Настоящее изобретение относится к способам соединения и фиксации деталей, воспринимающих нагрузки, когда крепежные элементы поставлены в отверстия с зазором. Изобретение может применяться в различных областях машиностроения и приборостроения, когда при сборке узлов перед окончательной фиксацией требуется, например, по условию собираемости произвести изменение взаимоположения соединяемых деталей. Преимущественная область использования изобретения - изготовление космических аппаратов (КА).
Из существующего уровня техники известен способ позиционирования и фиксации деталей, раскрытый в устройстве «узел резьбового соединения» (патент RU 2661326 C2, F16B5/02, 13.07.2018), заключающийся в том, что две детали позиционируют друг относительно друга. В отверстие одной из соединяемых деталей размещают две цилиндрические втулки, обеспечивающие беззазорное соединение с этой деталью крепежного элемента, установленного в другой детали также без зазора. Затем фиксируют эти детали гайкой. При этом отверстия втулок выполняют с эксцентриситетом, определяющим величину возможного смещения оси отверстия детали относительно оси крепежного элемента. Отсутствие осевого перемещения втулок относительно друг друга и детали, в которой они установлены, обеспечивают фланцами, организованными на торцевой поверхности каждой из втулок.
Из существующего уровня техники известен способ компенсации несоосности отверстий (патент US 20020133950 A1, B23P 11/00, 26.09.2002), заключающийся в том, что детали позиционируют друг относительно друга в заданном положении. В отверстия первой детали размещают по две установленные друг в друга цилиндрические втулки. Втулки имеют фланцы, организованные на их торцевой поверхности, и отверстия, выполненные с эксцентриситетом, обеспечивающие компенсацию несоосности отверстий, полученной при изготовлении первой и второй детали.
Из существующего уровня техники известен способ позиционирования и фиксации деталей, раскрытый в устройстве «позиционер для крепления устройства диагностики изображения к полу» (патент US 20030202839 A1, F16B 1/00, 30.10.2003), заключающийся в том, что в позиционирующие отверстия детали вставляют крепежные элементы, установленные вертикально в полу. Затем в позиционирующие отверстия размещают по две установленные друг в друга втулки, с фланцами на их торцевой поверхности и с отверстиями, выполненными с эксцентриситетом относительно их внешнего диаметра с возможностью свободного вращения каждой из них для обеспечения собираемости соединения. При этом крепежные элементы попадают в отверстия каждой пары втулок, после чего обеспечивается беззазорное соединение с этой деталью указанного крепежного элемента. Затем фиксируют деталь путем затяжки гаек навинченных на каждом крепежном элементе.
Недостатком описанных выше способов является то, что позиционирование одной детали относительно другой может быть выполнено только в одной плоскости. Такие соединения не обеспечивают заданное пространственное положение деталей друг относительно друга, что может привести к плохой собираемости конструкции, а также к возникновению нештатных напряжений в резьбовом соединении и, как следствие, к выходу его из строя.
Из существующего уровня техники наиболее близким к заявленному решению (прототипом) является способ позиционирования и фиксации деталей, раскрытый в устройстве «позиционирование и соединение с компенсацией ошибок положения» (патент US 20130287519 A1, F16B 37/02, 31.10.2013), заключающийся в том, что первую деталь позиционируют относительно второй детали в нужном положении таким образом, чтобы цилиндрические части крепежных элементов, проходя через крепёжные отверстия в первой детали, попадали в соответствующие отверстия второй детали. На сторону первой детали, противоположную от второй детали, для каждого отверстия устанавливают полусферические втулки. При этом между деталями располагают компенсационный элемент, позиционирующий делали относительно друг друга. Затем через втулки и отверстия в первой детали устанавливают крепёжные элементы, которые прижимают втулки к первой детали при затягивании гаек, устанавливаемых на каждом крепёжном элементе со стороны второй детали.
Недостатком прототипа является то, что для обеспечения необходимого пространственного положения деталей друг относительно друга в отверстия первой детали необходимо устанавливать специальные дополнительные втулки, имеющие внутреннюю и внешнюю поверхности криволинейной формы. Также для реализации возможности изменения размера между деталями при позиционировании необходимо увеличивать размеры дополнительных втулок пропорционально максимальной величине этого размера. Вышеперечисленные особенности увеличивают размеры и массу конструкции и снижают технологичность данного способа из-за необходимости изготовления множества деталей разной номенклатуры и сложной формы.
Для заявленного способа выявлены следующие общие существенные признаки: способ позиционирования и фиксации деталей, заключающийся в том, что первую деталь позиционируют относительно второй детали в нужном положении таким образом, чтобы цилиндрические части крепежных элементов, проходя через крепёжные отверстия в первой детали, попадали в соответствующие отверстия второй детали, на сторону первой детали, противоположную от второй детали, для каждого отверстия устанавливают полусферические втулки, которые притягивают к первой детали крепёжными элементами, и фиксируют гайками, накрученными на эти крепёжные элементы со стороны второй детали.
Технической проблемой, на решение которой направлено заявляемое изобретение является сложность конструкции и использование большого количества деталей разной номенклатуры и повышенные требования к точности изготовления элементов соединения.
Поставленная техническая проблема решается тем, что способ позиционирования и фиксации деталей заключается в том, что первую деталь позиционируют относительно второй детали таким образом, чтобы цилиндрические части крепежных элементов, проходя через крепёжные отверстия в первой детали, попадали в соответствующие отверстия второй детали. С двух сторон каждого отверстия первой детали соосно крепёжным отверстиям второй детали устанавливаются полусферические втулки до соприкосновения их криволинейных поверхностей с поверхностями фасок отверстий первой детали. Затем между первой и второй деталью устанавливают гайки соосно крепёжным отверстиям второй детали. После чего через каждое отверстие первой детали, пару втулок и гайку устанавливают крепёжные элементы, каждый из которых вкручивают в соответствующее отверстие второй детали до соприкосновения головок крепёжных элементов с плоской поверхностью соответствующей втулки. Затем каждую гайку выкручивают в сторону головки соответствующего крепёжного элемента. Перед затяжкой гаек первую деталь позиционируют и фиксируют в плоскости, вкручивая крепёжные элементы в отверстия на боковых гранях первой детали до момента упора их торцевых поверхностей в цилиндрические поверхности соответствующих крепежных элементов, ранее вкрученных во вторую деталь. После чего гайки затягивают, зажимая первую деталь между втулок, тем самым фиксируя её в заданном положении.
Техническим результатом изобретения является упрощение и повышение технологичности процесса фиксации деталей в заданном положении друг относительно друга с заданной точностью и надежностью.
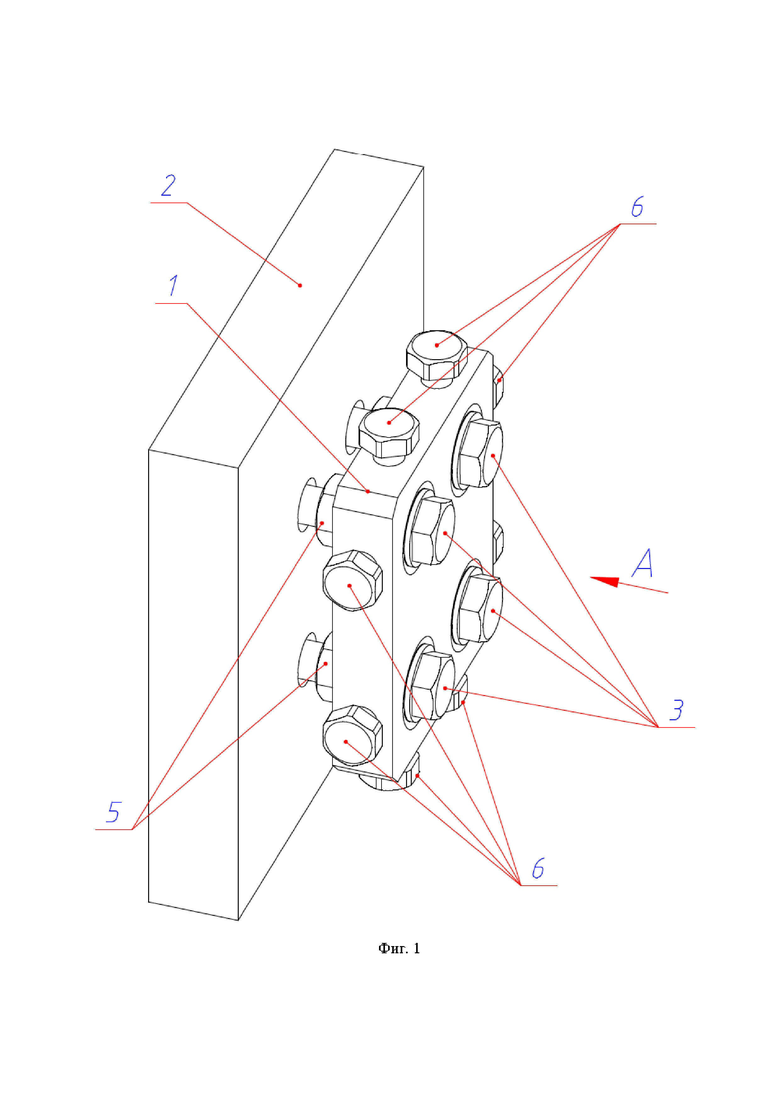
На фиг. 1 представлен общий вид позиционирования и фиксации деталей, выполненный указанным способом.
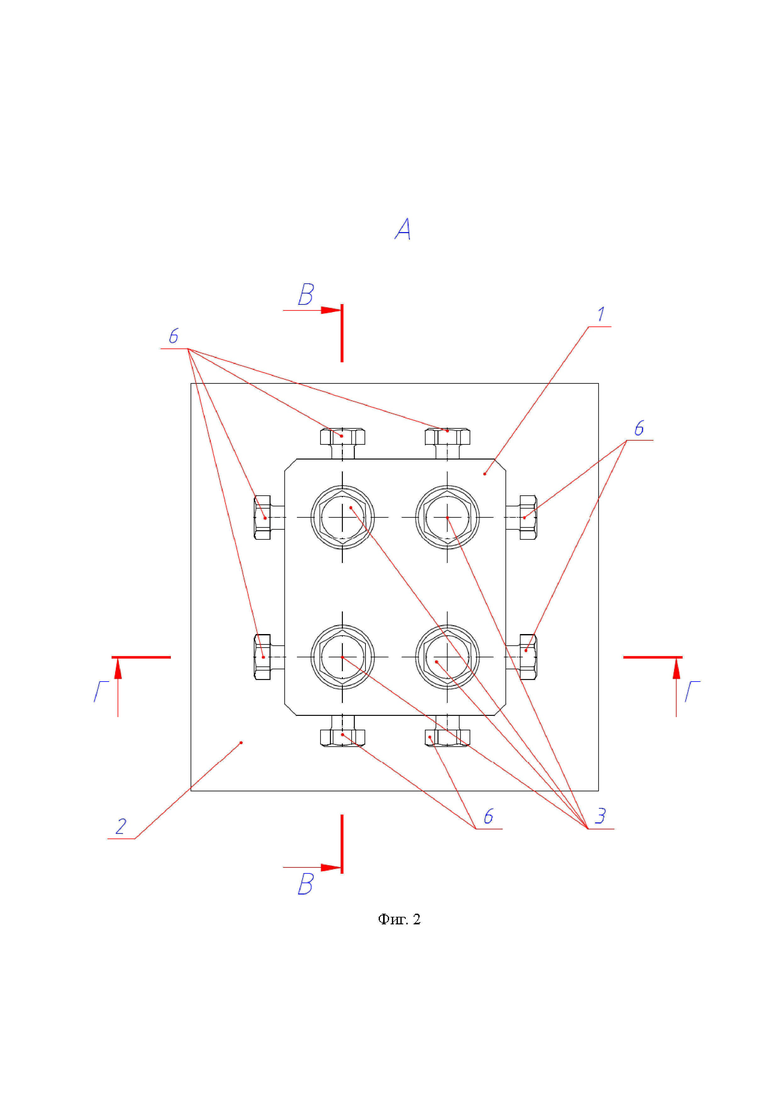
На фиг. 2 представлен вид А, показывающий взаимное расположение крепёжных элементов.
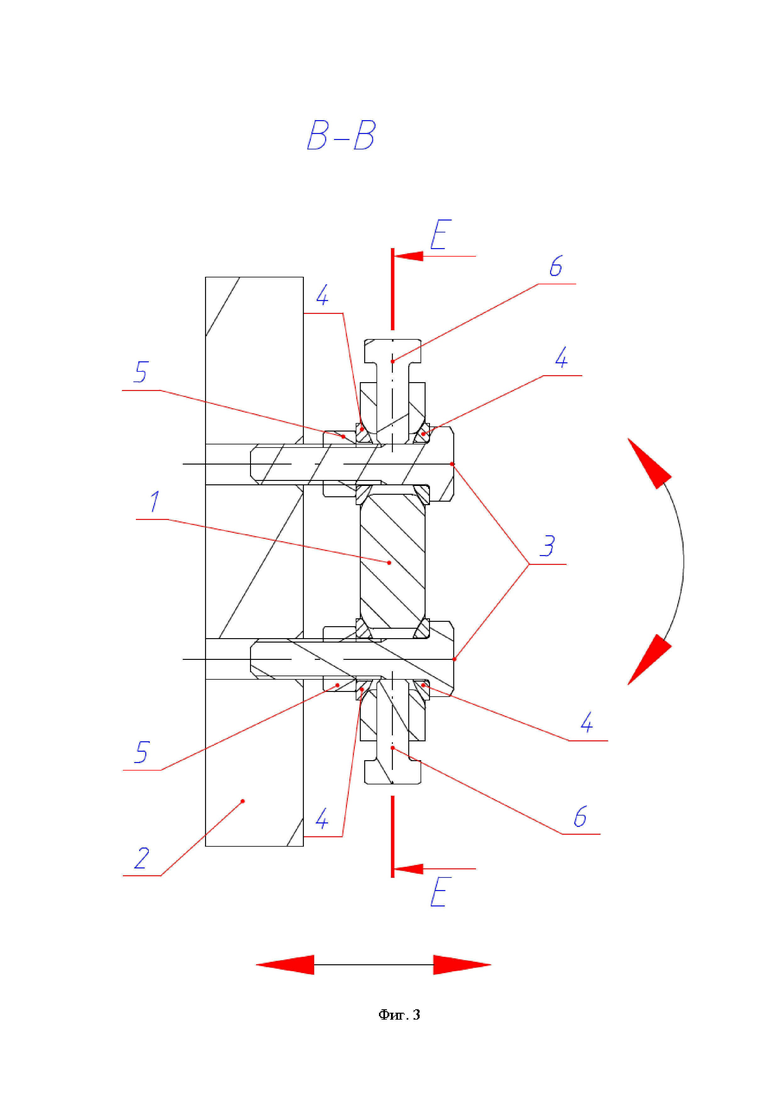
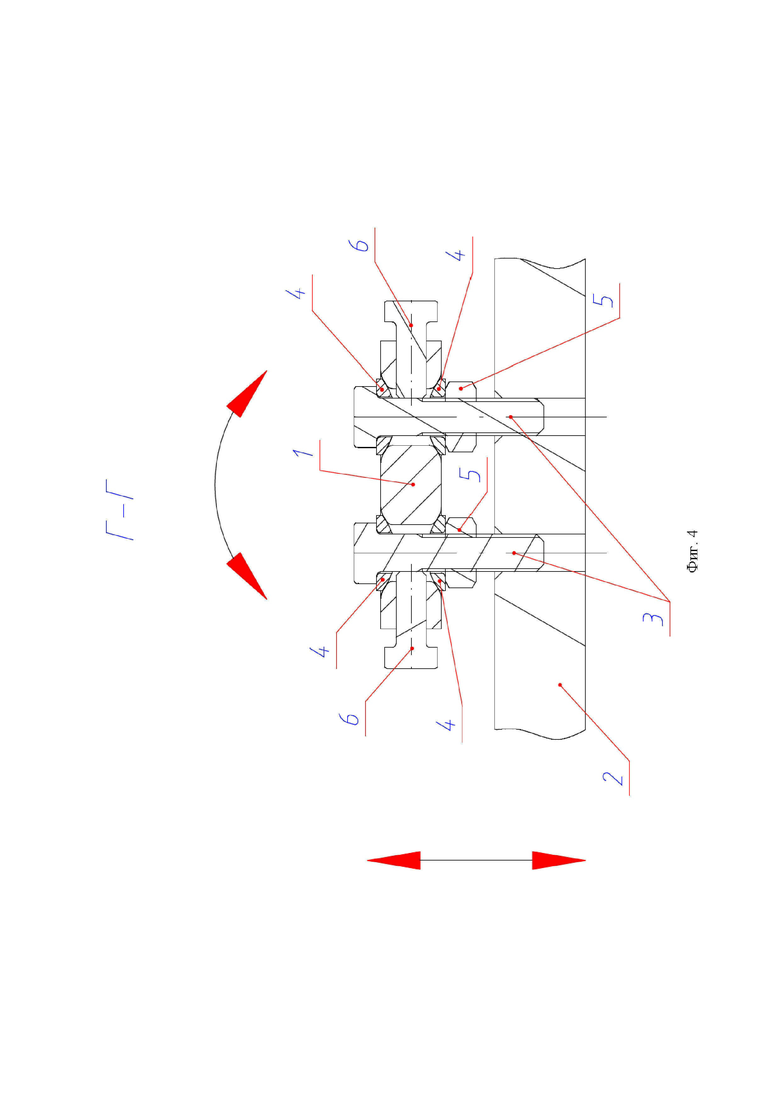
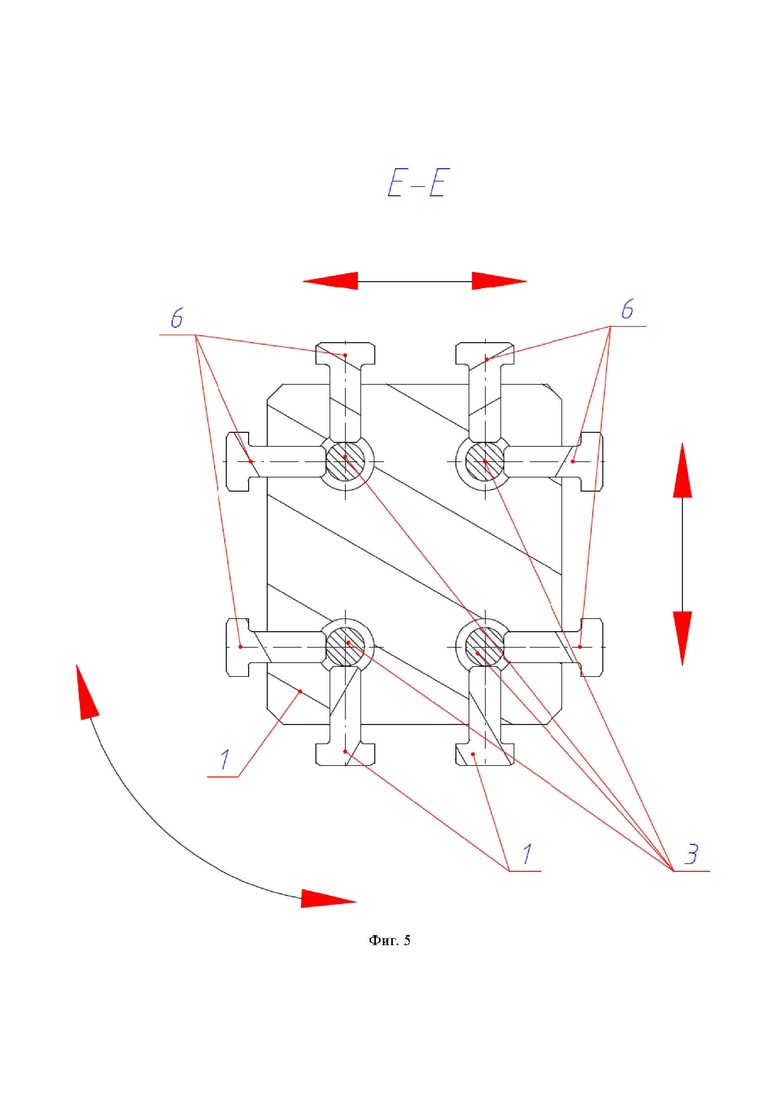
На фиг. 3, 4, 5 представлены разрезы В-В, Г-Г, Е-Е, показывающие установку втулок, гаек и крепёжных элементов, а также стрелками показаны возможные направления перемещений первой детали при её позиционировании относительно второй.
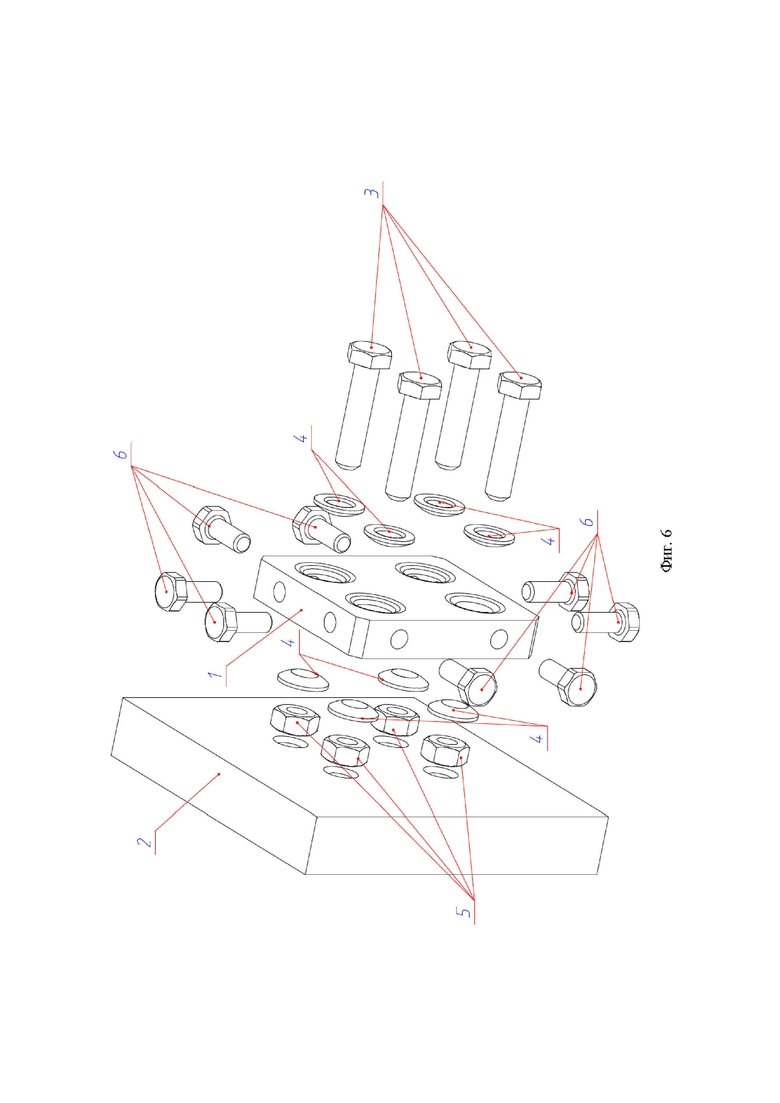
На фиг. 6 представлен вид с разнесёнными деталями.
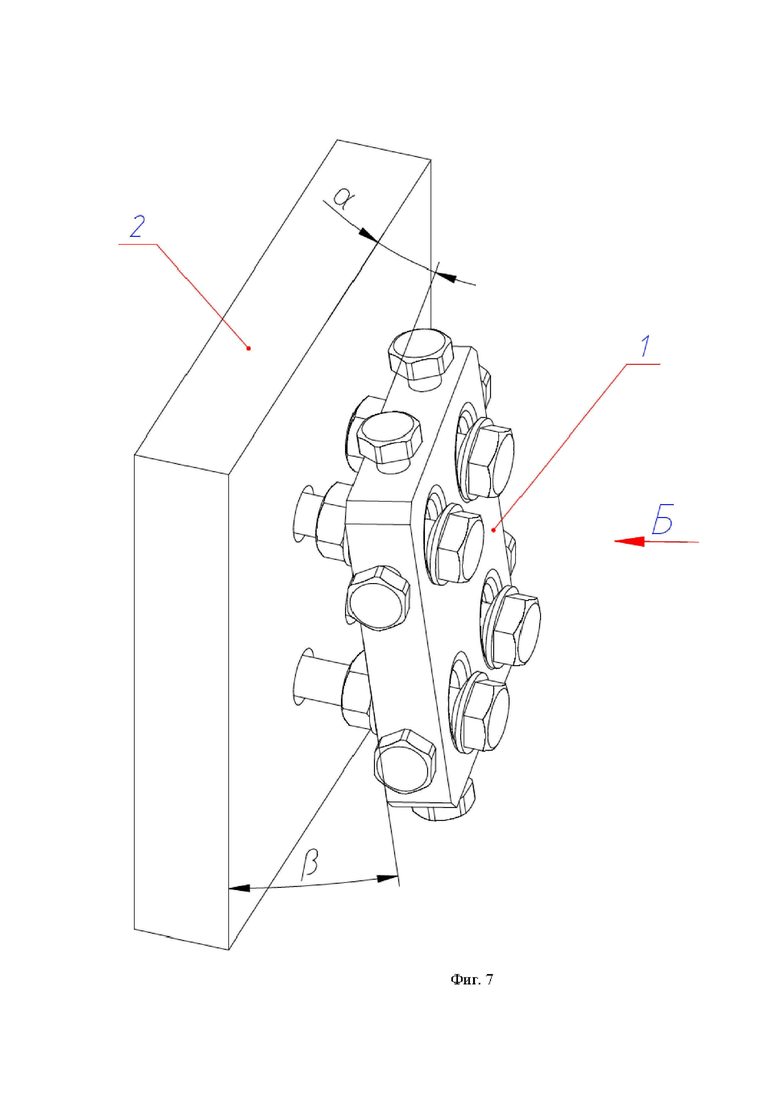
На фиг. 7 представлен общий вид позиционирования и фиксации деталей, выполненный указанным способом при необходимости изменения взаимного положения путём поворота первой детали относительно второй детали в двух плоскостях на углы α и β соответственно.
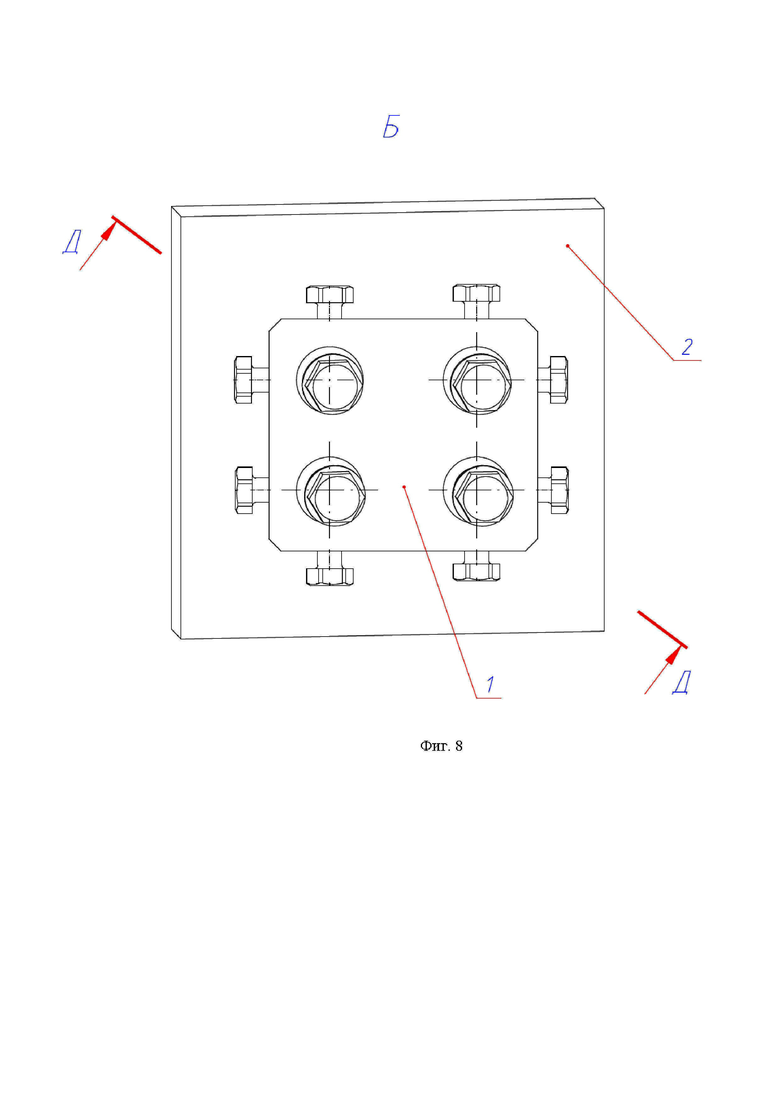
На фиг. 8 представлен вид Б, показывающий взаимное расположение крепёжных элементов.
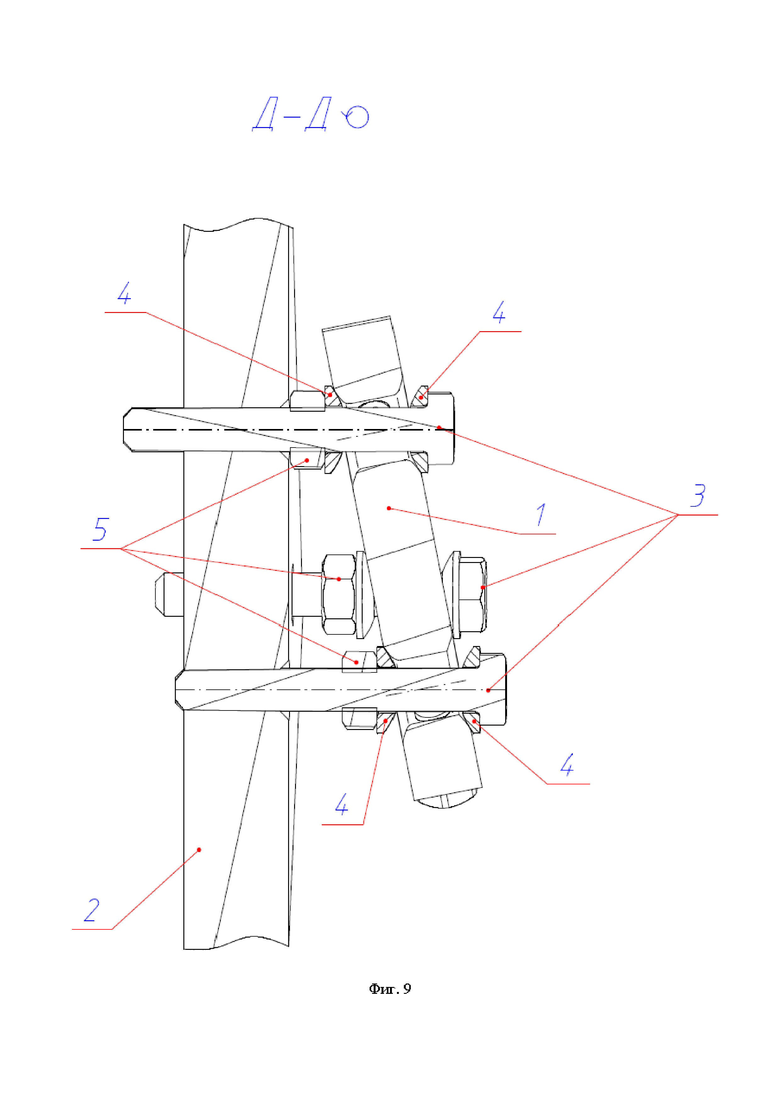
На фиг. 9 представлен разрез Д-Д, показывающий установку втулок, гаек и крепёжных элементов.
Указанный технический результат предлагаемого изобретения достигается тем, что деталь 1 позиционируют относительно детали 2 таким образом, чтобы цилиндрические части крепежных элементов 3 (например, болтов), проходя через крепёжные отверстия в детали 1, попадали в соответствующие отверстия, организованные в детали 2. С двух сторон каждого отверстия детали 1 соосно крепёжным отверстиям детали 2 устанавливаются полусферические втулки 4 до соприкосновения их криволинейных поверхностей с поверхностями фасок отверстий детали 1. Затем между деталью 1 и деталью 2 устанавливают гайки 5 соосно крепёжным отверстиям детали 2. После чего через каждое отверстие детали 1, пару втулок 4 и гайку 5 устанавливают крепёжные элементы 3, каждый из которых вкручивают в соответствующее отверстие детали 2 до соприкосновения головок крепёжных элементов 3 с плоской поверхностью каждой втулки 4. Затем каждую гайку 5 выкручивают в сторону головки соответствующего крепёжного элемента 3. Перед затяжкой гаек 5 деталь 1 позиционируют и фиксируют в плоскости, вкручивая крепёжные элементы 6 (например, болты) в отверстия на боковых гранях детали 1, до момента упора их торцевых поверхностей в цилиндрические поверхности соответствующих крепежных элементов 3, которые ранее были вкручены в деталь 2. После чего гайки 5 затягивают, зажимая деталь 1 между втулок 4 в заданном положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ И ФИКСАЦИИ ДЕТАЛЕЙ | 2019 |
|
RU2715449C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНСТРУКЦИОННЫХ ДЕТАЛЕЙ | 2023 |
|
RU2811099C1 |
| СВАРОЧНЫЙ ПИСТОЛЕТ ДЛЯ РЕЛЬЕФНОЙ СВАРКИ И СВАРОЧНАЯ УСТАНОВКА | 2013 |
|
RU2655500C2 |
| Соединение деталей | 1988 |
|
SU1696762A1 |
| ГЕРМЕТИЧНЫЙ ТЕПЛОИЗОЛИРОВАННЫЙ РЕЗЕРВУАР | 2017 |
|
RU2833813C2 |
| ГЕРМЕТИЧНЫЙ ТЕПЛОИЗОЛИРОВАННЫЙ РЕЗЕРВУАР | 2017 |
|
RU2750589C2 |
| УЗЕЛ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2017 |
|
RU2661326C1 |
| КРЕПЕЖНОЕ УСТРОЙСТВО | 2012 |
|
RU2594551C2 |
| ПОЗИЦИОНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СБОРОЧНОЙ ОСНАСТКИ | 2018 |
|
RU2684876C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
Изобретение относится к способам соединения и фиксации деталей, воспринимающих поперечные нагрузки, когда крепежные элементы поставлены в отверстия с зазором, определяющим направление возможного перемещения одной детали относительно другой. Сущность: первую деталь позиционируют относительно второй детали в нужном положении таким образом, чтобы цилиндрические части крепежных элементов, проходя через крепёжные отверстия в первой детали, попадали в соответствующие отверстия второй детали, причём на сторону первой детали, противоположную от второй детали. Для каждого крепёжного отверстия первой детали с двух сторон устанавливают полусферические втулки соосно крепёжным отверстиям второй детали до соприкосновения их криволинейных поверхностей с поверхностями фасок отверстий первой детали, затем между первой и второй деталью устанавливают гайки соосно втулкам, после чего через каждое отверстие первой детали, пару втулок и гайку устанавливают крепёжные элементы, каждый из которых вкручивают в соответствующее отверстие второй детали до соприкосновения их головок с плоской поверхностью каждой втулки, после чего каждую гайку выкручивают в сторону головки соответствующего крепёжного элемента и затягивают, зажимая и фиксируя первую деталь между втулок в заданном положении. Технический результат: упрощение и повышение технологичности процесса фиксации деталей в заданном положении друг относительно друга с заданной точностью и надежностью. 1 з.п. ф-лы, 9 ил. 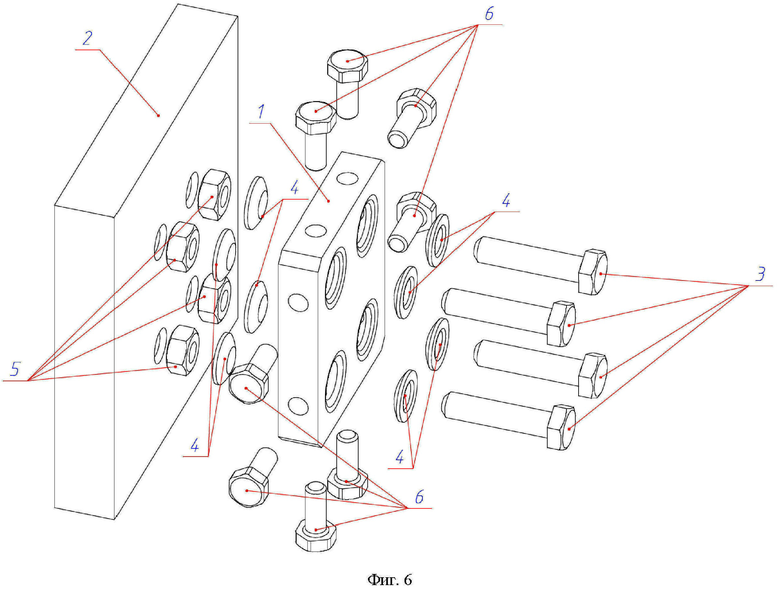
1. Способ позиционирования и фиксации деталей, заключающийся в том, что первую деталь позиционируют относительно второй детали в нужном положении таким образом, чтобы цилиндрические части крепежных элементов, проходя через крепёжные отверстия в первой детали, попадали в соответствующие отверстия второй детали, причём на сторону первой детали, противоположную от второй детали, для каждого отверстия устанавливают полусферические втулки, которые притягивают к первой детали крепёжными элементами, и фиксируют гайками, накрученными на эти крепёжные элементы со стороны второй детали, отличающийся тем, что для каждого крепёжного отверстия первой детали с двух сторон устанавливают полусферические втулки соосно крепёжным отверстиям второй детали до соприкосновения их криволинейных поверхностей с поверхностями фасок отверстий первой детали, затем между первой и второй деталью устанавливают гайки соосно втулкам, после чего через каждое отверстие первой детали, пару втулок и гайку устанавливают крепёжные элементы, каждый из которых вкручивают в соответствующее отверстие второй детали до соприкосновения их головок с плоской поверхностью каждой втулки, после чего каждую гайку выкручивают в сторону головки соответствующего крепёжного элемента и затягивают, зажимая и фиксируя первую деталь между втулок в заданном положении.
2. Способ по п. 1, отличающийся тем, что перед затяжкой гаек в первую деталь через отверстия в её боковых гранях перпендикулярно крепёжным отверстиям вкручивают крепёжные элементы до момента упора их торцевых поверхностей в цилиндрические поверхности соответствующих крепежных элементов, которые ранее были вкручены во вторую деталь.
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2005 |
|
RU2292490C2 |
| Болтовое соединение | 1984 |
|
SU1183728A1 |
| US 4671583 A1, 09.06.1987 | |||
| US 8939694 B2, 27.01.2015 | |||
| JP 6470017 B2, 13.02.2019. | |||

