[0001] Данная заявка: (i) испрашивает согласно 35 U.S.C. §119(e)(1) преимущество даты подачи, и испрашивает преимущество приоритета, предварительной заявки США за № 62/726,234 поданной 1 сентября 2018 г., полное раскрытие которого включено в данное описание в порядке ссылки.
УРОВЕНЬ ТЕХНИКИ
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее изобретение относится к сборкам массивов для объединения лазерных пучков; и, в частности, к сборкам массивов, которые могут обеспечивать лазерные пучки высокий яркости для использования в системах и приложениях производства, изготовления, увеселения, графики, формирования изображения, анализа, отслеживания, сборки, стоматологической и медицинской областях.
[0003] Многие лазеры и, в частности, полупроводниковые лазеры, например, лазерные диоды, обеспечивают лазерные пучки, имеющие желаемые длины волны и качество пучка, в том числе яркость. Эти лазеры могут иметь длины волны в видимом диапазоне, UV диапазоне, IR диапазоне и их комбинации, а также более высокие и более низкие длины волны. Область полупроводниковых лазеров, а также других лазерных источников, например, волоконных лазеров, быстро развивается по мере непрерывной разработки новых лазерных источников и обеспечения существующих и новых лазерных длин волны. Имея желаемое качество пучка, многие из этих лазеров имеют более низкие мощности лазерного излучения, чем желательно или необходимо для конкретных применений. Таким образом, более низкие мощности снижают полезность и коммерческую применимость этих лазерных источников.
[0004] Дополнительно, предыдущие усилия по объединению этих типов лазера в целом были неадекватными, помимо прочего, по причинам трудности выравнивания пучков, трудности сохранения выравнивания пучков в ходе эксплуатации, потери качества пучка, трудности пространственного размещения лазерных источников, по соображениям размера, регулировки мощности, и т.д.
[0005] Инфракрасные (IR) (например, имеющие длины волны больше 700 нм и, в частности, больше 1000 нм) системы аддитивного производства, которые используют гальванометрической сканер, страдают, помимо прочего, двумя недостатками, которые оба ограничивают объем наращивания и скорость наращивания. В этих IR лазерных системах, объем наращивания ограничивается конечным размером системы сканирования, и пятном, которое может создаваться для коллиматора с данным фокусным расстоянием и линзы f-theta. Например, при использовании коллиматора с фокусным расстоянием 140 мм и линзы F-theta с фокусным расстоянием 500 мм размер пятна для лазера 1 мкм составляет приблизительно 40 мкм для одномодовый лазер с дифракционно-ограниченным пучком в ближнем поле. Это дает адресуемый отпечаток на порошковой подушке размером приблизительно 175 мм × 175 мм, что является ограничением на размер детали, которая может наращиваться. Вторым ограничением на скорость наращивания для IR лазерной системы является поглощение лазерного пучка порошковым материалом. Большинство необработанных материалов имеет отражательную способность от умеренной до высокой для длин волны в инфракрасном спектре. В результате, подача инфракрасной лазерной энергии в порошковую подушку ограничивается тем, что значительная часть энергии отражается, назад или глубже в порошковую подушку. Эти ограничения в известном смысле дополнительно связаны друг с другом, усугубляя проблемы и недостатки IR аддитивных систем. Таким образом, конечная глубина проникновение инфракрасного света определяет оптимальную толщину слоя и, в результате, ограничивает разрешение и скорость процесса. Эти и другие недостатки IR производства и систем и процессов наращивание до сих пор не были адекватно решены. Таким образом, давно ощущаемая потребность в усовершенствовании систем и процессов аддитивного производства не удовлетворяется.
[0006] Используемые здесь, если в явном виде не указано обратное, термины “синие лазерные пучки”, “синие лазеры” и “синий” следует понимать в самом широком смысле, и в общем случае относятся к системам, которые обеспечивают лазерные пучки, лазерные пучки, лазерные источники, например, лазеры и лазерные диоды, которые обеспечивают, например, распространяют, лазерный пучок или свет, имеющий длину волны от 400 нм до 500 нм и от около 400 нм до около 500 нм. Синие лазеры включают в себя длины волны 450 нм, около 450 нм, 460 нм, около 460 нм. Синие лазеры могут иметь полосы от около 10 пкм до около 10 нм, около 5 нм, около 10 нм и около 20 нм, а также большие и меньшие значения.
[0007] Используемый здесь, если в явном виде не указано обратное, “UV”, ультрафиолетовый”, “UV спектр” и “UV участок спектра” и аналогичные термины, следует понимать в самом широком смысле, и будет включать в себя свет с длинами волны от около 10 нм до около 400 нм и от 10 нм до 400 нм.
[0008] Используемые здесь, если в явном виде не указано обратное, термины “видимый”, “видимый спектр” и “видимый участок спектра” и аналогичные термины следует понимать в самом широком смысле, и будет включать в себя свет с длинами волны от около 380 нм до около 750 нм и от 400 нм до 700 нм.
[0009] Используемые здесь, если в явном виде не указано обратное, термины “зеленый лазерные пучки”, “ зеленые лазеры ” и “зеленый” следует понимать в самом широком смысле и в общем случае относятся к системам, которые обеспечивают лазерные пучки, лазерные пучки, лазерные источники, например, лазеры и лазерные диоды, которые обеспечивают, например, распространяют, лазерный пучок или свет, имеющий диапазон длины волны от 500 нм до 700 нм и от около 500 нм до около 700 нм. Зеленые лазеры включают в себя длины волны 515 нм, около 515 нм, 550 нм и около 550 нм. Зеленые лазеры могут иметь полосы от около 10 пкм до 10 нм, около 5 нм, около 10 нм и около 20 нм, а также большие и меньшие значения.
[0010] В целом используемый здесь термин “около” и символ “~”, если не указано обратное, призван охватывать разброс или диапазон ±10%, экспериментальную или инструментальную погрешность, связанную с получением указанного значения и, предпочтительно, превышающую их.
[0011] Используемая здесь, если не указано обратное, комнатная температура составляет 25°C. И стандартные внешние температура и давление составляют 25°C и 1 атмосферу. Если в явном виде не указано обратное, все испытания, результаты испытаний, физические свойства и значения, зависящие от температуры, зависящие от давления или и те, и другие, обеспечиваются при стандартных внешних температуре и давлении, будут включать в себя вязкости.
[0012] Используемое здесь, если не указано обратное, упоминание диапазонов значений призвано лишь выступать в роли способа обозначения, указывающего по отдельности каждое отдельное значение, попадающее в диапазон. Если здесь не указано обратное, каждое отдельное значение в диапазоне включено в состав описания изобретения, как если бы оно было индивидуально упомянуто здесь.
[0013] Обычно предыдущий способ, применяемый в аддитивном производстве, является использование инфракрасного лазера и гальванометра для сканирования лазерным пучком поверхности порошковой подушки в сварочном процессе, который плавит и сплавляет ожиженный порошок с нижним слоем или подложкой. Этот подход имеет несколько ограничений, которые определяют скорость процесса и другие недостатки в процессе. Например, единый лазерный пучок используется для сканирования поверхности, и скорость наращивания ограничивается максимальной скоростью сканирования гальванометров (7 м/с). Производители широко применяют IR технологию и обычно предполагают, что это единственная пригодная длина волны, на которой они работают, но с ограниченным успехом, для преодоления этого ограничения путем ограничения двух или более IR лазера/гальванометров в систему, где оба могут работать совместно для наращивания единой детали или они могут работать независимо для параллельного наращивания деталей. Эти усилия нацелены на повышение пропускной способности систем аддитивного производства, но сосредоточены только на IR и имели ограниченный успех, не отвечающий давно ощущаемой потребности в усовершенствованном аддитивном производстве.
[0014] Примером другого ограничения в IR обработке является высокая интенсивность лазерного пятна, что переводит систему в режим сварки "замочная скважина", что обуславливает распыление и пористость в детали. Например, благодаря линзе f-theta с фокусным расстоянием 500 мм, IR лазер создает пятно размером порядка 40-50 мкм для инфракрасного лазера с дифракционно-ограниченным пучком. Если лазерный пучок действует на оптической мощности 100 Вт, то интенсивность пучка больше интенсивности, необходимой для инициирования режима сварки "замочная скважина". Режим сварки "замочная скважина" создает фонтан испаренного материала, который перекрестной струи, иначе лазерный пучок будет рассеиваться и поглощаться испаренным металлом. Кроме того, поскольку режим замочной скважины сварки опирается на создание отверстия в поверхности жидкого металла, который поддерживается давлением пара испаренного металла, испаренный металл может выбрасываться из замочной скважины. Этот материал подвергается распылению и приводит к осаждению расплавленных материалов в другом месте на плоскости наращивания, что может приводить к дефектам в окончательной детали. Хотя производители систем аддитивного производства достигли некоторого ограниченного успеха в разработке аппараты быстрого макетирования, им не удалось удовлетворить давно ощущаемой потребности и выполнить требования, необходимые для формирования коммерческих или фактических деталей в объеме. Для осуществления этого прорыва в способе формирования рисунка деталей, который не был достигнут в уровне техники.
[0015] В общем случае, проблема неудачи с системами IR обработки состоит в требовании или необходимости сплавления порошка в режиме сварки "замочная скважина". Это может быть обычно следствием использования единого пучка для обработки порошка. Если лазерный пучок действует на оптической мощности 100 Вт, то интенсивность пучка больше интенсивности, необходимой для инициирования режима сварки "замочная скважина". Режим сварки "замочная скважина" создает фонтан испаренного материала, который перекрестной струи, иначе лазерный пучок будет рассеиваться и поглощаться испаренным металлом. Кроме того, поскольку режим замочной скважины сварки опирается на создание отверстия в поверхности жидкого металла, который поддерживается давлением пара испаренного металла, материал например испаренный металл может выбрасываться из замочной скважины. Этот материал подвергается распылению и приводит к осаждению расплавленных материалов в другом месте на плоскости наращивания, что может приводить к дефектам в окончательной детали.
[0016] Для разрешения этих ограничений IR в последний раз Ливерморская национальная лаборатория им. Лоуренса предприняла попытку использовать оптически активируемый световой клапан (OALV). OALV является пространственным модулятором света высокой мощности, который используется для создания светового рисунка с использованием лазеров высокой мощности. Хотя рисунок на OALV создается синим LED или лазерным источником от проектора, выходная мощность из четырех массивов лазерных диодов передаются через пространственный модулятор света и используются для нагрева изображения до точки плавления, и для инициирования сварки в режиме замочной скважины требуется IR лазер с модулируемой добротностью. IR лазеры используются в режиме замочной скважины для инициирования сварки, в особенности при сплавлении материалов меди или алюминия. Этот процесс сварки в режиме замочной скважины может создавать распыление и пористость в детали, а также высокую шероховатость поверхности, и в целом необходим для этих материалов. Этот процесс сварки в режиме замочной скважины обычно создает распыление, пористость в детали, а также высокая шероховатость поверхности. Таким образом, система OALV, как и типичные IR системы не исключает неблагоприятные эффекты инициирования замочной скважины процесса наращивания. Хотя было бы лучше полностью избегать этапа сварки в режиме замочной скважины, уровню техники не удалось преодолеть эту проблему и не обеспечил это решение. Эта неудача в основном обусловлена тем, что на IR длинах волны свойства поглощения многих металлов настолько низки, что лазер высокой пиковый мощности требуется для инициирования процесса. Поскольку OALV прозрачна только в IR области спектра, невозможно построить или использовать этот тип системы с использованием лазерного источника видимого света в качестве источника света высокой энергии. Стоимость компонентов в этой системе очень высока в особенности OALV, который является заказным компонентом.
[0017] Предыдущие аппараты аддитивного производства на основе металла очень ограничены в том, что они либо основаны на использовании связующего вещества, напыляемого на порошковую подушку, сопровождаемого этапом отверждения при высоких температурах, либо одномодовый лазерный пучок высокой мощности сканируется по порошковой подушке гальванометрической системой на высоких скоростях. Обе эти системы имеют значительные недостатки, которые не удается преодолеть в уровне техники. Первая система способна к производству деталей высокого объема с большими допусками в силу сжатия деталей в процессе отверждения. Второй процесс ограничивается по скорости наращивания скоростями сканирования гальванометра, ограничивающего максимальный уровень мощности лазера, который может использоваться и, следовательно, скорость наращивания. Наращиватели систем на основе сканирования аддитивного производства работали для преодоления этого ограничения аппаратами наращивания с множественными сканирующими головками и лазерными системами, что не обеспечивает адекватное решение этих проблем. Это действительно увеличивает пропускную способность, но закон масштабирования является линейным, другими словами, система с двумя лазерными сканерами может наращивать вдвое больше деталей, чем система с одним сканером или наращивать одну деталь вдвое быстрее. Таким образом, требуется лазерная система аддитивного производства металла с высокой пропускной способностью, которая не страдает ограничениями систем, доступных в настоящее время.
[0018] Этот раздел "уровень техники" предназначен для описания различных аспектов уровня техники, которые могут быть связаны с варианты осуществления настоящего изобретения. Таким образом, вышеприведенное рассмотрение в этом разделе обеспечивает основу для лучшего понимания настоящего изобретения, и не подлежит рассмотрению как допущение традиционной техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0019] Существует давнишняя и не удовлетворенная потребность в, помимо прочего, сборках и системах для объединения множественных источников лазерного пучка в одном или нескольких лазерных пучков, при этом поддерживая и повышая желаемое качество пучка, например, яркость и мощность. Настоящее изобретение, помимо прочего, удовлетворяет этим потребностям путем обеспечения предложенных и раскрытых здесь изделий производства, устройств и процессов.
[0020] Вариант осуществления настоящего изобретения предусматривает систему аддитивного производства на основе 1-D или 2-D массива лазерных пучков, способного непосредственно сплавлять порошок параллельно с возможностью последовательного шагового переноса с использованием точной портальной системы (фиг. 1, 2, 3). Скорость может увеличиваться путем добавления 1-D или 2-D вторичного лазерного пучка для предварительного нагрева и управляемого охлаждения (фиг. 4). Этот вторичный лазер также может быть адресуемым массивом лазерных пучков для обеспечения рисунка предварительного нагрева, согласующегося с наращиваемым рисунком.
[0021] Другой элемент варианта осуществления изобретения предусматривает использование камеры для отслеживания температуры в реальном времени, например, камеры теплового формирования изображения. Камера может использоваться для отслеживания в реальном времени температуры порошкового слоя при его переходе из твердого состояния в жидкое, и изображение на камере может коррелировать с наносимым лазерным рисунком, и уровень мощности отдельных лазерных пучков можно регулировать согласно заранее определенному требованию для обеспечения правильного сплавления и охлаждения отпечатанной детали. Это регулирование температуры с обратной связью, обеспечивало дополнительные преимущества, например, для минимизации пористости изготавливаемой детали, а также для оптимизации шероховатости поверхности и для минимизации остаточных напряжений в детали.
[0022] Согласно варианту осуществления настоящего изобретения включено средство для осаждения порошка в реальном времени в любом направлении в процессе печати, а также для уплотнения порошковой подушки для минимизации пористости порошковой подушки. Основным механизмом для плавления и сплавления порошка будет сварка в режиме проводимости в отличие от гальванометрической сканирующей системы, где применяется режим замочной скважины сварка. Этот подход минимизирует распыление и требования к защите окон и оптики изготовленных деталей.
[0023] Согласно варианту осуществления, настоящее изобретение включает в себя герметичную оболочку для формирования бескислородной среды и систему рециркуляции газа, непрерывно очищающую используемую газовую смесь. Фильтрация газовой смеси необходима по той причине, что летучие порошки и сварочные аэрозоли, не удаленные из среды, могут оказывать влияние на качество изображения и, следовательно, на качество наращиваемой детали.
[0024] Согласно варианту осуществления, настоящее изобретение включает в себя систему микрообработки, которая осуществляет анализ перед наращиванием, разбиение детали на срезы и определение оптимальной стратегии наращивания. Когда отпечатан каждый участок рисунка детали, портальная система может перемещаться к следующей соседствующей детали рисунка или может поступать команда перемещения в любую произвольную позицию, если стратегия наращивания требует случайную печать частичного рисунка для минимизации остаточных напряжений детали.
[0025] Согласно варианту осуществления, настоящее изобретение также не требует наличия сварочного монитора помимо простой видимой камеры для наблюдения за сварочной ванночкой по мере ее распространения. Поскольку существует режим сварки без замочной скважины, сварочная ванночка очень стабильна, даже при сварке меди и алюминия, что невозможно с IR лазерным источником. IR лазерный источник должен опираться на сварочный монитор, например, сканер оптической когерентной томографии (OCT) для получения точного представления замочной скважины, и как наращивание детали развивается с нестабильностями режима замочной скважины. Поскольку режим проводимости сварки порошка с базовым материалом является очень стабильным режимом сварки, не существует распыления, сваренный порошок является очень однородным по толщине и форме, и плотность детали равна 100% в силу отсутствия испарения материала в ходе сварочного процесса.
[0026] Таким образом, предусмотрены система аддитивного производства, процесс и лазерная система имеют один или более из вышеупомянутых признаков. Дополнительно предусмотрены лазерная система, система аддитивного производства, процесс и лазерная система, имеющие один или более из вышеупомянутых признаков совместно со следующими лазерными системами и способами.
[0027] Таким образом, предусмотрена лазерная система для осуществления лазерных операций, причем система имеет: множество сборок лазерных диодов; причем каждая сборка лазерных диодов имеет множество лазерных диодов, способных создавать отдельный синий лазерный пучок вдоль пути лазерного пучка; средство для пространственного объединения отдельных синих лазерных пучков для создания объединенного лазерного пучка, имеющего единое пятно в дальнем поле, которое способно включаться в оптическое волокно для доставки в целевой материал; и средство для пространственного объединения отдельных синих лазерных пучков на пути лазерного пучка и в оптической связи с каждым лазерным диодом.
[0028] Дополнительно предусмотрены способы и системы, имеющие один или более из следующих признаков: наличия по меньшей мере, трех сборок лазерных диодов; и наличия в каждой сборке лазерных диодов по меньшей мере 1 лазерного диода; где сборки лазерных диодов способны распространять лазерные пучки, имеющие полную мощность по меньшей мере около 2 Вт, и свойство параметра пучка менее 20 мм мрад; где свойство параметра пучка составляет менее 15 мм мрад; где свойство параметра пучка составляет менее 10 мм мрад; причем средство для пространственного объединения создает объединенный лазерный пучок, в N раз превышающий по плотности мощности отдельные лазерные пучки; где N - количество лазерных диодов в сборке лазерных диодов; причем средство для пространственного объединения увеличивает мощность лазерного пучка, сохраняя при этом яркость объединенного лазерного пучка; благодаря чему объединенный лазерный пучок имеет мощность, которая по меньшей мере в 50 раз больше мощности отдельного лазерного пучка и, благодаря чему, продукт параметра пучка объединенного лазерного пучка не превышает в N раз продукт параметра пучка отдельного лазерного пучка; благодаря чему, продукт параметра пучка объединенного лазерного пучка не превышает в 1,5*N раз продукт параметра пучка отдельного лазерного пучка; благодаря чему, продукт параметра пучка объединенного лазерного пучка не превышает в 1*N раз продукт параметра пучка отдельного лазерного пучка; причем средство для пространственного объединения увеличивает плотность мощности составного лазерного пучка, сохраняя при этом яркость отдельных лазерных пучков; благодаря чему, объединенный лазерный пучок имеет плотность мощности, который по меньшей мере в 100 раз больше мощности отдельного лазерного пучка и, благодаря чему, продукт параметра пучка объединенного лазерного пучка не превышает в 2*N раз продукт параметра пучка отдельного лазерного пучка; благодаря чему, продукт параметра пучка объединенного лазерного пучка не превышает в 1,5*N раз продукт параметра пучка отдельного лазерного пучка; благодаря чему, продукт параметра пучка объединенного лазерного пучка не превышает в 1*N раз продукт параметра пучка отдельного лазерного пучка; причем оптическое волокно устойчиво к соляризации; причем средство для пространственного объединения имеет оптические узлы, выбранные из группы, состоящей из пластин и клиньев, параллельных плоскости выравнивания, для коррекции по меньшей мере одного из ошибок позиции и ошибок указания лазерного диода; в котором средство для пространственного объединения имеет объединитель пучков поляризации, способный повышать эффективную яркость объединенных лазерных пучков по отдельным лазерным пучкам; причем сборки лазерных диодов задают отдельные пути лазерных пучков с пространством между каждым из путей, благодаря чему отдельные лазерные пучки имеют пространство между каждым пучком; и при этом средство для пространственного объединения имеет коллиматор для коллимации отдельных лазерных пучков на оси наибольшей скорости распространения света лазерных диодов, периодическое зеркало для объединения коллимированных лазерных пучков, причем периодическое зеркало выполнен с возможностью отражения первого лазерного пучка от первого диода в сборке лазерных диодов и пропускает второй лазерный пучок от второго диода в сборке лазерных диодов, благодаря чему пространство между отдельными лазерными пучками в направлении наибольшей скорости распространения света заполняется; причем средство для пространственного объединения имеет узорчатое зеркало на стеклянной подложке; причем стеклянная подложка имеет достаточную толщину для сдвига вертикальной позиции лазерного пучка от лазерного диода для заполнения пустого пространства между лазерными диодами; и имеющий ступенчатый теплоотвод.
[0029] Кроме того, предусмотрена лазерная система для обеспечения лазерного пучка высокой яркости, высокой мощности, причем система имеет: множество сборок лазерных диодов; причем каждая сборка лазерных диодов имеет множество лазерных диодов, способных создавать синий лазерный пучок, имеющий начальную яркость; средство для пространственного объединения синих лазерных пучков для создания объединенного лазерного пучка, имеющего окончательную яркость и формирующего единое пятно в дальнем поле, которое способно включаться в оптическое волокно; причем каждый лазерный диод фиксируется внешним резонатором на отдельной длине волны для существенного увеличения яркости объединенного лазерного пучка, благодаря чему окончательная яркость объединенного лазерного пучка оказывается близкой к начальной яркости лазерного пучка от единственного лазерного диода.
[0030] Дополнительно предусмотрены способы и системы, имеющие один или более из следующих признаков: каждый лазерный диод фиксируется на единой длине волны с использованием внешнего резонатора на основе дифракционной решетки, и все сборки лазерных диодов объединяются в объединенный пучок с использованием средства объединения, выбранного из группы, состоящей из узко разнесенного оптического фильтра и дифракционной решетки; рамановский преобразователь представляет собой оптическое волокно, имеющее сердцевину из чистого плавленого диоксида кремния для создания источника более высокой яркости, и внешнюю сердцевину, окруженную либо воздухом, либо полимером с низким показателем преломления для канализации синего света накачки; рамановский преобразователь используется для накачки рамановского преобразователя, например, оптического волокна, имеющего центральную сердцевину, легированную GeO2, с внешней сердцевиной для создания источника более высокой яркости, и внешнюю сердцевину, которая больше, чем центральная сердцевина, для канализации синего света накачки; рамановский преобразователь представляет собой оптическое волокно, имеющую сердцевину, легированную P2O5, для создания источника более высокой яркости, и внешнюю сердцевину, которая больше, чем центральная сердцевина, для канализации синего света накачки; рамановский преобразователь представляет собой оптическое волокно, имеющее сердцевину с плавным профилем показателя преломления для создания источника более высокой яркости, и внешнюю сердцевину, которая больше, чем центральная сердцевина, для канализации синего света накачки; рамановский преобразователь, имеющий сердцевину, легированную GeO2, с плавным профилем показателя преломления и внешнюю сердцевину со ступенчатыми профилем показателя преломления; рамановский преобразователь используется для накачки волокна рамановского преобразователя, имеющего сердцевину с плавным профилем показателя преломления, легированную P2O5, и внешнюю сердцевину со ступенчатыми профилем показателя преломления; рамановский преобразователь используется для накачки волокна рамановского преобразователя, имеющего сердцевину, легированную GeO2, с плавным профилем показателя преломления; рамановский преобразователь имеет сердцевину с плавным профилем показателя преломления, легированную P2O5, и внешнюю сердцевину со ступенчатыми профилем показателя преломления; рамановский преобразователь представляет собой алмаз для создания лазерного источника более высокой яркости; рамановский преобразователь выполнен из KGW для создания лазерного источника более высокой яркости; рамановский преобразователь выполнен из YVO4 для создания лазерного источника более высокой яркости; рамановский преобразователь выполнен из Ba(NO3)2 для создания лазерного источника более высокой яркости; и рамановский преобразователь представляет собой газ высокого давления для создания лазерного источника более высокой яркости.
[0031] Кроме того, предусмотрена лазерная система для осуществления лазерных операций, причем система имеет: множество сборок лазерных диодов; причем каждая сборка лазерных диодов имеет множество лазерных диодов, способных создавать синий лазерный пучок вдоль пути лазерного пучка; средство для пространственного объединения синих лазерных пучков для создания объединенного лазерного пучка, имеющего единое пятно в дальнем поле, которое способно оптически подключаться к рамановскому преобразователю, для накачки рамановского преобразователя, для увеличения яркости объединенного лазерного пучка.
[0032] Дополнительно предусмотрен способ обеспечения объединенного лазерного пучка, причем способ имеет массив раманово-преобразованных лазеров для генерации синих лазерных пучков на отличающихся друг от друга длины волны и объединения лазерных пучков для создания источника более высокой мощности, при сохранении пространственной яркости исходного источника.
[0033] Кроме того, предусмотрена лазерная система для осуществления лазерных операций, причем система имеет: множество сборок лазерных диодов; причем каждая сборка лазерных диодов имеет множество лазерных диодов, способных создавать синий лазерный пучок вдоль пути лазерного пучка; оптику коллимации и объединения пучков вдоль пути лазерного пучка, которая способна обеспечивать объединенный лазерный пучок; и оптическое волокно для приема объединенного лазерного пучка.
[0034] Кроме того, предусмотрены способы и системы, имеющие один или более из следующих признаков: оптическое волокно находится в оптической связи с волокном, легированным редкоземельным элементом, благодаря чему, объединенный лазерный пучок способен накачивать волокно, легированное редкоземельным элементом, для создания лазерного источника более высокой яркости; и оптическое волокно находится в оптической связи с внешней сердцевиной преобразователя яркости, благодаря чему, объединенный лазерный пучок способен накачивать внешнюю сердцевину преобразователя яркости для создания более высокого коэффициента улучшения яркости.
[0035] Кроме того, предусмотрено рамановское волокно, имеющее: две сердцевины, где одна из двух сердцевин является центральной сердцевиной высокой яркости; и средство для подавления рамановского сигнала второго порядка в центральной сердцевине высокой яркости, выбранной из группы, состоящей из фильтра, волоконной брэгговской дифракционной решетки, различия в числе V для рамановских сигналов первого порядка и второго порядка, различия в усилении при двукратном проходе для рамановских сигналов первого порядка и второго порядка в силу длины волокна или зеркал резонатора и различия в потерях на микроизгибах.
[0036] Кроме того, предусмотрена система генерации второй гармоники, причем система имеет: рамановский преобразователь на первой длине волны для генерации света в нелинейном кристалле на половине длины волны первой длины волны; и внешне-резонансный кристалл удвоения частоты, выполненный с возможностью препятствовать распространению света половинной длины волны через оптическое волокно.
[0037] Кроме того, предусмотрены способы и системы, имеющие один или более из следующих признаков: первая длина волны составляет около 460 нм; и внешне-резонансный кристалл удвоения частоты является KTP; и рамановский преобразователь имеет некруглую внешнюю сердцевину, структурированную для повышения эффективности рамановского преобразования.
[0038] Дополнительно предусмотрена система генерации третьей гармоники, причем система имеет: рамановский преобразователь на первой длине волны для генерации света на второй длине волны, более низкой, чем первая длина волны; и внешне-резонансный кристалл удвоения частоты, выполненный с возможностью препятствовать распространению света более низкой длины волны через оптическое волокно.
[0039] Дополнительно предусмотрена система генерации четвертой гармоники, причем система имеет: рамановский преобразователь для генерации света на 57,5 нм с использованием внешне-резонансного кристалла удвоения частоты, выполненного с возможностью препятствовать распространению света с длиной волны 57,5 нм через оптическое волокно.
[0040] Дополнительно предусмотрена система генерации второй гармоники, причем система имеет преобразователь яркости, легированный редкоземельным элементом, например тулием, который генерирует когерентное излучение на 473 нм при накачке массивом синих лазерных диодов на 450 нм, для генерации света на половине длины волны исходного лазера или 236,5 нм с использованием внешне-резонансного кристалла удвоения частоты, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[0041] Дополнительно предусмотрена система генерации третьей гармоники, причем система имеет преобразователь яркости, легированный редкоземельным элементом, например, тулием, который генерирует когерентное излучение на 473 нм при накачке массивом синих лазерных диодов на 450 нм для генерации света на 118,25 нм с использованием внешне-резонансного кристалла удвоения частоты, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[0042] Дополнительно предусмотрена система генерации четвертой гармоники, причем система имеет преобразователь яркости, легированный редкоземельным элементом, например, тулием, который генерирует когерентное излучение на 473 нм при накачке массивом синих лазерных диодов на 450 нм для генерации света на 59,1 нм с использованием внешне-резонансного кристалла удвоения частоты, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[0043] Кроме того, предусмотрена лазерная система для осуществления лазерных операций, причем система имеет: по меньшей мере, три сборки лазерных диодов; каждая из по меньшей мере трех сборок лазерных диодов имеет по меньшей мере десять лазерных диодов, причем каждый из по меньшей мере десяти лазерных диодов способен создавать синий лазерный пучок, имеющий мощность по меньшей мере около 2 Вт и продукт параметра пучка менее 8 мм-мрад, вдоль пути лазерного пучка, где все пути лазерного пучка по существу параллельны, благодаря чему между лазерными пучками, распространяющимися вдоль путей лазерных пучков, задается пространство; средство для пространственного объединения и сохранения яркости синих лазерных пучков, расположенных на всех из по меньшей мере тридцати путей лазерных пучков, причем средство для пространственного объединения и сохранения яркости имеет коллимирующую оптику для первой оси лазерного пучка, массив вертикальных призм для второй оси лазерного пучка и телескоп; благодаря чему средство для пространственного объединения и сохранения заполняет пространство между лазерными пучками лазерной энергией, таким образом обеспечивая объединенный лазерный пучок на мощности по меньшей мере около 600 Вт, и продукт параметра пучка менее 44 мм-мрад.
[0044] Кроме того, предусмотрена система лазерной обработки адресуемого массива, причем система лазерной обработки адресуемого массива имеет: по меньшей мере, три лазерные системы описанного здесь типа; каждая из по меньшей мере, трех лазерных систем выполнена с возможностью введения каждого из их объединенных лазерных пучков в единое оптическое волокно; благодаря чему каждый из по меньшей мере трех объединенных лазерных пучков способен передаваться вдоль подключенного к нему оптического волокна; по меньшей мере, три оптические волокна оптически связаны с лазерной головкой; и систему управления; где система управления имеет программу, имеющую заранее определенную последовательность для доставки каждого из объединенных лазерных пучков в заранее определенной позиции на целевом материале.
[0045] Кроме того, предусмотрены способы и системы для адресуемого массива, имеющего один или более из следующих признаков: заранее определенная последовательность для индивидуального включения и отключения лазерных пучков от лазерной головки, таким образом, формирования изображения на подушку порошка для плавления и сплавления целевого материала, имеющего порошок, в деталь; волокна в лазерной головке сконфигурированы в компоновке, выбранной из группы, состоящей из линейной, нелинейной, круглой, ромбической, квадратной, треугольной и шестиугольной; волокна в лазерной головке сконфигурированы в компоновке, выбранной из группы, состоящей из 2×5, 5×2, 4×5, по меньшей мере 5 × по меньшей мере 5, 10×5, 5×10 и 3×4; целевой материал имеет порошковую подушку; и имеющие: систему движения x-y, способную перемещать лазерную головку по порошковой подушке, таким образом, плавя и сплавляя порошковую подушку; и систему доставки порошка, которая может перемещаться позади лазерного источника для обеспечения свежего порошкового слоя позади сплавленного слоя; имеющую: систему движения по оси z, способная перемещать лазерную головку для увеличения и уменьшения высоты лазерной головки над поверхностью порошковой подушки; имеющую: устройство двунаправленного размещения порошка, способное размещать порошок непосредственно позади доставляемого лазерного пучка когда он распространяется в положительном направлении оси x или отрицательном направлении оси x; имеющую систему подачи порошка, которая коаксиальна множеству путей лазерных пучков; имеющую самотечную систему подачи порошка; имеющую систему подачи порошка, в которой порошок увлекается потоком инертного газа; имеющую систему подачи порошка, которая поперечна N лазерным пучкам, где N > 1, и порошок располагается под действием силы тяжести перед лазерными пучками; и имеющую систему подачи порошка, которая поперечна N лазерным пучкам, где N > 1, и порошок увлекается потоком инертного газа, который пересекает лазерные пучки.
[0046] Кроме того предусмотрен способ обеспечения объединенного синего лазерного пучка, имеющего высокую яркость, причем способ имеет: применение множества раманово-преобразованных лазеров для обеспечения множества отдельных синих лазерных пучков и объединения отдельных синих лазерных пучков для создания источника более высокой мощности, при сохранении пространственной яркости исходного источника; причем отдельные лазерные пучки множества имеют разные длины волны.
[0047] Кроме того, предусмотрен способ лазерной обработки целевого материала, причем способ имеет систему лазерной обработки адресуемого массива, имеющую по меньшей мере, три лазерные системы наподобие описанных здесь систем для генерации трех отдельных объединенных лазерных пучков в три отдельные оптические волокна; пропускание каждого из объединенных лазерных пучков вдоль соответствующего оптического волокна к лазерной головке; и направление трех отдельных объединенных лазерных пучков от лазерной головки в заранее определенной последовательности в заранее определенной позиции на целевом материале.
В одном из вариантов источник света содержит массив волокон, подающих свет от массива волоконных рамановских лазеров, действующих в диапазоне длины волны от 300 нм до 500 нм.
В одном из вариантов источник света содержит массив оптических волокон, имеющих диаметры, выбранные из группы, состоящей из 10 мкм - 50 мкм, 50 мкм - 100 мкм и 100 мкм - 500 мкм.
В одном из вариантов источник света содержит единый жгут из отдельных оптических волокон, подключенных к отдельным источникам света, который повторно изображается оптикой, которая может быть 1:0,5, 1:1, 1:2 вплоть до 1:10 включительно.
В одном из вариантов источник света является независимо установленными отдельными волокнами.
В одном из вариантов система содержит камеру теплового формирования изображения высокого разрешения для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
В одном из вариантов система содержит массив пирометров для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
В одном из вариантов источник света является лазерным источником синего света для сплавления медных порошков.
В одном из вариантов источник света является лазерным источником синего света для сплавления золотых порошков.
В одном из вариантов источник света является лазерным источником синего света для оптимального сплавления алюминиевых порошков.
В одном из вариантов источник света является лазерным источником синего света для сплавления всех металлов и сплавов металлов.
В одном из вариантов печатающая головка содержит оптическую систему, содержащую коллиматор, который может представлять собой плоско-выпуклую линзу, плоско-выпуклую асферическую линзу, пару дублетных или триплетных линз, и фокусирующую оптику, состоящую из плоско-выпуклой линзы, плоско-выпуклой асферической линзы, здесь источник отстоит на 1f от коллимирующей линзы и на 1f от фокусирующей линзы.
В одном из вариантов оптическая система печатающей головки является оптикой повторного формирования изображения с источником, находящимся на по меньшей мере 2f от линзы, и изображение находится в по меньшей мере 2f от линзы в противоположном направлении.
В одном из вариантов система дополнительно содержит поршень для доставки порошка в подушку принтера для перераспределения.
В одном из вариантов массив источников света является массивом рамановских лазеров, действующих в диапазоне длины волны от 300 нм до 500 нм.
В одном из вариантов массив источников света является массивом оптических волокон диаметрами в пределах 10 мкм - 50 мкм, 50 мкм - 100 мкм или 100 мкм - 500 мкм.
В одном из вариантов массив источников света представляет собой единый жгут из отдельных оптических волокон, подключенных к отдельным источникам света, который повторно изображается оптикой, которая может быть 1:0,5, 1:1, 1:2 вплоть до 1:10 включительно.
В одном из вариантов массив источников света является независимо установленными отдельными волокнами.
В одном из вариантов вторичный источник света является рамановским лазером, действующим в диапазоне длины волны от 300 нм до 500 нм.
В одном из вариантов вторичный источник света является системой лазерных диодов, действующей в диапазоне длины волны 400 нм - 500 нм.
В одном из вариантов температура порошка, облучаемого вторичным источником света, измеряется камерой теплового формирования изображения, и сигнал от камеры используется для регулировки средней температуры освещенной зоны.
В одном из вариантов температура порошка, облучаемого вторичным источником света, измеряется пирометром, и сигнал от пирометра используется для регулировки средней температуры освещенной зоны.
В одном из вариантов камера является камерой теплового формирования изображения высокого разрешения для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
В одном из вариантов система дополнительно содержит самотечную систему доставки порошка, которая действует в обоих направлениях.
В одном из вариантов система дополнительно содержит поршень для доставки порошка в подушку принтера для перераспределения.
В одном из вариантов система дополнительно содержит вращающееся колесо, движущееся противоположно направлению перемещения бункера, для сжатия и уплотнения порошка для снижения пористости порошковой подушки.
В одном из вариантов сигнал управления может быть сигналом, пропорциональным температуре порошковой подушки.
В одном из вариантов сигнал управления может быть сигналом, пропорциональным температуре ванночки расплава, создаваемой в каждой точке 1-D или 2-D изображения на порошковой подушке.
В одном из вариантов используется лазерный источник синего света для сплавления медных порошков.
В одном из вариантов используется лазерный источник синего света для сплавления золотых порошков.
В одном из вариантов используется лазерный источник синего света для оптимального сплавления алюминиевых порошков.
В одном из вариантов используется лазерный источник синего света для оптимального сплавления всех остальных металлов и сплавов металлов.
В одном из вариантов система дополнительно содержит печатающую головку, причем печатающая головка содержит оптическую систему, содержащую коллиматор, который может представлять собой плоско-выпуклую линзу, плоско-выпуклую асферическую линзу, пару дублетных или триплетных линз, и фокусирующую оптику, состоящую из плоско-выпуклой линзы, плоско-выпуклой асферической линзы, здесь источник отстоит на 1f от коллимирующей линзы и на 1f от фокусирующей линзы.
В одном из вариантов оптическая система в печатающей головке является оптикой повторного формирования изображения, где источник находится в по меньшей мере 2f от линзы, и изображение находится в по меньшей мере 2f от линзы в противоположном направлении.
В одном из вариантов массив источников света является массивом волокон, подающих свет от массива волоконных рамановских лазеров, действующих в диапазоне длины волны от 300 нм до 500 нм.
В одном из вариантов массив источников света является массивом оптических волокон диаметрами в пределах 10 мкм - 50 мкм, 50 мкм - 100 мкм или 100 мкм - 500 мкм,
В одном из вариантов массив источников света представляет собой единый жгут из отдельных оптических волокон, подключенных к отдельным источникам света, который повторно изображается оптикой, которая может быть 1:0,5, 1:1, 1:2 вплоть до 1:10 включительно.
В одном из вариантов массив источников света является независимо установленными отдельными волокнами.
В одном из вариантов массив вторичных источников света является волоконным рамановским лазером, действующим в диапазоне длины волны от 300 нм до 500 нм.
В одном из вариантов температура порошка, облучаемого массивом вторичных источников света, измеряется камерой теплового формирования изображения, и сигнал от камеры используется для регулировки средней температуры освещенной зоны.
В одном из вариантов температура порошка, облучаемого массивом вторичных источников света измеряется пирометром, и сигнал от пирометра используется для регулировки средней температуры освещенной зоны.
В одном из вариантов камера, является камерой теплового формирования изображения высокого разрешения для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
В одном из вариантов система дополнительно содержит самотечную систему доставки порошка, которая действует в обоих направлениях.
В одном из вариантов система дополнительно содержит поршень для доставки порошка в подушку принтера для перераспределения.
В одном из вариантов система дополнительно содержит вращающееся колесо, движущееся противоположно направлению перемещения бункера, для сжатия и уплотнения порошка для снижения пористости порошковой подушки.
В одном из вариантов сигнал управления может быть сигналом, пропорциональным температуре порошковой подушки.
В одном из вариантов сигнал управления может быть сигналом, пропорциональным температуре ванночки расплава, создаваемой в каждой точке 1-D или 2-D изображения на порошковой подушке.
В одном из вариантов система дополнительно содержит печатающую головку, причем печатающая головка содержит оптическую систему, содержащую коллиматор, который может представлять собой плоско-выпуклую линзу, плоско-выпуклую асферическую линзу, пару дублетных или триплетных линз, и фокусирующую оптику, состоящую из плоско-выпуклой линзы, плоско-выпуклой асферической линзы, здесь источник отстоит на 1f от коллимирующей линзы и на 1f от фокусирующей линзы.
В одном из вариантов оптическая система в печатающей головке является оптикой повторного формирования изображения, где источник находится в по меньшей мере 2f от линзы, и изображение находится в по меньшей мере 2f от линзы в противоположном направлении.
В одном из вариантов в системе используется лазерный источник синего света для сплавления медных порошков.
В одном из вариантов в системе используется лазерный источник синего света для сплавления золотых порошков.
В одном из вариантов в системе используется лазерный источник синего света для оптимального сплавления алюминиевых порошков.
В одном из вариантов в системе используется лазерный источник синего света для оптимального сплавления всех остальных металлов и сплавов металлов.
В одном из вариантов печатающая головка устанавливается с аналогичными печатающими головками на одном или нескольких порталах для параллельной печати изображений.
В одном из вариантов печатающая головка устанавливается с аналогичными печатающими головками на одном или нескольких порталах для печати изображения, которое является участком детали.
В одном из вариантов печатающая головка устанавливается с аналогичными печатающими головками на одном или нескольких порталах, и оптическая система печатающей головки используется для объединения изображений из множественных источников для создания более крупного непрерывного изображения.
В одном из вариантов печатающая головка устанавливается с аналогичными печатающими головками на одном или нескольких порталах для печати изображения в шахматном порядке, которые объединяются друг с другом путем последовательного шагового переноса промежуточных рисунков.
В одном из вариантов сигнал управления содержит сигнал, пропорциональный температуре порошковой подушки.
В одном из вариантов сигнал управления содержит сигнал, пропорциональный температуре ванночки расплава, создаваемой в каждой точке 1-D или 2-D изображения на порошковой подушке.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0048] Фиг. 1 - вид в перспективе варианта осуществления 3-D принтера на основе массива волокон в соответствии с настоящим изобретением.
[0049] Фиг. 2A - вид в перспективе варианта осуществления печатающей головки на волоконной основе в соответствии с настоящим изобретением.
[0050] Фиг. 2B - вид в перспективе печатающей головки на волоконной основе, показанной на фиг. 2A, с другой перспективы.
[0051] Фиг. 3 - схематическое графическое описание варианта осуществления оптического жгута и путей пучков, в соответствии с настоящим изобретением.
[0052] Фиг. 4A - вид в перспективе варианта осуществления выхода соединителя 1-D жгута для жгута волокон для 1-D системы формирования рисунка, в соответствии с настоящим изобретением.
[0053] Фиг. 4B - вид в перспективе варианта осуществления объединителя волокна в соответствии с настоящим изобретением.
[0054] Фиг. 5A - схема варианта осуществления 3-D печатающей головки с вторичным лазерным источником тепла и первичной 1-D системой формирования рисунка в соответствии с настоящим изобретением.
[0055] Фиг. 5B - вид в перспективе варианта осуществления перекрывающегося изображения вторичного лазерного рисунка и многопятенного первичного изображения в соответствии с настоящим изобретением.
[0056] Фиг. 6A - схема варианта осуществления 3-D печатающей головки с вторичным лазерным источником тепла и первичной 1-D системой формирования рисунка в соответствии с настоящим изобретением.
[0057] Фиг. 6B - вид в перспективе варианта осуществления перекрывающегося изображения вторичного лазерного рисунка и многопятенного первичного изображения в соответствии с настоящим изобретением.
[0058] Фиг. 7A - схема варианта осуществления печатающей головки, имеющей 1-D первичное многопятенное изображение и вторичное изображение нагрева на основе массива лазерных диодов для первичного изображения в соответствии с настоящим изобретением.
[0059] Фиг. 7B - вид в перспективе варианта осуществления перекрывающегося изображения вторичного лазерного рисунка и многопятенного первичного изображения в соответствии с настоящим изобретением.
[0060] Фиг. 8A - 8F - виды в плане различных вариантов осуществления конфигураций изображения жгута волокон (например, лазерных пучков, формирующих рисунок лазерного пучка или лазерный рисунок) на порошковой подушке в соответствии с настоящим изобретением, где стрелки показывают направление перемещения рисунка на подушке.
[0061] Фиг. 9A - 9F - виды в плане различных вариантов осуществления конфигураций изображения жгута волокон (например, лазерных пучков, формирующих рисунок лазерного пучка или лазерный рисунок) на порошковой подушке, где изображение первичных лазерных пучков связано с изображением вторичного лазерного пучка, в соответствии с настоящим изобретением, где стрелки указывают направление перемещения обоих рисунков на подушке. (Пятна первичного изображения показаны как сплошные пятна, и пятна вторичного изображения показаны как контурные пятна.)
[0062] Фиг. 10A - 10F - виды в плане различных вариантов осуществления конфигураций изображения жгута волокон (например, лазерных пучков, формирующих рисунок лазерного пучка или лазерный рисунок) на порошковой подушке, где изображение первичных лазерных пучков связано с изображением вторичного лазерного пучка, и вторичные лазерные пучки имеют разные временные признаки, создающие вторичные изображения разной формы, в соответствии с настоящим изобретением, где стрелки указывают направление перемещения обоих рисунков на подушке. (Пятна первичного изображения показаны как сплошные пятна, и вторичное изображение пятна показаны как контурные пятна.)
[0063] Фиг. 11 - схематический вид в плане отображения изображения на порошковой подушке на камеру теплового формирования изображения в соответствии с настоящим изобретением.
[0064] Фиг. 12 - схема варианта осуществления системы управления и процесса регулирования с обратной связью в соответствии с настоящим изобретением.
[0065] Фиг. 13 - изображение и спектр синего раманово-преобразованного лазерного пучка в соответствии с настоящим изобретением.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0066] Настоящее изобретение относится к лазерной обработке материалов и, в частности, к лазерному наращиванию материалов, включающей в себя процессы лазерного аддитивного производства с использованием лазерных пучков, имеющих длины волны от около 350 нм до 700 нм.
система формирования 1-D рисунка
[0067] На фиг. 1 показан вид в перспективе устройства 3-D (трехмерного) аддитивного производства или печатающего устройства 100. Печатающее устройство 100 имеет конфигурацию волокна, входящую в печатающую головку, которая имеет 1-D (одномерную) конфигурацию волокна. Эта 1-D система может иметь входящие волокна, расположенные линейным образом, например, как показано на фиг. 2A и 2B, и имеющие пути лучей, изображения и оптику как показано, например, на фиг. 3.
[0068] Таким образом, на фиг. 1-3 показан пример 3-D принтера, который использует 1-D систему формирования рисунка, где 1-D означает конфигурацию для жгута волокон, которые обеспечивают и запускают лазерные пучки, используемые для наращивания 3-D объекта.
[0069] Обращаясь сначала к фиг. 1, но в контексте фиг. 2A, 2B и 3, система 100 состоит из портальной системы x-y 101, которая перемещает печатающую головку 200 в направлении x и y. портальная система установлена на основании 112, которая может быть выполнена из гранита, или металла, или предпочтительно других материалов, которые являются тяжелыми, стабильными и обоими. Основание может быть вибрационно изолировано от остальной системы с использованием под ней резины или воздушных опор для предотвращения передачи вибраций от основания к порошковой подушке 110 и печатающей головке 200. Вся система 100 может быть заключена в воздухонепроницаемую среду (не показана на фигуре) для обеспечения инертной атмосферы для обработки порошка. Инертной атмосферой может быть аргон, азот, гелий или любой другой инертный газ, отличный от кислорода. Инертная атмосфера может находиться при сниженном давлении, атмосферном давлении или повышенном давлении, и может быть проточной (впускной и выпускной порты), втекающей (т.е. возобновляемым газом, втекающим, но не вытекающим) или не текучей (вход и выход закрыты после наполнения инертным газом). Предпочтительным вариантом осуществления является аргон, а также смеси аргон-CO2 для облегчения течения расплавленного порошка за счет снижения их поверхностного натяжения. Координатный стол портала несет печатающую головку 200, и жгут массива волокон доставляется соединителем 102 типа QBH к печатающей головке 200. Чуть ниже печатающей головки располагается порошковая подушка 110, где изображение, передаваемое жгутом или массивом волокон, повторно изображается 103 на порошковой подушке 110. Порошок распределяется двунаправленным распределителем 108 порошка, который ездит на паре линейных рельсах 109 для точного перемещения. Распределитель порошка может перемещаться либо посредством y-движения по направляющей 106 параллельного переноса Y портальной системы 101, либо под действием отдельного двигателя, входящего в состав узла распределителя порошка. Порошок загружается в распределитель порошка на переднем и заднем краю основания 112, и порошок доставляется в порошковую подушку самотеком. Распределитель порошка включает в себя валик 107, который вращается в направлении, противоположном направлению движения для распределения и сжатия порошковой подушки. Сжатие порошковой подушки позволяет минимизировать пористость окончательной детали. Питание и сигналы датчиков подаются через гибкий кабельный лоток 105 сбоку портала, когда портал перемещается в направлении y.
[0070] Портальная система 101 имеет направляющую 106 параллельного переноса Y для перемещения печатающей головки 200 в направлении y; и имеет направляющую 111 параллельного переноса X для перемещения печатающей головки 200 в направлении x. Система 100 имеет подъемник 104 порошковой подушки (для перемещения детали вниз по мере ее наращивания, чтобы можно было осаждать на деталь следующий слой).
[0071] В предпочтительном варианте осуществления печатающая головка 200 показана на фиг. 2A и 2B. На фиг. 2A и 2B изображены виды в перспективе одного и того же варианта осуществления, но с разных перспектив, очевидно, что обычно печатающая головка будет закрыта или иметь переднюю пластину, которая не показана на фигурах. Жгут волокон имеет 2, 3, 4, 5, 6, 2-10, и их комбинации, а также большие количества, расположенные в линию, предпочтительно прямую линию. Жгут волокон доставляется через QBH-соединитель 201. QBH-соединитель 201 удерживается на месте цангой 202, которая установлена на корпусе 203 печатающей головки 200. Оптическая система состоит из коллимирующей оптики 204 и фокусирующей оптики 205. Эти две оптические системы можно заменить единой оптикой формирования изображения. Лазерные пучки запускаются с торцов волокон 210, и лазерные пучки распространяются вдоль пути лазерного пучка к линзе 204, линзе 205 и затем выходному окну 209 для формирования изображения 103. Помимо оптической системы, печатающая головка 200 также может включать в себя камеру 207 теплового формирования изображения или пирометр для отслеживания температуры ванны расплава, через отверстие или окно 208 для многопятенного изображения 103, на порошковой подушке.
[0072] На фиг. 3 показана схема варианта осуществления 1-D оптической системы 300 и ход лучей ее лазерных пучков. Эта 1-D оптическая система, может, например, использоваться в печатающей головке 200. Жгут 301 волокон имеет пять оптических волокон 301a, 301b, 301c, 301d, 301e, расположенные по прямой линии, и обеспечивает выходные лазерные пучки вдоль пути пучка, имеющего пути 305 лучей, и выход коллимируется линзой 302, которая может быть плоско-выпуклой линзой, плоско-выпуклой асферической линзой, парой линз, триплетом линз или оптикой аналогичного типа. Затем коллимированные пучки из жгута массива, имеющие пути 307 лучей, фокусируется на изображение 304, имеющее ряд пятен 304a, 304b, 304c, 304d, 304e, фокусирующей линзой 303, которая может быть плоско-выпуклой линзой, плоско-выпуклой асферической линзой, парой линз, триплетом линз или оптикой аналогичного типа. Размер волокон показан шкалой 320, и размер изображения и пятен показан шкалой 321. Искривленные поверхности плоско-выпуклой и плоско-асферической линз обращены друг к другу для минимизации сферических аберраций системы. Ход лучей, показанный на фиг. 3, соответствует двум плоско-асферическим линзам из плавленого диоксида кремния. Пятно находится в фокальной плоскости или плоскости преобразования Фурье, и благодаря малым аберрациям в системе, существует небольшое расширение изображения, полученного в перекрытии отдельных волоконных изображений, т.е. пятен 304a, 304b, 304c, 304d, 304e, которые составляют изображение 304. Система также может использовать единую линзу формирования изображения, здесь запускающий торец волоконного источника 301 будет располагаться по меньшей мере в 2f от оптики формирования изображения, и плоскость изображения будет по меньшей мере в 2f от той же оптики. Этот подход потребует существенно более крупную линзу, чем предпочтительный вариант осуществления, предусматривающий использование коллимирующей линзы и фокусирующей линзы для повторного формирования изображения жгута волокон. Камера теплового формирования изображения или пирометр предпочтительно отслеживает температуру ванны расплава, для каждого отдельного пятна в многопятенном изображении, на порошковой подушке.
[0073] Согласно вариантам осуществления 1-D системы формирования рисунка, 1-D линия излучателей, например, торцов волокон, может быть 2, 3, 4, …, n, в зависимости от физического размера волокон и QBH-соединителя. Согласно варианту осуществления существует единое волокно. Согласно варианту осуществления, от 2 до 15, от 2 до 10, от 5 до 50, от 2 до 1000, от 5 до 500, от 100 до 2000, более 10, более 20, более 50, и их комбинации и разновидности, и большие и меньшие количества волокон располагаются, например, рядом. Таким образом, можно использовать, например, волокна диаметром 200 мкм, (имеющие диаметр сердцевины, например, от около 10 до около 185 мкм) и их пучки и изображение пучков, повторно изображаемое на порошковую подушку для обеспечения мощности для плавления и сплавления порошка с базовым материалом.
[0074] На фиг. 4A показан вид в перспективе варианта осуществления выхода 700 соединителя жгута типа QBH. Этот выход 700 соединителя имеет пять волокон 701, расположенных по прямой линии, для обеспечения пяти излучателей лазерных пучков и их изображений, например, круглых пятен. Выход 700 соединителя имеет механический вход 702 QBH, который вмещает пять волокон. Этот вход 702 может вставляться, например, в печатающую головку или объединительный узел, например, типа, показанного на фиг. 4B. Выход 700 соединителя имеет защитное покрытие 703, которое покрывает оптические волокна и имеет датчик разъединения.
[0075] Пример варианта осуществления объединителя жгута волокон показан на фиг. 4B. Объединитель 806 в этом случае является объединителем пустого пространства, где входные волокна 801, 802, 803, 804, 805, коллимируются до объединения и перефокусируются в жгут 807 выходных волокон, который затем передается оптическими волокнами, например, на выходной соединитель, печатающую головку. Жгут волокон принимает мощность из каждого из отдельных волокон, 801, 802, 803, 804, 805 и повторно изображается на порошковую подушку. Мощность из каждого волокна может составлять около 2 ватта (Вт), 10 Вт, 100 Вт, около 150 Вт, около 500 Вт, около 1 кВт, около 2 кВт, от около 1 Вт до около 2 кВт, от около 2 Вт до около 150 Вт, от около 250 Вт до около 1 кВт, или много киловатт, и их комбинации и разновидности, в зависимости, например, от того, насколько быстро портальная система может сканировать, и размера изображения жгута волокон.
[0076] Примеры различных вариантов осуществления рисунков 1-D лазерного изображения (например, многопятенных изображений), которые могут генерироваться 1-D конфигурациями жгута волокон и печатающими головками, показаны на фиг. 8A, 8B, 8C, 8D, 8E, 8F. Направление перемещения рисунка на порошковой подушке указано стрелками. Эти лазерные рисунки могут использоваться с любым из вариантов осуществления систем аддитивного производства, печатающих головок и способов в соответствии с настоящим изобретением.
[0077] Пятна в многопятенном изображении могут иметь круглую, эллиптическую, квадратную, прямоугольную и другие формы; они могут объединяться, соседствовать, перекрываться, частично перекрываться; они могут быть линейными, прямолинейными, криволинейными, ступенчатыми, в рисунке, образующем более крупную область, например, квадратную или прямоугольную; и комбинации и разновидности этих и других конфигураций и компоновок. Эти лазерные рисунки могут использоваться с любым из вариантов осуществления систем аддитивного производства, печатающих головок и способов в соответствии с настоящим изобретением.
[0078] Деталь печатается путем сканирования 1-D изображения жгута волокон по порошковой подушке. 1-D изображение выходов волокна высокой мощности заметается на оси y портальной системой и ступенчато изменяется по оси x для повторения рисунка. Ступенчатое изменение может соседствовать с дорожкой просто принтер, или оно может произвольно изменяться в зависимости от рисунков напряжения, желаемых в окончательной детали. После печати, подъемник порошковой подушки, который располагается под порошковой подушки, опускает порошковую подушку на заранее определенную величину, (например, около 40 мкм, около 50 мкм, около 60 мкм, от около 35 мкм до около 65 мкм и их комбинации и большие и меньшие расстояния), распределитель порошка распределяет ровный слой порошкового металла, валик сжимает порошковую подушку для снижения пористости порошка. После подготовки порошковой подушки для следующего слоя, на следующих слоях печатается изображение 1-D жгута волокон, сканируемое по его поверхности.
[0079] Волоконная система также может быть заменена отдельными лазерными диодами, однако это не является предпочтительным вариантом осуществления вследствие размера печатающей головки и сложной электроники, необходимой для возбуждения отдельных лазерных диодов. Отдельные лазерные диоды могут составлять часть адресуемого линейного массива лазерных диодов, и в этом случае отдельные лазерные диоды составляют часть непрерывной линейной сборки, с индивидуальными возможностями возбуждения током. Это хорошая альтернатива волоконному подходу с ограниченной мощностью отдельного излучателя.
Система формирования р1-D рисунка с вторичным лазером
[0080] Согласно варианту осуществления, дополнительный или второй лазерный пучок добавляется к печатающей головке для обеспечения средства для предварительного нагрева, управления охлаждением и регулировки температуры отпечатанного изображения. Вторичный лазерный пучок также может именоваться пучком нагрева; тогда как первичные лазерные пучки, которые используются для плавления и сплавления порошка для формирования объекта, могут именоваться лазером наращивания и лазерным пучком наращивания.
[0081] Вариант осуществления печатающей головки, имеющей первичный и вторичный лазерные пучки, показан на фиг. 5A, жгут волокон, который обеспечивает первичные лазерные пучки и создает первичное изображение 409 (которое может быть многопятенным изображением) на порошковой подушке, доставляется QBH-соединителем 401 и присоединяется к печатающей головке 400 цангой 402. Оптическая система для пути пучка и доставки пучка для первичного изображения 409 состоит из линзы 405 для коллимации выхода жгута волокон. Затем коллимированный выход фокусируется на порошковую подушку в качестве первичного изображения 409 фокусирующей линзой 406. Эта оптическая система аналогична предыдущему описанию, где линзы могут быть плоско-выпуклыми, плоско-выпуклыми асферическими, дублетами или триплетами. Второй лазерный пучок вводится в печатающую головку 400 через оптическое волокно, доставляемое QBH-соединителем 403, который присоединен к печатающей головке цангой 404. Линза 407 используется для коллимации выхода волокна. Линза 407 может быть плоско-выпуклой, плоско-выпуклой асферической, дублетом или триплетом. При высоких уровнях мощности дублет или триплет должен иметь воздушное разделение, поскольку большинство цементов не выдерживает высокие уровни мощности. Затем коллимированный пучок преобразуется и фокусируется в порошковую подушку линзовой или микролинзовой системой 408, которая формирует пучок во вторичное изображение и перенаправляет его для перекрытия с первичным изображением 409. Вариант осуществления этих перекрывающихся изображений показан на фиг. 5B. Перекрывающиеся изображения 450 могут быть первичным многопятенным изображением 451, имеющим первичные пятна 411, 412, 413, 414, 415, которые распространяются из первичных волокон в жгуте первичных волокон. Первичные пятна объединяются с вторичным изображением 410 вторичного преобразованного лазерного пучке. Предпочтительно вторичное изображение нагревает объем порошка 420. В этом варианте осуществления, вторичный лазерный пучок предназначен для доставки большей части своей энергии непосредственно перед 1-D рисунком 451, переносимым в направлении “y”, указанном стрелкой 416. Оба первичный 451 и вторичный 410 рисунки движутся с одинаковой скоростью и в одном и том же направлении 416. Этот рисунок вторичного пучка предварительно нагревает порошок, помогает изображению жгута волокон плавить порошок и приплавлять его к подложке, и обеспечивает некоторое тепло после сплавления для отжига материала, таким образом снижая внутренние напряжения в печатаемой детали. Остальная система функционирует, как описано в предыдущем разделе, где камера теплового формирования изображения или массив пирометров встроена в систему для обеспечения обратной связи с лазерными системами для поддержки порошка непосредственно перед изображением жгута 451 первичных волокон при заранее определенной температуре, предпочтительно чуть ниже точки плавления порошка. В ходе процесса сплавления, сигнал обратной связи от камеры теплового формирования изображения или массива пирометров используется для регулировки мощности вторичного лазера, отдельных лазеров в жгуте волокон, которые создают изображение 451, и обоих, для создания заранее определенной температуры порошка в изображении жгута волокон. Заранее определенные температуры порошка, используемые в системе, будут первоначально определяться эмпирически с системой и использоваться как руководство для всех наращиваний для минимизации шероховатости поверхности, пористости детали и размера детали. Вторичный лазерный источник может иметь мощность 50 Вт, 100 Вт, 150 Вт, 500 Вт, 1000 Вт, от около 50 Вт до около 2 кВт, от около 250 Вт до около 1 кВт, и много киловатт, и все значения в этих диапазонах, в зависимости, например, от скорости сканирования печатающей головки и площади используемого рисунка массива волокон.
[0082] На фиг. 6A и 6B показан вид в перспективе лазерной головки 500, которая обеспечивает объединенное изображение 509 вторичного изображения 552 и первичного изображения 551, где оба жгут вторичных волокон и лазерный источник обеспечивает адресуемый тепловой рисунок на порошковой подушке. Фиг. 6 иллюстрирует использование жгута вторичных волокон, где жгут волокон присоединен соединителем 503 к печатающей головке 500 цангой 504. Жгут первичных волокон присоединен соединителем 501 и цангой 502 к печатающей головке 500 и имеет коллимирующую линзу 505 и фокусирующую линзу 506 с преобразованием Фурье. Линза 507 коллимирует жгут волокон, и система 508 преобразования создает n изображения пучка жгута вторичных волокон, которые могут индивидуально управляться для формирования изображения 552, которое в этом варианте осуществления имеет изображения 516, 517, 518, 519, 520, которые соответствуют объему порошка в порошковой подушке, которая нагревается. Путем управления временем включения и отключения каждого вторичного лазерного источника, можно изменять характеристики предварительного нагрева и охлаждения каждого соответствующего объема изображений 516-520. Согласно варианту осуществления фиг. 5B, два внешних волокна, которые обеспечивают внешние вторичные изображения 516, 520, включаются и отключаются одновременно для предварительного нагрева внешнего края рисунка. Затем два внутренних волокна, которые обеспечивают изображения 517, 519 включаться чуть позже, чтобы тепло, выделяющееся из внешних волокон, поглощалось во внутренние области поскольку во внутренних областях требуется меньше энергии в силу нагрева двух внешних областей. Изображение 518 центрального вторичного волокна требует еще меньше энергии, поэтому источник включается позже, на более низком уровне мощности и отключается позже для обеспечения тепла для отжига либо одной области, соответствующей лазерному пятну 513, либо всей области, соответствующей лазерным пятнам 511-515, которые формируют первичное многопятенное изображение 551, в зависимости от теплопроводности материала и конструкции детали. Каждое вторичное волокно может доставлять 30 Вт, 100 Вт, 150 Вт, от около 50 Вт до около 2 кВт, от около 250 Вт до около 1 кВт и много киловатт мощности и все значения в этих диапазонах, в зависимости, например, от скорости сканирования печатающей головки и размера нагреваемого рисунка.
[0083] На фиг 7A и 7B показаны виды в перспективе лазерной печатающей головки 600, которая обеспечивает многопятенное изображение 608 первичного лазерного пучка, имеющее пятна 610, 611, 612, 613, 614, и изображение 609 вторичного лазерного пучка, которое перекрывает изображение 608 и нагревает объем 651 порошка. Первичным лазерным источником является массив 601 диодов (который может обеспечивать 1-D рисунок или 2-D рисунок) путь первичного лазерного пучка выходит из массива 601 и входит в первую оптику 604 преобразования пучка и затем вторую оптику 605 преобразования пучка для формирования изображения 608, которое является 1-D рисунком, на поверхности порошковой подушки. Вторичный лазер имеет волокно или жгут волокон, подключенный к печатающей головке 600 соединителем 603 и цангой 603. Путь вторичного лазерного пучка проходит из волокна или жгута волокон к коллимирующей линзе 606 и затем к оптике 607 преобразования пучка для формирования и перекрытия изображения 609 вторичного лазерного пучка с изображением 608 первичного лазерного пучка. Направление перемещения лазерных пучков и их соответствующих изображений относительно порошковой подушки указано стрелкой 615.
[0084] Согласно варианту осуществления фиг. 7A и 7B, адресуемый массив лазерных диодов создает адресуемый тепловой рисунок на порошковой подушке. Каждый излучатель из адресуемого массива лазерных диодов 601, может иметь мощность 3 Вт, 10 Вт или выше, которая ограничивается технологией изготовления массивов диодов. Сами по себе уровни мощности отдельных лазерных диодов недостаточны для плавления многих металлических материалов, поэтому вторичный источник тепла или лазерный источник, который обеспечивается волокном или жгутом волокон в соединителе 602, необходим для любой конструкции, где используется адресуемый массив лазерных диодов. Может использоваться либо нагреваемая порошковая подушка, либо вторичный лазерный источник. Здесь вторичный лазерный источник используется для обеспечения изображения 609 для предварительного нагрева объема 651 порошка до чуть ниже точки плавления, и изображение 608 массива лазерных диодов используется для плавления и сплавления порошка с материалом под ним. Вторичный лазерный источник может быть единым волокном, жгутом волокон, который присоединяется к печатающей головке 600 соединителем 602 и цангой 603, или вторичный лазерный источник может быть другим массивом лазерных диодов, который коллимируется и повторно изображается для формирования единого изображения 609 или ряда изображений, например, показанных согласно варианту осуществления фиг. 6A. Предпочтительным вариантом осуществления для массива лазерных диодов является синий лазерный диод благодаря более высокому поглощению по сравнению с IR лазерным диодом. 1-D рисунки, которые можно использовать в прямом массиве лазерных диодов, наиболее вероятно являются вариантом осуществления на фиг. 8B и 8D, где разнесение между диодами следует рассматривать в любой конструкции, однако оптика, которая преобразует изображение, может использоваться для создания любого из изображений вариантов осуществления на фиг. 8A-8A.
[0085] Один или более или все из первичных лазерных пучков, формирующих первичный рисунок лазерного пучка могут находиться полностью в области вторичного лазерного рисунка, частично в области вторичного лазерного рисунка, полностью вне области рисунка второго лазерного пучка, и их комбинации и разновидности. Согласно вариантам осуществления, рисунки первичного и вторичного лазерного пучка могут перемещаться с одинаковой скоростью в одном и том же направлении, с разными скоростями в одном и том же направлении (например, первичный быстрее, или вторичный быстрее) и в разных направлениях, с одинаковыми или разными скоростями) и их комбинации и разновидности. Первичный и вторичный лазерные пучки также могут перемещаться в независимых заранее определенных рисунках для наращивания предметов конкретных типов или придавать наращиваемому предмету конкретные типы признаков.
[0086] Первичный рисунок лазерного пучка может иметь один, два, три, четыре, или более, и десятки или более, лазерных пучков. Вторичный рисунок лазерного пучка может быть единым пучком или может быть множественными лазерными пучками или множественными перекрывающимися лазерными пучками и их комбинациями, и разновидностями.
[0087] Поперечное сечение первичного лазерного пучка может иметь круглую, эллиптическую или квадратную, или другие формы. Рисунки первичного лазерного пучка могут располагаться линейно, в квадратной конфигурации, в прямоугольной конфигурации, в круглой конфигурации, в эллиптической конфигурации, в параболической конфигурации (выпуклой или вогнутой относительно движения рисунка), в виде дуги (выпуклой или вогнутой относительно движения рисунка), конфигурации стрелки или “V”, ромбической конфигурации, а также в виде других геометрических фигур и конфигураций и их комбинаций и разновидностей.
[0088] Согласно варианту осуществления, вторичный рисунок может быть получен с помощью лампы видимого, UV или IR света высокой интенсивности, свет которой проходит через пространственный модулятор света, или лазера высокой мощности, свет которого проходит через пространственный модулятор света, или массива лазеров, содержащего от 1 до N источников, образующих 1-D или 2-D рисунок. Массив вторичных лазеров может представлять собой массив лазерных диодов или массив волокон, подключенных к отдельным лазерным системам.
[0089] Система формирования 2-D рисунка
[0090] Предпочтительный вариант осуществления предусматривает использование двухмерных (2-D) жгутов волокон или массивов лазеров в качестве источника тепла, или энергии, при печати металлической детали. Пример некоторых 2-D жгутов волокон и создаваемых ими лазерных рисунков или многопятенных изображений показаны в вариантах осуществления на фиг. 8D-8F. На фиг. 8F показано изображение квадратных пятен, сформированных из массива квадратных или прямоугольных оптических волокон или другой оптики, которая формирует пучки для обеспечения этих пятен. Согласно варианту осуществления, переход от системы формирования 1-D рисунка к варианту осуществления системы формирования 2-D рисунка состоит в добавлении одного или более рядов волокон в печатающей головке (сравним фиг. 8C с 8E) и способности более быстрой печати благодаря увеличению адресуемой области. Эти 2-D источники могут иметь отдельные уровни мощности лазера 3 Вт, 10 Вт, 20 Вт, 100 Вт, 150 Вт, от около 50 Вт до около 2 кВт, от около 250 Вт до около 1 кВт и много киловатт в зависимости от скорости сканирования системы печати и размера отпечатанного рисунка.
[0091] Система формирования 2-D рисунка также может быть объединена с единым вторичным лазерным источником, массивом вторичных лазерных источников или жгутом вторичных лазерных источников, и их комбинациями и разновидностями, для обеспечения энергии для предварительного нагрева или управляемого охлаждения печатаемого рисунка. Согласно вариантам осуществления, на изображения высокой мощности на порошковой подушке может накладываться единый вторичный лазер. На фиг. 9A - 9F показаны виды в плане вариантов осуществления составных изображений из первичных изображений и вторичных изображений. Направление перемещения рисунков обоих первичного и вторичного пучков показано стрелкой на каждой фигуре.
[0092] На фиг. 9A показан вариант осуществления прямолинейного многопятенного 1-D первичного изображения под углом к перемещению направления и полностью в круглом вторичном изображении.
[0093] На фиг. 9B показан вариант осуществления первичного изображения, которое является наклонным массивом 1-D изображений с мертвой зоной между каждым пятном, компенсируемым по углу наклона пятен, и единым вторичным изображением, обеспеченным вторичным лазерным источником для предварительного нагрева порошка до сплавления. В этом варианте осуществления вторичное изображение соседствует, но без перекрытия с рисунка первичного пучка.
[0094] На фиг. 9C показан вариант осуществления первичного изображения простого линейного массива, перекрывающегося с прямоугольным вторичным лазерным изображением для обеспечения энергии как предварительного нагрева, так и последующего сплавления для регулировки температуры через последовательность наращивания.
[0095] На фиг. 9D показан вариант осуществления разнесенного 2-D массива рисунков, перекрывающегося единым эллиптическим вторичным лазерным пятном, опять же, для обеспечения энергии, необходимой для данной скорости сканирования для доведения порошка до температуры чуть ниже температуры плавления и для обеспечения средства для отжига материала после сварки.
[0096] На фиг. 9E показан вариант осуществления 2-D первичного изображения из плотного массива волокон опять же с изображением единого пучка предварительного нагрева из вторичного лазерного источника, которое соседствует с первичным изображением и перед ним.
[0097] На фиг. 9F показан вариант осуществления 2-D первичного изображения из плотного массива квадратных волокон, которые соседствуют. Согласно варианту осуществления квадраты перекрываются для минимизации интервалов обработки. Этот рисунок плотного массива перекрывается вторичным лазерным источником с намерением предварительного нагрева порошка, обеспечивая дополнительную энергию в ходе процесса плавления и связывания и в конце концов обеспечивают одну ту же регулировку температуры после этапа плавления и сплавления.
[0098] Эти вторичные лазерные источники для рисунков вторичного изображения вариантов осуществления на фиг 9A - 9F, и в других вариантах осуществления вторичных лазерных рисунков и изображений, могут иметь мощность около 2 Вт, около 3 Вт, около 10 Вт, около 20 Вт, около 50 Вт, около 100 Вт, около 150 Вт, от около 50 Вт до около 2 кВт, от около 10 Вт до около 200 Вт, от около 50 Вт до около 500 Вт, от около 250 Вт до около 1 кВт и много киловатт, в зависимости от, например, скорости сканирования печатающей головки, мощности первичного лазерного пучка и размера нагреваемой области.
[0099] Объединение первичного лазерного источника со жгутованным волокном с вторичным источником со жгутованным волокном позволяет изменять температурные циклы предварительного нагрева и охлаждения в ходе наращивания объекта. Таким образом, циклы обработки предварительного нагрева и охлаждения могут изменяться, например, адаптироваться, к условиям наращивания предмета по мере ее наращивания. Таким образом, информация о свойстве наращиваемого предмета, например, температуре, шероховатости, плотности, спектре излучаемого или отражаемого света, используется для изменения и регулировки свойств лазерного пучка вторичного волокна, например, времени и мощности и, таким образом, регулировки вторичного изображения “на лету” в отношении первичного изображения, наращивания предмета и обоих. На фиг. 10A-10F показаны разные конфигурации и эффекты хронирования, возможные при перекрытии адресуемого рисунка лазерного изображения с адресуемым вторичным рисунком предварительного нагрева. Дополнительным преимуществом предварительного лазерного нагрева является устранение необходимости нагрева всей подушки или камеры, для которого требуется значительно больше энергии.
[00100] Система регулировки температуры
[00101] Предыдущие системы аддитивного производства, до настоящего изобретения, действуют без обратной связи, что не позволяет точно управлять качеством печати. В этом состоял значительный недостаток этих предыдущих систем, который варианты осуществления настоящего изобретения позволяют решать и улучшать. Согласно варианту осуществления настоящего изобретения, контур обратной связи используется для точной регулировки температуры в каждом из 1-D или 2-D рисунков, а также вторичном лазерном рисунке и порошковой подушке, куда доставляются эти рисунки. Этот контур обратной связи обеспечивает многочисленные преимущества, включающие в себя, например, детали, которые наращиваются, будут иметь более низкую пористость, более низкую дефектность и лучшую шероховатость поверхности, чем может достичь система без обратной связи. Вследствие относительно низкой скорости перемещения портальной системы по сравнению с гальванометрическими системами, можно измерять температуру порошковой подушки в каждой точке рисунка печати и изменять настройку мощности лазера, адресующего эту область рисунка печати, на более оптимальную настройку в реальном времени, в процессе печати, например, регулировку “на лету” процесса печати на основании температурного профиля предмета по мере ее наращивания. Согласно варианту осуществления температурный профиль подушки отслеживается и управляется от лазерного пятна к лазерному пятну, чтобы затем регулировать мощность, хронирование и оба лазерных пятен для управления процессом наращивания предмета. Фиг. 11 иллюстрирует, как изображение 1101 жгута волокон может повторно изображаться 1103 на массив 1102 датчиков камеры. Затем программное обеспечение для считывания массива датчиков может распознавать нагреваемые области и обеспечивают среднюю температуру каждой области. Если все лазерные источники имеют одинаковую мощность, то центральные пиксели будут считывать гораздо более высокую температуру, чем внешние пиксели, и мощность во внутренние источники может снижаться, пока не будет достигнут однородный температурный профиль. Это поддерживает плавление и сплавление порошка в оптимальном температурном диапазоне. Это применяется не только к изображениям 2-D жгута волокон, но и к изображениям 1-D жгута волокон. После измерения температуры области, как показано на фиг. 12, вычисляется последовательность командных сигналов 1204-1210, которые увеличивают или уменьшают мощность в каждую область, пока не будет достигнут однородный или заранее определенный оптимальный температурный профиль. Таким образом, изображение 1201 массива или жгута волокон на порошковой подушке изображается на устройство для приема и анализа изображения, например, датчики, камеру, например, FLIR-камеру. Это обеспечивает матрицу 1202 температурных профилей на попиксельной основе. Процессор, например, компьютер, микропроцессор, интерполирует и транслирует температурные профили из матрицы 1202 в отношении программы наращивания и регулирует мощность лазера в соответствии со стратегией наращивания, отправляя сигналы 1204-1210 управления на лазеры, связанные с отдельными волокнами или изображениями, созданными этими лазерами. Таким образом, обеспечивается регулировка на лету от пятна к пятну лазерного пучка и профиля наращивания. Также, путем подачи сигнала обратной связи в реальном времени на лазерные источники, в случае, когда порошок надлежащим образом не плавится, то это будет осуществляться для увеличения мощности в эту область для увеличения вероятности его надлежащего плавления. Это будет происходить в областях, где существует большая изменчивость в диаметре порошков, причем для плавления порошков большего диаметра требуется больше энергии, чем для плавления порошков малого диаметра. Критично также удерживать порошки малого диаметра от испарения, поэтому обратная связь по температуре в реальном времени с лазерными источниками может использоваться для задания средней по области температуры, достаточной для плавления крупных частиц порошка, но недостаточной для испарения меньших частиц порошка.
[00102] Примеры систем, обработки, конфигураций и способов вариантов осуществления настоящих систем и способов приведены в таблице I.
[00103] Таблица I.
[00104] Дополнительно, и в общем случае варианты осуществления настоящего изобретения относятся к объединению лазерных пучков, системам для создания этих комбинаций и процессам, использующим объединенные пучки. В частности, настоящее изобретение относится к массивам, сборкам и устройствам для объединения лазерных пучков из нескольких источников лазерного пучка в один или более объединенных лазерных пучков. Эти объединенные лазерные пучки, предпочтительно, сохраняют, расширяют и оба, различные аспекты и свойства лазерных пучков из отдельных источников.
[00105] Варианты осуществления настоящих сборок массивов, и объединенные лазерные пучки, которые они обеспечивают, могут находить широкое применение. Варианты осуществления настоящих сборок массивов являются компактными и долговечными. Варианты осуществления настоящих сборок массивов применимы в сварке, аддитивном производстве, включающем в себя 3-D печать; системах аддитивного производства - фрезеровки, например, аддитивном и субтрактивном производстве; астрономии; метеорологии; формировании изображения; проекции, в том числе развлекательной; и медицине, в том числе стоматологии, и т.д.
[00106] Хотя это описание изобретения уделяет особое внимание массивам синих лазерных диодов, следует понимать, что этот вариант осуществления призван только иллюстрировать типы сборок массивов, систем, процессов и объединенных лазерных пучков, рассматриваемых настоящим изобретением. Таким образом, варианты осуществления настоящего изобретения включают в себя сборки массивов для объединения лазерных пучков из различных источников лазерного пучка, например, твердотельных лазеров, волоконных лазеров, полупроводниковых лазеров, а также других типов лазеров и их комбинаций и разновидностей. Варианты осуществления настоящего изобретения включают в себя объединение лазерных пучков по всем длинам волны, например, лазерных пучков, имеющих длины волны от около 380 нм до около 800 нм (например, видимого света), от около 400 нм до около 880 нм, от около 100 нм до около 400 нм, от 700 нм до 1 мкм, и комбинации, разновидности конкретных длин волны в этих различных диапазонах. Варианты осуществления настоящих массивов также могут находить применение в микроволновом когерентном излучении (например, с длиной волны больше около 1 мм). Варианты осуществления настоящих массивов могут объединять пучки от одного, двух, трех, десятков или сотен лазерных источников. Эти лазерные пучки могут иметь мощность от нескольких милливатт до ватт и до киловатт.
[00107] Вариант осуществления настоящего изобретения состоит из массива синих лазерных диодов, которые объединяются в конфигурации для предпочтительного создания лазерного источника высокой яркости. Этот лазерный источник высокой яркости может использоваться непосредственно для обработки материалов, т.е. маркировки, резания, сварки, пайки твердым припоем, тепловой обработки, отжига. Материалы, подлежащие обработке, например, исходные материалы или целевые материалы, могут включать в себя любой материал или компонент или состав, и, например, могут включать в себя полупроводниковые компоненты, например, но без ограничения, TFT (тонкопленочные транзисторы), исходные материалы 3-D печати, металлы, включающие в себя золото, серебро, платину, алюминий и медь, пластмассы, ткань и полупроводниковые вафли и т.д. Прямая обработка может включать в себя, например, абляцию золота из электроники, проекционных дисплеев, и лазерного светового шоу и т.д..
[00108] Варианты осуществления настоящих лазерных источников высокой яркости также могут использоваться для накачки рамановского лазера или антистоксовского лазера. Рамановской средой может быть волоконная оптика или кристалл, например, алмаз, KGW (вольфрамат калия-гадолиния, KGd(WO4)2), YVO4 и Ba(NO3)2. Согласно варианту осуществления лазерными источниками высокой яркости являются источники в виде синих лазерных диодов, которые являются полупроводниковыми устройствами, действующими в диапазоне длины волны 400 нм - 500 нм. Рамановская среда является преобразователем яркости и способна повышать яркость источников в виде синих лазерных диодов. Повышение яркости может проходить полностью до создания одномодового источника с дифракционным ограничением пучков, т.е. пучка, имеющего M2 около 1 и 1,5 с параметром продукта пучка менее 1, менее 0,7, менее 0,5, менее 0,2 и менее 0,13 мм-мрад в зависимости от длины волны.
[00109] Согласно варианту осуществления “n” или “N” (например, два, три, четыре и т.д., десятки, сотни или более) источники в виде лазерных диодов могут быть выполнены в виде жгута оптических волокон, что обеспечивает адресуемый источник света, который можно использовать для лазерных операций и процедур маркировки, плавления, сварки, абляции, отжига, тепловой обработки, резания материалов и их комбинации и разновидности и т.д.
[00110] Вариант осуществления лазерной системы с конфигурацией адресуемой лазерной доставки. Система имеет адресуемую систему лазерных диодов. Система обеспечивает независимо адресуемые лазерные пучки множеству волокон (рассматриваются большие и меньшие количества волокон и лазерных пучков). Волокна объединяются в жгут волокон, которой содержится в защитной трубке или покрытии. Волокна в жгуте волокон сплавляются друг с другом для формирования печатающей головки, который включает в себя оптический узел, который фокусирует и направляет лазерные пучки, вдоль путей пучков, к целевому материалу. Печатающая головка и бункеры для порошка перемещаются совместно с перемещением печатающей головки в положительном направлении согласно. Дополнительный материал может располагаться поверх сплавленного материала с каждым проходом печатающей головки или бункера. Печатающая головка является двунаправленной и будет сплавлять материал в обоих направлениях по мере перемещения печатающей головки, поэтому бункеры для порошка действуют позади печатающей головки, обеспечивая наращивание материала, подлежащего сплавлению, на следующем проходе лазерной печатающей головки.
[00111] Под “адресуемым массивом” подразумевается, что одно или более из: мощности; длительности зажигания; последовательности зажигания; позиции зажигания; мощности пучка; формы пятна пучка, а также фокусного расстояния, например, глубины проникновения в направлении z, может независимо изменяться, управляться и заранее определяться, или каждый лазерный пучок в каждом волокне для обеспечения точных и заранее определенных рисунков доставки, которые можно создавать из высокоточных конечных продуктов целевого материала (например, наращиваемых материалов) варианты осуществления адресуемых массивов также могут иметь способность для отдельных пучков и лазерных пятен, созданных этим пучком, для осуществления измененных, заранее определенных и точных лазерных операций, например, отжига, абляции и плавления.
[00112] Следующие примеры приведены для иллюстрации различных вариантов осуществления лазерных массивов, систем, устройств и способов настоящего изобретения. Эти примеры приведены в целях иллюстрации и не подлежат рассмотрению как ограничение объема настоящего изобретения.
[00113] Пример 1
[00114] Массив синих лазерных диодов, пространственно объединенных для создания единого пятна в дальнем поле, который может быть подключен к оптическому волокну, устойчивому к соляризации, для доставки в заготовку.
[00115] Пример 2
[00116] Массив синих лазерных диодов, как описано в примере 1, которые являются пучком поляризации, объединенным для увеличения эффективной яркости лазерного пучка.
[00117] Пример 3
[00118] Массив синих лазерных диодов с пространством между каждым из коллимированных пучков на быстрой оси лазерных диодов, которые затем объединяются с периодической пластиной, которая отражает первый(е) лазерный(е) диод(ы) и пропускает второй(ые) лазерный(е) диод(ы) для заполнения пространства между лазерными диодами в направлении наибольшей скорости распространения света первого массива.
[00119] Пример 4
[00120] Узорчатое зеркало на стеклянной подложке, которая используется для осуществления заполнения пространства в примере 3.
[00121] Пример 5
[00122] Узорчатое зеркало на одной стороне стеклянной подложки для осуществления заполнения пространства в примере 3, и стеклянная подложка имеет достаточную толщину для сдвига вертикальной позиции каждого лазерного диода для заполнения пустого пространства между отдельными лазерными диодами.
[00123] Пример 6
[00124] Ступенчатый теплоотвод, который осуществляет заполнение пространства в примере 3 и является узорчатым зеркалом, как описано в примере 4.
[00125] Пример 7
[00126] Массив синих лазерных диодов, как описано в примере 1, где каждый из отдельных лазеров фиксируются внешним резонатором на отдельную длину волны для существенного увеличения яркости массива до эквивалентной яркости единственного источника в виде лазерного диода.
[00127] Пример 8
[00128] Массив синих лазерных диодов, как описано в примере 1, где отдельные массивы лазерных диодов фиксируются на единую длину волны с использованием внешнего резонатора на основе дифракционной решетки, и все массивы лазерных диодов объединяются в единый пучок с использованием либо узко разнесенных оптических фильтров, либо дифракционных решеток.
[00129] Пример 9
[00130] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например, оптического волокна, имеющего сердцевину из чистого плавленого диоксида кремния для создания источника более высокой яркости и фторированную внешнюю сердцевину для канализации синего света накачки.
[00131] Пример 10
[00132] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например, оптического волокна, имеющего центральную сердцевину, легированную GeO2, с внешней сердцевиной для создания источника более высокой яркости, и внешнюю сердцевину, которая больше, чем центральная сердцевина, для канализации синего света накачки.
[00133] Пример 11
[00134] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например, оптического волокна, имеющего сердцевину, легированную P2O5, для создания источника более высокой яркости, и внешнюю сердцевину, которая больше, чем центральная сердцевина, для канализации синего света накачки.
[00135] Пример 12
[00136] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например, оптического волокна, имеющего сердцевину с плавным профилем показателя преломления для создания источника более высокой яркости, и внешнюю сердцевину, которая больше, чем центральная сердцевина, для канализации синего света накачки.
[00137] Пример 13
[00138] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки волокна рамановского преобразователя, имеющего сердцевину, легированную GeO2, с плавным профилем показателя преломления и внешнюю сердцевину со ступенчатыми профилем показателя преломления.
[00139] Пример 14
[00140] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки волокна рамановского преобразователя, имеющего сердцевину с плавным профилем показателя преломления, легированную P2O5, и внешнюю сердцевину со ступенчатыми профилем показателя преломления.
[00141] Пример 15
[00142] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки волокна рамановского преобразователя, имеющего сердцевину, легированную GeO2, с плавным профилем показателя преломления.
[00143] Пример 16
[00144] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки волокна рамановского преобразователя, имеющего сердцевину с плавным профилем показателя преломления, легированную P2O5, и внешнюю сердцевину со ступенчатыми профилем показателя преломления.
[00145] Пример 17
[00146] Рассматриваются другие варианты осуществления и разновидности варианта осуществления примера 1. Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например алмаз, для создания лазерного источника более высокой яркости. На фиг. 13 показаны изображение 1301 и спектр 1302 синего раманово-преобразованного лазерного пучка из кристалла алмаза и сдвиг по длине волны от 450 нм до 478 нм. Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например KGW для создания лазерного источника более высокой яркости. Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например YVO4 для создания лазерного источника более высокой яркости. Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например Ba(NO3)2, для создания лазерного источника более высокой яркости. Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, который представляет собой газ высокого давления для создания лазерного источника более высокой яркости. Массив синих лазерных диодов, как описано в примере 1, который используется для накачки кристалла, легированного редкоземельным элементом, для создания лазерного источника более высокой яркости. Массив синих лазерных диодов, как описано в примере 1, который используется для накачки волокна, легированного редкоземельным элементом, для создания лазерного источника более высокой яркости. Массив синих лазерных диодов, как описано в примере 1, который используется для накачки внешней сердцевины преобразователя яркости для создания более высокого коэффициента улучшения яркости.
[00147] Пример 18
[00148] Массив раманово-преобразованных лазеров, которые работают на отдельных длинах волны и объединены для создания источника более высокой мощности, при сохранении пространственной яркости исходного источника.
[00149] Пример 19
[00150] Рамановское волокно с двумя сердцевинами и средство для подавления рамановского сигнала второго порядка в центральной сердцевине высокой яркости с использованием фильтра, волоконной брэгговской дифракционной решетки, различия в числе V для рамановских сигналов первого порядка и второго порядка или различия в потерях на микроизгибах.
[00151] Пример 20
[00152] N лазерных диодов, где N > 1, которые могут индивидуально включаться и отключаться и могут изображаться на подушку порошка для плавления и сплавления порошка в уникальную деталь.
[00153] Пример 21
[00154] N массивов лазерных диодов, где N > 1 в примере 1, выходом которого может быть подключенное волокно, и каждое волокно может располагаться линейно или нелинейно для создания адресуемого массива лазерных пучков высокой мощности, которые могут изображаться или фокусироваться на порошок для плавления или сплавления порошка в уникальную форму слой за слоем.
[00155] Пример 22
[00156] Один или более из массивов лазерных диодов, объединенных через рамановский преобразователь, выходом которого может быть подключенное волокно, и каждое волокно может располагаться линейно или нелинейно для создания адресуемого массива N, где N > 1 лазерных пучков высокой мощности, которые могут изображаться или фокусироваться на порошок для плавления или сплавления порошка в уникальную форму слой за слоем.
[00157] Пример 23
[00158] Система движения x-y, которая может транспортировать N, где N > 1, лазерных источников синего света по порошковой подушке при плавлении и сплавлении порошковой подушки при том, что система доставки порошка располагается позади лазерного источника для обеспечения свежего порошкового слоя позади сплавленного слоя.
[00159] Пример 24
[00160] Система движения по оси z, которая может увеличивать/уменьшать высоту детали/порошковой подушки в примере 20 после размещения нового слоя порошка.
[00161] Пример 25
[00162] Система движения по оси z может увеличивать/уменьшать высоту детали/порошок в примере 20 после сплавления порошкового слоя лазерным источником.
[00163] Пример 26
[00164] Способность к двунаправленному размещению порошка в примере 20, где порошок располагается непосредственно позади лазерного(ых) пятна(ен), когда он распространяется в положительном направлении оси x или отрицательном направлении оси x.
[00165] Пример 27
[00166] Способность к двунаправленному размещению порошка в примере 20, где порошок располагается непосредственно позади лазерного(ых) пятна(ен), когда он распространяется в положительном направлении оси y или отрицательном направлении оси y.
[00167] Пример 28
[00168] Система подачи порошка, коаксиальная с N лазерными пучками, где N > 1.
[00169] Пример 29
[00170] Система подачи порошка, где порошок подается самотеком.
[00171] Пример 30
[00172] Система подачи порошка, где порошок увлекается потоком инертного газа.
[00173] Пример 31
[00174] Система подачи порошка, поперечная N лазерным пучкам, где N > 1, и порошок располагается под действием силы тяжести непосредственно перед лазерными пучками.
[00175] Пример 32
[00176] Система подачи порошка, поперечная N лазерным пучкам, где N > 1, и порошок увлекается потоком инертного газа, который пересекает лазерные пучки.
[00177] Пример 33
[00178] Система генерации второй гармоники, которая использует выход рамановского преобразователя, например, на 460 нм для генерации света на половине длины волны исходного лазера или 230 нм, которая состоит из внешне-резонансного кристалла удвоения частоты, например KTP, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[00179] Пример 34
[00180] Система генерации третьей гармоники, которая использует выход рамановского преобразователя, например, на 460 нм для генерации света на 115 нм с использованием внешне-резонансного кристалла удвоения частоты, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[00181] Пример 35
[00182] Система генерации четвертой гармоники, которая использует выход рамановского преобразователя, например, на 460 нм для генерации света на 57,5 нм с использованием внешне-резонансного кристалла удвоения частоты, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[00183] Пример 36
[00184] Система генерации второй гармоники, которая использует выход преобразователя яркости, легированного редкоземельным элементом, например тулием, который генерирует когерентное излучение на 473 нм при накачке массивом синих лазерных диодов на 450 нм для генерации света на половине длины волны исходного лазера или 236,5 нм с использованием внешне-резонансного кристалла удвоения частоты, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[00185] Пример 37
[00186] Система генерации третьей гармоники, которая использует выход преобразователя яркости, легированного редкоземельным элементом, например тулием, который генерирует когерентное излучение на 473 нм при накачке массивом синих лазерных диодов на 450 нм для генерации света на 118,25 нм с использованием внешне-резонансного кристалла удвоения частоты, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[00187] Пример 38
[00188] Система генерации четвертой гармоники, которая использует выход преобразователя яркости, легированного редкоземельным элементом, например тулием, который генерирует когерентное излучение на 473 нм при накачке массивом синих лазерных диодов на 450 нм для генерации света на 59,1 нм с использованием внешне-резонансного кристалла удвоения частоты, но не позволяет свету малой длины волны распространяться через оптическое волокно.
[00189] Пример 39
[00190] Все остальные волокна и кристаллы, легированные редкоземельным элементом, которые могут накачиваться источником высокой мощности 450 нм для генерации видимого или близкого к видимому выхода, могут использоваться в примерах 34-38.
[00191] Пример 40
[00192] Запуск видимого света высокой мощности в некруглую внешнюю сердцевину или оболочку для накачки внутренней сердцевины волокна с сердцевиной либо рамановской, либо легированной редкоземельным элементом.
[00193] Пример 41
[00194] Использование волокна поддержания поляризации для повышения коэффициента усиления рамановского волокна путем выравнивания поляризации накачки с поляризацией рамановского генератора.
[00195] Пример 42
[00196] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например, оптического волокна, которое структурировано для создания источника более высокой яркости конкретной поляризации.
[00197] Пример 43
[00198] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например, оптического волокна, которое структурировано для создания источника более высокой яркости конкретной поляризации и поддержания состояния поляризации источника накачки.
[00199] Пример 44
[00200] Массив синих лазерных диодов, как описано в примере 1, который используется для накачки рамановского преобразователя, например, оптического волокна для создания источника более высокой яркости с некруглой внешней сердцевиной, структурированной для повышения эффективности рамановского преобразования.
[00201] Пример 45
[00202] Варианты осуществления примеров 1-44 также могут включать в себя один или более из следующих компонентов или сборок: устройства для выравнивания порошка в конце каждого прохода до сканирования лазером по порошковой подушки; устройства для масштабирования выходной мощности лазера путем объединения множественных лазерных модулей низкой мощности через объединитель волокна для создания выходного пучка более высокой мощности; устройства для масштабирования выходной мощности синего лазерного модуля путем объединения множественных лазерных модулей низкой мощности через пустое пространство для создания выходного пучка более высокой мощности; устройства для объединения множественных лазерных модулей на единой опорной плиты со встроенным охлаждением.
[00203] Заметим, что не существует требования к обеспечению или адресации теории, лежащей в основе новой и новаторской характеристики или других полезных признаков и свойств, которые являются субъектом вариантов осуществления настоящего изобретения или связаны с ними. Тем не менее, в этом описании изобретения обеспечиваются различные теории для дополнительного развития техники в этой важной области и, в частности, в важной области лазеров, лазерной обработки и лазерных применений. Эти теории предложены в этом описании изобретения, и если в явном виде не указано обратное, никоим образом не ограничивают и не сужают объем защиты, предоставленной заявленному изобретению. Эти теории могут не требоваться или не применяться на практике для использования настоящего изобретения. Также следует понимать, что настоящее изобретение может приводить к новым, доселе неизвестным теориям, объясняющим работу, функцию и признаки вариантов осуществления способов, изделий, материалов, устройств и системы настоящего изобретения; и такие позже разработанные теории не должны ограничивать объем защиты, предоставленной настоящему изобретению.
[00204] Следует понимать, что использование заголовков в этом описании изобретения служит целям наглядности, но никоим образом не ограничения. Таким образом, процессы и раскрытия, описанные под заголовком, следует рассматривать во всей полноте этого описания изобретения, включающего в себя различные примеры. Использование заголовков в этом описании изобретения не должно ограничивать объем защиты, предоставленной настоящему изобретению.
[00205] Различные варианты осуществления лазеров, диодов, массивов, модулей, сборок, действий и операций, изложенных в этом описании изобретения, могут использоваться в вышеуказанных областях и в различных других областях. Помимо прочих, варианты осуществления настоящего изобретения могут использоваться со способами, устройствами и системой, представленными в патентных заявках №№. WO 2014/179345, 2016/0067780, 2016/0067827, 2016/0322777, 2017/0343729, 2017/0341180 и 2017/0341144, раскрытие каждой из которых полностью включено в данное описание в порядке ссылки. Дополнительно, эти варианты осуществления, например, могут использоваться с: существующими лазерами, системами аддитивного производства, операциями и действиями, а также другим существующим оборудованием; будущими лазерами, операциями и действиями систем аддитивного производства; и такими предметами, которые можно модифицировать, частично, на основе принципов этого описания изобретения. Дополнительно, различные варианты осуществления, изложенные в этом описании изобретения, могут использоваться в разнообразных комбинациях друг с другом. Таким образом, например, конфигурации, обеспеченные в различных вариантах осуществления этого описания изобретения могут использоваться друг с другом. Например, компоненты варианта осуществления, имеющего A, A’ и B, и компоненты варианта осуществления, имеющего A’’, C и D, могут использоваться друг с другом в различных комбинациях, например, A, C, D и A, A’’ C и D, и т.д., в соответствии с принципами этого описания изобретения. Таким образом, объем защиты, предоставленной настоящему изобретению, не подлежит ограничению конкретным вариантом осуществления, конфигурацией или компоновкой, представленной в конкретном варианте осуществления, пример, или согласно варианту осуществления на конкретной фигуре.
[00206] Изобретение можно реализовать в других формах, отличающихся от конкретно раскрытых здесь, не выходя за рамки его сущности или важных характеристик. Описанные варианты осуществления подлежат рассмотрению во всех отношениях только как иллюстративные и не ограничительные.
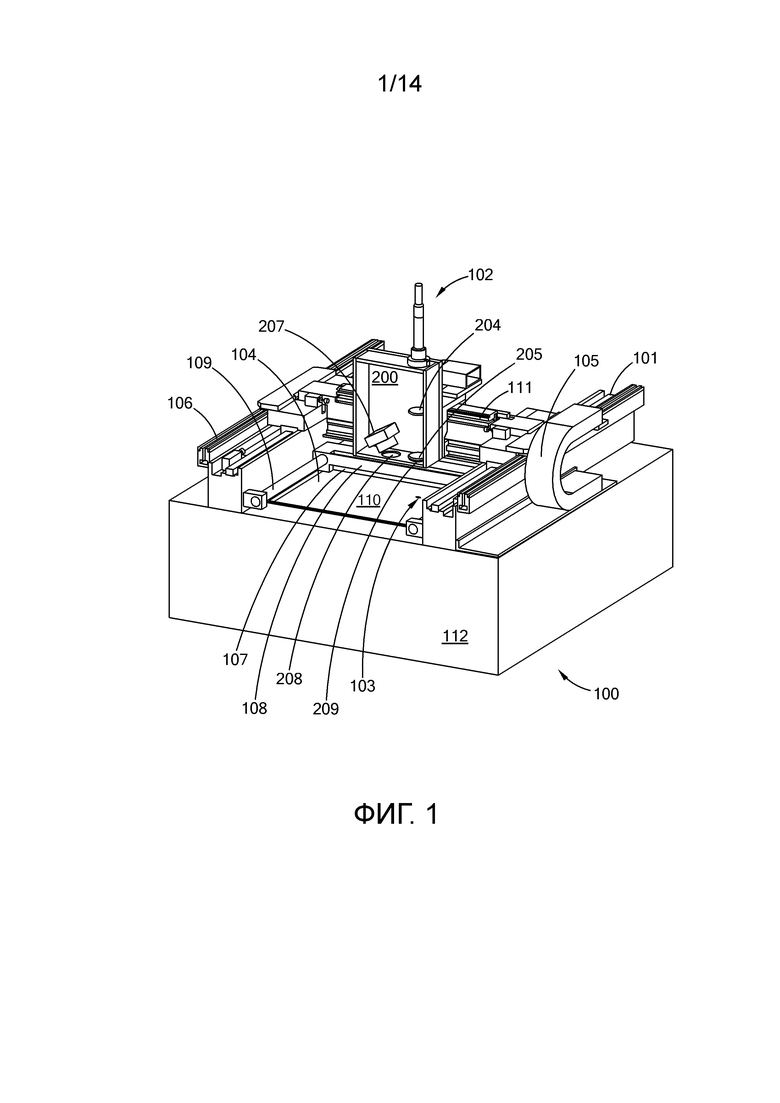
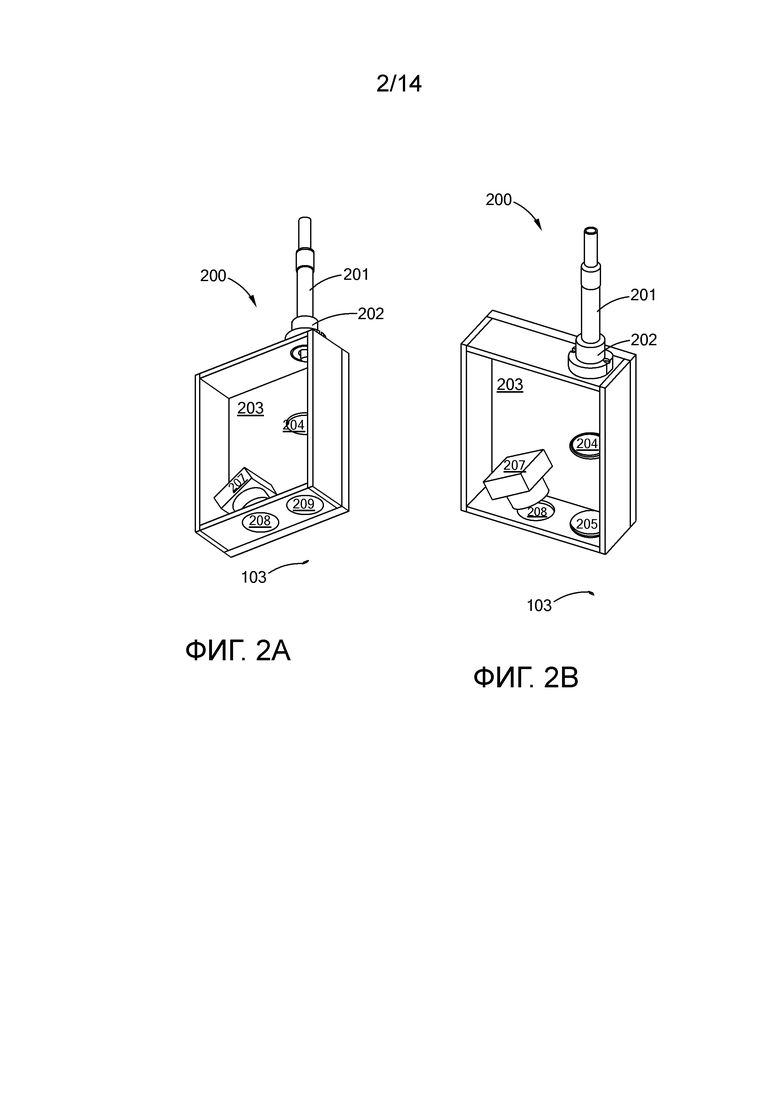
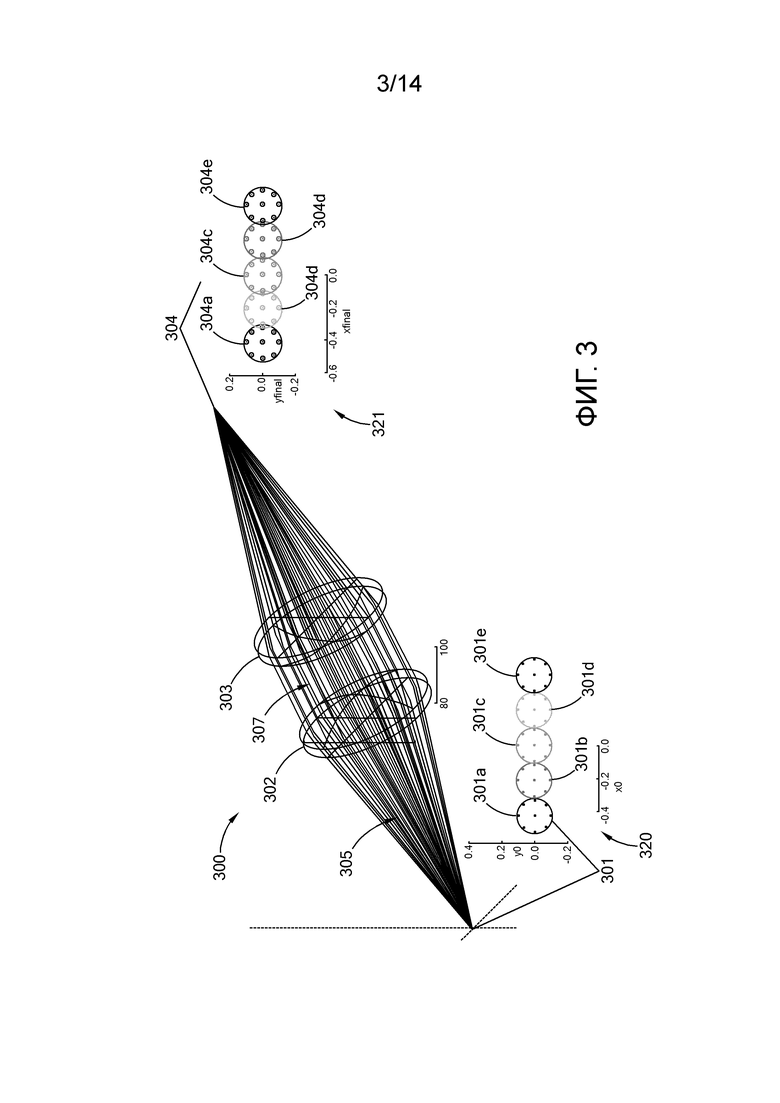
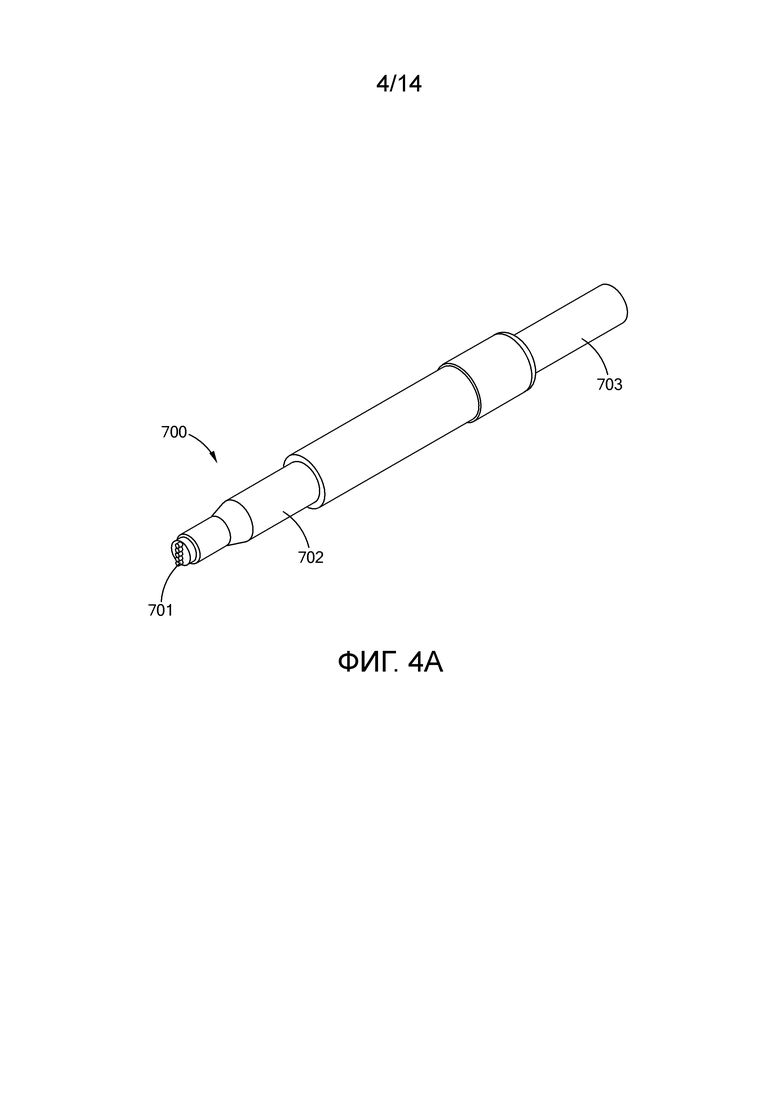
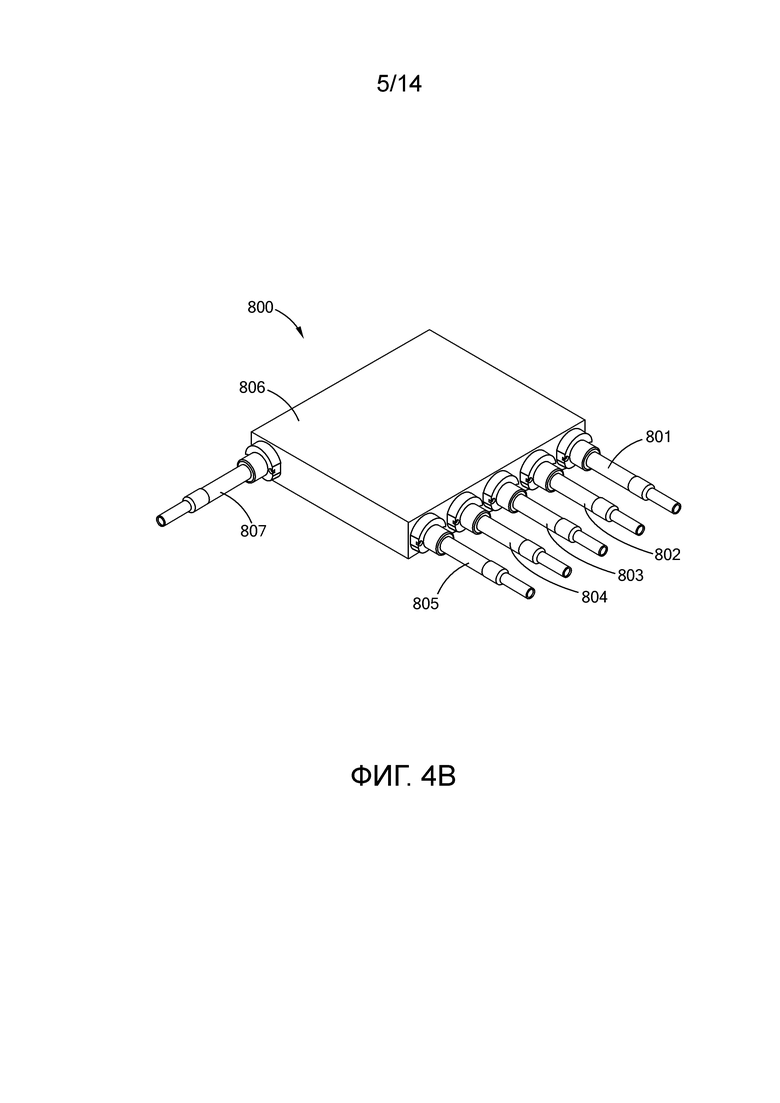
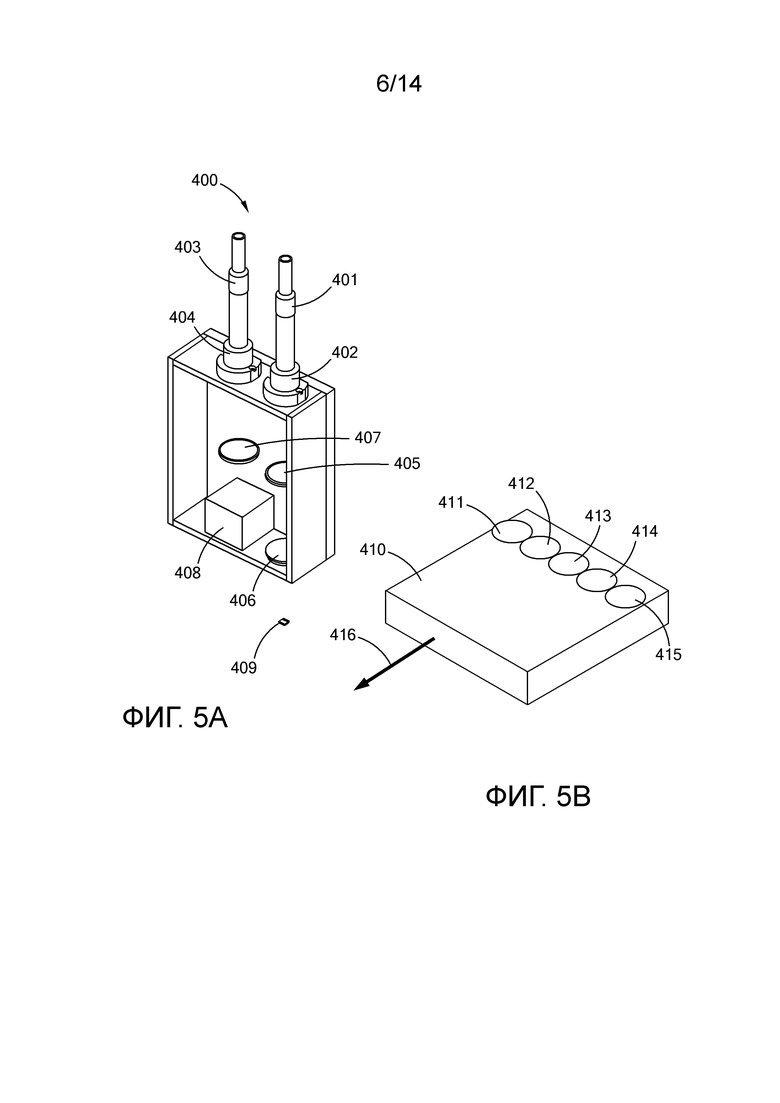
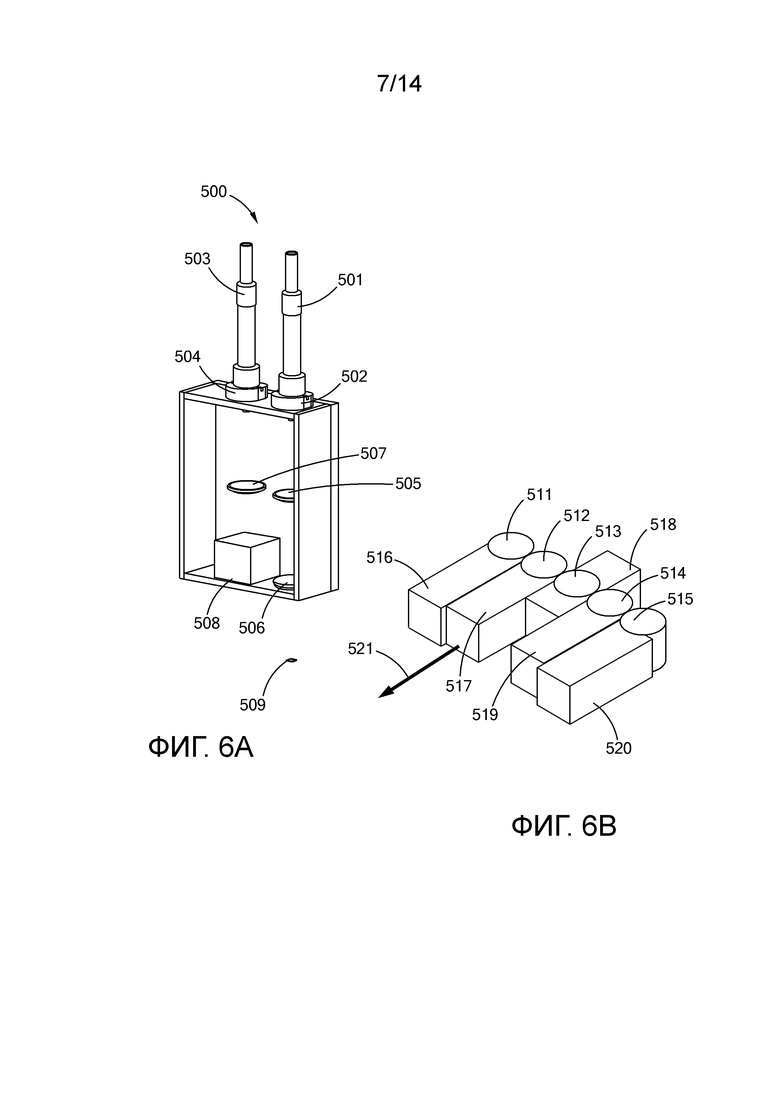
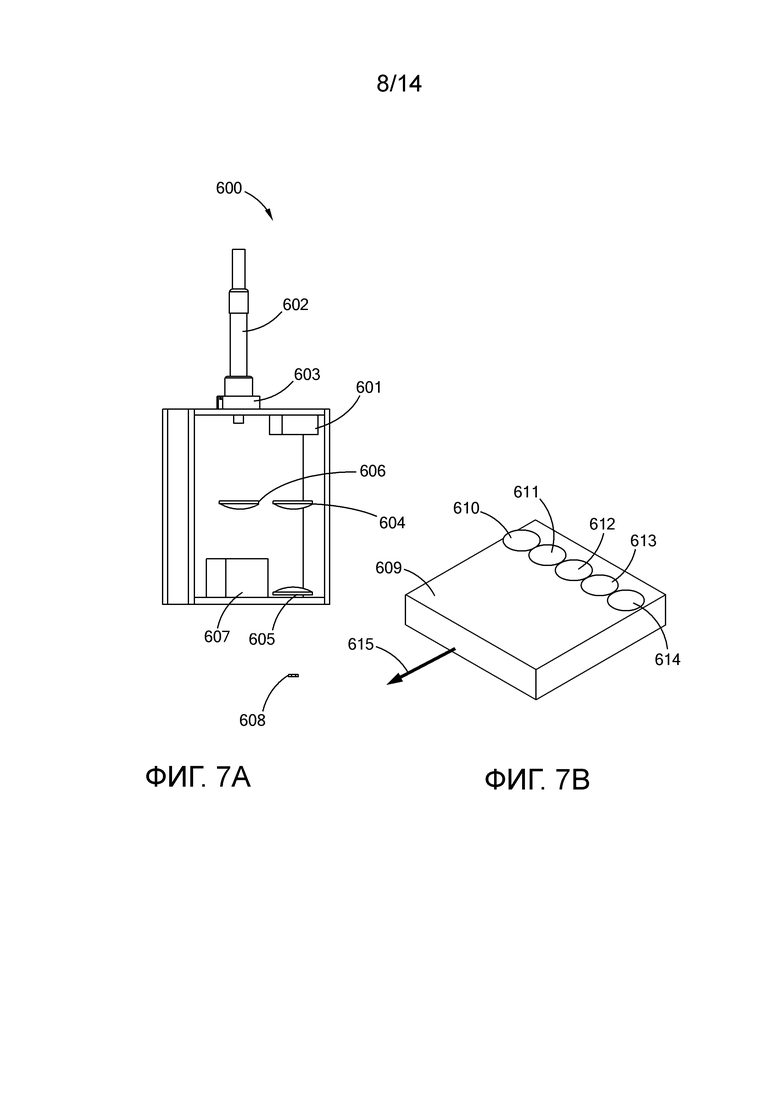
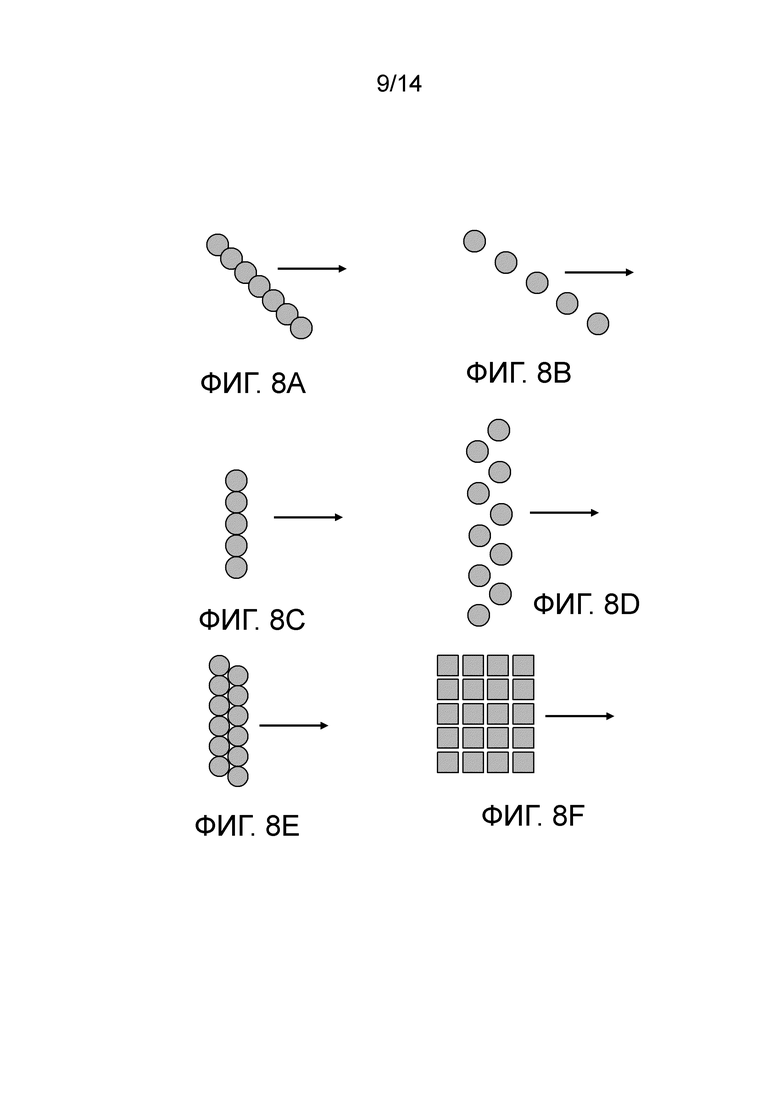
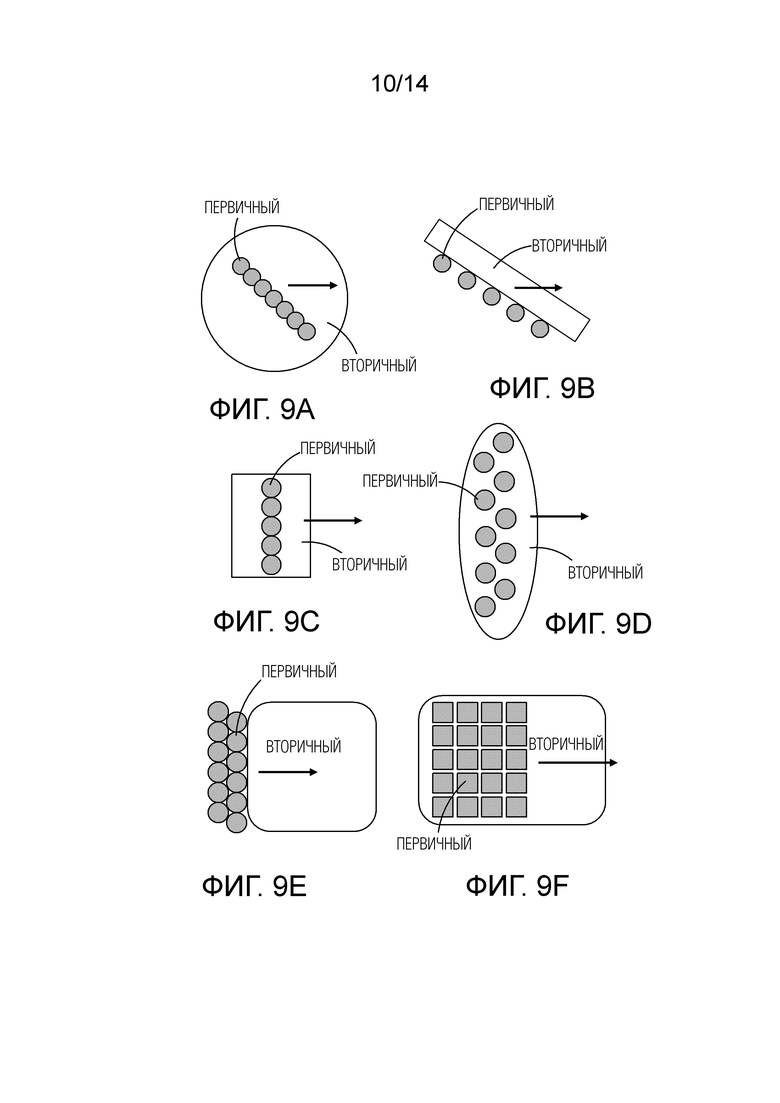
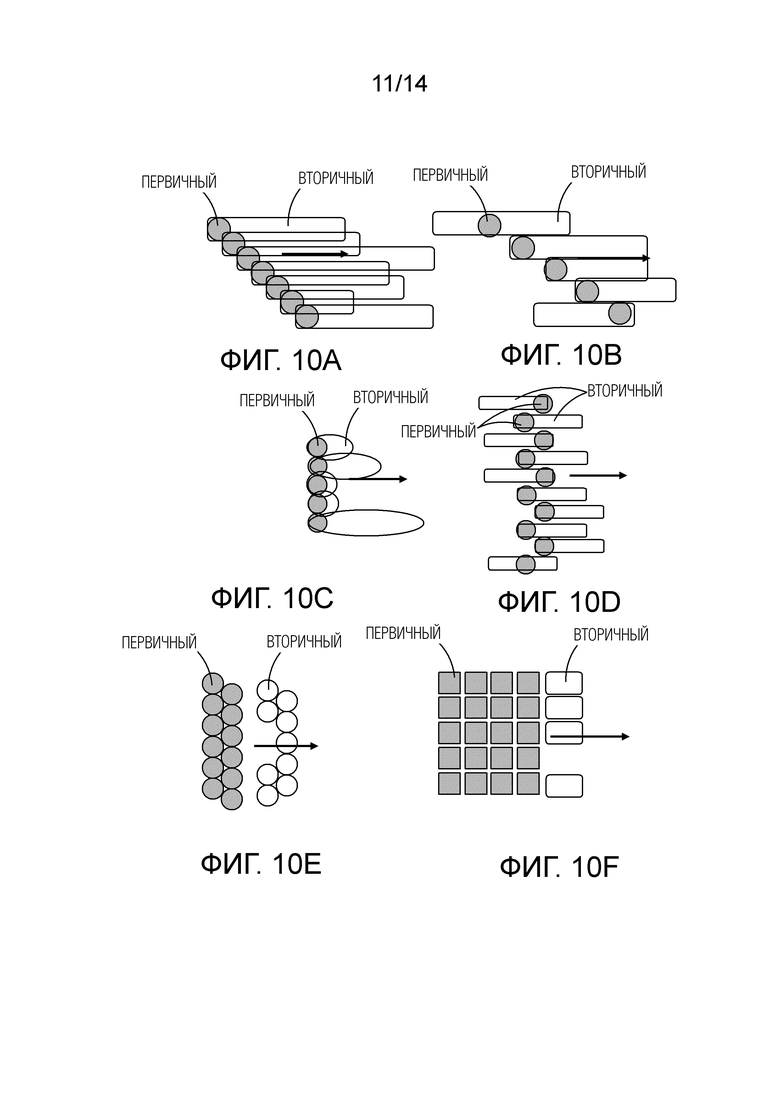
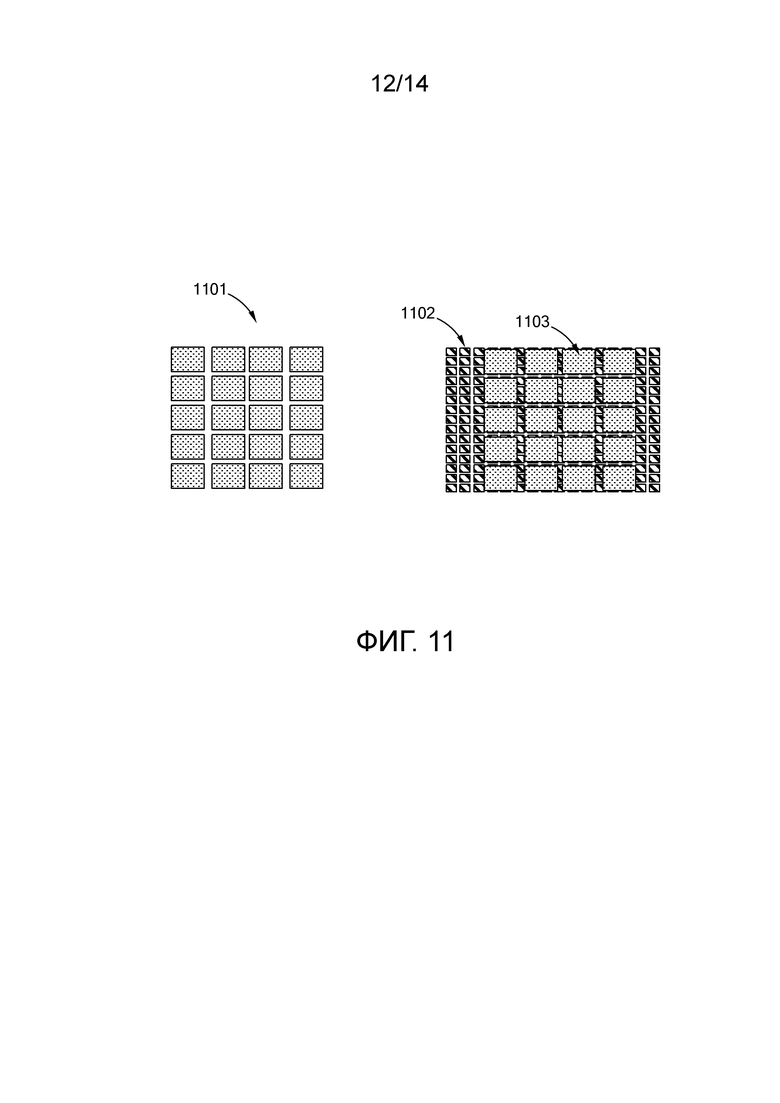
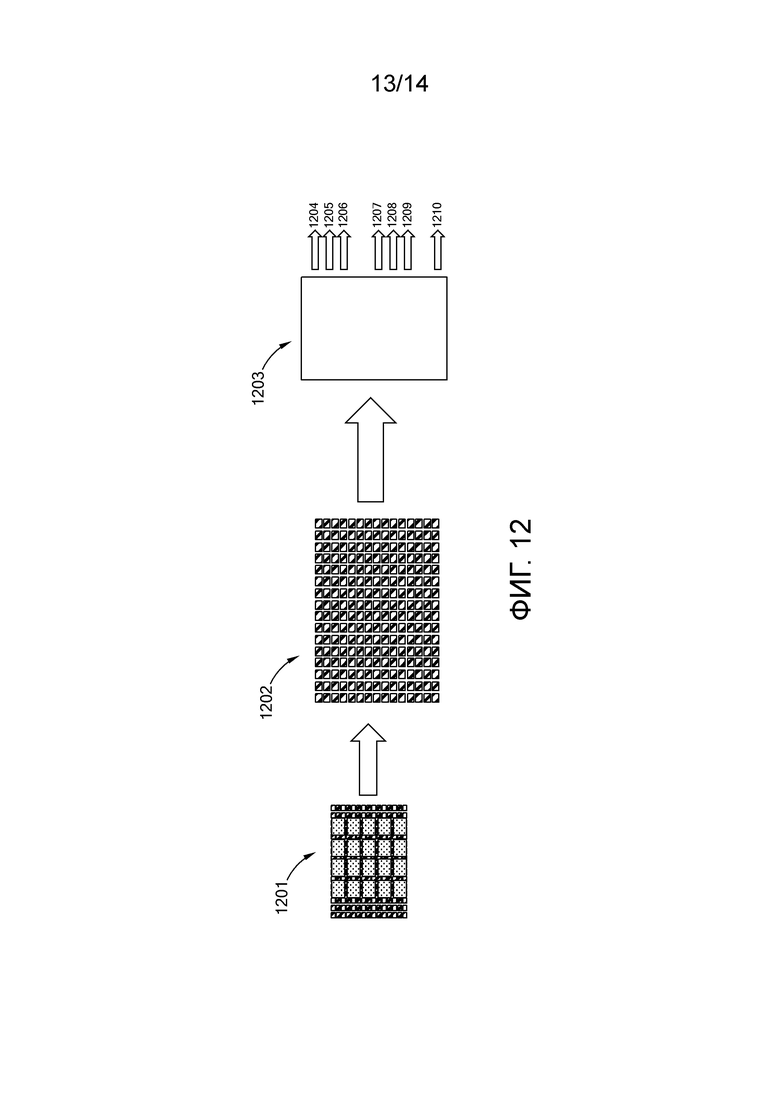
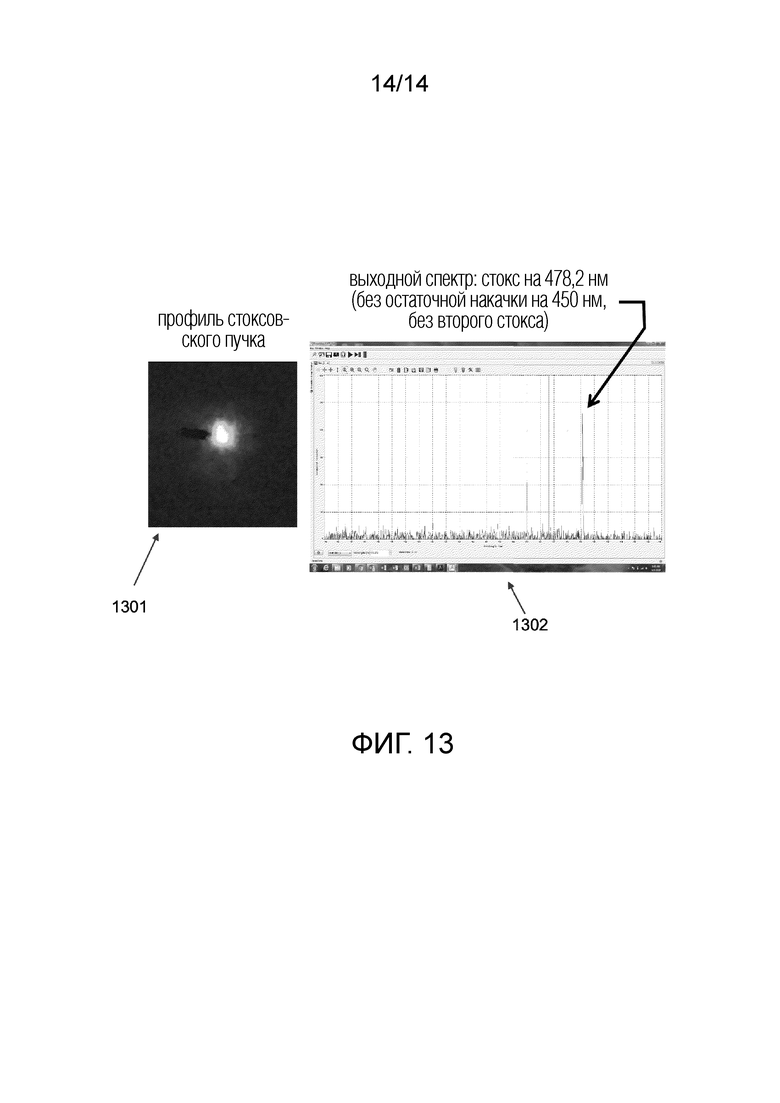
Группа изобретений относится к сборкам массивов для объединения лазерных пучков, в частности к вариантам систем аддитивного производства. Одним из вариантов является система, которая содержит источник света и выполнена с возможностью обеспечения многопятенного 1-D изображения, многопятенного 2-D изображения или обоих на порошковой подушке. Причем система содержит источник света, находящийся в оптической связи с массивом оптических волокон для передачи многопятенного изображения. Помимо этого, массив оптических волокон находится в оптической связи с оптикой повторного формирования изображения. При этом оптика повторного формирования изображения выполнена с возможностью повторного формирования многопятенного изображения на порошковой подушке, а источник света обеспечивает плотность мощности для сплавления и наращивания детали из порошка. Техническим результатом заявленной группы изобретений является разработка систем аддитивного производства, которые позволяют точно управлять качеством печати, в частности детали, которые наращиваются, будут иметь более низкую пористость, более низкую дефектность и лучшую шероховатость поверхности. 3 н. и 79 з.п. ф-лы, 33 ил., 1 табл., 45 пр.
1. Система аддитивного производства, содержащая источник света, выполненная с возможностью обеспечения многопятенного 1-D изображения, многопятенного 2-D изображения или обоих на порошковой подушке;
причем система содержит: источник света, находящийся в оптической связи с массивом оптических волокон для передачи многопятенного изображения; причем массив оптических волокон находится в оптической связи с оптикой повторного формирования изображения; причем оптика повторного формирования изображения выполнена с возможностью повторного формирования многопятенного изображения на порошковой подушке;
причем источник света обеспечивает плотность мощности для сплавления и наращивания детали из порошка.
2. Система по п. 1, в которой источник света содержит массив волокон, подающих свет от массива волоконных рамановских лазеров, действующих в диапазоне длины волны от 300 нм до 500 нм.
3. Система по п. 1, в которой источник света содержит массив лазерных диодов, действующих в диапазоне длины волны от около 400 нм до около 500 нм.
4. Система по п. 1, в которой источник света содержит массив оптических волокон, подключенных к лазерным диодам, действующим в диапазоне длины волны от около 400 нм до около 500 нм.
5. Система по любому из пп. 1-4, в которой источник света содержит массив оптических волокон, имеющих диаметры, выбранные из группы, состоящей из 10-50 мкм, 50-100 мкм и 100-500 мкм.
6. Система по п. 1, в которой источник света представляет собой единый жгут из отдельных оптических волокон, подключенных к отдельным источникам света, который повторно изображается оптикой, которая является одной из 1:0,5, 1:1, 1:2 вплоть до 1:10 включительно.
7. Система по п. 1, в которой источник света представляет собой жгут волокон, установленный в едином QBH-соединителе.
8. Система по п. 1, в которой источник света является независимо установленными отдельными волокнами.
9. Система по п. 1 или 6, дополнительно содержащая камеру теплового формирования изображения для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
10. Система по п. 1 или 6, дополнительно содержащая массив пирометров для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
11. Система по п. 1, причем источник света представляет собой печатающую головку, состоящую из массива источников света, которая установлена на портальной системе x-y для переноса 1-D или 2-D изображения по поверхности порошковой подушки.
12. Система по п. 1, в которой используется самотечная система доставки порошка, которая действует в обоих направлениях.
13. Система по п. 1, которая включает в себя вращающееся колесо, движущееся противоположно направлению перемещения бункера, для сжатия и уплотнения порошка для снижения пористости порошковой подушки.
14. Система по п. 1, в которой источник света является лазерным источником синего света для сплавления медных порошков.
15. Система по п. 1, в которой источник света является лазерным источником синего света для сплавления золотых порошков.
16. Система по п. 1, в которой источник света является лазерным источником синего света для оптимального сплавления алюминиевых порошков.
17. Система по п. 1, в которой источник света является лазерным источником синего света для сплавления всех металлов и сплавов металлов.
18. Система по п. 11, дополнительно содержащая оптическую систему камеры теплового формирования изображения, причем печатающая головка объединяет оптическую систему с системой камеры теплового формирования изображения для повторного формирования изображения и регулировки температуры порошка в областях, открытых массиву волокон или изображению массива диодов.
19. Система по п. 11, в которой печатающая головка дополнительно содержит оптическую систему, содержащую коллиматор, который является одной из плоско-выпуклой линзы, плоско-выпуклой асферической линзы, пары дублетных или триплетных линз, и фокусирующую оптику, состоящую из одной из плоско-выпуклой линзы, плоско-выпуклой асферической линзы, здесь источник отстоит на 1f от коллимирующей линзы и на 1f от фокусирующей линзы.
20. Система по п. 11, в которой печатающая головка дополнительно содержит оптическую систему, содержащую источник и линзу, причем оптическая система печатающей головки является оптикой повторного формирования изображения с источником, находящимся на по меньшей мере 2f от линзы, и изображение находится в по меньшей мере 2f от линзы в противоположном направлении.
21. Система по п. 1, дополнительно содержащая поршень для доставки порошка в подушку принтера для перераспределения.
22. Система по п. 1, дополнительно включающая в себя систему оптической когерентной томографии (OCT) для отслеживания сварочного процесса в реальном времени.
23. Система по п. 1, дополнительно содержащая печатающую головку, причем печатающая головка содержит оптическую систему, содержащую коллиматор, который является одной из плоско-выпуклой линзы, плоско-выпуклой асферической линзы, пары дублетных или триплетных линз, и фокусирующую оптику, состоящую из одной из плоско-выпуклой линзы, плоско-выпуклой асферической линзы, здесь источник отстоит на 1f от коллимирующей линзы и на 1f от фокусирующей линзы.
24. Система по п. 23, в которой оптическая система в печатающей головке является оптикой повторного формирования изображения, где источник находится в по меньшей мере 2f от линзы, и изображение находится в по меньшей мере 2f от линзы в противоположном направлении.
25. Система по п. 1, дополнительно содержащая систему камеры для отслеживания каждого пикселя изображения и обратной передачи сигнала управления в реальном времени на каждый лазер для управления плавлением и сплавлением порошка для оптимизации шероховатости поверхности, пористости и напряжения в полученной детали.
26. Система по п. 25, в которой сигнал управления содержит сигнал, пропорциональный температуре порошковой подушки.
27. Система по п. 25, в которой сигнал управления содержит сигнал, пропорциональный температуре ванночки расплава, создаваемой в каждой точке 1-D или 2-D изображения на порошковой подушке.
28. Система аддитивного производства на основе массива источников света и вторичного источника света для регулировки температуры области наращивания, которая является 1-D или 2-D изображением на порошковой подушке при обеспечении плотности мощности для сплавления и наращивания детали с системой камеры для отслеживания каждого пикселя изображения и обратной передачи сигнала управления в реальном времени на каждый лазер для управления плавлением и сплавлением порошка для оптимизации шероховатости поверхности, пористости и напряжения в полученной детали;
и причем система содержит: источник света, находящийся в оптической связи с массивом оптических волокон для передачи многопятенного изображения; причем массив оптических волокон находится в оптической связи с оптикой повторного формирования изображения.
29. Система по п. 28, в которой массив источников света является массивом рамановских лазеров, действующих в диапазоне длины волны от 300 нм до 500 нм.
30. Система по п. 28, в которой массив источников света является массивом лазерных диодов, действующих в диапазоне длины волны 400-500 нм.
31. Система по п. 28, в которой массив источников света является массивом оптических волокон, подключенных к лазерным диодам, действующим в диапазоне длины волны 400-500 нм.
32. Система по п. 28, в которой массив источников света является массивом оптических волокон диаметрами в пределах 10-50 мкм, 50-100 мкм или 100-500 мкм.
33. Система по п. 28, в которой массив источников света представляет собой единый жгут из отдельных оптических волокон, подключенных к отдельным источникам света, который повторно изображается оптикой, которая является одной из 1:0,5, 1:1, 1:2 вплоть до 1:10 включительно.
34. Система по п. 28, в которой массив источников света представляет собой жгут волокон, установленный в едином QBH-соединителе.
35. Система по п. 28, в которой массив источников света является независимо установленными отдельными волокнами.
36. Система по п. 28, в которой вторичный источник света является рамановским лазером, действующим в диапазоне длины волны от 300 нм до 500 нм.
37. Система по п. 28, в которой вторичный источник света является системой лазерных диодов, действующей в диапазоне длины волны 400-500 нм.
38. Система по п. 28, в которой вторичный источник света изображается на ту же область, куда изображается 1-D или 2-D рисунок.
39. Система по п. 28, в которой температура порошка, облучаемого вторичным источником света, измеряется камерой теплового формирования изображения, и сигнал от камеры используется для регулировки температуры освещенной зоны.
40. Система по п. 28, в которой температура порошка, облучаемого вторичным источником света, измеряется пирометром, и сигнал от пирометра используется для регулировки температуры освещенной зоны.
41. Система по п. 28, в которой камера является камерой теплового формирования изображения для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
42. Система по п. 28, в которой камера является массивом пирометров для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
43. Система по п. 28, в которой массив источников света составляет печатающую головку, которая установлена на портальной системе x-y для переноса 1-D или 2-D изображения по поверхности порошковой подушки.
44. Система по п. 28, дополнительно содержащая самотечную систему доставки порошка, которая действует в обоих направлениях.
45. Система по п. 28, дополнительно содержащая поршень для доставки порошка в подушку принтера для перераспределения.
46. Система по п. 28, дополнительно включающая в себя вращающееся колесо, движущееся противоположно направлению перемещения бункера, для сжатия и уплотнения порошка для снижения пористости порошковой подушки.
47. Система по п. 28, в которой сигнал управления является сигналом, пропорциональным температуре порошковой подушки.
48. Система по п. 28, в которой сигнал управления является сигналом, пропорциональным температуре ванночки расплава, создаваемой в каждой точке 1-D или 2-D изображения на порошковой подушке.
49. Система по п. 28, в которой используется лазерный источник синего света для сплавления медных порошков.
50. Система по п. 28, в которой используется лазерный источник синего света для сплавления золотых порошков.
51. Система по п. 28, в которой используется лазерный источник синего света для оптимального сплавления алюминиевых порошков.
52. Система по п. 28, в которой используется лазерный источник синего света для оптимального сплавления всех остальных металлов и сплавов металлов.
53. Система по п. 28, дополнительно включающая в себя систему оптической когерентной томографии (OCT) для отслеживания сварочного процесса в реальном времени.
54. Система аддитивного производства на основе массива источников света и массива вторичных источников света для регулировки температуры области наращивания, которая является 1-D или 2-D изображением на порошковой подушке при обеспечении плотности мощности для сплавления и наращивания детали с системой камеры для отслеживания каждого пикселя изображения и обратной передачи сигнала управления в реальном времени на каждый лазер для управления плавлением и сплавлением порошка для оптимизации шероховатости поверхности, пористости и напряжения в полученной детали;
и причем система содержит: источник света, находящийся в оптической связи с массивом оптических волокон для передачи многопятенного изображения; причем массив оптических волокон находится в оптической связи с оптикой повторного формирования изображения.
55. Система по п. 54, в котором массив источников света является массивом волокон, подающих свет от массива волоконных рамановских лазеров, действующих в диапазоне длины волны от 300 нм до 500 нм.
56. Система по п. 54, в которой массив источников света является массивом лазерных диодов, действующих в диапазоне длины волны 400-500 нм.
57. Система по п. 54, в которой массив источников света является массивом оптических волокон, подключенных к лазерным диодам, действующим в диапазоне длины волны 400-500 нм.
58. Система по п. 54, в которой массив источников света является массивом оптических волокон диаметрами в пределах 10-50 мкм, 50-100 мкм или 100-500 мкм.
59. Система по п. 54, в которой массив источников света представляет собой единый жгут из отдельных оптических волокон, подключенных к отдельным источникам света, который повторно изображается оптикой, которая является одной из 1:0,5, 1:1, 1:2 вплоть до 1:10 включительно.
60. Система по п. 54, в которой массив источников света представляет собой жгут волокон, установленный в едином QBH-соединителе.
61. Система по п. 54, в которой массив источников света является независимо установленными отдельными волокнами.
62. Система по п. 54, в которой массив вторичных источников света является волоконным рамановским лазером, действующим в диапазоне длины волны от 300 нм до 500 нм.
63. Система по п. 54, в которой массив вторичных источников света является системой лазерных диодов, действующей в диапазоне длины волны 400-500 нм.
64. Система по п. 54, в которой массив вторичных источников света изображается на ту же область, куда изображается 1-D или 2-D рисунок.
65. Система по п. 54, дополнительно содержащая камеру теплового формирования изображения, причем температура порошка, облучаемого массивом вторичных источников света, измеряется камерой теплового формирования изображения, и сигнал от камеры используется для регулировки температуры освещенной зоны.
66. Система по п. 54, в которой температура порошка, облучаемого массивом вторичных источников света, измеряется пирометром, и сигнал от пирометра используется для регулировки температуры освещенной зоны.
67. Система по п. 54, в которой камера является камерой теплового формирования изображения для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
68. Система по п. 54, в которой камера является массивом пирометров для непосредственного отслеживания температуры в каждом пятне в ходе работы и обеспечения сигнала обратной связи на микропроцессор, который регулирует мощность каждого пятна и, таким образом, качество наращивания детали от пятна к пятну.
69. Система по п. 54, в которой массив источников света составляет печатающую головку, которая установлена на портальной системе x-y для переноса 1-D или 2-D изображения по поверхности порошковой подушки.
70. Система по п. 54, дополнительно содержащая самотечную систему доставки порошка, которая действует в обоих направлениях.
71. Система по п. 54, дополнительно содержащая поршень для доставки порошка в подушку принтера для перераспределения.
72. Система по п. 54, дополнительно содержащая вращающееся колесо, движущееся противоположно направлению перемещения бункера, для сжатия и уплотнения порошка для снижения пористости порошковой подушки.
73. Система по п. 54, в которой сигнал управления является сигналом, пропорциональным температуре порошковой подушки.
74. Система по п. 54, в которой сигнал управления является сигналом, пропорциональным температуре ванночки расплава, создаваемой в каждой точке 1-D или 2-D изображения на порошковой подушке.
75. Система по п. 54, в которой используется лазерный источник синего света для сплавления медных порошков.
76. Система по п. 54, в которой используется лазерный источник синего света для сплавления золотых порошков.
77. Система по п. 54, в которой используется лазерный источник синего света для оптимального сплавления алюминиевых порошков.
78. Система по п. 54, в которой используется лазерный источник синего света для оптимального сплавления всех остальных металлов и сплавов металлов.
79. Система по п. 54, в которой печатающая головка устанавливается с дополнительными аналогичными печатающими головками на одном или нескольких порталах для параллельной печати изображений.
80. Система по п. 54, в которой печатающая головка устанавливается с дополнительными аналогичными печатающими головками на одном или нескольких порталах для печати изображения, которое является участком детали.
81. Система по п. 54, в которой печатающая головка устанавливается с дополнительными аналогичными печатающими головками на одном или нескольких порталах, и оптическая система печатающей головки используется для объединения изображений из множественных источников для создания непрерывного изображения.
82. Система по п. 54, в которой печатающая головка устанавливается с дополнительными аналогичными печатающими головками на одном или нескольких порталах для печати изображения в шахматном порядке, которые объединяются друг с другом путем последовательного шагового переноса промежуточных рисунков.
| US 2016067780 A1, 10.03.2016 | |||
| US 2016297006 A1, 13.10.2016 | |||
| US 2017239752 A1, 24.08.2017 | |||
| US 20160158889 A1, 09.06.2016 | |||
| US 20180217409 A1, 02.08.2018 | |||
| US 20160038655 A1, 11.02.2016 | |||
| CN 101646525 A, 10.02.2010 | |||
| СПОСОБ И АППАРАТ ДЛЯ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО ОБЪЕКТА | 2009 |
|
RU2555281C2 |

