Изобретение относится к области производства панелей и оболочек с легкими заполнителями и может быть использовано при изготовлении многослойных панелей в самолетостроении, судостроении, строительстве и других отраслях промышленности.
Известна конструкция многослойной панели, в которой гофрированный заполнитель имеет увеличенные площади контакта между обшивками и заполнителем за счет канавок треугольной формы, выполненных вдоль линий выступов и впадин (Авторское свидетельство СССР №1646196, МКИ В64С 3/26. Многослойная панель. - Опубл. 21.08.91. Бюл. №31).
Недостаток данной конструкции заполнителя заключается в использовании дополнительного композиционного материала, заполняющего канавки, что усложняет технологический процесс изготовления и сборки, ведет к повышению удельных массовых характеристик многослойной панели. Кроме того, при хорошем соединении заполнителя с обшивками данная конструкция при действии на панель сжимающих и растягивающих усилий не обладает удовлетворительными прочностными характеристиками по сравнению, например, с сотовыми заполнителями, в которых грани расположены перпендикулярно к обшивкам.
В качестве прототипа выбрана известная многослойная панель, в которой гофрированный заполнитель имеет увеличенные площади контакта между обшивками и заполнителем за счет того, что в ней площадки контакта заполнителя с нижней обшивкой выполнены криволинейными в виде чечевицеобразных элементов, размещенных при впадинах боковых граней заполнителя, а площадки контакта заполнителя с верхней обшивкой также выполнены криволинейными в виде композиционного материала, расположенного между боковыми гранями заполнителя при его вершинах (Патент RU №20382653, В64С 3/26. Многослойная панель. - Опубл. 27.06.95).
Недостаток данной конструкции заполнителя заключается в сложности изготовления увеличенных площадей контакта, выполненных криволинейными в виде чечевицеобразных элементов.
Известен способ изготовления многослойной панели, в которой увеличение прочности и жесткости панели достигается за счет того, что сотовый заполнитель изготавливают из полос материала заданной расчетом ширины и смежные полосы объемного заполнителя шарнирно соединяют между собой с равным шагом в их нижней зоне. Затем производят приклеивание наружной и внутренней обшивок к объемному заполнителю (Авторское свидетельство SU №1078007, МКИ В32В 3/12. Трехслойная панель. - Опубл. 07.03.84. Бюл. №9).
Недостаток данного способа заключается в сложности изготовления шарнирного соединителя и последующего его присоединения к полосам заполнителя.
Наиболее близким по технической сущности является способ изготовления многослойной панели, в которой увеличение прочности и жесткости панели достигается за счет того, что заполнитель изготавливают в виде двух слоев зигзагообразного гофра, при этом основной гофрированный слой соединяют с верхней и нижней обшивками, а дополнительный гофрированный слой - с верхней обшивкой и основным гофрированным слоем. Устройство, реализованное по данному способу, принято за прототип (Авторское свидетельство СССР №1830326, МКИ В23К 20/00. Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем. - Опубл. 30.07.93. Бюл. №28).
Недостаток данного способа заключается в том, что использование двух слоев заполнителя с различными геометрическими параметрами повышает массу панели и требует изготовления различных между собой по конструктивному исполнению оснасток, что повышает материалоемкость и трудоемкость изготовления.
Цель изобретения - повышение прочности и жесткости панели криволинейной формы, содержащей обшивки и заполнитель на основе зигзагообразного гофра путем организации в составе заполнителя ячеек с вертикальными стенками.
Цель достигается тем, что в известной панели, содержащей верхнюю и нижнюю обшивки и размещенный между ними зигзагообразный гофрированный заполнитель, разворачивающийся на плоскость, с боковыми гранями, расположенными под углом одна к другой с образованием чередующихся выступов и впадин, согласно предложенному техническому решению заполнитель выполнен в виде складчатой конструкции спиралевидной структуры, содержащей в своем конечно-трансформированном состоянии вдоль каждой пилообразной линии ячейки, ограниченные наклонными и вертикальными стенками, образованными двумя парами смежных граней в виде неправильных четырехугольников, разделенных отрезком зигзагообразной линии, наклоненной к пилообразной линии, общей для обеих пар, под углом α1, а наклонные стенки ячейки образованы парой смежных граней, разделенных отрезком зигзагообразной линии, наклоненной к той же пилообразной линии под углом α2, при этом выполняется условие α1<α2.
По способу изготовления многослойной панели криволинейной формы цель достигается тем, что в известном способе, включающем раздельное формообразование наружных обшивок заданной кривизны и слоя заполнителя, получаемого путем изгиба листовой заготовки по намеченным на развертке зигзагообразным линиям выступов и впадин, согласно изобретению листовую заготовку, на первом этапе, размечают по всей площади повторяющимися одинаковыми по форме, размерам и ориентации элементарными модулями с геометрическими параметрами а0, a1, b0, b1, β0, β1, β2. На втором этапе листовую заготовку трансформируют в рельефное положение, в котором она принимает вид структуры, распространяемой по винтовой линии. На третьем этапе полученную складчатую конструкцию формообразуют до конечно-трансформированного состояния, характеризующегося образованием ячеек, ограниченных наклонными и вертикальными стенками. Конечно-трансформированное состояние складчатой конструкции определяется значением угла αпред.
Приведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного технического решения, отсутствуют. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками из заявляемого технического решения преобразований на достижение указанного технического результата. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «изобретательский уровень».
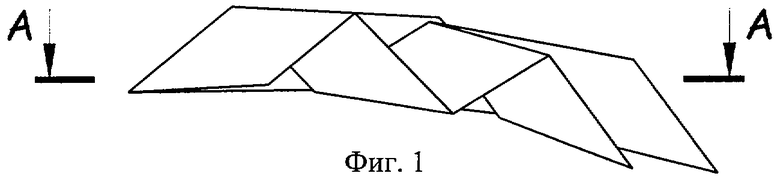
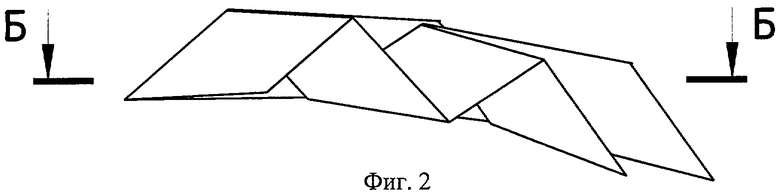
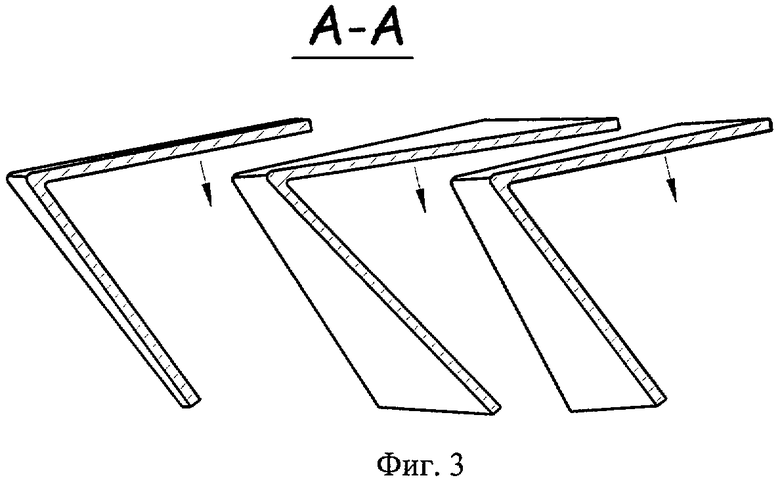
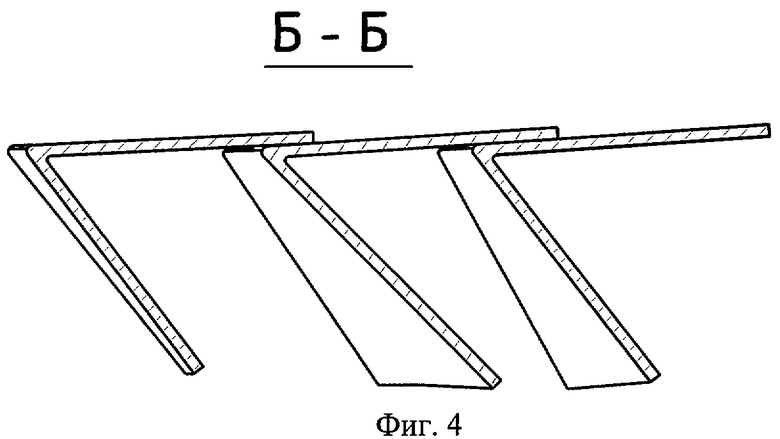
Сущность изобретения поясняется чертежами, где на фиг.1 показан вид сбоку на складчатый заполнитель в его промежуточном положении. На фиг.2 показан тот же складчатый заполнитель в конечно-трансформированном состоянии. На фиг.3 показано сечение А-А складчатого заполнителя по фиг.1. Стрелками показано направление перемещения граней заполнителя в процессе его сжатия. На фиг.4 показано сечение Б-Б складчатого заполнителя по фиг.2.
В конечно-трансформированном состоянии две пары граней, смежных по пилообразной линии, формируют ячейку, ограниченную наклонными и вертикальными стенками. Эти стенки образованы двумя парами смежных граней в виде неправильных четырехугольников, разделенных отрезком зигзагообразной линии, наклоненной к пилообразной линии, общей для обеих пар, под углом α1, а наклонные стенки ячейки образованы парой смежных граней, разделенных отрезком зигзагообразной линии, наклоненной к той же пилообразной линии под углом α2, при этом выполняется условие α1<α2.
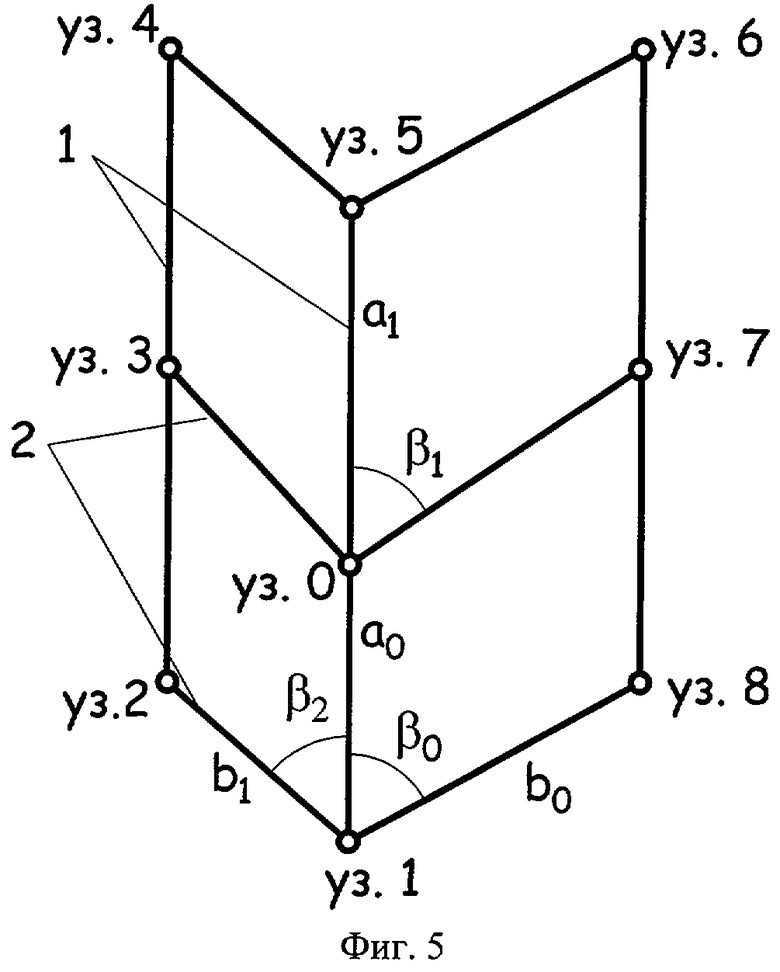
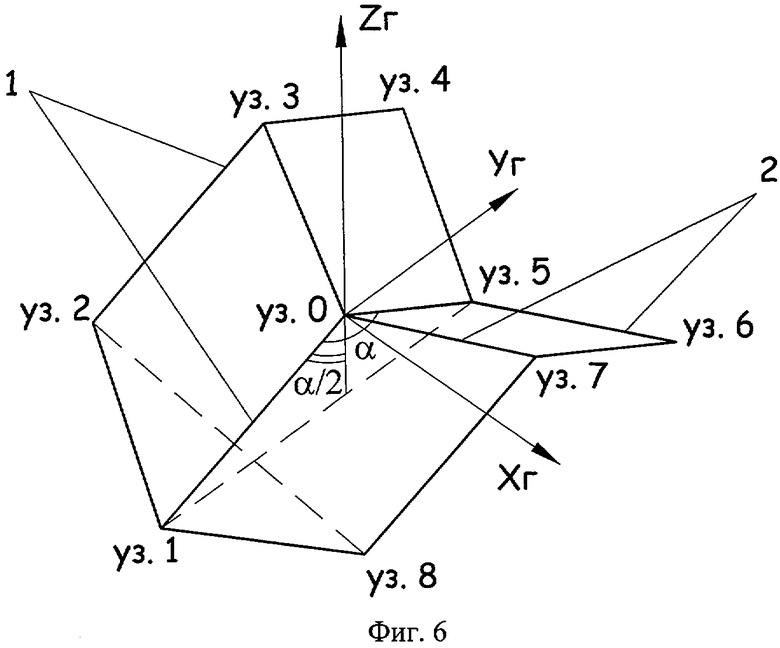
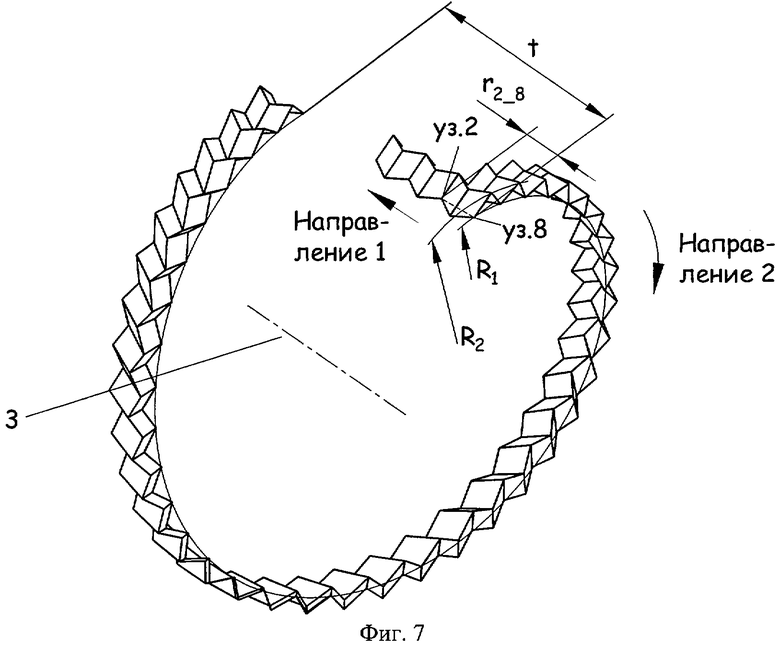
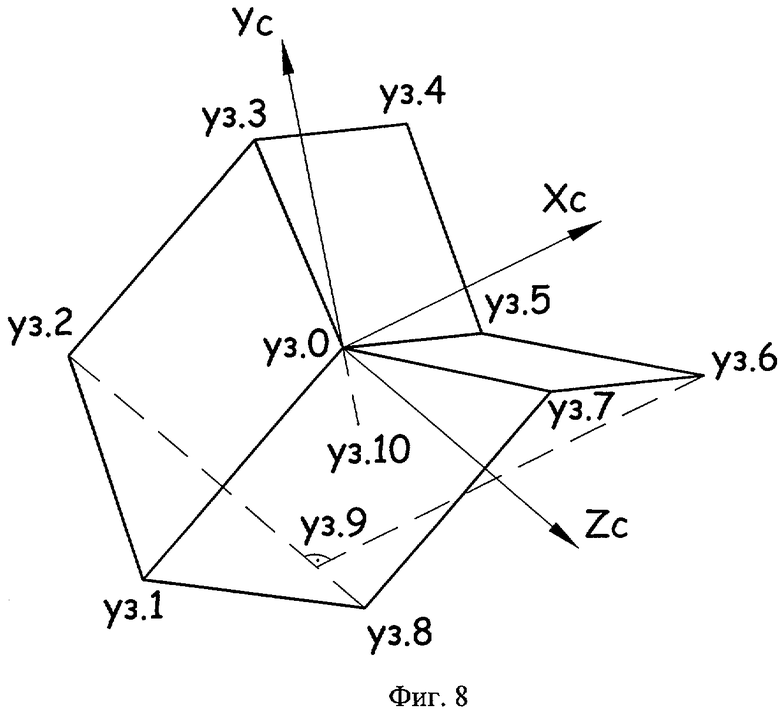
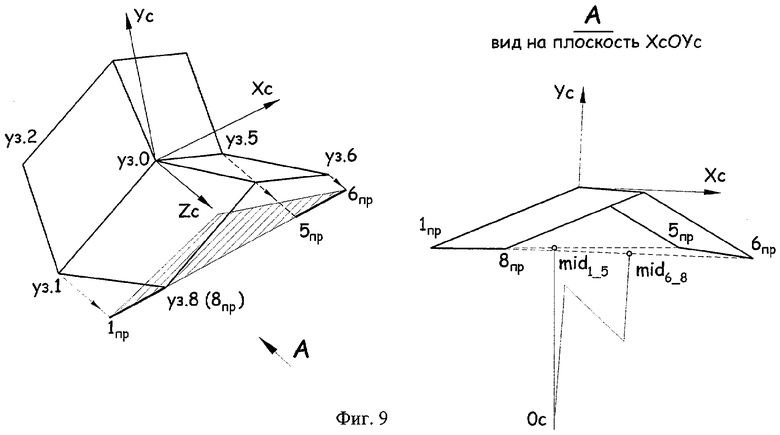
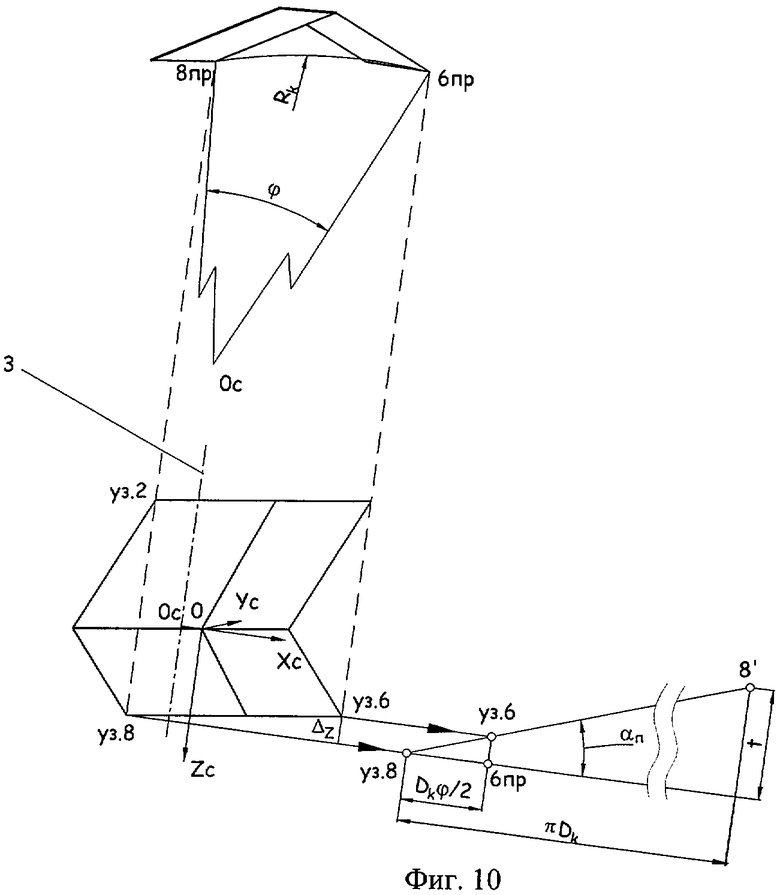
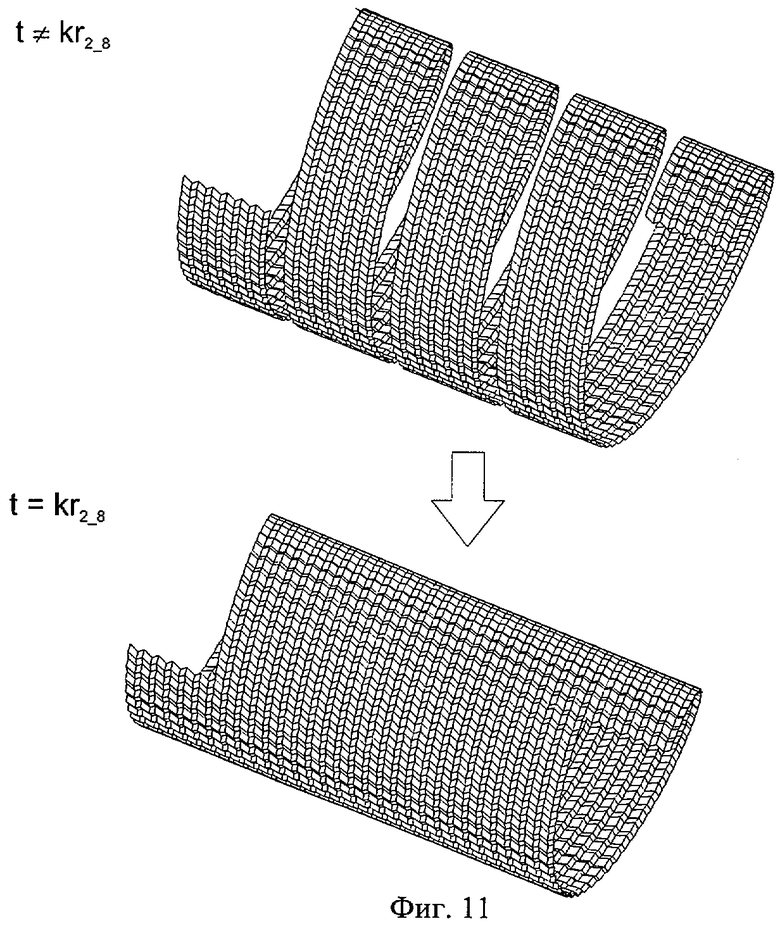
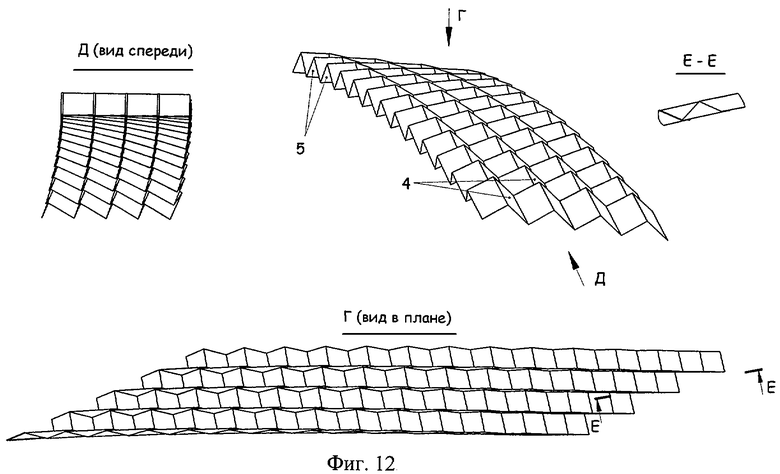
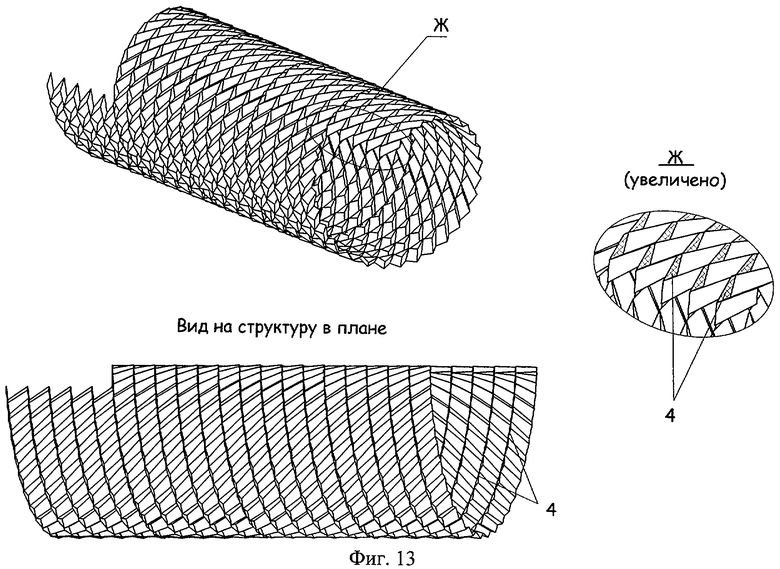
Предлагаемый заполнитель изготавливают новым способом. Сущность нового способа поясняется чертежами, где на фиг.5 показан элементарный модуль складчатой структуры в плоском состоянии (на развертке). На фиг.6 показан элементарный модуль складчатой структуры в рельефном состоянии, образованном поворотом ребер, соединяющих узловые зоны (уз.) 1-0 и 0-5, вокруг узловой зоны 0 в плоскости YгOZг. Также показано положение и ориентация осей Хг, Yг и Zг системы координат гофра (СКг). На фиг.7 показаны два направления распространения структуры: направление 1 - прямолинейное, направление 2 - вдоль винтовой линии. На фиг.8 показано размещение и ориентация осей Хс, Yc и Zc системы координат винтовой линии (СКс) Xc0Yc. На фиг.9 поясняется порядок определения положения оси винтовой линии. На фиг.10 поясняется порядок определения шага винтовой линии. На фиг.11 поясняется процесс организации сплошной складчатой цилиндрической поверхности из спиралевидной складчатой структуры. На фиг.12 показан фрагмент спиралевидной складчатой структуры, сжатой до конечно-трансформированного состояния и содержащей ячейки, ограниченные вертикальными и наклонными стенками. На фиг.13 показана сплошная складчатая цилиндрическая поверхность с вертикальными стенками, полученная на основе спиралевидной складчатой структуры, сжатой до конечно-трансформированного состояния.
На фиг.5-13 цифрами обозначены: 1 - пилообразные линии, 2 - зигзагообразные линии, 3 - ось винтовой линии, 4 - вертикальные стенки ячейки, 5 - наклонные стенки ячейки.
Заявляемый способ реализуется следующим образом.
На первом этапе листовую заготовку размечают зигзаго- и пилообразными линиями по длине и ширине таким образом, чтобы форма полученных повторяющихся восьмиугольников соответствовала форме развертки элементарного модуля, показанного на фиг.5.
На втором этапе листовую заготовку известными способами трансформируют в рельефное положение таким образом, чтобы ребра, соединяющие узел (уз).1-уз.0 и уз.0-уз.5 каждого элементарного модуля, поворачивались вокруг уз.0 в вертикальной плоскости, проходящей через уз.1 и уз.5. Такая трансформация влечет изменение положения остальных узловых зон, которые получают приращения по всем трем координатам и образуют объемную конструкцию (фиг.6). Угол между ребрами уз.1-уз.0 и уз.0-уз.5, характеризующий густоту рельефа и габаритные размеры складчатой конструкции, называется углом трансформирования α.
Для описания формы складчатой конструкции в рельефном положении выделим два направления, вдоль которых будем рассматривать распространение ее элементарного модуля - направление вдоль зигзагообразных линий и направление вдоль пилообразных линий. Также введем систему координат гофра (СКг) такую, что начало СКг совпадает с уз.0, при этом ось Zг делит угол α пополам, ось Yг лежит в плоскости уз.0-уз.1-уз.5, а ось Хг образует правую прямоугольную декартову систему координат.
Анализ поведения узловых зон элементарного модуля в рельефном положении показывает, что распространение структуры в направлениях зигзаго- и пилообразных линий выполняется по различным законам.
В направлении зигзагообразной линии элементарные модули распространяются параллельно линиям, соединяющим уз.8-уз.2 и уз.6-уз.4 (направление 1 на фиг.7). Разница между углами β0 и β2 (фиг.5) приводит к появлению разницы по координате Yг между уз.2 и уз.8, уз.3 и уз.7, уз.4 и уз.6, в рельефном положении, и, как следствие, к искажению формы элементарного модуля в плоскости XгOYг (фактор 1).
В направлении зигзагообразной линии элементарные модули распространяются по закону, определяемому разницей в координате Zг между узловыми зонами 4, 5, 6 (группа 1) и узловыми зонами 2, 1, 8 (группа 1), а также между узловыми зонами, входящими попарно в разные группы. Эта разница обусловлена разницей в углах β0, β1 и приводит к тому, что структура получает кривизну в продольной плоскости (фактор 2).
Совокупное действие фактора 1 (искажение формы в плане) и фактора 2 (возникновение кривизны в плоскости Yг0Zг) приводит к тому, что каждый следующий по пилообразной линии модуль получает поворот одновременно вокруг оси Zг и оси Yг по отношению к предыдущему модулю. В результате структура вдоль пилообразной линии получает распространение по некоторой трехмерной кривой, описываемой уравнением винтовой линии.
На третьем этапе складчатую структуру формообразуют до конечно-трансформированного состояния, характеризуемого образованием ячеек, ограниченных наклонными и вертикальными стенками (соответственно 5 и 4 на фиг.12). Эти стенки образованы двумя парами смежных граней, разделяемых отрезками зигзагообразной линии, каждый из которых наклонен к общей пилообразной линии под углами α1 и α2 таким образом, что выполняется условие
α1<α2. Здесь α1 - угол между общей пилообразной линией и отрезком зигзагообразной линии, разделяющим пару смежных граней, образующих в конечно-трансформированном состоянии вертикальную стенку ячейки, α2 - угол между общей пилообразной линией и отрезком зигзагообразной линии, разделяющей пару смежных граней, образующих в конечно-трансформированном состоянии наклонные стенки ячейки. На фиг.5 грани, образованные узловыми зонами 1-2-3-0 и 3-4-5-0 в конечно-трансформированном состоянии образуют вертикальную стенку, а грани 1-0-7-8 и 0-5-6-7 образуют наклонные стенки ячеек, т.к. угол β2<β0.
Геометрические размеры многослойной панели криволинейной формы определяются геометрическими параметрами содержащегося в ней складчатого заполнителя. Известны соотношения для получения геометрических параметров складчатой структуры одинарной кривизны (распространяемой вдоль пилообразной линии по плоской дуге), но они не пригодны для определения геометрических параметров структуры, распространяемой вдоль винтовой линии.
Ниже приводится вывод соотношений, позволяющих установить зависимости между заданными технологическими параметрами заполнителя, распространяемого по винтовой линии, и искомыми конструктивными параметрами многослойной криволинейной панели в рельефном положении.
Вывод зависимостей будем выполнять поэтапно. На первом этапе введем конструктивные и технологические параметры многослойной криволинейной панели и установим зависимости, связывающие координаты узловых зон элементарного модуля в рельефном положении (при некотором заданном угле трансформирования α) с заданными геометрическими параметрами а0, а1, b0, b1, β0, β1, β2 элементарного модуля на развертке. На втором этапе определим конструктивные параметры складчатого заполнителя, распространяемого по винтовой линии. На третьем этапе установим зависимости, характеризующие складчатую конструкцию, сжатую до конечно-трансформированного состояния и формирующую непрерывную цилиндрическую поверхность.
Первый этап.
Конструктивными параметрами многослойной криволинейной панели являются:
h1, h2 - толщина соответственно наружной и внутренней обшивок;
R1 - радиус кривизны поверхности, охватываемой складчатым заполнителем (фиг.7);
R2 - радиус кривизны поверхности, охватывающей складчатый заполнитель (фиг.7);
t - шаг винтовой линии, вдоль которой распространяется складчатый заполнитель;
ХTi, YTi, ZTi(i=1…8) - координаты узловых зон элементарного модуля гофра в текущем рельефном положении (фиг.6).
Технологическими параметрами многослойной криволинейной панели являются:
а0, a1, b0, b1, β0, β1, β2 - геометрические параметры элементарного модуля складчатого заполнителя на развертке (фиг.5);
α - угол трансформирования складчатого заполнителя (фиг.6).
Толщинами наружной (h1) и внутренней (h2) обшивок задаются, исходя из условий работы конструкции и технологических особенностей производства панелей.
Координаты узловых зон элементарного модуля гофра в текущем рельефном положении ХTi, YTi, ZTi (i=1…8) определяют по известным зависимостям в виде
ХTi, YTi, ZTi=f(ХPi, YPi, ZPi, α)(i=1…8),
где ХPi, YPi, ZPi (i=1…8) - координаты узловых точек элементарного модуля складчатого заполнителя на развертке, которые связаны с геометрическими параметрами а0, a1, b0, b1, β0, β1, β2 зависимостями, приведенными в табл.1.

Второй этап.
Определение радиусов кривизны охватывающей и охватываемой поверхностей, а также шаг винтовой линии выполним в следующей последовательности.
Введем систему координат спирали (СКс) такую, что начало СКс совпадает с уз.0 (начала координат СКг и СКс совпадают), ось Zc параллельна линии уз.2-уз.8, ось Хс параллельна плоскости, проходящей через узловые зоны 2-4-8, ось Yc образует правую прямоугольную декартову систему координат (фиг.8).
Для пересчета координат ХTi, YTi, ZTi(i=1…8) узловых зон в новой СКс определим направляющие косинусы осей Хс, Yc, Zc относительно осей Хг, Yг, Zг таким образом, что
- ось ХС будет иметь направляющие косинусы s11, s12, S13 относительно осей Хг, Yг, Zг соответственно;
- ось YC будет иметь направляющие косинусы s21, s22, s23 относительно осей ХГ, YГ, ZГ соответственно;
- ось ZC будет иметь направляющие косинусы s31, s32, s33 относительно осей ХГ, YГ, ZГ соответственно.
С помощью известных зависимостей аналитической геометрии определим направляющие косинусы sij(i=1…3, j=1…3) следующим образом



- направляющие косинусы оси Хс относительно осей Хг, Yг, Zг системы координат гофра (СКг) соответственно;
- направляющие косинусы оси YC относительно осей ХГ, YГ, ZГ СКг соответственно;



- направляющие косинусы оси Zc относительно осей Хг, Yг, Zг СКг соответственно. Причем



Пересчет координат точек из СКг в СКс выполняется по следующим зависимостям 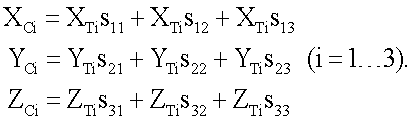
Для определения положения и ориентации оси образующего цилиндра винтовой линии необходимо иметь в виду, что ось винтовой линии направлена в сторону смещения элементарного модуля, т.е. параллельно линии, проходящей через уз.2-уз.8, а плоскость основания образующего цилиндра винтовой линии ориентирована перпендикулярно линии уз.2-уз.8.
Построим плоскость основания образующего цилиндра, параллельную XcOYc и проходящую через уз.8 (заштрихована на фиг.9). Спроецируем узловые зоны 1, 5, 6 на плоскость основания и построим линии 1ПР-5ПР и 6ПР-8ПР (фиг.9). Точка пересечения
0С нормалей, восстановленных к серединам линий 1ПР-5ПР и 6ПР-8ПР, является точкой, в которой ось винтовой линии пересекает плоскость основания образующего цилиндра.
Координаты т.0С после выполнения известных преобразований аналитической геометрии запишем в следующем виде

 Таким образом, радиус кривизны поверхности, охватываемой складчатым заполнителем, определим как расстояние от т.0С до середины линии
Таким образом, радиус кривизны поверхности, охватываемой складчатым заполнителем, определим как расстояние от т.0С до середины линии 
а радиус кривизны поверхности, охватывающей складчатый заполнитель - как расстояние между проекцией уз.0 на плоскость основания спирали и т.0С
Для определения шага винтовой линии t рассмотрим винтовую линию, проходящую через уз.8 и уз.6. Проекцией этой винтовой линии на плоскость основания образующего цилиндра будет дуга с некоторым радиусом Rk (фиг.10).
Шаг винтовой линии t определим из соотношения
t=πDKtgαП,
где αП - угол подъема винтовой линии, который найдем, как
Здесь ΔZ=ZC8-ZC6 - разница по координате Zc между уз.8 и уз.6;
DK=2RK;
φ, рад - угол между линиями 0С-8ПР и 0С-6ПР, определяющий длину дуги  (фиг.10), который найдем из соотношения
(фиг.10), который найдем из соотношения

Запишем окончательную формулу для определения шага винтовой линии
Третий этап.
Складчатый заполнитель, сжатый до конечно-трансформированного состояния и формирующий сплошную цилиндрическую поверхность, характеризуют предельный угол трансформирования αпред и зависимость, устанавливающая такое количество элементарных модулей, распространяемых в направлении 1 (фиг.7), которое целое число раз укладывается между витками винтовой линии.
Предельным углом трансформирования αпред является угол, характеризуемый углом наклона отрезка зигзагообразной линии, исходящего из уз.0 элементарного модуля (фиг.5). Т.к. из уз.0 выходит два отрезка зигзагообразной линии (уз.0-уз.3 и уз.0-уз.7), принадлежащих двум половинам элементарного модуля, разделяемым пилообразной линией уз.1-уз.5, то необходимо рассматривать ту половину элементарного модуля, грани которой смыкаются раньше. Анализ динамики движения групп узлов 2, 3, 4 и 6, 7, 8 показывает, что ранее смыкаются грани той половины элементарного модуля, чей угол β0 или β2 меньше.
Таким образом, исходя из заданных геометрических параметров b0, b1, β0, β1, β2 элементарного модуля на развертке, угол αпред найдем по следующей формуле

при условии, что β2<β0 или по формуле αпред=2(90-β1) при условии β2>β0.
Для того чтобы элементарные модули, расположенные в соседних витках, в процессе трансформирования стыковались по пилообразной линии, необходимо, чтобы расстояние уз.2-уз.8 укладывалось целое число раз в шаг винтовой линии. Это условие запишем в виде

где k - целое положительное число,
 - расстояние между уз.2 и уз.8.
- расстояние между уз.2 и уз.8.
Предложенные технические решения по конструкции многослойной криволинейной панели и способу ее изготовления могут быть использованы в промышленном производстве панелей фюзеляжа пассажирских самолетов. Созданная на основе данного способа технология позволит снизить стоимость промышленного производства многослойных панелей фюзеляжа пассажирских самолетов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ И СПОСОБ МОДЕЛИРОВАНИЯ РАСПОЛОЖЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307739C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЗАПОЛНИТЕЛЯ ОДИНАРНОЙ КРИВИЗНЫ | 2005 |
|
RU2284915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЗАПОЛНИТЕЛЯ С ШЕВРОННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426645C2 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ, ФЮЗЕЛЯЖ И СПОСОБ ДРЕНИРОВАНИЯ ФЮЗЕЛЯЖА | 2005 |
|
RU2297948C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2283766C1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2241562C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ ДЛЯ МНОГОСЛОЙНОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2371316C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2284916C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ СТУПЕНЧАТОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2471586C2 |
Изобретение относится к области производства панелей и оболочек с легкими заполнителями. Панель криволинейной формы содержит верхнюю и нижнюю обшивки и размещенный между ними зигзагообразный гофрированный заполнитель. Заполнитель выполнен в виде складчатой конструкции спиралевидной структуры, содержащей в своем конечно-трансформированном состоянии вдоль каждой пилообразной линии ячейки, ограниченные наклонными и вертикальными стенками, образованными двумя парами смежных граней в виде неправильных четырехугольников, разделенных отрезком зигзагообразной линии, наклоненной к пилообразной линии, общей для обеих пар, под углами α1 и α2. α1 - угол между общей пилообразной линией и отрезком зигзагообразной линии, разделяющим пару смежных граней, образующих в конечно-трансформированном состоянии вертикальную стенку ячейки, α2 - угол между общей пилообразной линией и отрезком зигзагообразной линии, разделяющей пару смежных граней, образующих в конечно-трансформированном состоянии наклонные стенки ячейки, при этом выполняется условие α1<α2. Согласно способу изготовления многослойной панели криволинейной формы с раздельным формообразованием обшивок заданной кривизны и слоя заполнителя листовую заготовку на первом этапе размечают линиями изгиба, образующими элементарные модули с заданными геометрическими параметрами. На втором этапе листовую заготовку трансформируют в рельефное положение, в котором она принимает вид складчатой конструкции спиралевидной структуры. На третьем этапе полученную складчатую конструкцию формообразуют до конечно-трансформированного состояния, характеризующуюся образованием ячеек, ограниченных наклонными и вертикальными стенками. В результате повышается прочность и жесткость панелей. 2 н.п. ф-лы, 1 табл., 13 ил.
1. Панель криволинейной формы, содержащая верхнюю и нижнюю обшивки и размещенный между ними зигзагообразный гофрированный заполнитель, разворачивающийся на плоскость, с боковыми гранями, расположенными под углом одна к другой с образованием чередующихся выступов и впадин, отличающаяся тем, что заполнитель выполнен в виде складчатой конструкции спиралевидной структуры, содержащей в своем конечно-трансформированном состоянии вдоль каждой пилообразной линии ячейки, ограниченные наклонными и вертикальными стенками, образованными двумя парами смежных граней в виде неправильных четырехугольников, разделенных отрезком зигзагообразной линии, наклоненной к пилообразной линии, общей для обеих пар, под углами α1 и α2, причем α1 - угол между общей пилообразной линией и отрезком зигзагообразной линии, разделяющим пару смежных граней, образующих в конечно-трансформированном состоянии вертикальную стенку ячейки, α2 - угол между общей пилообразной линией и отрезком зигзагообразной линии, разделяющей пару смежных граней, образующих в конечно-трансформированном состоянии наклонные стенки ячейки, при этом выполняется условие α1<α2.
2. Способ изготовления многослойной панели криволинейной формы с раздельным формообразованием обшивок заданной кривизны и слоя заполнителя, получаемого путем изгиба листовой заготовки по намеченным на развертке зигзагообразным линиям выступов и впадин, отличающийся тем, что листовую заготовку:
размечают линиями изгиба, образующими элементарные модули с геометрическими параметрами:
a0 - наименьшее расстояние между вершинами соседних зигзагообразных линий выступов и впадин,
a1 - наибольшее расстояние между вершинами соседних зигзагообразных линий выступов и впадин,
b0 - длина отрезка зигзагообразной линии впадин элементарного модуля,
b1 - длина меньшего отрезка зигзагообразной линии впадин элементарного модуля,
β0 - угол между α0 и b0,
β1 - угол между a0 и большим отрезком зигзагообразной линии выступов элементарного модуля,
β2 - угол между a0 и b1;
трансформируют в рельефное положение, в котором она принимает вид складчатой конструкции спиралевидной структуры с конструктивными параметрами:
R1 - радиус кривизны поверхности, огибающей складчатый заполнитель изнутри,
R2 - радиус кривизны поверхности, огибающей складчатый заполнитель снаружи,
t - шаг винтовой линии,
определяемыми по формулам
 ,
,
 ,
,
 ,
,
 и
и

координаты, определяющие положение оси винтовой линии в системе координат спирали (СКс);
 ,
,  и
и  ,
,  - координаты середин проекции отрезков, используемые при определении положения оси винтовой линии в СКс;
- координаты середин проекции отрезков, используемые при определении положения оси винтовой линии в СКс;
XCi, YCi, zCi, (i=1…8) - координаты узловых зон элементарного модуля структуры в СКс, которые определяются из зависимостей
 ,
,
в которых  ,
,
 ,
,

направляющие косинусы оси Xc относительно осей Xг, Yг, Zг системы координат гофра (СКг) соответственно,
 ,
,  ,
,  - направляющие косинусы оси YС относительно осей XГ, YГ, ZГ СКг соответственно, причем
- направляющие косинусы оси YС относительно осей XГ, YГ, ZГ СКг соответственно, причем
 ,
,
 ,
,
 ;
;
 ,
,  ,
,  - направляющие косинусы оси
- направляющие косинусы оси
ZC относительно осей XГ, YГ, ZГ СКг соответственно, а
XTi, YTi, ZTi (i=1…8) - координаты узловых зон элементарного модуля структуры в рельефном положении в СКг, которые определяются из известных зависимостей;
- полученную складчатую конструкцию формообразуют до конечно-трансформированного состояния, определяемого углом между отрезками пилообразной линии αпред, который вычисляется по формуле
 при условии, что
при условии, что
β2<β0 или по формуле αпред=2(90-β1) при условии β2>β0, и, тем самым, образуют спиралевидную структуру, содержащую ячейки, ограниченные наклонными и вертикальными стенками, состоящими из двух пар смежных граней в виде неправильных четырехугольников, разделяемых отрезками зигзагообразных линий, каждый из которых наклонен к общей пилообразной линии под углами α1 и α2 таким образом, что выполняется условие α1<α2, где α1 - угол между общей пилообразной линией и отрезком зигзагообразной линии, разделяющим пару смежных граней, образующих в конечно-трансформированном состоянии вертикальную стенку ячейки, α2 - угол между общей пилообразной линией и отрезком зигзагообразной линии, разделяющим пару смежных граней, образующих в конечно-трансформированном состоянии наклонные стенки ячейки.
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1991 |
|
RU2038265C1 |
| Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем | 1990 |
|
SU1830326A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ КРИВОЛИНЕЙНОЙ ФОРМЫ С ЗИГЗАГООБРАЗНЫМ ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2262439C1 |
| US 3992162 A, 16.11.1976. | |||

