесса. Кроме того, деформировать изоляционную пленку также можно перед выполнением ЖСК-процесса, или процесса заполнения промежутка, и во время него. В этих случаях перед помещением сборки в формующий инструмент 152 может быть целесообразным, например, предварительно растянуть изоляционную пленку 130, причем придание изоляционной пленке окончательной формы может происходить, например, в результате ее второй деформации в процессе заполнения промежутка между сердечником и корпусом ультразвукового преобразователя, например путем осуществления ЖСК-процесса. Кроме того, в общем случае изоляционная пленка 130 также может использоваться в качестве вспомогательного базирующего средства, способствующего совмещению соединяемых элементов конструкции. Особенно простым образом это реализуется, например, если, как показано на фиг. 4, использовать предварительно собранный и отцентрированный узел, включающий корпус 120, изоляционную пленку 130 и согласующий элемент 114. Таким образом, можно исключить необходимость позиционирования по меньшей мере деталей этого предварительно собранного узла во время осуществления и без того сложного процесса заполнения промежутка между сердечником и корпусом ультразвукового преобразователя, например ЖСК-процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ПРИМЕНЕНИЯ В ТЕКУЧЕЙ СРЕДЕ | 2010 |
|
RU2540235C2 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ПРИМЕНЕНИЯ В ТЕКУЧЕЙ СРЕДЕ | 2010 |
|
RU2551550C2 |
| УЛЬТРАЗВУКОВОЙ ПРОТОЧНЫЙ ДАТЧИК ДЛЯ ПРИМЕНЕНИЯ В ТЕКУЧЕЙ СРЕДЕ | 2010 |
|
RU2548587C2 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО С БАТАРЕЙНЫМ ПИТАНИЕМ | 2019 |
|
RU2772745C1 |
| ТОРМОЗНАЯ СИСТЕМА ЛИФТА И СПОСОБ ТОРМОЖЕНИЯ КАБИНЫ ЛИФТА | 2013 |
|
RU2600423C2 |
| УЛЬТРАЗВУКОВОЙ ДАТЧИК С АКУСТИЧЕСКОЙ ЛИНЗОЙ | 2012 |
|
RU2599404C2 |
| ХИРУРГИЧЕСКАЯ СОЕДИНИТЕЛЬНАЯ СИСТЕМА И ХИРУРГИЧЕСКАЯ СИСТЕМА ПРИВОДА | 2012 |
|
RU2564081C2 |
| ОДНОРАЗОВОЕ УСТРОЙСТВО ДЛЯ СТРАДАЮЩИХ НЕДЕРЖАНИЕМ МОЧИ С ПОКРЫВАЮЩИМ СЛОЕМ | 2010 |
|
RU2563219C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ФЕРМЕНТАЦИЕЙ НАТУРАЛЬНОГО МАТЕРИАЛА | 2017 |
|
RU2718731C2 |
| ДЕТЕКТОР ИЗЛУЧЕНИЯ И СИСТЕМА РЕНТГЕНОВСКОЙ ВИЗУАЛИЗАЦИИ | 2017 |
|
RU2683961C1 |







Описан ультразвуковой преобразователь (110) для применения в текучей среде (116). Ультразвуковой преобразователь (110) включает в себя по меньшей мере один сердечник (118) с по меньшей мере одним акустоэлектрическим преобразующим элементом (112), в частности пьезоэлектрическим преобразующим элементом (112). Также ультразвуковой преобразователь (110) имеет по меньшей мере один корпус (120) с по меньшей мере одним отверстием (122), по меньшей мере частично изолированным от текучей среды (116) посредством связанной с сердечником (118) изоляционной пленки (130). Изоляционная пленка (130) имеет по меньшей мере один компенсационный деформированный участок (134) для компенсации ее растяжения и обеспечения возможности взаимного перемещения сердечника (118) и корпуса (120) ультразвукового преобразователя. 12 н. и 7 з.п. ф-лы, 18 ил.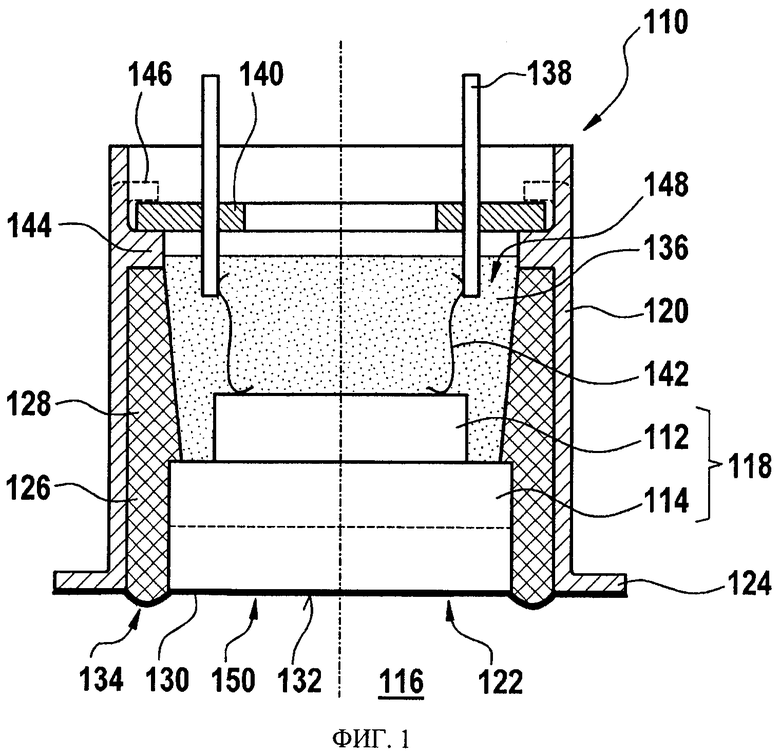
1. Ультразвуковой преобразователь (110) для применения в текучей среде (116), включающий в себя по меньшей мере один сердечник (118) с по меньшей мере одним акустоэлектрическим преобразующим элементом (112), в частности пьезоэлектрическим преобразующим элементом (112), и по меньшей мере один корпус (120) с по меньшей мере одним отверстием (122), по меньшей мере частично изолированным от текучей среды (116) посредством связанной с сердечником (118) изоляционной пленки (130), причем изоляционная пленка (130) имеет по меньшей мере один компенсационный деформированный участок (134) для компенсации ее растяжения и обеспечения возможности взаимного перемещения сердечника (118) и корпуса (120) ультразвукового преобразователя, причем изоляционная пленка (130) неразъемно соединена с корпусом (120), в частности с закраиной (124) корпуса (120) в области отверстия (122) корпуса, и с сердечником (118) ультразвукового преобразователя, в частности с излучающей поверхностью (132) сердечника (118), и в области указанной излучающей поверхности (132) имеет по существу плоскую основную часть (150), а компенсационный деформированный участок (134) включает в себя по меньшей мере один из следующих деформированных участков: компенсационная складка, выступающая в текучую среду (116); компенсационная складка, выступающая во внутреннее пространство корпуса (120); гармошка; ступенчатый деформированный участок, обеспечивающий переход от первой плоскости изоляционной пленки (130) ко второй плоскости изоляционной пленки (130).
2. Ультразвуковой преобразователь (110) по п. 1, в котором между корпусом (120) и сердечником (118) имеется по меньшей мере один промежуток (126), причем компенсационный деформированный участок (134) выполнен, по меньшей мере частично, в области указанного промежутка (126).
3. Ультразвуковой преобразователь (110) по п. 1 или 2, в котором между корпусом (120) и сердечником (118) предусмотрен по меньшей мере один промежуток (126), в частности кольцеобразный промежуток (126), причем промежуток (126) по меньшей мере частично заполнен по меньшей мере одним разобщающим элементом (128), обеспечивающим ослабление передачи корпусного шума между корпусом (120) и сердечником (118).
4. Ультразвуковой преобразователь (110) по п. 3, в котором разобщающий элемент (128) связан с изоляционной пленкой (130), в частности в области ее компенсационного деформированного участка (134).
5. Ультразвуковой преобразователь (110) по п. 1 или 2, в котором изоляционная пленка (130) содержит синтетический материал, в частности один или несколько из следующих материалов: полиимид, в частности каптон; полиэфирэфиркетон; фторуглерод, в частности политетрафторэтилен, прежде всего тефлон, и/или сополимер перфторэтилена и пропилена; полиэтиленнафталат; жидкокристаллический полимер; полифениленсульфид.
6. Ультразвуковой преобразователь (110) по п. 1 или 2, в котором изоляционная пленка (130) имеет толщину не более 50 мкм, предпочтительно не более 25 мкм.
7. Способ изготовления ультразвукового преобразователя (110) для применения в текучей среде (116), прежде всего ультразвукового преобразователя (110) по одному из предыдущих пунктов, характеризующийся тем, что в по меньшей мере один корпус (120) помещают по меньшей мере один сердечник (118) с по меньшей мере одним акустоэлектрическим преобразующим элементом (112) и по меньшей мере частично изолируют по меньшей мере одно отверстие (122) корпуса от текучей среды (116) посредством изоляционной пленки (130), связанной с сердечником (118) ультразвукового преобразователя, причем изоляционную пленку (130) выполняют таким образом, что она имеет по меньшей мере один компенсационный деформированный участок (134) для компенсации ее растяжения и обеспечения возможности взаимного перемещения сердечника (118) и корпуса (120) ультразвукового преобразователя, и неразъемно соединяют с корпусом (120), в частности с закраиной (124) корпуса (120) в области отверстия (122) корпуса, и с сердечником (118) ультразвукового преобразователя, в частности с излучающей поверхностью (132) сердечника (118), так, что в области указанной излучающей поверхности (132) изоляционная пленка (130) имеет по существу плоскую основную часть (150), причем компенсационный деформированный участок (134) включает в себя по меньшей мере один из следующих деформированных участков: компенсационная складка, выступающая в текучую среду (116); компенсационная складка, выступающая во внутреннее пространство корпуса (120); гармошка; ступенчатый деформированный участок, обеспечивающий переход от первой плоскости изоляционной пленки (130) ко второй плоскости изоляционной пленки (130).
8. Способ по п. 7, в котором между сердечником (118) и корпусом (120) ультразвукового преобразователя создают по меньшей мере один промежуток (126), который по меньшей мере частично заполняют по меньшей мере одним разобщающим элементом (128), обеспечивающим ослабление передачи корпусного шума между корпусом (120) и сердечником (118) ультразвукового преобразователя, причем компенсационный деформированный участок (134) изоляционной пленки по меньшей мере частично формируют при введении разобщающего элемента (128) в промежуток (126).
9. Способ по п. 8, в котором для введения разобщающего элемента (128) в промежуток (126) заливают и/или запрессовывают и/или впрыскивают по меньшей мере одну формовочную массу (162), предпочтительно по меньшей мере одну текучую массу.
| Объемно-переставная опалубка | 1973 |
|
SU442278A1 |
| Устройство для поштучного отбора и сортировки монтажных деталей | 1975 |
|
SU897101A3 |
| Отметчик верхней мертвой точки поршня двигателя внутреннего сгорания | 1980 |
|
SU945712A1 |
| Пьезоэлектрический преобразователь | 1990 |
|
SU1772724A1 |

