Область изобретения
Изобретение относится к металлургии, в частности, к стальной полосе и способу ее производства.
Предшествующий уровень техники
Высокопрочная и надежная стальная полоса широко используется для изготовления структурных элементов, применяемых в производстве горного и портового оборудования, а также в инженерном машиностроении. Для повышения общественной производительности необходимо увеличивать эффективность, снижать энергопотребление и увеличивать срок службы механического оборудования. Высокая надежность стальной полосы в составе механических структурных элементов - важнейший путь к повышению прочности и уменьшению веса механического оборудования. Влияние различных факторов на прочность стальной полосы, используемой в механических конструкциях, выражается следующей формулой:
 , где:
, где:
 - упрочнение за счет измельчения зерна,
- упрочнение за счет измельчения зерна,
σр - дисперсионное твердение,
σsl - твердорастворное упрочнение,
σd - дислокационное упрочнение.
Под упрочнением за счет измельчения зерна обычно подразумевается повышение прочности, благодаря уменьшению размеров ферритных зерен. В последние годы для этой цели также применяют уменьшение размеров тонких пластинок бейнита.
Дисперсионное твердение требует использования подходящего процесса термообработки, в котором сильные карбидообразующие элементы, например, Cr, Mo и V, образуют мелкодисперсные и дисперсные карбонитриды с С или N. Карбонитриды осаждаются, препятствуя перемещению дислокаций и границ зерен, что повышает прочность стальной полосы.
Твердорастворное упрочнение делится на два типа: согласно первому типу, атомы замещения Si, Μn, Ni и других легирующих элементов растворяются в структуре гранецентрированной кубической решетки (ГКЦ) с замещением атомов Fe, препятствуя перемещению дислокаций и тем самым повышая прочность; согласно второму типу, межузельные атомы, например, С, N и т.п., растворяются в пустотах между тетраэдрами или октаэдрами решетки, что приводит к изменению периода решетки и твердорастворному упрочнению. Твердорастворное упрочнение за счет межузельных атомов более эффективно, чем за счет атомов замещения, однако оно приводит к снижению ударной вязкости при низких температурах.
Дислокационное упрочнение осуществляют путем введения большого числа дислокаций в зерна, в результате чего возрастает начальная энергия дислокаций и увеличивается рассеивание энергии при перемещении дислокаций, что повышает прочность. Для получения высокопрочной стальной полосы с хорошими комплексными механическими и прикладными характеристиками обычно используют все четыре вышеупомянутых способа упрочнения, которые позволяют повысить прочность стальной полосы, а также обеспечить хорошую ударную вязкость при низких температурах и хорошую свариваемость стальной полосы.
Как правило, высоконадежную стальную полосу изготавливают с помощью способа, который сочетает закалку и отпуск с процессом термомеханического контроля. В общем случае стальная полоса с пределом текучести 890 МПа и выше, полученная с использованием закалки и отпуска, имеет сравнительно высокое содержание углерода (≥0,14%), благодаря формированию структуры отпущенного мартенсита или отпущенного сорбита, а также сравнительное высокое значение углеродного эквивалента CEV и риска развития сварочных трещин Pcm. В технологии термомеханического контроля используются определенные химические компоненты, а деформация выполняется в заданном температурном диапазоне. После прокатки до требуемой толщины осуществляют фазовый переход в определенной температурной зоне за счет регулирования скорости охлаждения и итоговой температуры охлаждения, что позволяет получить структуру с хорошими характеристиками. Также используют комбинацию технологии термомеханического контроля и оптимизации содержания легирующих компонентов, при этом применение комплексного упрочнения за счет измельчения зерна, дислокационного упрочнения и других видов упрочнения позволяет получить стальную полосу с хорошим сочетанием прочности и ударной вязкости и низким углеродным эквивалентом.
Свариваемость является одной из важнейших прикладных характеристик стали в составе механических конструкций. Для улучшения свариваемости необходимо уменьшать углеродный эквивалент Сэ состава сплава стальной полосы и снижать риск возникновения сварочных трещин Рст. Значение углеродного эквивалента стальной полосы вычисляют по следующей формуле:

где С, Mn, Cr, Mo, V, Ni, Cu соответствуют содержанию этих элементов в стальной полосе в %.
Риск возникновения сварочных трещин Рст в стальной полосе оценивают по следующей формуле:

где С, Si, Ni, Mn, Cr, Cu, Mo, V, В соответствуют содержанию этих элементов в стальной полосе в %.
Согласно стандарту КНР для отрасли черной металлургии «YB/T 4137-2005», для стали с пределом текучести 800 МПа и кодовым обозначением Q800CF, значение Рст должно быть меньше 0,28%. Европейский стандарт «10025-6:2004» и китайский национальный стандарт «GB/T16270:2009» ограничивают значение углеродного эквивалента стальной полосы с пределом текучести 890 МПа до ≤ 0,72%.
При сравнительно высоких значениях углеродного эквивалента и риска возникновения сварочных трещин дополнительно добавляют в стальную полосу некоторое количество легирующих элементов, чтобы без особых усилий получить стальную полосу с хорошими механическими свойствами. Однако при этом может ухудшаться свариваемость стальной полосы. В результате будут возникать не только горячие трещины в процессе сварки, но и холодные трещины при последующем хранении полосы. Предприятия хотели бы использовать малое количество легирующих элементов при производстве стальной полосы для механических конструкций со сравнительно низким углеродным эквивалентом и сравнительно низким рисков возникновения сварочных трещин, а также хорошими механическими свойствами.
Известна "Свариваемая сталь со сверхвысокой прочностью и превосходной ударной вязкостью при сверхнизких температурах", WO 1999/005335, опубл. 04.02.1999. В патенте описана высокопрочная сталь с низким содержанием легирующих элементов, полученная с помощью процесса термомеханического контроля с двумя температурными этапами, которая имеет временное сопротивление 930 МПа, ударную вязкость 120 Дж при -20°С и следующий химический состав, вес. %: С 0,05-0,10, Μn 1,7-2,1, Ni 0,2-1,0, Mo 0,25-0,6, Nb 0,01-0,10, Ti 0,005-0,03, Ρ≤0,015, S≤0,003. В указанной патентной заявке никель, который используется в качестве легирующего элемента, имеет сравнительно высокое содержание, а именно 0,2-1,0 вес. %. Однако значения углеродного эквивалента и риска возникновения сварочных трещин не указаны.
Известна "Закаленная и отпущенная стальная полоса с пределом текучести 900 мпа и способ ее производства", CN 101906594 А, опубл. 08.12.2010. В патенте описана закаленная и отпущенная стальная полоса с высоким пределом текучести, имеющая следующий химический состав стали, вес. %: С 0,15-0,25, Si 0,15-0,35, Μn 0,75-1,60, Ρ≤0,020, S≤0,020, Ni 0,08-0,30, Cu 0,20-0,60, Cr 0,30-1,00, Mo 0,10-0,30, Al 0,015-0,045, В 0,001-0,003, остальное Fe и неустранимые примеси. Получаемая в указанной заявке стальная полоса имеет энергию разрушения образца Шарпи с V-образным надрезом ≥21 Дж при -40°С (в вертикальном положении) и углеродный эквивалент менее 0,60%. В этой патентной заявке применены такие дорогостоящие легирующие элементы как никель, медь и т.п.
Раскрытие изобретения
Перед изобретением ставится задача создания высокопрочной надежной стальной полосы с хорошей свариваемостью, которая способна отвечать двойным требованиям, предъявляемым к стальной полосе производителями механического оборудования: высокая прочность, низкая ударная вязкость и отличная свариваемость.
Для решения вышеупомянутой задачи Высокопрочная стальная полоса имеет следующий химический состав, вес. %: С 0,070-0,115, Si 0,20-0,50, Μn 1,80-2,30, Cr≤0,35, Mo 0,10-0,40, Nb 0,03-0,06, V 0,03-0,06, Ti 0,002-0,04, Al 0,01-0,08, В 0,0006-0,0020, Ν≤0,0060, О≤0,0040, Са≤0,0045, остальное Fe и неустранимые примеси.
Углеродный эквивалент стальной полосы может составлять СЭ≤0,56% и иметь следующее значение:
СЭ=С+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15, где С, Mn, Cr, Mo, V, Ni, Cu соответствуют содержанию этих элементов в стальной полосе в %.
Свариваемость является одной из важнейших прикладных характеристик стали в составе механических конструкций; для улучшения свариваемости можно использовать, в том числе, снижение углеродного эквивалента Сэ легирующего состава стальной полосы. Для обеспечения хорошей свариваемости стальной полосы необходимо минимизировать значение углеродного эквивалента Сэ легирующего состава стали.
Свариваемость стальной полосы также можно улучшить, поддерживая риск возникновения сварочных трещин Рст на низком уровне. Риск возникновения сварочных трещин в предлагаемом техническом решении может составлять Рст≤0,27% и иметь следующее значение:
Рст=C+Si/30+Ni/60+(Mn+Cr+Cu)/20+Mo/15+V/10+5B, где С, Si, Ni, Μn, Cr, Cu, Mo, V, В соответствуют содержанию этих элементов в стальной полосе в %.
Микроструктуры стальной полосы могут представлять собой реечный бейнит и мартенсит.
Далее описан принцип подбора содержания химических элементов в составе предлагаемой высокопрочной стальной полосы.
Углерод (С). Добавление легирующих элементов в сталь может повышать прочность стальной полосы, однако при этом также увеличивается углеродный эквивалент и растет риск возникновения сварочных трещин, что ухудшает свариваемость стали. При низком содержании углерода в стальной полосе во время процесса термомеханического контроля образуется низкопрочная ферритовая структура, при этом уменьшается предел текучести и временное сопротивление стальной полосы. Рассматривая все вышеперечисленные факторы с учетом требований к надежности стальной полосы, содержание углерода в изобретении контролируется на уровне 0,070-0,115 вес. %.
Кремний (Si). Кремний не образует карбидов в стали. Он присутствует в структуре типа гранецентрированной кубической решетки (ГКЦ) или объемно центрированной кубической решетки (ОЦК) в виде твердого раствора и улучшает прочность стальной полосы за счет твердорастворного упрочнения. В силу малой растворимости кремния в цементите при увеличении содержания кремния выше определенного значения образуется смешанная структура из остаточного аустенита и мартенсита. С другой стороны, увеличение содержания кремния не только повышает риск возникновения сварочных трещин в стальной полосе, но и увеличивает склонность стальной полосы к образованию горячих трещин. Комплексно учитывая твердорастворное упрочнение и свариваемость, содержание кремния Si в изобретении регулируют на уровне 0,20-0,50 вес. %.
Марганец (Μn). Марганец является элементом со слабым карбидообразованием, который обычно присутствует в стальной полосе в виде твердого раствора. В стальной полосе, изготавливаемой посредством процесса термомеханического контроля, марганец, в основном, препятствует диффузии, регулирует граничное перемещение, измельчает феррит или реечный бейнит, а также улучшает механические свойства стальной полосы благодаря упрочнению за счет измельчения зерна и твердорастворному упрочнению. При слишком высоком содержании марганца повышается риск образования трещин в слябе стальной полосы. Для формирования структуры мелкозернистого бейнита, которая улучшает прочность и надежность стальной полосы, содержание марганца в изобретении контролируют на уровне 1,80-2,30 вес. %.
Хром (Cr). Хром повышает прокаливаемость стальной полосы, что приводит к формированию в стальной полосе структуры с высокой твердостью и прочностью. Увеличение содержания хрома не оказывает заметного влияния на прочность стальной полосы с пределом текучести 690 МПа и более. Однако слишком высокое содержание хрома может повышать углеродный эквивалент стальной полосы. Поэтому содержание хрома в изобретении контролируют на уровне не более 0,35 вес. %.
Молибден (Mo). Молибден является сильным карбидообразующим элементом и может образовывать металлоподобные карбиды с углеродом. В процессе термомеханического контроля молибден, в основном, выступает в качестве ингибитора диффузионного фазового перехода, а также измельчает зерна в структуре бейнита. Во время отпуска молибден и углерод образуют мелкодисперсные карбиды, которые оказывают эффект дисперсионного твердения, в результате чего повышается стабильность отпуска стальной полосы и расширяется платформа отпуска. Тем не менее, чрезмерно высокое содержание молибдена увеличивает стоимость стальной полосы, вредя ее конкурентоспособности, а также повышает углеродный эквивалент, что ухудшает свариваемость стальной полосы. Поэтому содержание молибдена в изобретении контролируют на уровне 0,10-0,40 вес. %.
Ниобий (Nb). В стали, получаемой с помощью процесса термомеханического контроля, ниобий, в основном, выполняет следующие функции: после аустенизации в нагревательной печи растворенный в аустените ниобий препятствует движению границ зерен перекристаллизации и повышает температуру перекристаллизации, в результате чего во время прокатки стальной полосы при низких температурах происходит активное скопление дислокаций и достигается конечная цель по измельчению зерна. В процессе отпуска ниобий вместе с углеродом и азотом образует металлоподобные карбонитриды. Однако слишком большое содержание ниобия приводит к образованию в стали крупнозернистых карбонитридов, что отрицательно сказывается на механических свойствах стальной полосы. Поэтому для регулирования микроструктуры и механических свойств стальной полосы содержание ниобия в изобретении контролируют на уровне 0,03-0,06 вес. %.
Ванадий (V). Ванадий вместе с углеродом и азотом образует в стали металлоподобные карбиды, что может приводить к увеличению предела текучести стальной полосы во время отпуска. По мере увеличения содержания ванадия в зоне, подвергающейся нагреву во время сварки стальной полосы, образуются крупнозернистые карбиды, в результате чего уменьшается ударопрочность при низких температурах у участка, подвергающегося нагреву. Поэтому содержание ванадия в изобретении контролируют на уровне 0,03-0,06 вес. %, который обеспечивает сравнительно высокое значение предела текучести стальной полосы после отпуска.
Титан (Ti). Титан может образовывать соединения с азотом, кислородом и углеродом при различных температурах. Нитрид титана (TiN), образующийся в расплаве стали, может измельчать аустенитные зерна. Остаточный титан в аустените может вступать в реакцию с углеродом с образованием карбида титана (TiC), при этом мелкозернистый карбид титана положительно влияет на ударопрочность стальной полосы при низких температурах. Тем не менее, чрезмерно высокое содержание титана приводит к образованию крупнозернистого квадратного нитрида титана (TiN), который формирует точки образования микротрещин, снижая ударопрочность при низких температурах и усталостную прочность стальной полосы. Учитывая все аспекты влияния титана на характеристики стали, содержание титана в изобретении контролируют на уровне 0,002-0,04 вес. %.
Алюминий (Al). Алюминий добавляют в сталь в качестве восстановителя. В расплаве стали алюминий вместе с кислородом и азотом образует оксиды и нитриды. В процессе отвердения расплава стали оксиды и нитриды алюминия препятствуют перемещению границ зерен и измельчают аустенитные зерна. При слишком высоком содержании алюминия в стальной полосе образуются крупнозернистые оксиды или нитриды алюминия, которые снижают ударопрочность стальной полосы при низких температурах. Для измельчения зерна, улучшения ударной вязкости и обеспечения хорошей свариваемости стальной полосы содержание алюминия в изобретении контролируют на уровне 0,01-0,08 вес. %.
Бор (В). Бор растворяется в стали в виде межузельных атомов, что может уменьшать зернограничную энергию, препятствуя зарождению новой фазы на границах зерен. В результате во время охлаждения в стальной полосе формируется низкотемпературная структура, при этом увеличивается прочность стальной полосы. Тем не менее, при увеличении содержания бора зернограничная энергия уменьшается очень существенно, в результате чего повышается склонность стальной полосы к образованию трещин и растет риск образования сварочных трещин Рст. Поэтому в изобретении бор добавляют в количестве 0,0006-0,0020 вес. %.
Азот (N). Легирующие элементы в составе стали, например, ниобий, титан, ванадий и т.п. при взаимодействии с азотом и углеродом в стали образуют нитриды или карбонитриды. В процессе аустенизации стальной полосы при нагреве часть нитридов растворяется, а нерастворившиеся нитриды могут препятствовать перемещению границ зерен аустенита, в результате чего измельчаются зерна аустенита. При чересчур высоком содержании азота образуется крупнозернистый нитрид титана (TiN), что ухудшает механические свойства стальной полосы. Атомы азота скапливаются в дефектах стали, что приводит к пористости и рыхлости стали. Поэтому содержание азота в изобретении контролируется на уровне не более 0,0060 вес. %.
Кислород (О). Легирующие элементы алюминий, кремний и титан в составе стали при взаимодействии с кислородом образуют оксиды. В процессе аустенизации стальной полосы при нагреве оксиды алюминия препятствуют разрастанию аустенита, измельчая зерно. Однако при высоком содержании кислорода в составе стальной полосы возрастает вероятность образования горячих трещин в процессе сварки. Поэтому содержание кислорода в изобретении контролируется на уровне не более 0,0040 вес. %.
Кальций (Са). Кальций может вводиться в сталь для образования сульфида кальция CaS при взаимодействии с серой и выполняет функцию сфероидизации сульфидов, что улучшает ударную вязкость стальной полосы при низких температурах. Содержание кальция в изобретении контролируют на уровне не более 0,0045 вес. %.
Также в изобретении предлагается способ производства высокопрочной стальной полосы, включающий выплавку, отливку, нагрев, прокатку, охлаждение и отпуск.
В предлагаемом способе сляб могут нагревать до температуры 1040-1250°С. В процессе нагрева в стальной полосе происходят различные процессы, в частности, аустенизация, рост зерен аустенита и растворение карбонитридов. При слишком низкой температуре нагрева размер зерен аустенита уменьшается, однако не происходит полного растворения карбонитридов. Следовательно, легирующие элементы ниобий, молибден и др. не окажут требуемого эффекта в процессе прокатки и охлаждения. Если же температура нагрева слишком высока, то зерна аустенита укрупняются, происходит полное растворение карбонитридов, однако это может привести к аномальному росту зерен аустенита. Комплексно учитывая рост аустенитных зерен и растворение карбонитридов в процессе нагрева, сляб в изобретении нагревают до температуры 1040-1250°С.
В предлагаемом способе прокатку могут осуществлять в два этапа, причем на первом и втором этапах выполняют многопроходную прокатку, при этом на первом этапе прокатки температура начала прокатки составляет 1010-1240°С, а степень деформации на каждом проходе составляет 8-30%, причем на втором этапе прокатки температура начала прокатки составляет 750-870°С, температура конца прокатки составляет 740-850°С, а степень деформации на каждом проходе составляет 5-30%. Выходящую из печи стальную полосу подвергают первому этапу прокатки. Чтобы обеспечить достаточную степень деформации стальной полосы, перекристаллизацию аустенита и измельчение зерен аустенита на первом этапе, температура прокатки и степень деформации на каждом проходе в рамках первого этапа прокатки соответствуют требованиям к способу производства из данного изобретения. После первого этапа прокатки сталь охлаждают до температуры 750-870°С, прежде чем переходить ко второму этапу прокатки. На втором этапе прокатки в аустените скапливается много дислокаций, что способствует образованию мелкозернистых микроструктур во время последующего процесса охлаждения, тем самым повышая надежность стальной полосы.
В предлагаемом способе производства высокопрочной стальной полосы прокатанную стальную полосу могут сначала охлаждать при помощи водного охлаждения со скоростью охлаждения 15-50% до температуры ≤450°С, а затем охлаждать при помощи воздушного охлаждения до комнатной температуры. В связи с тем, что после двойной прокатки в стальной полосе скапливается большое количество дислокаций, в процессе охлаждения прокатную стальную полосу необходимо охладить с большой скоростью охлаждения, чтобы обеспечить достаточно большую степень переохлаждения стальной полосы. Согласно изобретению, за счет большой скорости охлаждения и низкой температуры остановки охлаждения, в результате низкотемпературного фазового перехода в стальной полосе формируются микроструктуры ультрадисперсного реечного бейнита и мартенсита. Такие микроструктуры обеспечивают хорошие показатели надежности. Таким образом, температура остановки охлаждения стальной полосы в изобретении составляет не более 450°С, скорость охлаждения находится в пределах 15-50°С/с, используется водяное охлаждение.
В предлагаемом способе производства высокопрочной стальной полосы температура отпуска может составлять 450-650°С. После прокатки и охлаждения в процессе отпуска в стальной полосе образуются высокопрочные микроструктуры, содержащие мелкозернистый бейнит и мартенсит. При слишком высокой температуре отпуска происходит разупрочнение, в результате чего снижается прочность стальной полосы. Если же температура отпуска слишком низкая, то в стальной полосе возрастает внутреннее напряжение, при этом не происходит образования мелкозернистых дисперсных осаждений. В результате снижается ударопрочность стальной полосы при низких температурах. В высокопрочных структурах присутствует сравнительно большое напряжение фазового перехода. Для устранения напряжения фазового перехода с целью получения стальной полосы с однородными и стабильными механическими свойствами в предлагаемом в изобретении способе производства температура отпуска регулируют в диапазоне 450-650°С.
После отпуска стальную полосу могут охлаждать при помощи воздушного охлаждения.
В техническом решении по предлагаемому изобретению принцип подбора состава химических элементов и процесс производства стальной полосы обеспечивают взаимосвязанные эффекты, при этом оптимальное дозирование легирующего элемента хрома, совместно с другими элементами, обеспечивает нужную прочность стальной полосы, не допуская при этом влияния чрезмерно высокого углеродного эквивалента на свариваемость стальной полосы после процедур прокатки и охлаждения. Кроме того, низкое содержание углерода, а также оптимальное содержание марганца и молибдена в настоящем изобретении позволяют получать микроструктуры из мелкозернистого бейнита и мартенсита, выполняя прокатку при контролируемой низкой температуре и охлаждая стальную полосу до 450°С или ниже с высокой скоростью охлаждения, в результате чего повышается надежность стальной полосы. Помимо этого, контроль содержания легирующего элемента бора позволяет получить в стальной полосе микроструктуры с механическими свойствами высокой надежности в широком диапазоне скоростей охлаждения.
Благодаря оптимальному подбору состава элементов и обеспечению низкого углеродного эквивалента, в сочетании с оптимальными процессами нагрева, прокатки, охлаждения и отпуска, которые предусмотрены изобретением, предлагаемая высокопрочная стальная полоса обладает следующими преимуществами по сравнению с предшествующим уровнем техники:
- наличие высокопрочных микроструктур из ультрадисперсного реечного бейнита и мартенсита;
- предел текучести 890 МПа и более;
- превосходная свариваемость, отличная ударная вязкость при низких температурах и хорошее удлинение;
- уменьшение содержания легирующих элементов в составе и низкое значение углеродного эквивалента Сэ≤0,56%, а значит, меньшая себестоимость производства;
- соответствие требованиям к высокой надежности стальной полосы, предъявляемым в производстве механического оборудования.
Согласно предлагаемому способу производства высокопрочной стальной полосы, используется методика контролируемой прокатки и контролируемого охлаждения, которая в сочетании с оптимальным подбором элементного состава и видоизмененными стадиями производственного процесса, обеспечивает присутствие высокопрочных микроструктур в стали и хорошую свариваемость без необходимости проводить дополнительную тепловую обработку стали. В результате упрощается процедура производства стальной полосы и соответствующий производственный процесс. Процесс производства можно широко использовать для непрерывного производства стальной полосы со средней и большой толщиной.
Описание чертежей
На Фиг. 1 показана оптическая микрофотография микроструктуры высокопрочной стальной полосы, полученной в примере 4.
Лучший вариант осуществления изобретения
Далее предлагаемое техническое решение подробно описано со ссылками на конкретные примеры осуществления и приложенный чертеж.
Примеры 1-6
Для производства предлагаемой в изобретении высокопрочной стальной полосы с низким отношением предела текучести к пределу прочности выполняли описанные ниже шаги.
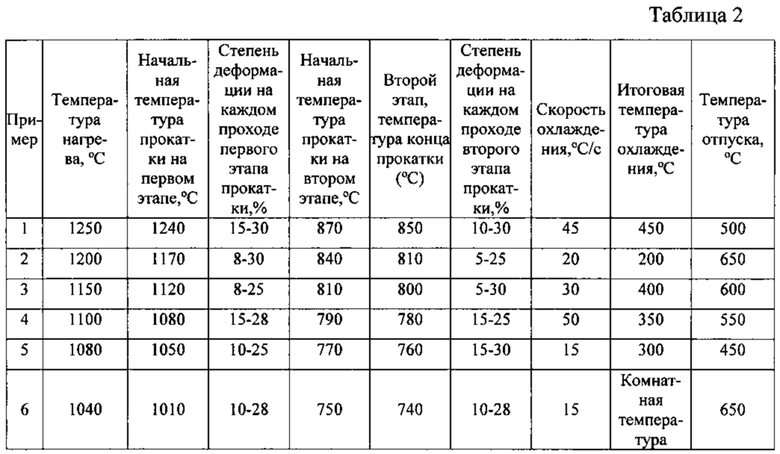
1) Выплавка: содержание различных химических элементов в вес. % контролировали согласно таблице 1, при этом обеспечивалось значение углеродного эквивалента Сэ≤0,56%;
2) Отливка;
3) Нагрев: сляб нагревали до температуры 1040-1250°С;
4) Прокатка: прокатку выполняли в два этапа, причем на первом и втором этапах выполняли многопроходную прокатку. На первом этапе прокатки температура начала прокатки составляла 1010-1240°С, а степень деформации на каждом проходе составляла 8-30%. После первого этапа прокатки стальную полосу охлаждали, при этом охлаждение можно было выполнять воздухом, размещая стальную полосу на прокатном стане, водой или пароводяной смесью с помощью распылителя, либо с помощью какой-либо комбинации этих методов. На втором этапе прокатки температура начала прокатки составляла 750-870°С, температура конца прокатки составляла 740-850°С, а степень деформации на каждом проходе составляла 5-30%;
5) Охлаждение: прокатную стальную полосу охлаждали водой до ≤450°С со скоростью охлаждения 15-50°С/с, после извлечения полосы из воды ее охлаждали воздухом до комнатной температуры. В полученной стальной полосе образовались микроструктуры из ультрадисперсного реечного бейнита и мартенсита;
6) Отпуск: температура отпуска составляла 450-650°С. После отпуска стальную полосу охлаждали воздухом в штабелях или в кипящем слое.
На Фиг. 1 показана полученная при помощи оптического микроскопа фотография микроструктуры высокопрочной стальной полосы, полученной в примере 4.
Химический состав компонентов высокопрочной стальной полосы по примерам 1-6 приведен в таблице 1.
Химический состав компонентов высокопрочной стальной полосы по примерам 1-6, вес. % (остальное Fe и неустранимые примеси)
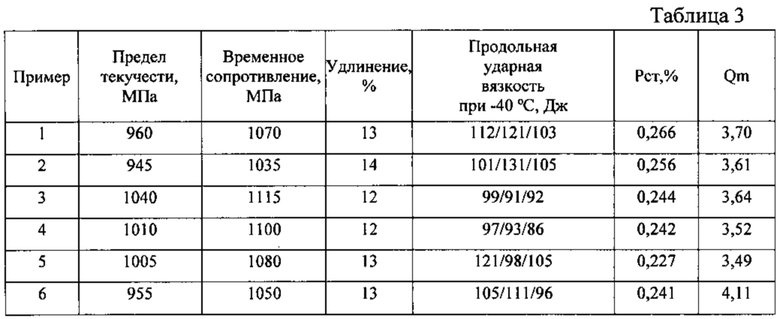
В таблице 2 приведены конкретные технологические параметры по примерам 1-6, при этом параметры каждого примера в таблице 2 соответствуют соответствующему примеру 1-6 из таблицы 1.
Технологические параметры процесса производства по примерам 1-6
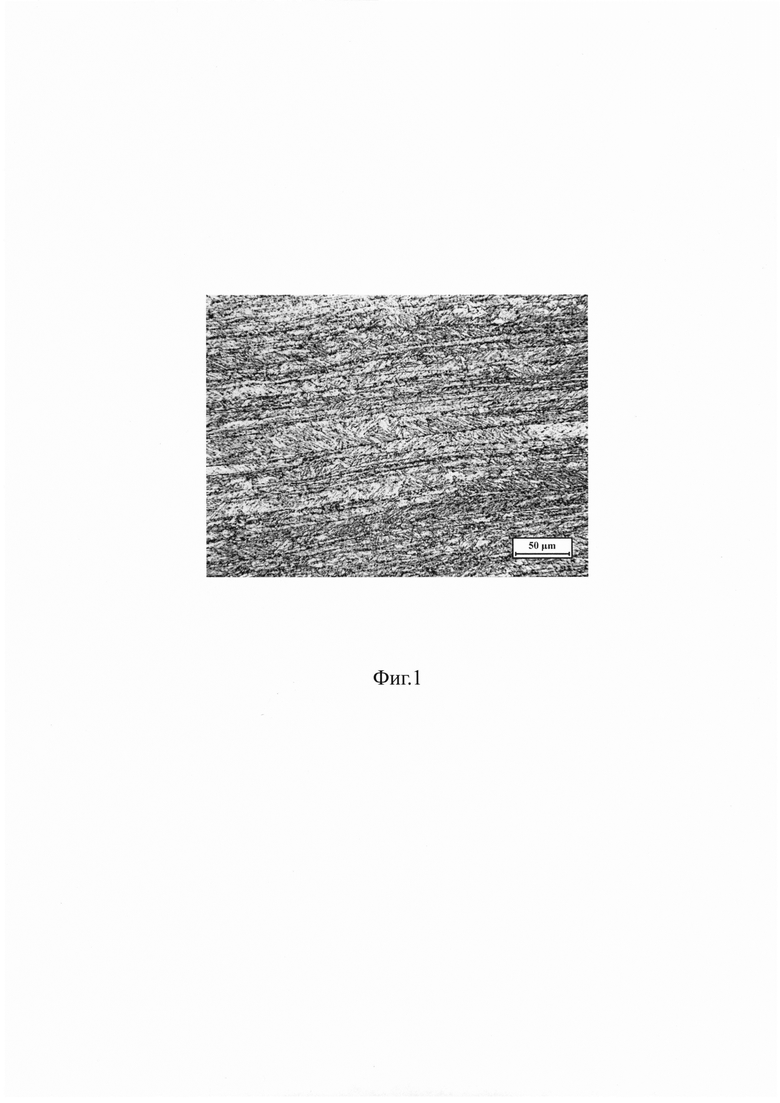
В таблице 3 приведены основные рабочие характеристики высокопрочной стальной полосы по примерам 1-6.
Основные рабочие характеристики высокопрочной стальной полосы по примерам 1-6
Примечание:
Рст обозначает риск образования сварочных трещин, который имеет следующее значение:
Рст=C+Si/30+(Mn+Cr+Cu)/20+Ni/60+Mo/15+V/10+5B
Qm обозначает коэффициент прокаливаемости стальной полосы, который имеет следующее значение:
Qm=1,379C+0,218Si+1,253Mn+2,113Mo+0,879Cr+101,21B,
где С, Si, Mn, Cr, Cu, Ni, Mo, V, В соответствуют содержанию этих элементов в стальной полосе в %.
Как видно из таблиц 3 и 1, предлагаемая в изобретении высокопрочная стальная полоса имеет низкий углеродный эквивалент Сэ<0,56%, низкий риск образования сварочных трещин Рст<0,27% и коэффициент прокаливаемости 3,4<Qm<4,2. Низкое значение углеродного эквивалента Сэ и низкий риск возникновения сварочных трещин Рст позволяют добиться хорошей свариваемости стальной полосы. Как видно из Фиг. 3, высокопрочная стальная полоса имеет предел текучести >900 МПа, временное сопротивление >1000 МПа, удлинение ≥12%, ударную вязкость при -40°С>80 Дж. Таким образом, стальная полоса обладает хорошей свариваемостью и превосходными механическими свойствами, благодаря чему соответствует требованиям высокой прочности, ударной вязкости при низких температурах и хорошей свариваемости, которые предъявляются к стальной полосе в производстве механических конструкций, и может широко использоваться для изготовления структурных элементов, применяемых в производстве горного и портового оборудования, а также в инженерном машиностроении.
Среднему специалисту в данной области должно быть ясно, что приведенные выше примеры служат лишь для наглядной демонстрации настоящего изобретения и не ограничивают его объем, при этом все модификации и изменения вышеуказанных примеров в пределах сущности изобретения будут оставаться в пределах объема изобретения, определяемого его формулой.
Изобретение относится к области металлургии, а именно к стальной полосе, используемой для изготовления структурных элементов, применяемых в производстве горного и портового оборудования, а также в инженерном машиностроении. Выплавляют сталь в виде сляба, имеющего следующий химический состав, вес.%: С 0,070-0,115, Si 0,20-0,50, Mn 2,00-2,20, Cr ≤ 0,35, Мо 0,10-0,40, Nb 0,03-0,06, V 0,03-0,06, Ti 0,002-0,04, Al 0,01-0,08, В 0,0006-0,0020, N ≤ 0,0060, О ≤ 0,0040, Ca ≤ 0,0045, остальное Fe и неустранимые примеси. Нагревают сляб до температуры 1040-1250°С и осуществляют прокатку в два этапа с получением полосы, причем на первом и втором этапах выполняют многопроходную прокатку. На первом этапе прокатки температура начала прокатки составляет 1010-1240°С, а степень деформации на каждом проходе составляет 8-30%, а на втором этапе прокатки температура начала прокатки составляет 750-870°С, температура конца прокатки составляет 740-850°С, а степень деформации на каждом проходе составляет 5-30%. Прокатанную стальную полосу сначала охлаждают при помощи водного охлаждения со скоростью охлаждения 15-50°С/с до температуры ≤450°С, а затем охлаждают при помощи воздушного охлаждения до комнатной температуры. Отпуск осуществляют при температуре 450-650°С, а затем стальную полосу охлаждают при помощи воздушного охлаждения. Обеспечивается высокая прочность, ударная вязкость при низких температурах и хорошая свариваемость. 2 н. и 4 з.п. ф-лы, 1 ил., 3 табл.
1. Способ производства высокопрочной стальной полосы, включающий выплавку стали, отливку стали в сляб, нагрев сляба, прокатку сляба в полосу с последующим ее охлаждением и отпуском, отличающийся тем, что выплавляют сталь, имеющую следующий химический состав, вес.%: С 0,070-0,115, Si 0,20-0,50, Mn 2,00-2,20, Cr ≤ 0,35, Мо 0,10-0,40, Nb 0,03-0,06, V 0,03-0,06, Ti 0,002-0,04, Al 0,01-0,08, В 0,0006-0,0020, N ≤ 0,0060, О ≤ 0,0040, Ca ≤ 0,0045, остальное - Fe и неизбежные примеси, сляб нагревают до температуры 1040-1250°С, прокатку осуществляют в два этапа, на каждом из которых выполняют многопроходную прокатку, при этом на первом этапе прокатки температура начала прокатки составляет 1010-1240°С, степень деформации на каждом проходе составляет 8-30%, а на втором этапе температура начала прокатки составляет 750-870°С, температура конца прокатки составляет 740-850°С, а степень деформации на каждом проходе составляет 5-30%, охлаждение прокатанной стальной полосы сначала осуществляют при помощи водного охлаждения со скоростью охлаждения 15-50°С/с до температуры ≤450°С, затем при помощи воздушного охлаждения до комнатной температуры, а отпуск проводят при температуре 450-650°С.
2. Способ по п. 1, отличающийся тем, что после отпуска стальную полосу охлаждают при помощи воздушного охлаждения.
3. Высокопрочная стальная полоса, отличающаяся тем, что она получена способом по п.1 или 2.
4. Стальная полоса по п. 3, отличающаяся тем, что она имеет углеродный эквивалент СЭ ≤ 0,56%.
5. Стальная полоса по п. 3, отличающаяся тем, что она имеет коэффициент трещиностойкости при сварке Pcm ≤ 0,27%.
6. Стальная полоса по п. 3, отличающаяся тем, что она имеет микроструктуру, состоящую из реечного бейнита и мартенсита.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ОККЛЮЗИИ РЕТИНАЛЬНЫХ ВЕН ПРИ ВЕНОЗНОЙ ОККЛЮЗИИ ПАРНОГО ГЛАЗА | 2012 |
|
RU2484791C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ СТАЛЕЙ | 1998 |
|
RU2210603C2 |
| НИЗКОЛЕГИРОВАННАЯ, ПРАКТИЧЕСКИ НЕ СОДЕРЖАЩАЯ БОРА СТАЛЬ | 1998 |
|
RU2215813C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| WO 2012161248 A1, 29.11.2012 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

