[0001] По данной заявке: (i) в соответствии с 35 U.S.C. 119(e)(1) испрошен приоритет по дате подачи 27 августа 2014 года предварительной заявки США с серийным номером 62/042785; и (ii) в соответствии с 35 U.S.C. 119(e)(1) испрошен приоритет по дате подачи 15 июля 2015 года предварительной заявки США с серийным номером 62/193047, полное раскрытие каждой из которых включено в настоящий документ по ссылке.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область изобретения
[0002] Данные изобретения относятся к лазерам, которые производят лазерные пучки в диапазоне от 300 нм до 700 нм, включая высокомощные лазерные пучки в указанном диапазоне длин волн, имеющие отличное качество пучка. Данные изобретения также относятся к лазерным производственным процессам, системам и устройствам и, в частности, к лазерным аддитивным производственным процессам с применением новых лазерных пучков от новых лазеров по данным изобретениям.
[0003] До настоящих изобретений лазерные пучки в диапазоне 300-700 нм обычно получались с помощью лазерных источников с применением удвоения частоты лазера ближнего инфракрасного диапазона или лазера инфракрасного диапазона. В настоящее время считается, что обычно и, в частности, для коммерчески целесообразных систем существующий уровень техники не позволял масштабировать эти типы лазеров, чтобы сделать более мощные лазеры, например, лазеры мощностью более 500 Вт (0,5 кВт), и, в частности, мощностью 1 кВт и выше. Таким образом, в настоящее время считается, что существующий уровень техники не позволял масштабировать эти лазеры для получения более мощных лазеров, имеющих высокое качество пучка в диапазоне длин волн 300-700 нм. Обычно считается, что среди прочего в рамках существующего уровня техники эта невозможность получения лазеров высокой мощности в этих диапазонах длин волн обусловлена ограниченной возможностью нелинейного кристалла выдерживать тепловую нагрузку и ограниченными уровнями плотности потока, необходимых при высоких уровнях мощности. Как следствие, наибольшая мощность лазера с высоким качеством пучка, получаемого удвоением частоты, считается ограниченной до примерно 400 Ватт (0,4 кВт) в импульсном режиме. Работа в импульсном режиме необходима для того, чтобы кристалл выдерживал тепловую нагрузку. Считается, что коммерчески целесообразные или пригодные лазеры в диапазоне 300-700 нм, имеющие более высокие мощности, например, 1 кВт и выше, и имеющие высокое качество пучка, например, M2 ~ 1, не были получены до данных изобретений .
[0004] До вариантов осуществления настоящих изобретений считалось, что существует четыре основных типа лазеров синего свечения. Лазерами синего свечения являются лазеры, имеющие длину волны в диапазоне примерно 400-505 нм, обычно 405-495 нм. Этими лазеры синего свечения являются: (i) He:Cd, (ii) Ar-ионный, (iii) прямой лазерный диод и с удвоением частоты, (iv) твердотельный параметрический генератор и с удвоением частоты и (v) волоконные лазеры с удвоением частоты и волоконные лазеры с удвоением и смещением частоты.
(i) He:Cd лазеры являются одномодовыми, но ограниченными по мощности несколькими сотнями милли-Ватт, например, 0,0001 кВт. He:Cd лазеры обычно работают на одной поперечной моде, но из-за низкой эффективности таких лазеров (<0,025%) очень сложно масштабировать эти лазеры до более высоких уровней мощности и, как следствие, они не подходят для вариантов применения с высокой мощностью для обработки материалов.
(ii) Ar-ионные лазеры очень неэффективны и, как следствие, ограничены относительно малой мощностью, менее примерно 0,005 кВт для многоволновых лазеров. Эти лазеры при таких низких мощностях работают на одной поперечной моде с множеством рабочих длин волн. Срок службы таких систем обычно составляет <5000 часов, что является относительно малым значением для большинства промышленных вариантов применения.
(iii) Лазерные диоды синего свечения становятся доступными в последнее время. Тем не менее, они имеют низкую мощность, обычно ниже 0,0025 кВт, и имеют плохое качество пучка, например, M2>5 по оси наименьшей скорости распространения света, и M2~1 по оси наибольшей скорости распространения света. На сегодняшний день устройства имеют срок службы примерно 20000 часов и подходят для многих промышленных и коммерческих вариантов применения лазеров. При масштабировании этих устройств до 200 Вт и более качество пучка уменьшается с каждым последующим шагов увеличения по мощности. Например, при 200 Ваттах M2>50.
(iv) Лазерные источники синего свечения с удвоением частоты обычно ограничены до примерно 0,50 кВт или около этого значения по выходной мощности. Способы генерации синего света могут заключаться либо в удвоении частоты источника света в диапазоне значений 800 - 900 нм, либо в получении суммарной частоты путем смешения двух различных длин волн для генерации третьей длины волны. Любая из указанных технологий требует применения нелинейного кристалла удвоителя частоты, такого как ниобат лития или KTP (калий титанит фосфат). Эти кристаллы относительно короткие и, как следствие, они требуют высоких уровней пиковой мощности для достижения эффективного преобразования. При работе в режиме непрерывного излучения тепловые явления и явления, связанные с миграцией зарядов, могут привести к быстрой деградации кристалла и, как следствие, к уменьшению выходной мощности лазера.
(v) Волоконные лазеры, которые имеют смещение частоты и затем удвоение частоты для перехода в синий диапазон, требуют применения нелинейных кристаллов удвоителя частоты, таких как ниобат лития или KTP (калий титанит фосфат). Эти кристаллы относительно короткие и, как следствие, они требуют высоких уровней пиковой мощности для достижения эффективного преобразования. При работе в режиме непрерывного излучения тепловые явления и явления, связанные с миграцией зарядов, могут привести к быстрой деградации кристалла и, как следствие, к уменьшению выходной мощности лазера.
[0005] До данных изобретений лазерные пучки с длины волны в синем диапазоне спектра, обычно получались с помощью параметрических генераторов, четырехволнового смешения и прямого удвоения. Все из них - неэффективные процессы, которые основаны на применении нелинейного кристалла для получения длины волны, соответствующей синему цвету. Эти кристаллы неспособны выдерживать тепловые нагрузки, возникающие, когда мощность лазера достигает нескольких 100 Вт (0,1 кВт) при непрерывном излучении, не говоря уже о кВт и больших мощностях.
[0006] Считается, что все эти предыдущие типы лазеров синего свечения и лазерных пучков, которые они обеспечиваю, не подходят для применения в лазерных аддитивных производственных процессах или системах. Считается, что эти предыдущие типы лазеров неспособны генерировать лазерные пучки высокой мощности, например, с длинами волн, соответствующих синему цвету, имеющие мощность 0,1 кВт или более по вариантам осуществления настоящих изобретений. Лазерные источники высокой мощности с удвоением частоты являются обычно источниками с высокой частой импульсов, которые могут достигать высоких уровней пиковой мощности и, как следствие, высокой эффективности преобразования. Эти предыдущие типы лазеров синего свечения также имеют временные характеристики, подходящие для применения в большинстве лазерных аддитивных производств, и, в частности, при формировании изделий имеют жесткие допуски. Эти типы лазеров синего свечения не могут обеспечить излучение высокой мощности и работу в режиме непрерывного излучения для вариантов осуществления данных изобретений.
[0007] До настоящих изобретений лазерные пучки в диапазоне 450 нм и меньше обычно получали с помощью параметрических генераторов, четырехволнового смешения и утроения частоты источника инфракрасного диапазона. Все из них - неэффективные процессы, которые основаны на применении нелинейного кристалла для получения коротких (200 нм - 450 нм) длин волн. Эти кристаллы неспособны выдерживать тепловые нагрузки, возникающие, когда мощность лазера достигает нескольких 100 Вт (0,1 кВт) при непрерывном излучении, не говоря уже о кВт и больших мощностях.
[0008] До данных изобретений лазерные пучки в диапазоне 700 нм - 800 нм и меньше обычно получали с помощью накачки лазера на красителях, параметрических генераторов, четырехволнового смешения и удвоения частоты источника инфракрасного диапазона. Все из них - неэффективные процессы, так как лазеры на красителях склонны к обесцвечиванию со временем и имеют ограниченный объем взаимодействия, что делает тяжелым достижение высоких уровней энергии при непрерывном излучении. Другие процессы основаны на применении нелинейного кристалла для получения длины волны в диапазоне 700 нм - 800 нм. Эти кристаллы неспособны выдерживать тепловые нагрузки, возникающие, когда мощность лазера достигает нескольких 100 Вт (0,1 кВт) при непрерывном излучении, не говоря уже о кВт и больших мощностях.
[0009] В соответствии с тем, как они здесь использованы, за исключением указания на обратное, термины «лазерное аддитивное производство» («ЛАП»), «лазерный аддитивный производственный процесс», «аддитивный производственный процесс» и подобные термины должны пониматься в их наиболее широком смысле, и включают такие процессы, применения и системы, как 3-D печать, трехмерная печать, спекание, сварка и пайка, а также любой другой процесс, в котором применяется лазерный пучок по меньшей мере на одном из этапов изготовления изготавливаемого изделия (например, продукта, компонента и части). Эти термины не ограничены и не связаны размерами изготавливаемого изделия, например они охватывают изделия, имеющие размеры от субмикронов, например, менее 1 мкм, до 1 мкм, до 10 мкм, до десятков микронов, до сотен микронов, до тысяч микронов, до миллиметров, до метров и до километров (например, непрерывный ЛАП процесс изготовления ленты или полосы материала).
[0010] В соответствии с тем, как они здесь использованы, за исключением указания на обратное, термины «размер пятна лазерного пучка» и «размер пятна» должны пониматься в их наиболее широком смысле и включают: форму поперечного сечения лазерного пучка; область поперечного сечения лазерного пучка; форму области освещения лазерным пучком, получаемую на целевом местоположении; область освещения лазерным пучком, получаемую на целевом местоположении; «размер пятна максимальной интенсивности», который является областью поперечного сечения лазерного пучка, в которой лазерный пучок имеет по меньшей мере 1/e2 или 0,135 от своего максимального значения; «размер пятна 50% интенсивности», который является областью поперечного сечения лазерного пучка, в которой лазерный пучок имеет по меньшей мере 0,00675 от своего максимального значения; и область поперечного сечения лазерного пучка, в которой лазерный пучок имеет функциональные свойства.
[0011] В соответствии с тем, как они здесь использованы, за исключением указания на обратное, термины «функциональный лазерный пучок для аддитивного производства», «функциональный пучок», «функциональный лазерный пучок» и схожие термины означают лазерные пучки, имеющие мощность, длину волны, плотность потока, излучение (мощность на единицу площади) и сочетания и вариации этих свойств для формирования или выстраивания исходных или целевых материалов в изделие; путем воздействия лазерного пучка на эти материалы, например, путем спекания, пайки, отжига, сварки, плавления, соединения, повышения клейкости, размягчения, поперечного связывания, связки, вызова реакции и т.д.
[0012] В соответствии с тем, как он здесь использован, за исключением указания на обратное, термин «примерно» подразумевает охват отклонения или диапазон ±10% экспериментальной или приборной ошибки при получении указанного значения, и, предпочтительно, больше этого.
[0013] В соответствии с тем, как они здесь использованы, за исключением указания на обратное, термины «оптика», «оптический элемент», «оптическая система» и им подобные термины должны пониматься в их наиболее широком смысле и включают в себя: любой тип элемента или системы, которые способны взаимодействовать с лазерным пучком (например, передать, отразить и т.д. без повреждения или быстрого уничтожения энергией пучка); любой тип элемента или системы, которые способны воздействовать на лазерный пучок предварительно заданным способом (например, передавать, фокусировать, расфокусировать, формировать, коллимировать, направлять, сканировать и т.д.); элементы или системы, которые обеспечивают уплотненные формы пучков, такие как крест, форма в виде буквы х, прямоугольник, гексагон, ряд линий или схожие формы, где линии, квадраты и цилиндры соединены или находятся на разных расстояниях друг от друга; отражающие линзы; дифракционные линзы; дифракционные решетки; передающие дифракционные решетки; зеркала; призмы; линзы; коллиматоры; асферические линзы; сферические линзы; выпуклые линзы, выпукло-вогнутые линзы; двояковыпуклые линзы; аксиконы, градиентные преломляющие линзы; элементы с асферическими профилями; элементы с двухлинзовыми ахроматами; микро-линзы; микро-решетки; отклоняющие зеркала на основе микроэлектромеханических системы, такие как применяемые в DLP-проекторах, которые могут быть использованы для создания и направления изображений непосредственно в процессе работы; направляющие пучки кристаллы из ниобата лития; быстродействующие гальванометры; сочетания линейных двигателей и быстродействующих гальвонометров; плавающая оптическая головка; деформируемые зеркальные устройства и сочетания и вариации этих и других устройств, воздействующих на пучок.
[0014] Этот раздел описания уровня техники изобретения предназначен для вводного описания различных аспектов существующего уровня техники, которые могут быть связаны с вариантами осуществления данных изобретений. Таким образом, приведенное далее обсуждение в данном разделе предоставляет структуру для лучшего понимания данных изобретений, и ее не следует рассматривать как описание известного уровня техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0015] Существовала длительная и неудовлетворенная потребность, среди прочего, в лазерах для обеспечения лазерных пучков в диапазоне длин волн 300 нм - 800 нм и, в частности, в лазерах синего свечения и лазерных пучках, имеющих большую мощность и лучшие качества пучка, для применения, среди прочего, в улучшенном лазерном аддитивном производственном процессе, процессах сварки, процессах резки, процессах пайки, процессах шлифования, процессах абляции и процессах пайки мягким припоем. Данные изобретения, среди прочего, удовлетворяют эти потребности путем обеспечения изделий промышленного производства, устройств и процессов, разъясненных и раскрытых в настоящем документе.
[0016] Обеспечен аппарат для лазерного аддитивного производства (ЛАП), имеющий: лазер для обеспечения функционального лазерного пучка вдоль траектории пучка, причем функциональный лазерный пучок имеет длину волны менее примерно 750 нм; стол для построения; исходный материал и аппарат подачи исходного материала, причем исходный материал может подаваться к целевой области вблизи стола для построения; аппарат подачи лазерного пучка, имеющий формирующую оптику пучка для обеспечения функционального лазерного пучка и формирования пятна лазерного пучка; двигатель и аппарат позиционирования, механически соединенные со столом для построения, аппаратом подачи лазерного пучка или обоими; посредством чего двигатель и аппарат позиционирования способны обеспечивать относительное перемещение аппарата подачи лазерного пучка и стола для построения; и систему управления, имеющую процессор, устройство памяти и карту ЛАП, причем система управления способна реализовывать карту ЛАП посредством заранее заданного расположения функционального лазерного пучка и исходного материала.
[0017] Кроме того, обеспечены системы, аппарат и способы, которые имеют один или более из следующих признаков: причем лазер имеет лазерный диод накачки, имеющий длину волны менее 500 нм, и рамановский волоконный генератор, причем лазер имеет лазерный диод накачки и рамановский генератор, предназначенные для обеспечения рамановской генерации n-го порядка, где n является целым числом; причем n выбрано из группы, состоящей из 1, 2, 3, 4, 5, 6, 7, 8 и 9; причем генерация n-го порядка является стоксовой; причем генерация n-го порядка является анти-стоксовой; причем строительный материал выбран из группы, состоящей из магния, алюминия, галлия, олова, свинца, титана, ванадия, хрома, марганца, железа, кобальта, никеля, меди, цинка, циркония, молибдена, родия, палладия, серебра, кадмия, вольфрама, золота, ртути, металлов, сплавов металлов и смесей металлов; причем исходным материалом является порошок; причем исходный материал является порошком, имеющим размер частиц менее примерно 1 мкм; причем исходный материал является порошком, имеющий размер частиц от примерно 0,05 мкм до примерно 2,5 мкм; причем исходный материал является порошком, имеющим размер частиц от примерно 0,05 мкм до примерно 2,5 мкм; причем исходный материал является порошком, имеющим размер частиц от примерно 40 мкм и меньше; причем исходный материал является порошком, имеющим размер частиц менее примерно 25 мкм; причем исходный материал является порошком, имеющим размер частиц менее примерно 15 мкм; и причем исходный материал является порошком, имеющим размер частиц менее примерно 0,5 мкм.
[0018] Кроме того, обеспечены модули рамановких лазеров (МРЛ) для применения в лазерном аддитивном производстве, причем МРЛ имеют: источник лазерного пучка накачки и рамановский генератор для обеспечения функционального лазерного пучка; причем функциональный лазерный пучок имеет длину волны менее примерно 700 нм, М2 менее 2 и мощность больше 500 Вт.
[0019] Кроме того, обеспечены аппарат, системы и способы, имеющие один или более из следующих признаков: причем рамановский генератор имеет волоконный генератор, имеющий материал, выбранный из группы, состоящей из кварца, кварца, легированного GeO2, кварца, легированного фосфором; причем лазерный источник накачки имеет лазерный диод; причем лазерный источник накачки имеет множество лазерных диодов для получения лазерного пучка накачки, имеющего лучевой параметр продукта (beam parameter product (BPP) - произведение радиуса пучка в перетяжке на половину угла расходимости пучка в дальнем поле) менее примерно 10 мм·мрад; причем лазерный источник накачки имеет решетку из по меньшей мере 20 лазерных диодов синего свечения; причем решетка обеспечивает лазерный пучок накачки, имеющий длину волны в диапазоне от примерно 405 нм до примерно 460 нм; причем волокно генератора имеет длину, а эта длина составляет примерно 30 м или меньше; причем волокно генератора имеет длину, а эта длина составляет примерно 20 м или меньше; причем волокно генератора имеет длину, а эта длина составляет примерно 25 м или меньше; причем волокно генератора имеет длину, а эта длина составляет примерно 40 м или меньше; и причем функциональный лазерный пучок имеет длину волны от примерно 405 нм до примерно 470 нм.
[0020] Кроме того, обеспечен аппарат, способы и системы, причем лазерный источник накачки имеет систему лазерных диодов синего свечения, обеспечивающую лазерный пучок накачки, имеющий длину волны примерно 405 нм - 475 нм, мощность более 100 Вт; и причем волокно рамановский волоконный генератор имеет диаметр сердцевины примерно 10-50 мкм и является волокном с плавным изменением показателя преломления или волокном с плавным изменением показателя преломления.
[0021] Кроме того, дополнительно обеспечены средства для охлаждения лазеров, включая лазерный источник накачки, причем эти средства охлаждения могут представлять собой воздушное охлаждение с применением активного и пассивного воздушного охлаждения, жидкостное охлаждение, такими как с применением охлаждающего вещества или хладагента, и водяное охлаждение, такое как с применением систем охлаждения с замкнутым водяным циклом.
[0022] Более того, обеспечен аппарат, способы и системы, имеющие один или более из следующих признаков: причем лазерный источник накачки имеет спектральное устройство сведения пучков; причем лазерные пучки от МРЛ когерентно объединяются для формирования одного функционального лазерного пучка; причем лазерный источник накачки имеет лазерный диод и интегральную электронную схему возбуждения, чтобы регулировать ток и делать возможной быструю пульсацию диода лазерного источника накачки для обеспечения импульсного лазерного пучка накачки; и причем частота повторения импульсов составляет от примерно 0,1 МГц до примерно 10 МГц.
[0023] Более того, обеспечен аппарат для 3D-печати, имеющий аппарат подачи исходного материала, причем исходный материал может подаваться в целевую область вблизи предварительно заданной области построения; формирующую оптику для обеспечения пятна функционального лазерного пучка, имеющего поперечное сечение менее примерно 100 микрон в области построения; и модуль рамановских лазеров (МРЛ).
[0024] Кроме того, обеспечена система ЛАП, включающая аппарат для 3-D печати, имеющий один или более из МРЛ, описанных в данном описании.
[0025] Дополнительно обеспечен способ лазерного аддитивного производства (ЛАП), включающий: обеспечение исходного материала, имеющего предварительно заданную максимальную длину волны поглощения; направление функционального лазерного пучка, имеющего предварительно заданную длину волны, на исходный материал, причем длина волны функционального лазерного пучка обоснована по меньшей мере частичным совпадением с максимальной длиной волны поглощения; взаимодействие функционального лазерного пучка с исходным материалом для построения изделия.
[0026] Более того, обеспечены способы, системы и аппарат, имеющие один или более из следующих признаков: причем длина волны функционального лазерного пучка и максимальная длина волны поглощения совпадают друг с другом c погрешностью в 100 нм; причем длина волны функционального лазерного пучка и максимальная длина волны поглощения совпадают друг с другом с погрешностью в 50 нм; причем длина волны функционального лазерного пучка и максимальная длина волны поглощения совпадают друг с другом с погрешностью в 10%; причем длина волны функционального лазерного пучка и максимальная длина волны поглощения совпадают друг с другом с погрешностью в 20%; причем длина волны функционального лазерного пучка и максимальная длина волны поглощения совпадают, причем имеют одинаковую длину волны; причем изделие выстаивают за один этап; причем изделие имеет: коэффициент теплового расширения в мкм/(м·К) (при 25°С) от 7,5 до 32; коэффициент теплопроводности в Вт/(м⋅К) от 18 до 450; удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420; модуль продольной упругости в ГПа от 40 до 220; модуль упругости при сдвиге в ГПа от 15 до 52; модуль объемной упругости в ГПа от 40 до 190; коэффициент Пуассона от 0,2 до 0,5; твердость по Моосу от 1 до 7; твердость по Виккерсу в МПа от 150 до 3500; твердость по Бринелю в МПа от 35 до 2800; плотность в г/см3 от 1,5 до 21; причем изделие имеет: коэффициент теплового расширения в мкм/(м·К) (при 25°С) от 7,5 до 32; коэффициент теплопроводности в (м⋅К) от 18 до 450; модуль продольной упругости в ГПа от 40 до 220; модуль упругости при сдвиге в ГПа от 15 до 52; модуль объемной упругости в ГПа от 40 до 190; коэффициент Пуассона от 0,2 до 0,5; и плотность в г/см3 от 1,5 до 21; причем изделие имеет: удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420; коэффициент Пуассона от 0,2 до 0,5 и твердость по Моосу от 1 до 7; причем изделие имеет: коэффициент теплового расширения в мкм/(м⋅К) (при 25°С) от 7,5 до 32; удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420; модуль продольной упругости в ГПа от 40 до 220; твердость по Моосу от 1 до 7 и плотность в г/см3 от 1,5 до 21; и причем изделие имеет физические свойства, выбранные из группы, состоящей из: коэффициента теплового расширения в мкм/(м·К) (при 25°С) от 7,5 до 32; коэффициента теплопроводности в (м⋅К) от 18 до 450; удельного электрического сопротивления в нОм⋅м (при 20°С) от 14 до 420; модуля продольной упругости в ГПа от 40 до 220; модуля упругости при сдвиге в ГПа от 15 до 52; модуля объемной упругости в ГПа от 40 до 190; коэффициента Пуассона от 0,2 до 0,5; твердости по Моосу от 1 до 7; твердости по Виккерсу в МПа от 150 до 3500; твердости по Бринелю в МПа от 35 до 2800; и плотности в г/см3 от 1,5 до 21.
[0027] Более того, обеспечены аппарат, системы и способы, имеющие один или более из следующих признаков: причем рамановский генератор имеет кристаллический генератор, имеющий материал, выбранный из группы, состоящей из алмаза, KGW, YVO4 и Ba(NO3)2; причем рамановский генератор имеет газ при высоком давлении; причем лазерный источник накачки имеет множество лазерных диодов для получения лазерного пучка накачки, имеющего лучевой параметр продукта менее примерно 14 мм·мрад; и пирчем лазерный источник накачки имеет множество лазерных диодов для получения лазерного пучка накачки, имеющего лучевой параметр продукта от примерно 9 мм·мрад до примерно 14 мм·мрад.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0028] ФИГ. 1 является схематическим видом в перспективе варианта осуществления ЛАП системы и процесса в соответствии с настоящими изобретениями.
[0029] ФИГ. 2 является видом в поперечном сечении варианта осуществления исходного материала на этапе ЛАП процесса в соответствии с настоящими изобретениями.
[0030] ФИГ. 2А является видом в поперечном сечении варианта осуществления изделия, сформированного из исходного материала с ФИГ. 2 на более позднем этапе варианта осуществления ЛАП процесса в соответствии с настоящими изобретениями.
[0031] ФИГ. 2В является видом в поперечном сечении варианта осуществления исходного материала и изделия с ФИГ. 2А на более позднем этапе варианта осуществления ЛАП процесса в соответствии с настоящими изобретениями.
[0032] ФИГ. 3 является видом в поперечном сечении варианта осуществления ЛАП изделия в соответствии с настоящими изобретениями.
[0033] ФИГ. 4 является видом в поперечном сечении варианта осуществления ЛАП изделия в соответствии с настоящими изобретениями.
[0034] ФИГ. 5 является видом в перспективе ЛАП системы в соответствии с настоящими изобретениями.
[0035] ФИГ. 6 является видом в перспективе ЛАП системы в соответствии с настоящими изобретениями.
[0036] ФИГ. 7 является графиком зависимости выходной мощности от процента выводного ответвителя для различных длин рамановского волоконного генератора для обеспечения 459 нм функционального лазерного пучка в соответствии с настоящими изобретениями.
[0037] ФИГ. 8 является графиком зависимости выходной мощности от процента выходного ответвителя для различных 100 Вт длин волн накачки для обеспечения 459 нм функционального лазерного пучка в соответствии с настоящими изобретениями.
[0038] ФИГ. 9 является графиком зависимости выходной мощности от процента выходного ответвителя для 455 нм функционального лазерного пучка, получаемого с помощью 100 Вт и 450 нм лазерного пучка накачки, при различных длинах рамановского волоконного генератора в соответствии с настоящими изобретениями.
[0039] ФИГ. 10 является графиком зависимости размера пятна от перетяжки пучка для лазерного пучка накачки, проходящего через линзу с фокусным расстоянием 500 мм, для оси наименьшей скорости распространения света и для оси наибольшей скорости распространения света, от коллимированного излучения лазерного диода в соответствии с настоящими изобретениями.
[0040] ФИГ. 11 является графиком, изображающим максимальные длины волн поглощения для вариантов осуществления исходных материалов для применения в соответствии с настоящими изобретениями.
[0041] ФИГ. 12 является графиком, изображающим поглощение воды для применения в соответствии с настоящими изобретениями.
[0042] ФИГ. 13А и 13В являются графиками, изображающими Стокс-Раман сдвиги для рамановских волокон и рамановских кристаллов различных материалов в соответствии с настоящими изобретениями.
[0043] ФИГ. 14А и 14В являются графиками, изображающими анти-Стокс-Раман сдвиги для рамановских волокон и рамановских кристаллов различных материалов в соответствии с настоящими изобретениями.
[0044] ФИГ. 15 является Раман-спектром в варианте осуществления фосфоросиликатного волокна для трех различных уровней добавок для применения в соответствии с настоящими изобретениями.
[0045] ФИГ. 16 является графиком поглощения различных металлов, изображающим увеличенное поглощение при длинах волн вариантов осуществления лазера в соответствии с настоящими изобретениями.
[0046] ФИГ. 17 является схематичным видом варианта осуществления ЛАП системы в соответствии с настоящими изобретениями.
[0047] ФИГ. 18 является графиком, изображающим рабочие характеристики лазера для различных вариантов осуществления лазеров в соответствии с настоящими изобретениями.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0048] В целом, данные изобретения относятся к лазерам, которые производят лазерные пучки, имеющие длины волн в диапазоне примерно от 200 нм до 800 нм. В частности, варианты осуществления данных изобретений относятся к лазерам, которые производят лазерные пучки синего свечения и применениям для этих лазерных пучков. Кроме того, варианты осуществления настоящих изобретений относятся к лазерам более высокой мощности и лазерам высокой мощности, а также к лазерным пучкам, имеющим длины волн в диапазонах 300-700 нм, и, в частности, в диапазоне 400 нм и в диапазоне 500 нм; причем такие лазеры и лазерные пучки при таких длинах волн имеют отличные качества пучка. Варианты осуществления настоящих изобретений также относятся к аддитивному производству и лазерной обработке материалов и, в частности, к лазерному аддитивному производственному процессу, так же как к сварке, пайке, резке и пайке мягким припоем с применением новых лазерных пучков новых лазеров по данным изобретениям.
[0049] Кроме того, варианты осуществления настоящих изобретений относятся к предварительно заданным металлическим исходным материалам и предварительно заданным длинам волн лазера для осуществления лазерного аддитивного производства из этих исходных материалов. В частности, варианты осуществления настоящих изобретений относятся к предварительно заданным длинам волн лазерных пучков, подходящих для металлических исходных материалов для осуществления лазерного аддитивного производства для изготовления металлических изделий.
[0050] Обращаясь к ФИГ. 1, на ней изображена схематическая диаграмма, иллюстрирующая вариант осуществления ЛАП системы и процесса. Таким образом, изображены основание 100, лазерный блок 101, узел 102 подачи лазерного пучка. Узел 102 подачи лазерного пучка имеет дальний конец 108, который находится на необходимом расстоянии 103 от основания 100 (и на необходимом расстоянии от исходного материала, когда исходный материал находится на основании). Обычно при ЛАП процессе исходный материал (не изображен на фигуре) опирается на основание 100. Исходный материал и лазерный пучок затем перемещаются относительно друг друга, в то время как функциональный лазерный пучок 109 проходит вдоль траектории 110 пучка для формирования лазерного пятна 111, которое контактирует с исходным материалом и соединяет исходный материал для формирования изделия. Относительное перемещение (например, растровое сканирование) исходного материала и лазерного пятна проиллюстрировано с помощью стрелок 104 (например, для перемещения по оси x), 105 (например, для перемещения по оси y), 106 (например, для перемещения по оси z) и 107 (например, для вращения), кроме того, угол, под которым траектория лазерного пучка и лазерный пучок попадают на основание, а, следовательно, и на исходный материал на основании, может быть изменен. Лазерное пятно может также перемещаться на манер вектора, где перемещение по обеим осям x и y происходит одновременно путем перемещения пятна к предварительно заданному положению на материале. Угол лазерного пучка на целевом местоположении с ФИГ. 1 составляет 90° или прямой угол с основанием. Этот угол может изменяться от 45° до 135°, от 30° до 120° и от 0° до 180° (например, если изделие переворачивается для изготовления, например, края в форме буквы U). Другие сочетания и вариации этих различных основных относительных перемещений могут быть реализованы при координации с подачей лазерного пучка и отложением исходного материала, и, с помощью такого подхода могут быть изготовлены изделия многих различных форм, размеров и различной степени сложности. При этом подразумевается, что эти относительные перемещения могут быть достигнуты путем перемещения основания, перемещения узла подачи лазерного пучка, направления лазерного пучка (например, перенаправление пучка с помощью гальвосканеров) и сочетаний и вариаций всего перечисленного.
[0051] Лазерный блок и узел подачи лазерного пучка могут являться одним интегрированным аппаратом, или они могут быть разделены и связаны оптически, например, с помощью оптических волокон или плавающей оптической головки. Кроме того, некоторые или все компоненты лазерного блока могут входить в узел подачи лазерного пучка, и наоборот. Также эти компоненты и другие компоненты могут быть расположены отдельно от лазерного блока и узла подачи лазерного пучка. Эти удаленные компоненты могут быть оптически связаны, функционально связаны (например, посредством передачи управляющих воздействий, передачи информации, через сеть WiFi, и т.д.) и связаны обоими названными способами с лазерным блоком и узлом подачи лазерного пучка. Лазерный блок и узел подачи лазерного пучка обычно имеют лазер высокой мощности (предпочтительно, рамановские лазеры раскрытые и разъясненные в данном описании, или прямые лазерные диоды, раскрытые и разъясненные в заявке с серийным номером 62/193,047, раскрытие которой включено в настоящий документ по ссылке), и формирующую оптику и оптику для манипуляций для подачи лазерного пучка вдоль траектории лазерного пучка с предварительно заданным размером пятна.
[0052] Предпочтительно, лазерный блок имеет лазер высокой мощности, который способен генерировать и излучать лазерный пучок с предварительно заданной длиной волны и подает лазерный пучок в узел подачи лазерного пучка, который может придать форму и подать лазерный пучок от дальнего конца вдоль траектории лазерного пучка на целевое местоположение, например, на исходный материал, который мог бы находиться на основании или на выстраиваемом изделии.
[0053] В качестве примера, лазерный пучок может преимущественно иметь одно, два или более свойств, которые представлены в Таблице I. (Столбец или строка в таблице приведены не для какого-то определенного варианта осуществления, таким образом, свойства из различных строк могут сочетаться со свойствами из различных столбцов, например, мощность из одного столбца может быть использована в сочетании со всеми различными длинами волн. Таким образом, один вариант осуществления может иметь свойства из разных столбцов и разных строк таблицы.)
[0054] Таблица I
* размер поперечного сечения является наибольшим расстоянием поперек пятна, например, вдоль оси наименьшей скорости распространения света; для круглого пятна размер поперечного сечения является диаметром; для эллипса он будет соответствовать длине большой оси.
[0055] Аппарат для подачи лазерного пучка включает в себя пассивную и активную формирующую лазерный пучок оптику для обеспечения предварительно заданного размера пятна на предусмотренном необходимом расстоянии. Аппарат для подачи лазерного пучка также может содержать или быть функционально связанным с устройствами мониторинга и управления. Например, устройство может иметь обзор сверху вниз с помощью, например, высокоскоростной видеокамеры. При этом камера направлена вниз вдоль траектории лазерного пучка на основание и может осуществлять наблюдение за формированием участка расплавленного материала от взаимодействия лазерных пучков с исходным материалом. Датчики или измерительные приборы для определения глубины, датчики или измерительные приборы для определения положения, лазерный мониторинг, пирометры инфракрасного или видимого диапазона для измерения температуры участка расплавленного материала и измерительные устройства, и другие аппараты для мониторинга, анализа и управления могут быть применены. С помощью такого подхода ЛАП процесс, например, процесс создания или изготовления изделия из исходного материала, может находиться под мониторингом, анализироваться и управляться. Таким образом, ЛАП процесс может управляться для выполнения заранее заданной задачи, задача может быть изменена или модифицирована в реальном времени, или оборудование для мониторинга может обеспечивать обратную связь в реальном времени по плотности и качеству обрабатываемого материала.
[0056] Устройство подачи для обеспечения исходного материала может также находиться в, вблизи или быть каким-либо функциональным способом связанным с аппаратом подачи лазерного пучка, или может быть связано с ним каким-либо другим способом. С помощью такого подхода исходный материал может подаваться, например, распыляться, подаваться струей, перекачиваться, вытягиваться, разливаться, напыляться на основание или на изготавливаемое изделие. Таким образом, например, исходный материал может подаваться через форсунку, сопло, коаксиальную форсунку, расположенную вокруг лазерного пучка, структуру с воздушным ножом или ракельным ножом, любой аппарат для подачи исходного материала впереди лазерного пучка по направлению движения, распыляющие сопла и другие устройства для подачи и обработки исходного материала. Например, могут быть использованы устройства подачи исходного материала и процессы подачи исходного материала, которые можно обнаружить в областях применения 3-D печати.
[0057] Варианты осуществления систем и способов для аппарата 3-D печати раскрыты и разъяснены в патентах США с номерами 5352405, 5340656, 5204055, 4863538, 5902441, 5053090, 5597589 и в публикации заявки на патент США номер 2012/0072001, полное раскрытие каждого из которых включено в настоящий документ по ссылке.
[0058] Система управления, предпочтительно, интегрирует, осуществляет мониторинг и управляет работой лазера, движением различных компонентов для обеспечения относительного перемещения для изготовления изделия и подачей исходного материала. Система управления может также интегрировать, осуществлять мониторинг и управление другими аспектами работы, такими как мониторинг, защитные блокировки, условия работы лазера и программы и карты ЛАП обработки. Система управления может быть связана с (например, через сеть) или являться частью системных устройств, устройств хранения данных и устройств для обработки, для хранения и вычисления различной информации и данных, относящихся к таким категориям, как информация о пользователе, платежная информация, инвентарь, история работ, обслуживание и программы и карты ЛАП обработки, к примеру.
[0059] Программа или карта ЛАП обработки является файлом, программой или последовательностью инструкций, которые контроллер применяет для управления работой ЛАП устройства, например, 3-D принтера, для осуществления предварительно заданного ЛАП процесса для изготовления предварительно заданного изделия. Карта ЛАП обработки может являться, может быть основана на или получена из файла 3-D чертежа или модели, например, CAD файлов, таких как файлы со стандартными форматами, включая, например, .STEP, .STL, .WRL(VRML), .PLY, .3DS и .ZPR. Контроллер имеет карту обработки (например, в его памяти, на накопителе, в устройстве хранения данных, или доступный через сеть) и применяет эту карту для управления работой устройства для осуществления ЛАП процесса для изготовления нужного изделия. Контроллер может иметь возможность непосредственно применять файл 3-D модели, или преобразовывать такой файл в карту ЛАП обработки. Преобразование может осуществляться другим компьютером и быть непосредственно доступным для контроллера, или храниться в памяти, или на устройстве хранения данных для последующего использования. Примером программы для преобразования файла 3-D модели в карту ЛАП обработки является ZPrint™ от компании Z Corp.
[0060] Исходными материалами могут являться жидкости, текучие среды, твердые материалы, инвертные эмульсии, эмульсии, коллоиды, микро-эмульсии, суспензии, к примеру, и их комбинации, и вариации. Системы исходного материала на основе текучей среды, например, суспензии, коллоиды, эмульсии имеют компонент-носитель и строительный компонент, диспергированный в компоненте-носителе. Строительный компонент взаимодействует с лазерным пучком для изготовления изделия. Эти системы исходного материала могут иметь компонент-носитель, который может пропускать излучение с длиной волны лазера, и строительный компонент, который поглощает излучение с длиной волны лазера. Обращаясь к ФИГ. 11 и ФИГ. 12, на них изображены характеристики поглощения примеров компонента-носителя, воды. Из этих фигур можно увидеть, что при длине волны 450 нм строительные компоненты имеют высокую степень поглощения излучения, в то время как вода легко пропускает излучение с такой длиной волны. Таким образом, для систем исходных материалов на основе текучих сред для предварительно заданной длины волны излучения лазера и, в частности, для длин волны излучения лазера из Таблицы I, строительный компонент может иметь степень поглощения, которая по меньшей мере в 2 раза больше степени поглощения компонента-носителя, по меньшей мере в 5 раз больше степени поглощения компонента-носителя, по меньшей мере в 10 раз больше степени поглощения компонента-носителя и по меньшей мере в 100 раз больше степени поглощения компонента-носителя.
[0061] Обращаясь к ФИГ. 16, на ней изображены характеристики поглощения для алюминия, меди, золота, серебра, титана, железа, никеля, нержавеющей стали 304, и олова, которые могут являться основанием или составлять исходные материалы. Из этого графика видно, что на длинах волн для вариантов осуществления данных лазеров, например, по линии 1602, поглощение этих материалов больше, чем их поглощение на инфракрасных длинах волн, например, по линии 1601.
[0062] Предпочтительно, для длин волн из Таблицы 1 исходные материалы являются основанными на металле частицы, например, шариками, порошком, твердыми частицами. Таким образом, варианты осуществления исходных материалов могут являться частицами магния, алюминия, галлия, олова, свинца, титана, ванадия, хрома, марганца, железа, кобальта, никеля, меди, цинка, циркония, молибдена, родия, палладия, серебра, кадмия, вольфрама, золота и ртути, сплавов этих и другим металлов, инконели 625, инвара, нержавеющей стали, нержавеющей стали 304 и смесей и вариаций этих и других металлов и сплавов. Варианты осуществления исходных материалов могут являться или включать в себя: керамические материалы, такие как карбид кремния, фото-структурируемые алюмосиликатные стекло-керамические подложки; пластмассы с алюминиевым наполнителем; ударопрочный нейлон; нейлон; стеклонаполненный нейлон; огнеупорный нейлон; углеродное волокно; наполненный углеродным волокном нейлон; и пластмассы, схожие с резиной, к примеру. Варианты осуществления систем могут также включать в себя воздушный нож с прокачиваемым газом для гарантии того, что оптическая система остается чистой, и также для обеспечения средств для задержания любых летучих компонентов, выделяющихся при обработке материалов. Частицы могут также включать металлы и другие материалы, такие как керамика или заполнитель, например, чтобы сделать сложное изделие из смеси металлов или композитное изделие. Другие типы исходных материалов, известные в области 3-D печати, также могут применяться. Предпочтительно, длина волны функционального лазерного пучка может быть подобрана, например, заранее задаваться, по характеристикам поглощения исходного материала. Таким образом, например, варианты осуществления исходных материалов, имеющих поглощение от хорошего уровня до высокого при 450 нм, изображены на ФИГ. 11, и они же изображены на ФИГ. 16.
[0063] Металлические частицы могут быть включены и, предпочтительно, равномерно распределены в волокне или стержне, который будет подаваться на траекторию лазерного пучка для изготовления изделия. Предпочтительно, носитель для металлических частиц в волокне или стержне может быт включен в формирующийся сплав, тем самым устанавливая верное соотношение каждого из металлов при том, что «трубка» металла обеспечивает необходимый баланс материалов на участке расплавленного материала. Кроме того, носитель волокна или стержня может являться неметаллическим материалом, который испаряется посредством функционального лазерного пучка и удаляется системой воздушного ножа с минимальным, пренебрежимо малым или отсутствующим влиянием на исходные материалы или выстраиваемое изделие. Материал носителя может быть также выбран для формирования части изделия, такого как композитное изделие. Например, функциональный лазерный пучок может иметь характеристики поглощения, которые обеспечивают плавление металлических частиц, создавая матрицу для изделия, которая затем заполняется материалом носителя.
[0064] Новаторские и новые лазеры и лазерные пучки высокой мощности обеспечивают много возможностей для таких типов предварительно заданных сочетаний исходных материалов, чтобы получить преимущество за счет различных характеристик поглощения и строительных материалов и изделий, которые не могли быть получены в 3-D печати известного уровня техники, и которые обычно не могли быть получены при длинах волн менее примерно 700 нм. Более того, если металлические частицы находятся в субмикронном диапазоне, предоставляется возможность построения уникальных и новых нано-композитных изделий, и нано-композитных материалов.
[0065] Следует понимать, что изделие и построенное или произведенное изделие могут являться, например, завершенным конечным продуктом, завершенным компонентом для применения в конечном продукте, продуктом или компонентом, которые требуют дальнейшей обработки или дополнительных этапов производства, материалом для использования в других областях применения, и покрытием на подложке, например, покрытием на проводе.
[0066] Частицы исходного материала могут полностью состоять из одного металла или одного сплава, могут полностью состоять из смеси нескольких металлов, сплавов и обоих названных, могут содержать от примерно 5% до примерно 100% металла, сплава или обоих названных. Компонент на основе металла частицы исходного материала может находиться на внешней части частицы так, чтобы с ним непосредственно контактировал лазерный пучок, и таким образом, чтобы можно было соединять частицы вместе. Частицы могут иметь одинаковую форму, практически одинаковую форму, или иметь различные формы. Частицы могут быть практически одного размера, или могут быть различных размеров. Частицы могут иметь поперечное сечение от примерно <1 мкм до примерно 1 мм, от примерно 1 мкм до примерно 100 мкм, от примерно 1 мкм до примерно 5 мкм, от примерно 0,05 мкм до примерно 2,5 мкм, от примерно 0,1 мкм до примерно 3,5 мкм, от примерно 0,5 мкм до примерно 1,5 мкм, от примерно 1 мкм до примерно 10 мкм, от примерно 0,1 мкм до примерно 1 мкм и большего и меньшего размера. Размер частицы, например поперечное сечение, может иметь предварительно заданный размер относительно предварительно заданной длины волны функционального лазерного пучка. Таким образом, например, частицы могут иметь размер, который составляет примерно 1/10 от размера пятна лазерного пучка, одинаковый с длиной волны лазерного пучка, в 2 раза больше длины волны, в 3 раза больше длины волны, в 5 раз больше длины волны и в 10 раз больше длины волны, так же как и меньшие и большие размеры. Предпочтительно, применение частиц, имеющих размер меньше пятна лазерного пучка, при том, что пятно лазерного пучка примерно одного размера с лазерным пучком, как, например, у одномодового дифракционно-ограниченного пучка, формирующего свое наименьшее пятно, может обеспечить изделия очень высокого разрешения, например, 3-D печать высокого разрешения.
[0067] Размер и форма частиц могут быть предварительно заданы относительно предварительно заданного пятна функционального лазерного пучка. Таким образом, например, частицы могут иметь размер, который меньше пятна лазерного пучка (например, 1/2, 1/5, 1/10), который примерно одного размера с пятном лазерного пучка, в два раза больше пятна, в 3 раза больше пятна, в 5 раз больше пятна и в 10 раз больше пятна. Частицы могут иметь формы, которые практически совпадают с формой пятна лазерного пучка, например, сферические шарики для круглого пятна, или которые отличаются, и комбинации и вариации названного.
[0068] Для группы частиц в исходном материале, которые имеют распределение размеров частиц, при обращении к размеру частиц может использоваться среднее распределение размеров частиц, например, D50. Типичные машины для 3-D печати имеют средний размер частиц, равный 40 мкм, с частицами, имеющими различный размер от 15 мкм до 80 мкм. Распределения частиц, которые более жестко контролируются, предпочтительны, и они улучшат шероховатость поверхности печатаемой финальной части.
[0069] Форма частиц в исходном материале может являться любой объемной формой, и может включать, например, следующие формы: сферы, шарики, кольца, линзы, диски, панели, конусы, формы усеченных конусов, квадраты, прямоугольники, кубы, каналы, полые запечатанные камеры, полые сферы, блоки, листы, покрытия, пленки, оболочки, пластины, волокна, штапельные волокна, трубки, чашки, неправильные или аморфные формы, эллипсоиды, сфероиды, яйцеобразные формы, многогранные структуры и многогранники (например, восьмигранник, двенадцатигранник, икосододекаэдр, ромбический тридцатигранник и призма) и сочетания и вариации этих и другие более сложные формы, как инженерные, так и архитектурные. Предпочтительная форма частиц - практически идеальные сферы, с малым распределением по размеру, для того, чтобы помогать частицам проходить через систему, а также уменьшать шероховатость поверхности изготовляемой финальной части. Любая форма, которая уменьшает прилипание, трение и оба названных явления между частицами, предпочтительна, когда средний размер частиц меньше 40 мкм.
[0070] Обращаясь к ФИГ. 2 и 2B, на них изображено схематическое представление варианта осуществления ЛАП процесса. На ФИГ. 2 изображена упрощенная схема нескольких частиц исходного материала, например, 201, 202 и 203, формирующих два слоя 204, 205. При работе функциональный лазерный пучок взаимодействует с частицами исходного материала, сплавляя их вместе для формирования, как видно на ФИГ. 2А, начальной секции 206 изделия 207. На ФИГ. 2В дополнительный слой 208 частиц начального материала, например, 209, помещается на начальную секцию 206. Функциональный лазерный пучок затем сплавляет дополнительный слой 208 с начальной секцией 206, продолжая изготовление изделия 207. Процесс затем повторяется до тех пор, пока изделие не будет завершено.
[0071] В варианте осуществления процесса и изделия с ФИГ. 2 - 2В изделие выстраивается как практически монолитный твердый материал, как изображено для примера начальной секцией 206. ЛАП устройства и процесс, и, в частности, ЛАП устройства, применяющие лазерные пучки из Таблицы 1, имеют способность изготавливать изделия, которые имеют превосходную прочность, без потребности в отдельной инфильтрации или этапе инфильтрации смолой для увеличения прочности изделия. Таким образом, варианты осуществления данных ЛАП устройств и процессов способны изготавливать изделия за один этап (т.е. без последующего процесса инфильтрации, заполнения или процесса типа повторного заполнения), которые могут быть в 2 раза, в 3 раза, в 4 раза, в 10 раз или в большее число раз более прочными по сравнению с изделиями, изготавливаемыми в рамках одного процесса, так же как и по сравнению с изделиями, изготавливаемыми с помощью процесса с двухэтапной реинфильтрацией, реализуемых существующими 3-D принтерами. Таким образом, варианты осуществления данных изделий, изготовленных с помощью ЛАП, например, путем 3-D печати, по данным изобретениям могут иметь свойства, которые представлены в Таблице II.
[0072] Таблица II
[0073] Варианты осуществления построенных ЛАП-изделий и строительных материалов для ЛАП и, в частности, изделий, которые изготовлены за один этап 3-D печати, могут иметь одно или более из следующий свойств: коэффициент теплового расширения в мкм/(м⋅К) (при 25°С) от 7,5 до 32; коэффициент теплопроводности в Вт/(м⋅К) от 18 до 450; удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420; модуль продольной упругости в ГПа от 40 до 220; модуль упругости при сдвиге в ГПа от 15 до 52; модуль объемной упругости в ГПа от 40 до 190; коэффициент Пуассона от 0,2 до 0,5; твердость по Моосу от 1 до 7; твердость по Виккерсу в МПа от 150 до 3500; твердость по Бринелю в МПа от 35 до 2800; и плотность в г/см3 от 1,5 до 21.
[0074] Обращаясь к ФИГ. 3, на ней изображен вариант осуществления изделия в форме построенной структуры 301 из металлических исходных материалов, которая может быть сформирована путем селективного сплавления металлических исходных материалов с применением функционального лазерного пучка в соответствии с картой ЛАП обработки. Структура 301 имеет соединенные друг с другом нити, например, 302, 303 и пустоты, например, 304. Последующие ЛАП процессы или другие процессы могут быть применены к этому изделию 301, или оно может быть завершенным изделием, например, фильтром.
[0075] Обращаясь к ФИГ. 4, на ней изображен вариант осуществления построенного изделия 400, которое изготовлено из нескольких частиц исходного материала различных размеров, например, 401, 403, 404. Частицы сплавлены друг с другом в местах соприкосновения, например, в 405, 406, 407, и образуют полости, например, 408. Последующие ЛАП процессы или другие процессы могут быть применены к этому изделию 400, или оно может быть завершенным изделием.
[0076] Обращаясь к ФИГ. 5, на ней изображен вид в перспективе варианта осуществления ЛАП системы 500. Система 500 имеет камеру 501, которая включает в себя лазерный блок, узел подачи лазерного пучка и основание. Камера 501 также включает в себя двигатели, датчики, приводы, сопла, устройства подачи исходного материала и другие устройства, использующиеся для осуществления относительного перемещения и для подачи исходного материала предварительно заданным способом, например, оборудование и устройства для реализации карты ЛАП обработки. Камера 501 и, в частности, компоненты внутри камеры 501, имеют связь для обмена данными и управлением с рабочим местом 502, имеющим контроллер, посредством кабеля 503. Контролер может являться ПЛК (программируемым логическим контроллером), контроллером данных и устройств, ПК (персональным компьютером) или другим типом компьютера, который может реализовывать карту ЛАП обработки. В данном варианте осуществления рабочее место имеет два ГИП (графических интерфейса пользователя) 503, 504, например, мониторы. Камера 501 имеет панель 505 доступа, которая может являться окном, имеющим стекло для безопасного наблюдения за лазером.
[0077] В вариантах осуществления ЛАП системы эта система и, предпочтительно, камера, могут включать следующие дополнительные компоненты: автоматические воздушные фильтры, хранилище исходного материала, компрессор для подачи воздуха для очистки завершенного изделия, внутренняя система фильтрации для того, чтобы область построения (например, место, где функциональный лазерный пучок взаимодействует с и плавит исходные материалы) могла оставаться чистой и свободной от пыли и других материалов, которые будут мешать перемещению лазерного пучка вдоль траектории лазерного пучка. Кроме того, контроллер может быть расположен в камере, рядом с камерой или в удаленной области, но при этом сохраняя связь для передачи данных и управления с системой. Контрольно-измерительные устройства для кислорода могут быть также использованы как в камере для изготовления, так и в фильтре, и, предпочтительно, применяются для непрерывного мониторинга отсутствия кислорода.
[0078] Обращаясь к ФИГ. 6, на ней предоставлен вид в перспективе области 600 ЛАП построения. Область 600 построения имеет стол 601 для построения, который имеет приводной двигатель 602, который соединен со столом 601 посредством шарнирного робота 603. За счет этого можно управлять перемещением стола, поворотом, углом, необходимым расстоянием. Узел 604 подачи исходного материала имеет канал 605 подачи исходного материала и сопло 606, расположенное вблизи области, на которую нацелен лазерный пучок 608. Лазерный пучок 608 подается от лазерной головки 614. Лазерная головка 614 имеет камеру 611 для наблюдения за ЛАП процессом, соединитель 612 и оптическое волокно 613 для подачи функционального лазерного пучка от лазерного элемента, а также узел 607 формирующей пучок оптики формирования, например, фокусирующую оптику для подачи лазерного пучка 608 вдоль траектории 616 лазерного пучка к целевой области 617. Лазерная головка 614 имеет два устройства 609, 610, определения положения лазера, которые используют лазерные пучки для измерения и мониторинга размера и формы в местоположении на изделии при его построении во время ЛАП процесса. Лазерная головка 614 имеет крепление 615, которое соединено с каркасом, который не изображен. Каркас и приводной двигатель 602 могут также быть интегрированы и могут быть перемещаемыми для обеспечения дополнительных типов относительного перемещения.
[0079] Более низкие диапазоны длин волн, например, примерно 700 нм и ниже, обеспечивают существенные преимущества в ЛАП и, в частности, в 3-D печати. При таких более низких диапазонах длин волн более высокая поглощающая способность исходного материала и, в частности, содержащих металл и основанных на металле исходных материалов, обеспечивает среди прочего возможность осуществлять ЛАП процессы с большей эффективностью. Например, благодаря высокой поглощающей способности необходимо меньше лазерной мощности для осуществления соединения исходного материала, чтобы построить изделие. Это среди прочих преимуществ может привести к ускоренному построению, удешевлению ЛАП устройств, уменьшению требований к обслуживанию ЛАП устройств и более продолжительному сроку службы.
[0080] Для примерных вариантов осуществления 3-D принтеров построение металлических изделий может иметь линейные скорости печати более 1 м/сек, более 5 м/сек и более 10 м/сек. Более того, в целом в зависимости от конкретного материала, лазер синего свечения может резать металлические листы толщиной 2 мм или тоньше по меньшей мере примерно в 4 раза быстрее CO2 лазера и по меньшей мере примерно в 2 раза быстрее волоконного лазера. Другими словами, это позволяет лазеру синего свечения мощностью 2 кВт иметь те же самые скорости резки для таких материалов, что и CO2 лазер мощностью 5-8 кВт. Увеличенное поглощение света лазера синего свечения является преимуществом и предпочтительно, когда адиабатический процесс преобладает над лазерным процессом, как в случае резки, сварки и спекания материалов. Это преимущество менее применимо или обеспечивает меньшие преимущества для материалов размером 5 мм или толще, когда процесс ограничен температуропроводностью обрабатываемого материала и, как следствие, поглощающие свойства имеют меньшее воздействие на процесс по сравнению просто с суммарно используемой мощностью.
[0081] Кроме того, более низкие длины волн обеспечивают возможность иметь существенно меньшие размеры пятна и больший контроль над процессом изготовления. Таким образом, изделия с более острыми гранями, более гладкими поверхностями и имеющие очень точные и сложные элементы и свойства поверхности, аналогичные свойствам поверхностей частей после финальной машинной обработки можно получить с помощью данных ЛАП систем. По сути, размер пятна, сформированного лазером, ограничен длиной волны исходного лазера, чем короче длина волны, тем меньше размер сформированного пятна для системы с заданным фокусным расстоянием. Тем не менее, если необходим одинаковый размер пятна, то линзы с большим фокусным расстоянием могут быть использованы с лазерами синего свечения по сравнению с лазерами инфракрасного свечения, что позволяет лазерам синего свечения иметь размер доступной области воздействия, превышающий до 8 раз аналогичный размер инфракрасных лазерных источников.
[0082] Размер пятна системы вместе с размером сплавляемых частиц определяет минимальный размер элементов и шероховатость поверхности. Применение частиц с меньшим диаметром (<40 мкм, <10 мкм или <1 мкм) с размером пучка, который <40 мкм, <10 мкм или <1 мкм может позволить изготовить деталь с минимальными размерами элементов примерно ~40 мкм, ~10 мкм или ~1 мкм, что приводит к существенному улучшению шероховатости поверхности для детали <1 мкм. Чем меньше пятно и чем меньшие частицы используются для формирования детали, тем существенно лучше может регулироваться сжатие и давление на деталь по сравнению с большими частицами и, как следствие, может быть достигнута большая устойчивость детали. Чем меньше объем обрабатываемого материала, тем меньше энергии требуется для плавления «вокселя» и, как следствие, подложка или изготавливаемая деталь будут подвержены меньшему тепловому градиенту в процессе изготовления и, как следствие, будет меньше усадка при «охлаждении» детали после высокой температуры при обработке. Таким образом, путем использования меньшей мощности лазера, например, меньшего теплового воздействия для сплавления частиц в единое целое, может быть достигнуто более прочное и менее деформированное построенное изделие.
[0083] Варианты осуществления данных лазеров обеспечивают лазерные пучки в диапазоне от 300 нм до 800 нм. Варианты осуществления рамановских лазеров обеспечивают лазерные пучки, имеющие длины волн в диапазоне 300-700 нм и, в частности, имеющие длины волн в диапазоне 400 нм и 500 нм. Варианты осуществления настоящих рамановских лазеров имеют мощности по меньшей мере примерно 10 Вт (0,01 кВт), по меньшей мере примерно 100 Вт (0,1 кВт), по меньшей мере примерно 1000 Вт (1 кВт), по меньшей мере примерно 5 кВт и выше. Кроме того, рамановские лазеры и лазерные пучки по настоящим изобретениям имеют отличное качество пучка. Таким образом, варианты осуществления этих лазерных пучков, генерируемых за счет Раман-эффекта (комбинационного рассеяния света), могут иметь масштабируемость свойств пучка, изображенную на ФИГ. 18. Эта Фигура отображает параметры пучков, которые могут генерироваться с помощью источников на прямых лазерных диодах синего свечения (450 нм), соответствующих линии 1801, источников на лазерных диодах синего свечения с совмещением длин волн, соответствующих линии 1802, рамановского лазерного источника, соответствующего линии 1803, и рамановского лазерного источника синего свечения с совмещением длин волн, соответствующего линии 1804. Рамановский лазерный источник обеспечивает яркость источника, которая превосходит лазеры инфракрасного свечения при аналогичной выдаваемой мощности. Рамановский лазерный источник с совмещением длин волн обеспечивает беспрецедентную мощность и яркость пучка в широком диапазоне уровней выдаваемой мощности. Рамановский лазерный источник может иметь масштабируемость, схожую с раманоским лазерным источником с совмещением длин волн, при разработке оптических волокон с большой сердцевиной, способных поддерживать работу одномодовом режиме в широком спектральном диапазоне (~10 мкм для плавленого кварца).
[0084] Следует отметить, что, хотя основной фокус данного описания направлен на варианты применения с использованием рамановских лазеров синего свечения большой мощности, в ЛАП процессах, системах и устройствах существует множество доступных сейчас или в будущем вариантов применения рамановских лазеров по настоящим изобретениям. Таким образом, например, варианты осуществления рамановских лазеров по настоящим изобретениям могут найти применение в: сварке, резке, термической обработке, пайке и модификации поверхностей; для накачки волоконного лазера, основанного на n-ом рамановском порядке, для достижения любых длин волн видимого диапазона; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 10 Вт для сочетания с цифровым зеркальным устройством для проецирования цветного изображения, включая возможность обеспечения 3-D эффекта, обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 10 Вт для развлекательных целей; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 10 Вт для накачки люминофора для получения источника белого света, который среди прочего может использоваться в системах проецирования, верхнем освещении или системах освещения; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 10 Вт для определения расстояния под водой с помощью лазера; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 10 Вт для осуществления подводной связи, включая зашифрованную связь; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 10 Вт для определения расстояния с помощью лазера и, в частности, для определения расстояния с помощью лазера в средах с высоким содержанием воды, таких как туман и облака; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 10 Вт для обеспечения связи и, в частности, зашифрованной связи в средах с высоким содержанием воды, таких как туман и облака; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 1000 Вт для применения в качестве подводного лазерного оружия и для применения в средах с высоким содержанием воды, таких как туман и облака; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 10000 Вт для спасательных работ на кораблях или в открытом море, и в частности, для поверхностных, приливных и подповерхностных окружающих условий; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 1000 Вт для применения в качестве лазерного оружия в океане на расстоянии менее чем несколько футов над поверхностью океана, через волны океана и под поверхностью океана; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 1000 Вт для применения в качестве нелетального лазерного оружия; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 100 Вт для резки стекла; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 1000 Вт для удаления краски; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 100 Вт для поиска алмазов под водой за счет рамановского рассеяния; для обеспечения пучка рамановского лазера синего свечения, имеющего мощность по меньшей мере примерно 100 Вт для плавления AuSn припоев и в целом для пайки.
[0085] Варианты осуществления рамановских лазеров синего свечения могут найти применение в большинстве известных систем лазерной резки, обработки и изготовления. Рамановские лазеры синего свечения являются готовыми заменами для этих систем, заменяя существующие (инфракрасные, >700 нм) лазеры ИК свечения, которые сейчас применяются в таких системах. Рамановский лазер синего свечения может обеспечить увеличение от 2 до 10 раз эффективности, скорости обработки и другие преимущества в этих системах по сравнению с заменяемыми лазерами ИК свечения. Рамановские лазеры синего свечения могут также обеспечить в целом улучшенные системы, имеющие меньшие требования к мощности и меньшую занимаемую площадь. Таким образом, например, варианты осуществления рамановского лазера синего свечения могут быть использованы для замены, например, смены, лазеров ИК свечения, используемых в лазерных системах на промышленных объектах, например, большом заводе по производству автомобилей. Предпочтительно, эта замена лазеров может быть осуществлена с минимальными изменениями других компонентов лазерной системы, в которой производится замена, таких как оптика для подачи пучка, которая должна иметь покрытие для синей длины волны.
[0086] В общем, варианты осуществления рамановских лазеров синего свечения по настоящим изобретениям используют твердотельные лазеры для накачки лазера, основанного на n-ом рамановском порядке, для генерации между 410 нм и 800 нм. В варианте осуществления решетка лазерных диодов синего свечения (имеющая по меньшей мере 10, по меньшей мере 50 и по меньшей мере 1000 диодов), излучающая в диапазоне 405-475 нм, может накачивать лазер, основанный на n-ом рамановском порядке так, чтобы он излучал с любыми порядками, например, n-ми рамановскими порядками, между 410 нм и ближним инфракрасным диапазоном 800 нм. При этом понимается, что большие порядки или другие порядки реализуемы и предполагаются данным изобретением; тем не менее, n-е порядки в диапазоне 405-475 нм на данный момент предпочтительны, так как существует несколько коммерчески доступных лазерных диодов с диапазонами длин волн накачки для обеспечения диапазонов n-х рамановских порядков.
[0087] В варианте осуществления решетка лазерных диодов синего свечения может накачивать антистоксов лазер, генерирующий излучение с такими короткими длинами волн, как 300 нм с n-ми рамановскими порядками. При том, что усиление для антистоксового излучения существенно меньше, чем для стоксового излучения, предпочтительно применять среду с малыми потерями при переходе от длины волны накачки 450 нм к 300 нм.
[0088] В варианте осуществления накачка лазерным диодом синего свечения основана на отдельных лазерных диодах, либо в корпусе T056, либо установленных порознь. Обычно лазерный пучок накачки от лазерного диода коллимируется по двум осям. Лазерные диоды могут быть помещены в модульный пакет до вставки в объединительную плату, где все лазерные диоды могут быть коллинеарными и одновременно фокусироваться на одно волокно. Лазерные диоды могут также быть установлены на единый носитель, причем их пучки будут коллимироваться и подаваться на волокно единой фокусирующей оптикой. Таким образом, пучок лазерного диода может подаваться на волокно с двойной оболочкой, где внешняя оболочка имеет диаметр 20 мкм или больше, а внутренняя сердцевина имеет диаметр, достаточный для поддержания одномодного режима работы при n-м рамановском порядке, который будет определять длину волны выходного излучения лазера. Отношение диаметра внешней оболочки к диаметру внутренней сердцевины ограничено порогом n+1 порядка, где желательна накачка n-го порядка, а не n+1 порядка. Порядок n+1 может подавляться путем ограничения отношения диаметра внешней оболочки к диаметру внутренней сердцевины, длины волокна или с помощью фильтра в генераторе для подавления n+1 порядка.
[0089] В предпочтительном варианте осуществления рамановские лазеры синего свечения по настоящим изобретениям масштабируются до 2,9 кВт при накачке источником на лазерах синего свечения высокой яркости. При таких уровнях мощности эффективность преобразования при накачке лазерными диодами синего свечения до длины волны 455 нм или 459 нм может быть высокой, достигая значения 80%, что приводит к эффективности электрооптического преобразования системы, равной ≥20%.
[0090] Процесс рамановского преобразования зависит и может быть сильно зависимым от модальных потерь в оптическом волокне при длине волны синего диапазона. Эти потери возникают, в основном из-за рэлеевского рассеяния в волокне и масштабируются пропорционально отрицательной четвертой степени длины волны, следовательно, потери при 450 нм могут быть примерно 30 дБ/км. Эти потери могут стать проблемой, а в некоторых вариантах основной проблемой, при разработке лазерной системы. Чтобы решить проблему этих потерь варианты осуществления данного рамановского лазера могут применять короткие оптические волокна (например, <15 м, <10 м, <5 м, <3 м). Эти более короткие варианты осуществления длины увеличивают эффективность работы лазера. Подразумевается, что тем не менее, более длинные волокна также предполагаются. Таким образом, волокна для генерации рамановского излучения могут иметь длину, равную 30 м и более, 50 м и более, 80 м и более, и 100 м и более.
[0091] Моделирование варианта осуществления такого рамановского лазера показывает, что относительно высокая поглощающая способность выходного ответвителя может быть использована для достижения высокого уровня мощности генерации для первого порядка рамановского преобразования, что приводит к эффективной передаче энергии при этом порядке. Потери энергии при преобразовании из-за Раман-сдвига незначительны, так как длина волны накачки равна 447 нм, а при первом рамановском порядке излучение происходит с длиной волны 455 нм. Это соответствует квантовому дефекту только 2% - 98% энергии, доступной на длине волны преобразования. Тем не менее, рэлеевское рассеивание в волокне ограничивает эффективность преобразования до значения менее 80% для самого короткого из смоделированных волокон (6 м). Подразумевается, что предполагаются лазеры с меньшей длиной волокна, чем этот смоделированный лазер, и достижимы большие и меньшие эффективности преобразования. В качестве контрмеры рэлеевское рассеяние может быть уменьшено в оптическом волокне, например, для волокна с добавлением P2O5, которое имеет 85% от потерь волокна из плавленого кварца, при том, что усиление кратно 5 или выше, могут быть достигнуты даже большие эффективности.
[0092] Лазеры с рамановским преобразованием по данным изобретениям способны обеспечить n-е рамановские порядки. Эта способность может быть использована для создания выходного излучения волоконного лазера, которое генерируется с предварительно заданной длиной волны, например, 455 нм или 459 нм. Этот вариант осуществления может быть создан для одновременной генерации с различными длинами волн, например, и на 455 нм, и на 459 нм. Предпочтительно, следующий рамановский порядок подавляется. Это подавление может быть достигнуто, например, с помощью хорошего противоотражающего покрытия на волокне, ограничения длины волокна и ограничения отношения диаметра оболочки к диаметру сердцевины, добавления проходного фильтра потерь на следующем рамановском порядке и сочетаний и комбинаций перечисленного.
[0093] Кроме волокон рамановскими генераторами могут являться кристаллы и газы. Рамановские кристаллические генераторы могут включать, например, алмаз, KGW, YVO4 и Ba(NO3)2. Рамановские газовые генераторы могут включать, например, газы при высоком давлении, при давлении, например, 50 атмосфер, водород при высоком давлении и метан при высоком давлении.
[0094] Сочетание рамановского лазера с накачкой в оболочку с методами совмещения пучков лазерного диода делает возможным создание и реализацию конструкции много-КВт волоконного лазера с длинами волны в диапазоне 400-800 нм, например, с 455 нм или 459 нм. ФИГ. 7 является рассчитанным выходом такого лазерного источника при подаче мощности лазерного диода до 4000 Вт в оболочку диаметром 200 мкм с одномодовой сердцевиной диаметром 30 мкм как функции от длины волокна. ФИГ. 7 изображает выходную мощность (Вт) в зависимости от % устройства вывода для рамановских волоконных лазеров, производящих лазерные пучки с длиной волны 459 нм из рамановских волокон, имеющих длину 20 м, 15 м, 10 м, 8 м и 6 м. Эти варианты осуществления с меньшей длиной волокна имеют дополнительное преимущество, которое заключается в уменьшении, ограничении и, предпочтительно, исключении отрицательных последствий от другого нелинейного феномена, такого как вынужденное рассеяние Мандельштама-Бриллюэна, при подавлении генерации следующего рамановского порядка.
[0095] В способах варианта осуществления с применением алмазного рамановского преобразователя или схожего материала применяется обычный резонатор, например, полуконфокальный или полностью конфокальный резонатор в сочетании с согласованными по моде пучком накачки. Алмаз является уникальным благодаря очень большому стоксовому сдвигу и высокому коэффициенту рамановского усиления.
[0096] Варианты осуществления стоксового сдвига для различных генераторов отображены в Таблице III, где первый стоксов сдвиг соответствует 29 нм сдвигу длины волны света с 450 нм до 479 нм - одному из самых больших одиночных стоксовых сдвигов, наблюдаемых у доступных на данный момент материалов, которые пропускают свет на этой длине волны. Другие способы рамановского преобразования могут быть использованы для достижения эффективной работы при высокой мощности, такие как, например, использование волокна из чистого плавленого кварца, оптического волокна легированого GeO2, оптического волокна легированого P2O5 (фосфор), кристалла KGW с накачкой решеткой лазерных диодов или одиночным лазерным источником, кристалла Ba(NO3)2 (нитрата бария) с накачкой решеткой лазерных диодов или одиночным лазерным источником.
[0097] Таблица III
[0098] Пример концепции упаковки этих лазерных диодов делает возможной очень компактную конфигурацию с высокой плотностью с модульным дизайном, который может обеспечить достаточный запас для высокого уровня надежности. Варианты осуществления устройств с лазерными диодами синего свечения генерируют излучение с длиной волны 450 нм при 20°С. Эта длина волны может быть сдвинута в сторону более коротких длин волн путем охлаждения диодов, например, сдвиг длины волны GaN лазерного диода составляет примерно от 0,04 до 0,06 нм/°С. Длины волн могут быть также снижены путем запирания диода внешней объемной брэгговской решеткой (ОБР) или нарезной дифракционной решеткой во внешнем резонаторе Литтрова или Литтмана-Меткалфа. Толька одна ОБР необходима, чтобы запереть всю решетку накачки до необходимой длины волны. Хотя могут быть применены и две, и три или более ОБТ. Длина волны накачки может составлять 450 нм для рамановских лазеров, генерирующих излучение с длиной волны либо 455 нм, либо 456 нм. Следует отметить, что линия, соответствующая 455 нм имеет меньшее усиление по сравнению с линией 459 нм, что приводит к уменьшенной эффективности преобразования.
[0099] Лазерные диоды накачки синего свечения соединены волокном и срощены путем плавления с рамановским лазером например, с волокном рамановского генератора. Это является предпочтительным и обеспечивает наиболее прочную конструкцию, способную работать при экстремальных условиях, таких как сильная вибрация и большие перепады температур. При этом подразумевается, что, хотя это и предпочтительно для экстремальных условий, другой способ соединения лазера для накачки, и лазеров с волокнами рамановского генератора может быть применен, такой как свободное пространство с внешней оптикой.
[00100] Обращаясь к ФИГ. 8, на ней изображено смоделированное выходная мощность волоконного рамановского лазера, имеющего диаметр оболочки, равный 62,5 мкм, и диаметр сердцевины, равный 10 мкм. Лазер имеет HR дифракционную решетку для длины волны накачки на дальнем конце волокна и HR дифракционную решетку для первого рамановского порядка на входном конце для накачки волокна. Отражающая способность выходного ответвителя на дальнем конце волокна для первого рамановского порядка изменяется для изучения зависимости от длины волокна и центральной длины волны накачки. Конструкции, которые требуют высокой эффективности для первого рамановского порядка предпочтительны для подавления рамановской генерации второго порядка, но не являются требованием. Результаты изменения длин волн накачки на значения 450 нм, 449 нм, 448 нм и 447 нм, подаваемых в это волокно рамановского генератора, изображены на ФИГ. 8 для выхода генератора с длиной волны 455 нм, тем самым демонстрируя диапазон длин волн накачки для генерации с предварительно заданной длиной волны. На этом графике и модели выходная мощность показана как функция выходного ответвителя и длины волны источника накачки. Волокно имеет длину 15 метров с числовой апертурой 0,21 для 62,5 мкм диаметра оболочки. Большая числовая апертура размера внешней оболочки делает возможными подачи в оболочку даже более высокие уровни мощности.
[00101] Результаты численного моделирования 459 нм рамановского лазера с изображены на ФИГ. 9. В этом варианте осуществления рамановский лазер обеспечивает лазерный пучок на 459 нм, где выходная мощность изображена как функция выходного ответвителя для двух длин волокна, 20 м и 15 м. Конфигурации оболочки и сердцевины идентичны с вариантом осуществления с ФИГ. 8, а 459 нм соответствует первому рамановскому порядку для этих волокон при накачке лазерными диодами с центральной длиной волны 450 нм. Эта длина волны может быть стабилизирована путем применения объемной брэгговской решеткой с пренебрежительно малым воздействием на выходную мощность, если желателен широкий диапазон рабочих температур.
[00102] Вариант осуществления накачки лазерными диодами синего свечения, генерирующей пучок с длиной волны 450 нм, был измерен с использованием линз с фокусным расстоянием 500 мм для определения каустики пучка, и, следовательно, диаметра волокна, на которое может быть подано излучение от решетки. ФИГ. 10 изображает перетяжку пучка как функцию выходной мощности, которая не изменяется существенно при изменении выходной мощности устройства. Эта фигура показывает, что ось наименьшей скорости распространения света имеет 1/e2 перетяжку, равную 200 мкм, что соответствует 30 мкм перетяжки пучка при использовании линз с фокусным расстоянием 80 мм. ФИГ.10 также имеет построенную кривую для оси наибольшей скорости распространения света. Это предполагает, что для данного варианта осуществления эффективность соединения, превышающая 90%, может быть достигнута на волокне с диаметром 62,5 мкм. Мощность накачки и яркость могут быть удвоены путем применения обоих видов поляризации до подачи на волокно диаметром 62,5 мкм. Таким образом, в данном варианте осуществления выходная мощность будет более примерно 60 Ватт с 200 Ваттами на входе в волокно рамановского лазерного генератора.
[00103] Высокая яркость лазерных диодов синего свечения, примененных в вариантах осуществления с ФИГ.7-10 обеспечивает достаточную плотность потока для создания достаточного усиления в одномодовой сердцевине для рамановской генерации, и, таким образом, обеспечения лазерного пучка, сгенерированного за счет рамановского эффекта. Таким образом, эти варианты осуществления преодолевают одну из ключевых проблем, препятствующих разработке рамановского лазера с излучением в видимом диапазоне. Эта проблема заключается в высоких потерях в оптическом волокне при длинах волн видимого диапазона. Считается, что это одна из причин, если не ключевая причина того, почему до данных изобретений раманоские лазеры с длиной волн излучения видимого диапазона не рассматривались в известном уровне техники и не демонстрировались или не предлагались другими специалистами из данной области.
[00104] Варианты осуществления рамановского генератора по данному изобретению могыт быть изготовлены из большого количества материалов разных типов. Для волокон предпочтительно, чтобы они были на основе кварца и включали бы волокна на основе кварца, легированные GeO2 или P2O5, чьи характеристики отображены в Таблице III. Другие тяжелые металлы могут быть также использованы в качестве добавок для различных типов генераторов, в которых рабочая длина волны близка к краю зоны поглощения, что вызывает аномально высокое рамановское усиление, которое может быть существенно выше, чем у традиционных источников. Примером этого для света с длиной волны 500 нм будет стекло легированное тиллуритом, где рамановское усиление почти в 40 раз больше по сравнению с плавленым кварцем. Другие добавки могут быть использованы со схожими результатами на целевой длине волны 450 нм.
[00105] В предпочтительном варианте осуществления у внешней оболочки высокое значение числовой апертуры для волокна с двойной оболочкой, причем оболочка имеет относительно низкие потери на длине волны накачки, а сердцевина имеет >3 мкм, >10 мкм и, включая в некоторых вариантах осуществления, >20 мкм. Отношение диаметра оболочки к диаметру сердцевины, предпочтительно, поддерживается ниже порогового значения для самовозбуждения стокса второго порядка. Усиление первого стокса определяется интенсивностью света в оболочке, которая соединена с сердцевиной, в то время как усиление стокса второго порядка определяется генерацией стокса первого порядка в сердцевине. Как было упомянуто ранее, это становится ограничивающим фактором и зависит от потерь в волокне, генерации в мощности в стоксовой компоненте первого порядка, длины волокна, и, таким образом, общего усиления, и обратной связи, если она вообще есть, от сигнала стокса второго порядка. Этот процесс значительно ограничивает степень улучшения яркости, которая может быть достигнута таким способом, который может быть продемонстрирован, например, с помощью масштабируемости, изображенной на Фигуре 18, где рамановский источник требует применения способа совмещения длин волн пучка для достижения высокой яркости и высокой мощности.
[00106] Рамановское усиление имеет очень широкую полосу, что делает доступной с запасом частоту модуляции в ГГц режиме. Эта быстрая модуляция осуществима с рамановским лазерными источниками синего свечения благодаря коротким временам жизни, связанным с процессом инверсии. Возможность быстрой модуляции может обеспечить существенные преимущества в применениях аддитивного производства, где, например, деталь имеет высокую пространственную частоту, или острые части, которые необходимо воспроизвести. В идеале, чем быстрее лазер может включаться и выключаться, тем быстрее может печататься деталь. Например, в варианте осуществления для заданной скорости сканирования пространственные частоты детали становятся ограничением по скорости печати, так как лазер, который может модулироваться только при нескольких кГц, требует от сканеров движения с медленной скоростью, чтобы воспроизвести мелкие части и пространственную частоту детали, но, тем не менее, лазер, который может модулироваться в режиме 10-ков ГГц, делает возможным быстрое сканирование детали и, как следствие, ее быструю печать.
[00107] Таблица IV отображает сравнение скорости построения для волоконного лазера со скоростью построения для лазера синего свечения эквивалентной мощности. Эта таблица показывает, что для заданного размера пятна лазер синего свечения может достигнуть большего объема изготовления и, в зависимости от сравниваемого материала, увеличения скорости изготовления от 1,2 раза (для титана) до более 80 раз (для золота) благодаря улучшенному поглощению длины волны лазера.
[00108] Таблица IV
[00109] Обращаясь к ФИГ. 13А, на ней изображены переходы, которые происходят на трех рамановских порядках, стокса для обеспечения функционального 478 нм лазерного пучка от 450 нм источника накачки .
[00110] Примеры рамановских волоконных лазеров, имеющих различные материалы, и их соответствующие длины волн выходного излучения для стоксовых сдвигов n-го порядка при накачке 450 нм лазером изображены на ФИГ. 13B и 13С. Все эти волокна имеют диаметр сердцевины, равный 20 мкм, и толщину оболочки, равную 50 мкм.
[00111] Обращаясь к ФИГ. 14А, на ней изображены переходы, которые происходят на трех рамановских порядках, анти-стокса для предоставления 478 нм функционального лазерного пучка от источника накачки с длиной волны 450 нм.
[00112] Примеры рамановских волоконных лазеров, имеющих различные материалы, и их соответствующие длины волн выходного излучения для стоксовых сдвигов n-го порядка при накачке лазером на 450 нм, изображены на ФИГ. 14B и 14С. Все эти волокна имеют диаметр сердцевины, равный 20 мкм, и толщину оболочки, равную 50 мкм.
[00113] Обращаясь к ФИГ. 15, на ней изображен Раман-спектр в волокне с добавкой фосфоросиликата. Концентрации P2O5 в волокне составляют: 18 мол.% для линии 1; 7 мол.% для линии 2; и для волокна из плавленого кварца без P2O5 (например, 0-й %) для линии 3. Таким образом, лазерное излучение может быть получено в широком диапазоне частот от нескольких см-1 до 1330 см-1.
[00114] Описанные далее примеры приведены для иллюстрации различных вариантов осуществления ЛАП систем, ЛАП способов, и рамановских лазерных генераторов по настоящим изобретениям. Эти примеры приведены только с целью иллюстрации, и их не следует рассматривать как, и они никаким другим образом не ограничивают объем данных изобретений.
[00115] ПРИМЕР 1
[00116] Модуль рамановских лазеров (МРЛ) имеет модуль стандартных рамановских лазеров прямой накачки в качестве лазера накачки для волокна рамановского лазерного генератора, чтобы обеспечить 200 Вт лазерный пучок с M2 примерно 1 и длиной волны 460 нм, который может модулироваться до 2 МГц для различных и предварительно заданных производственных вариантов применения. Стандартный лазерный модуль (СЛМ) накачки обеспечивает 200 МВт, 10 мм·мрад, лазерный пучок с длиной волны ~450 нм для применения в прямой накачке волоконного лазерного генератора. Генератор имеет оболочку 60-100 мкм, сердцевину 10-50 мкм и обеспечивает на выходе 200 МВт лазерный пучок с <0,3 мм⋅мрад и длиной волны ~460 нм.
[00117] ПРИМЕР 2
[00118] Пять МРЛ из Примера 1 входят в систему аддитивного производства с ФИГ. 5. Их пучки совмещаются для формирования одного 1 кВт функционального пучка . Вариант осуществления этого примера может быть использован для печати, например, построения или изготовления изделий на основе металла.
[00119] ПРИМЕР 3
[00120] Пять МРЛ из Примера 1 входят в систему аддитивного производства с ФИГ. 6. Их пучки совмещаются для формирования одного 1 кВт функционального пучка. Вариант осуществления этого примера может быть использован для печати, например, построения или изготовления изделий на основе металла.
[00121] ПРИМЕР 4
[00122] Семь МРЛ из Примера 1 входят в 3-D принтер с ФИГ. 5. Их пучки совмещаются для формирования одного 1,4 кВт функционального пучка. Вариант осуществления этого примера может быть использован для печати, например, построения или изготовления изделий на основе металла.
[00123] ПРИМЕР 5
[00124] Десять МРЛ из Примера 1 входят в 3 в систему аддитивного производства с ФИГ. 6. Их пучки совмещаются для формирования одного 2 кВт функционального пучка. Вариант осуществления этого примера может быть использован для печати, например, построения или изготовления изделий на основе металла.
[00125] ПРИМЕР 6
[00126] Модуль рамановских лазеров (МРЛ) имеет модуль стандартных рамановских лазеров для встречной накачки в качестве лазера накачки волокна рамановского лазерного генератора, чтобы обеспечить 200 Вт лазерный пучок с M2 примерно 1 и длиной волны 460 нм, который может модулироваться до 2 МГц для различных и предварительно заданных производственных вариантов применения. Стандартный лазерный модуль (СЛМ) накачки обеспечивает 200 МВт лазерный пучок с 10 мм·мрад и длиной волны ~450 нм для применения во встречной накачке для волокна лазерного генератора. Лазерный генератор имеет оболочку 60-100 мкм, сердцевину 10-50 мкм и обеспечивает на выходе 200 МВт лазерный пучок с <0,3 мм⋅мрад и длиной волны ~460 нм.
[00127] ПРИМЕР 7
[00128] Пять МРЛ из Примера 6 входят в систему аддитивного производства с ФИГ. 5. Их пучки совмещаются для формирования одного 1 кВт функционального пучка. Вариант осуществления этого примера может быть использован для печати, например, построения или изготовления изделий на основе металла.
[00129] ПРИМЕР 8
[00130] Восемь МРЛ из Примера 6 входят в систему аддитивного производства с ФИГ. 6. Их пучки совмещаются для формирования одного 1,6 кВт функционального пучка. Вариант осуществления этого примера может быть использован для печати, например, построения или изготовления изделий на основе металла.
[00131] ПРИМЕР 9
[00132] Один МРЛ из Примера 6 входит в систему аддитивного производства с ФИГ. 5. МРЛ обеспечивает один 0,2 кВт функциональный пучок. Вариант осуществления этого примера может быть использован для печати, например, построения или изготовления изделий на основе металла.
[00133] ПРИМЕР 10
[00134] Рамановский лазер высокой мощности с накачкой от лазерных диодов синего свечения с высокой яркостью с выходной мощностью >1 Ватта с любыми рамановскими порядками от исходной длины волны накачки.
[00135] ПРИМЕР 11
[00136] Применение лазера из Примера 10 для областей применения с обработкой материалов, такой как сварка, резка, термическая обработка, пайка и модификация поверхности.
[00137] ПРИМЕР 12
[00138] Система лазерных диодов синего свечения большой мощности (405-475 нм), которая может подавать >100 Ватт в волокно >50 мкм.
[00139] ПРИМЕР 13
[00140] Система лазерных диодов синего свечения большой мощности с лучевым параметром продукта >5 мм·мрад для накачки раманоского волоконного лазера.
[00141] ПРИМЕР 14
[00142] Система лазерных диодов синего свечения большой мощности с лучевой параметр продукта >5 мм·мрад для накачки рамановского волоконного лазера.
[00143] ПРИМЕР 15
[00144] Система лазерных диодов синего свечения большой мощности, накачивающая волоконный лазер с n-м рамановским порядком для достижения любой длины волны видимого диапазона.
[00145] ПРИМЕР 16
[00146] Система лазерных диодов синего свечения большой мощности, накачивающая рамановский волоконный лазер с выходным излучением всех n-х порядков, где n>0.
[00147] ПРИМЕР 17
[00148] Рамановская лазерная система высокой мощности с качеством пучка 2>M2>1.
[00149] ПРИМЕР 18
[00150] Рамановская лазерная система высокой мощности (>1 Ватта), работающая на 410-500 нм, которая может быть применена для обработки материалов.
[00151] ПРИМЕР 19
[00152] Рамановская лазерная система синего свечения высокой мощности (>1000 Ватт) для резки, сварки, пайки, шлифования и изготовления материалов.
[00153] ПРИМЕР 20
[00154] Рамановская лазерная система синего свечения высокой мощности (>10 Ватт) с диодной системой накачки высокой мощности, которая имеет модульную структуру.
[00155] ПРИМЕР 21
[00156] Рамановская лазерная система синего свечения высокой мощности (>10 Ватт), которая имеет накачку лазерным диодом синего свечения с воздушным охлаждением.
[00157] ПРИМЕР 22
[00158] Система лазерных диодов синего свечения высокой мощности со спектральным совмещением пучков для получения составного пучка <10 нм, который может использоваться для накачки системы рамановского лазера высокой мощности.
[00159] ПРИМЕР 23
[00160] Рамановская лазерная система синего свечения высокой мощности (>10 Ватт) со спектральным совмещением пучков для получения составного пучка с низким значением M2, например, менее 2,5, менее 2,0, менее 1,8 и менее 1,5, и менее 1,2.
[00161] ПРИМЕР 24
[00162] Рамановская система лазера и усилителя синего свечения высокой мощности (>10 Ватт), которые когерентно совмещены для получения диффракционно-ограниченного пучка очень высокой мощности.
[00163] ПРИМЕР 25
[00164] Система лазерных диодов синего свечения большой мощности из Примера 23, в которой используется призма для спектрального совмещения пучка.
[00165] ПРИМЕР 26
[00166] Рамановская лазерная система синего свечения высокой мощности из Примера 23, в которой используется дифракционный элемент для спектрального совмещения пучка.
[00167] ПРИМЕР 27
[00168] Рамановская лазерная система синего свечения высокой мощности из Примера 23, в которой используется объемная брэгговская решетка для спектрального совмещения пучка.
[00169] ПРИМЕР 28
[00170] Рамановский лазер синего свечения высокой мощности >10 Ватт для совмещения с цифровым зеркальным устройством для проецирования цветного изображения, включая возможность обеспечения 3-D эффекта.
[00171] ПРИМЕР 29
[00172] Рамановский лазер синего свечения высокой мощности >10 Ватт для развлекательных целей.
[00173] ПРИМЕР 30
[00174] Рамановский лазер синего свечения высокой мощности >10 Ватт для накачки люминофора для получения источника белого света, который может быть использован в системах проецирования, верхнем освещении или в системах освещения.
[00175] ПРИМЕР 31
[00176] Решетка из модулей синих лазерных диодов синего свечения большой мощности, запертых для сужения ширины диапазона длин волн с помощью объемной брэгговской решетки для накачки рамановской волоконной лазерной системы.
[00177] ПРИМЕР 32
[00178] Решетка из модулей лазерных диодов синего свечения большой мощности, запертых для сужения ширины диапазона длин волн с помощью волоконной брэгговской решетки для накачки рамановской волоконной лазерной системы.
[00179] ПРИМЕР 33
[00180] Решетка из модулей лазерных диодов синего свечения большой мощности, запертых для сужения ширины диапазона длин волн с помощью проходной дифракционной решетки для накачки рамановского волоконного лазера.
[00181] ПРИМЕР 34
[00182] Решетка из модулей лазерных диодов синего свечения большой мощности, запертых в диапазоне длин волн с помощью проходной дифракционной решетки для накачки лазера, основанного на n-м рамановском порядке.
[00183] ПРИМЕР 35
[00184] Теплообменник с воздушным охлаждением или водяным охлаждением, присоединенный к объединительной плате для рассеивания тепла от модулей лазерных диодов и рамановского волоконного лазера.
[00185] ПРИМЕР 36
[00186] Модуль лазерных диодов с интегральной электронной схемой возбуждения для регулирования тока и осуществления быстрой пульсации лазерного диода для накачки рамановского лазера.
[00187] ПРИМЕР 37
[00188] Рамановский лазер высокой мощности, основанный на материале-преобразователе, таком как алмаз, где рамановский лазер накачивается решеткой лазерных диодов с излучением видимого диапазона, которое по моде совпадает с модой рамановского лазера.
[00189] ПРИМЕР 38
[00190] Применение лазера из Примера 37 для обработки материала, такой как сварка, резка, пайка, термическая обработка и модификация поверхности.
[00191] ПРИМЕР 39
[00192] Скорость построения из варианта осуществления лазера ультрафиолетового (УФ) свечения (350 нм) по настоящим изобретениям сравнивается со скоростью постоения волоконного лазера инфракрасного (ИК) свечения из уровня техники (1070 нм). Из приведенной выше Таблицы IV можно увидеть, что существенно большие скорости изготовления достигаются с помощью вариантов осуществления настоящих изобретений.
[00193] ПРИМЕР 40
[00194] Варианты осуществления из Примеров 1-8 могут быть объединены с или каким-либо другим способом включены в фрезерную машину, такую как станок с ЧПУ, или лазерный, акустический, водоструйный, механический или какой-либо другой тип аппарата для фрезерования, механической обработки или резки. Таким образом, представлены аппарат аддитивно-субтрактивного производства и процесс, основанные на Раман-эффекте. В варианте осуществления функциональный пучок рамановского лазера может использоваться для построения изделия, которое затем подвергается дальнейшей машинной обработке, т.е. материал удаляется. Пучок рамановского лазера может использоваться для добавления утраченного материала к изношенному изделию, которое затем подвергается машинной обработке. Другие вариации и сочетания добавления, удаления и добавления материала для получения финального продукта, детали или изделия также рассматриваются. Таким образом, в одном варианте осуществления предоставляется удаление материала, добавленного пучком рамановского лазера. В аддитивно-субтрактивном аппарате и процессе с лазерной машинной обработкой лазер, применяемый для удаления (например, субтрактивное производство, режущий лазерный пучок и лазерный пучок для машинной обработки), может являться пучком, сгенерированным за счет Раман-эффекта, ЛАП функциональным пучком или отдельным пучком, имеющим другую длину волны (например, инфракрасным пучком с такой длиной волны, как >1000 нм), причем режущий лазерный пучок и функциональный лазерный пучок (ЛАП пучок) может следовать по практически тем же путям подачи пучка, может следовать по существенно отличающимся путям подачи пучка, и может разделять частично или полностью или совсем не разделять формирующую и оптику подачи пучка и сочетания и комбинации перечисленного.
[00195] ПРИМЕР 41
[00196] Варианты осуществления из Примеров 1-8 имеют стол, который является поверхностью, перемещаемой в продольном направлении, или опорную структуру, такую как ремень, конвейер или шарнирные, или перекрывающиеся листы, что делает возможным изготовление непрерывной ленты, стержня, волокна, каната, провода, трубчатого изделия, полосы или других вытянутых структур.
[00197] ПРИМЕР 42
[00198] Варианты осуществления из Примеров 1 и 6 применяются в системе аддитивного производства с ФИГ. 17. Система 1700 имеет загрузочный бункер 1701 для содержания исходного материала, регулируемую дозирующую пластину 1702 для подачи исходного материала, рабочую станцию 1703, камеру 1704 для транспортировки, стопорный штифт 1705 дозирующей пластины, челнок 1711, реечный привод 1706 челнока, шаговый двигатель 1707 челнока, бункер 1708 для отходов, шаговый двигатель 1709 подъемника и подъемник 1710.
[00199] ПРИМЕР 43
[00200] ЛАП система представляет собой процессы и систему обработки порошкового слоя с гальвосканированием. Аппарат подачи лазерного излучения имеет коллиматор/расширитель пучка для лазерного пучка и систему X-Y гальвосканирования, а также F-Theta линзу. Коллиматор/расширитель пучка может иметь фиксированное значение или переменное значение в зависимости от процесса изготовления, причем, когда нужен больший размер пятна, отношение расширителя пучка уменьшается. Аналогично, если необходим меньший размер пятна на детали, отношение расширителя пучка увеличивается для создания большего диаметра подаваемого пучка. Порошок помещается системой подачи исходного материала на рабочий стол и поднимается поднимающим механизмом. В данном варианте осуществления перемещение стола необходимо только вдоль оси z. Линзы с переменным фокусным расстоянием на траектории лазерного пучка могут также использоваться для осуществления перемещения вдоль оси z.
[00201] ПРИМЕР 44
[00202] Система лазерных диодов синего свечения большой мощности с лучевым параметром продукта >10 мм·мрад, которая также может использоваться для сварки, резки, пайки, шлифования и маркировки материалов, таких как металлы, пластмассы и неметаллические материалы.
[00203] ПРИМЕР 45
[00204] МРЛ когерентно совмещаются с использованием либо конфигурации задающий генератор - усилитель мощности, либо внешнего резонатора с преобразованием Фурье. Примеры систем для когерентного совмещения пучков раскрыты и разъяснены в патенте США с номером 5,832,006, раскрытие которого в полном объеме включено в настоящий документ по ссылке.
[00205] Следует отметить, что нет требований для предоставления или описания теории, на которой основаны новые и новаторские процессы, материалы, исполнение или другие особенности, или свойства, являющиеся преимуществами, которые являются объектами, или связаны с вариантами осуществления данных изобретений. Тем не менее, различные теории предоставляются в данном описании для дальнейшего развития области техники в данной области. Теории, изложенные в данном описании, если отдельно не указано иное, никоим образом не лимитируют, ограничивают или сужают объем защиты, который предоставлен заявленными изобретениями. Эти теории могут не понадобиться или не использоваться для применения данных изобретений. Кроме того, подразумевается, что данные изобретения могут привести к новым, а значит, неизвестным теориям, которые объяснят особенные функции вариантов осуществления способов, изделий, материалов, устройств и систем по данным изобретениям; и такие разработанные позже теории не должны ограничивать объем защиты, который предоставлен данными заявленными изобретениями.
[00206] Различные варианты осуществления систем, оборудования, техник, способов, мероприятий и действий, изложенные в данном описании, могут быть использованы в различных других мероприятиях и в других областях в дополнение к изложенным здесь. Кроме того, эти варианты осуществления, например, могут быть использованы с: другим оборудованием или мероприятиями, которые могут быть разработаны в будущем; и с существующим оборудованием или мероприятиями, которые могут быть модифицированы в пределах и на основании инструкций данного описания. Кроме того, различные варианты осуществления, изложенные в данном описании, могут быть использованы друг с другом в различных и разнообразных сочетаниях. Таким образом, например, конфигурации, предоставленные в различных вариантах осуществления данного описания, могут быть использованы друг с другом; и объем защиты, который предоставлен данными изобретениями, не должен быть ограничен конкретными вариантами осуществления, конфигурациями или компоновками, которые изложены в конкретном варианте осуществления, например, в варианте осуществления с определенной Фигуры.
[00207] Изобретение может быть реализовано в других формах, отличных от тех, что были отдельно раскрыты здесь, не выходя за рамки его сущности или основных характеристик. Описанные варианты осуществления следует считать во всех их аспектах только как иллюстрации, а не ограничения.
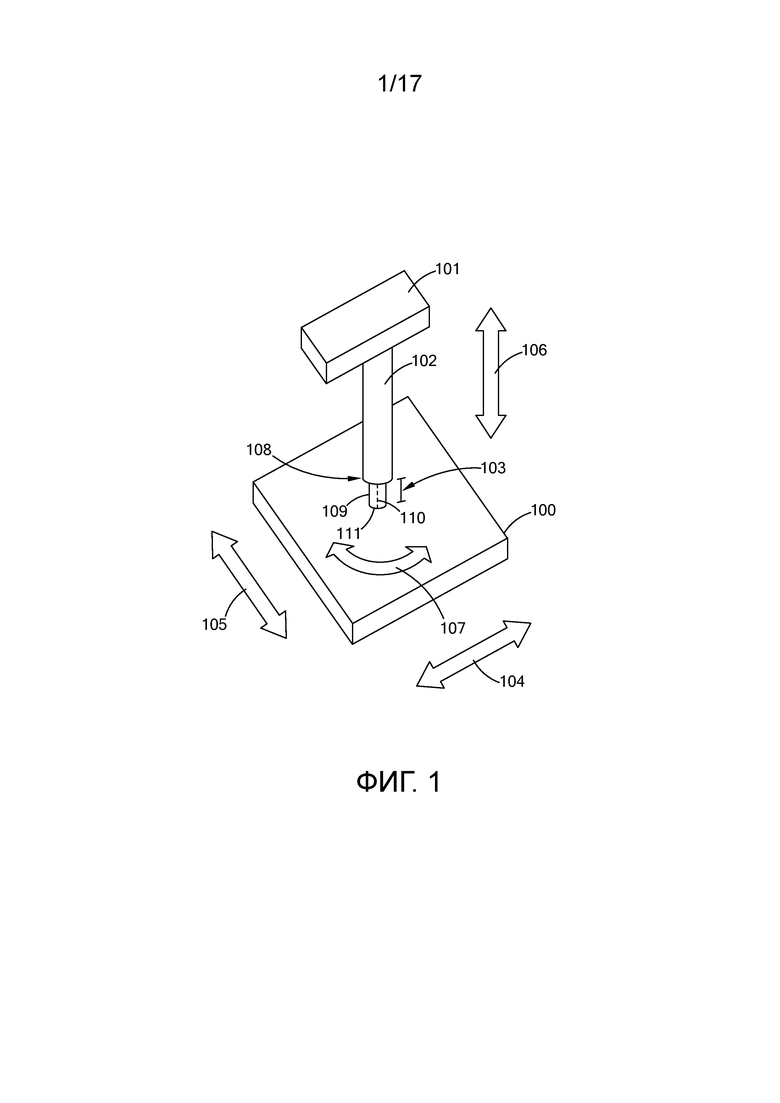
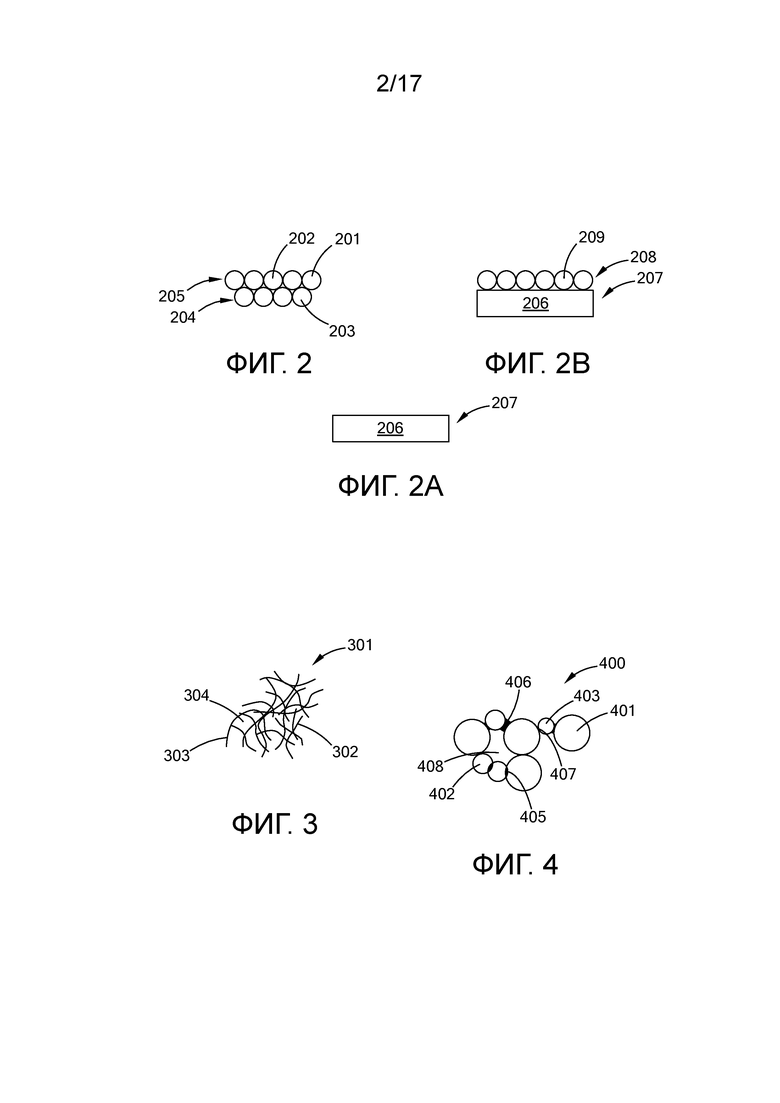
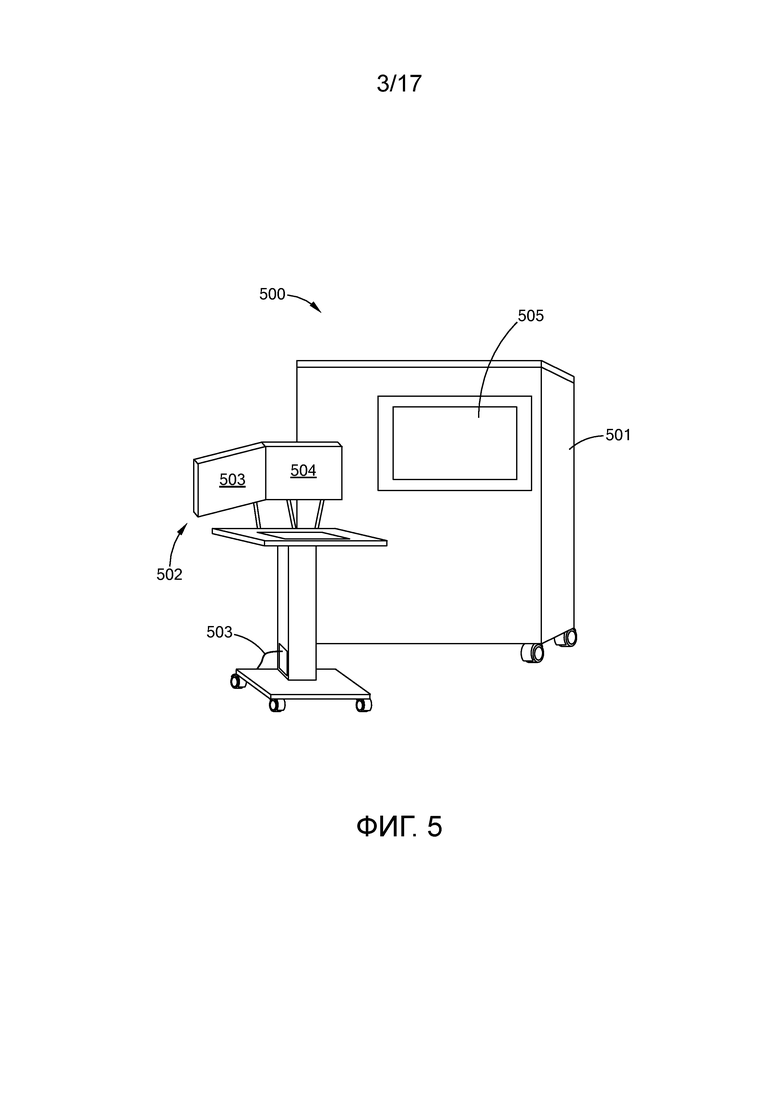
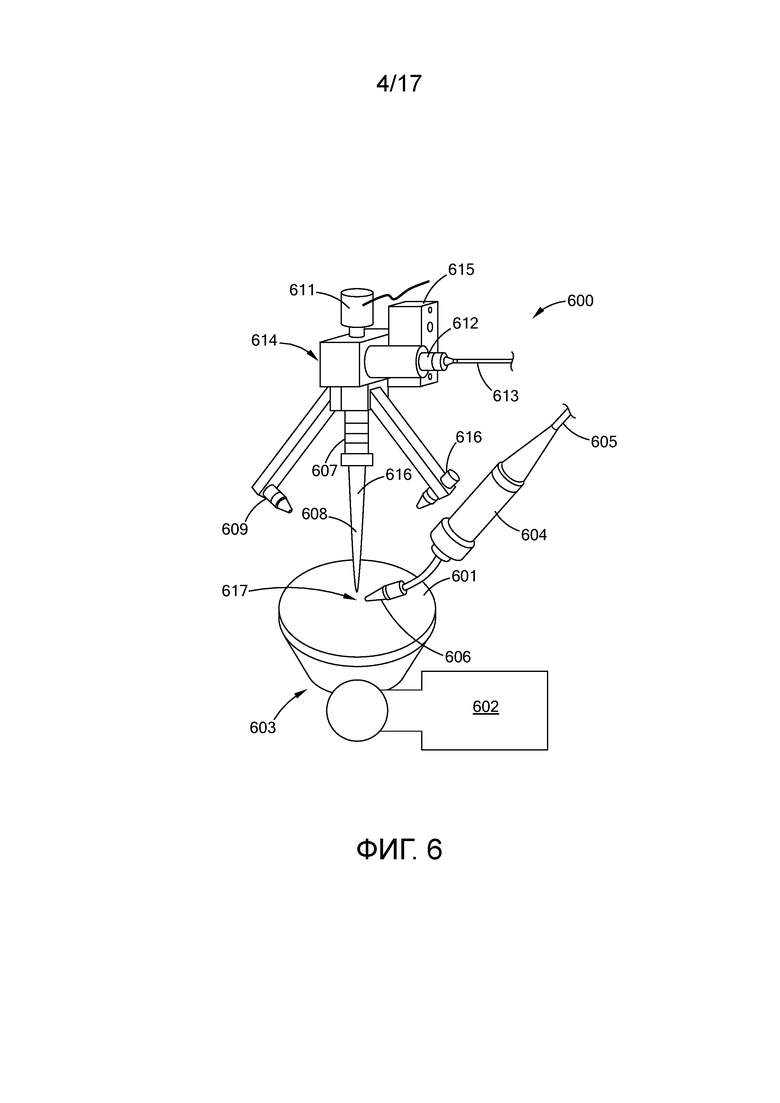
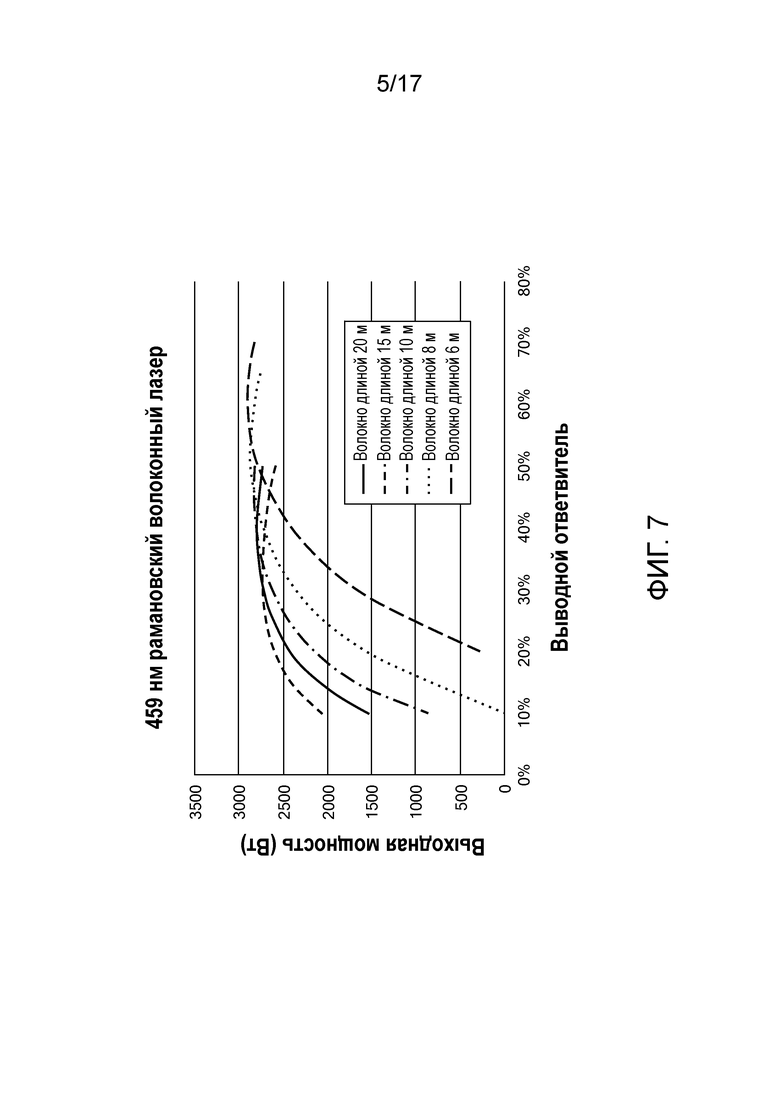
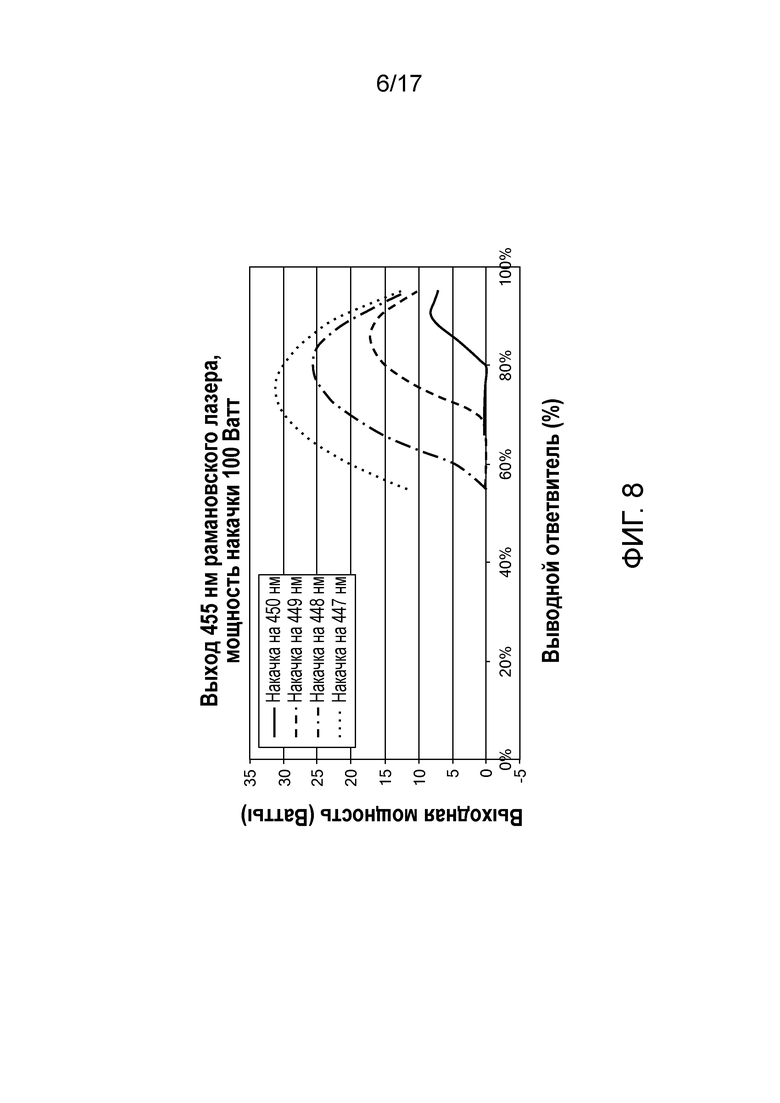
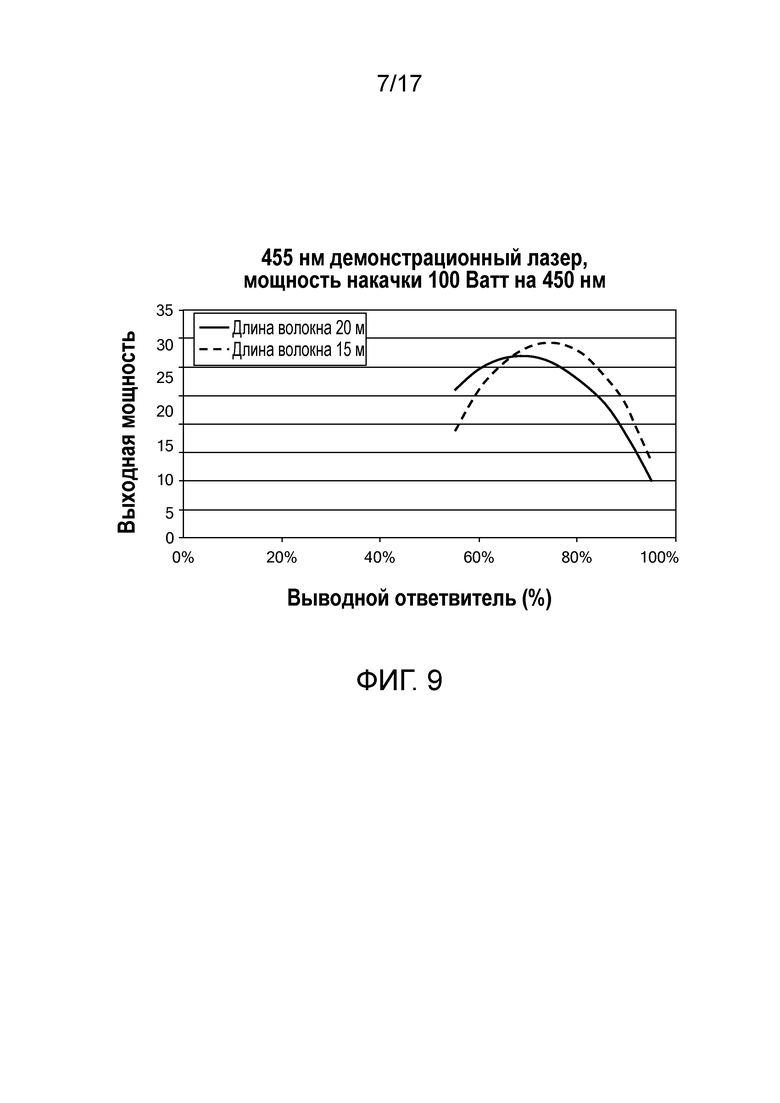
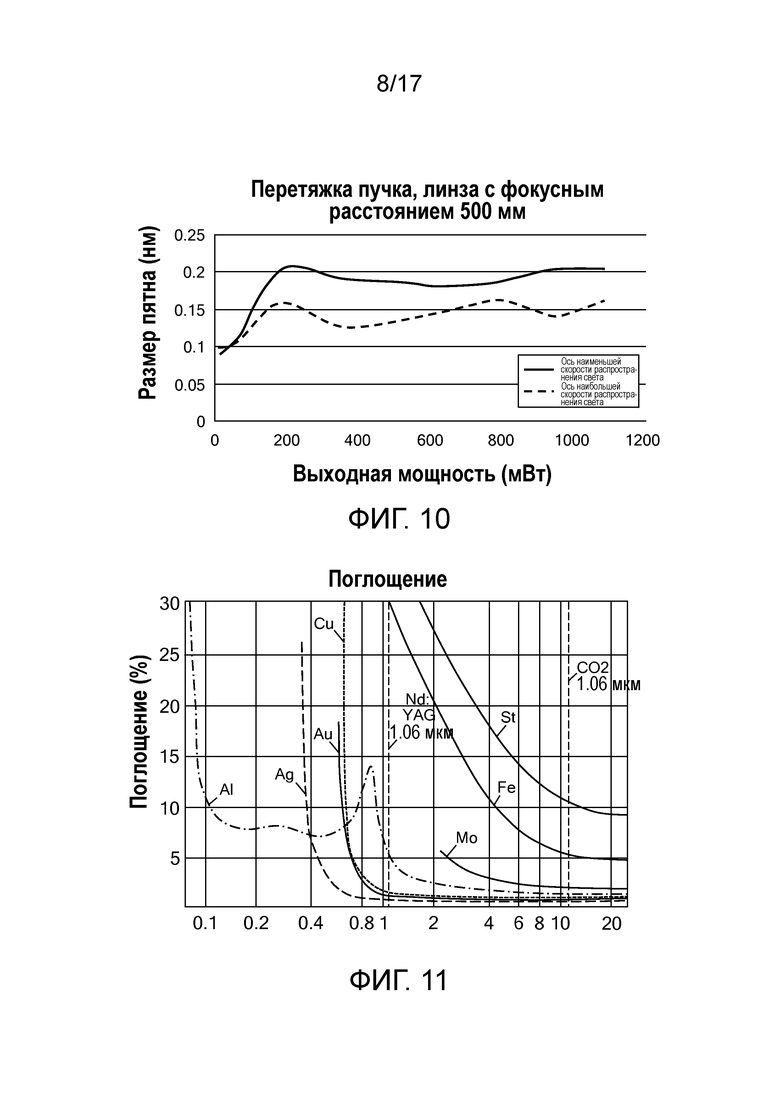
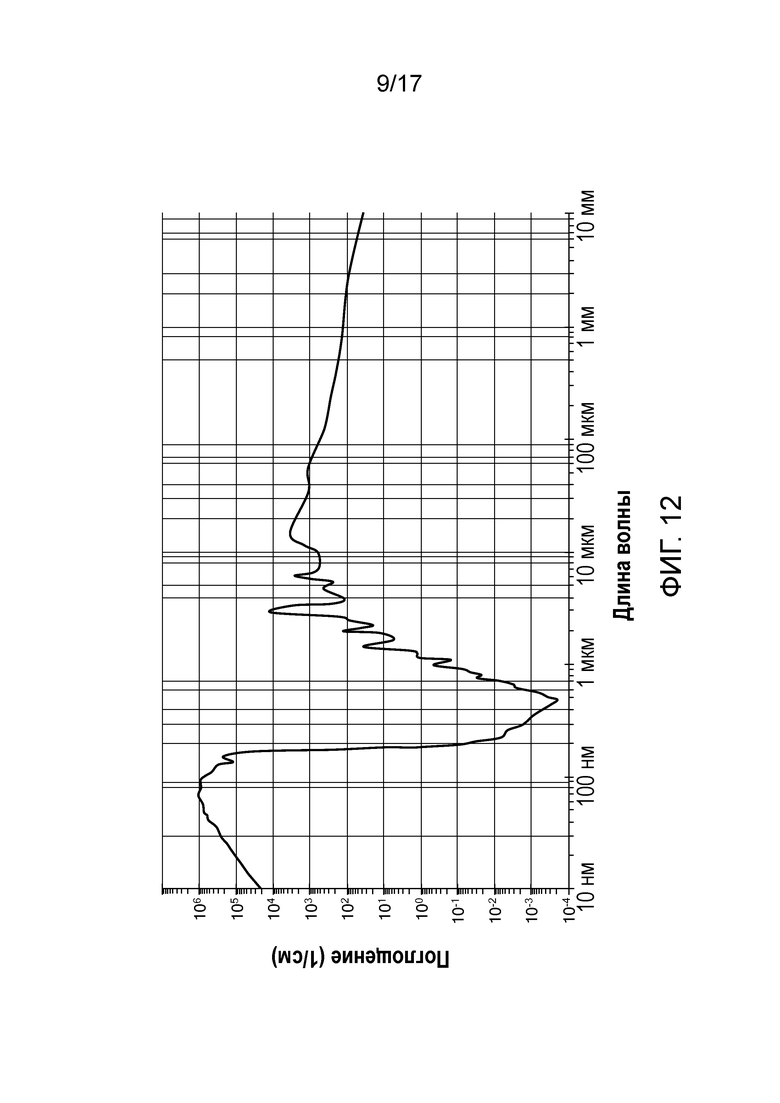
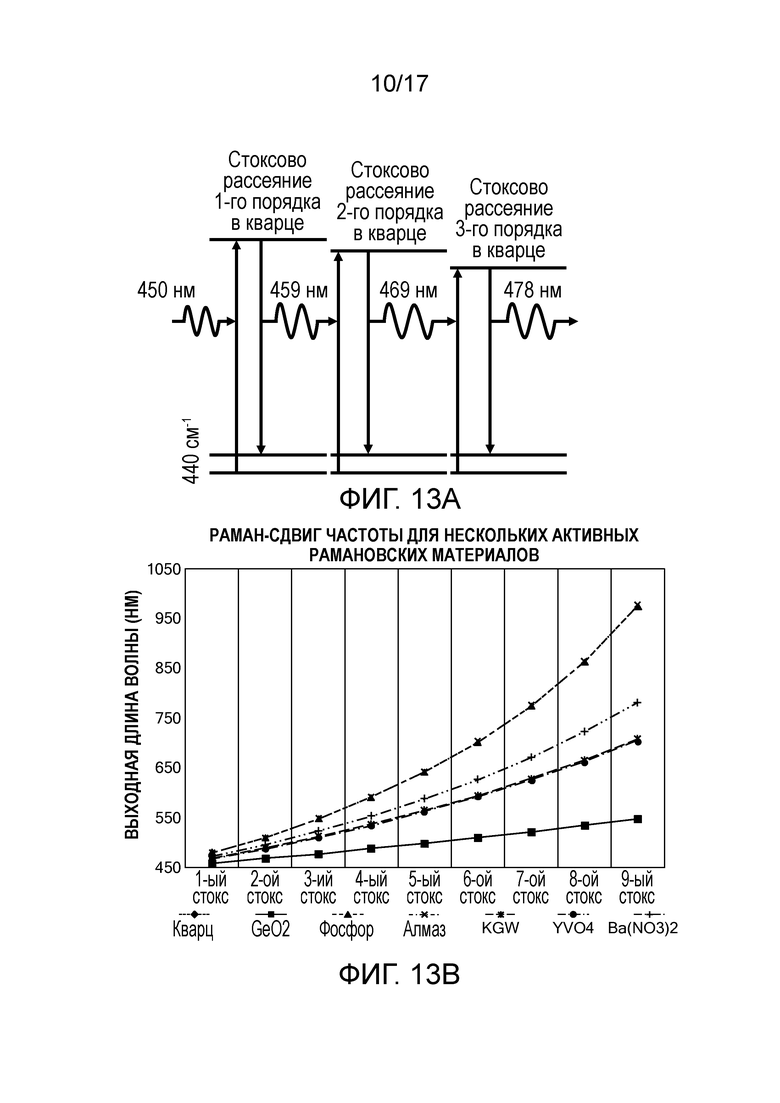
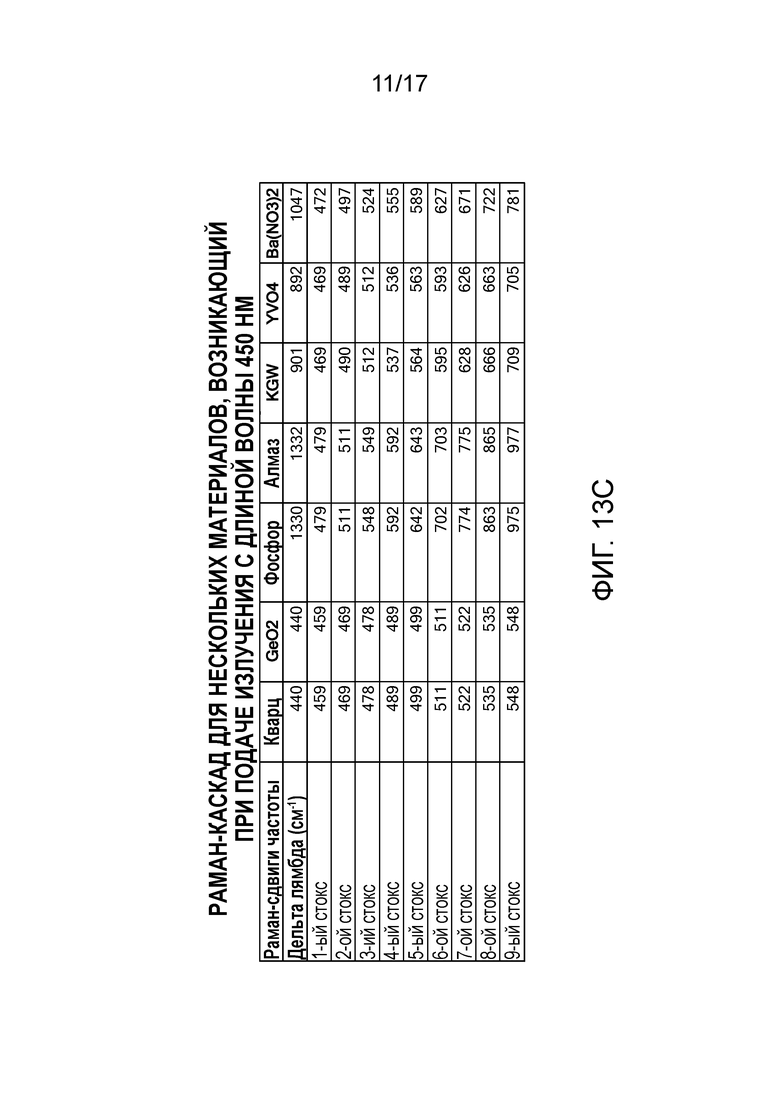
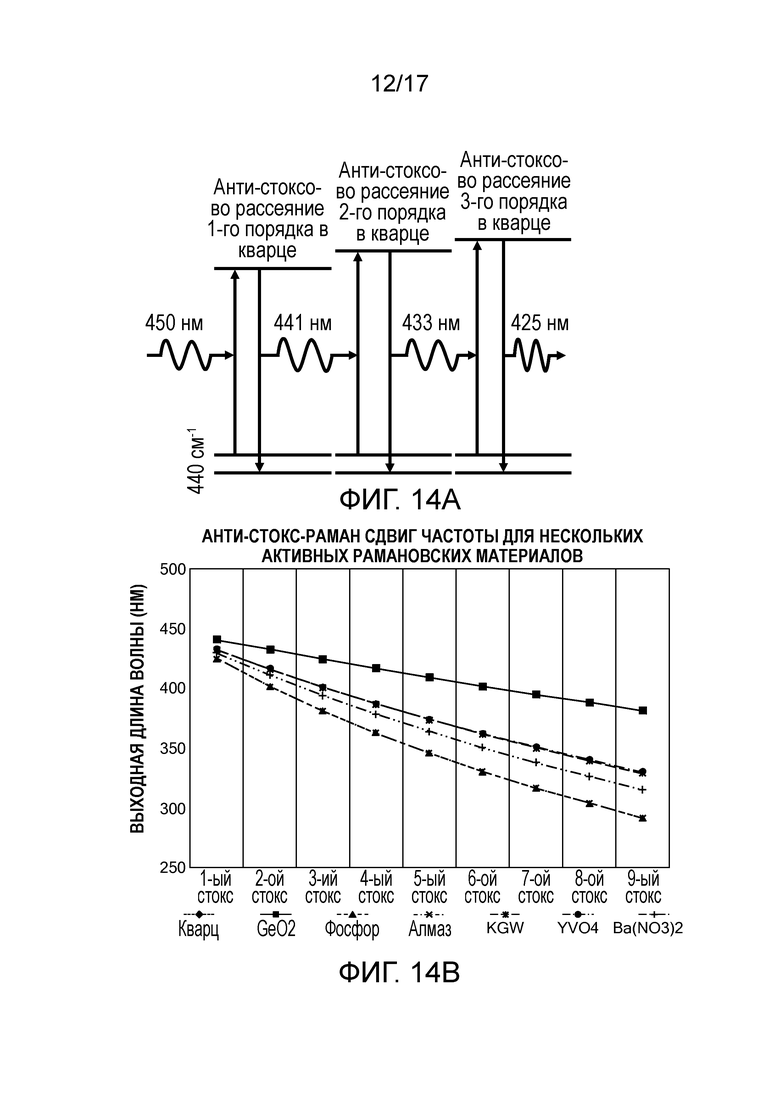
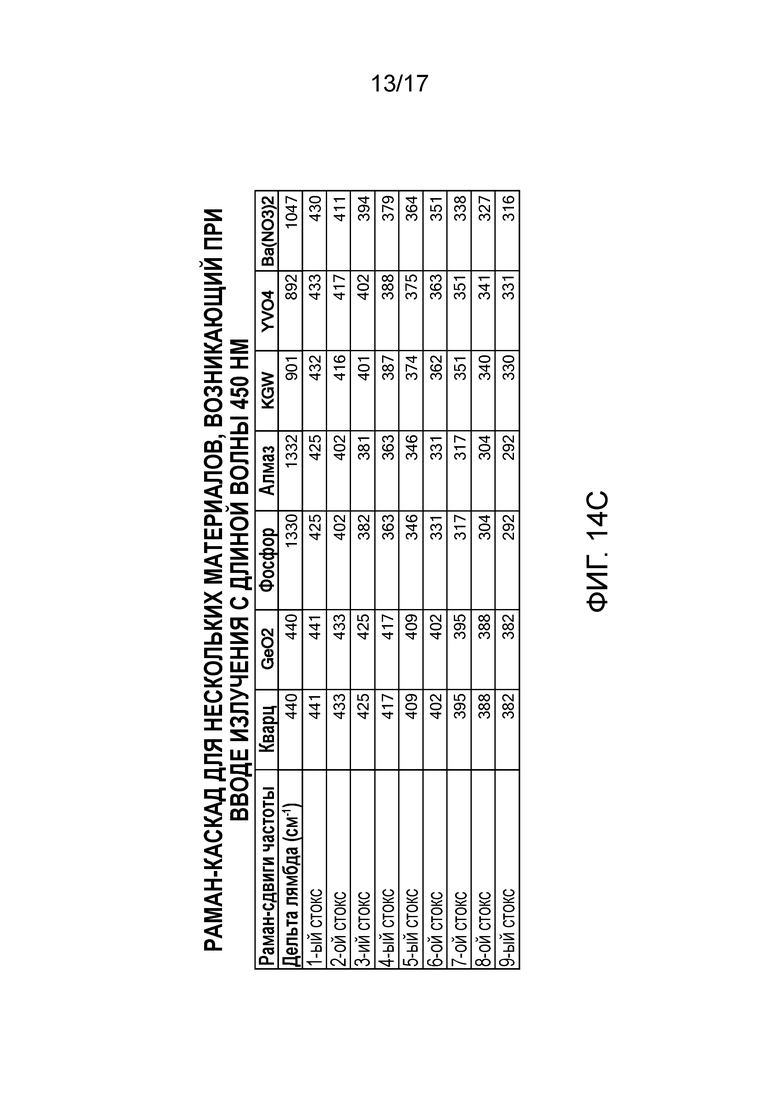
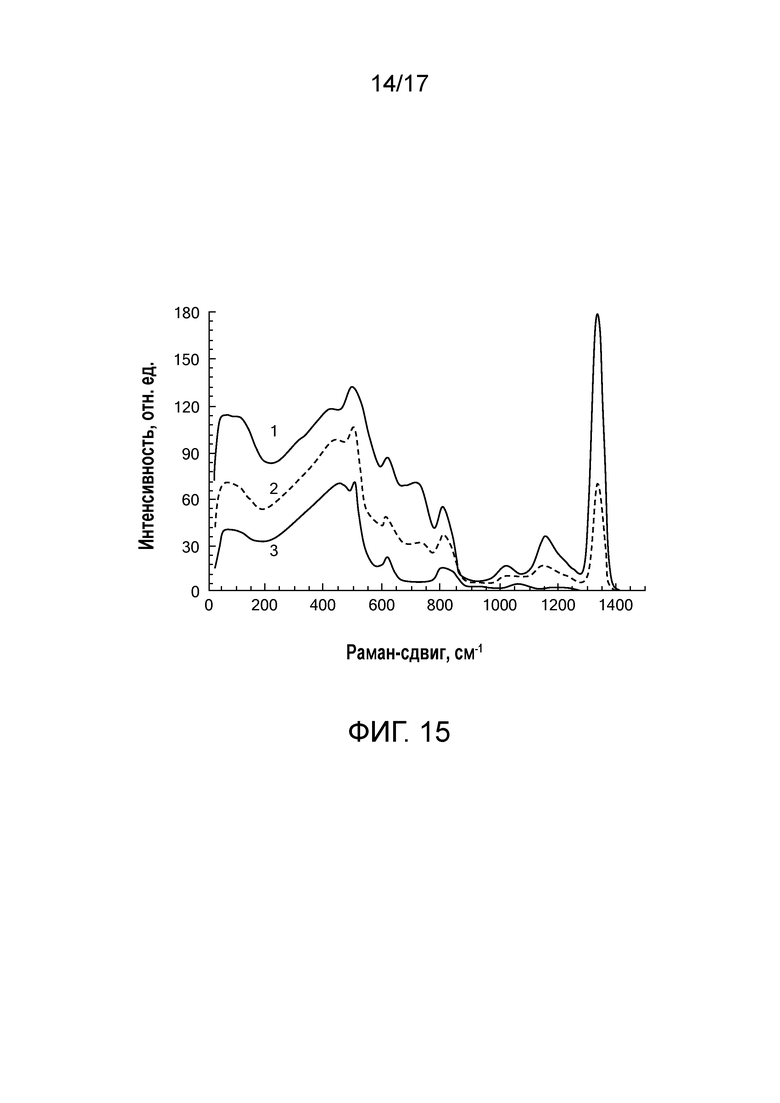
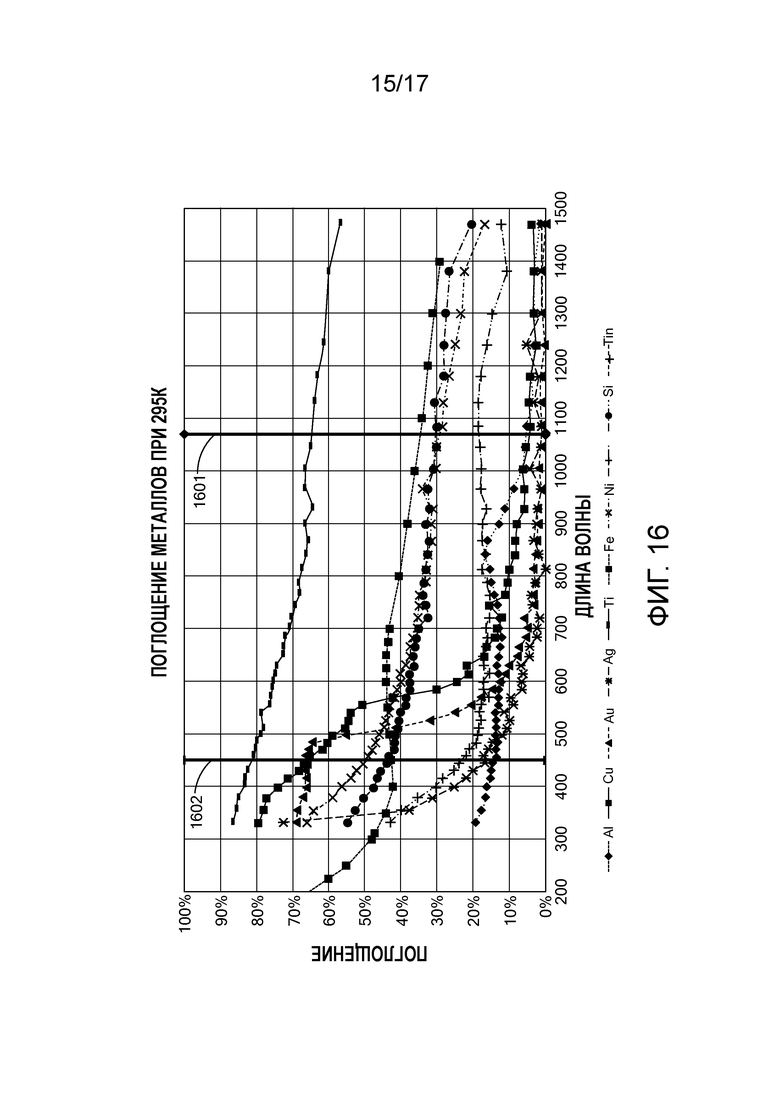
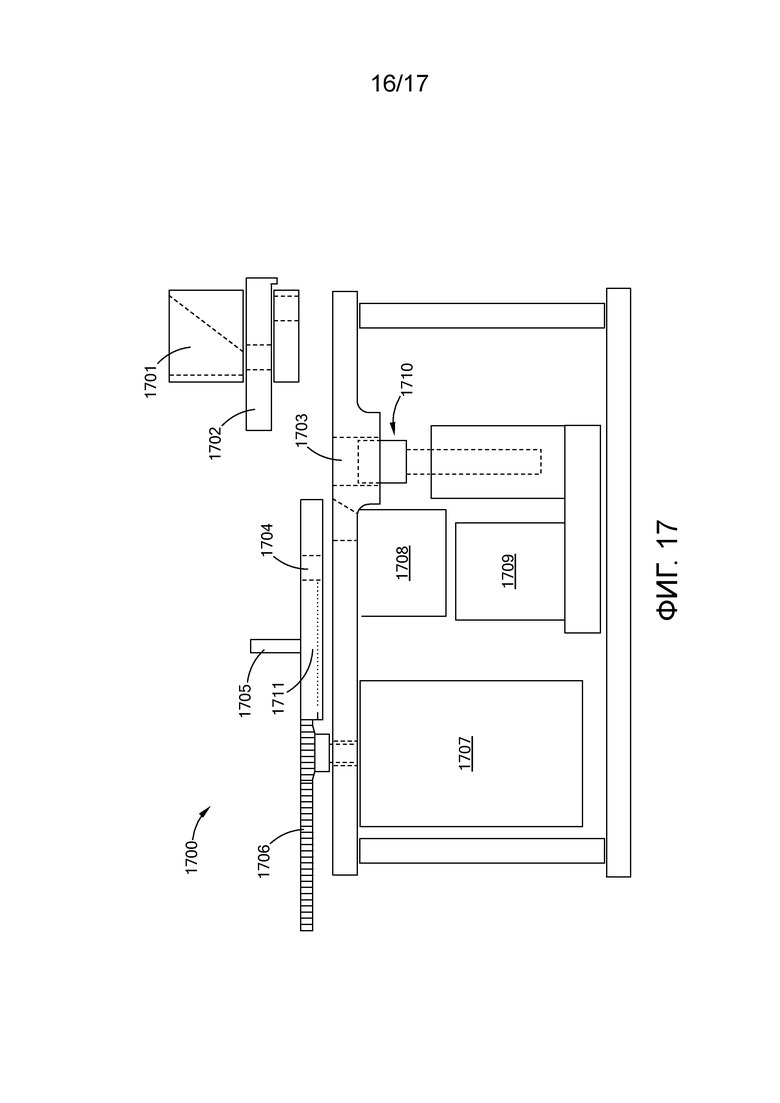
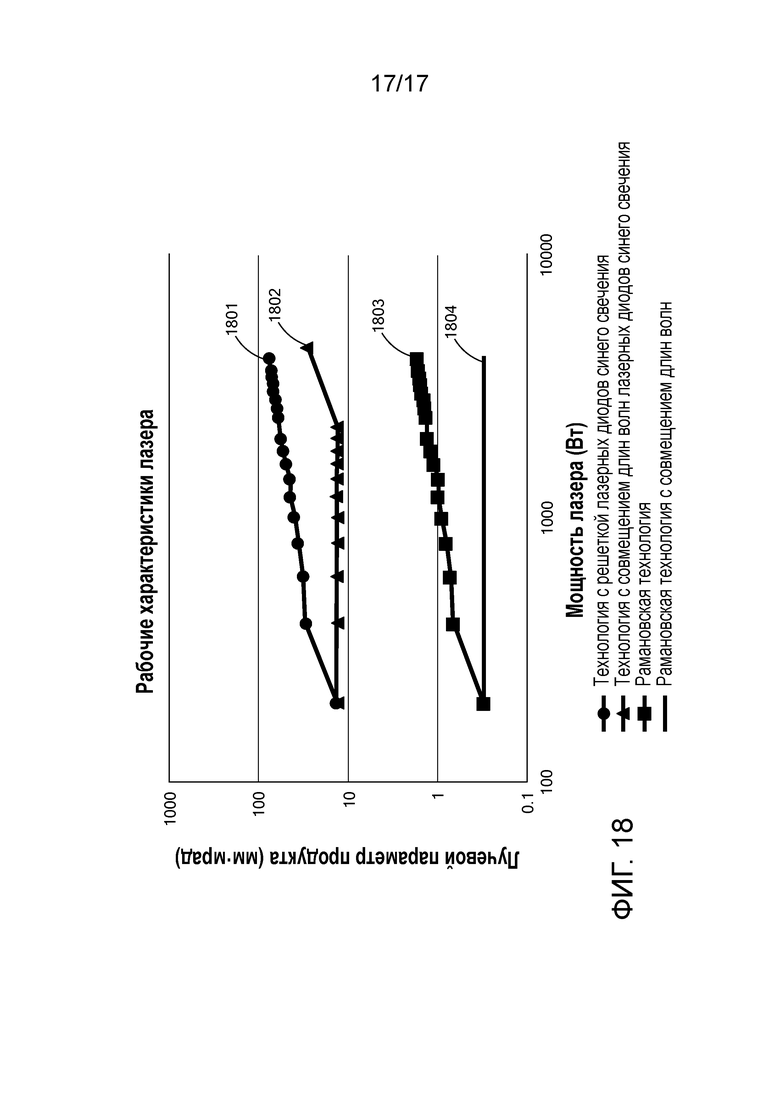
Изобретение относится к аппарату и способу лазерного аддитивного производства. Лазер обеспечивает функциональный лазерный пучок с длиной волны в диапазоне 405-475 нм. Устройство для подачи исходного материала выполнено с возможностью подачи исходного материала к целевой области, смежной со столом для построения. Устройство для подачи функционального лазерного пучка включает формирующую оптику для обеспечения функционального лазерного пучка и формирования пятна функционального лазерного пучка. Двигатель и устройство для позиционирования механически соединены со столом для построения, устройством для подачи функционального лазерного пучка или обоими. Двигатель и устройство позиционирования обеспечивают относительное перемещение устройства для подачи функционального лазерного пучка и стола для построения. Система управления содержит процессор, устройство памяти и карту ЛАП. Исходный материал имеет строительный компонент, выбранный из группы, состоящей из частиц магния, алюминия, галлия, олова, свинца, титана, ванадия, хрома, марганца, железа, кобальта, никеля, меди, цинка, циркония, молибдена, родия, палладия, серебра, кадмия, вольфрама, золота и ртути, сплавов этих металлов и смесей этих металлов и сплавов. Размер частиц предварительно задают с учетом пятна функционального лазерного пучка. 2 н. и 26 з.п. ф-лы, 18 ил., 4 табл., 45 пр.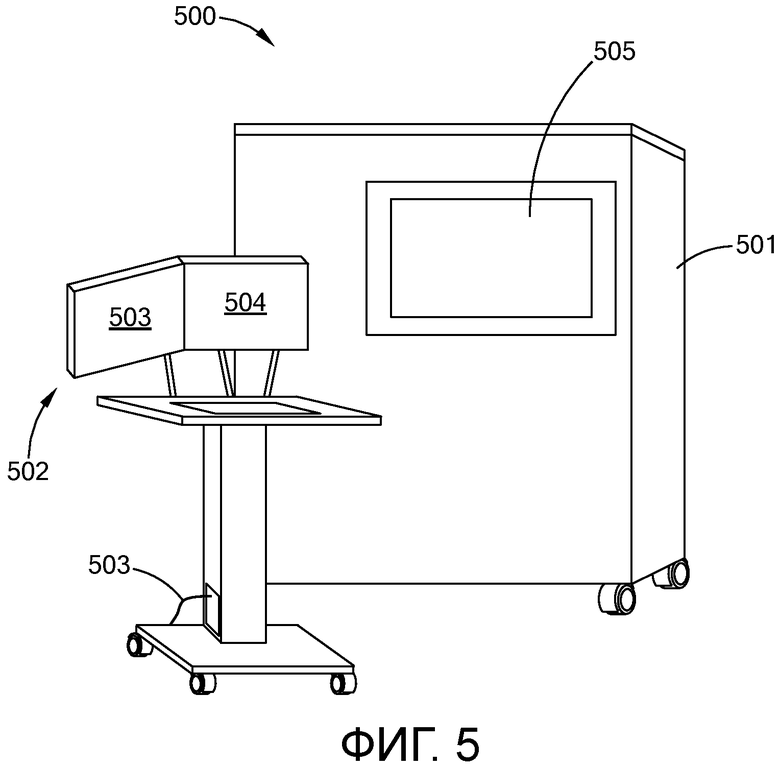
1. Аппарат для лазерного аддитивного производства (ЛАП), содержащий
a) лазер для обеспечения функционального лазерного пучка вдоль траектории пучка, причем функциональный лазерный пучок имеет длину волны в диапазоне 405-475 нм,
b) стол для построения,
c) устройство для подачи исходного материала, выполненное с возможностью подачи исходного материала к целевой области, смежной со столом для построения,
d) устройство для подачи функционального лазерного пучка, включающее в себя формирующую оптику для обеспечения функционального лазерного пучка и формирования пятна функционального лазерного пучка,
e) двигатель и устройство для позиционирования, механически соединенные со столом для построения, устройством для подачи функционального лазерного пучка или обоими, посредством чего двигатель и устройство для позиционирования способны обеспечивать относительное перемещение устройства для подачи функционального лазерного пучка и стола для построения, и
f) систему управления, содержащую процессор, устройство памяти и карту ЛАП, причем система управления способна реализовывать карту ЛАП посредством заранее заданного расположения функционального лазерного пучка и исходного материала,
который имеет строительный компонент, выбранный из группы, состоящей из частиц магния, алюминия, галлия, олова, свинца, титана, ванадия, хрома, марганца, железа, кобальта, никеля, меди, цинка, циркония, молибдена, родия, палладия, серебра, кадмия, вольфрама, золота и ртути, сплавов этих металлов и смесей этих металлов и сплавов,
причем размер частиц предварительно задан с учетом пятна функционального лазерного пучка.
2. Аппарат по п.1, отличающийся тем, что лазер состоит из лазерного диода накачки и рамановского волоконного генератора.
3. Аппарат по п.1, отличающийся тем, что лазер состоит из лазерного диода накачки и рамановского генератора, предназначенных для обеспечения рамановской генерации n-го порядка, где n является целым числом.
4. Аппарат по п.3 отличающийся тем, что n выбрано из группы, состоящей из 2, 3, 4, 5 и 6.
5. Аппарат по п.3, отличающийся тем, что генерация n-го порядка является стоксовой.
6. Аппарат по п.3, отличающийся тем, что генерация n-го порядка является анти-стоксовой.
7. Способ лазерного аддитивного производства (ЛАП), включающий
a) обеспечение исходного материала, имеющего предварительно заданную длину волны максимального поглощения,
b) направление функционального лазерного пучка, имеющего предварительно заданную длину волны, на исходный материал, причем предварительно заданная длина волны функционального лазерного пучка выбрана из условия по меньшей мере частичного совпадения с предварительно заданной длиной волны максимального поглощения исходного материала,
c) взаимодействие функционального лазерного пучка с исходным материалом для построения изделия,
причем используют исходный материал, имеющий строительный компонент, который выбран из группы, состоящей из частиц магния, алюминия, галлия, олова, свинца, титана, ванадия, хрома, марганца, железа, кобальта, никеля, меди, цинка, циркония, молибдена, родия, палладия, серебра, кадмия, вольфрама, золота и ртути, сплавов этих металлов и смесей этих металлов и сплавов,
причем размер частиц предварительно задают с учетом пятна функционального лазерного пучка.
8. Способ по п.7, отличающийся тем, что предварительно заданная длина волны функционального лазерного пучка и предварительно заданная длина волны максимального поглощения совпадают друг с другом c погрешностью в пределах 100 нм.
9. Способ по п.7, отличающийся тем, что предварительно заданная длина волны функционального лазерного пучка и предварительно заданная длина волны максимального поглощения совпадают друг с другом с погрешностью в пределах 50 нм.
10. Способ по п.7, отличающийся тем, что предварительно заданная длина волны функционального лазерного пучка и предварительно заданная длина волны максимального поглощения совпадают друг с другом с погрешностью в пределах 10%.
11. Способ по п.7, отличающийся тем, что предварительно заданная длина волны функционального лазерного пучка и предварительно заданная длина волны максимального поглощения совпадают друг с другом с погрешностью в пределах 20%.
12. Способ по п.7, отличающийся тем, что предварительно заданная длина волны функционального лазерного пучка и предварительно заданная длина волны максимального поглощения совпадают, причем они представляют собой одинаковую длину волны.
13. Способ по п.7, отличающийся тем, что изделие выстраивают за один этап.
14. Способ по п.9, отличающийся тем, что изделие выстраивают за один этап.
15. Способ по п.7, отличающийся тем, что выстраивают изделие, которое имеет коэффициент теплового расширения в мкм/(м⋅К) (при 25°С) от 7,5 до 32, коэффициент теплопроводности в Вт/(м·К) от 18 до 450, удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420, модуль продольной упругости в ГПа от 40 до 220, модуль упругости при сдвиге в ГПа от 15 до 52, модуль объемной упругости в ГПа от 40 до 190, коэффициент Пуассона от 0,2 до 0,5, твердость по Моосу от 1 до 7, твердость по Виккерсу в МПа от 150 до 3500, твердость по Бринелю в МПа от 35 до 2800 и плотность в г/см3 от 1,5 до 21.
16. Способ по п.13, отличающийся тем, что выстраивают изделие, которое имеет коэффициент теплового расширения в мкм/(м⋅К) (при 25°С) от 7,5 до 32, коэффициент теплопроводности в Вт/(м⋅К) от 18 до 450, удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420; модуль продольной упругости в ГПа от 40 до 220, модуль упругости при сдвиге в ГПа от 15 до 52, модуль объемной упругости в ГПа от 40 до 190, коэффициент Пуассона от 0,2 до 0,5, твердость по Моосу от 1 до 7,твердость по Виккерсу в МПа от 150 до 3500, твердость по Бринелю в МПа от 35 до 2800 и плотность в г/см3 от 1,5 до 21.
17. Способ по п.14, отличающийся тем, что выстраивают изделие, которое имеет коэффициент теплового расширения в мкм/(м⋅К) (при 25°С) от 7,5 до 32, коэффициент теплопроводности в Вт/(м⋅К) от 18 до 450, удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420, модуль продольной упругости в ГПа от 40 до 220, модуль упругости при сдвиге в ГПа от 15 до 52, модуль объемной упругости в ГПа от 40 до 190, коэффициент Пуассона от 0,2 до 0,5, твердость по Моосу от 1 до 7, твердость по Виккерсу в МПа от 150 до 3500, твердость по Бринелю в МПа от 35 до 2800 и плотность в г/см3 от 1,5 до 21.
18. Способ по п.7, отличающийся тем, что выстраивают изделие, которое имеет коэффициент теплового расширения в мкм/(м⋅К) (при 25°С) от 7,5 до 32, коэффициент теплопроводности в Вт/(м⋅К) от 18 до 450, модуль продольной упругости в ГПа от 40 до 220, модуль упругости при сдвиге в ГПа от 15 до 52, модуль объемной упругости в ГПа от 40 до 190, коэффициент Пуассона от 0,2 до 0,5 и плотность в г/см3 от 1,5 до 21.
19. Способ по п.7, отличающийся тем, что выстраивают изделие, которое имеет удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420, коэффициент Пуассона от 0,2 до 0,5 и твердость по Моосу от 1 до 7.
20. Способ по п.7, отличающийся тем, что выстраивают изделие, которое имеет коэффициент теплового расширения в мкм/(м⋅К) (при 25°С) от 7,5 до 32, удельное электрическое сопротивление в нОм⋅м (при 20°С) от 14 до 420, модуль продольной упругости в ГПа от 40 до 220, твердость по Моосу от 1 до 7 и плотность в г/см3 от 1,5 до 21.
21. Способ по п.7, отличающийся тем, что выстраивают изделие, которое имеет физические свойства, выбранные из группы, состоящей из: коэффициента теплового расширения в мкм/(м⋅К) (при 25°С) от 7,5 до 32, коэффициента теплопроводности в Вт/(м⋅К) от 18 до 450, удельного электрического сопротивления в нОм⋅м (при 20°С) от 14 до 420, модуля продольной упругости в ГПа от 40 до 220, модуля упругости при сдвиге в ГПа от 15 до 52, модуля объемной упругости в ГПа от 40 до 190, коэффициента Пуассона от 0,2 до 0,5,твердости по Моосу от 1 до 7, твердости по Виккерсу в МПа от 150 до 3500, твердости по Бринелю в МПа от 35 до 2800, и плотности в г/см3 от 1,5 до 21.
22. Способ по п.7, отличающийся тем, что используют исходный материал, который является порошком.
23. Способ по п.7, отличающийся тем, что используют исходный материал, который является порошком, имеющим размер частиц менее примерно 1 мкм.
24. Способ по п.7, отличающийся тем, что используют исходный материал, который является порошком, имеющим размер частиц от примерно 0,05 мкм до примерно 2,5 мкм.
25. Способ по п.7, отличающийся тем, что используют исходный материал, который является порошком, имеющим размер частиц от примерно 40 мкм и меньше.
26. Способ по п.7, отличающийся тем, что используют исходный материал, который является порошком, имеющим размер частиц менее примерно 25 мкм.
27. Способ по п.7, отличающийся тем, что используют исходный материал, который является порошком, имеющим размер частиц менее примерно 15 мкм.
28. Способ по п.7, отличающийся тем, что используют исходный материал, который является порошком, имеющим размер частиц менее примерно 0,5 мкм.
| US 5578227 A, 26.11.1996 | |||
| DE 102004012682 A1, 06.10.2005 | |||
| US 20110267671 A1, 03.11.2011 | |||
| US 20140023098 A1, 23.01.2014 | |||
| US 20110122482 A1, 26.05.2011 | |||
| US 20060160332 A1, 20.07.2006 | |||
| US 7001467 B2, 21.02.2006 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУПРОЗРАЧНОГО МАТЕРИАЛА | 2009 |
|
RU2410196C1 |

