Изобретение относится к текстильной промышленности и может быть использовано при изготовлении ворсовых основовязаных полотен из полиэфирных волокон с печатными рисунками на основе дисперсных красителей.
Известен способ изготовления ворсовых трикотажных полотен, включающий вязание трикотажного полотна из полиэфирных нитей линейной плотности 75 D (8,3 текс) с количеством филаментов 36 для формирования грунта полотна и полиэфирных нитей линейной плотности 75 D (8,3 текс) с количеством филаментов 144 для образования ворса.
Полученное полотно красят составом на основе дисперсных красителей и добавок, подвергают щелочной обработке и сушат. Затем на ворсовое полотно наносят печатный рисунок краской на основе дисперсного красителя, пенетратора и пеногасителя, сушат и фиксируют краску при температуре 170°С в течение 7 мин.
После обработки на щеточной машине, ворсования, стрижки и термообработки при 60°С ворсовое полотно направляют на заключительную отделку в сушильно-ширильно-стабилизационной машине (CN 102965807 А, кл. D04B 1/04; D06C 11/00; D06C 7/02; D06P 1/16; D06P 3/85, опубл. 13.03.2013).
Недостатком известного способа является то, что он не позволяет получить интенсивно окрашенные, четкие и яркие рисунки на белых неокрашенных ворсовых трикотажных полотнах из полиэфирных нитей, что ограничивает ассортимент ворсовых полотен и изготовленных из них изделий.
Наиболее близким аналогом предложенного технического решения является способ изготовления ворсовых трикотажных полотен, включающий вязание двойного полотна, соединенного протяжками, из полиэфирных нитей линейной плотности 75-150 D (8,3-16,7 текс) для формирования грунта и 50-100 D (5,6-11,1 текс) для образования ворсового покрова; разрезание двойного полотна по протяжкам; термообработку полученных одинарных полотен при 190-210°С; печатание ворсовой стороны краской; чесание при 170-180°С; лощение и заключительную отделку (KR 101914695 В1, кл. D04B 21/02; D06C 11/00; D06C 13/00; D06C 15/00; D06C 3/00; D06P 5/02, опубл. 05.11.2018).
Недостатком данного способа являются относительно невысокие эксплуатационные свойства ворсовых полотен, проявляющиеся в низкой устойчивости к пиллингу, недостаточной глубине прокрашивания ворсового покрова за счет миграции красителей в процессе обработки щетками при температуре 170-180°С, которую проводят сразу после нанесения печатной краски.
Техническим результатом изобретения является улучшение эксплуатационных свойств ворсовых трикотажных полотен из полиэфирных волокон путем повышения устойчивости к пиллингу, интенсивности окраски, глубины прокрашивания ворсового покрова и четкости напечатанных рисунков, а также повышения устойчивости окрасок к стирке, поту и сухому трению.
Данный результат достигается тем, что в способе изготовления ворсовых трикотажных полотен, включающем вязание двойного полотна, соединенного протяжками, из полиэфирных нитей, разрезание полотна по протяжкам и отделку полученных одинарных полотен путем термообработки, печатания лицевой ворсовой стороны краской, сушки, чесания и лощения лицевой ворсовой стороны и заключительной отделки, в качестве полиэфирных нитей используют текстурированные полиэфирные микрофиламентные нити линейной плотности от 7,6 до 9,2 текс с количеством филаментов 36 для формирования грунтовой системы полотен и линейной плотности от 11,5 до 15,4 текс с количеством филаментов 192 для образования ворсового покрова, чесание и лощение лицевой ворсовой стороны производят перед термообработкой, после сушки дополнительно производят термофиксацию печатной краски, промывку, аппретирование, повторную сушку, ворсование изнаночной стороны, чесание лицевой и изнаночной сторон, лощение лицевой и изнаночной сторон и стрижку изнаночной стороны, а в качестве печатной краски используют состав, содержащий, г/кг:
При этом термофиксацию краски проводят при температуре 180-190°С в течение 3-6 мин.
Вязание грунта и ворса полотна из текстурированных полиэфирных микрофиламентных нитей линейной плотности 7,6-9,2 текс (f36) и 11,5-15,4 текс (f192) соответственно с последующей заявленной последовательностью операций отделки позволяет получить трикотажные полотна с износостойким ворсовым покрытием и высокой устойчивостью к пиллингу.
Введение в состав печатной краски триэтаноламина, оксиэтилированных алкиламинов ряда C14-C18 со степенью оксиэтилирования 8-10 в качестве эмульгатора, оксиэтилириванных разветвленных высших жирных спиртов ряда С15-С17 со степенью оксиэтилирования 11-13 в качестве смачивателя и диспергатора при заявленном содержании компонентов позволяет составу более глубоко проникать в структуру полиэфирного волокна, разрушая межмолекулярные связи и разрыхляя ее с образованием субмикроскопических пор.
Это способствует повышению скорости диффузии дисперсных красителей, увеличению глубины их проникновения внутрь ворсового покрова, снижению степени миграции при последующей сушке, получению четких и ярких рисунков интенсивных окрасок, повышению их устойчивости к различным воздействиям.
Использование в составе печатной краски иных ингредиентов, кроме заявленных, или при ином их содержании не позволяет получить глубоко прокрашенный ворсовый покров с четкими и яркими рисунками, обладающими высокой устойчивостью к действию стирки, пота и сухого трения.
В качестве загустки используют загустители на основе этерифицированного крахмала: Эмпринт СЕ, Присулон Р 10, Присулон Star (Германия), альгината натрия, например Lamalgin GS 5 (Германия) или их смеси - Присулон СМ 5-10 и другие.
Триэтаноламин (HO-CH2-CH2)3N (ТУ 2423-168-00203335-2007) -бесцветная вязкая жидкость с температурой кипения 360°С.
Оксиэтилированные алкиламины ряда C14-C18 (ОЭАА) со степенью оксиэтилирования 8-10 - неионогенные ПАВ, бесцветные или светло-желтые прозрачные жидкости с аминным числом 75-90 мг КОН/1 г. Хорошо растворимы в воде, спирте, ацетоне.
Получают реакцией взаимодействия этиленоксида с первичными алифатическими аминами.
Для проведения некаталитической реакции жирные амины загружают в реактор и дегидратируют их в вакууме, пропуская азот при температуре 130°С до содержания воды 500 мг/кг. После сушки в реактор вводят этиленоксид и устанавливают давление в реакторе 200 кПа. О начале реакции судят по повышению температуры и снижению давления. Продолжительность процесса этоксилирования составляет 10-15 ч. Для снижения цветности продукта оксиэтилированные амины, отбеливают перекисью водорода или подвергают дистилляции.
Оксиэтилириванные разветвленные высшие жирные спирты ряда С15-С17 (ОЭРВЖС) со степенью оксиэтилирования 11-13 являются неионогенными ПАВ, их получают последовательным присоединением оксида этилена к разветвленным высшим жирным спиртам ряда С15-С17 при 150-170°С в присутствии 7%-ного раствора щелочи. Хорошо растворяются в воде, спирте.
Представляют собой бесцветную или светло-желтую пасту с содержанием основного вещества 98-99% и температурой помутнения 75-80°С.
В качестве окислителя используют препараты на основе хлорита или нитрита натрия, натриевой соли м-нитробензолсульфокислоты, например Рапидоприн XRG, Лудигол.
Состав готовят следующим образом:
Расчетное количество загустки смешивают с частью воды и перемешивают в течение 1-2 ч до состояния однородной массы. Затем последовательно при постоянном перемешивании вводят расчетные количества дисперсных красителей и предварительно растворенных в теплой воде (40-50°С) ОЭАА, ОЭРВЖС, триэтаноламина и окислителя, добавляя оставшееся количество воды и перемешивая состав до гомогенной консистенции.
Способ осуществляется следующим образом.
После снования текстурированных полиэфирных микрофиламентных нитей линейной плотности 7,6-9,2 текс (f36) и 11,5-15,4 текс (f192) на секционной сновальной машине GE-560 (Китай) производят вязание двойного основовязаного полотна переплетением «разрезной плюш» на двухфонтурной пятигребеночной основовязальной машине 22 класса модели GE 288 А (Китай).
После разрезания двойного полотна по протяжкам, полученные одинарные полотна имеют лицевую ворсовую сторону и изнаночную гладкую.
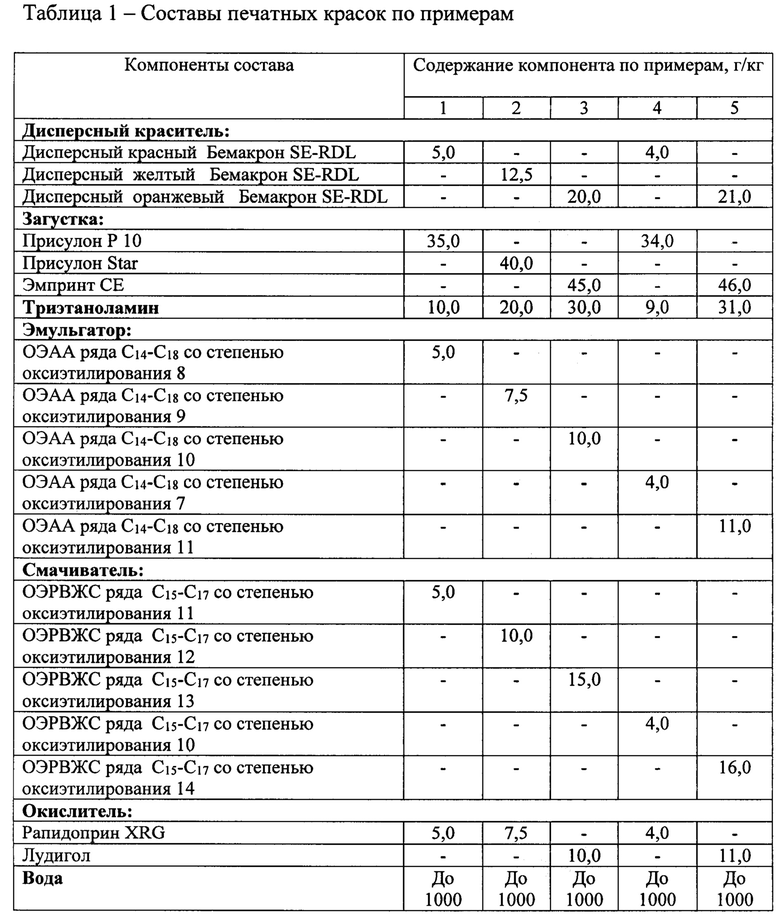
Отделку трикотажных полотен начинают с операций чесания и лощения лицевой ворсовой стороны на чесальной машине SME485C и лощильной - SME-472 S (Китай). После термообработки при 180-190°С в сушильно-ширильно-стабилизационной машине производят печатание лицевой ворсовой стороны полотен краской, содержащей, г/кг: дисперсный краситель - 5,0-20,0, загустку - 35,0-45,0, триэтаноламин - 10,0-30,0, ОЭАА со степенью оксиэтилирования 8-10 - 5,0-10,0, ОЭРВЖС со степенью оксиэтилирования 11-13 - 5,0-15,0, окислитель - 5,0-10,0 и воду до 1000.
Состав печатной краски наносят при помощи печатной машины с ротационными сетчатыми шаблонами компании MHMS Mechatronic Solutions GmbH & Co. KG (Австрия).
После сушки на сушильной машине, находящейся в комплекте с печатной, производят термофиксацию дисперсных красителей в высокотемпературном зрельнике фирмы Икоматэкс (Испания) при температуре 180-190°С в течение 3-6 мин.
Затем производят промывку полотен, аппретирование составом на основе мягчителей (Тубингаль ISP фирмы СНТ Bezema, Олитекс МГ-У фирмы ООО «Промткань», ULTRPHIL РА фирмы HUNTSMAN и других) и антистатика (Руко-Стат ASY NEW фирмы Rudolf Chemie, Кресил Н-АЕ фирмы ООО «ЮниХим-Про» и других), сушку при температуре 170-175°С и ворсование изнаночной гладкой стороны полотен на ворсовальной машине MB 331 Н (Китай). В результате ворсования на изнаночной стороне образуется пушистый мягкий ворс с рисунком, аналогичным рисунку на лицевой ворсовой стороне.
После этого осуществляют чесание и лощение лицевой и изнаночной сторон, стрижку изнаночной стороны на стригальной машине MB 310 Д (Китай) и заключительную отделку на сушильно-ширильно-стабилизационной машине фирмы Икоматэкс (Испания).
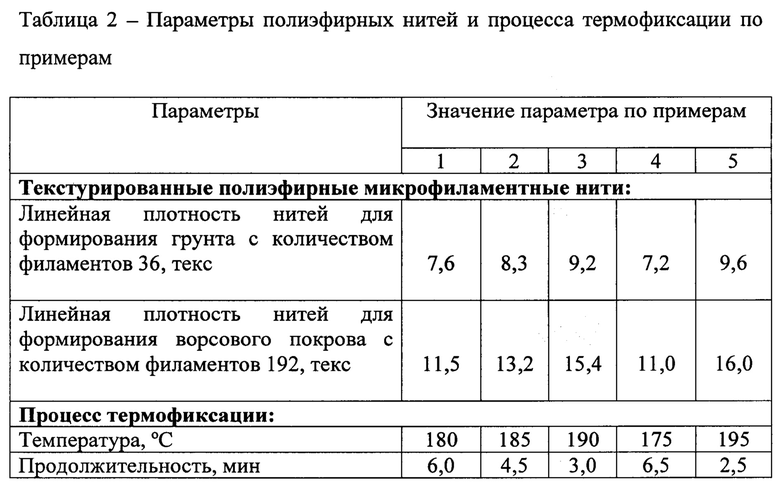
Составы печатных красок по примерам представлены в таблице 1, параметры полиэфирных нитей и режима термофиксации - в таблице 2.
Примеры 4 и 5 являются контрольными.
Для проведения сравнительных испытаний были изготовлены ворсовые трикотажные полотна с использованием способа по прототипу (KR 101914695).
Двойное полотно, соединенное протяжками, получали из полиэфирных нитей линейной плотности 110 D (12,2 текс) для формирования грунта и 75 D (8,3 текс) для образования ворсового покрова; разрезали двойное полотно по протяжкам; термообработку полученных одинарных полотен производили при 200°С. Затем осуществляли печатание ворсовой стороны краской; сушку; чесание при 180°С; лощение и заключительную отделку на сушильно-ширильно-стабилизационной машине.
В качестве печатной краски использована краска стандартного состава по рецептуре фирмы HANSONG INDUSTRY CO., LTD. (Южная Корея).
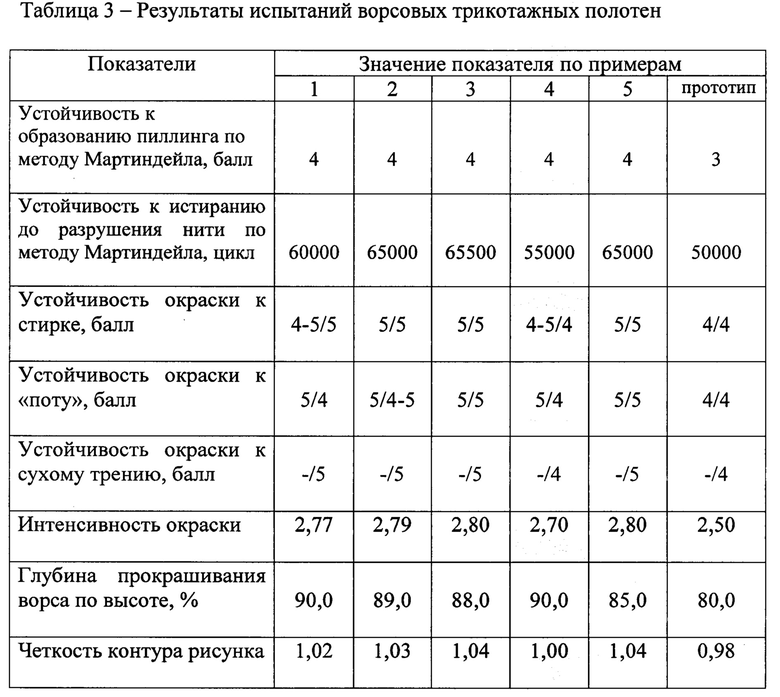
Результаты испытаний ворсовых трикотажных полотен, полученных по предложенному способу и прототипу, представлены в таблице 3.
Устойчивость к образованию пиллинга по методу Мартиндейла определяют по ГОСТ Р ИСО 12945-2-2012; устойчивость к истиранию по методу Мартиндейла - по ГОСТ Р ИСО 12947-2-2011.
Устойчивость окраски к стирке определяют по ГОСТ 9733.4-83; к поту (метод 2) - по ГОСТ 9733.6-83; к сухому трению - по ГОСТ 9733.27-83 (СТ СЭВ 5444-85).
Интенсивность окраски определяли на приборе Spekol 11 методом измерения коэффициента отражения при определенном светофильтре и длине волны. Затем по таблице Кубелки-Мунка определяли показатели интенсивности окраски.
Глубину прокрашивания ворса по высоте оценивали визуально под микроскопом.
Четкость контура рисунка определяли по формуле S1/S2, где:
S1 - площадь рисунка на печатной форме;
S2 - площадь рисунка на ворсовом полотне.
Использование предложенного способа позволит получать ворсовые трикотажные полотна из полиэфирных волокон с высокой устойчивостью к пиллингу, с окраской, устойчивой к различным воздействиям, интенсивных ярких тонов и глубоким прокрашиванием ворсового покрова.
Такие полотна могут быть использованы для изготовления одежды для спорта и отдыха, детской и домашней одежды, пледов, одеял и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ПЕЧАТНОЙ КРАСКИ ДЛЯ ВОРСОВЫХ ТРИКОТАЖНЫХ ПОЛОТЕН ИЗ ПОЛИЭФИРНЫХ ВОЛОКОН | 2019 |
|
RU2706133C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЛИСОВЫХ ТРИКОТАЖНЫХ ПОЛОТЕН | 2017 |
|
RU2664237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСТЯЖИМОГО КРУГЛОВЯЗАНОГО ТРИКОТАЖНОГО ПОЛОТНА | 2019 |
|
RU2709989C1 |
| Способ получения ворсованного трикотажного полотна | 1986 |
|
SU1326673A1 |
| Способ получения основовязаного замшеподобного трикотажа | 1988 |
|
SU1520165A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТИЛЬНОГО МАТЕРИАЛА ДЛЯ ЧИСТЯЩИХ ИЗДЕЛИЙ | 2019 |
|
RU2710756C1 |
| Способ отделки трикотажного полотна | 1989 |
|
SU1684371A1 |
| Способ изготовления ворсованного полотна | 1990 |
|
SU1707106A1 |
| СПОСОБ ПРОИЗВОДСТВА ДУБЛИРОВАННОГО ВОЛОКНИСТОГО НЕТКАНОГО МАТЕРИАЛА "МОНФОРМ" | 2009 |
|
RU2418115C1 |
| Текстильное полотно | 1983 |
|
SU1458455A1 |
Изобретение относится к текстильной промышленности и может быть использовано при изготовлении ворсовых основовязаных полотен из полиэфирных волокон с печатными рисунками на основе дисперсных красителей. Способ включает вязание двойного полотна, соединенного протяжками, из текстурированных полиэфирных микрофиламентных нитей линейной плотности от 7,6 до 9,2 текс с количеством филаментов 36 для формирования грунтовой системы полотен и линейной плотности от 11,5 до 15,4 текс с количеством филаментов 192 для образования ворсового покрова, разрезание двойного полотна по протяжкам и отделку полученных одинарных полотен, включающую чесание и лощение лицевой ворсовой стороны, термообработку полотен, печатание ворсовой стороны краской, содержащей, г/кг:
сушку, термофиксацию краски, промывку, аппретирование, повторную сушку, ворсование изнаночной стороны, чесание лицевой и изнаночной сторон, лощение лицевой и изнаночной сторон, стрижку изнаночной стороны и заключительную отделку полотен. При этом термофиксацию краски проводят при температуре 180-190°С в течение 3-6 мин. Техническим результатом изобретения является улучшение эксплуатационных свойств ворсовых трикотажных полотен из полиэфирных волокон путем повышения устойчивости к пиллингу, интенсивности окраски, глубины прокрашивания ворсового покрова и четкости напечатанных рисунков, а также повышения устойчивости окрасок к стирке, поту и сухому трению. 1 з.п. ф-лы, 3 табл.
1. Способ изготовления ворсовых трикотажных полотен, включающий вязание двойного полотна, соединенного протяжками, из полиэфирных нитей, разрезание полотна по протяжкам и отделку полученных одинарных полотен путем термообработки, печатания лицевой ворсовой стороны краской, сушки, чесания, и лощения лицевой ворсовой стороны, и заключительной отделки, отличающийся тем, что в качестве полиэфирных нитей используют текстурированные полиэфирные микрофиламентные нити линейной плотности от 7,6 до 9,2 текс с количеством филаментов 36 для формирования грунтовой системы полотен и линейной плотности от 11,5 до 15,4 текс с количеством филаментов 192 для образования ворсового покрова, чесание и лощение лицевой ворсовой стороны производят перед термообработкой, после сушки дополнительно производят термофиксацию печатной краски, промывку, аппретирование, повторную сушку, ворсование изнаночной стороны, чесание лицевой и изнаночной сторон, лощение лицевой и изнаночной сторон и стрижку изнаночной стороны, а в качестве печатной краски используют состав, содержащий, г/кг:
2. Способ по п. 1, отличающийся тем, что термофиксацию печатной краски проводят при температуре 180-190°С в течение 3-6 мин.
| KR 101914695 B1, 05.11.2018 | |||
| CN 102965807 A, 13.03.2013 | |||
| ТРИКОТАЖ ДВОЙНЫХ ДВУХСТОРОННИХ КУЛИРНЫХ ПЕРЕПЛЕТЕНИЙ С ИСПОЛЬЗОВАНИЕМ ПРЯЖИ ФАСОННОЙ КРУТКИ ТИПА БУКЛЕ | 2004 |
|
RU2263729C1 |

