[0001] Настоящая заявка испрашивает приоритет
предварительной патентной заявки US 62/147,681, поданной 15 апреля 2014 года, которая в полном объеме включена в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к световозвращающим материалам и, в частности, к изготовлению световозвращающего листового материала или пленки. Настоящее изобретение также относится к инструменту для формирования световозвращающего листового материала или пленки.
УРОВЕНЬ ТЕХНИКИ
[0003] Материалы, содержащие световозвращающие структуры, такие как микрокубы или стеклянные шарики, как правило, обладают свойством, заключающимся в том, что падающий свет отражается обратно в направлении возникновения света. Это обеспечивает популярность использования таких материалов в множестве изделий, требующих светоотражающих свойств. Эти материалы особенно подходят для применения в сфере безопасности, включая указатели, ограждения для проведения дорожных работ, дорожные барьерные ограждения, средства индивидуальной защиты и подобное.
[0004] Известно несколько способов придания материалам световозвращающих свойств. В одном способе используются микроскопические шары для формирования так называемых «покрытых шарами листов». Микроскопические шары могут включать металлизированное покрытие для улучшения характеристик, например, оптического отражения. Микроскопические шары могут быть нанесены на поверхность листового материала или пленки, или частично или полностью заключены в листовой материал. Во втором способе используются микропризмы, как правило, называемые «призматическим листовым материалом». В призматическом листовом материале используются микроструктуры, такие как кубические, треугольные, гексагональные, квадратные и/или прямоугольные элементы, включенные или иным способом сформированные на поверхности листового материала или пленки, предназначенные для возвращения отражаемого света.
[0005] При изготовлении призматических пленок существует потенциальная возможность захватывания летучих газов между полимерной пленкой и металлическим обрабатывающим ремнем, как правило, используемым для формирования рисунка в пленке. Летучие газы, как правило, вырабатываются во время размягчения и расплавления полимерных пленок. Если эти газы захватываются между инструментом и полимерной пленкой, они могут приводить к визуальным дефектам, таким как пузырьки или полости, и оказывать влияние на качество получаемой в результате призматической пленки.
[0006] Соответственно, существует потребность в стратегии уменьшения вероятности возникновения и, в идеальном случае, устранения или практически полного устранения возникновения захватываемых летучих газов вдоль призматической пленки во время ее формирования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Трудности и недостатки, характерные для предыдущих решений, в настоящем изобретении решены следующим образом.
[0008] В одном аспекте настоящее изобретение обеспечивает способ уменьшения количества случаев захвата газов между инструментом и полимерным листом во время изготовления световозвращающих материалов. Этот способ содержит обеспечение подложки, определяющей противоположные периферийные кромки, и оформляющей поверхности, протяженной между кромками. Оформляющая поверхность содержит множество призматических структур. Множество призматических структур определяет среднюю высоту структуры. Оформляющая поверхность содержит множество каналов, протяженных через по меньшей мере часть оформляющей поверхности. Каналы составляют среднюю глубину от 5% до 50% средней высоты структуры. Способ также содержит обеспечение полимерного листа, определяющего по меньшей мере одну лицевую поверхность. Способ дополнительно содержит тиснение рисунка из множества призматических структур от подложки до лицевой поверхности полимерного листа. Во время тиснения газы, находящиеся между подложкой и полимерным листом, принудительно удаляются через по меньшей мере часть каналов, тем самым уменьшая количество случаев захвата газов.
[0009] В другом аспекте настоящее изобретение обеспечивает различные световозвращающие материалы и изделия, изготовленные посредством вышеуказанного способа.
[0010] В другом аспекте настоящее изобретение обеспечивает инструмент для формирования рисунка из микроструктур. Этот инструмент содержит подложку, определяющую противоположные периферийные кромки, и оформляющую поверхность, протяженную между кромками. Оформляющая поверхность содержит множество призматических структур. Множество призматических структур определяет среднюю высоту структуры. Оформляющая поверхность содержит множество каналов, протяженных через по меньшей мере часть оформляющей поверхности. Каналы составляют среднюю глубину от 5% до 50% средней высоты структуры.
[0011] В еще одном аспекте настоящее изобретение обеспечивает способ уменьшения количества случаев захвата газов между инструментом и полимерным листом во время изготовления световозвращающих материалов. Этот способ содержит обеспечение подложки, определяющей противоположные периферийные кромки, и оформляющей поверхности, протяженной между кромками. Оформляющая поверхность содержит множество призматических структур, определенных базовыми линиями. Множество призматических структур определяет среднюю высоту структуры. Оформляющая поверхность содержит множество проходов, при этом каждый проход расположен так, чтобы проходить через базовую линию. Проходы имеют среднюю глубину от 5% до 50% средней высоты структуры. Способ также содержит обеспечение полимерного листа, определяющего по меньшей мере одну лицевую поверхность. Способ дополнительно содержит тиснение рисунка из множества призматических структур от подложки до лицевой поверхности полимерного листа. Во время тиснения газы, находящиеся между подложкой и полимерным листом, принудительно удаляются через по меньшей мере часть проходов, тем самым уменьшая количество случаев захвата газов.
[0012] В другом аспекте настоящее изобретение обеспечивает различные световозвращающие материалы и изделия, изготовленные посредством вышеуказанного способа.
[0013] В еще одном аспекте настоящее изобретение обеспечивает инструмент для формирования рисунка из микроструктур. Этот инструмент содержит подложку, определяющую противоположные периферийные кромки, и оформляющую поверхность, протяженную между кромками. Оформляющая поверхность содержит множество призматических структур, определенных базовыми линиями. Множество призматических структур определяет среднюю высоту структуры. Оформляющая поверхность содержит множество проходов, при этом каждый проход расположен так, чтобы проходить через базовую линию. Проходы имеют среднюю глубину от 5% до 50% средней высоты структуры.
[0014] В еще одном аспекте настоящее изобретение обеспечивает световозвращающие материалы, содержащие полимерную подложку, содержащую множество призматических структур. Множество призматических структур образует структурированную поверхность, имеющую первый набор структур, характеризующийся средней высотой структур, и второй набор структур, имеющих высоту от 5% до 50% высоты структур первого набора. Призматические структуры содержат треугольники, расположенные таким образом, чтобы образовывать множество базовых линий, отделяющих каждый треугольник от смежного треугольника.
[0015] При реализации на практике изобретение, описанное в настоящем документе, может быть реализовано в других и различных вариантах осуществления, при этом его некоторые элементы могут быть подвергнуты модификациям в различных отношениях без отклонения от заявляемого изобретения. Соответственно, чертежи и описание следует рассматривать как иллюстративные, а не ограничивающие.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Фиг. 1 - схематическое изображение стандартной структурированной поверхности с треугольными призматическими элементами на обрабатывающем ремне.
[0017] Фиг. 2 - схематическое изображение операции, осуществляемой на структурированной поверхности с треугольными призматическими элементами обрабатывающего ремня в соответствии с настоящим изобретением.
[0018] Фиг. 3 - схематическое изображение одного из вариантов осуществления вентилируемого обрабатывающего ремня в соответствии с настоящим изобретением.
[0019] Фиг. 4А - схематический вид сбоку структурированной поверхности, если смотреть в направлении стрелки С на фиг. 2, до указанной операции.
[0020] Фиг. 4B - схематический вид сбоку вентилируемого обрабатывающего ремня согласно фиг. 3, если смотреть в направлении стрелки С на фиг. 3.
[0021] Фиг. 5 - схематическое изображение другого варианта осуществления вентилируемого обрабатывающего ремня в соответствии с настоящим изобретением.
[0022] Фиг. 6 - схематическое изображение другого варианта осуществления вентилируемого обрабатывающего ремня в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0023] Настоящее изобретение обеспечивает вентилируемые обрабатывающие ремни (или "инструменты"), содержащие неограниченные упорядоченные призматические структуры в микромасштабе и, в определенных вариантах осуществления, такие структуры в наномасштабе. Настоящее изобретение также обеспечивает способы формирования световозвращающего листового материала или других изделий, содержащих такие призматические структуры, с использованием указанных вентилируемых обрабатывающих ремней. При этом настоящее изобретение дополнительно обеспечивает световозвращающий листовой материал, а также изделия, сформированные с помощью различных способов, в которых используются вентилируемые обрабатывающие ремни.
[0024] Обрабатывающий ремень, используемый для формирования пленок, содержащих световозвращающие структуры, как правило, имеет миллионы ограниченных призматических структур. Такие обрабатывающие ремни, как обычно упоминается, используются, кроме прочих применений, для репликации или формирования этих структур на полимерной пленке для создания призматических или световозвращающих пленок. Во время изготовления призматических пленок летучие газы или «летучие вещества» зачастую удаляются из полимерных пленок. Эти летучие вещества могут захватываться в ограниченных полостях призматических структур, что приводит к низкому качеству получаемой в результате призматической пленки.
[0025] В различных вариантах осуществления настоящего изобретения смежные или граничащие призматические структуры соединены с соседними призматическими структурами посредством формирования особых каналов или проходов, тем самым обеспечивая перенос летучих газов, которые, как правило, вырабатываются во время процесса репликации. Направление движения летучих газов в каналах или проходах во время изготовления призматической пленки во многих применениях, как правило, является в сущности противоположным направлению движения ремня. Таким образом, газы принудительно удаляются или отводятся из промежуточных полостей по мере того, как полимерная пленка плавится и частично заполняет эти полости. В определенных применениях это может увеличить скорость изготовления тисненых пленок. Эти и другие аспекты настоящего изобретения описаны более подробно в настоящем документе.
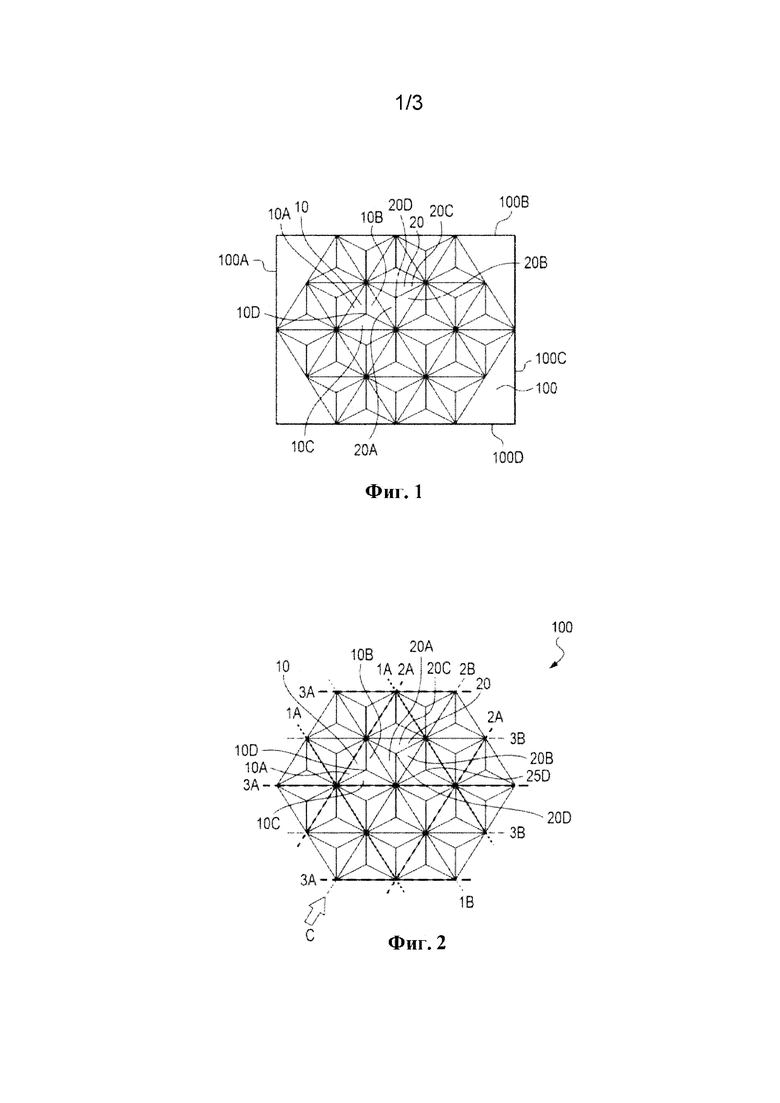
[0026] В определенных вариантах осуществления и в соответствии с настоящим изобретением один или более соединяющих каналов могут быть сформированы несколькими различными способами, при этом в настоящем документе описаны различные конфигурации. Во многих из этих конфигураций за основу взята структурированная поверхность с треугольными призматическими элементами, как показано на фиг. 1. В частности, на фиг. 1 показан вид сверху стандартной структурированной поверхности с треугольными призматическими элементами, обеспеченной на обрабатывающем ремне. Структурированная поверхность с призматическими элементами содержит множество треугольников, таких как, например, треугольники 10 и 20. Треугольник 10 имеет стороны 10А, 10B и 10C. Стороны 10А, 10B и 10C сходятся в вершине 10D. Аналогично, треугольник 20 имеет стороны 20A, 20В и 20С, сходящиеся в вершине 20D. Структурированная поверхность, содержащая множество треугольников, ориентирована так, что вершины 10D, 20D 25D проходят в направлении внутрь листа или страницы на фиг. 1. Таким образом, вершины 10D, 20D и 25D, например, представляют собой углубления в обрабатывающем ремне 100. Следует понимать, что структурированная поверхность может проходить по всей лицевой поверхности обрабатывающего ремня 100, например, до областей кромок или сторон 100A, 100B, 100С и/или 100D. Тем не менее, следует понимать, что настоящее изобретение включает варианты осуществления, в которых структурированная поверхность не проходит полностью или целиком до одной или более сторон или областей кромок обрабатывающего ремня.
[0027] В одном варианте осуществления настоящего изобретения, как показано на фиг. 2 и 3, в структурированной поверхности обеспечено множество соединяющих каналов. Соединяющие каналы могут быть выполнены в форме канавок. Канавки могут быть выполнены посредством V-образного лезвия, обеспеченного, например, алмазным резцом. Эти канавки проходят вдоль границ призматических структур и сформированы вдоль чередующихся базовых линий, определяющих призматические структуры. В частности, на фиг. 2 показана структурированная поверхность, ранее описанная применительно к фиг. 1. Показана другая вершина 25D. Треугольник 10 образован базовыми линиями 1B, 2А и 3А. Треугольник 20, смежный с треугольником 10, образован базовыми линиями 1B, 2B и 3В. Соединяющие каналы согласно настоящему изобретению проходят вдоль чередующихся базовых линий, например, вдоль базовых линий 1А, 2А и/или 3А. В конкретных вариантах осуществления каналы проходят вдоль всех чередующихся базовых линий, таких как 1А, 2А и 3А. В конкретных вариантах осуществления каналы не проходят вдоль оставшихся базовых линий, таких как 1B, 2B и 3В. Таким образом, в этих вариантах осуществления базовые линии 1B, 2В и 3В свободны от соединяющих каналов. Во многих вариантах осуществления каналы проходят вдоль одной или более пар базовых линий, при этом одна или более базовых линий, расположенных между ними, свободны от таких каналов. Таким образом, например, применительно к фиг. 2, каналы проходят вдоль пары базовых линий 1А, при этом базовая линия 1B свободна от какого-либо канала (каналов); вдоль пары базовых линий 2А, при этом базовая линия 2B свободна от какого-либо канала (каналов); и/или вдоль пары базовых линий 3А, при этом базовая линия 3В свободна от какого-либо канала (каналов). Как правило, соответствующие базовые линии в структурированной поверхности параллельны друг другу. Например, базовые линии 3А параллельны друг другу, а также базовым линиям 3В. Базовые линии 2А параллельны друг другу, а также базовым линиям 2B. Базовые линии 1А также параллельны друг другу, а также базовым линиям 1B.
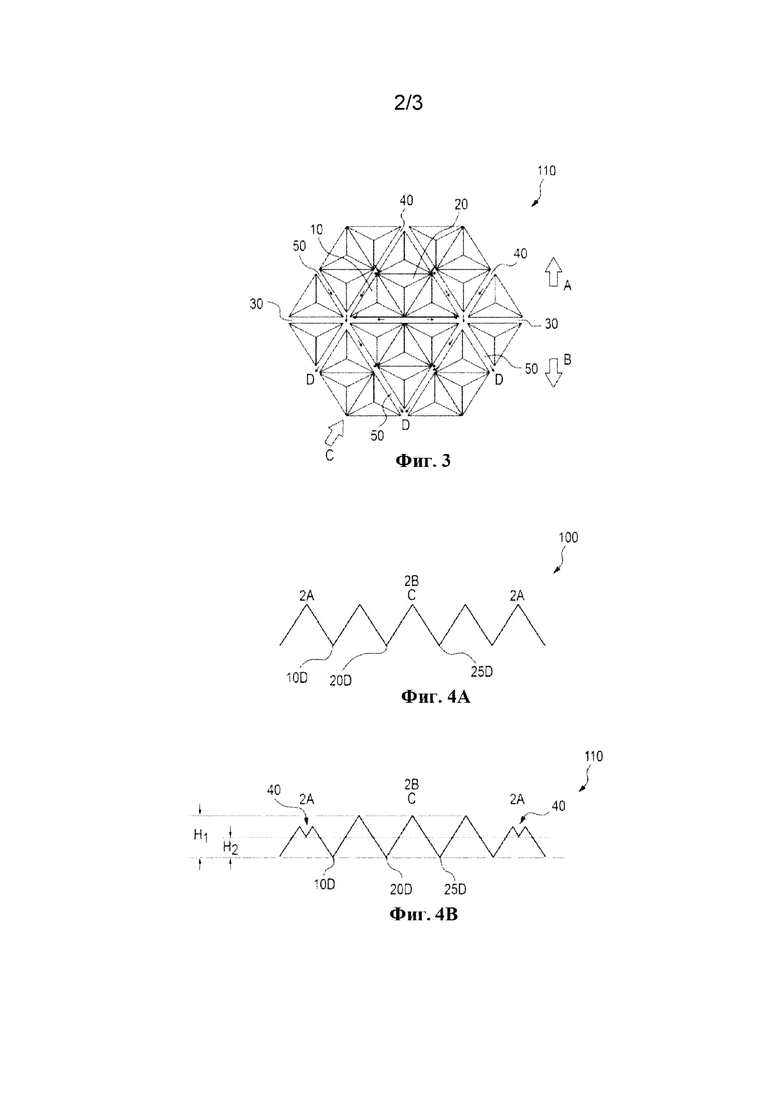
[0028] На фиг. 3 показана структурированная поверхность согласно фиг. 2 после формирования множества канавок или соединяющих каналов 30, 40 и 50 в структурированной поверхности согласно настоящему изобретению. После таких модификаций обрабатывающий ремень 100 обозначается как обрабатывающий ремень 110. Следует понимать, что канавки 30 сформированы вдоль базовых линий 3А, канавки 40 сформированы вдоль базовых линий 2А, и канавки 50 сформированы вдоль базовых линий 1А. Формирование или включение канавок 30, 40 и 50 в структурированную поверхность в результате обеспечивает разную высоту призматических структур, что можно заметить на виде сбоку или вертикальной проекции.
[0029] На фиг. 4А и 4B схематически показан вид сбоку секции обрабатывающего ремня 100, 110, если смотреть в направлении стрелки С на фиг. 2 и 3. На фиг. 4А показан вид сбоку структурированной поверхности с треугольными призматическими элементами, показанной на фиг. 2, а также до формирования и включения каких-либо каналов. При этом на фиг. 4B показана та же структурированная поверхность после формирования пары каналов 40, протяженных вдоль пары базовых линий 2А, как показано на фиг. 3. Следует понимать, что базовые линии 2А отделены друг от друга параллельной базовой линией 2B, расположенной между базовыми линиями 2А. Формирование или включение каналов 40 создает отличия в высоте структур структурированной поверхности. В частности, применительно к фиг. 4B, высота от самой нижней поверхности или области структурированной поверхности, такой как вершины 10D, 20D и 25D; до самой высокой точки, такой как базовые линии 2А, 2B (и/или любые из базовых линий 1А, 1B, 3А и 3С), показана как высота H1. После формирования каналов или канавок 30, 40 и 50 высота от самой нижней области канала или канавки до самой высокой точки показана как высота Н2. Глубина каналов, таких как каналы 30, 40 и 50, как правило, составляет от приблизительно 5% до приблизительно 50% высоты структур, т.е. высоты H1. В определенных вариантах осуществления глубина каналов составляет от приблизительно 10% до приблизительно 15% высоты структуры. Следует понимать, что настоящее изобретение включает другие значения высоты и не ограничивается любыми из этих конкретных значений высоты или диапазонов значений высот. Такое различие высоты, например, H1-H2, создает соединяющие каналы, служащие в качестве пути для рассеяния летучих газов во время процесса тиснения, описанного в настоящем документе более подробно. Путь или направление потока газа во время процесса тиснения показаны стрелками D на фиг. 3. Таким образом, применительно к фиг. 3, во время процесса тиснения для формирования световозвращающего листового материала или других изделий движение обрабатывающего ремня в направлении стрелки А в результате обеспечивает перемещение газа в сущности в направлении стрелки В и через структурированную поверхность в каналах, как показано стрелкой D. Наличие канавок 30, 40 и 50 не вызывает значительного ухудшения световозвращающих свойств или не вызывают его вообще.
[0030] Настоящее изобретение включает формирование соединяющих каналов в виде множества различных рисунков и расположений призматических структур в инструменте, а также получаемый в результате инструмент. Например, в определенных вариантах осуществления призматические структуры представляют собой треугольники, расположенные таким образом, чтобы образовывать множество базовых линий, отделяющих каждый треугольник от смежного треугольника. В конкретных вариантах осуществления множество базовых линий включает первый набор базовых линий, ориентированных параллельно друг другу, второй набор базовых линий, ориентированных параллельно друг другу и под углом 60 по отношению к первому набору базовых линий, и третий набор базовых линий, ориентированных параллельно друг другу и под углом 60 градусов по отношению ко второму набору базовых линий и под углом 60 градусов по отношению к первому набору базовых линий, в случае ненаклоненных углов треугольного куба. В случае наклоненных углов куба угол может варьироваться от 60 градусов. В определенных вариантах осуществления множество соединяющих каналов включает по меньшей мере один канал, протяженный вдоль по меньшей мере одной из первого набора базовых линий, по меньшей мере один канал, протяженный вдоль по меньшей мере одной из второго набора базовых линий, и по меньшей мере один канал, протяженный вдоль по меньшей мере одной из третьего набора базовых линий. В специфических версиях множество каналов, протяженных вдоль по меньшей мере одной из первого набора базовых линий, включает два канала, отделенные друг от друга другой из первых базовых линий. В других версиях множество каналов, протяженных вдоль по меньшей мере одной из второго набора базовых линий, включает два канала, отделенные друг от друга другой из вторых базовых линий. В других версиях множество каналов, протяженных вдоль по меньшей мере одной из третьего набора базовых линий, включает два канала, отделенные друг от друга другой из третьих базовых линий.
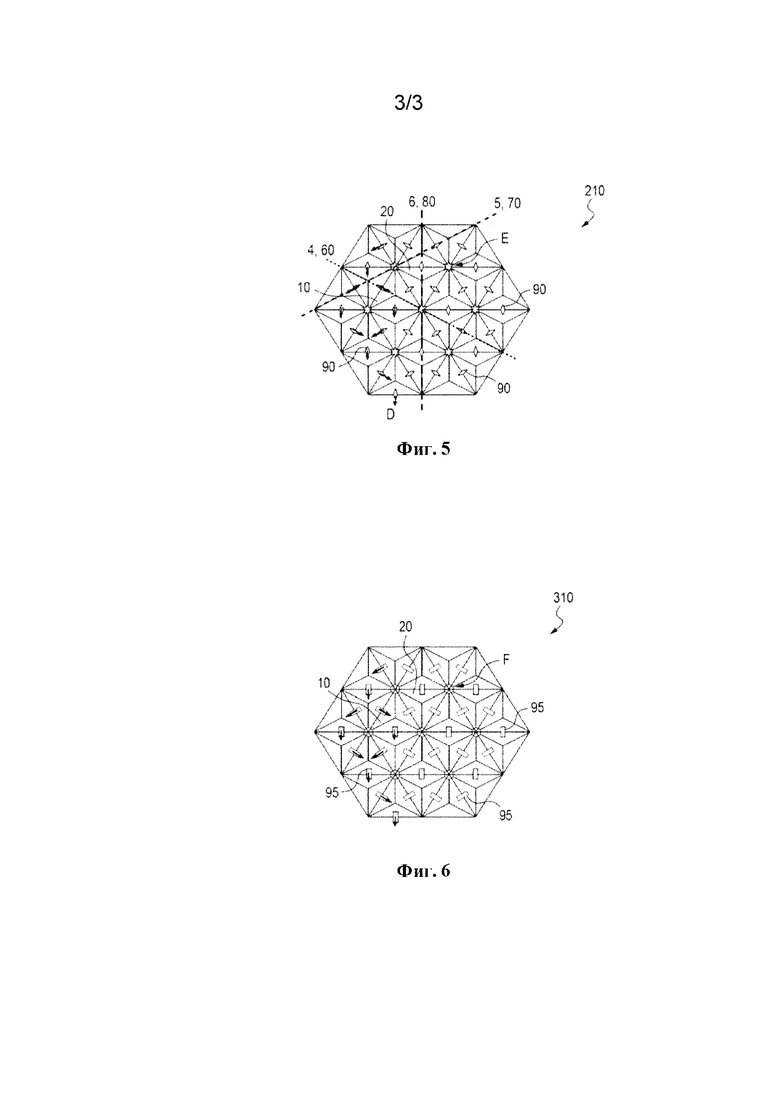
[0031] В другом варианте осуществления структурированная поверхность с треугольными призматическими элементами на инструменте модифицирована посредством формирования соединяющих проходов в различных направлениях, как показано на фиг. 5. В таком варианте проходы выполнены, например, посредством алмазного резца и расположены в центре или перпендикулярно базовой линии призмы. Это обеспечивает неглубокие V-образные вырезы, составляющие от приблизительно 5% до приблизительно 50% и, в частности, приблизительно от 10 до 15% высоты призматических структур. В частности, в этом варианте осуществления первый набор вырезов 60 сформирован вдоль первого набора линий 4, второй набор вырезов 70 сформирован вдоль второго набора линий 5, и третий набор вырезов 80 сформирован вдоль третьего набора линий 6. На фиг. 5 линии 4, 5 и 6 не являются базовыми линиями. На фиг. 5 вырезы не расположены вдоль базовых линий (как на фиг. 2 и 3), вместо этого они проходят перпендикулярно базовым линиям. Вырезы могут быть отцентрованы не точно. В результате формирования вырезов 60, 70 и 80, протяженных через возвышающиеся области структурированной поверхности, формируется множество проходов 90. В результате формирования указанных проходов получают модифицированный обрабатывающий ремень 210. Каждый проход 90 может быть расположен в центре, проходить через и быть в сущности перпендикулярным базовой линии структуры, такой как треугольники 10, 20. Проходы 90 могут быть сформированы множеством способов, например, посредством вырезания углублений вдоль лицевой поверхности обрабатывающего ремня, что в результате обеспечивает формирование неглубоких V-образных вырезов, составляющих от приблизительно 5% до приблизительно 50% и, в частности, приблизительно от 10% до 15% высоты призматических структур.
[0032] Еще один вариант осуществления обрабатывающего ремня 310 показан на фиг. 6 и содержит множество проходов 95. В частности, обрабатывающий ремень 310 содержит множество проходов 95, сформированных на лицевой поверхности структурированной поверхности. Каждый проход 95 может быть расположен в центре, проходить через и быть в сущности перпендикулярным базовой линии структуры, такой как треугольники 10, 20. Проходы 95 могут быть сформированы множеством способов, например, посредством вырезания углублений вдоль лицевой поверхности обрабатывающего ремня, что в результате обеспечивает формирование неглубоких U-образных вырезов, составляющих от приблизительно 5% до приблизительно 50% и, в частности, приблизительно от 10% до 15% высоты призматических структур. Эти вырезы или каналы открывают ограниченные призматические структуры таким образом, чтобы каждая призматическая структура имела отверстие с граничащими полостями призм. Эта непрерывная сеть отверстий обеспечивает перемещение газа, как показано на фиг. 5 и 6 стрелками D.
[0033] В определенных вариантах осуществления дополнительное преимущество формирования указанных соединяющих каналов и/или проходов заключается в увеличении яркости в дневное время световозвращающего листового материала или изделий, сформированных с помощью инструмента с модифицированной структурированной поверхностью (поверхностями). Увеличение яркости в дневное время обеспечивается в результате увеличения рассеяния света благодаря конструкции каналов. Области с увеличенной площадью поверхности расположены в местах пересечения в структурированной поверхности, как показано стрелками Е и F на фиг. 5 и 6. Эти места соответствуют точке пересечения трех вырезанных канавок и формируют точку рассеяния с увеличенной площадью поверхности по сравнению со стандартной конфигурацией, показанной на фиг. 1. В случае металлизированных листов вырезы могут быть выполнены специфическим образом для достижения дополнительного увеличения яркости в дневное время.
[0034] В соответствии с настоящим изобретением различные соединяющие каналы, проходы и/или ходы для направления летучих веществ из структурированных поверхностей во время формирования световозвращающих материалов, продуктов и изделий могут быть сформированы с применением множества технологий. Как было описано ранее, каналы и/или проходы формируются в структурированной поверхности, обеспеченной на инструменте, таком как обрабатывающий ремень. Для формирования таких каналов и/или проходов могут быть использованы операции резки, при этом могут быть использованы режущие инструменты с алмазным наконечником. Формы поперечного сечения каналов и/или проходов могут включать V-образную, U-образную, дугообразную, овальную и другие формы. Каналы и/или проходы могут быть сформированы посредством лазерной, гидроабразивной резки, как известно в данной области техники, формирования или обработки посредством лазерной плазмы, как известно, а также электроэрозионной обработки (EDM).
[0035] Как описано ранее, использование вентилируемого инструмента согласно настоящему изобретению уменьшает потенциальную возможность захватывания исходящих летучих газов. Настоящее изобретение может изменяться для максимизации или по меньшей мере увеличения удаления исходящих газов и, таким образом, обеспечивает увеличенную скорость работы технологической линии, на которой проводится процесс тиснения.
[0036] Инструмент, как описано в настоящем документе, может быть получен посредством, во-первых, изготовления мастер-модели, имеющей структурированную поверхность. Способы изготовления мастер-моделей известны в данной области техники. Мастер-модели, используемые для изготовления световозвращающего листового материала, как правило, изготавливаются посредством способа изготовления набора пинов, способа непосредственной обработки и способов, в которых используются тонкие слои, как описано в данной области техники. Мастер-модель затем реплицируют с использованием любого подходящего способа, например, электроформования с применением никеля для получения инструмента требуемого размера для формирования «кубического» световозвращающего листового материала. Известны способы электроформования, такие как описанные в патентах US 4,478,769 и 5,156,863 (Pricone), а также в патенте US 6,159,407 (Krinke). Множество реплик зачастую соединяют вместе, например, посредством сварки, как описано в патенте US 6,322,652 (Paulson).
[0037] Способы и инструменты согласно настоящему изобретению подходят для использования с любой конструкцией микроструктуры, например, с кубической конструкцией угловых элементов. В случае световозвращающего листового материала инструмент имеет оформляющую поверхность, содержащую множество микроструктур, например, кубических угловых элементов, которые, как правило, выполнены в виде углублений или полостей. Отверстие в верхней поверхности полости соответствует основанию получаемого в результате кубического углового элемента.
[0038] Микроструктурированный инструмент может быть изготовлен из полимерных, металлических, композитных или керамических материалов. Полимерная смола используется для реплицирования микроструктуры, при этом ей дают время затвердеть, т.е. остыть во время контакта с инструментом. Для вариантов осуществления, в которых твердение смолы осуществляется посредством воздействия излучением через инструмент, инструмент должен быть достаточно прозрачным для проведения излучения через смолу. Также следует понимать, что может быть использована прозрачная несущая пленка. Иллюстративные примеры материалов, из которых может быть выполнен инструмент для таких вариантов осуществления, включают полиолефины и поликарбонаты. Металлические инструменты, такие как металлические обрабатывающие ремни, являются особенно применимыми для экструзии расплавленной термопластичной смолы, поскольку они могут быть сформированы в виде требуемых форм и обеспечивают превосходные оптические поверхности для максимизации световозвращающих характеристик заданной конфигурации кубических угловых элементов. Термопластичные смолы отверждают, как правило, посредством охлаждения. В множестве вариантов осуществления инструмент состоит из подходящего материала, например, никеля, для обеспечения того, чтобы полости не деформировались во время изготовления композитного изделия, что уменьшает яркость возвращаемого листом света, и чтобы массив кубических угловых элементов мог быть отделен от инструмента после отверждения. В зависимости от используемого инструмента, а также от природы состава смолы, отвержденный массив может быть отделен от инструмента легко, или может быть необходимо наличие разделительного слоя для получения желаемых характеристик отделения. Иллюстративные примеры материалов разделительного слоя включают вынужденный слой поверхностного окисления, промежуточное тонкое металлическое покрытие, химическое серебрение, а также комбинации различных материалов или покрытий. При необходимости, подходящие агенты могут быть включены в состав смолы для получения желаемых характеристик отделения.
[0039] Подходящие составы смолы для световозвращающего листового материала согласно настоящему изобретению включают прозрачные материалы, которые являются стабильными по размерам, прочными, устойчивыми к погодным условиям и легко формируемыми в виде требуемой конфигурации. Примеры подходящих материалов включают акрилопласты, имеющие коэффициент преломления приблизительно 1,5, такие как смола марки PLEXIGLAS, изготавливаемая компанией «Rohm and Haas Company»; поликарбонаты, имеющие коэффициент преломления приблизительно 1,59; термопластичные материалы, такие как термоотверждаемые акрилаты и эпоксиакрилаты; иономеры на основе полиэтилена, такие как продаваемые под названием SURLYN компанией «Е.I. Dupont de Nemours and Co., Inc.»; (поли)этилен-со-акриловая кислота; сложные полиэфиры; полиуретаны; и ацетобутираты целлюлозы. Поликарбонаты являются особенно подходящими благодаря их прочности и относительно высокому коэффициенту преломления, что, как правило, способствует улучшению световозвращающих характеристик при широком диапазоне углов освещения. Поликарбонат сорта, подходящего для инжекционного формования, характеризующийся скоростью течения расплава в диапазоне от 17 г/10 минут до 24 г/10 минут (ASTM D1238 или ISO 1133-1991; условие 300/1.2), является подходящим для множества применений. Эти материалы также могут содержать чернила, красители, пигменты, УФ-стабилизаторы или другие добавки. Хотя при изготовлении световозвращающего листового материала используются прозрачные синтетические смолы, в случае микроструктурированных изделий синтетическая смола также может быть непрозрачной или полупрозрачной.
[0040] В случае расплавленных полимерных смол смола, как правило, затвердевает в зависимости от соответствующего охлаждения. Например, поликарбонат достаточно охлаждается при достижении температуры 240°F или ниже. Охлаждение может быть достигнуто любыми способами, включая разбрызгивание воды на экструдируемую смолу или инструмент, контактирование охлаждающих роликов с неструктурированной поверхностью смолы или инструмента, или посредством непосредственного обдува воздушными струями, обеспечиваемыми воздуходувками высокого давления.
[0041] Другие иллюстративные примеры материалов, подходящих для формирования массива кубических угловых элементов, представляют собой системы на основе реактивных смол, способные к сшиванию посредством механизма свободнорадикальной полимеризации при облучении актиничным излучением, например, пучком электронов, ультрафиолетовым излучением или видимым светом. Кроме того, эти материалы могут быть полимеризованы термическими способами с добавлением термических инициаторов, таких как пероксид бензоила. Также могут применяться инициируемые излучением катионно-полимеризуемые смолы. Реактивные смолы, подходящие для формирования массива кубических угловых элементов, могут представлять собой смеси фотоинициатора и по меньшей мере одного соединения, имеющего акрилатную группу. В многих вариантах осуществления смесь смолы содержит монофункциональное, дифункциональное или полифункциональное соединение для обеспечения формирования сшитой полимерной сети при облучении.
[0042] Иллюстративные примеры смол, которые могут быть полимеризованы с помощью свободнорадикального механизма, и которые могут быть использованы в настоящем изобретении, включают акриловые смолы, полученные из эпоксидных смол, сложные полиэфиры, простые полиэфиры и уретаны, ненасыщенные этиленом соединения, изоцианатные производные, имеющие по меньшей мере одну боковую акрилатную группу, эпоксидные смолы, отличающиеся от эпоксидных смол, модифицированных акриловым соединением, а также их смеси и комбинации. Термин «акрилат» в настоящем документе используется для охватывания как акрилатов, так и метакрилатов. В патенте US 4,576,850 (Martens) раскрыты примеры сшитых смол, которые могут быть использованы в массивах кубических угловых элементов согласно настоящему изобретению.
[0043] Изготовление листов может включать другие опциональные производственные этапы перед этапом отверждения листа или после него. Например, световозвращающий листовой материал может быть изготовлен в виде слоистого изделия посредством отливки кубических угловых элементов на предварительно отформованной пленке, как описано в РСТ заявке WO 95/11464 и патенте US 3,684,348, или посредством ламинирования предварительно отформованной пленки на предварительно отформованных кубических угловых элементах. Благодаря этому обеспечивается взаимное соединение отдельных кубических угловых элементов посредством предварительно отформованной пленки. Кроме того, указанные элементы и пленка, как правило, выполнены из различных материалов.
[0044] Альтернативно или дополнительно, зеркальное отражающее покрытие, такое как металлическое покрытие, может быть нанесено на заднюю сторону кубических угловых элементов. Металлическое покрытие может быть нанесено известными способами, такими как осаждение из паровой фазы или химическое осаждение металла такого как алюминий, серебро или никель. Для улучшения адгезии металлического покрытия на заднюю сторону кубических угловых элементов может быть нанесен слой грунтовки.
[0045] В дополнение к металлическому покрытию или вместо него на заднюю сторону кубических угловых элементов может быть нанесена герметизирующая пленка; см., например, патенты US 4,025,159 и 5,117,304. Герметизирующая пленка обеспечивает границу раздела с воздухом на задней стороне кубов, что обеспечивает полное внутреннее отражение на границе раздела и замедляет попадание загрязняющих веществ, таких как грязь и/или влага.
[0046] Термин «тиснение», используемый в настоящем документе, относится к процессу, при котором рисунок выдавливается в поверхности изделия. Тиснение, как правило, осуществляется посредством выступающего или вдавленного рисунка, сформированного на твердом материале, таком как слой металла на вале для тиснения. Специалистам в данной области техники будет понятно, что тиснение может быть выполнено несколькими способами, включая применение непрерывного обработанного ремня или рукава. Во многих вариантах осуществления металлические слои включают слои, содержащие никель, медь, сталь и нержавеющую сталь. Как правило, рисунки фрезеруют в металлическом слое, и при этом они могут иметь множество размеров и форм. Любой рисунок, который может быть выполнен на металлической поверхности, может быть использован при осуществлении на практике настоящего изобретения. «Рисунки» не обязательно относятся к регулярному повторяющемуся массиву, они также могут представлять собой хаотичный массив элементов, имеющих одинаковые или различные размеры. Рисунки, подходящие для осуществления на практике настоящего изобретения, включают четырехугольные квадратные пирамиды, усеченные четырехугольные квадратные пирамиды, трехгранные треугольные пирамиды, конусы, прямые линии, волнистые линии и подобные, при этом данные рисунки выфрезерованы по меньшей мере в части вала для тиснения. Отдельный элемент рисунка называется элементом тиснения. Количество элементов тиснения и расстояние между ними, а также свойства отдельного элемента тиснения, такие как глубина, степень остроты отражающих кромок, а также форма могут варьироваться в соответствии с требованиями.
[0047] Хотя настоящее изобретение было описано применительно к структурированным поверхностям с треугольными призматическими элементами, следует понимать, что настоящее изобретение включает использование широкого спектра других структурированных поверхностей, а также формирование каналов и/или проходов в них для отвода или способствования отводу летучих веществ во время изготовления световозвращающих листов и изделий.
[0048] Благодаря использованию различных способов и/или инструментов, как описано в настоящем документе, может быть изготовлен широкий спектр световозвращающих материалов, изделий и/или продуктов. Их неограничивающие примеры включают указатели, ограждения для проведения дорожных работ, дорожные барьерные ограждения и средства индивидуальной защиты. Следует понимать, что настоящее изобретение включает другие световозвращающие материалы, изделия и/или продукты.
[0049] Многие другие преимущества, несомненно, станут очевидны при будущем применении и развитии этой технологии.
[0050] Все патенты, заявки, стандарты и статьи, упомянутые в настоящем документе, настоящим включены во всей полноте посредством ссылки.
[0051] Настоящее изобретение включает все рабочие комбинации элементов и аспектов, описанных в настоящем документе. Таким образом, например, если один элемент описан применительно к одному варианту осуществления, а другой элемент описан применительно к другому варианту осуществления, следует понимать, что настоящее изобретение включает варианты осуществления, имеющие комбинацию этих элементов.
[0052] Как описано выше, настоящее изобретение решает многие проблемы, характерные для предыдущих концепций, систем и/или устройств. Тем не менее, следует понимать, что различные изменения в деталях, материалах и расположениях компонентов, которые были описаны в настоящем документе и показаны для того, чтобы объяснить природу настоящего изобретения, могут быть выполнены специалистами в данной области техники без отклонения от принципов и объема заявляемого изобретения, как определено приложенной формулой изобретения.
Изобретение относится к световозвращающим материалам и, в частности, к изготовлению световозвращающего листового материала или пленки. Изобретение также относится к инструменту для формирования световозвращающего листового материала или пленки. Применительно к формированию световозвращающих структур в полимерных листах или пленках были описаны различные геометрии. Указанные геометрии обеспечивают удаление летучих газов, которые в противном случае захватываются между обеспечивающей тиснение поверхностью и полимерным листом или пленкой. Указанные геометрии включены в обрабатывающие ремни или другие поверхности, формирующие рисунок. Изобретение обеспечивает уменьшение вероятности возникновения, и, в идеальном случае, устранения возникновения захватываемых летучих газов вдоль призматической пленки во время ее формирования. 2 н. и 6 з.п. ф-лы, 6 ил.
1. Способ уменьшения количества случаев захвата газов между инструментом (100, 110) и полимерным листом во время изготовления световозвращающих материалов, в котором:
обеспечивают подложку, определяющую противоположные периферийные кромки (100A, 100B, 100C, 100D), и оформляющую поверхность, проходящую между кромками (100A, 100B, 100C, 100D), при этом оформляющая поверхность содержит множество призматических структур, определенных базовыми линиями (1A, 1B, 2A, 2B, 3A, 3B), при этом множество призматических структур определяет среднюю высоту структуры, при этом оформляющая поверхность содержит множество проходов (90, 95), при этом каждый проход (90, 95) расположен таким образом, чтобы проходить через базовую линию (1A, 1B, 2A, 2B, 3A, 3B), при этом проходы (90, 95) имеют среднюю глубину, составляющую от 5% до 50% средней высоты структуры;
обеспечивают полимерный лист, определяющий по меньшей мере одну лицевую поверхность;
осуществляют тиснение рисунка из множества призматических структур от подложки до лицевой поверхности полимерного листа;
при этом во время тиснения газы, находящиеся между подложкой и полимерным листом, принудительно удаляют через по меньшей мере часть проходов (90, 95), тем самым уменьшая количество случаев захвата газов;
при этом каждый проход расположен таким образом, чтобы проходить перпендикулярно базовой линии (1A, 1B, 2A, 2B, 3A, 3B).
2. Способ по п. 1, в котором средняя глубина проходов (90, 95) составляет от 10% до 15% средней высоты структуры.
3. Способ по п. 1 или 2, в котором подложка является металлической.
4. Способ по любому из пп. 1-3, в котором призматические структуры представляют собой треугольники (10, 20), расположенные таким образом, чтобы образовывать множество базовых линий (1A, 1B, 2A, 2B, 3A, 3B), отделяющих каждый треугольник (10, 20) от смежного треугольника (10, 20).
5. Инструмент для формирования рисунка из микроструктур, содержащий:
подложку, определяющую противоположные периферийные кромки (100A, 100B, 100C, 100D), и оформляющую поверхность, проходящую между кромками (100A, 100B, 100C, 100D), при этом оформляющая поверхность содержит множество призматических структур, определенных базовыми линиями (1A, 1B, 2A, 2B, 3A, 3B), при этом множество призматических структур определяет среднюю высоту структуры, при этом оформляющая поверхность содержит множество проходов (90, 95), при этом каждый проход (90, 95) расположен таким образом, чтобы проходить через базовую линию (1A, 1B, 2A, 2B, 3A, 3B), при этом проходы (90, 95) имеют среднюю глубину, составляющую от 5% до 50% средней высоты структуры, при этом каждый проход (90, 95) расположен таким образом, чтобы проходить перпендикулярно базовой линии (1A, 1B, 2A, 2B, 3A, 3B).
6. Инструмент по п. 5, в котором средняя глубина проходов (90, 95) составляет от 10% до 15% средней высоты структуры.
7. Инструмент по п. 5 или 6, в котором подложка является металлической.
8. Инструмент по любому из пп. 5-7, в котором призматические структуры представляют собой треугольники (10, 20), расположенные таким образом, чтобы образовывать множество базовых линий (1A, 1B, 2A, 2B, 3A, 3B), отделяющих каждый треугольник (10, 20) от смежного треугольника (10, 20).
| US 6824378 B2, 30.11.2004 | |||
| US 4066236 A1, 03.01.1978 | |||
| US 8226249 B2, 24.07.2012 | |||
| Уголковый отражатель | 1990 |
|
SU1744668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ ИСКАЖЕННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2007 |
|
RU2443003C2 |
| МАССИВ УГОЛКОВЫХ ОТРАЖАТЕЛЕЙ, СФОРМИРОВАННЫЙ ТРЕХУРОВНЕВЫМИ БОРОЗДКАМИ | 2003 |
|
RU2352967C2 |
| US 20060057367 A1, 16.03.2006 | |||
| Способ определения температуры прокалки кокса | 1976 |
|
SU771537A1 |
| JP 58047538 A, 19.03.1983. | |||

