ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится в целом к активным буферам для аварийной защиты пассажира в автомобилях, и в частности, к увеличению надежности соединения между расширяемым надувным камерным элементом и отделочной стенкой, которые ототформованны отдельно.
УРОВЕНЬ ТЕХНИКИ
Активный буфер является устройством защиты пассажира транспортного средства с надуваемой газом камерой для амортизации ударов и снижения травматизма пассажиров во время аварии. В отличие от разворачиваемых воздушных подушек безопасности, которые появляются благодаря различным проемам при надувании, активные буферы используют внутреннюю поверхность самой отделки для расширения в начале аварии для поглощения удара и рассеивания энергии посредством действия газового наполнения. В патенте US8,205,909 (МПК B60R21/231, B60R7/06, опубл. 26.06.2012), включенном в настоящий документ посредством ссылки, раскрыт активный коленный буфер, включенный в дверцу бардачка, которая является легковесной и визуально привлекательной. В патенте US8,474,868 (МПК B29C45/14, B60R13/02, опубл. 02.07.2013), также включенном в настоящий документ посредством ссылки, раскрыта типичная конструкция, в которой активный буфер содержит внешнюю стенку или отделочную панель, которая обращена к пассажиру транспортного средства, прикрепленную к внутренней стенке или панели вдоль уплотненного контура. Одна или обе стенки являются деформируемыми в целях обеспечения надувной камеры. Например, внутренняя стенка (т.е., стенка надувной камеры) может содержать гофрированную (т.е. похожую на гармошку) область, которая выпрямляется при надувании. Стенки первоначально разнесены на небольшое расстояние, когда находятся в своем не надутом состоянии перед развертыванием. Тем самым предоставляется возможность доступа наполняющему газу таким образом, что надувание по всей панели может происходить равномерно.
Внутренняя и внешняя стенки стандартного активного буфера состоят из отформованных термопластмасс, таких как полиэтилен, полиолефин или PVC (PVC - Poly Vinyl Chloride – поливинилхлорид, ПВХ). Они обычно изготовляются инжекционным формованием, но могут также быть выполнены посредством выдувным формованием. После того, как стенки отдельно образованы, они должны быть уплотненным образом соединены по своим контурам для образования надувной камеры. Соединение должно быть прочным для сопротивления разделению в результате высоких давлений при надувании.
Известным способом уплотнения камерных стенок является горячая сварка, которая подразумевает нагрев соединяемых поверхностей и затем сжатие их вместе. Примеры включают в себя сварку нагретым инструментом, ИК-сварку (сварка инфракрасным излучением) и лазерную сварку. По существу, плоский приварной фланец обеспечивается вокруг внешнего периметра внутренней стенки (камеры), который располагается, в целом, в плоской поверхности внешней стенки (облицовки). Внешняя стенка и/или внутренние поверхности могут также содержать выступающие вверх сварные ребра, которые увеличивают прочность сварки, проникая и сплавляясь с приварным фланцем или другой противоположной поверхностью во время процесса горячей сварки, в котором области, которые должны быть сварены, нагреваются и затем прижимаются. Несмотря на проникновение этих ребер, разделение сварки продолжало быть потенциальным признаком отказа от активных буферов по различным причинам, включающим в себя деформацию частей, которые должны быть сварены, температурные изменения нагревательных пластин во время сварки, нескорректированные изменения в давлении, прикладываемом во время сварки, и различия характеристик между отделочной стенкой и надувной камерной стенкой, которые могут быть ототформованны из различных пластмассовых составов.
Различные механические напряжения при надувании также способствуют возможности разрушения сварного шва. Вследствие эластичности, требуемой для создания надуваемой гофрированной камерной стенки, значительное механическое напряжение расслоения может прикладываться к сварному шву во время расширения. Другим источником напряжения является ударная волна, вызванная взрывным образованием потока газа от нагнетательного насоса. Скручивание и неравномерное вспучивание общей структуры камеры при надувании может создавать напряжение или концентрировать существующие напряжения на определенных местах сварного шва (например, вдоль длинных прямых краев сварного шва).
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном из аспектов предлагается активный буфер для обеспечения внутренней отделочной поверхности автомобиля, содержащий:
отформованную из пластика внешнюю отделочную панель, содержащую сварную дорожку на внутренней поверхности; и
отформованной из пластика расширяемый надувной камерный элемент, содержащий центральную крепежную часть, выполненную с возможностью крепления к опорной конструкции транспортного средства, приварной фланец по периферийному краю и гофрированную область между центральной крепежной частью и приварным фланцем, при этом сварная дорожка и приварной фланец соединены посредством горячей сварки с образованием уплотненной камеры;
при этом сварная дорожка содержит множество радиально разнесенных ступенчатых выемок, причем каждая ступенчатая выемка содержит верхнюю часть, образующую первый проем с соответствующей первой площадью поперечного сечения, и каждая ступенчатая выемка содержит нижнюю часть, выступающую от соответствующей верхней части и образующую второй проем с соответствующей второй площадью поперечного сечения, меньшей, чем соответствующая первая площадь поперечного сечения, при этом периметр каждой верхней части оплавлен посредством горячей сварки, а периметр каждой нижней части не оплавлен посредством горячей сварки.
В одном из вариантов предложен активный буфер, в котором сварная дорожка состоит из ребра, выступающего от внутренней поверхности, при этом верхние части ступенчатых выемок расположены в ребре, а нижние части продолжаются в облицовочную панель ниже ребра.
В одном из вариантов предложен активный буфер, в котором верхняя и нижняя части содержат соответствующие цилиндрические профили.
В одном из вариантов предложен активный буфер, в котором верхняя и нижняя части содержат соответствующие прямоугольные кубовидные профили.
В одном из вариантов предложен активный буфер, в котором ступенчатые выемки разнесены радиально и аксиально.
В другом аспекте предложен активный буфер, содержащий:
отделочную панель, содержащую периферийную сварную дорожку; и
гофрированный надувной камерный элемент, прикрепляемый к транспортному средству и содержащий периферийный фланец, сваренный посредством горячей сварки со сварной дорожкой;
при этом дорожка содержит множество радиально разнесенных ступенчатых выемок, содержащих верхние части с оплавленным периметром и содержащих нижние части, выступающие от соответствующих верхних частей, каждая, с не оплавленным периметром, меньшим, чем оплавленный периметр.
В еще одном из вариантов предложен активный буфер, в котором сварная дорожка содержит ребро, продолжающееся по внутренней поверхности отделочной панели, при этом множество ступенчатых выемок образовано в сварной дорожке, причем верхние части ступенчатых выемок расположены в ребре, а нижние части продолжаются в отделочную панель ниже ребра.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
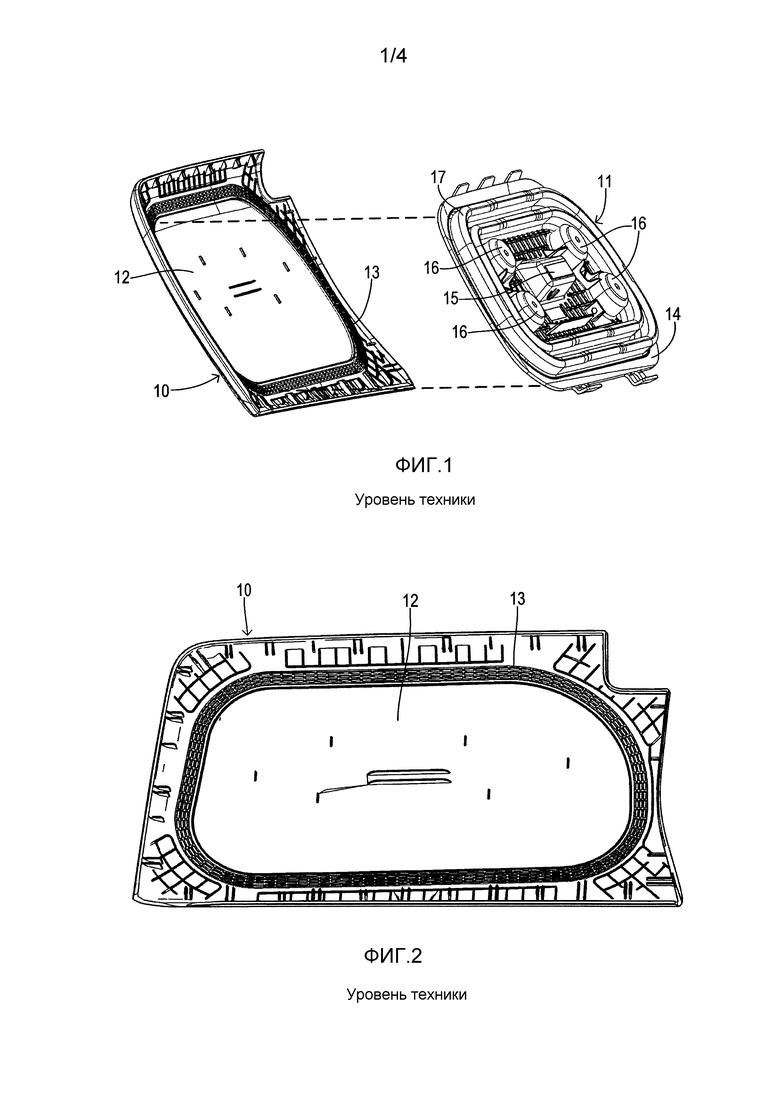
Фиг. 1 представляет собой общий вид с пространственным разделением узла активного буфера уровня техники, содержащего переднюю стенку отделочной панели и заднюю надувную камерную стенку.
Фиг. 2 представляет собой вид сзади сверху внутренней поверхности передней стенки отделочной панели.
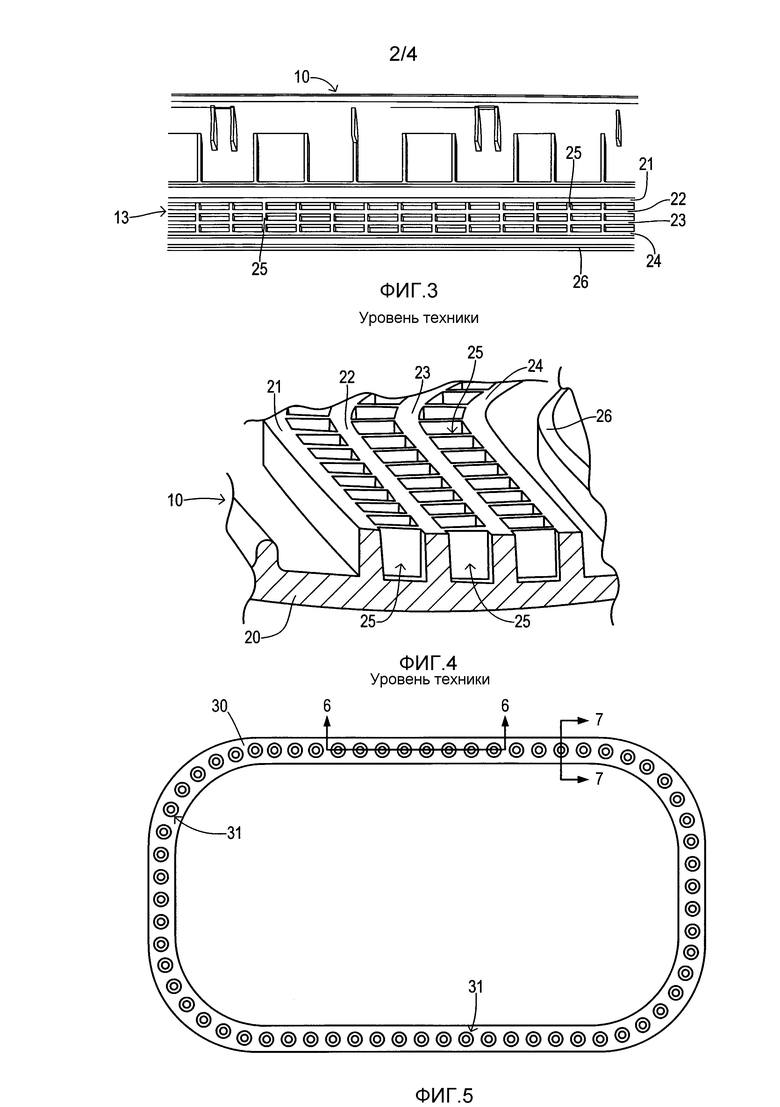
Фиг. 3 – представляет собой вид сверху, показывающий более подробно фрагмент сварной дорожки уровня техники на фиг. 2.
Фиг. 4 представляет собой общий вид в поперечном сечении сварной дорожки на фиг. 2.
Фиг. 5 представляет собой вид сверху одного варианта осуществления сварной дорожки настоящего изобретения, в котором формируется выступающая сварная дорожка, содержащая ступенчатые выемки, разнесенные радиально вдоль дорожки.
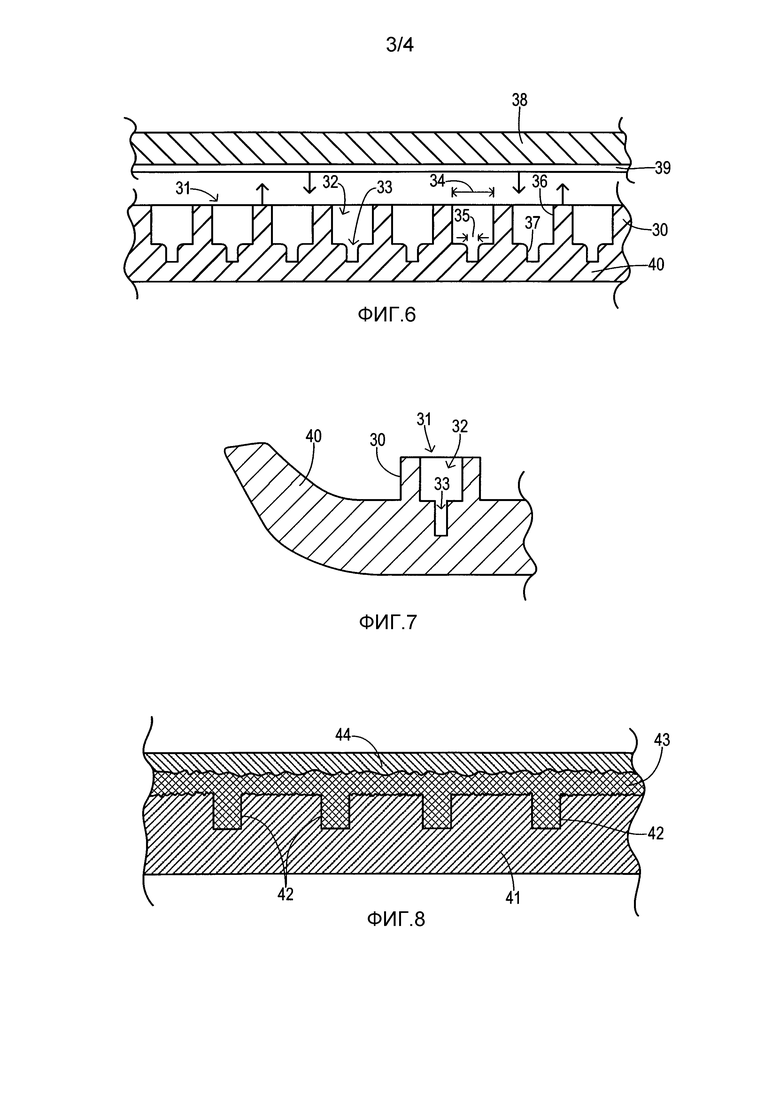
Фиг. 6 – представляет собой вид в поперечном сечении сварной дорожки по линии 6-6 на фиг. 5.
Фиг. 7 представляет собой вид в поперечном сечении сварной дорожки по линии 7-7 на фиг. 5.
Фиг. 8 представляет собой вид в поперечном сечении горячего сварного шва, образованного в результате из ступенчатых выемок по линии 6-6 на фиг. 5.
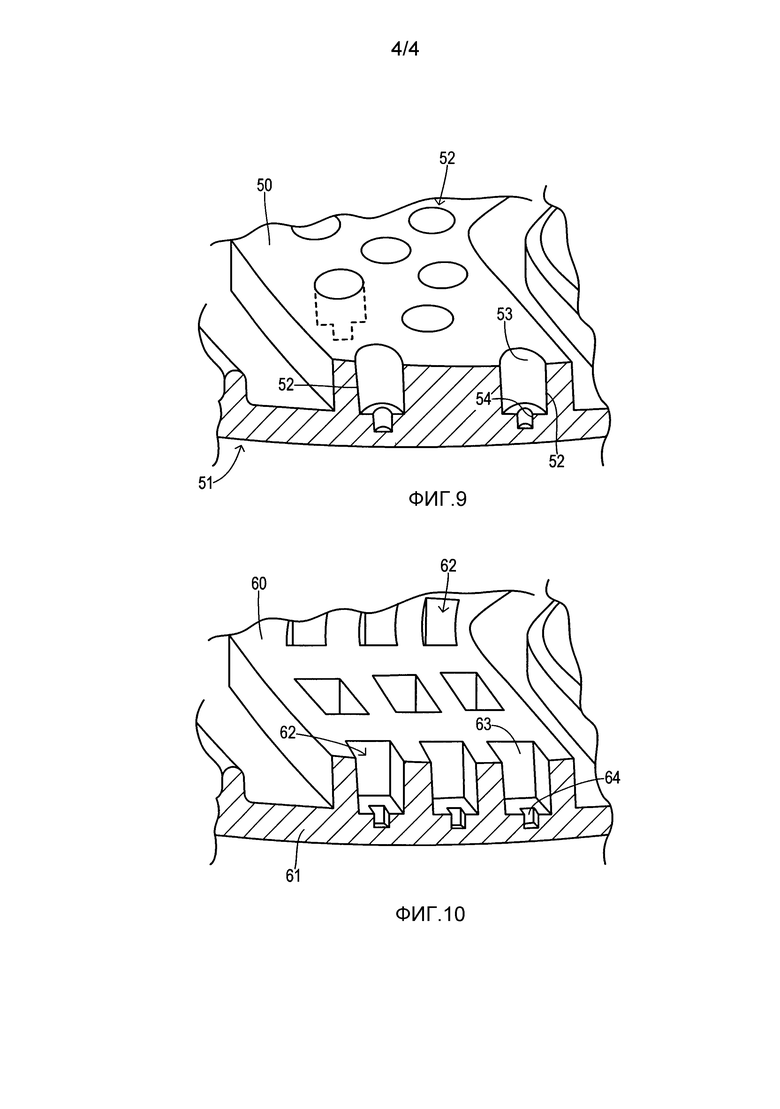
Фиг. 9 представляет собой общий вид другого варианта осуществления сварной дорожки, содержащей цилиндрические ступенчатые выемки
Фиг. 10 представляет собой общий вид другого варианта осуществления сварной дорожки, содержащей прямоугольно-кубовидные ступенчатые выемки.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Фиг. 1-4 показывают активный буфер уровня техники, при этом активный буфер формируется посредством внутренней отделочной панели, которая является частью дверцы бардачка в автомобиле. В частности, отделочная панель 10 функционирует как передняя отделочная стенка, в которой располагается расширяемая надувная камерная стенка 11. Панель 10 содержит внутреннюю поверхность 12 со сварной дорожкой или каналом 13, предпочтительно образованным как ребро, которое продолжается вверх от внутренней поверхности в целях соединения с внешним фланцем 14 надувной камерной стенки 11 (например, посредством сварки в пластическом состоянии, таком как сварка нагретым инструментом).
Надувная камерная стенка 11 имеет углубление 15 рядом с центром для установки нагнетательного насоса (не показан) и множество монтажных опор 16 для прикрепления узла к активной поверхности, такой как внутренняя панель дверцы бардачка (не показана). Гофрированная область 17 образована между опорами 16 и внешним фланцем 14, так что последовательность гофр может развертываться при надувании так, что обеспечивается смещения отделочной панели 10 в пассажирский салон для смягчения удара пассажира.
Горячая сварка дорожки 13 и фланца 14 образует надувную камерную полость для расположения наполняющего газа от нагнетательного насоса. Во время операции горячей сварки горячая пластина, лазер или другой источник тепла используются для плавления пластмассового материала дорожки 13 и фланца 14, и после того как источник тепла устраняется, тогда дорожка 13 и фланец 14 спрессовываются вместе и охлаждаются, так что расплавленные материалы перемешиваются и становятся сваренными вместе.
Фиг. 3 и 4 показывают более подробно одну конфигурацию сварной дорожки 13. Отделочная панель 10 содержит основную часть 20, которая является практически плоской. Дорожка 13 содержит множество периферических ребер 21-24, продолжающихся от внутренней поверхности основной части 20. Множество поперечных элементов 25 продолжается в виде решетки между смежными ребрами 21-24 для того, чтобы обеспечивать дополнительный материал и площадь поверхности для облегчения плавления во время операции горячей сварки. Во время формирования горячей сваркой ребра 21-24 и поперечные элементы 25, каждый, полностью плавятся посредством прикладываемого тепла. Дополнительное выступающее вверх ребро 26 (не часть горячего сварного шва) может быть прижато к или соединено с надувным камерным элементом для обеспечения барьера против наполняющего газа для уменьшения напряжения расслоения на горячем сварном шве.
Изобретение использует последовательность ступенчатых выемок в поверхностях горячего сварного шва для увеличения характерной прочности горячего сварного шва. Как показано в первом варианте осуществления на фиг. 5, сварная дорожка 30 содержит множество разнесенных радиально ступенчатых выемок 31. Как показано на фиг. 6, каждая ступенчатая выемка 31, образованная в сварной дорожке 30, содержит верхнюю часть 32 и нижнюю часть 33. Верхние части 32 характеризуются проемом 34 с размером (например, шириной или диаметром), который обеспечивает первую площадь поперечного сечения, большую, чем вторая площадь поперечного сечения нижней части 33, получающаяся в результате ее второго проема 35, где нижняя часть 33 выступает вниз от верхней части 34. Как показано ниже, каждая выемка 31 может быть цилиндрической, прямоугольной или любой другой удобной формой, обеспечивающей ширину или поперечный проем, который больше для верхних частей 32, чем для нижних частей 33. Более того, соответствующие глубины верхней и нижней части 32 и 33 предпочтительно выбираются так, что, по меньшей мере, фрагмент периметра 36 каждой из верхних частей 32 плавится во время процесса формирования горячего сварного шва, в то время, как, по меньшей мере, фрагмент периметра 37 каждой нижней части 33 не плавится посредством горячей сварки.
Фиг. 6 представляет собой поперечное сечение, видимое по линии 6-6 на фиг. 5, показывающее компоненты буфера в сборе во время процесса формирования горячего сварного шва. Фланец 38 надувного камерного элемента может нести ребро 39. Основная часть 40 отделочной панели поддерживает сварную дорожку 30, которая в этом варианте осуществления образована как выступающее вверх ребро. После по меньшей мере частичного расплавления сварной дорожки 30 и приварного фланца 38, компоненты спрессовываются вместе в показанных направлениях средством для формирования горячего сварного шва.
Фиг. 7 показывает поперечное сечение, видимое по линии 7-7 на фиг. 5, при этом сварная дорожка 30 видна как выступающее ребро. Выемка 31 иллюстрирует предпочтительные глубины выемок, при этом верхняя часть 32 имеет такую глубину, что она располагается полностью в выступающем ребре 30 (т.е., верхняя часть 32 не продолжается в основную часть 40 отделочной панели), в то время как нижняя часть 33 имеет глубину, которая помещает ее ниже ребра 30 (т.е., полностью в основной части 40). Показанное соотношение глубины обеспечивает расплавление сварной дорожки 30 вокруг верхней части 32, в то же время предотвращая плавление вокруг нижней части 33.
Соответствующее расплавление и не расплавление различных фрагментов отделочной панели вокруг ступенчатых выемок дает в результате конструкцию горячего сварного шва, которая показана на фиг. 8. Нерасплавленные участки периметра вокруг нижних частей дают в результате последовательность стенок 42 в нерасплавленном участке 41 основной части, который становится наполненным расплавленным материалом 43, который возникает из нагретых участков как сварной дорожки, так и приварного фланца. Таким образом нерасплавленный верхний участок 44 фланца надувного камерного элемента жестко прикрепляется к основной отделочной панели 41. Помимо химического связывания от перемешивания расплавленной пластмассы двух компонентов, механическая прочность связывания добавляется посредством формирования расплавленных вкладок, затвердевающих в стенках 42.
Фиг. 9 представляет собой поперечное сечение сквозь сварную дорожку 50 в виде выступающего ребра на основной части 51 панели, в которой образовано множество ступенчатых выемок 52, имеющих цилиндрические верхнюю и нижнюю части 53 и 54, соответственно. Ступенчатые выемки 52 разнесены радиально и аксиально по окружности дорожки 50, (т.е., на различных соответствующих радиальных расстояниях от осевого центра надувного камерного элемента), давая в результате дополнительное увеличение в прочности горячего сварного шва вдоль поперечных направлений. Цилиндрические профили верхних частей 53 и нижних частей 54 способствуют требуемому плавлению и отсутствию плавления в двух соответствующих областях.
Фиг. 10 показывает альтернативный вариант осуществления, в котором сварная дорожка, образованная посредством выступающего ребра 60 на внутренней поверхности основной части 61 отделочной панели, содержит множество образованных ступенчатых выемок 62, содержащих профили, которые являются прямоугольными кубоидами. Кубовидные (т.е., имеющие форму ящика) верхние части 63 предоставляют больший профиль (например, по ширине), чем нижние части 64, например. Другие потенциальные формы для выемок содержат пирамидальную, коническую и другие призматические формы. Каждая пара соответствующих верхней и нижней частей может быть образована посредством одной и той же формы или различных форм, и различные пары выемок могут применять различные формы (например, одна пара является цилиндрической, при этом соседняя пара является прямоугольной).
Группа изобретений относится к вариантам активного буфера для автомобилей. Активный буфер содержит внешнюю отделочную панель со сварной дорожкой. Расширяемый надувной камерный элемент содержит центральную часть, выполненную с возможностью крепления к опорной конструкции транспортного средства, приварной фланец по периферийному краю и гофрированную область между центральной частью и приварным фланцем. Сварная дорожка и приварной фланец соединяются посредством горячей сварки для образования уплотненной камеры. Сварная дорожка содержит множество радиально разнесенных ступенчатых выемок. Каждая выемка содержит верхнюю часть, образующую первый проем с соответствующей первой площадью поперечного сечения, и вторую часть, образующую второй проем с соответствующей второй площадью поперечного сечения, меньшей, чем соответствующая первая площадь. Периметр каждой верхней части плавится посредством горячей сварки, а периметр каждой нижней части не плавится посредством горячей сварки. Обеспечивется надежность соединения между расширяемым надувным камерным элементом и отделочной стенкой. 2 н. и 5 з.п. ф-лы, 10 ил.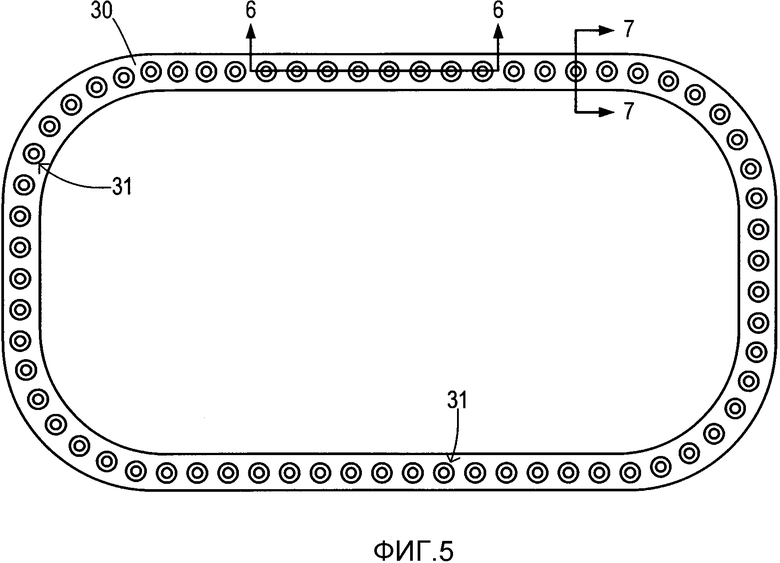
1. Активный буфер для автомобиля, выполненный с возможностью формирования внутренней отделочной поверхности автомобиля, причем буфер содержит отформованную из пластика внешнюю отделочную панель буфера, содержащую сварную дорожку на внутренней поверхности; и
отформованный из пластика расширяемый надувной камерный элемент, содержащий центральную крепежную часть, выполненную с возможностью крепления к опорной конструкции транспортного средства, приварной фланец по периферийному краю и гофрированную область между центральной крепежной частью и приварным фланцем, при этом сварная дорожка и приварной фланец соединены посредством горячей сварки с образованием уплотненной камеры;
при этом сварная дорожка содержит множество радиально разнесенных ступенчатых выемок, причем каждая ступенчатая выемка содержит верхнюю часть, образующую первый проем с соответствующей первой площадью поперечного сечения, и каждая ступенчатая выемка содержит нижнюю часть, выступающую от соответствующей верхней части и образующую второй проем с соответствующей второй площадью поперечного сечения, меньшей, чем соответствующая первая площадь поперечного сечения, при этом периметр каждой верхней части оплавлен посредством горячей сварки, а периметр каждой нижней части не оплавлен посредством горячей сварки.
2. Активный буфер по п. 1, в котором сварная дорожка состоит из ребра, выступающего от внутренней поверхности, при этом верхние части ступенчатых выемок расположены в ребре, а нижние части продолжаются в отделочную панель ниже ребра.
3. Активный буфер по п. 1, в котором верхняя и нижняя части содержат соответствующие цилиндрические профили.
4. Активный буфер по п. 1, в котором верхняя и нижняя части содержат соответствующие прямоугольные кубовидные профили.
5. Активный буфер по п. 1, в котором ступенчатые выемки разнесены радиально и аксиально.
6. Активный буфер для автомобиля, содержащий отделочную панель буфера, имеющую периферийную сварную дорожку; и гофрированный надувной камерный элемент, прикрепляемый к транспортному средству и содержащий периферийный фланец, сваренный посредством горячей сварки со сварной дорожкой;
при этом дорожка содержит множество радиально разнесенных ступенчатых выемок, содержащих верхние части с оплавленным периметром и содержащих нижние части, выступающие от соответствующих верхних частей, каждая, с не оплавленным периметром, меньшим, чем оплавленный периметр.
7. Активный буфер по п. 6, в котором сварная дорожка содержит ребро, продолжающееся по внутренней поверхности отделочной панели, при этом множество ступенчатых выемок образовано в сварной дорожке, причем верхние части ступенчатых выемок расположены в ребре, а нижние части продолжаются в отделочную панель ниже ребра.
| US 6213497 B1, 10.04.2001 | |||
| US 2008061537 A1, 13.03.2008 | |||
| US 2007107779 A1, 17.05.2007 | |||
| US 2012267878 A1, 25.10.2012. |

