Настоящее изобретение относится к крепежному элементу, устанавливаемому сквозь конструкции с одной стороны (обычно называемой «доступной» стороной) соединяемых элементов узла. Данный тип крепежных элементов используется, например, при сборке конструкций воздушного судна.
В частности, настоящее изобретение относится к крепежным элементам для фиксации элементов конструкции, имеющих расположенные через равные промежутки отверстия с номинальным диаметром D с использованием элементов конструкции с номинальной толщиной, варьирующейся в пределах от минимальной до максимальной толщины. Крепеж имеет минимальную плоскость сжатия Gмин и максимальную плоскость сжатия Gмакс, а также
- винт с увеличенной головкой на одном конце и резьбовую часть на противоположном конце,
- втулку c увеличенной головкой, в которую входит голова винта и которая предназначена для соприкосновения с лицевой поверхностью элементов конструкции, трубчатого корпуса и резьбовой части, сцепляющейся с резьбовой частью винта, при этом резьбовая часть прилегает к внутренней гладкой части корпуса втулки и указанная гладкая часть имеет номинальную толщину E, зону низкой деформируемости, прилегающую к головке втулки, и прилегающую к ней деформируемую зону,
- деформируемую зону втулки, которая имеет более низкое, по сравнению с зоной низкой деформируемости, сопротивление, облегчающее радиальную деформацию деформируемой части в замыкающую головку, прижимающуюся к поверхностям элементов конструкции, противоположным лицевой стороне, которые обычно называют «глухой» стороной.
Данный тип крепежных элементов, также известный как «глухая заклепка», известен, например, из патента США 3,236,143, где крепеж дополнительно содержит хвостовик, который ломается по разрывной канавке.
Конструкции воздушных судов все чаще включают в себя композитные материалы, которые могут расслоиться при значительном локальном сжатии. Чтобы избежать расслоения композитных материалов, наружный диаметр замыкающей головки глухого крепежного элемента не должен быть слишком мал по сравнению с номинальным диаметром D отверстия, в которое вставлен крепежный элемент. Кроме того, замыкающая
головка такого крепежного элемента должна иметь равномерную опорную поверхность и обязательно должна обеспечивать стабильность формы получаемого крепления как при минимальной, так и при максимальной толщине конструкции. Уверенность в том, что замыкающая головка имеет правильную форму и достаточный размер необходима в том случае, когда нет возможности осмотреть глухую сторону конструкции.
Цель изобретения заключается в том, чтобы устранить недостатки предшествующих моделей крепежных элементов и, в частности, формировать замыкающую головку с внешним диаметром, равным 1,5 номинального диаметра отверстия конструкции, с однородной и повторяемой (т. е. стабильной) геометрией, независимо от заданной номинальной толщины закрепляемой сжатием конструкции, варьирующейся от минимальной до максимальной.
Для этой цели описываемый в изобретении крепежный элемент, относящийся к вышеупомянутому типу, имеет деформируемую зону длиной больше минимальной длины Lмин и меньше максимальной длины Lмакс, где минимальная и максимальная длины определяются по следующим формулам:
Lмин = D/2 + 2E + (Gмакс - Gмин), {1}
Lмакс = (E / 0,092) {2}
большая часть начала деформируемой зоны располагается в плоскости минимального сжатия Gмин крепежного элемента.
Преимущество такого крепежного элемента состоит в формировании больших и стабильных замыкающих головок.
Описываемый в изобретении крепежный элемент также предпочтительно должен иметь как минимум одну из следующих характеристик:
- ослабление сопротивления деформируемой зоны достигается локальным уменьшением твердости,
- ослабление сопротивления деформируемой зоны достигается уменьшением номинальной толщины трубчатого корпуса,
- втулка изготавливается из нержавеющей стали A286 или титанового сплава типа Beta-C,
- деформируемая зона имеет твердость меньше или равную 300 HV,
- деформируемая зона имеет твердость меньше или равную 220 HV,
- крепежный элемент имеет диаметр 6,32 мм, номинальную толщину трубчатого корпуса 0,75 мм и деформируемую зону длиной от 6,67 до 8,152 мм,
- крепежный элемент имеет диаметр 4,80 мм, номинальную толщину трубчатого корпуса 0,58 мм и деформируемую зону длиной от 5,55 до 6,304 мм,
- втулка изготавливается из титана или титанового сплава.
Другие задачи, характеристики и преимущества изобретения станут очевидными из описания примеров осуществления изобретения, показанных на фигурах.
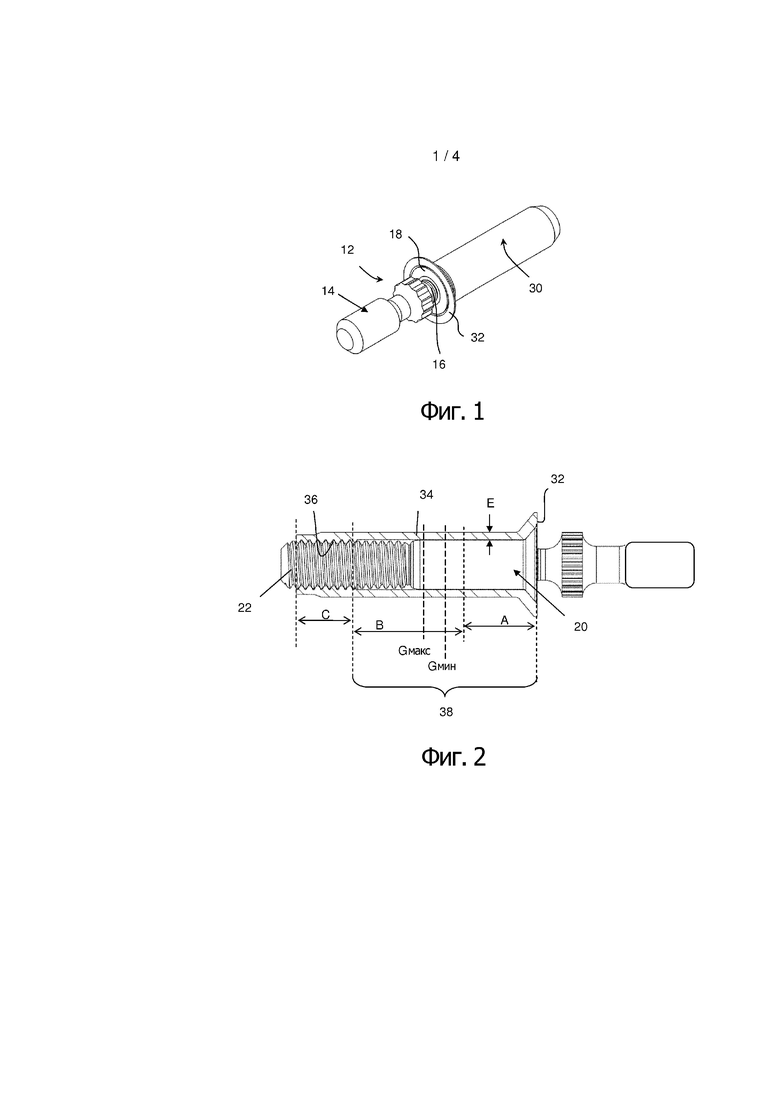
На фиг. 1 показан крепежный элемент согласно варианту осуществления изобретения в не установленном состоянии, вид в изометрии;
на фиг. 2 показан крепежный элемент согласно варианту осуществления изобретения в неустановленном состоянии, вид в разрезе,
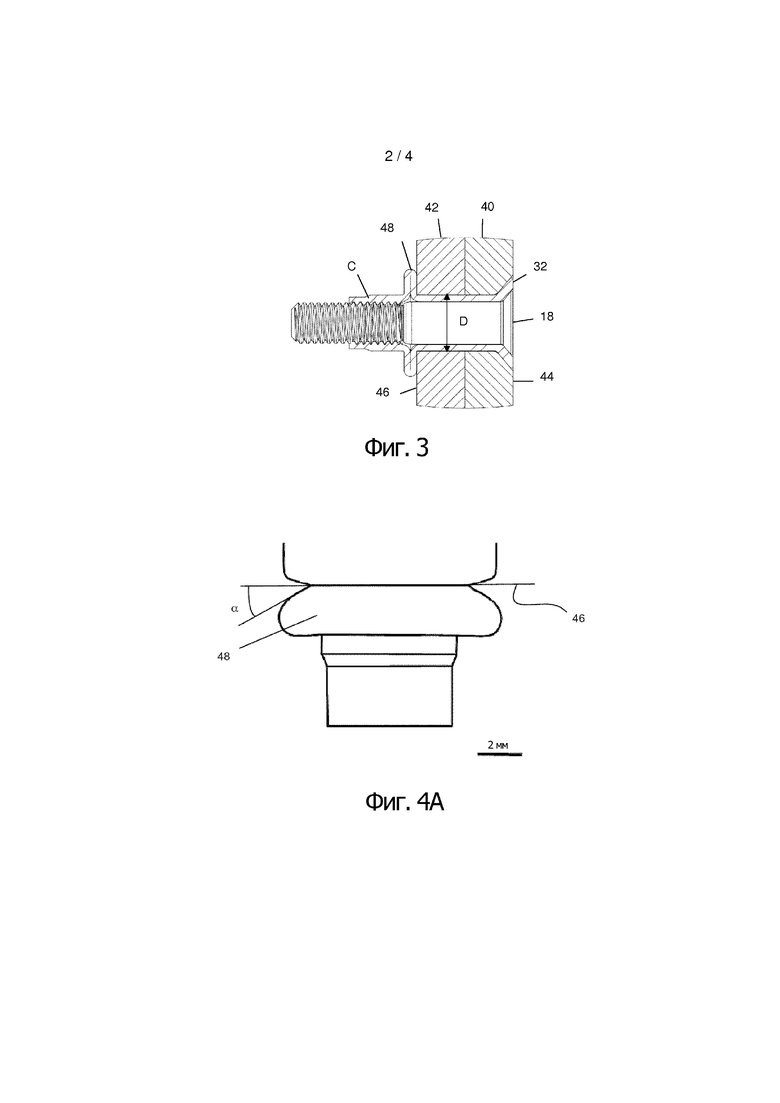
на фиг. 3 показан крепежный элемент согласно варианту осуществления изобретения в установленном состоянии с сформированной замыкающей головкой, вид в разрезе;
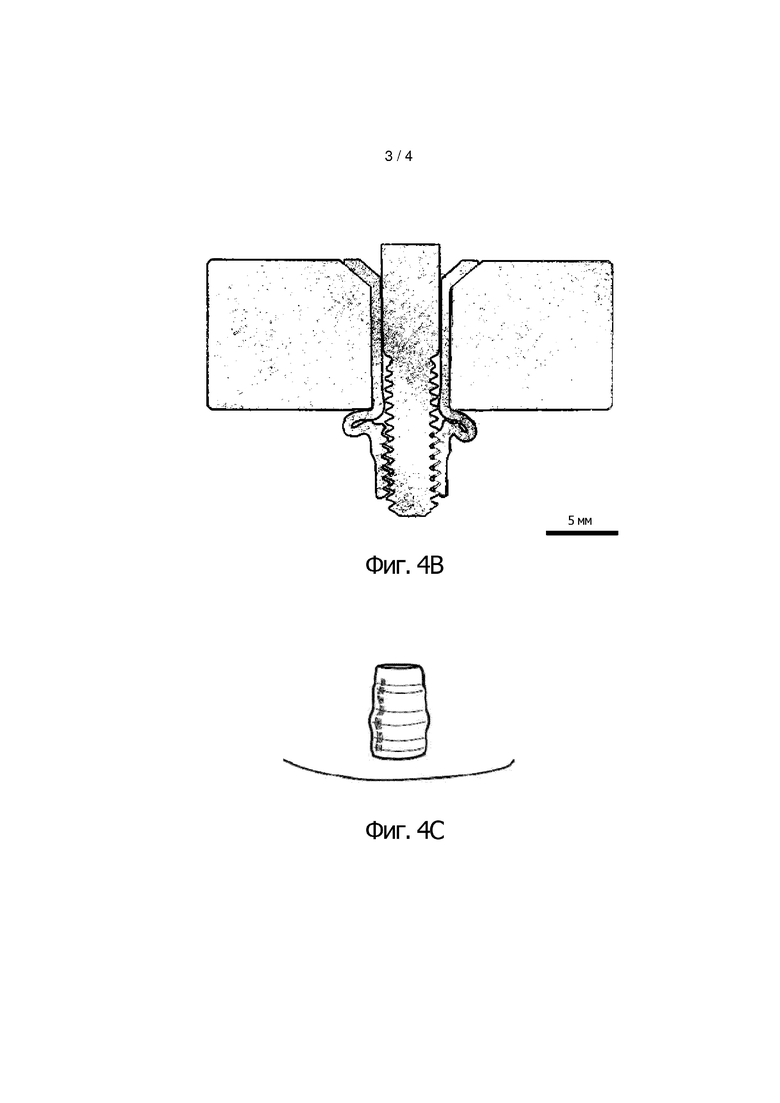
на фиг. 4А, 4В, 4С показаны неправильно сформированные замыкающие головки;
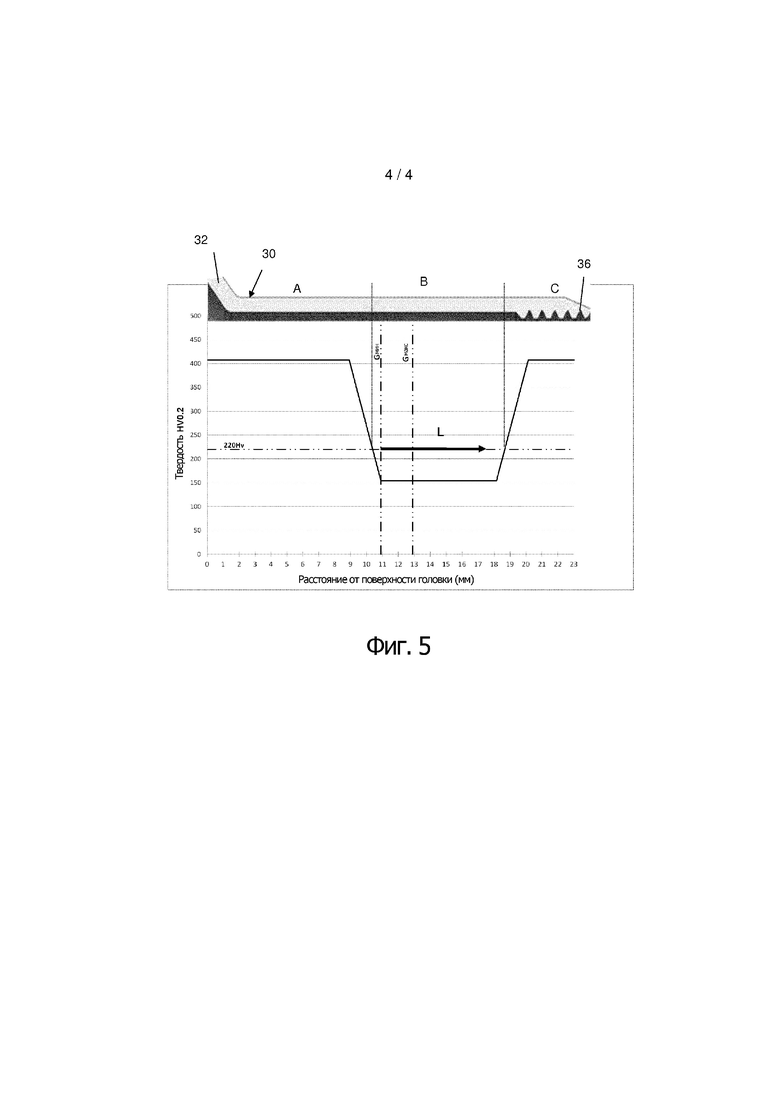
на фиг. 5 показано графическое представление градиента твердости в зависимости от длины втулки крепежного элемента согласно варианту осуществления изобретения.
Для облегчения чтения чертежей, на фигурах показаны только те элементы, которые необходимые для лучшего понимания сущности изобретения. Номера одних и тех же элементов на разных фигурах не меняются. Размеры, указанные в остальной части описания, считаются номинальными. Допуск, например 0,1 мм, может применяться ко всем или некоторым из этих размеров согласно общепринятой практике механического проектирования.
На фиг. 1-3 показан крепежный элемент 10 согласно варианту осуществления изобретения, содержащий винт 12 и втулку 30. Винт 12 имеет хвостовик 14, разрывную канавку 16, потайную головку 18, цилиндрический стержень 20 и резьбовую часть 22.
Размер разрывной канавки 16 подбирается таким образом, чтобы использовать наименьший диаметр винта 12 для того, чтобы выдерживать заданное напряжение растяжения при установке и ломаться при заданном напряжении кручения.
Винт 12 вставляется с небольшим зазором во втулку 30, которая имеет увеличенный буртик 32, в который входит потайная головка 18 винта и трубчатый стержень 34. Перед установкой крепежного элемента 10 в конструкцию внешняя поверхность трубчатой части 34 имеет цилиндрическую форму.
На одной части трубчатого стержня 34, расположенного напротив буртика, имеется резьбовая часть 36, а между буртиком и резьбовой частью располагается вторая часть с цилиндрической и гладкой (то есть без резьбы) внутренней поверхностью 38. В примере, показанном на фиг. 2, номинальная толщина стенки Е трубчатого стержня является постоянной. Резьба винта 12 и внутренняя резьба втулки 30 являются ответными. Например, это могут быть резьбы, соответствующие стандарту AS8879, которые часто используются для крепежных элементов в авиационной промышленности.
Длина крепежного элемента 10 зависит от толщины собираемых конструкций, номинальная толщина которых варьируется от минимальной до максимальной толщины. Диапазон номинальной толщины конструкции в классическом варианте варьируется с шагом 1/16’’(1,5875 мм). Таким образом, крепежный элемент 10 имеет минимальную зажимную способность и максимальную зажимную способность, которые позволяют выполнять сборку конструкции с номинальной толщиной, варьирующейся от минимальной до максимальной. Плоскость, соответствующая минимальной толщине, которую может сжать крепежный элемент, называется «минимальным зажимом» или «минимальной плоскостью сжатия» и на фигурах обозначается как «Gмин». Плоскость, соответствующая максимальной толщине, которую может сжать крепежный элемент, называется «максимальным зажимом» или «максимальной плоскостью сжатия» и на фигурах обозначается как «Gмакс». При установке крепежного элемента расстояния Gмакс и Gмин измеряются от края буртика 32, если используется потайная головка (фиг. 2), и от нижней поверхности буртика, если используется выступающая головка винта.
Общая длина втулки 30 разделена на три последовательные зоны, прилегающие друг к другу. Первая зона A (фиг. 2) включает буртик 32 и зону трубчатого стержня 34 с гладкой внутренней поверхностью. Зона A подвержена слабой деформации. Ее максимальная длина равна минимальной толщине конструкции (Gмин), для сборки которой может использоваться крепежный элемент.
Вторая зона В, которая называется деформируемой зоной, располагается на остатке трубчатого стержня 34, имеющего гладкую внутреннюю поверхность. Зона втулки B предназначена для деформации и формирования замыкающей головки, которая будет опираться на глухую сторону собираемых конструкций. Чтобы облегчить образование замыкающей головки зона B должна иметь более низкое сопротивление, чем у недеформируемой зоны. Ослабить сопротивление можно за счет снижения твердости в деформируемой зоне В. В таком случае твердость деформируемой зоны В должна быть по меньшей мере на 20% меньше твердости недеформируемой зоны А, чтобы деформация происходила в деформируемой зоне В. Такая разница зависит от используемых материалов. Снижение твердости может быть достигнуто путем локальной кольцевой термообработки, например с помощью индукционной машины.
Замыкающая головка также может быть изготовлена из различных материалов с разной твердостью, свариваемых вместе: деформируемая зона В может быть изготовлена из материала с более высокой деформируемостью, чем у материала недеформируемой зоны А.
Снижение сопротивления также можно достичь путем локального уменьшения номинальной толщины втулки, например с помощью выточки на гладкой внутренней поверхности втулки, уменьшающей толщину втулки по всей длине этой зоны.
Когда крепежный элемент 10 не установлен, зона В втулки перекрывает остальную часть гладкого стержня 22 винта и резьбовую часть.
Третья зона C втулки располагается по всей длине резьбовой части 36. Эта зона выполняет функцию гайки. Если крепежный элемент 10 не установлен, зона C контактирует с концевой резьбовой частью 22 винта 12.
На фиг. 3 показан крепежный элемент 10, изображенный на фиг. 1 и 2, в установленном состоянии в двух собираемых конструкциях 40, 42. Хвостовик 14 сломался по разрывной канавке 16 таким образом, что остались только головка 18 винта и буртик 32 втулки, которые образовали головку крепежного элемента, утопленную в раззенкованное углубление, предварительно выполненное на доступной поверхности 44 конструкции 40. Первая зона А втулки 30 полностью утоплена в конструкции 40, 42. Вторая зона В втулки деформирована и состоит из замыкающей головки 48, одна из поверхностей которой соприкасается с глухой стороной 46 конструкции 42, противоположной доступной стороне 44. Установленное напряжение между головкой крепежного элемента 20, 32 и замыкающей головкой 48, позволяет удерживать конструкции 40, 42 в собранном состоянии. Третья зона C втулки закрывает в установленном положении резьбовую часть винта, прилегающую к стержню 22. Предпочтительно, крепежный элемент содержит механическое или химическое средство контровки для обеспечения надежности сцепления резьбы, например путем деформирования резьбы втулки или путем добавления резьбового фиксатора на резьбу винта.
Крепежный элемент 10, описанный в изобретении, имеет внешний диаметр, обеспечивающий возможность вставки с зазором в отверстие конструкции с номинальным диаметром D. После деформации крепежного элемента 10 наружный диаметр замыкающей головки 48 равен как минимум 1,5 диаметра номинального диаметра D отверстия во всем диапазоне сжатия. Правильно сформированная замыкающая головка показана на фиг. 3. Если замыкающая головка сформирована неправильно, увеличивается риск сплющивания и/или расслоения. Например, замыкающая головка может принять форму «зонтика» (фиг. 4А, 4В), в котором замыкающая головка образует угол α со слепой стороной 46. В таком случае площадь опорной поверхности значительно уменьшается, что приводит к повышенному риску сплющивания. Другой неправильной формой является формирование двойной замыкающей головки (фиг. 4С), в результате чего опорная поверхность имеет недостаточный диаметр на глухой стороне 46.
Например, крепежный элемент 10 устанавливается с помощью установочного инструмента, который сначала применяет тяговое усилие к хвостовику 14 винта, удерживая при этом втулку 30 в конструкции и прижимая буртик 32 к конструкции 40.
Тяговое усилие тянет резьбовую часть 22 винта и резьбу 36 втулки к глухой поверхности 46 конструкции. Деформируемая зона В трубчатого стержня деформируется, формируя замыкающую головку 48, одна сторона которой опирается на глухую поверхность 46.
На втором этапе вращательное движение передается винту таким образом, что он вкручивается во втулку 30 до тех пор, пока головка 18 винта не упрется в буртик 32 втулки.
На последнем этапе установки крепежного элемента 10 хвостовик 14 винта должен сломаться. Для этого установочный инструмент продолжает вращаться в том же направлении, что приводит к все более сильному напряжению в конструкции и в винте. Разрывная канавка 16 ломается при превышении определенного крутящего момента, который обеспечивает минимальное напряжение в конструкции. Таким образом, разрывная канавка 16 ломается по достижении порогового крутящего момента, после чего голова 18 располагается на одном уровне с доступной поверхности конструкции 40.
Например, винт изготовлен из титанового сплава Ti6Al4V, покрытого слоем смазки, а втулка изготовлена из пассивированной нержавеющей стали типа A286. Деформируемая зона В создается путем локальной термообработки. Сопротивление этой зоны составляет около 550 МПа, а сопротивление первой и третьей зон (А и С) составляет около 1200 МПа. Можно выбрать другие материалы для винта и втулки.
Для формирования замыкающей головки правильной формы с диаметром, равным 1,5 диаметра отверстия, заявитель установил, что длина L деформируемой зоны B должна быть между минимальным и максимальным значениями, определяемым двумя отношениями.
Заявитель установил, что для того, чтобы сформировать замыкающую головку диаметром 1,5 диаметра отверстия для заданной номинальной толщины конструкции в конфигурациях с минимальной и максимальной толщиной, длина L деформируемой зоны B должна быть больше минимальной длины Lмин согласно приведенной ниже формуле {1}:
Lмин = D/2 + 2E + (Gмакс - Gмин), {1}
Заявитель также установил, что форма замыкающей головки будет правильной и стабильной, если длина L деформируемой зоны B будет меньше максимальной длины Lмакс согласно приведенной ниже формуле {2}:
Lмакс = (E / 0,092) {2}
В формулах {1} и {2} D – это номинальный диаметр отверстия, в которое вставляется крепежный элемент 10, а E – номинальная толщина стенки деформируемой зоны B трубчатого стержня 34 втулки перед деформацией.
Значение 0,092 было установлено опытным путем. Ниже этого значения существует риск нестабильности деформируемой зоны, которая может привести к образованию «зонтичных» или двойных замыкающих головок (фиг. 4А и 4В).
Например, как показано на фиг. 4В, втулка, имеющая толщину 0,625 мм и длину L 7,286 мм деформируемой зоны В для номинального диаметра 6,35 мм, деформируется в форме зонтика. Согласно формулам {1} и {2}, значение длины L деформируемой зоны должно быть между Lмин = 6,408 мм и Lмакс = 6, 789 мм. Таким образом, длина 7,286 мм, превышающая максимальную длину по формуле {2}, не позволяет сформировать правильную замыкающую головку, вся поверхность которой опирается на заднюю поверхность конструкции.
В другом примере слепой крепежный элемент, продаваемый под торговой маркой ERGOTECH, описанный в патенте США 6868757 и включающий признаки ограничительной части пункта 1 формулы изобретения, имеющий толщину 0,51 мм для номинального диаметра 6,35 мм и длину L деформируемой зоны B, равную 4,11 мм, деформируется в правильную замыкающую головку, но при этом ее диаметр составляет 1,30 номинального диаметра отверстия. Как видно, длина термообработанной части L меньше требуемой минимальной длины, которая, согласно формуле {1}, должна быть равна 6,045 мм.
Для формирования замыкающей головки на конструкции с минимальной толщиной, деформируемая зона В должна начинаться максимум на минимальной плоскости сжатия Gмин. В противном случае замыкающая головка будет формироваться на расстоянии от поверхности слепой стороны конструкции и не будет обеспечивать свою функцию сжатия конструктивных элементов.
Помимо максимальной плоскости сжатия Gмакс крепежа, стенка втулки должна быть достаточно деформируемой как минимум на расстоянии (D/2 + 2E), чтобы сформировать замыкающую головку, диаметр которой составлять как минимум 1,5 диаметра отверстия.
Если длина L деформируемой зоны B не соответствует формуле {2}, замыкающая головка будет формироваться неправильно. Например, она может принимать форму зонтика или двойной головки.
Например, крепежный элемент диаметром 6,32 мм, предназначенный для установки в отверстие номинального диаметра D = 6,35 мм (8/32 дюйма) с «захватом 8», то есть предназначенный для сборки элементов конструкции с номинальной толщиной 12,70 мм (8/16 дюймов), имеет минимальную зажимную способность Gмин 10,914 мм и максимальную зажимную способность Gмакс 12,898 мм. Такой крепеж имеет диапазон сжатия 1,984 мм (1/16 дюймов + 1/64 дюймов), превышающий разность захвата 1/16 дюймов, необходимую для перекрытия двух диапазонов последовательных толщин конструкции. Номинальная толщина E втулки выбрана равной 0,75 мм, чтобы обеспечить компромисс между силой, необходимой для деформирования втулки, и диаметром винта, достаточным для того, чтобы выдерживать возникающие при установке крепежного элемента в конструкцию усилия натяжения. Длина L деформируемой зоны B должна быть
больше: Lмин = (6,35 / 2) + 2 x 0,75 + 1,984 = 6,67 мм
и меньше: Lмакс = (0,75 / 0,092) = 8,152 мм
В случае с крепежным элементом 10 деформируемая зона B которого была подвержена локальной термообработке, твердость должна быть достаточно слабой на минимальной плоскости сжатия Gмин на длине L, составляющей 6,67 – 8,152 мм.
Следует отметить, что два крепежных элемента 10 с одинаковым внешним диаметром и с одинаковой толщиной E втулки, но с разными длинами для сборки конструкций разной толщины, могут иметь ту же длину L деформируемой зоны B, поскольку размеры, позволяющие установить минимальные и максимальные пределы этих длин, зависят только от диаметра отверстия D и толщины E втулки. Разница между этими двумя крепежными элементами заключается в начальной точке деформируемой зоны B, которая максимально будет располагаться в плоскости минимального сжатия Gмин крепежного элемента, положение которого зависит от длины крепежного элемента.
Например, для крепежного элемента 10 с указанным ранее диаметром 8, в таблице 1 указываются расположение минимальной плоскости сжатия Gмин и длины Lмин и Lмакс деформируемой зоны B для нескольких примеров номинальных зажимаемых толщин:
Таблица 1
Таким образом, есть возможность для нескольких крепежных элементов диаметром 8 и разными длинами получить идентичную длину L деформируемой зоны B.
На фигуре 5 показан пример градиента твердости втулки из A286 с длиной L деформируемой зоны B 6,68 мм, выбранной исходя из плоскости минимального сжатия Gмин крепежного элемента 10.
График твердости на фигуре 5 включает «низкую» плоскую часть графика в деформируемой зоне B (около 155 HV), и две «высокие» плоские (около 405 HV) в недеформируемых зонах A и C. Длина плоской части графика может быть меньше или равной длине L. Для эффективной деформации зоны В необходимо, чтобы на длине L был достаточно низкий уровень твердости. Заявитель установил, что деформируемая зона втулки B из нержавеющей стали A286 должна иметь твердость ниже 45% твердости недеформируемой зоны A. Деформируемая зона B, например, достигается локальной термообработкой, снижающей твердость стали A286 до приблизительно 220 HV. Локальная термообработка влияет на зоны перехода между верхней плоской частью недеформируемой зоны A и нижней плоской частью зоны C. Эти уклоны могут быть смещены или иметь другой уклон, так как деформируемая зона B имеет длину L, входящую в диапазон между минимальными и максимальными значениями, определяемыми по формулам {1} и {2}.
Преимущество материала A286 заключается в том, что локальная термообработка позволяет значительно сократить твердость материала в зоне, подверженной термообработке. Во время деформации деформируемой зоны B материал подвергается холодной деформации и его твердость снова увеличивается. В результате сформированная замыкающая головка имеет сопротивление достаточное для того, чтобы выдерживать срезывающие напряжения, которые воздействуют на поверхность замыкающей головки, опирающуюся на глухую поверхность конструкции, когда элементы конструкции испытывают напряжения, которые стремятся отделить их друг от друга.
Исходные точки и уклоны значений твердости на фигуре 5 также установлены с учетом допусков, связанных с процессом термической обработки, которые могут быть порядка мм.
Для формирования втулки также могут использоваться и другие материалы. Такими материалами могут быть, например, один или несколько титанов, один или несколько сплавов титана или комбинация компонентов из титана и титановых сплавов, сваренных между собой, чтобы сформировать втулку. Интерес к титанам и титановым сплавам обусловлен главным образом их низким удельным весом и отличной устойчивостью к гальванической коррозии, что позволяет использовать их в разных материалах.
Например, заявитель провел испытания на деформацию втулки, изготовленной из титана Beta-C или, другими словами, метастабильного «бета сплава». Этот сплав не подвержен трансформации фазы в диапазоне температур, непосредственно выше перевода в раствор. Этот сплав был выбран именно по этой причине. Было сделано предположение, что возможность использования для локальной термообработки очень высокой температуры, может достаточно снизить жесткость материала и обеспечить возможность деформации деформируемой зоны втулки. Таким образом, заявитель установил, что температура термообработки в диапазоне 850°C – 1150°C позволила бы получить деформируемую зону с твердостью меньше, чем твердость в зонах, которые не были подвержены термообработке. На зонах, которые не были подвержены термообработке, среднее значение твердости составляет 470 HV, в деформируемой зоне, подверженной термообработке, значение твердости составляет около 300 HV, то есть на 130 – 150 HV больше, чем у втулки из A286. Втулка из титанового сплава Beta-C с деформируемой зоной, твердость которой меньше или равна 300 HV, и длина которой выбрана в диапазоне, определенном формулами {1} и {2}, формирует большую замыкающую головку, когда крепежный элемент вставляется в конструкцию с минимальной толщиной, соответствующей минимальной зажимной способности крепежного элемента.
В другом примере осуществления крепежный элемент диаметром 4,80 мм, предназначенный для установки в отверстие номинального диаметра D = 4,83 мм (6/32 дюйма) и для сборки конструкции с «захватом 8», то есть конструкции, предназначенной для сборки элементов с номинальной толщиной 12,70 мм (8/16 дюймов), имеет минимальную зажимную способность Gмин 10,914 мм и максимальную зажимную способность Gмакс 12,898 мм. Такой крепежный элемент имеет диапазон сжатия 1,984 мм (1/16 дюймов + 1/64 дюймов). Номинальная толщина Е втулки крепежа диаметром 6 составляет 0,58 мм. Таким образом, длина L деформируемой зоны В должна быть
больше: Lмин = (4,83 / 2) + 2 x 0,58 + 1,984 = 5,55 мм
и меньше: Lмакс = (0,58 / 0,092) = 6,304 мм
В случае с крепежным элементом 10, твердость деформируемой зоны B должна быть достаточно слабой по длине L, которая пролегает по минимальной плоскости сжатия Gмин, при этом длина L выбрана в диапазоне от 5,55 мм до 6,304 мм.
Описываемый в изобретении крепежный элемент конструктивно не ограничен только примерами, описанными ранее в настоящем документе. Например, головка крепежного элемента может быть выступающей, а не потайной. Хвостовик может иметь разные формы либо отсутствовать. В этом случае крепежный элемент устанавливается, например, только путем вкручивания винта во втулку, удерживая при этом втулку в неподвижном состоянии. Винт может не иметь цилиндрический стержень и иметь только стержень с резьбой от нижней части головки.
Втулка 14 может включать два приваренных друг к другу элемента из разных материалов и компрессионные желобки на внешней поверхности первого элемента. Как вариант, втулка 14 может включать один элемент втулки и один кольцевой желобок на внешней поверхности.
Подобным же образом, материалы винта и втулки могут отличаться от описанных, а толщины и значения твердости разных зон втулки должны быть адаптированы в зависимости от материалов втулки и винта.
Как было указано выше, сопротивление деформируемой зоны B может быть уменьшено путем уменьшения толщины деформируемой зоны B на длине L, при этом длина L должна находиться в диапазоне между минимальными и максимальными значениями, определенными по формулам {1} и {2}, а толщина E стенки будет толщиной деформируемой зоны B.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРОЧНЫЙ УЗЕЛ, ОБРАЗОВАННЫЙ ПОСРЕДСТВОМ МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ, ВКЛЮЧАЮЩЕГО В СЕБЯ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ДЕТАЛЬ, ВЫПОЛНЕННУЮ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2704900C2 |
| ЭЛЕМЕНТ ДЛЯ КРЕПЛЕНИЯ ФУРНИТУРЫ К ОКНАМ И ДВЕРЯМ С МЕТАЛЛИЧЕСКОЙ КОРОБКОЙ | 2005 |
|
RU2361993C2 |
| ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ | 2000 |
|
RU2178533C1 |
| Способ образования неразъемного потайного соединения | 1989 |
|
SU1673246A1 |
| Заклепка для односторонней клепки | 1991 |
|
SU1760195A1 |
| ДВУХФАЗНЫЙ НЕРЕВЕРСИВНЫЙ ВЕНТИЛЬНО-ИНДУКТОРНЫЙ ДВИГАТЕЛЬ | 2004 |
|
RU2266604C1 |
| ЗАКЛЕПКА | 1989 |
|
RU2054584C1 |
| ЗАКЛЁПКА ДЛЯ ОДНОСТОРОННИХ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ, СООТВЕТСТВУЮЩИЙ УСТАНОВОЧНЫЙ ИНСТРУМЕНТ И СПОСОБ УСТАНОВКИ ТАКОЙ ЗАКЛЁПКИ | 2015 |
|
RU2690567C2 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| КРЕПЕЖНОЕ ИЗДЕЛИЕ, А ТАКЖЕ РЕГУЛИРОВОЧНЫЙ КЛЮЧ И СПОСОБ УСТАНОВКИ КРЕПЕЖНОГО ИЗДЕЛИЯ | 2018 |
|
RU2694452C1 |
Изобретение относится к крепежным элементам для фиксации конструкций, имеющих расположенные через равные промежутки отверстия с номинальным диаметром, и направлено на формирование замыкающей головки с внешним диаметром, равным 1,5 номинального диаметра отверстия конструкции (D). Крепежный элемент имеет минимальную плоскость сжатия (Gмин) и максимальную плоскость сжатия (Gмакс), а также винт, содержащий увеличенную головку и резьбовую часть; и втулку, содержащую увеличенную головку, трубчатый цилиндрический корпус и резьбовую часть, сцепляющуюся с резьбовой частью винта. Резьбовая часть прилегает к внутренней гладкой части корпуса втулки, где гладкая часть имеет толщину (E), зону низкой деформируемости (A), прилегающую к головке втулки, и деформируемую зону (B), прилегающую к зоне низкой деформируемости (A). Зона деформируемости (B) втулки может деформироваться в замыкающую головку, предназначенную для соприкосновения с глухой поверхностью элементов конструкции. Деформируемая зона (B) проходит по длине (L), превышающей минимальную длину (Lмин) и меньшей максимальной длины (Lмакс), которые определяются следующим образом: Lмин=D/2+2E+(Gмакс-Gмин), Lмакс=(E/0,092). 7 з.п. ф-лы, 7 ил.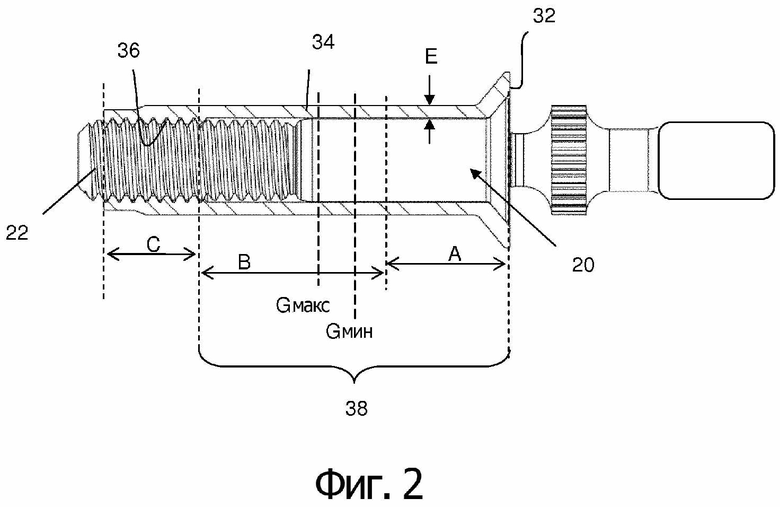
1. Крепежный элемент (10) для крепления элементов конструкций (40, 42), имеющих расположенные на одной прямой отверстия с номинальным диаметром (D), при этом указанные элементы имеют номинальную толщину, варьирующуюся от минимальной до максимальной толщины, причем крепежный элемент имеет минимальную плоскость сжатия (Gмин) и максимальную плоскость сжатия (Gмакс) этих элементов, и
- винт (12), содержащий увеличенную головку (18) на одном конце и резьбовую часть (22) на противоположном конце,
- втулку (30), содержащую увеличенную головку (32), в которую входит головка винта (18) и которая выполнена с возможностью входить в контакт с лицевой поверхностью элементов конструкции, трубчатый цилиндрический корпус (34), выполненный с возможностью приема цилиндрического стержня (20) винта с зазором, и резьбовую часть (36), сцепляющуюся с резьбовой частью (22) винта, при этом резьбовая часть (36) прилегает к внутренней гладкой части (38) корпуса (34) втулки, причем указанная гладкая часть имеет номинальную толщину (E), зону низкой деформируемости (А), прилегающую к головке (32) втулки, и деформируемую зону (В), прилегающую к зоне низкой деформируемости (А),
- при этом деформируемая зона (В) втулки имеет более низкое, по сравнению с зоной низкой деформируемости (А), сопротивление, облегчающее радиальную деформацию деформируемой части в замыкающую головку (48), прижимающуюся к поверхностям (46) элементов конструкции, противоположным лицевой стороне,
отличающийся тем, что деформируемая зона (B) проходит по длине (L), которая больше минимальной длины (Lмин) и меньше максимальной длины (Lмакс), где минимальная и максимальная длины (Lмин, Lмакс) определяются по формулам:
Lмин=D/2+2E+(Gмакс-Gмин), {1}
Lмакс=(E/0,092) {2},
начало деформируемой зоны (В) располагается в плоскости минимального сжатия Gмин крепежного элемента (10).
2. Крепежный элемент (10) по п. 1, в котором ослабление сопротивления деформируемой зоны (В) достигается локальным уменьшением твердости.
3. Крепежный элемент (10) п. 1, в котором ослабление сопротивления деформируемой зоны (В) достигается локальным уменьшением номинальной толщины (Е) трубчатого корпуса (34).
4. Крепежный элемент (10) по п. 1 или 2, в котором деформируемая зона (B) имеет твердость, меньшую или равную 300 HV.
5. Крепежный элемент (10) п. 1 или 2, в котором деформируемая зона имеет твердость меньше или равную 220 HV.
6. Крепежный элемент (10) по любому из пп. 1–4, в котором втулка изготовлена из нержавеющей стали типа A286 или титанового сплава.
7. Крепежный элемент (10) по п. 5, имеющий номинальный диаметр 6,32 мм, номинальную толщину (Е) 0,75 мм трубчатого корпуса (34) и деформируемую зону (В) длиной (L) от 6,67 до 8,152 мм.
8. Крепежный элемент (10) по п. 5, имеющий номинальный диаметр 4,80 мм, номинальную толщину (Е) 0,58 мм трубчатого корпуса (34) и деформируемую зону (В) длиной (L) от 5,55 до 6,304 мм.
| US 20140130335 A1, 15.05.2014 | |||
| СПОСОБ ТЕРМОХИМИЧЕСКОЙ ИНДИКАЦИИ УТЕЧЕК УГЛЕВОДОРОДНЫХ ТОПЛИВ В ПОЧВЕННОМ ПРОСТРАНСТВЕ | 2008 |
|
RU2368889C1 |
| US 3236143 A, 22.02.1966 | |||
| US 20040231467 A1, 25.11.2004 | |||
| ДЮБЕЛЬ ДЛЯ КРОШАЩЕГОСЯ ОПОРНОГО МАТЕРИАЛА | 2012 |
|
RU2546419C2 |

