ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка испрашивает приоритет предварительной патентной заявки US 62/082,179, поданной 20 ноября 2014 года, которая включена в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящий предмет изобретения относится, в целом, к способам производства изделий из плиток, используемых в качестве пресс-форм для изготовления световозвращающего листового материала, в частности, к способам сборки изделий из плиток с использованием технологий многоэтапной нарезки кубиками и произведенному посредством этого листовому материалу.
УРОВЕНЬ ТЕХНИКИ
[0003] Световозвращающие изделия хорошо известны для таких применений, как дорожные знаки, отражатели, используемые в целях безопасности и дорожные указатели. Как правило, кубические уголковые разновидности этих изделий имеют фронтальные линзы из прозрачного, окрашенного или неокрашенного полимера, такого как метилметакрилат, поликарбонат или винил, с гладкой фронтальной поверхностью и множеством световозвращающих кубических уголковых элементов на противоположной поверхности. Каждый из кубических уголковых элементов имеет три отражающие поверхности.
[0004] Падающий свет из удаленного источника проходит через гладкую фронтальную поверхность, отражается от каждой из трех граней кубического уголкового элемента и проходит обратно через фронтальную поверхность в направлении, номинально, 180° к направлению падения. В идеальном световозвращателе этот свет возвращается к источнику света в направлении, точно противоположном направлению входящего света. Частично из-за различий в структуре световозвращателя, случайных или конструктивных, отраженный свет возвращается не только в направлении, точно противоположном направлению входа, а скорее возвращается обычно в некоем шаблоне рассеивания, центрованном на точном обратном направлении. Это «не идеальное» обратное отражение еще называется «световозвращением». Рассеянный, возвращенный свет дает возможность световозвращателю быть видимым из направлений, немного отдаленных от источника света.
[0005] Угол между источником входящего света и отраженным светом и имеющий вершину на светоотражателе, называется «углом расхождения» и относится к величине, в угловых единицах, возвращенного света, который отходит от нормы идеального световозвращения. Традиционные световозвращающие изделия обычно проектируются так, чтобы иметь высокую видимость на больших расстояниях, соответствующих «углу наблюдения», который представляет собой угол между источником входящего света и наблюдателем, имеющий вершину на световозвращателе.
[0006] В применениях для безопасности дорожного движения, таких как дорожные знаки и маркеры на дорожном покрытии, световозвращатель должен отражать свет от фар транспортного средства назад в глаза водителя транспортного средства. Является не идеальным световозвращение, при котором угол α наблюдения находится в диапазоне примерно от 0° до более чем 3°. Значение α в любой заданной ситуации зависит от геометрии транспортного средства, водителя и расстояния от транспортного средства до световозвращающего материала. Например, угол α наблюдения для правой фары большого грузовика и его водителя на расстоянии около 40 метров от дорожного знака будет составлять примерно 3°, тогда как углу α наблюдения для левой фары автомобиля и его водителя на расстоянии около 600 метров от дорожного знака следует быть примерно 0,05°.
[0007] Также, ассоциированным с углом α наблюдения является угол ε поворота, который является мерой направления расхождения, также известный как азимутальный угол. Значение ε будет различным для левой и правой фары транспортного средства, а также будет зависеть от геометрии транспортного средства, водителя и положения дорожного знака. Для листового материала, который будет устанавливаться в случайной ориентации на дорожных знаках, требуется световозвращение при всяком значении ε. Углы α и ε определяются в стандарте ASTM E808, Стандартная Методика для Описания Световозвращения, каковой документ именует угол расхождения как «угол наблюдения» α.
[0008] В идеальном случае световозвращающий листовой материал, используемый в дорожных знаках, будет создавать шаблон возвращенного света, имеющего достаточную интенсивность в диапазоне значений угла α наблюдения и значений угла ε поворота. Однако различные световозвращающие изделия чувствительны к ориентации изделия по отношению к наблюдателю. То есть, в зависимости от угла ε поворота, наблюдатель будет воспринимать возвращенный свет различной интенсивности. Из одного определенного угла ε поворота световозвращение может быть относительно интенсивным, тогда как при другом угле ε поворота обратное световозвращение может быть относительно слабым.
[0009] Такая чувствительность к ориентации наблюдателя относительно световозвращающей поверхности при различных углах ε поворота может быть устранена, по меньшей мере, двумя способами. Один из способов заключается в формировании световозвращающего изделия с помощью пресс-формы, изготовленной посредством «скрепления», в которой собирается группа металлических штырьков, причем каждый штырек имеет один кубический уголок, обработанный и отполированный на одном конце. Штырьки обычно имеют треугольное, шестиугольное, квадратное или прямоугольное поперечное сечение. Штырьки затем могут быть сгруппированы вместе, так что их обработанные вершины могут быть использованы для формирования массива кубических уголков типа «папа», и такая группа может быть использована в качестве оригинала для изготовления методом гальванопластики пресс-формы типа «мама». Затем эта пресс-форма может быть использована для формирования массива призматических элементов типа «папа» в стекле или пластмассе. Хорошо известно, что вариации в размере или форме граней обработанных концов штырьков или в углах между гранями (углах, образованных двумя гранями) или в сглаженности граней или в сглаженности фронтальной поверхности сформированного световозвращателя, могут полностью изменить шаблон световозвращения и тем самым определить области вокруг источника света, в которых световозвращение является видимым.
[0010] Скрепление обеспечивает гибкость при изготовлении и разработке массивов кубических уголков. Могут быть использованы различные формы, отличные от кубических уголков в виде равностороннего треугольника, и каждый штырек может быть индивидуально подогнан в его геометрии и ориентации, чтобы внести вклад в совокупное эксплуатационное качество массива.
[0011] Однако из-за производственных ограничений штырек обычно имеет геометрическую форму на конце штырька, который составляет около 0,040 дюймов (1 мм) или больше (далее называемые «макрокубы»). Шестигранные штырьки обычно могут иметь размер поперек параллельных плоскостей порядка около 0,10 дюйма (2,5 мм). Прямоугольные штырьки имеют размер по короткой стороне около 0,070 дюйма (1,8 мм) и размер по длинной стороне около 0,122 дюйма (3,0 мм). Из-за своей высоты макрокубы слишком велики для использования при изготовлении тонкого гибкого световозвращающего листового материала, требующего световозвращающих призматических элементов меньших размеров.
[0012] Для создания массивов призматических элементов с меньшими размерами (далее «микрокубы») обычно применялась другая технология. В соответствии с этой технологией микрокубы могут быть сначала сформированы в подложке оригинала. Одним из способов формирования микрокубов является прямая механическая обработка или линование, при которой параллельные ряды V-образных канавок нарезаются на подложке, чтобы создать структуру канавок, которые пересекаются, чтобы образовать кубические уголковые элементы. Три таких набора V-образных канавок могут сформировать массив треугольных по форме кубических уголков. Массивы таких микрокубов могут быть использованы в качестве пресс-формы для пластикового световозвращающего листового материала. Способ обработки часто использует алмазную резку. Под «алмазной резкой» подразумевается сверхточная непосредственная механическая обработка прецизионных элементов с использованием алмазного режущего инструмента, содержащего обрабатывающий инструмент (например, токарные станки, токарно-фрезерные станки, агрегатные станки с поворотным столом, или инструменты не вращающегося типа для создания произвольной формы, такие как растровые станки) и алмазный режущий элемент (такой как острие, лезвие или край), который царапает, режет, точит, строгает, делает выемки или иным образом модифицирует поверхность посредством приведения алмазного режущего элемента в контакт с поверхностью, подлежащей модификации. Алмазные режущие инструменты используются для выполнения операций в осевом или не осевом токарном точении, линовании, резке летучим резцом или микропризматической резке и могут производить поверхностные отделки на нанометровом уровне (расстояние от пика до уступа поверхности, сформированной алмазной резкой) и с точностью форм на уровне субмикрон. Машины для алмазной резки часто представляют собой станки с числовым компьютерным управлением (ЧПУ) с использованием электрических двигателей и пьезоэлектрических исполнительных механизмов, используемых для точности. Канавки, изготовленные путем алмазной резки, имеют гладкие края, которые по существу свободны от заусенцев или других несовершенств размером с микрон или выше, которые ассоциируются с обычными способами резки или механической обработки.
[0013] Другой способ формирования микрокубов в подложке включает в себя формирование рядов микрокубических уголковых призм на краю тонких пластин или пластинок. Эта технология, будучи более сложной, чем способы прямой обработки, имеет то преимущество, что она предоставляет больше свободы для различных кубических форм и индивидуальной подгонки. Эти пластины могут быть сложены вместе для формирования массива призматических элементов.
[0014] Оригинал кубических уголковых элементов с типа «папа» или «мама» может быть использован для создания последовательности реплик, копий или «плиток» чередующегося типа (то есть первой генерации и второй генерации), таких как изготовленные способом гальванопластики. Например, если оригинал имеет выступающие («папа») призматические элементы, то копии первой генерации этого оригинала будут иметь утопленные («мама») призматические элементы, т.е. плитки будут иметь противоположную конфигурацию относительно оригинала. Копии второй генерации будут, по существу, идентичными оригиналу, то есть плитки будут иметь выступающие призматические элементы. На любом этапе копии оригинала первой или второй генерации могут быть нарезаны кубиками или нарезаны в желаемой форме, и нарезанные плитки затем собираются вместе, чтобы сформировать изделие из плиток. Сборка плиток вместе в сборку большего размера известна здесь как «укладывание плитками», а более крупные собранные массивы известны в данном документе как «изделия из плиток», в которых несколько плиток, имеющих меньшие массивы призматических элементов, соединяются в изделие из плиток большего размера. В свою очередь, изделия из плиток также могут быть скопированы для формирования более крупной плитки, а затем соединены вместе, чтобы сделать дополнительно изделия из плиток еще большего размера. Что касается термина «плитка», то подразумевается единая или цельная структура или подложка. Когда речь идет о «изделии из плиток», то подразумевается многоэлементная структура, сформированная путем соединения двух или более плиток или подложек вместе. Что касается термина «оригинал», то подразумевается любая структура, которая используется для формирования реплик. То есть, оригинал может быть цельной подложкой или изделием из плиток. В любом случае реплика оригинала или нарезанная кубиками часть указанного реплики может рассматриваться как плитка, то есть единая цельная структура. Например, если цельная структура или многоэлементная структура (то есть изделие из плиток) дублируется, например, методом гальванопластики, то реплика или ее нарезанная кубиками часть может рассматриваться как плитка (т.е. цельная структура), потому что гальванопластика будет производить реплику, имеющую единую, цельную структуру без швов.
[0015] После серии этапов копирования и укладывания плитками может быть сформирована единичная «пресс-форма». «Пресс-форма» может быть использована для изготовления инструментов производства, например, методом гальванопластики, каковые инструменты могут быть использованы для формирования микрокуба или других световозвращающих элементов на пространстве пластикового листового материала, например, методом тиснения, литья, компрессионного формования или другими способами, известными в данной области техники. Альтернативно, пресс-форма сама по себе может быть использована для изготовления световозвращающего изделия.
[0016] В прямой механической обработке или способах обработки пластинок для формирования элементов в виде микропризм такие массивы призматических элементов обычно имеют только одну или две имеющиеся в наличии ориентации призмы и, следовательно, высокую чувствительность к ориентации. Поэтому желательно для копий таких сборок быть нарезанными кубиками, как описано выше для формирования плиток. Чувствительность к ориентации приводится в соответствие чередованием ориентации отдельных плиток в изделии из плиток. В частности, ориентации призм отдельных плиток варьируется между смежными плитками. Эта чередующаяся или варьируемая ориентация призм между отдельными смежными плитками создает световозвращающее изделие, которое менее чувствительно к углу ε поворота, чем изделие, которое имело бы только одну ориентацию призм. Это делается, чтобы обеспечить большие совокупные массивы кубических уголков с пониженной чувствительностью к ориентации. Кроме того, размер плиток может быть уменьшен, чтобы сделать визуальный контраст между ориентированными различным образом плитками менее заметным, то есть менее различимым для человеческого глаза.
[0017] Однако эта технология укладывания плитками имеет, по меньшей мере, два ограничения среди множества. Процесс создания уложенных плитками массивов микрокубов сталкивается со сходными ограничениями, с теми, что наблюдаются при скреплении макрокубов и некоторыми другими ограничениями. Во-первых, очень маленькие плитки трудно физически обрабатывать или манипулировать ими. Эта трудность является сдерживающим фактором для создания меньших размеров массивов отдельных призм в изделии из плиток. Чем меньше плитка, тем труднее становится ее обрабатывать и позиционировать. Это увеличивает стоимость и время производства пресс-форм из плиток. Во-вторых, типичные процессы нарезки кубиками, используемые для создания плиток различных форм и размеров, производят грубые края пониженного эксплуатационного качества на плитках. То есть обычная нарезка кубиками производит плитки, которые могут иметь край с частичными и/или поврежденными призматическими элементами и плитки с краями, которые не являются достаточно прямыми. Когда размер плитки уменьшается, увеличивается пропорция между размером части края с пониженным эксплуатационным качеством и остатком массива призм, тем самым уменьшая коэффициент заполнения для световозвращающих изделий, изготовленных такими пресс-формами из плиток. Кроме того, если плитки не имеют точных размеров или форм и имеют грубые края, сборка таких плиток край к краю может иметь небольшие зазоры между плитками, то есть широкие швы между плитками, что может создавать проблемы во время репликации и аналогичным образом ухудшать световозвращающий коэффициент заполнения изделий, изготовленных из таких пресс-форм.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0018] Варианты осуществления настоящего предмета изобретения, описанные ниже, не предназначены для того, чтобы быть исчерпывающими, или ограничивать предмет изобретения точными формами, раскрытыми в последующем подробном описании. Скорее, варианты осуществления выбираются и описываются так, чтобы другие специалисты в данной области техники смогли оценить и понять принципы и практические применения настоящего предмета изобретения.
[0019] Настоящий предмет изобретения относится к способам изготовления изделий из плиток, используемых в качестве пресс-форм при формовании световозвращающих изделий. Способы решают проблемы, ассоциированные с традиционными технологиями укладывания плитками, в которых относительно маленькие плитки трудны в обработке, и в которых грубые края, которые обычно формируются на плитках во время нарезки кубиками, приводят к большим или широким швам между плитками. Способы, предложенные в данном документе, обеспечивают формирование прецизионных краев на плитках, которые стыкуются, чтобы обеспечивать тонкие швы между плитками в изделии из плиток. Эти методы также решают вопрос, связанный со сдерживающим фактором при обработке массивов меньших по размеру призм на плитках путем формирования массивов меньших по размеру призм на каждой плитке, в то же время позволяя плиткам сохранять относительно большой поперечный размер после нарезки кубиками, чтобы обеспечить легкую обработку плиток. Эта комбинация большего поперечного размера и массива меньших по размеру призм может быть сформирована в оригинале и сохранена в копиях оригинала, или может быть сформирована в самих копиях. В любом случае плитки реплик могут быть легче модифицированы и затем состыкованы друг с другом, чтобы сформировать изделие из плиток, имеющее массивы относительно меньших по размеру призм на нем, чем традиционно сконструированные плитки с тонкими швами между плитками.
[0020] В одном примерном варианте осуществления в настоящий момент описываемого предмета изобретения, способ изготовления изделия включает в себя формирование призматических элементов на поверхности подложки. Способ также включает в себя формирование стенки на подложке, при этом стенка имеет первый общий край с поверхностью. Способ дополнительно включает в себя формирование грани на подложке, причем стенка имеет второй общий край с гранью, а первый общий край находится на противоположной стороне стенки от второго общего края.
[0021] В другом примерном варианте осуществления в настоящий момент описываемого предмета изобретения, способ изготовления изделия из плиток включает в себя обеспечение плитки, включающей в себя верхнюю поверхность, содержащую призматические элементы. Способ также включает в себя формирование стенки на плитке путем удаления части верхней поверхности плитки, при этом стенка имеет первый общий край с верхней поверхностью плитки. Способ включает в себя формирование реплик плитки; и расположение реплик так, что стенка на каждой реплике располагается лицом к лицу со стенкой на смежном реплике и непосредственно примыкает к ней, чтобы тем самым сформировать изделие из плиток.
[0022] В другом примерном варианте осуществления описываемого в настоящий момент предмета изобретения, способ изготовления изделия из плиток включает в себя формирование призматических элементов на поверхности подложки. Способ включает в себя формирование опорного края на подложке таким образом, что опорный край простирается в подложке примерно под углом 90° к поверхности, имеющей призматические элементы. Способ включает в себя формирование реплик подложки и удаление части каждой реплики таким образом, чтобы опорный край на каждой реплике был способен примыкать лицом к лицу к опорному краю на другом реплике. Способ включает в себя смыкание лицом к лицу опорного края на каждой реплике с опорным краем на другом реплике и скрепление реплик вместе, чтобы тем самым сформировать изделие из плиток.
[0023] В еще одном примерном варианте осуществления описываемого в настоящий момент предмета изобретения, изделие из плиток содержит плитки, расположенные вместе в двухмерной структуре. Каждая плитка содержит верхнюю поверхность, включающую в себя массив призматических элементов и боковые поверхности. Плитки содержат краевые плитки и, опционально, внутренние плитки. Каждая боковая поверхность каждой внутренней плитки включает в себя стенку и грань. По меньшей мере, одна боковая поверхность каждой краевой плитки включает в себя стенку и грань. Каждая стенка каждой внутренней плитки примыкает лицом к лицу к стенке смежной плитки, а каждая грань на каждой внутренней плитке не смыкается лицом к лицу с гранью смежной плитки. Каждая стенка каждой краевой плитки примыкает лицом к лицу к стенке смежной плитки, а каждая грань на каждой краевой плитке не смыкается лицом к лицу с гранью смежной плитки.
[0024] В еще одном примерном варианте осуществления описываемого в настоящий момент предмета изобретения, способ изготовления изделия из плитки включает в себя обеспечение подложки, имеющей призматические элементы на ее поверхности. Способ также включает в себя создание реплик подложки, причем каждая реплика имеет по меньшей мере один опорный край. Этот способ дополнительно включает в себя создание грубого среза через каждый опорный край в каждой реплике. Этот способ включает в себя укладывание реплик таким образом, что опорные края в репликах смыкаются лицом к лицу, а грубые срезы в репликах не смыкаются лицом к лицу, чтобы таким образом произвести изделие из плиток.
[0025] В еще одном примерном варианте осуществления описываемого в настоящий момент предмета изобретения, способ формирования световозвращающего изделия содержит:
a) формирование призматических элементов на поверхности оригинала;
b) создание реплики оригинала;
c) создание по меньшей мере одного опорного края на реплике;
d) создание копий реплики;
e) расположение копий друг относительно друга таким образом, чтобы опорные края на каждой копии смыкались лицом к лицу;
f) опционально, повторение любого одного или более из пунктов b)-d), при этом оригинал содержит конечный результат любого одного или более из пунктов а)-d); а также
g) формование световозвращающего изделия с использованием пресс-формы, изготовленной по меньшей мере одним из пунктов а)-d), или а)-е);
при этом а)-f) выполняются последовательно или вне последовательности.
[0026] В другом примерном варианте осуществления описываемого в настоящий момент предмета изобретения, способ изготовления изделия содержит формирование массива призматических элементов на поверхности подложки и формирование множества стенок на подложке, чтобы тем самым сформировать изделие. Каждая из множества стенок имеет первый общий край с поверхностью.
[0027] В еще одном примерном варианте осуществления рассматриваемого в настоящий момент предмета изобретения, способ изготовления пресс-формы, используемой для формирования световозвращающих изделий, содержит обеспечение множества плиток, причем каждая плитка имеет на своей поверхности призматические элементы, один или более опорных краев и выступ. Способ включает в себя изготовление одного или более грубых срезов в каждой из множества плиток, чтобы тем самым удалить выступ на каждой из множества плиток, и, таким образом, выявить один или более опорных краев на каждой из множества плиток, так что каждый один или более раскрытых опорных краев на каждой из множества плиток были способны примыкать лицом к лицу к одному или более раскрытым опорным краям на других плитках из множества плиток, а грубые срезы на каждой из множества плиток не примыкали к грубым срезам на других плитках из множества плиток. Способ также включает в себя состыковку множества плиток таким образом, что один или более раскрытых опорных краев на каждой из множества плиток смыкались лицом к лицу.
[0028] В еще одном примерном варианте осуществления рассматриваемого в настоящий момент предмета изобретения, подложка, предназначенная для использования при изготовлении световозвращающих изделий, включает в себя поверхность, содержащую массив призматических элементов. Подложка включает в себя одно или более углублений, причем каждое одно или более углублений, по меньшей мере, частично определяются опорным краем. Подложка также включает в себя базовую часть, содержащую выступ, причем выступ определяет периферию базовой части.
[0029] Обычные способы производства световозвращающей пресс-формы и конструкции содержат структурные и оптические ограничения, которые устраняются благодаря использованию пресс-форм, плиток, изделий из плиток и способов, описанных в данном документе. Использование этого предмета изобретения позволяет расширить параметры формирования пресс-формы. Например, массивы из меньших по размеру призм или групп массивов из призм могут быть легко изготовлены с использованием обычных технологий обработки плиток, которые не требуют времени и денег, расходующихся на точность. Кроме того, способы и изделия, описанные в данном документе, обеспечивают прецизионные, тонкие швы между плитками в изделии из плиток. Меньшие швы между плитками в изделии из плиток производят более эффективные световозвращающие изделия.
[0030] Технологии изготовления нескольких структур также могут обеспечивать улучшенное оптическое эксплуатационное качество, которое получается за счет близко расположенных взаимносмешанных призматических элементов или групп с различными формами, размерами и ориентациями призм. Кроме того, размер массивов призм на плитках может быть уменьшен, сохраняя при этом легкость, с которой обрабатываются, перемещаются или иным образом манипулируются плитки большего размера. Эти преимущества обеспечивают более однородный внешний вид многоструктурных массивов в световозвращающем изделии, изготовленном пресс-формами настоящего предмета изобретения, в широком диапазоне расстояний обзора и углов наблюдения и поворота. Многоструктурные массивы также могут быть основаны на более чем одном типе состыкованных пар кубических уголковых элементов. Настоящий предмет изобретения применим для всех массивов призм, независимо от того, как они образованы.
[0031] Другие признаки и преимущества настоящего предмета изобретения станут очевидными для специалистов в данной области техники из нижеследующего подробного описания. Однако следует понимать, что подробное описание различных вариантов осуществления и конкретных примеров, хотя оно указывает различные варианты осуществления настоящего предмета изобретения, дается в целях иллюстрации, а не ограничения. Многие изменения и модификации в объеме настоящего предмета изобретения могут быть сделаны без отступления от его сути, и предмет изобретения включает в себя все такие модификации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0032] Эти, а также другие цели и преимущества данного предмета изобретения будут более понятны и оценены в полной мере при обращении к следующему более подробному описанию настоящих примерных вариантов осуществления предмета изобретения, в сочетании с прилагаемыми чертежами, из которых:
[0033] Фиг.1 - перспективная иллюстрация подложки, согласно настоящему предмету изобретения;
[0034] Фиг.2 - перспективная иллюстрация подложки, изображенной на фиг.1, дополнительно модифицированной согласно настоящему предмету изобретения;
[0035] Фиг.3 - перспективная иллюстрация подложки, изображенной на фиг.2, дополнительно модифицированной согласно настоящему предмету изобретения;
[0036] Фиг.4 перспективная иллюстрация подложки, изображенной на фиг.3, дополнительно модифицированной согласно настоящему предмету изобретения;
[0037] Фиг.5 перспективная иллюстрация подложки, изображенной на фиг.4, дополнительно модифицированной согласно настоящему предмету изобретения;
[0038] На фиг.6 - иллюстрация поперечного сечения подложки или ее реплики, изображенного на фиг.5, согласно настоящему предмету изобретения или его реплике;
[0039] Фиг.7 - иллюстрация поперечного сечения подложки или ее реплики, изображенного на фиг.6, дополнительно модифицированного согласно настоящему предмету изобретения;
[0040] Фиг.8 - иллюстрация поперечного сечения изделия из плиток, согласно настоящему предмету изобретения;
[0041] Фиг.9 - перспективная иллюстрация изделия из плиток, изображенного на фиг.8, согласно настоящему предмету изобретения;
[0042] Фиг.10 перспективная иллюстрация подложки, согласно настоящему предмету изобретения;
[0043] Фиг.11 перспективная иллюстрация подложки или ее реплики, изображенного на фиг.10, дополнительно модифицированного согласно настоящему предмету изобретения;
[0044] Фиг.12 перспективная иллюстрация изделия из плиток, включающего в себя подложку или ее реплику, изображенную на фиг.11, согласно настоящему предмету изобретения;
[0045] Фиг.13 перспективная иллюстрация подложки, согласно настоящему предмету изобретения;
[0046] Фиг.14 - перспективная иллюстрация подложки или ее реплики, изображенного на фиг.13, дополнительно модифицированного согласно настоящему предмету изобретения;
[0047] Фиг.15 перспективная иллюстрация подложки или ее реплики, изображенного на фиг.13, дополнительно модифицированного согласно настоящему предмету изобретения;
[0048] Фиг.16 - иллюстрация в поперечном сечении изделия из плиток, согласно настоящему предмету изобретения, включающего в себя подложку, изображенную на фиг.14 и подложку, изображенную на фиг.15;
[0049] Фиг.17 перспективная иллюстрация изделия из плиток, изображенного на фиг.16, согласно настоящему предмету изобретения;
[0050] Фиг.18 - перспективная иллюстрация подложки, согласно настоящему предмету изобретения;
[0051] Фиг.19 - перспективная иллюстрация подложки, изображенной на фиг.18, дополнительно модифицированной согласно настоящему предмету изобретения;
[0052] Фиг.20 перспективная иллюстрация подложки, изображенной на фиг.19, дополнительно модифицированной согласно настоящему предмету изобретения;
[0053] Фиг.21 - перспективная иллюстрация подложки или ее реплики, изображенного на фиг.20, дополнительно модифицированного согласно настоящему предмету изобретения;
[0054] фиг.22 - иллюстрация в поперечном сечении изделия из плиток, при этом изделие из плиток включает в себя два реплики подложки, изображенной на фиг.21, причем эти два реплики были дополнительно модифицированы согласно настоящему предмету изобретения;
[0055] Фиг.23 перспективная иллюстрация изделия из плиток, изображенного на фиг.22, согласно настоящему предмету изобретения;
[0056] Фиг.24 - еще одна перспективная иллюстрация изделия из плиток, изображенного на фиг.22, согласно настоящему предмету изобретения.
[0057] Если не указано иное, иллюстрации на приведенных выше чертежах не обязательно вычерчиваются в масштабе.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0058] Устройства и способы, согласно настоящему предмету изобретения, подробно описываются посредством примеров и со ссылкой на чертежи. Если не оговорено особо, аналогичные номера позиционных обозначений на чертежах указывают на те же, аналогичные или соответствующие элементы на всех чертежах. Должно быть понятно, что могут быть сделаны модификации раскрытых и описанных примеров, компоновок, конфигураций, компонентов, элементов, устройств, способов, материалов и т.д., и они могут быть желательными для конкретного применения. В этом раскрытии любая идентификация конкретных форм, материалов, технологий, компоновок и т.д., либо связана с конкретным представленным примером, либо представляет собой всего лишь обычное описание такой формы, материала, технологии, компоновки и т.д. Идентификации конкретных деталей или примеров не предназначаются и не должны истолковываться как обязательные или ограничивающие, если они специально не обозначены как таковые.
[0059] Термин «призматический элемент», как он использован в данном документе, означает трехмерную геометрическую форму на поверхности подложки. Призматические элементы представляют собой формы, используемые для формирования световозвращающих элементов на поверхности материала, чтобы сделать световозвращающее изделие. Призматические элементы включают в себя группы призм.
[0060] Термин «группа призм», как он использован в данном документе, означает группирование частей смежных, призматических элементов.
[0061] Термины «массив», «компоновка» призматических элементов или «массив/компоновка призм», как они используются в данном документе, означают совокупность двух или более призматических элементов или групп призм, включающую микрокубы и другие призматические элементы. Специалисты в данной области техники поймут, что световозвращающее изделие, имеющее желаемые эксплуатационные характеристики, может быть изготовлено путем составления различных массивов.
[0062] Термин «кубические уголковые элементы», как он используется в данном документе, включает в себя те элементы, которые состоят из трех взаимно пересекающихся граней, двугранные углы которых, как правило, составляют порядка 90°, но не обязательно точно 90°.
[0063] Согласно настоящему предмету изобретения раскрываются способы изготовления подложки, используемой в процессе формирования световозвращающих изделий. Сама подложка может быть использована в качестве пресс-формы для формирования светоотражающих изделий или может быть использована в качестве оригинала для формирования реплик с использованием технологии репликации, такой как гальванопластика. Реплики имеют углубления и/или выступы призматических элементов на них. Множество реплик может быть сформировано из оригинала и модифицировано и собрано край к краю для создания пресс-формы, используемой при формировании световозвращающих изделий, которые больше по размеру, чем оригинал.
[0064] Обращаясь к чертежам, подложка 10 содержит поверхность 11, включающую в себя призматические элементы 12, сформированные на ней. Подложка может быть использована в качестве оригинала и может быть сформирована путем разлиновки призматических элементов на поверхности подложки 10 с помощью алмазной резки. Подложка или ее реплики могут быть сформированы или нарезаны до нужного размера, так что множество реплик может быть скомпоновано, чтобы сформировать изделие из плиток с зонами массивов призм различной ориентации, которая требуется в световозвращающем листовом материале. Таким образом, например, оригинал или реплики могут быть нарезаны для формирования зон массивов призм, имеющих такие формы, как квадраты, прямоугольники, треугольники, шестиугольники и т.п.
[0065] Затем реплики компонуются в шаблон, который будет производить изделие из плиток, имеющее требуемые зоны различной ориентации призм. Изделие из плиток может быть использовано в качестве пресс-формы для формирования световозвращающего изделия, имеющего зоны массивов призм с различной ориентацией призм.
[0066] Подложка 10, изображенная на фиг.1, может быть дублирована для формирования плиток реплик. В одном варианте осуществления, стенки 13, также называемые в данном документе «опорными краями», формируются в репликах или в оригинале посредством алмазной резки. Опорные края 13, как показано на фиг.2-5, могут быть сформированы в репликах или могут быть альтернативно сформированы в оригинале до репликации, если это требуется. То есть, оригинал может иметь или не иметь опорные края 13, сформированные в нем до дублирования. Соответственно, реплики оригинала могут быть сформированы без опорных краев 13, как показано на фиг.1 и фиг.18-20. Альтернативно оригинал может иметь опорные края 13, сформированные в нем до дублирования, как показано на любом из фиг.2-5 и фиг.21, и, таким образом, дубликаты оригинала также будут иметь такие же опорные края 13. В одном варианте осуществления стенки 13 изготавливаются путем формирования углублений 15 в подложке. Одна или более граней 17 формируются в плитках реплик, которые затем соединяются вместе на своих стенках 13 в направлении примыкания стенка к стенке, чтобы сформировать изделие 28 из плиток. Эта ориентация стенка к стенке между двумя плитками, также упоминаемая в данном документе как стенки, находящиеся «лицом к лицу», и как плитки или стенки «состыкованные» или «стыкующиеся». Само по себе изделие 28 из плиток может быть использовано для изготовления пресс-формы для формирования световозвращающего изделия или может быть само использовано в качестве пресс-формы. Альтернативно, изделие из плиток может быть реплицировано для формирования плиток еще большего размера, причем плитки еще большего размера соединяются вместе на своих опорных краях для формирования изделия из плиток еще большего размера, которое также может быть использовано в качестве пресс-формы для формирования световозвращающих изделий. Когда изделие из плиток многократно дублируется, а дубликаты соединяются на опорном крае, формируется инструмент, содержащий множество плиток, соединенных вместе на своих опорных краях. Инструмент затем может быть использован в качестве пресс-формы для изготовления световозвращающих изделий.
Подложка
[0067] Подложка 10, которая используется для формирования оригинала или плиток, конкретно не ограничивается и может содержать любой материал, имеющий поверхность, способную образовывать на ней призматические элементы. Материалом может быть, например, никель, медь, алюминий, латунь или их комбинация. могут быть использованы другие материалы, и настоящий предмет изобретения не ограничивается этими металлами. например, в качестве материала подложки могут также использоваться полимеры, такие как акрилы и полиуретаны.
[0068] Кроме того, форма подложки 10 конкретно не ограничивается и может содержать любую форму, способную иметь на ее поверхности сформированные призматические элементы. Хотя на чертежах изображаются различные кубоидальные формы, имеющие, плоскую поверхность 11 квадрата, на которой формируются призматические элементы 12, подложка 10 не ограничивается такими формами, имеющими плоскую поверхность 11 квадрата. Скорее подложка может содержать другие формы и может иметь волнистую поверхность, на которой формируются призматические элементы.
[0069] В одном варианте осуществления подложка, используемая в качестве оригинала или плитки, является кубоидом, имеющим размеры по высоте, ширине и глубине и имеющим обычно плоские гладкие поверхности, как показано на фиг.1. В одном аспекте высота Н подложки находится в диапазоне от 250 мкм до, примерно, 50 мм. Размеры ширины W и длины l подложки находятся в диапазоне примерно от 1 мм до 250 мм.
[0070] В раскрытых в данном документе способах помимо кубоида с плоскими, состоящими из одной плоскости поверхностями могут быть использованы многие формы подложек, включая кубоид с изогнутыми, состоящими из одной плоскости поверхностями.
Призматические элементы
[0071] В одном варианте осуществления согласно настоящему предмету изобретения, способы включают в себя формирование призматических элементов 12 на поверхности 11 подложки 10. В другом варианте осуществления способы включают в себя только обеспечение подложки, имеющей на ней призматические элементы. Вид, форма или компоновка призматических элементов на поверхности подложки конкретно не ограничиваются и могут содержать, например, кубические уголковые элементы, группы призм или тому подобное, скомпонованные в упорядоченном массиве или произвольно. Призматические элементы или группы могут быть плотно упакованы вместе или разнесены друг от друга. Призматические элементы могут включать в себя отдельные (элементы), части от них, упорядоченные или расположенные в произвольном порядке серии или группы треугольных, квадратных, прямоугольных или других многоугольных кубических, уголковых призматических элементов или их комбинации. Размер призматических элементов, включая размеры по высоте (выступающие перпендикулярно поверхности 11) и поперечные размеры (выступающие параллельно поверхности 11, включая ширину и длину) конкретно не ограничивается. В одном варианте осуществления призматические элементы на оригинале имеют размер по высоте в диапазоне примерно от 20 мкм до, примерно, 250 мкм. Призматические элементы могут быть наклонными или без наклона.
[0072] Призматические элементы на отдельных плитках могут быть одинаковыми или разными между отдельными плитками в изделии из плиток и могут быть одинаковыми или разными на одной и той же плитке. Два или более призматических элемента или группы призм в собирательном значении известны как массив призм. Такие массивы призм на плитках могут быть одинаковыми или отличаться от одной плитки к другой в изделии из плиток. То есть плитки в изделии из плиток могут иметь все одинаковые, все разные, чередующиеся или различающиеся шаблоны призматических элементов между плитками.
[0073] В одном варианте осуществления призматические элементы формируются путем алмазной резки призматических элементов на поверхности 11 подложки 10 для формирования массива призм на подложке. Могут быть использованы другие технологии формирования призматических элементов. В одном варианте осуществления формирование призматических элементов или групп на поверхности подложки включает в себя дополнительную модификацию, такую как удаление некоторых из призматических элементов или их части с поверхности 11 или из подложки 10.
[0074] В одном варианте осуществления массив призм на подложке содержит призматические элементы, имеющие ориентацию призм. Как будет обсуждаться далее в этом документе, ориентация призм может варьироваться между плитками в изделии из плиток. В одном аспекте этого варианта осуществления массив призм содержит плотно упакованные треугольные кубические уголковые призматические элементы, имеющие ориентацию призм.
Опорный край
[0075] В одном варианте осуществления, согласно настоящему предмету изобретения, способы включают в себя формирование прецизионного опорного края, также называемого в данном документе «стенкой» 13, как показано на фиг.2, на плитке реплики или на оригинале. При ссылке на «стенку» в данном документе подразумевается прецизионный опорный край 13, как описано в данном документе, образованный алмазной резкой или другими технологиями прецизионного формирования. Формирование опорного края или стенки может уменьшить размер массива призм на поверхности 11 подложки 10 и/или может уменьшить поперечный размер подложки, измеренный через верхнюю поверхность. В другом варианте осуществления две или более стенки могут быть сформированы в подложке, как показано на фиг.3-15, 17 и 21.
[0076] В одном варианте осуществления, стенки 13 имеют первый общий край 14 с поверхностью 11, на которой формируются призматические элементы 12, такие как, например, показаны на фиг.21. В другом аспекте, стенки 13 имеют первый общий край 14 с массивом призм как таковым, как показано, например, на фиг.2-7 и 10-11. В этом аспекте массив призм ограничивается, по меньшей мере, на одной стороне краем стенки 13. То есть один край стенки, как показано, определяет ограниченную сторону массива призм. Стенка может простираться целиком через подложку или может простираться частично в подложке, как показано, например, на фиг.2-5, 10, 13 и 21.
[0077] Обращаясь к фиг.1-5, 10, 13 и 21, показывается подложка 10, имеющая поверхность 11, содержащую призматические элементы 12 (фиг.1-5, 10 и 13) или группы 30 призм (фиг.21). Стенки 13 формируются в подложке 10, путем изготовления углублений 15 в подложке. Углубление может быть сформировано путем резания, строжки, испарения или другими известными способами. В одном аспекте, углубления и стенки формируются алмазной резкой. Углубления 15, по меньшей мере, частично определяются одной стенкой 13, и в одном варианте осуществления и углубления, и стенка не простираются по всей высоте подложки, как показано на чертежах. В одном аспекте углубления простираются через весь поперечный размер подложки от одной боковой поверхности подложки до противоположной боковой поверхности подложки, как показано, например, на фиг.2-5, 10, 13 и 21. В одном аспекте образование нескольких углублений и стенок укорачивает ширину стенок, как показано на фиг.2-5, где первая изготовленная стенка укорачивается в размере по ширине, когда изготавливаются следующие стенки. Этот процесс также уменьшает размер массива призм на поверхности 11, который будет использоваться для формирования изделия из плиток, имеющего на нем массивы призм меньшего размера.
[0078] Стенки 13 имеют общий край 14 с поверхностью 11. Общие края 14 в совокупности определяют границу массива призм. В одном аспекте стенки 13 имеют общий край 14 не только с поверхностью 11, но также с призматическими элементами 12, как изображено на фиг.21.
[0079] Стенка 13, поскольку она имеет первый общий край 14 с поверхностью 11, на которой формируются призматические элементы, образует тем самым угол с поверхностью, измеряемый через подложку. Этот угол, называемый в данном документе «угол стенки», показанный на фиг.6, как Wθ, особо не ограничен и может охватывать диапазон до величины, менее чем 180°. Если стенка формируется в оригинале, то реплика оригинала будет иметь стенку с таким же углом стенки. Как показано на фиг.8, эта первая плитка 24 стыкуется со второй отличной от первой плиткой 25, имеющей стенку, которая может стыковаться со стенкой первой плитки 24. Другими словами, первая плитка будет иметь стенку с первым углом Wθ1 стенки, а вторая плитка будет иметь стенку со вторым углом Wθ2 стенки. Первый угол Wθ1 стенки и второй угол Wθ2 стенки являются дополнительными углами, то есть углы стенок состыкованных стенок дают в сумме примерно 180°. Например, когда первый угол Wθ1 стенки составляет около 70°, тогда второй угол Wθ2 стенки будет составлять около 110°.
[0080] В одном варианте осуществления угол Wθ стенки на подложке составляет около 90°, как показано на чертежах. Поэтому стыкующиеся плитки будут каждая иметь стенки со сходным углом Wθ стенки около 90°. Соответственно, стенки с различными углами стенок, то есть другими, чем 90°, не должны быть сформированы. Там, где первый угол стенки и второй угол стенки являются дополнительными на плитках, то при состыковке поверхности 11 первой и второй плиток будут лежать в одной и той же плоскости, как показано на фиг.8, 9, 12, 16, 17, 22, 23 и 24.
[0081] В другом варианте осуществления дополнительное соотношение между углами стенок состыкованных плиток может быть изменено, например, когда поверхности 11 состыкованных плиток должны быть наклонены друг относительно друга, а не находиться в одной плоскости. В этом варианте осуществления углы стенок между стыкующимися стенками 13 могут составлять в сумме более чем 180° или менее чем 180°.
[0082] В одном варианте осуществления стенка 13, сформированная в подложке 10, имеет высоту, которая больше, чем высота призматических элементов 12. В одном варианте осуществления стенки имеют высоту в диапазоне приблизительно от 25 мкм до, примерно, 1 мм. В других вариантах осуществления стенка имеет высоту, которая не превышает высоту призматических элементов.
[0083] В одном варианте осуществления стенка формируется алмазной резкой. Алмазная резка создает стенку, имеющую прецизионную поверхность. Другими словами, алмазная резка производит стенку, имеющую особенно гладкую и плоскую поверхность. Эта гладкая и плоская поверхность, определяющая стенку, позволяет плиткам стыковаться стенка к стенке, чтобы создать прецизионный шов между плитками, как будет рассмотрено в данном документе более подробно ниже. Прецизионные швы между плитками обеспечивают более высокие световозвращающие коэффициенты заполнения для световозвращающих изделий, изготовленных из пресс-форм, предложенных в настоящем документе, поскольку меньше света рассеивается на швах, чем в общепринятых технологиях для грубых швов. Изображенная как плоская, состоящая из одной плоскости поверхность, стенка не ограничивается таковой, но может быть изогнутой, состоящей из одной плоскости поверхностью, поверхностью, которая не состоит из одной плоскости, или поверхностью, которая состоит из множества плоскостей. Какова бы ни была форма или вид стенки, стыкующаяся стенка может иметь соответствующую форму, чтобы иметь возможность образовывать прецизионный шов.
[0084] В одном варианте осуществления в подложке формируются множество стенок. В одном аспекте этого варианта осуществления множество стенок совместно формируют границу вокруг массива призм, причем граница определяется первыми общими краями 14, как показано на фиг.5. В другом аспекте этого варианта осуществления каждая из множества стенок также имеет общую границу 31 раздела со смежной стенкой, как показано на фиг.3-5, 10 и 14. В другом аспекте этого варианта осуществления стенки 13 имеют высоты, которые различаются, как изображено, например, на фиг.10-15 и 17, при этом стенка 13 с одной стороны подложки 10 имеет высоту, отличающуюся от смежных стенок на смежных сторонах подложки 10. Другими словами, углубления 15, формирующие стенки 13, простираются в подложке 10 на разных глубинах. Высоты стенок, формирующих границу вокруг призматических элементов 12, могут чередоваться между большей высотой и меньшей высотой, при прохождении вокруг призматических элементов 12, как показано, например, на фиг.10 и 13. Изменение высот смежных стенок гарантирует, что во время репликации изделия из плиток, имеющего две или более состыкованных плиток, пространство 26 (см. фиг.8) между плитками не создаст трудностей при репликации.
[0085] В одном варианте осуществления при изготовлении углублений 15 для формирования стенок 13 некоторые из призматических элементов 12 на поверхности 11 удаляются, как показано на фиг.2-5. Однако в другом варианте осуществления формирование стенок 13 на подложке 10 не удаляет какие-либо призматические элементы, как показано на фиг.21.
[0086] В одном варианте осуществления формирование углублений и стенок не уменьшает какой-либо поперечный размер, то есть длину или ширину подложки, как показано на фиг.13 и 21. В другом варианте осуществления формирование углублений и стенок существенно не уменьшает поперечный размер подложки 10, но может уменьшать площадь поверхности 11, либо один, либо оба размера длины и ширины, как показано на фиг.2-5. Формирование углубления 15 в подложке также приводит к удалению только верхней периферийной части подложки, как показано на фиг.1 и фиг.2-5. Удаление верхней периферийной части подложки 10 может создавать выступ 16 на подошве или нижней части подложки. При формировании нескольких углублений 15 и стенок 13 полностью вокруг подложки 10, верхняя периферийная часть подложки удаляется, но базовая часть остается нетронутой, тем самым образуя выступ 16 вокруг всего основания подложки 10. Подложка 10, следовательно, имеет поперечный размер, измеренный через базовую часть (включая выступ 16) от одной боковой поверхности до противоположной боковой поверхности и параллельный поверхности 11, который не уменьшается при формировании углублений 15 и стенок 13. Поперечный размер подложки 10, измеренный через базовую часть, остается равным первоначальному размеру. Та же поперечная протяженность, измеренная через верхнюю часть подложки 10 от одной стенки 13 до другой стенки 13 и параллельный поверхности 11, уменьшается в размерах при формировании углублений 15 и стенок 13.
[0087] Формирование плитки этими способами обеспечивает массивы призм меньшего размера на поверхности 11, позволяя при этом обрабатывать плитки, имеющие более крупные поперечные размеры. Это достигается путем сохранения относительно большего поперечного размера, измеренного через базовую часть подложки, при этом на поверхности 11 подложки создаются массивы призм относительно меньшего размера. Эта модификация подложки минимизирует поперечный размер массива призм на поверхности 11, сохраняя при этом больший поперечный размер на нижних частях подложки. При перемещении, регулировке, манипулировании и другой конфигурации подложки, больший поперечный размер через базовую часть обеспечивает использование менее точных технологий обработки, чем обычно требуется для такого массива призм маленького размера такого, как массив призм, измеренный через верхнюю часть подложки. В то же время, можно включить массив меньшего размера, чем было бы осуществимо в случае менее точных методов обработки, поскольку сохраняется больший поперечный размер подложки. Благодаря наличию в плитках большего поперечного размера, обработка плиток, тем самым, упрощается, в то же время, обеспечивая массивы призм меньшего размера, включенные в изделие из плиток.
[0088] Этот больший поперечный размер, измеренный через базовую часть в репликах, уменьшается только, когда выступ 16 полностью удален, как показано на фиг.7 (выступ удален с правой стороны подложки), 11, 14 и 15, или когда создается грань 17, как показано на фиг.21 и 22.
Репликация
[0089] Подложка, имеющая призматические элементы 12, может быть использована как оригинал для создания плиток реплик. Репликация может выполняться на оригинале, причем оригинал может опционально включать в себя опорный край. Если оригинал включает в себя опорный край 13, реплики оригинала также включают в себя опорный край 13. После модификации плиток реплик путем формирования грани 17, плитки могут быть соединены вместе вдоль их опорных краев 13, чтобы сформировать изделие 28 из плиток. В другом варианте осуществления оригинал не включает в себя опорный край 13. В этом варианте осуществления формируется реплика оригинала и один или более опорных краев 13 формируются в реплике. После этого копии реплики формируются путем репликации. Затем копии могут быть модифицированы путем создания грани 17 и соединены вместе, чтобы сформировать изделие из плиток. Под «копией» или «копиями» подразумевается дублированная реплика. Другими словами, дубликат оригинала второй или более поздней генерации, то есть реплика реплики оригинала. Изделие 28 из плитки, само по себе, может быть в дальнейшем использовано в качестве оригинала и реплицироваться для формирования плитки большего размера, а затем соединяться с другими плитками или изделиями из плиток для формирования изделия из плиток еще большего размера. Репликация оригинала, реплики оригинала или изделия 28 из плитки, используемого в качестве оригинала, может быть выполнена посредством любого процесса, при условии поддержания достаточного уровня точности на репликах для призматических элементов 12 и для стенок 13, если они присутствуют до дублирования. Будучи сформированными до или после дублирования, прецизионные стенки в плитках могут давать изделие из плиток, имеющее швы 23, которые являются гладкими и плотно подогнанными. Примеры прецизионных швов 23 показываются на фиг.8, 9, 12, 16 и 22-24. Когда изделие из плиток, имеющее гладкие и плотно подогнанные швы 23, используется в качестве пресс-формы для формирования световозвращающих изделий, плотно подогнанные швы не будут существенно уменьшать световозвращающий коэффициент заполнения световозвращающих изделий, изготовленных из него. В одном варианте осуществления реплики получаются посредством гальванопластики. Дублирование оригинала, имеющего опорный край 13 посредством гальванопластики, или в ином случае формирование опорного края в плитке реплики, может производить плитки, которые имеют прецизионный опорный край 13, необходимый для создания гладких швов 23 в изделии из плиток.
[0090] В одном варианте осуществления репликация оригинала происходит до того, как в оригинале сформируется любой один из: опорный край 13, грубый срез 19 или грань 17. В одном аспекте репликация для получения таким способом копий реплики выполняется также после того, как один или более опорных краев 13 формируются в реплике оригинала. После этого в копиях могут быть сформированы грубый срез 19 и грань 17, и копии могут быть состыкованы для формирования изделия из плиток. В другом варианте осуществления репликация оригинала происходит после того, как один или более опорных краев 13, грубый срез 19 и грань 17 изготавливаются в оригинале или в изделии из плиток, используемом в качестве оригинала.
Грань
[0091] В одном варианте осуществления, согласно настоящему предмету изобретения, способы включают в себя формирование грани 17 на плитках, которые являются репликами оригинала, или на копиях реплик. Грань, сформированная на плитках реплик или их копиях, имеет второй общий край 20 (см. фиг.7) со стенкой. Как изображено на фиг.6 и 7, грань 17 может быть сформирована путем изготовления грубого среза 19 (показанного на фиг.6 в двух измерениях в виде пунктирной линии) в плитке и удаления части 18 плитки, включая часть выступа 16 на стороне плитки, где создается грань 17. В одном варианте осуществления, изображенном на фиг.7, удаление части 18 плиток реплик или их копий также приводит к удалению части стенки 13. То есть грубый срез 19 выполняется так, что он проходит через стенку 13, как показано на фиг.6. В другом варианте осуществления удаление части 18 плиток не приводит к удалению части стенки 13. Другими словами, грубый срез может быть выполнен, начиная с нижнего края стенки 13 (нижний край стенки является дном углубления 15), а не начинается в промежутке между первым общим краем 14 и нижним краем стенки. Таким образом, по существу, никакая часть стенки 13 не удаляется при формировании грани 17.
[0092] Когда грань формируется, часть выступа 16 на стороне реплики/копий, которая теперь содержит грань 17, также удаляется. Удаление части 18 плиток, тем самым, раскрывает стенку 13 так, что раскрытая стенка 13 на плитке может быть соединена стенка к стенке с аналогично раскрытой стенкой 13 на другой плитке без помех со стороны выступа 16, как показано, например, на фиг.8, 9, 12, 16, 17, 22 и 23. То есть раскрытые стенки 13 на смежных плитках могут быть соединены так, что раскрытые стенки 13 примыкают лицом к лицу на шве 23.
[0093] В одном варианте осуществления угол между гранью 17 и стенкой 13, измеренный через плитку, именуемый в данном документе как «угол грани», составляет менее чем примерно 180° и изображается на фиг.7 как Fθ. В одном аспекте, грань 17 простирается от стенки 13 до стороны плитки, которая противоположна поверхности 11. Эта противоположная поверхность называется в данном документе «второй поверхностью» 21. Ссылаясь на фиг.11, эта вторая поверхность 21, как показывается, имеет третий общий край 22 с гранью 17. В этом аспекте третий общий край 22 находится на противоположной стороне грани 17 относительно второго общего края 20, как показано на фиг.11. В этом варианте осуществления, как показано на фиг.8, первая плитка 24 имеет первый угол Fθ1 грани, который меньше чем 180°. Вторая плитка 25 имеет второй угол Fθ2 грани, который меньше чем 180°. Таким образом, создается пространство 26 между гранями 17 первой и второй плиток, когда первая и вторая плитки стыкуются, как показано.
[0094] В другом варианте осуществления угол Fθ грани может составлять более 180°. В этом варианте осуществления стыкующаяся плитка должна иметь угол Fθ грани, который при добавлении к первоначальному углу Fθ грани должен составлять в сумме не более 360°. Эта взаимосвязь между двумя углами граней обеспечивает пространство 26 между гранями двух состыкованных плиток.
[0095] Грань 17 формируется путем изготовления грубого среза 19 с помощью лазерной резки, водоструйной резки, резки лазерным лучом, направляемым в водяной струе, проволочной электроэрозионной резки и т.п., чтобы удалить часть 18 плиток. Грубый срез 19 не должен выполняться с особой точностью, и не требуется, чтобы грань 17 была особенно гладкой или плоской. Таким образом, грубый срез 19 в плитках может быть сделан менее сложными, менее трудоемкими и менее дорогостоящими способами, чем алмазная резка. Характеристики грубого среза не являются критическими для формирования прецизионных швов между плитками. Другими словами, грубый срез 19 выполняется таким образом, что грань 17 не является частью шва 23. Таким образом, для формирования шва 23 используется только опорный край 13, причем плитки соединяются примыканием стенок 13 на смежных плитках лицом к лицу, тем самым формируя шов 23. Это изображено на фиг.8, 9, 12, 16, 17, 22, 23 и 24, при этом стенка 13 первой плитки 24 стыкуется со стенкой 13 второй плитки 25 для формирования шва 23. Как изображено, грань 17, сформированная с помощью грубого среза 19 на каждой стыкуемой плитке, не играет роли в создании прецизионного шва 23, и между гранями 17 состыкованных плиток остается пространство 26.
[0096] Как обсуждалось ранее, в одном варианте осуществления грань формируется на оригинале до репликации оригинала. В другом варианте осуществления грань формируется на плитках реплик. В еще одном варианте осуществления грань формируется на копиях реплик.
[0097] В другом варианте осуществления формируются множество граней, каждая из которых соответствует одной из множества стенок 13 на плитках. Множество граней формируется в одном варианте осуществления только после стыковки, по меньшей мере, двух плиток. То есть, если на отдельной плитке формируется более чем одна грань, вторая и последующие грани не будут сформированы до тех пор, пока отдельная плитка не будет состыкована, по меньшей мере, с одной другой плиткой для формирования изделия из плиток. Формирование множества граней приводит к удалению части 18, содержащей выступ 16, из плиток и уменьшает поперечный размер плиток, измеренный через базовую часть плиток. Удаление выступа на плитках не влияет на легкость, с которой обрабатывается изделие из плиток, поскольку изделие из плиток имеет больший поперечный размер по сравнению с отдельными плитками.
[0098] В одном варианте осуществления, согласно настоящему предмету изобретения, только один опорный край раскрывается на каждой из плиток до того, как плитки стыкуются. Это показывается в различных вариантах осуществления на фиг.7-9, фиг.10-12, фиг.13-17 и фиг.21-24, причем только один опорный край был раскрыт на отдельных плитках перед стыковкой с другой плиткой. Благодаря этому способу, поперечный размер в плитке, который параллелен раскрытому опорному краю, измеренному через основание плиток, остается постоянным при стыковке двух плиток вместе. В этом варианте осуществления только после того, как две или более плитки были так состыкованы вместе - благодаря чему, изготовление изделия из плиток, имеющего больший поперечный размер, чем отдельные плитки, получается более легким для обработки физическим образом, - на изделии из плиток создаются другие опорные края. Этот процесс создания грубых срезов 19 и граней 17 на всех сторонах плиток позволяет создавать массивы призм относительно малого размера, которые комбинируются, чтобы создать изделие из плиток, имеющее множество массивов призм относительно маленького размера, при этом требуется только обработка отдельных плиток, имеющих относительно большой поперечный размер, измеренный через базовую часть.
Стыковка
[0099] В другом варианте осуществления, согласно настоящему предмету изобретения, способы включают в себя репликацию оригинала, чтобы тем самым создать, по меньшей мере, две плитки, которые соединяются вместе, чтобы сформировать изделие из плиток. В другом варианте осуществления реплика формируется из оригинала, и формируются копии реплики. Затем копии соединяются вместе для формирования изделия из плиток. В одном варианте осуществления соединение включает в себя позиционирование плиток в требуемой ориентации и включает в себя скрепление плиток вместе. Как показано на чертежах и, в частности, например, на фиг.8 и 12, первая плитка 24 и вторая плитка 25 перед соединением вместе имеют четыре стенки 13. В других вариантах осуществления, согласно настоящему предмету изобретения, плитки могут содержать более или менее четырех опорных краев 13. Например, как показано на фиг.21-24, плитки имеют два опорных края или стенки 13. Следует понимать, что варианты осуществления, изображенные на фиг.21-24, могут иметь больше опорных краев, сформированных в них, и могут включать в себя опорные края, сформированные перпендикулярно тем, что показаны.
[00100] Грань 17, как описано выше, формируется в каждой из двух плиток. Как показано на фиг.6 и 7, грань 17 может быть сформирована путем изготовления грубого среза 19. Изготовление грани 17 раскрывает стенку 13 на каждой из плиток 24, 25 для состыковки с другой плиткой. Раскрытые стенки располагаются таким образом, что стенка 13 на первой плитке 24 способна примыкать лицом к лицу к стенке 13 на другой плитке 25.
[0100] В одном аспекте грань 17 создается посредством изготовления грубого среза 19 и удаления части 18 плитки. Грубый срез 19 может быть выполнен с использованием станка для лазерной резки, станка для водоструйной резки, станка для резки лазерным лучом, направляемым в водяной струе, станка для проволочной электроэрозионной резки, или их комбинации. В другом аспекте часть стенки 13 также удаляется при создании грани 17. Грань 17 располагается под углом, как показано на чертежах, так что раскрытая, оставшаяся часть стенки 13 имеет возможность быть расположенной лицом к лицу со стенкой 13 другой плитки. Другими словами, стенки 13 соединенных плиток устанавливаются лицом к лицу, т.е. одна стенка обращена к другой и примыкает к ней, чтобы сформировать прецизионный шов 23.
[0101] Шов 23 формируется между стенками 13 первой 24 и второй плитки 25, как показано, например, на фиг.8. Как показано, остается пространство 26 между первой 24 и второй плиткой 25. Это пространство 26 определяется как область между противоположными гранями 17 на первой плитке 24 и второй плитке 25. То есть, грани 17 на состыкованных плитках не смыкаются, а отстоят друг от друга. Компоновка первой и второй плиток таким способом создает, по существу, непрерывный массив 27 призматических элементов 12, которые лежат, по существу, в одной плоскости, как показано, например, на фиг.8, 9, 12, 16, 17 и 22-24. Массив 27 призматических элементов содержит массив призматических элементов на поверхности 11 первой плитки 24 и массив призматических элементов на поверхности 11 второй плитки 25.
[0102] Как показано на фиг.8, 9 и 12, призматические элементы на первой плитке 24 и призматические элементы на второй плитке 25 имеют различные ориентации призм, которые смещены между первой плиткой 24 и второй плиткой 25 примерно на 90°. В других вариантах осуществления, согласно настоящему предмету изобретения, ориентация призм призматических элементов 12 на первой и второй плитках изделия 28 из плиток может отличаться примерно от 15 градусов до, примерно, 180 градусов. При увеличении размеров изделия из плиток для включения большего числа плиток ориентация призм между отдельными смежными плитками может быть подогнана таким образом, чтобы быть в чередующемся шаблоне, в последовательном шаблоне, в случайной компоновке или в их комбинации.
[0103] Первая плитка 24 и вторая плитка 25 могут быть скреплены вместе любым количеством способов для формирования изделия 28 из плиток. В одном варианте осуществления первая плитка и вторая плитка скрепляются вместе на шве 23 с помощью лазера, сваривающего плитки со стороны изделия 28 из плиток, противоположной массиву 27 призматических элементов. Таким способом, лазерный луч направляется в пространство 26, тем самым формируя сварной шов в пространстве 26 между двумя плитками.
[0104] Как показано на фиг.9 и 12, три стенки 13 на каждой из первой плитки 24 и второй плитки 25 не находятся в ориентации лицом к лицу с соответствующей стенкой на другой подложке. Две из этих не примыкающих лицом к лицу стенок на одной стороне каждой из плиток, тем не менее, примыкают и имеют, как показано, общие края на шве 23. Эти две не примыкающие лицом к лицу стенки 13 первой плитки 24 и второй плитки 25, тем не менее, находятся заподлицо и лежат, по существу, как показано, в одной и той же плоскости. Другими словами, стенки, встречающиеся на шве 23, но не примыкающие лицом к лицу, формируют, по существу, непрерывную стенку 32 большего размера на изделии 28 из плиток. Эта, по существу, непрерывная, большего размера стенка 32 может быть использована в качестве опорного края 32 большего размера для изделия из плиток для состыковки с опорным краем 32 большего размера другого изделия из плиток. Два опорных края 32 большего размера могут быть состыкованы посредством формирования грани в изделии 28 из плиток, соответствующей опорному краю 32 большего размера, тем самым раскрывая опорный край 32 большего размера изделия из плиток для состыковки с опорным краем 32 большего размера другого изделия из плиток. Это дает более крупное изделие из плиток, содержащее четыре отдельные плитки. Этот процесс может быть использован для увеличения в размере изделия из плиток, чтобы включать в него все больше и больше отдельных плиток, как описано ниже.
[0105] Согласно настоящему предмету изобретения, изделие 28 из плиток, показанное на фиг.8, 9, 12, 22, 23 и 24, само по себе может быть использовано в качестве оригинала при создании реплик изделия из плиток. Таким способом, изделие 28 из плиток, содержащее первую плитку 24 и вторую плитку 25, может быть реплицировано с помощью гальванопластики. Например, изделие 28 из плиток, показанное на фиг.8-9, может быть продублировано методом гальванопластики и может дать единую цельную плитку, которая идентична плитке, показанной на фиг.8-9, но без шва 23. После репликации изделия 28 из плиток, реплики изделия из плиток имеют по четыре опорных края. На фиг.9, 12 и 17 эти четыре опорных края содержат опорный край 32 большего размера и три других опорных края, которые окружают массив призматических элементов 27. На фиг.17 эти четыре опорных края содержат опорный край 32 большего размера и три других опорных края, окружающих две пары прямоугольных кубических уголковых призматических элементов 29. В другом варианте осуществления, показанном на фиг.22-24, само изделие из плиток имеет, как показано, два опорных края 13. Как можно видеть на фиг.9, 12 и 17, реплики изделия из плиток могут быть соединены вместе, путем изготовления одной или более граней, чтобы выявить опорный край 32 большего размера, или выявить один из других опорных краев на репликах, так что реплика может быть присоединена к опорному краю другой плитки или другого реплики изделия из плиток для формирования изделия из плиток большего размера. В этом варианте осуществления грань формируется на репликах изделия из плиток путем удаления части (например, выступа 16) реплики изделия из плиток способом, аналогичным описанному ранее для отдельных плиток. Таким способом, расположенная под углом грань, аналогичная той, что сформирована путем грубого среза 19 на плитках реплик, показанных на фиг.6, может быть изготовлена на репликах изделия из плиток, изображенного на фиг.9, 12 и 17. Формирование грани на репликах изделия из плиток удаляет часть (например, выступ) реплики изделия из плиток, таким образом, раскрывая один из четырех опорных краев на репликах изделия из плиток. Аналогичные срезы делаются на других плитках или репликах изделия из плиток, аналогично раскрывая один из четырех опорных краев на других плитках или репликах изделия из плиток, так что раскрытые опорные края могут быть состыкованы лицом к лицу для формирования швов большего размера и изделий из плиток большего размера.
[0106] Эти раскрытые опорные края 13 на репликах изделия из плиток сведены вместе таким же образом, как описано ранее для первой плитки 24 и второй плитки 25 при формировании изделия 28 из плиток, изображенного на фиг.9. Реплики изделия из плиток могут быть сведены вместе для формирования шва между репликами изделия из плиток, причем шов между репликами изделия из плиток может быть параллельным и/или перпендикулярным исходному шву 23, сформированному на изделии 28 из плиток. Этот процесс репликации, при котором швы формируются параллельно и/или перпендикулярно шву 23 на изделии 28 из плиток, изображенном на фиг.9, производит ряды и/или столбцы плиток в изделии из плиток большего размера. Может быть сделана дополнительная репликация изделий из плиток более крупного размера. Опционально ряды и/или столбцы изделий из плиток могут быть соединены вместе, причем швы формируются перпендикулярно и/или параллельно исходному шву 23 в изделии 28 из плиток, изображенном на фиг.9. Процесс формирования швов перпендикулярно и параллельно шву 23 в изделии 28 из плиток, изображенном на фиг.9, образует соединенные вместе отдельные плитки, для формирования изделия из плиток большего размера, имеющего на нем большего размера массивы призматических элементов. В одном варианте осуществления изделие из плиток большего размера имеет различную ориентацию призм между соседними плитками. Эти изделия из плиток большего размера используются в качестве пресс-форм для формирования световозвращающего изделия.
[0107] Настоящий предмет изобретения не ограничивается конкретным порядком как это описывается: i) репликация ii) формирование стенки 13, iii) формирование грани 17 и iv) соединение. Скорее, настоящий предмет изобретения охватывает репликацию, формирование стенок, формирование граней и операции соединения, которые могут быть выполнены по мере необходимости, чтобы обеспечить хорошее выравнивание и формирование шва между отдельными плитками на изделии из плиток. Репликация, формирование стенок, формирование граней и этапы соединения могут быть повторены, если требуется, для увеличения размера инструмента до требуемого размера для формирования пресс-формы, используемой для изготовления световозвращающих изделий.
[0108] В одном варианте осуществления настоящего предмета изобретения, способы дополнительно включают в себя формирование новых опорных краев на плитках, изделий из плиток или их реплик так, чтобы обеспечить гладкий, плоский опорный край на изделии из плиток для правильного формирования прецизионного шва с другим изделием из плиток. Другими словами, после того, как две или более плиток соединяются вместе для формирования изделия из плиток, может быть создан новый опорный край в изделии из плиток. Этот процесс гарантирует то, что изделие из плиток, которое может быть реплицировано после этого, будет иметь опорный край, который является достаточно прямым и плоским, чтобы сформировать прямой и гладкий шов с другим изделием из плиток или репликой.
Изолирование призматических элементов и групп
[0109] Как описано выше, способы в соответствии с настоящим предметом изобретения могут быть использованы для изолирования и укладывания отдельных призматических элементов или групп призм. Следует также принять во внимание, что имеющиеся способы могут быть использованы для изолирования и укладывания почти любого числа призматических элементов или групп призм.
[0110] В одном варианте осуществления, как показано на фиг.13-25, обеспечивается подложка 10, имеющая призматические элементы 12, сформированные на ней. В одном аспекте, показанном на фиг.13-17, стенки 13 формируются в подложке так, чтобы изолировать одиночный призматический элемент с помощью технологий алмазной резки. Как показано, подложка 10 имеет четыре углубления 15а-15d, сформированные в ней. Углубление 15а является смежным для обоих углублений 15с и 15d. Углубление 15b является смежным для обоих углублений 15c и 15d. Углубление 15с является смежным для обоих углублений 15а и 15b. Углубление 15d является смежным для обоих углублений 15а и 15b. Как показано, смежные углубления простираются в подложке на разных высотах, причем углубления 15с и 15d простираются в подложке на большей высоте, чем высота углублений 15а и 15b. Опорные края 13, сформированные посредством изготовления углублений 15а-15d, показываются на фиг.13, чтобы изолировать и определить границу для противоположной пары прямоугольных кубических уголковых призматических элементов 29. Следует понимать, что настоящие способы не ограничиваются изолированием противоположной пары прямоугольных кубических уголковых призматических элементов 29, но могут быть использованы для изолирования других типов призматических элементов или групп. Показываются стенки 13, которые должны быть примерно на 90° к поверхности 11 подложки 10. Подложка, изображенная на фиг.13, может быть оригиналом, используемым для формирования плиток реплик, или может быть репликой оригинала, который используется для формирования копий.
[0111] Части плиток удаляются путем изготовления грубого среза 19 под углом θ, как показано на фиг.12, 13 и 14, чтобы сформировать грань 17. Угол θ измеряется между грубым срезом 19 и плоскостью опорного края 13. Угол θ является дополнительным к углу грани. Части, удаляемые из плиток, могут быть удалены с помощью лазерной резки, водоструйной резки, резки лазерным лучом, направляемым в водяной струе, проволочной электроэрозионной резки или другими способами.
[0112] Две плитки 24, 25, модифицированные таким образом, соединяются для формирования изделия 28 из плиток, имеющего две пары прямоугольных кубических уголковых призматических элементов 29, состыкованных вместе по шву 23, как показано на фиг.16 и 17. В этом способе первая плитка 24 имеет часть, удаленную для раскрытия опорного края 13. Вторая плитка 25 имеет противоположную часть плитки, удаленную для раскрытия опорного края 13 на второй плитке 25. Два опорных края сводятся вместе так, что два опорных края 13 на первой и второй плитках располагаются лицом к лицу, как показано на фиг.16 и 17.
[0113] Как описано выше, между первой плиткой 24 и второй плитой 25 на изделии 28 из плиток, остается пространство 26, в котором грани 17 не смыкаются. Это пространство 26 используется для лазерной сварки или для других технологий, чтобы скрепить первую плитку 24 и вторую плитку 25 вместе. Полученное в результате изделие 28 из плиток имеет две пары прямоугольных кубических уголковых призматических элементов 29, которые в совокупности формируют массив призматических элементов на изделии 28 из плиток. Этот массив содержит две пары прямоугольных кубических уголковых призматических элементов 29 в единой плоскости. Это изделие из плиток может быть в дальнейшем реплицировано и модифицировано путем формирования граней, соответствующих стенкам 13, которые не должны быть состыкованы. После дальнейшей репликации и модификации изделие из плиток или его реплики могут быть состыкованы с подобным образом модифицированными плитками для формирования еще большего по размеру изделия из плиток. Настоящий предмет изобретения не ограничивается изолированием пары прямоугольных кубических уголковых элементов, как изображено, но может быть использован для изолирования одиночного прямоугольного кубического уголкового призматического элемента или любого количества призматических элементов или групп, как требуется.
[0114] В другом варианте осуществления, согласно настоящему предмету изобретения, способы включают в себя формирование или изолирование групп призматических элементов на подложке. После этого подложка может быть использована в качестве оригинала для создания реплик или может быть репликой, используемой для изготовления копий. Реплики или копии затем могут быть объединены для формирования массива из групп призм. В одном аспекте этого варианта осуществления треугольные квадратные или восьмиугольные группы призм формируются на поверхности 11 подложки 10, как показано на фиг.18-20. Рассматриваются другие типы групп призм, которые должны быть в пределах настоящего предмета изобретения. В этом варианте осуществления способы могут быть использованы для уменьшения расстояния между группами призм. Следует понимать, что расстояние между группами призм, как показано на чертежах, может быть минимизировано путем формирования опорных краев и граней на поверхности 11 подложки, реплик или копий, которые перпендикулярны краям и граням, изображенным на чертежах и путем формирования швов, перпендикулярных показанному шву 23.
[0115] Согласно настоящему предмету изобретения, обеспечивается подложка 10, имеющая призматические элементы 12 на поверхности 11, как показано на фиг.18. Части призматических элементов 12 удаляются с подложки, чтобы изолировать группы 30 квадратных призм, как показано на фиг.19. Затем группы призм модифицируются для создания групп восьмиугольных призм, как показано на фиг.20, где углы групп квадратных призм удаляются. В одном аспекте удаление частей призматических элементов для изолирования/формирования групп призм может быть выполнено алмазной резкой. Могут использоваться другие технологии удаления. В одном аспекте стенки 13 могут одновременно быть сформированы в подложке в качестве неотъемлемой части изолированных групп 30 призм. То есть формирование стенок 13 может приводить к изолированию групп 30 призм.
[0116] В другом аспекте стенки 13 формируются отдельно и помимо изолирования групп 30 призм. Этот аспект изображается на чертежах, причем показываются группы 30 призм, подлежащие изолированию на фиг.19-20, отдельно и помимо формирования стенок 13, изображенных на фиг.21.
[0117] В одном варианте осуществления, как показано на фиг.21, углубления 15 формируются на противоположных сторонах одной или более групп 30 призм, или рядов, или столбцов групп призм. Углубления 15, по меньшей мере, частично определяются опорными краями 13. Углубления 15 и опорные края 13 формируются как описано выше в данном документе. Как показано на фиг.21, опорные края 13 имеют первый общий край 14 как с группами 30 призм, так и с поверхностью 11 подложки.
[0118] В настоящих способах производится подложка 10, имеющая группы 30 призматических элементов на ее поверхности 11. Эта подложка затем может быть использована в качестве оригинала для формирования плиток реплик или может быть репликой оригинала, используемой для формирования копий. Группы 30 призм могут быть одинаковыми или разными. Репликация может происходить до или после формирования стенок 13. Если репликация происходит до образования стенок, стенки затем формируются в плитках реплик. Таким образом, репликация реплик может производить копии, включающие в себя стенки. Если репликация происходит после формирования стенок, плитки реплик будут уже содержать стенки.
[0119] Плитки модифицируются, путем изготовления грани 17, как описано ранее, и как показано на фиг.22 для того, чтобы выявить стенку 13 для использования при состыковке с другой плиткой. Опорные края 13 на каждой из плиток примыкают лицом к лицу вдоль шва 23, как показано на фиг.22-24. Плитки могут быть состыкованы так, что группы 29 призм выравниваются, как показано на фиг.23, или стыкуются так, что группы призм смещаются, как показано на фиг.24.
Оригиналы, изделия из плиток и пресс-формы
[0120] В различных вариантах осуществления настоящего предмета изобретения предлагаются оригиналы, изделия из плиток и пресс-формы, используемые при изготовлении световозвращающих изделий.
[0121] В одном варианте осуществления настоящего предмета изобретения обеспечивается подложка, которая используется в процессе для изготовления световозвращающих изделий. Подложка включает в себя поверхность, содержащую массив призматических элементов на ней. Подложка включает в себя одно или более углублений, причем каждое из одного или более углублений, по меньшей мере, частично определяется опорным краем. Подложка включает в себя базовую часть, содержащую выступ, причем выступ образует периферию базовой части.
[0122] Настоящий предмет изобретения также предлагает изделие из плиток, содержащее плитки, расположенные вместе в двухмерном шаблоне. Каждая плитка содержит верхнюю поверхность, включающую в себя массив призматических элементов и боковые поверхности. Плитки содержат краевые плитки и, опционально, внутренние плитки. Каждая боковая поверхность каждой внутренней плитки включает в себя стенку и грань. По меньшей мере, одна боковая поверхность каждой краевой плитки включает в себя стенку и грань. Каждая стенка каждой внутренней плитки смыкается лицом к лицу со стенкой смежной плитки, и каждая грань на каждой внутренней плитке не смыкается лицом к лицу с гранью смежной плитки. Каждая стенка каждой краевой плитки смыкается лицом к лицу со стенкой смежной плитки, и каждая грань на каждой краевой плитке не смыкается лицом к лицу с гранью соседней плитки.
[0123] Согласно настоящему предмету изобретения, как оригинал, так и изделие из плиток или реплики того или другого или копии реплик могут быть использованы в качестве пресс-форм для изготовления световозвращающего листового материала или могут быть использованы для создания дополнительных плиток реплик, которые могут быть состыкованы для формирования изделий из плиток большего размера.
Способы
[0124] Настоящий предмет изобретения также предлагает различные способы, ассоциированные с изготовлением оригиналов, изделий из плиток, пресс-форм и световозвращающих изделий.
[0125] В одном варианте осуществления настоящего предмета изобретения предлагается способ изготовления изделия, причем изделие является оригиналом, репликой, копией реплики или плиткой, как описано выше. Оригинал используется для создания плиток реплик, которые могут опционально быть скопированы, при этом плитки реплик или их копии могут быть соединены для формирования пресс-формы для изготовления световозвращающих изделий. Способ включает в себя формирование призматических элементов на поверхности подложки, формирование стенки на подложке и формирование грани на подложке. Стенка имеет первый общий край с поверхностью и имеет второй общий край с гранью. Первый общий край находится на противоположной стороне стенки относительно второго общего края.
[0126] Настоящий предмет изобретения также предлагает способ изготовления изделия из плиток. Изделие из плиток используется в качестве пресс-формы для изготовления световозвращающих изделий. Способ включает в себя обеспечение плитки с верхней поверхностью, содержащей призматические элементы. Способ также включает в себя формирование стенки на плитке путем удаления части верхней поверхности плитки, при этом стенка имеет первый общий край с верхней поверхностью плитки. Способ дополнительно включает в себя формирование реплик плитки и расположение реплик так, что стенка на каждой реплике находится лицом к лицу со стенкой на смежной реплике и непосредственно примыкает к ней, формируя тем самым изделие из плиток.
[0127] Настоящий предмет изобретения предлагает другой способ изготовления изделия из плиток. Способ включает в себя формирование призматических элементов на поверхности подложки. Способ включает в себя формирование опорного края на подложке так, что опорный край простирается в подложке примерно под углом 90° к поверхности, имеющей призматические элементы. Способ дополнительно включает в себя формирование реплик подложки и удаление части каждой реплики таким образом, чтобы опорный край на каждой реплике был способен примыкать лицом к лицу к опорному краю на другой реплике. Этот способ также включает в себя соединение впритык, лицом к лицу опорного края на каждой реплике с опорным краем на других репликах. Способ включает в себя скрепление реплик вместе, чтобы таким образом сформировать изделие из плиток.
[0128] Настоящий предмет изобретения предлагает другой способ изготовления изделия из плиток. Способ включает в себя обеспечение подложки, имеющей призматические элементы на ее поверхности. Способ также включает в себя создание реплик подложки, причем каждая реплика имеет по меньшей мере один опорный край на нем. Способ также включает в себя создание, по меньшей мере, одного опорного края в каждой реплике. Способ также включает в себя создание грубого среза через каждый опорный край в каждой реплике и укладывание реплик таким образом, чтобы опорные края в репликах смыкались лицом к лицу, а грубые срезы в репликах не смыкались лицом к лицу, для создания тем самым изделия из плиток. Подложка может быть оригиналом или плиткой, сформированной путем репликации оригинала.
[0129] Настоящий предмет изобретения предлагает способ изготовления световозвращающего изделия. Способ включает в себя обеспечение оригинала, как описано выше. Этот способ включает в себя формирование призматических элементов на поверхности оригинала и создание реплики оригинала. Способ включает в себя создание, по меньшей мере, одного опорного края на реплике. Способ включает в себя создание копий реплики. Кроме того, способ включает в себя расположение копий друг относительно друга так, что опорные края на каждой копии смыкаются лицом к лицу. Способ также включает в себя опционально повторное создание, по меньшей мере, одного опорного края на оригинале, создание копий оригинала или расположение реплик друг относительно друга так, что опорные края на каждой реплике смыкаются лицом к лицу. Во время повторения этих операций, операции выполняются либо на изделии из плиток, либо на оригинале. Способ также включает в себя формование световозвращающего изделия из пресс-формы, полученной посредством этих операций.
[0130] Настоящий предмет изобретения предлагает другой способ изготовления изделия. Способ включает в себя формирование массива призматических элементов на поверхности подложки; и формирование множества стенок на подложке, чтобы тем самым сформировать изделие; при этом, каждая из множества стенок имеет первый общий край с поверхностью.
[0131] Настоящий предмет изобретения предлагает другой способ изготовления пресс-формы, используемой для формирования световозвращающих изделий. Способ включает в себя обеспечение множества плиток, каждая из которых имеет на своей поверхности призматические элементы, один или более опорных краев и выступ. Способ также включает в себя изготовление одного или более грубых срезов в каждой из множества плиток, чтобы тем самым удалить выступ на каждой из множества плиток, и, таким образом, выявить один или более опорных краев на каждой из множества плиток. Грубый срез выполняется таким образом, что каждый один или более раскрытых опорных краев на каждой из множества плиток способен примыкать лицом к лицу к раскрытым опорным краям на других плитках из множества плиток, а грубые срезы на каждой из множества плиток не смыкаются с грубыми срезами на других плитках из множества плиток. Способ включает в себя стыковку множества плиток таким образом, что один или более раскрытых опорных краев на каждой из множества плиток смыкаются лицом к лицу. Способ также включает в себя скрепление множества плиток (и, возможно, репликацию этой сборки), чтобы тем самым сделать пресс-форму. Плитки могут быть сформированы путем репликации оригинала, причем оригинал опционально включает в себя опорный край перед репликацией. В случае, когда оригинал содержит опорный край, репликация оригинала создает плитки, также имеющие опорный край. В случае, когда оригинал не содержит опорный край, опорный край может быть сформирован в плитках после репликации.
[0132] Специалистам в данной области техники будет понятно, что вышеупомянутые варианты способа изобретения, позволяющие регулировать угол падения, угол входа и угол наблюдения, необязательно являются взаимоисключающими и могут быть объединены специалистом в данной области техники для получения массива, имеющего требуемую комбинацию эксплуатационных характеристик световозвращателя.
[0133] Все патенты, опубликованные заявки и статьи, упомянутые в настоящем документе, включены им посредством ссылки во всей их полноте.
[0134] Все признаки, раскрытые в описании, включая формулу изобретения, реферат и чертежи, а также все операции в любом раскрытом способе или процессе могут быть объединены в любой комбинации, кроме комбинаций, где по меньшей мере некоторые из таких признаков и/или операций являются взаимоисключающими. Каждый признак, раскрытый в описании, включая формулу изобретения, реферат и чертежи, может быть заменен альтернативными признаками, служащими той же, эквивалентной или аналогичной цели, если явно не указано иное. Таким образом, если явно не указано иное, каждый раскрытый признак является только одним примером из общей серии эквивалентных или сходных признаков. Публикации, патенты и патентные заявки упоминаются в данном раскрытии. Все цитируемые в данном документе ссылки включены посредством ссылки.
[0135] Вышеупомянутое подробное описание настоящего предмета изобретения приводится в целях иллюстрации, и оно не предназначено быть исчерпывающим или ограничивающим предмет изобретения, для раскрытого конкретного варианта осуществления. Варианты осуществления могут предоставлять различные возможности и преимущества в зависимости от конфигурации, используемой для реализации ключевых признаков предмета изобретения. Соответственно, объем предмета изобретения определяется только следующей формулой изобретения.
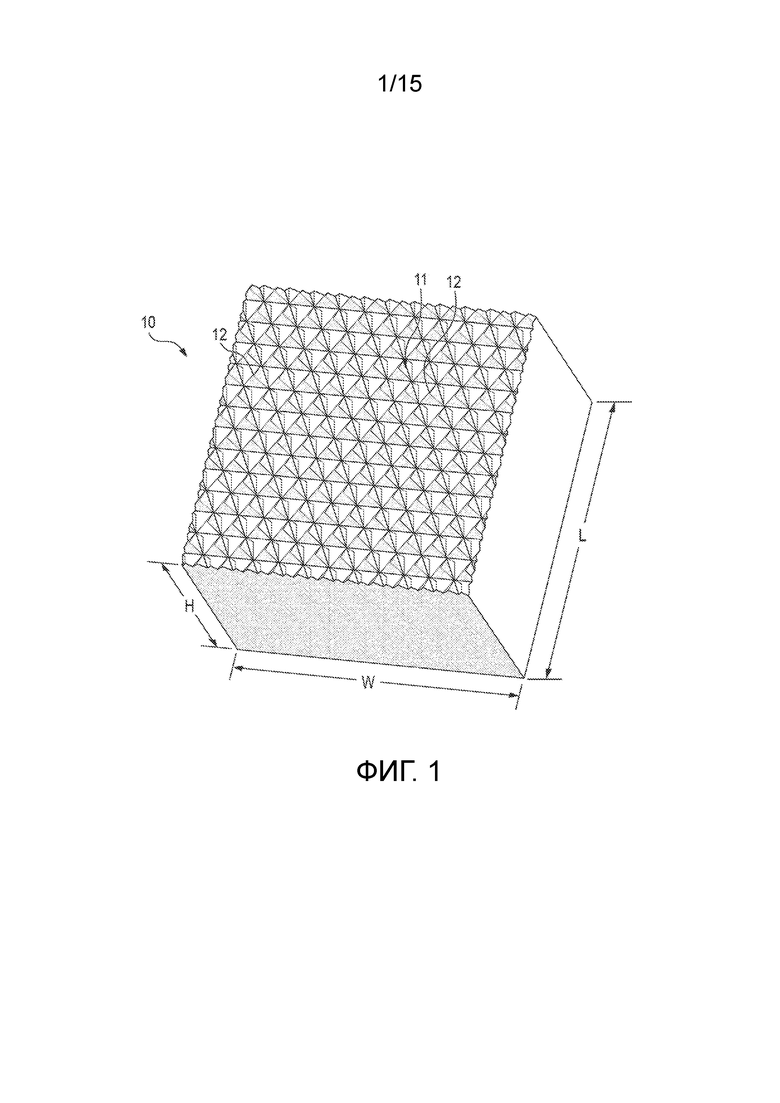
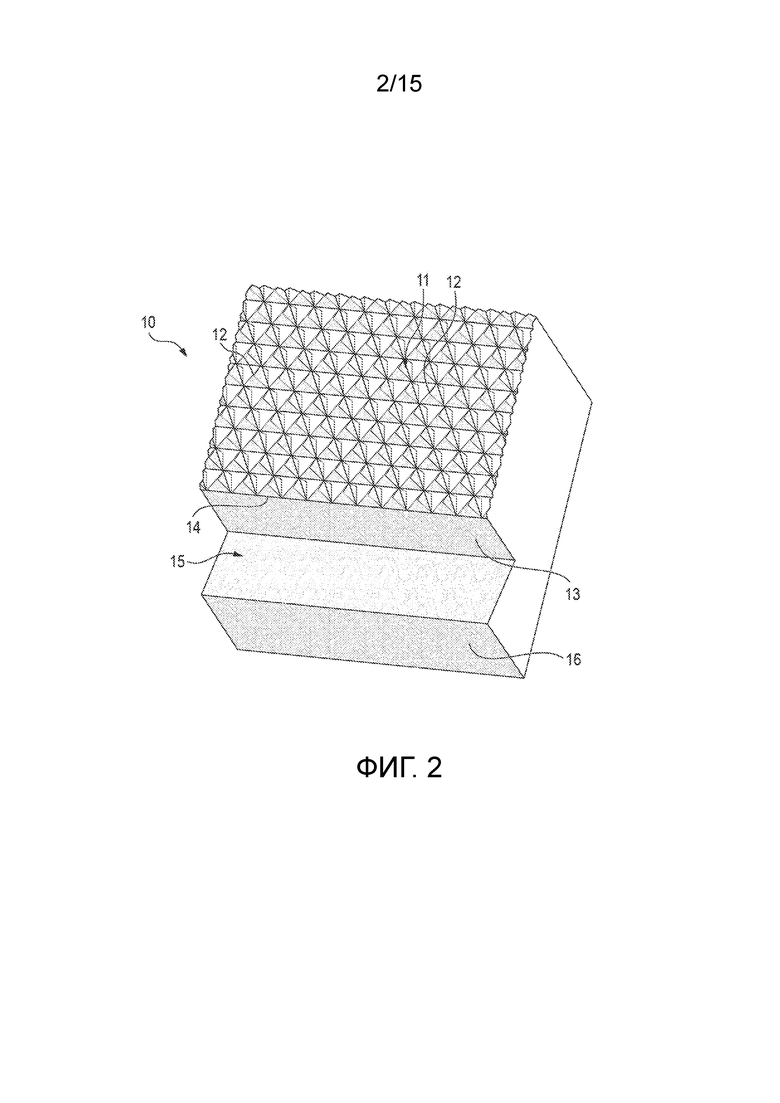
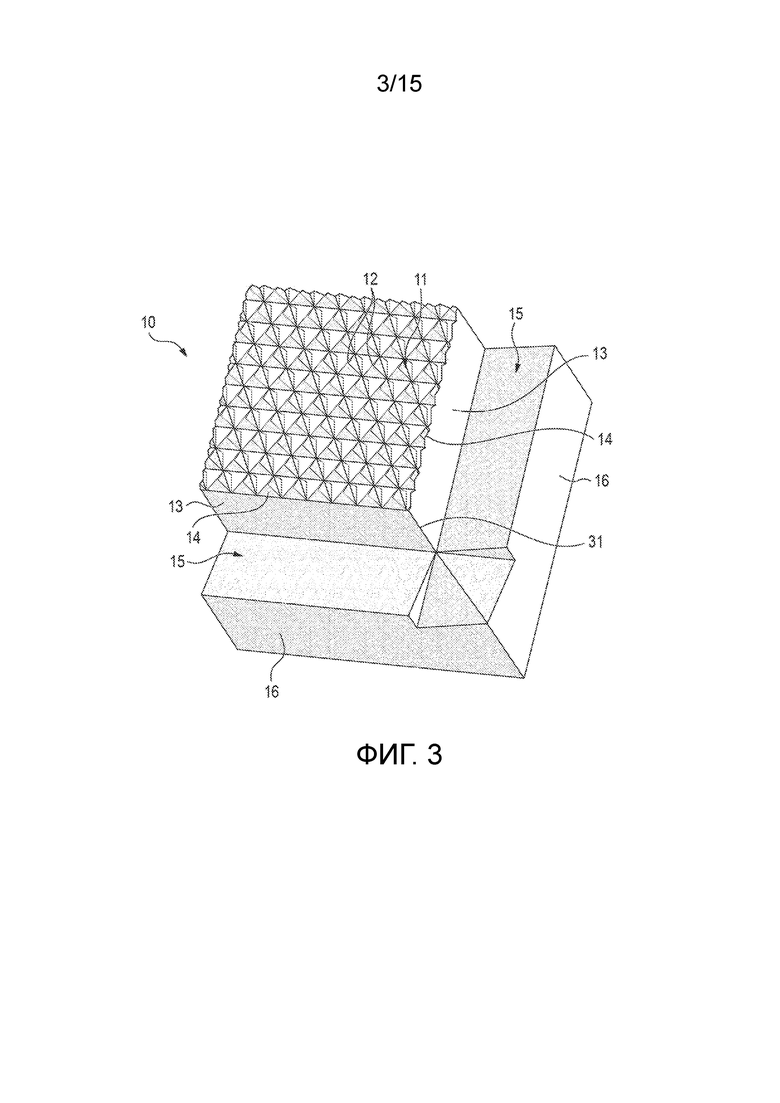
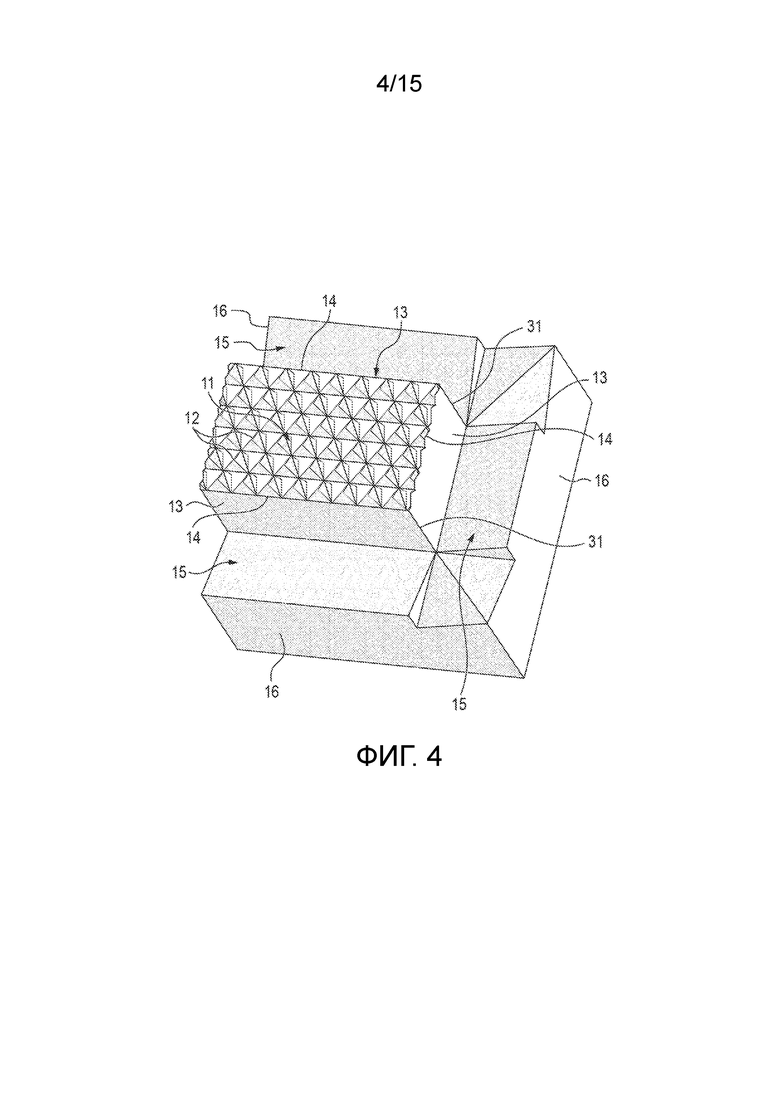
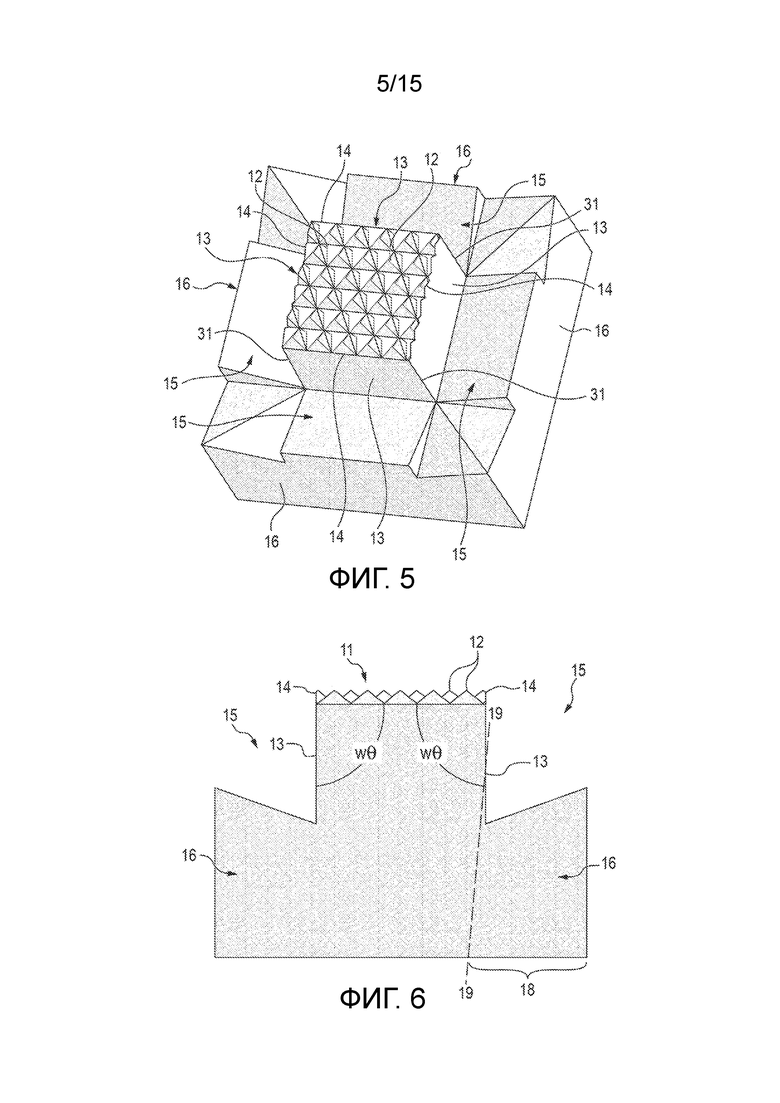
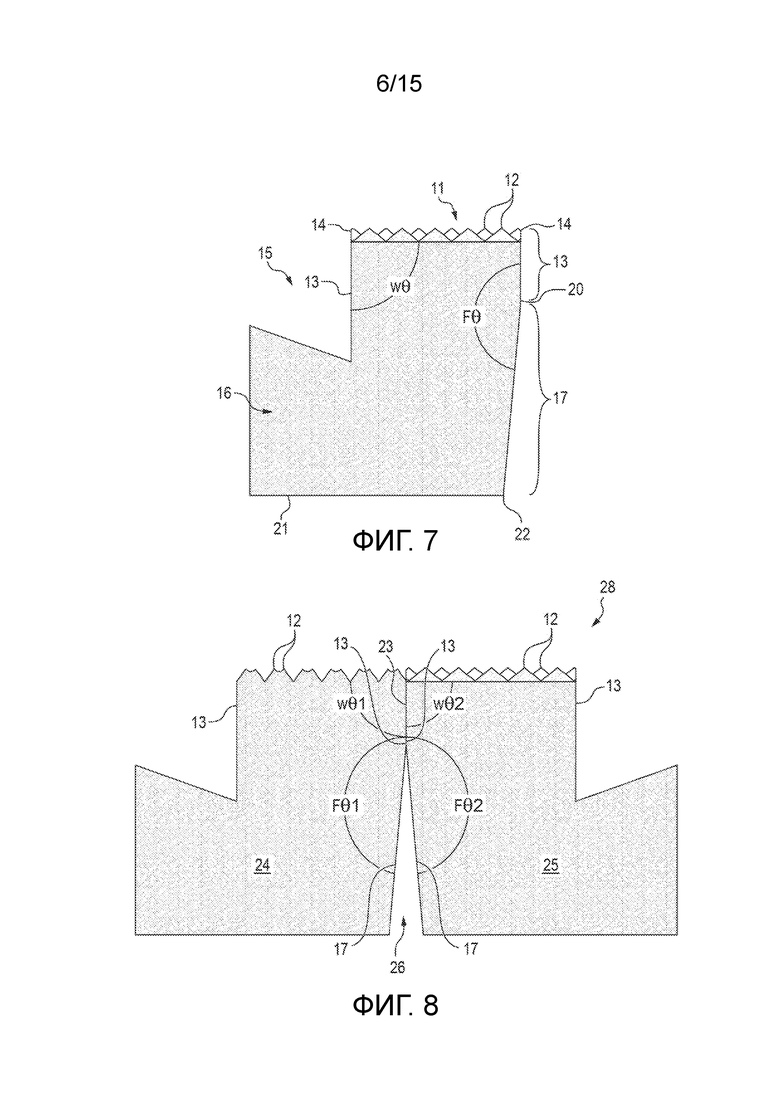
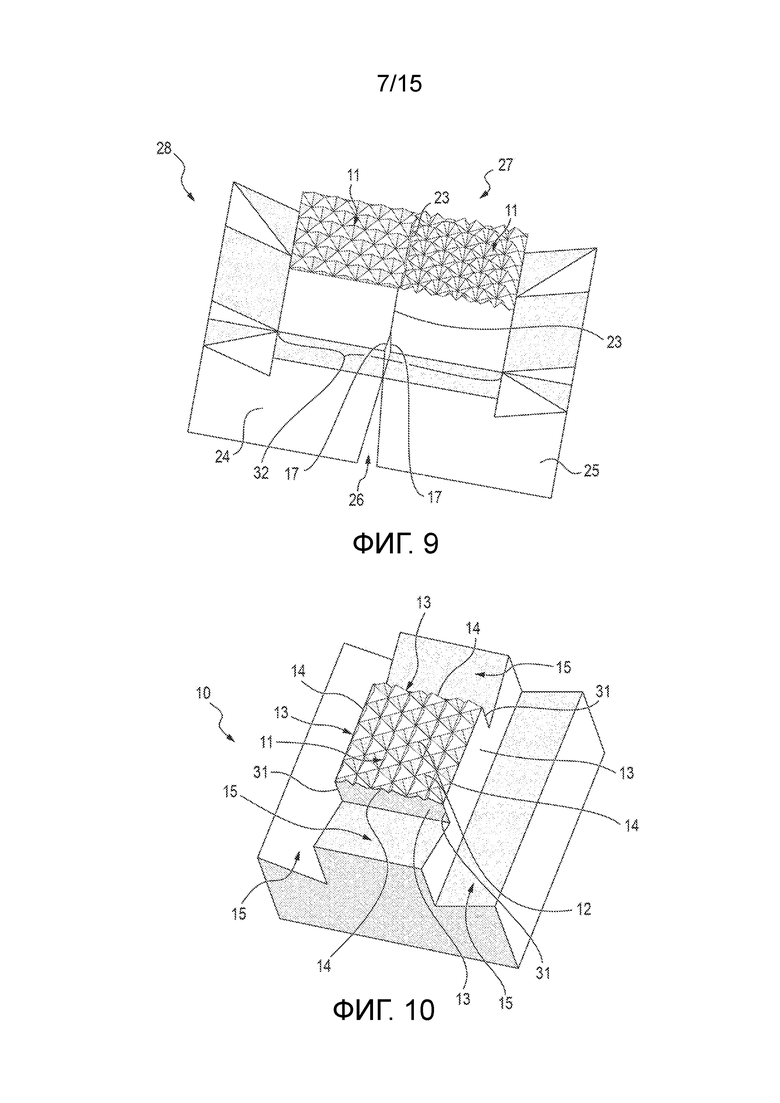
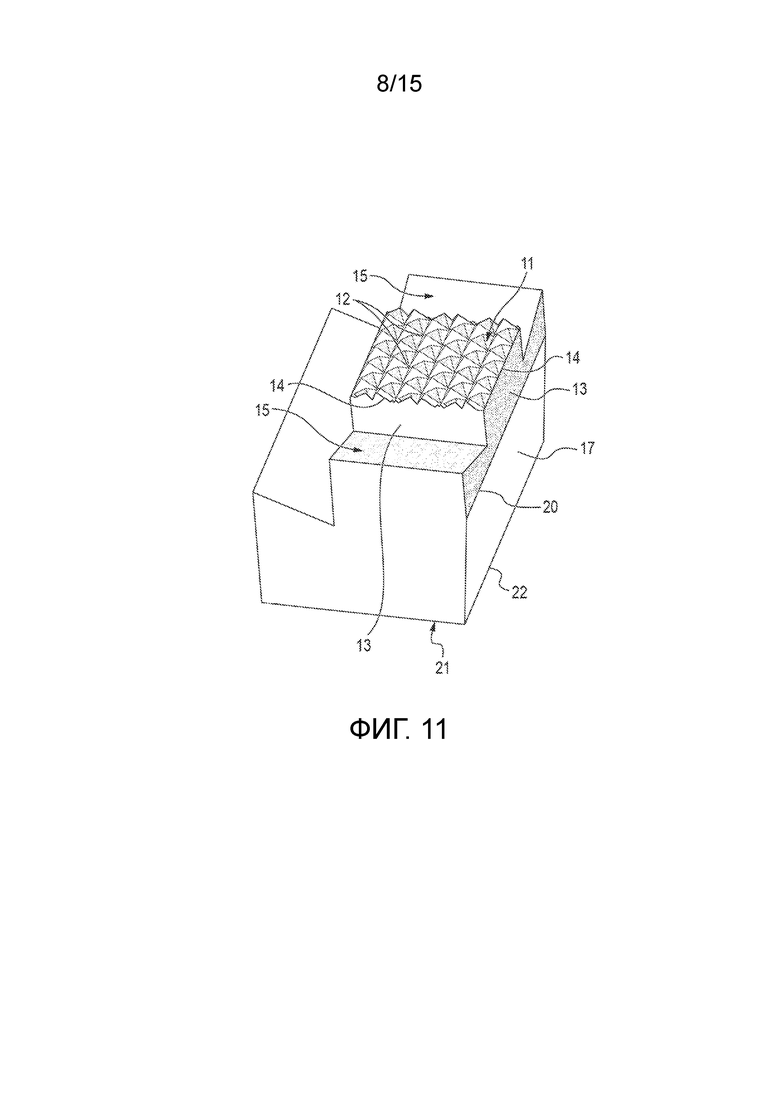
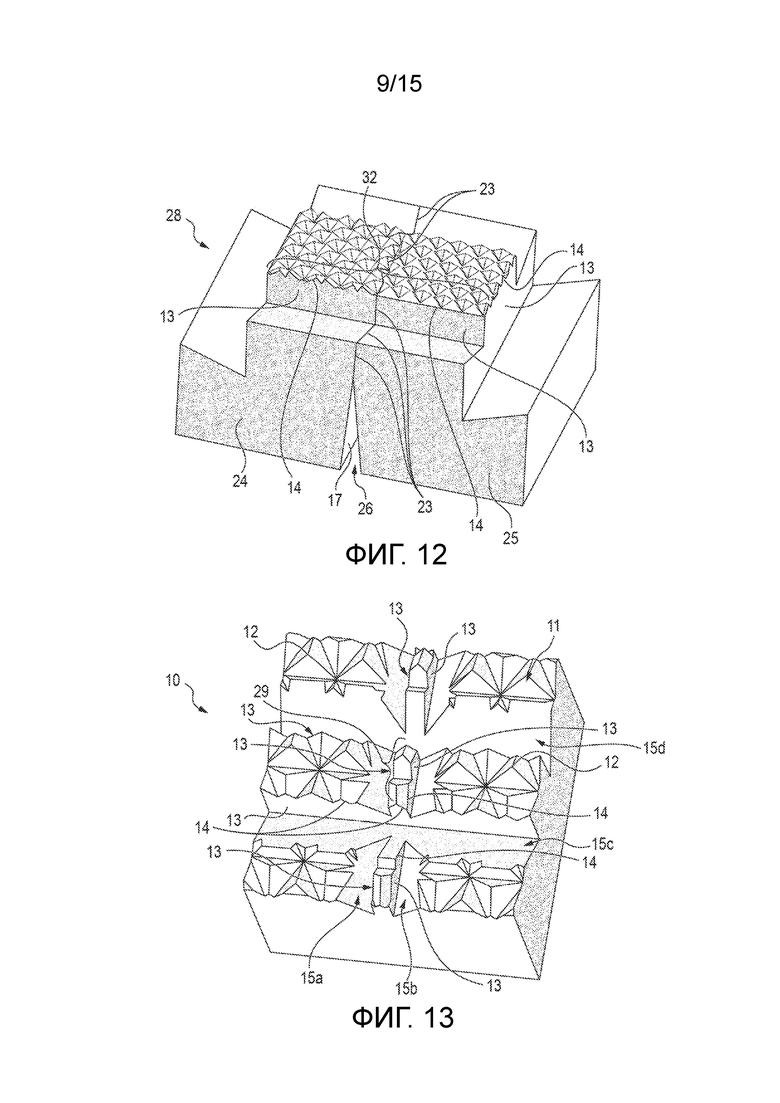
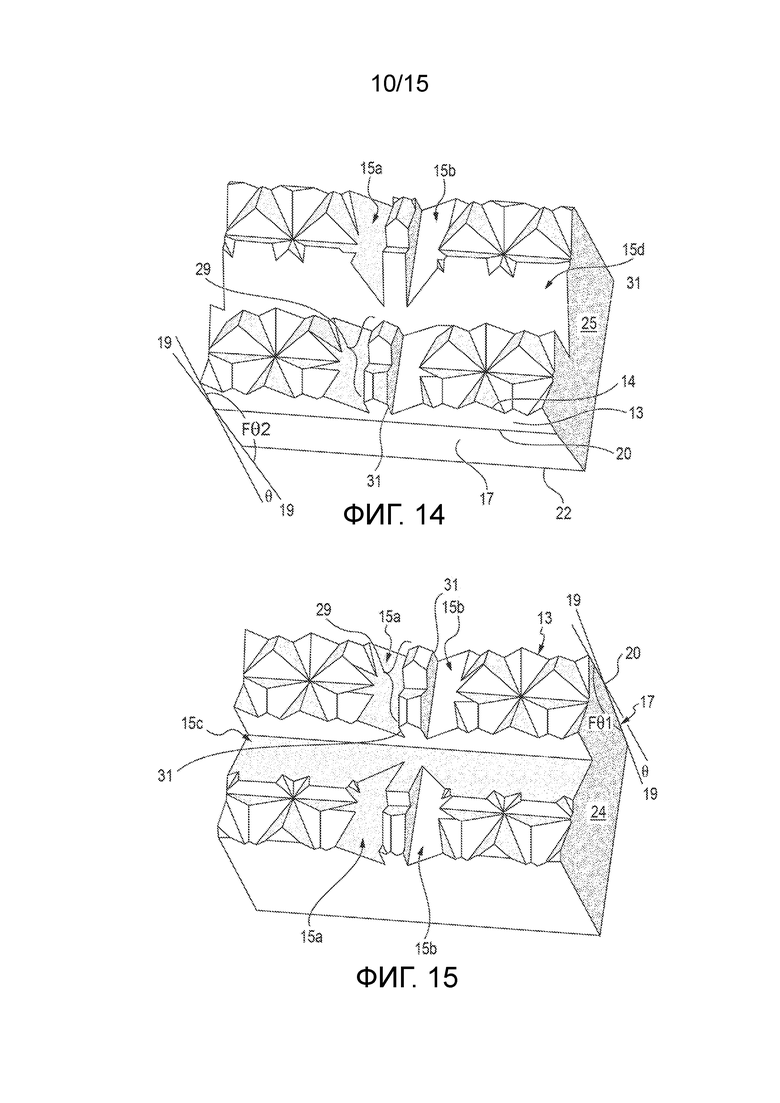
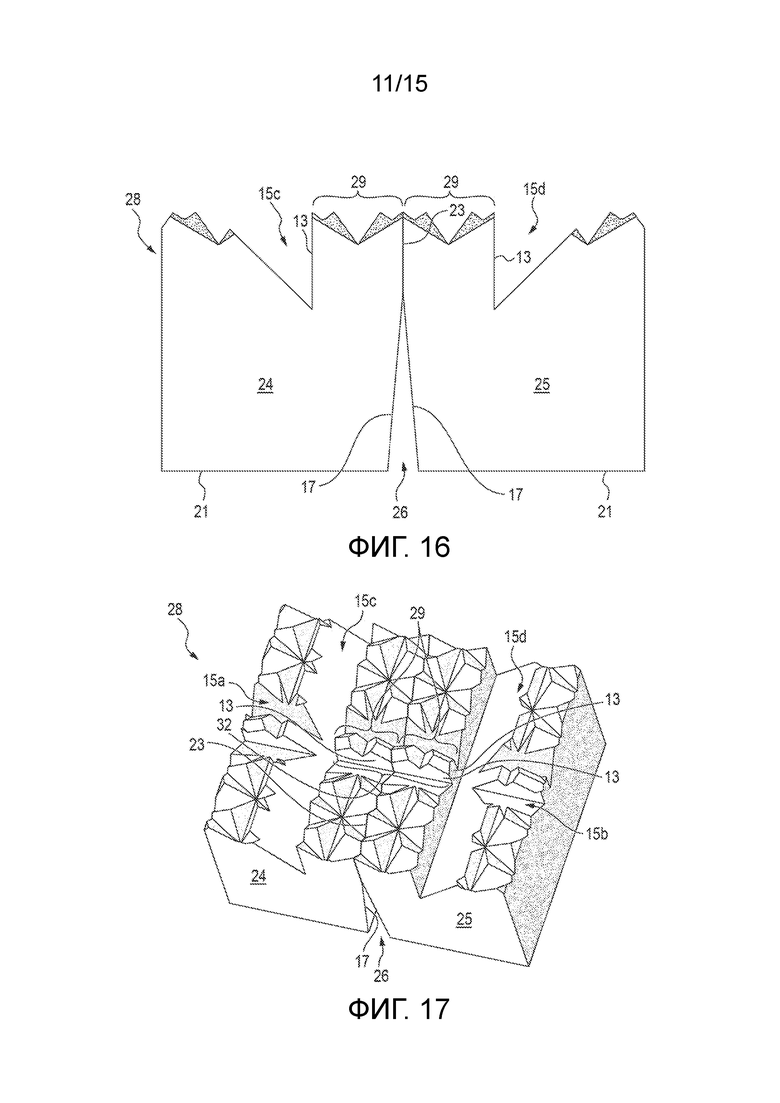
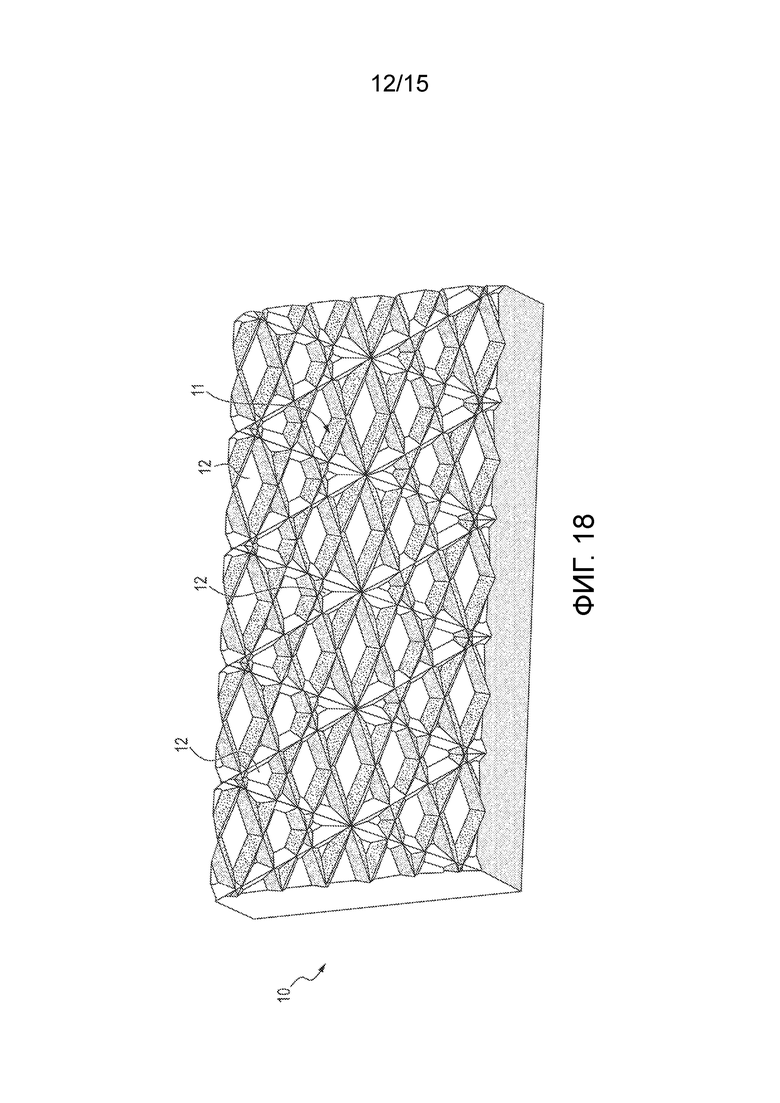
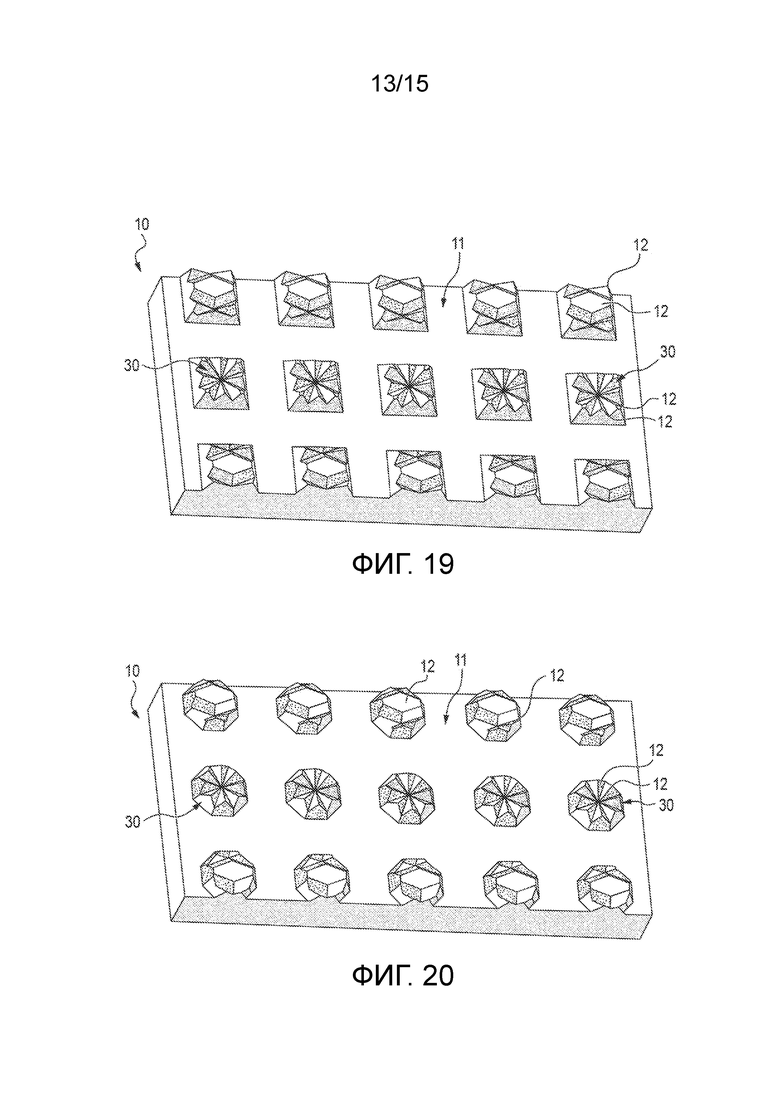
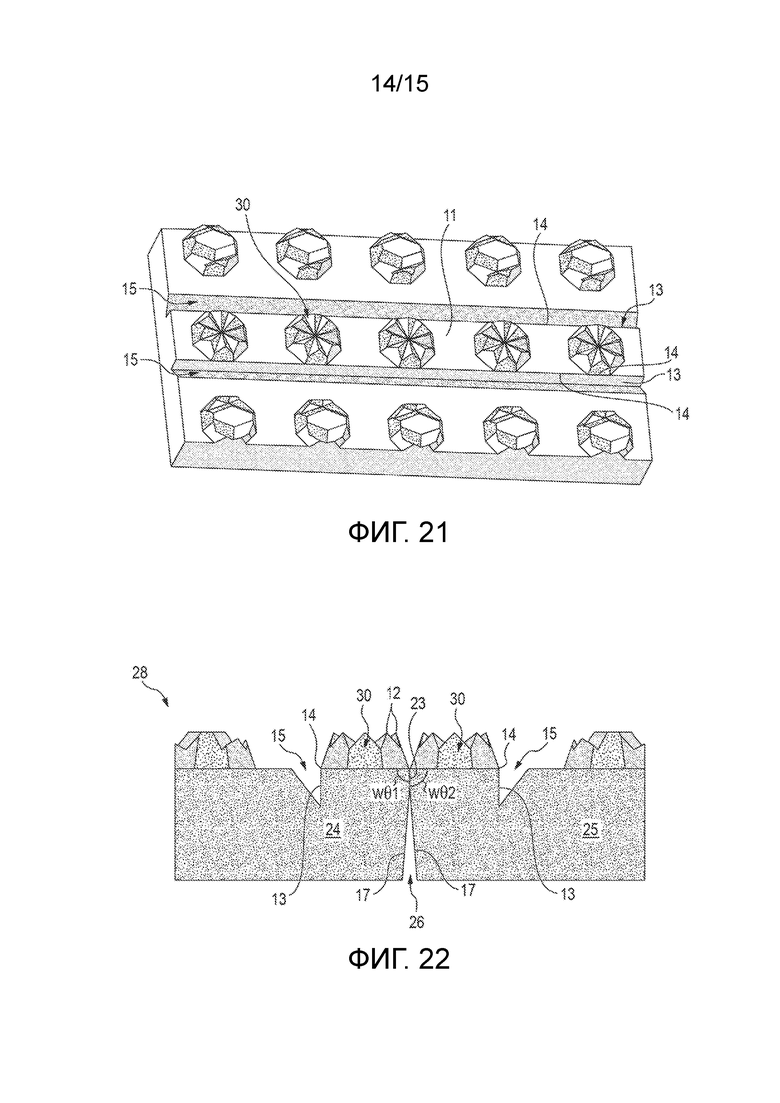
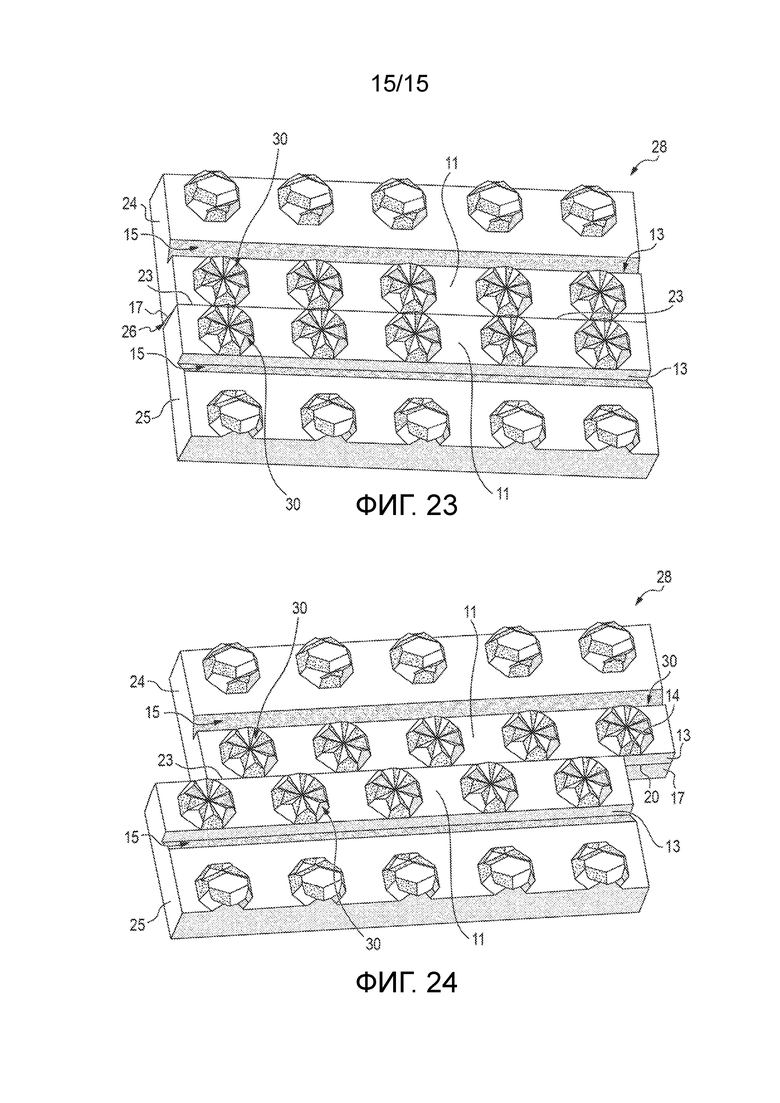
Изобретение относится к способу изготовления изделий из плиток и пресс-форм, используемых для изготовления световозвращающих изделий. Способы включают в себя формирование массива призм на подложке оригинала и формирование реплики оригинала. Опорный край формируется на реплике, тем самым уменьшая размер массива призм, но сохраняя боковой размер реплики, чтобы поддерживать простоту (легкость) обработки реплики. Реплика копируется, и опорный край на скопированных плитках раскрывается так, что опорный край может быть состыкован и скреплен лицом к лицу с опорным краем на других плитках для сформирования изделия из плиток. Изделие из плиток используется в качестве пресс-формы для изготовления световозвращающих изделий или может быть дополнительно продублировано и состыковано для формирования изделий из плиток большего размера, которые должны использоваться в качестве пресс-форм. Также раскрываются изделия из плиток, используемые в качестве пресс-форм и световозвращающие изделия, изготовленные из пресс-форм. 14 з.п. ф-лы, 24 ил.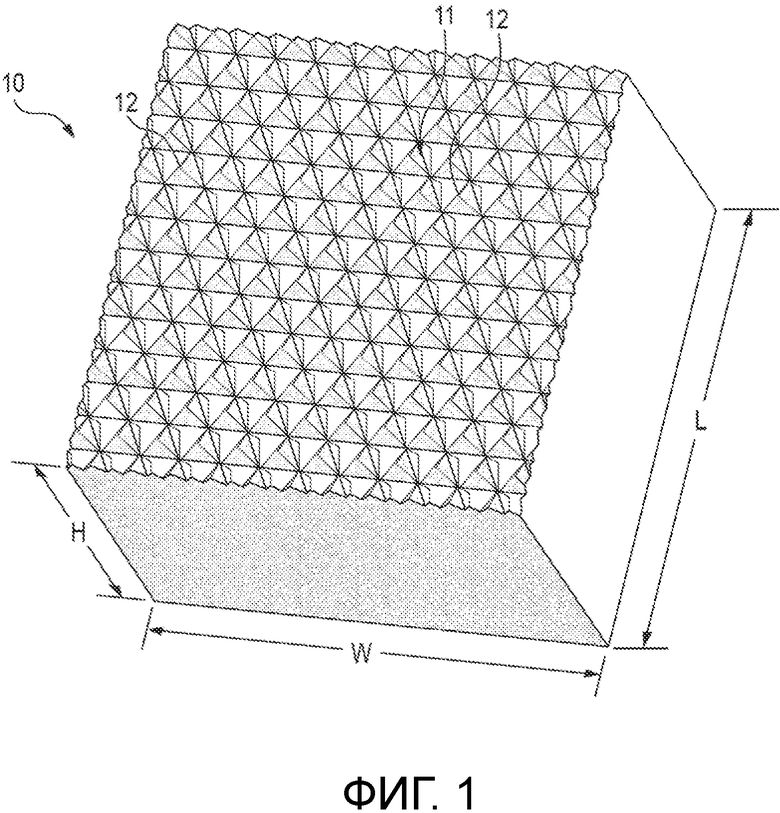
1. Способ изготовления световозвращающего изделия, причем способ содержит:
формирование призматических элементов на поверхности подложки;
формирование стенки на подложке, причем стенка имеет первый общий край с поверхностью; а также
формирование грани на подложке, причем стенка имеет второй общий край с гранью;
при этом первый общий край находится на противоположной стороне стенки относительно второго общего края.
2. Способ по п.1, в котором угол между стенкой и поверхностью, измеренный через подложку, составляет около 90°.
3. Способ по п.1 или 2, в котором высота стенки больше, чем высота призматических элементов.
4. Способ по любому из пп.1-3, в котором стенка формируется путем образования углубления в подложке, причем углубление по меньшей мере частично определяется стенкой, и
в котором образование углубления включает в себя удаление части призматических элементов.
5. Способ по любому из пп.1-4, в котором стенку формируют посредством алмазной резки.
6. Способ по любому из пп.1-5, в котором:
формирование стенки включает в себя формирование множества стенок;
призматические элементы ограничивают множеством стенок;
каждая из множества стенок имеет общую границу раздела со смежными стенками из множества стенок; и
углубления, формирующие смежные стенки, имеют разные высоты.
7. Способ по любому из пп.1-6, в котором формирование стенки на подложке не уменьшает поперечный размер подложки.
8. Способ по любому из пп.1-7, в котором грань формируют путем удаления части подложки,
в котором удаление части подложки включает в себя удаление части стенки.
9. Способ по п.1, причем способ содержит:
формирование массива призматических элементов на поверхности подложки; и
формирование множества стенок на подложке, чтобы тем самым сформировать изделие;
при этом каждая из множества стенок имеет первый общий край с поверхностью.
10. Способ по п.9, в котором угол между каждой из множества стенок и поверхностью, измеренный через подложку, составляет около 90°, и
в котором высота каждой из множества стенок больше, чем высота массива.
11. Способ по п.9 или 10, в котором формируют множество углублений на подложке, образуя тем самым множество стенок, причем каждое из множества углублений по меньшей мере частично определяется одной из множества стенок, и
в котором формирование множества углублений включает в себя удаление части массива призматических элементов.
12. Способ по любому из пп.9-11, в котором множество стенок формируют посредством алмазной резки.
13. Способ по любому из пп.9-12, в котором массив призматических элементов ограничивают множеством стенок.
14. Способ по любому из пп.9-13, в котором:
каждая из множества стенок имеет общую границу раздела со смежными стенками из множества стенок; и
смежные стены имеют разные высоты.
15. Способ по любому из пп.9-14, в котором формирование множества стенок на подложке не уменьшает поперечный размер подложки.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| US 4202600 A, 13.05.1980 | |||
| СВЕТОВОЗВРАЩАЮЩИЙ ПОКРЫТЫЙ ПОЛИМЕРОМ ГИБКИЙ ТКАНЕВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2139558C1 |

