Настоящее изобретение относится к способам соединения и фиксации деталей, воспринимающих поперечные нагрузки, когда крепежные элементы поставлены в отверстия с зазором. Изобретение может применяться в различных областях машиностроения и приборостроения, когда при сборке узлов перед окончательной фиксацией требуется, например, по условию собираемости, произвести изменение взаимоположения соединяемых деталей. Преимущественная область использования изобретения - изготовления космического аппарата (КА).
Из существующего уровня техники известен способ позиционирования и фиксации деталей, раскрытый в устройстве «узел резьбового соединения» (патент RU 2661326 С2, F16B 5/02, 13.07.2018 г.), заключающийся в том, что две детали позиционируют друг относительно друга. В отверстие одной из соединяемых деталей размещают две цилиндрические втулки, обеспечивающие беззазорное соединение с этой деталью крепежного элемента, установленного в другой детали также без зазора. Затем фиксируют эти детали гайкой. При этом отверстия втулок выполняют с эксцентриситетом, определяющим величину возможного смещения оси отверстия детали относительно оси крепежного элемента. Отсутствие осевого перемещения втулок относительно друг друга и детали, в которой они установлены, обеспечивают фланцами, организованными на торцевой поверхности каждой из втулок.
Недостатком описанного выше способа является то, что при данном соединении позиционирование одной детали относительно другой выполняется с помощью одной точки крепления. Такое соединение не обеспечивает заданное угловое положение деталей друг относительно друга, что может привести к плохой собираемости конструкции, а также к возникновению нештатных напряжений в резьбовом соединении и, как следствие, к выходу его из строя.
Из существующего уровня техники известен способ компенсации несоосности отверстий (патент US 2002/0133950 Al, В23Р 11/00, 26.09.2002), заключающийся в том, что детали позиционируют друг относительно друга в заданном положении. В отверстия первой детали размещают по две установленные друг в друга цилиндрические втулки. Втулки имеют фланцы, организованные на их торцевой поверхности, и отверстия, выполненные с эксцентриситетом, обеспечивающие компенсацию несоосности отверстий полученной при изготовлении первой и второй детали.
Недостатком описанного выше способа является то, что величину общего эксцентриситета отверстий пары втулок, устанавливаемых в отверстия, определяют исходя из возможного смещения осей отверстий первой детали относительно осей отверстий второй детали при установке этих деталей друг относительно друга в заданном положении, вызванного допустимыми отклонениями размеров для изготовления этих отверстий. Величины такой регулировки достаточно для соединения и фиксации деталей, но не достаточно при их позиционировании в случае, если величины заданного общего эксцентриситета отверстий пары втулок не достаточно.
Из существующего уровня техники наиболее близким к заявленному решению (прототипом) является способ позиционирования и фиксации деталей, раскрытый в устройстве «Позиционер для крепления устройства диагностики изображения к полу» (патент US 2003/0202839 Al, F16B 1/00, 30.10.2003 г.), заключающийся в том, что в позиционирующие отверстия детали вставляют крепежные элементы, установленные вертикально в полу. Затем в позиционирующие отверстия размещают по две установленные друг в друга втулки, с фланцами на их торцевой поверхности и с отверстиями, выполненными с эксцентриситетом относительно их внешнего диаметра с возможностью свободного вращения каждой из них для обеспечения собираемости соединения. При этом крепежные элементы попадают в отверстия каждой пары втулок, после чего обеспечивается беззазорное соединение с этой деталью указанного крепежного элемента. Затем фиксируют деталь путем затяжки гаек навинченных на каждом крепежном элементе.
Недостатком описанного выше способа является то, что в случае если одна из деталей имеет больше двух отверстий, установка пары втулок в каждое из этих отверстий приводит к усложнению конструкции, за счет использования большого количества деталей разной номенклатуры, повышению требований к точности изготовления элементов соединения, что усложняет процесс позиционирования и фиксации конструкции. Это связано с тем, что для полного позиционирования указанным способом достаточно использовать два позиционирующих отверстия, остальные позиционирующие отверстия используются только для обеспечения надежной фиксации соединения.
Для заявленного способа выявлены следующие общие существенные признаки: позиционируют первую деталь относительно второй детали; в двух из нескольких отверстий первой детали размещают по две установленные друг в друга втулки, с фланцами на их торцевой поверхности и с отверстиями, выполненными с эксцентриситетом относительно их внешнего диаметра; в отверстия каждой пары втулок заходит цилиндрическая часть соответствующего крепежного элемента, установленного на второй детали.
Технической проблемой, на решение которой направлено заявляемое изобретение является сложность конструкции и использование большого количества деталей разной номенклатуры и повышенные требования к точности изготовления элементов соединения.
Поставленная техническая проблема решается тем, что в способе позиционирования и фиксации деталей позиционируют первую деталь относительно второй детали; в двух из нескольких отверстий первой детали размещают по две установленные друг в друга втулки, с фланцами на их торцевой поверхности и с отверстиями, выполненными с эксцентриситетом относительно их внешнего диаметра; в отверстия каждой пары втулок заходит цилиндрическая часть соответствующего крепежного элемента, установленного на второй детали. Согласно заявленному изобретению в оставшиеся отверстия первой детали устанавливают по одной цилиндрической втулке, с фланцем на ее торцевой поверхности и с пазом. В паз каждой из втулок заходит цилиндрическая часть соответствующего крепежного элемента, установленного на второй детали. Затем фиксируют детали путем затяжки гаек навинченных на каждом крепежном элементе. Стягивают детали за счет фланцев втулок, установленных в первой детали. Величину эксцентриситета отверстия каждой из втулок и длину паза втулок, определяют исходя из максимального смещения осей отверстий первой детали относительно осей крепежных элементов второй детали при позиционировании этих деталей друг относительно друга.
Техническим результатом изобретения является повышение технологичности процесса фиксации деталей в заданном положении друг относительно друга с заданной точностью и надежностью.
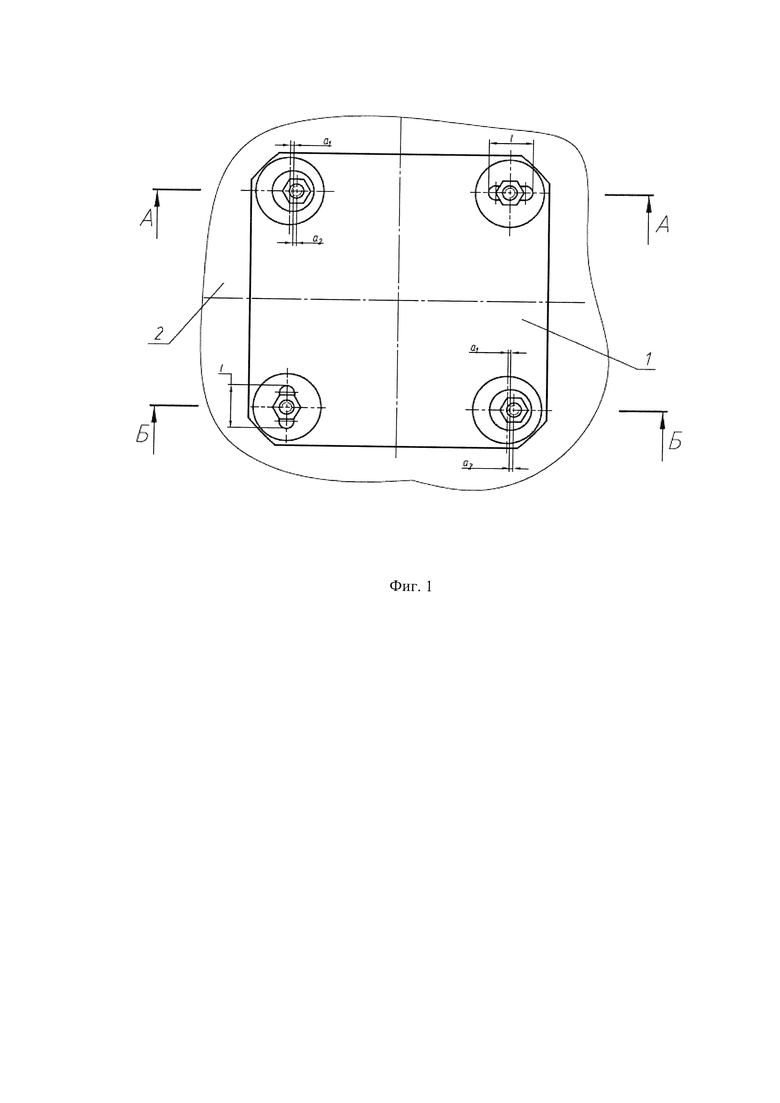
На фиг. 1 представлен общий вид позиционирования и фиксации деталей выполненный указанным способом.
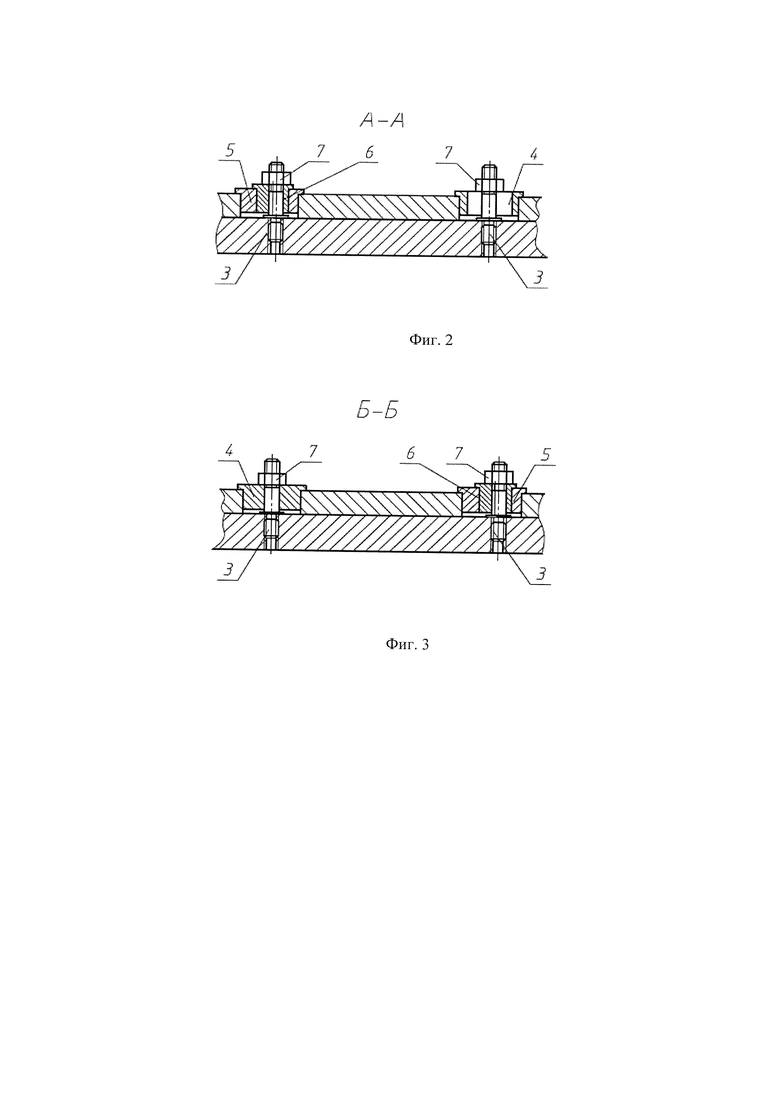
На фиг. 2 представлен разрез А-А, показывающий установку первой пары втулок и втулки с пазом.
На фиг. 3 представлен разрез Б-Б, показывающий установку второй пары втулок и втулки с пазом.
Указанный технический результат предлагаемого изобретения достигается тем, что позиционируют деталь 1 относительно детали 2 таким образом, чтобы цилиндрические части крепежных элементов 3 (например, шпильки), установленных в детали 2, попадали в соответствующие отверстия организованные в детали 1. В двух из нескольких отверстий детали 1 размещают по две установленные друг в друга втулки 5 и 6, с фланцами на их торцевой поверхности и с отверстиями, выполненными с эксцентриситетом относительно их внешнего диаметра. При этом втулка 5 устанавливается непосредственно в отверстие детали 1 до упора собственным фланцем в деталь 1, втулка 6 устанавливается в отверстие втулки 5 до упора собственным фланцем в деталь 1, а цилиндрическая часть соответствующего крепежного элемента 3 заходит в отверстие втулки 6. Для обеспечения собираемости этого соединения втулки 6 и 5 поворачивают друг относительно друга и отверстия детали 1 соответственно. В оставшиеся отверстия устанавливают по одной цилиндрической втулке 4, с фланцем организованным на ее торцевой поверхности и с пазом, при этом втулка 4 устанавливается до упора венным фланцем в деталь 1. В паз каждой из втулок 4 заходит цилиндрическая часть соответствующего крепежного элемента 3, установленного на детали 2. Для обеспечения собираемости этого соединения втулку 4 поворачивают относительно отверстия детали 1. После установки втулок 4, 5 и 6 фиксируют деталь 1 относительно детали 2 путем затяжки гаек навинченных на каждом крепежном элементе, стягивая детали за счет фланцев установленных втулок.
Величину эксцентриситета а1 и а2 отверстий втулок 5 и 6 соответственно и длину l паза втулок 4 определяют исходя из прогнозируемого крайнего положения детали 1 при ее позиционировании относительно детали 2, при котором каждая из втулок должна свободно устанавливаться в соответствующее отверстие детали 1, а соответствующий крепежный элемент должен свободно заходить в отверстие или паз соответствующей втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ И ФИКСАЦИИ ДЕТАЛЕЙ | 2021 |
|
RU2781093C1 |
| УЗЕЛ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2017 |
|
RU2661326C1 |
| РАСПРЕДЕЛИТЕЛЬНЫЙ КЛАПАН СО ВСТРОЕННЫМ РАСХОДОМЕРОМ | 2009 |
|
RU2492425C2 |
| БОЛТОВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 2017 |
|
RU2658553C1 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО РЕГУЛИРУЕМОЙ ДЛИНЫ МЕЖДУ ДВУМЯ ДЕТАЛЯМИ | 2005 |
|
RU2382246C2 |
| ЛЕГКОСЪЕМНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ С РАДИАЛЬНЫМ НАТЯГОМ | 2002 |
|
RU2239731C2 |
| СВАРОЧНЫЙ ПИСТОЛЕТ ДЛЯ РЕЛЬЕФНОЙ СВАРКИ И СВАРОЧНАЯ УСТАНОВКА | 2013 |
|
RU2655500C2 |
| КОНТРОВОЧНОЕ УСТРОЙСТВО БОЛТОВОГО СОЕДИНЕНИЯ ФЛАНЦЕВЫХ ДЕТАЛЕЙ | 2024 |
|
RU2837822C1 |
| ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ПЛАСТМАССОВЫХ ТРУБОПРОВОДОВ | 2007 |
|
RU2330208C1 |
| УСТРОЙСТВО СМЕЩЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ С ИСПОЛНИТЕЛЬНЫМИ МЕХАНИЗМАМИ | 2010 |
|
RU2542654C2 |
Изобретение относится к способам соединения и фиксации деталей, воспринимающих поперечные нагрузки, когда крепежные элементы поставлены в отверстия с зазором, и направлено на упрощение конструкции, уменьшение количества деталей разной номенклатуры и обеспечение снижения требований к точности изготовления элементов соединения. Способ позиционирования и фиксации деталей заключается в том, что позиционируют первую деталь относительно второй детали, в двух из нескольких отверстий первой детали размещают по две установленные друг в друга втулки, с фланцами на их торцевой поверхности и с отверстиями, выполненными с эксцентриситетом относительно их внешнего диаметра, при этом в отверстия каждой пары втулок заходит цилиндрическая часть соответствующего крепежного элемента, установленного на второй детали, при этом в оставшиеся отверстия первой детали устанавливают по одной цилиндрической втулке, с фланцем на ее торцевой поверхности и с пазом, при этом в паз каждой из цилиндрических втулок заходит цилиндрическая часть соответствующего крепежного элемента, установленного на второй детали, затем фиксируют детали путем затяжки гаек, навинченных на каждом крепежном элементе, стягивают детали за счет фланцев втулок, установленных в первой детали. 1 з.п. ф-лы, 3 ил.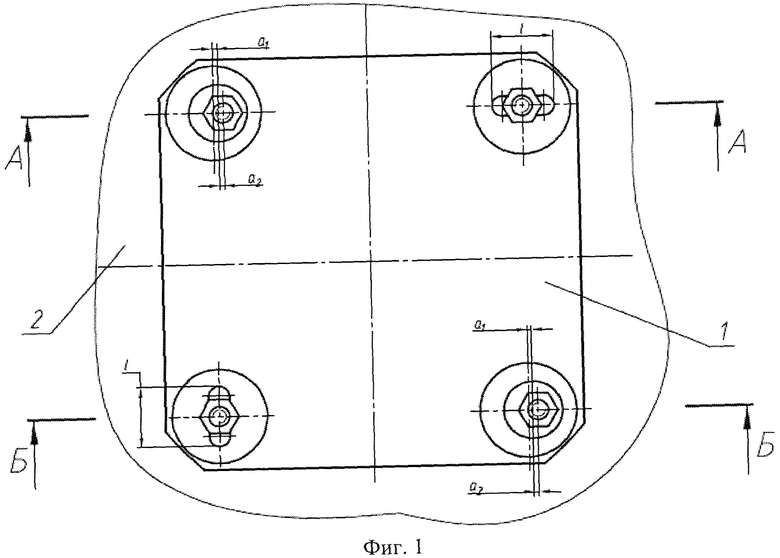
1. Способ позиционирования и фиксации деталей, заключающийся в том, что позиционируют первую деталь относительно второй детали, в двух из нескольких отверстий первой детали размещают по две установленные друг в друга втулки, с фланцами на их торцевой поверхности и с отверстиями, выполненными с эксцентриситетом относительно их внешнего диаметра, при этом в отверстия каждой пары втулок заходит цилиндрическая часть соответствующего крепежного элемента, установленного на второй детали, отличающийся тем, что в оставшиеся отверстия первой детали устанавливают по одной цилиндрической втулке с фланцем на ее торцевой поверхности и с пазом, при этом в паз каждой из цилиндрических втулок заходит цилиндрическая часть соответствующего крепежного элемента, установленного на второй детали, затем фиксируют детали путем затяжки гаек, навинченных на каждом крепежном элементе, стягивают детали за счет фланцев втулок, установленных в первой детали.
2. Способ по п. 1, отличающийся тем, что величину эксцентриситета отверстия каждой из втулок и длину паза втулок определяют исходя из максимального смещения осей отверстий первой детали относительно осей крепежных элементов второй детали при позиционировании этих деталей относительно друг друга.
| US 2003202839 A1, 30.10.2003 | |||
| US 2002133950 A1, 26.09.2002 | |||
| US 2005117966 A1, 02.06.2005 | |||
| WO 2005113997 A1, 01.12.2005 | |||
| УЗЕЛ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2017 |
|
RU2661326C1 |

