Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к гидродинамическому устройству диссипации для стабилизации металлической полосы при ее непрерывном протягивании через устройства сушки после операции нанесения покрытия погружением.
[0002] Изобретение относится, в частности, к области непрерывного горячего погружного цинкования стальной полосы. Гидродинамическая стабилизация полосы осуществляется на выходе из ванны с металлическим расплавом вблизи устройства для сушки.
Уровень техники
[0003] Из уровня техники известен метод так называемого «погружного нанесения покрытия», являющийся простым и эффективным способом нанесения покрытия на поверхность объекта. Согласно этому методу подлежащий нанесению покрытия предмет, поверхность которого в случае необходимости подвергается обработке, погружают в ванну, содержащую продукт, который должен быть нанесен на указанный объект. Затем объект извлекают из ванны, удаляя избыток расплава, и покрытие отвердевает, например, в результате сушки, затвердевания, полимеризации и т.д.
[0004] Одной из наиболее распространенных областей применения этого метода является нанесение на стальные детали, такие, как стальная полоса или проволока, металлического покрытия, например, цинкового, которое затем служит защитой от коррозии.
[0005] После прохождения через ванну с металлическим расплавом, деталь с нанесенным покрытием подвергается операции сушки. Эта операция является одной из самых важных в процессе нанесения покрытия методом погружения, поскольку она позволяет контролировать конечную толщину покрытия. С одной стороны, сушка должна быть однородной по всей поверхности изделия, т.е. по ширине для полосы и по окружности для проволоки, а также по всей длине изделия, на которое наносится покрытие. В то же время эта операция должна строго ограничивать количество наносимого продукта, которое обычно выражается либо в виде толщины наносимого слоя (обычно от 3 до 50 мкм) или в виде веса наносимого вещества на единицу площади (обычно в г/м2).
[0006] В настоящее время сушка обычно осуществляется посредством газовых лезвий или струй, линейных для полос и круговых для проволоки, выходящих из щелевых сопел и наиболее часто направленных перпендикулярно обрабатываемой поверхности. Газовые лезвия действуют как «пневматические скребки», обладая преимуществом, которое состоит в том, что они функционируют без механического контакта и, следовательно, без риска нанесения царапин на обработанный объект. Такие лезвия называются «газовыми устройствами сушки» или «ножами сушки». Используемый сжатый газ представляет собой либо воздух, либо нейтральный газ, такой как азот, для самых точных видов применения, таких, как обработка стальных полос для изготовления видимых деталей для кузова автомобиля.
[0007] Конечная толщина покрытия зависит, в частности, от скорости протягивания полосы, расстояния между полосой и ножами сушки и, наконец, от воздействия струи сжатого газа на полосу.
[0008] При этом известно, что во время прохождения полосы на нижнем валике она имеет форму черепицы. Эта пластическая деформация должна быть скорректирована посредством второго ролика, называемого выпрямляющим роликом, который оказывает на полосу противоположно направленное пластически деформирующее воздействие. Дополнительный третий ролик, называемый стабилизирующим роликом, позволяет фиксировать линию протягивания независимо от выпрямления. Однако ненадлежащий контроль положения роликов является причиной остаточной деформации и, следовательно, ухудшения плоскостности.
[0009] Другие явления также могут влиять на плоскостность полосы. Это может быть неоднородность качества основной стали, ухудшение условий прокатки или условий нагрева, неоднородность поддержания температуры и охлаждения во время цикла отжига полосы перед ее введением в ванну с расплавом.
[0010] Кроме того, некоторые характеристики установки, такие как наличие охлаждающих устройств перед верхним роликом, эксцентричность расположения некоторых роликов, износ роликов или износ подшипников погружных роликов и т.д., являются причиной возникновения вибраций полосы, проходящей через устройства сушки.
[0011] В результате такие дефекты плоскостности и вибрации вызывают колебания толщины покрытия, влияющие на качество изделия, и являются причиной перерасхода цинка для обеспечения клиенту минимальной толщины покрытия.
[0012] Кроме того, для заданной толщины покрытия при увеличении скорости полосы необходимо увеличивать давление сушки. При этом известно, что скорость перемещения полосы не может превышать критическое значение, за пределами которого возникает явление разбрызгивания: от волны сушки отрываются капли и попадают на поверхность ванны и оборудования. Это приводит к значительному ухудшению качества продукции и заметному увеличению объема пены на поверхности ванны.
[0013] Для решения указанных проблем производители предложили использовать пневматические или электромагнитные устройства для выпрямления и стабилизации полосы или другие устройства, позволяющие избежать разбрызгивания. Также было предложено устанавливать погружные ролики на подшипники скольжения или качения из керамического материала.
[0014] Согласно документу JP 56 153136 А предлагается установка по меньшей мере одной пары пневматических стабилизаторов или амортизаторов в таком положении, чтобы уменьшить расстояние вибрации между нижним роликом и верхним роликом, которые являются неподвижными точками для полосы.
[0015] Согласно документу JP 56 084452 А предлагается использование пневматического стабилизатора, в котором часть выпускаемой рабочей жидкости стекает вдоль полосы в направлении, противоположном направлению, проходящему от устройств сушки.
[0016] Согласно документу JP 2005298908 А предлагается способ устранения разбрызгивания путем комбинирования пневматической подушки со скребком, где газ смешивается с расплавом, проходящим под скребком.
[0017] Поскольку задача состоит в том, чтобы стабилизировать полосу в устройствах сушки, необходимо, чтобы этот тип стабилизатора находился вблизи от них, обеспечивая при этом выдувание сжатого газа на покрытие, имеющее окончательную толщину, но еще не затвердевшее, что несет риск изменения внешнего вида конечного изделия. Кроме того, эти устройства не гарантируют плоскостности полосы, проходящей через устройства сушки.
[0018] Были предложены и другие устройства гидродинамической стабилизации, например, в WO 03/054244 А1. Однако для этого способа предусмотрено впрыскивание жидкого металла в канал посредством насоса. Кроме того, ширина канала, через который подается полоса, не всегда адаптируется к формату полосы, к расходу покрытия или к скорости полосы.
[0019] Кроме того, известен также ряд способов контроля или устранения вибраций, воздействующих на непрерывно протягиваемую металлическую полосу, основанных на применении электромагнитных средств (см., например, JP 10 298728 A, JP 5 001362 A, JP 9 143652 A, JP 87755 A, JP 8 010847 А).
[0020] Электромагнитные способы основаны на следующем принципе. С обеих сторон стальной полосы устанавливают проводники, в которых протекает ток высокой частоты. Они образуют в полосе токи противоположной фазы, токи Фуко. Взаимодействие между индуктирующими токами и индуцированными токами Фуко создает магнитное давление, оказывающее стабилизирующее воздействие на стальную полосу. Другое решение заключается в использовании электромагнитов. Однако способы такого типа требуют дополнительного контроля из-за силы магнитного притяжения, которая стремится сделать полосу нестабильной. Кроме того, известно, что применение токов высокой частоты вызывает повышение температуры в полосе, что противоречит требованиям этого этапа процесса.
[0021] Использование этих различных методов не позволяет полностью устранить вибрацию или отсутствие плоскостности полосы, которые, даже будучи уменьшенными, обычно присутствуют на уровне ножей сушки. Поэтому воздействие необходимо оказывать именно в этом месте, не внося при этом изменения в процесс формирования покрытия.
Технические проблемы изобретения
[0022] Настоящее изобретение направлено на то, чтобы предложить решение проблемы стабилизации металлической полосы при непрерывном протягивании, позволяющее устранить недостатки, имеющиеся в известном уровне техники.
[0023] В частности, настоящее изобретение направлено на стабилизацию и/или гашение вибраций полосы на выходе из ванны с расплавом металла посредством гидродинамических средств, обеспечивающих рассеивание энергии вибрации, генерируемой в полосе установкой.
[0024] Кроме того, изобретение направлено также на то, чтобы избежать использования предлагаемых в известном уроне техники дополнительных газовых струй в непосредственной близости от устройств сушки, которые могли бы повлиять на внешний вид готового изделия.
[0025] Изобретение также направлено на решение технической проблемы, которая состоит в выпрямлении полосы и, в более общем плане, в улучшении плоскостности полосы в непосредственной близости от места, где устанавливается окончательная толщина покрытия полосы, то есть на уровне устройств сушки, а также на обеспечение однородной толщины покрытия по плоскости полосы.
[0026] Наконец, изобретение также направлено на решение проблемы разбрызгивания, возникающей при высокой скорости протягивания.
Раскрытие сущности изобретения
[0027] Настоящее изобретение относится к установке для нанесения покрытия на непрерывно протягиваемую металлическую полосу погружением, содержащей ванну для металлического расплава покрытия, из которой полоса выходит вертикально, нижний ролик, выпрямляющий ролик и, при необходимости, стабилизирующий ролик, погруженные в ванну с металлическим расплавом, ножи сушки, расположенные на выходе из ванны и выпускающие сжатый газ для удаления излишков еще не затвердевшего покрытия, создавая волну сушки, содержащую направленный вниз обратный поток жидкого металла, а также устройство диссипации и гидродинамической стабилизации, расположенное между ножами сушки и последним погруженным роликом и содержащее множество гидродинамических опорных пластин для приложения усилия по меньшей мере с одной стороны металлической полосы, установленных с возможностью поворота на шарнирах для самовыравнивания указанных опорных пластин, расположенных в поперечном направлении по ширине полосы так, чтобы в ходе работы обратный поток металлического расплава от волны сушки протекал по меньшей мере частично по задней поверхности опорных пластин, то есть по той их поверхности, которая не касается непрерывной протягиваемой металлической полосы.
[0028] Согласно предпочтительным вариантам осуществления изобретения установка также содержит по меньшей мере один из следующих признаков или соответствующую комбинацию нескольких из них:
- задняя часть каждой опорной пластины является несмачиваемой металлическим расплавом или имеет несмачиваемое покрытие;
- кроме того, на задней стороне каждой опорной пластины выполнен желобок или канавки, направляющие течение обратного потока;
- дальний конец опорных пластин относительно ванны с металлическим расплавом расположен в зоне сушки, выполнен с сужением и обеспечивает предварительную сушку покрытия, уменьшая при этом риск разбрызгивания;
- шарниры расположены так, что сужающиеся дальние концы опорных пластин являются квазистационарными;
- опорные пластины либо полностью выступают из металлического расплава, либо частично или полностью погружены в расплав;
- установка содержит внешние средства для предварительного нагрева опорных пластин;
- опорные пластины, расположенные с одной стороны полосы, по существу параллельны друг другу и разделены промежутками в направлении, поперечном направлению протягивания полосы;
- опорные пластины, расположенные с одной стороны полосы, выполнены с возможностью вхождения в боковой контакт друг с другом через керамический войлок, размещенный в указанных промежутках;
- опорные пластины, расположенные с одной стороны полосы, выполнены с возможностью вхождения в боковой контакт друг с другом посредством зигзагообразного сцепления;
- установка содержит пневматический цилиндр для независимого приложения усилия к каждой опорной пластине;
- узел пружинного амортизатора служит вспомогательным механизмом для пневматического цилиндра;
- опорные пластины расположены с каждой стороны полосы по существу попарно друг напротив друга;
- опорные пластины расположены с каждой стороны полосы в шахматном порядке;
- опорные пластины выполнены с возможностью управления в группах или по посредством программируемого логического контроллера, выполняющего, по меньшей мере, измерение кривизны полосы, анализ дефектов и корректировку с обратной связью сил, приложенных к опорным пластинам.
[0029] Установка согласно изобретению найдет эффективное применение в рамках промышленного процесса непрерывного горячего покрытия металлической полосы погружением с предпочтительной скоростью протягивания от 0,5 до > 3 м/с (от 30 до > 180 м/мин), предпочтительнее до 10 м/с (600 м/мин). В рамках указанного процесса металлическая полоса предпочтительно должна быть изготовлена из стали, алюминия, цинка, меди или одного из их сплавов. Толщина металлической полосы предпочтительно составляет от 0,15 до 5 мм. Металлический расплав покрытия предпочтительно содержит цинк, алюминий, олово, магний, кремний или сплав по меньшей мере двух из этих элементов. Толщина слоя металлического покрытия, полученного после сушки, предпочтительно составляет от 3 до 50 мкм. Сжатый газ, выпускаемый газовыми устройствами сушки, предпочтительно представляет собой воздух, азот или диоксид углерода.
Краткое описание чертежей
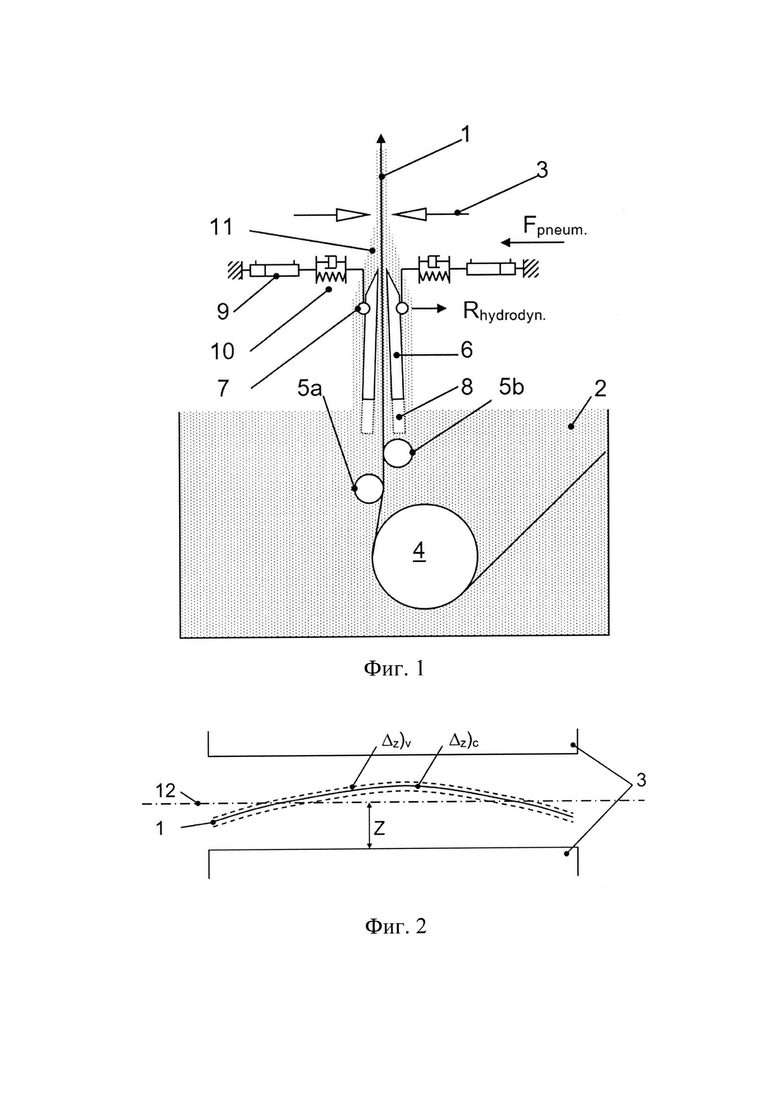
[0030] На фиг. 1 показан вид в вертикальном разрезе гидродинамического устройства стабилизации металлической полосы согласно настоящему изобретению.
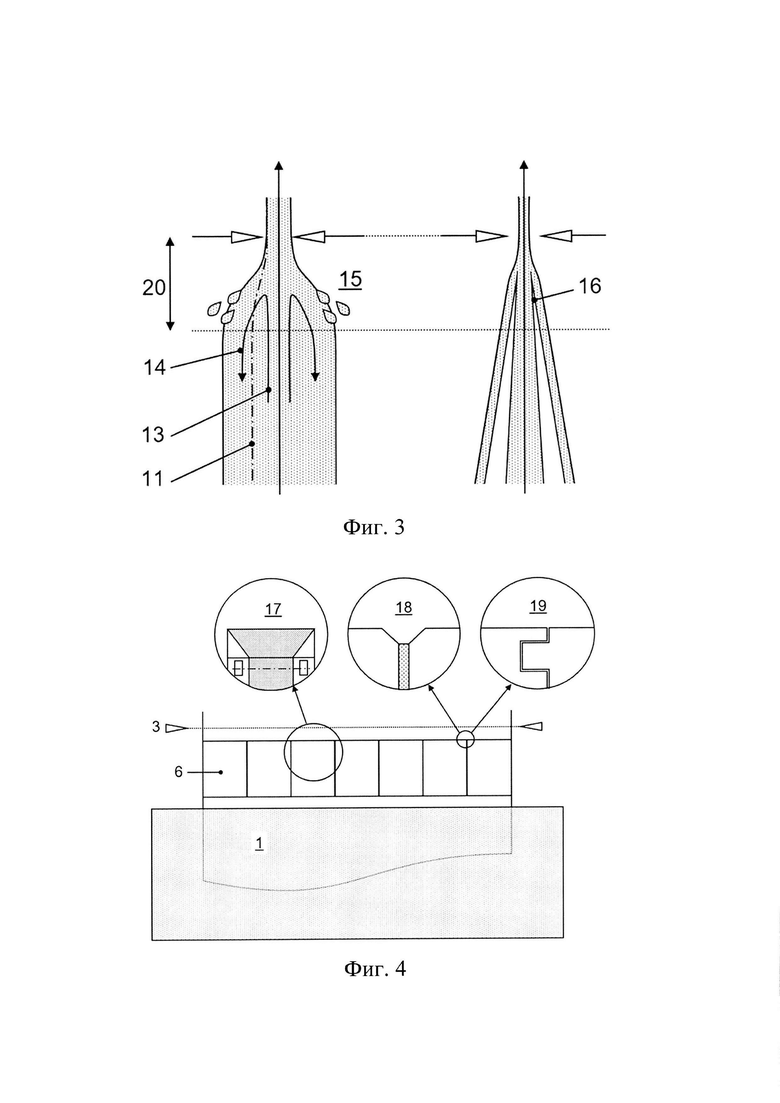
[0031] На фиг. 2 показан вид сверху полосы между ножами сушки, на котором схематично показаны расстояние Z между ножами и идеальной эталонной плоскостью полосы, дефект изгибания Δz)c и смещение Δz)v, соответствующие вибрациям.
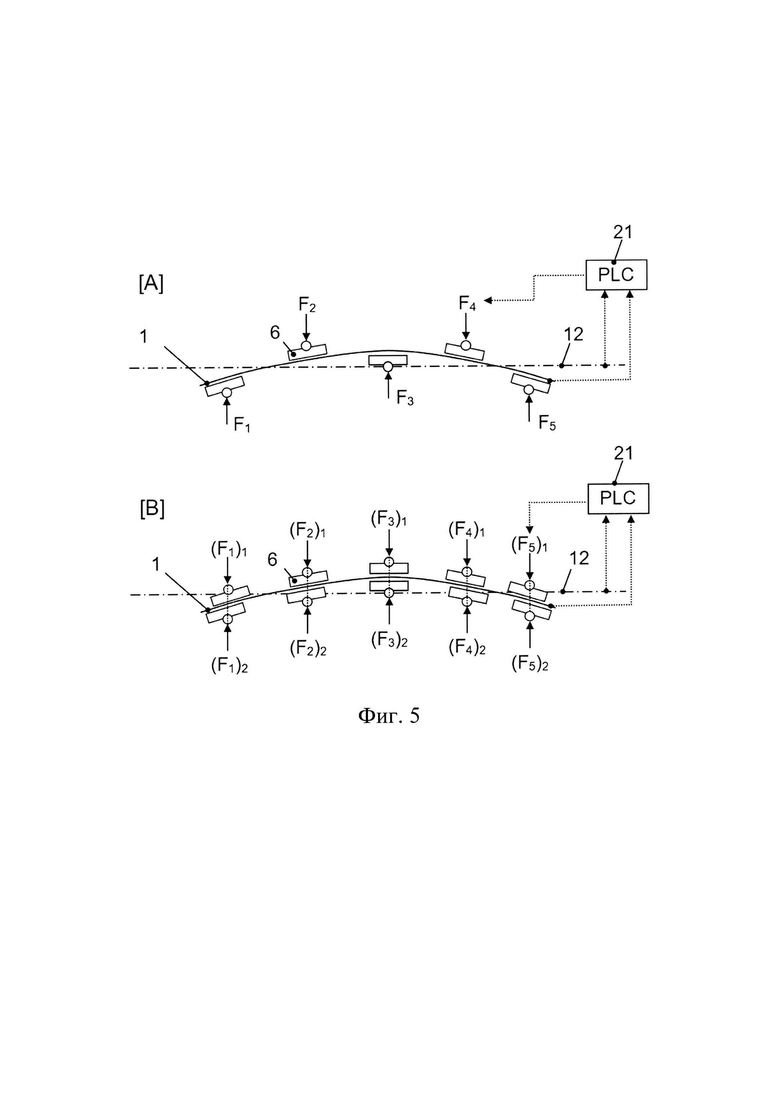
[0032] На фиг. 3 показаны, соответственно, вид в разрезе волны сушки, на котором схематически изображено явление разбрызгивания, с одной стороны, и волны сушки при наличии конца гидродинамической опорной пластины, с другой стороны.
[0033] На фиг. 4 показан вид в вертикальном разрезе трех предпочтительных вариантов осуществления настоящего изобретения, относящихся, с одной стороны, к желобкам, расположенным на задней стороне каждой опорной пластины, и, с другой стороны, к области сопряжения между соседними опорными пластинами.
[0035] На фиг. 5 показан вид сверху двух предпочтительных вариантов осуществления настоящего изобретения, иллюстрирующий относительное расположение опорных пластин с одной и с другой стороны полосы, в зависимости от дефекта ее плоскостности относительно эталонной плоскости.
Осуществление изобретения
[0035] Для ясности на фиг. 1 схематично показан предпочтительный вариант осуществления гидродинамического устройства стабилизации согласно изобретению, расположенного напротив стальной полосы 1, находящейся в непрерывном движении вверх (то есть, в вертикальном направлении), после ее прохождения через нижний ролик 4, через выпрямляющий ролик 5а и опционально через стабилизирующий ролик 5b ванны 2 с расплавом металла и до прохождения через ножи 3 сушки.
[0036] Устройство согласно изобретению по существу представляет собой по меньшей мере одно, но обычно несколько, самовыравнивающихся (или самоустанавливающихся) гидродинамических опорных пластин 6, установленных с возможностью поворота вокруг шарнира 7. Опорные пластины представляют собой плоские жесткие приспособления, такие, как пластины. Они могут быть расположены за пределами ванны 2 или иметь частично погруженную часть 8, или быть полностью погруженными. Приложение усилия к опорным пластинам 6 направлено на уравновешивание гидродинамической подъемной силы, создаваемой внутри пленки расплава металла на границе раздела полоса-опорная пластина, а также на выравнивание полосы 1 на выходе из ванны 2.
[0037] В частности, полностью выступающие из металлического расплава или полностью погруженные в него опорные пластины 6 позволяют эффективно избавиться от необходимости удаления пены, скапливающейся на поверхности ванны в основном при запуске линии, при этом полностью выступающие опорные пластины способствуют стабилизации в непосредственной близости от устройств сушки. При этом частично или полностью погруженные опорные пластины 6 создают благоприятные условия для обеспечения предварительного нагрева и поддержания температуры опорной пластины путем теплопередачи через прямой контакт с ванной. Это также позволяет использовать профиль распределения скоростей в потоке вблизи полосы, как раз перед ее выходом из ванны, значительно улучшая, таким образом, гидродинамическую подъемную силу (Rhydrodyn.), толщину на границе раздела и, следовательно, безопасность функционирования относительно риска соприкосновения опорных пластин и полосы.
[0038] На фиг. 2 видно, что дефектам изгибания Δz)c и смещению Δz)v, вызванными вибрациями, будут соответствовать изменения толщины покрытия. Там, где полоса находится ближе к ножу сушки, чем эталонная плоскость 12, находящаяся по определению на равном расстоянии Z от ножей сушки, конечная толщина покрытия будет ниже, и наоборот. В частности, изгибание приводит к непрерывному колебанию толщины по ширине полосы. Вибрации в жестком режиме или в режиме «струны» приводят к чередованию изменений толщины в направлении протягивания, при этом вибрации более высокого порядка («скручивание» или «качание») приводят к колебаниям, происходящим как в продольном, так и в поперечном направлении. Поэтому проиллюстрированное здесь устройство направлено на устранение указанных различных колебаний для получения плоской и стабильной полосы вблизи ножей сушки и, следовательно, для получения равномерной толщины покрытия в обоих направлениях плоскости полосы.
[0039] На фиг. 3 схематически показано явление разбрызгивания, возникающее при превышении предела критической скорости протягивания полосы: для заданной конечной толщины, если скорость полосы увеличивается, восходящий поток 13 и обратный поток 14 увеличивают толщину волны 11 сушки. Чтобы поддерживать конечную толщину покрытия на постоянном уровне, необходимо увеличить давление сушки и, следовательно, градиент давления и сдвиг поверхности жидкой пленки в зоне 20 сушки. При превышении критического значения пары скорость-толщина, степень сдвига приводит к возникновению капель расплава металла (разбрызгивание). Для решения указанной проблемы согласно настоящему изобретению предлагается уменьшить толщину волны 11 сушки, поместив конец опорной пластины 6, предпочтительно сужающийся, внутри зоны 20 сушки. Эффективность этого будет еще выше, если задняя поверхность опорной пластины 6, то есть ее поверхность, противоположная полосе, будет выполнена несмачиваемой, по своей природе или посредством нанесения соответствующего покрытия. Действительно, часть обратного потока будет протекать по задней поверхности опорных пластин 6, при этом следует избегать того, чтобы расплав металла оседал на ней.
[0040] Для нанесения покрытия на полосы шириной до 2 метров требуется установка нескольких опорных пластин рядом друг с другом для покрытия всей ширины полосы. На фиг.4 опорные пластины 6 расположены по меньшей мере с одной стороны полосы 1 и проходят по существу поперечно по всей ширине полосы 1. По указанной выше причине задняя часть каждой опорной пластины 6 предпочтительно имеет по меньшей мере один желобок или канавки 17, обеспечивающие прохождение обратного потока вне опор шарниров. Опорные пластины 6 могут быть расположены на определенном расстоянии друг от друга в поперечном направлении и по существу параллельны друг другу. В другом случае они могут быть выполнены с возможностью вхождения в контакт друг с другом контакте через керамический войлок 18 или могут быть скреплены посредством дополнительного зигзагообразного сцепления 19 в области их смежных боковых поверхностей, противоположных восходящему потоку, что ограничивает риск образования дополнительной толщины покрытия в этом месте после сушки.
[0041] В первом варианте осуществления, показанном на фиг. 5 (А), опорные пластины 6 расположены в шахматном порядке с обеих сторон полосы 1, показанной с дефектом изгибания относительно эталонной плоскости 12. К каждой опорной пластине 6 может быть приложена одинаковая сила со стороны ее упорного цилиндра или определенная величина силы (Fi) (i=1, 2, 3, …, N). Также согласно изобретению в устройстве может быть предусмотрен программируемый логический контроллер (ПЛК) для лучшего контроля результата, предпочтительно обеспечивающий при этом измерение изгиба, анализ дефекта и коррекцию с обратной связью сил (Fi).
[0042] Во втором варианте осуществления, показанном на фиг. 5 (В), опорные пластины 6 расположены напротив друг друга с одной и с другой стороны от полосы 1. К каждой паре опорных пластин может быть приложена одинаковая сила со стороны ее упорного цилиндра или дифференциал силы (Fi)1 - (Fi)2 (i=1, 2, …, N). Здесь также предпочтительно предусмотреть использование системы ПЛК для измерения, анализа и коррекции с обратной связью.
[0043] Изобретение позволяет, по меньшей мере, при определенных условиях эксплуатации, не предусматривать выпрямляющий ролик 5а и стабилизирующий ролик 5b, что является еще более предпочтительным с учетом того, что они являются источниками дополнительной вибрации в результате износа их погруженных подшипников, которые также вызывают образование штейна, при этом их техническое обслуживание и замена требует остановок линии, влияющих на производительность установки.
[0044] Могут быть рассмотрены также другие предпочтительные варианты осуществления изобретения, отличающиеся характером используемой амортизации. Например, узел пружинного амортизатора 10 может быть просто заменен узлом цилиндра «сжатый воздух-внутреннее трение».
Условные обозначения
1 Стальная полоса
2 Ванна с расплавом цинка
3 Ножи сушки
4 Нижний ролик
5а Выпрямляющий ролик
5b Стабилизирующий ролик
6 Гидродинамические опорные пластины
7 Шарнир опорной пластины
8 Часть погруженной опорной пластины
9 Пневматический цилиндр
10 Пружинный амортизатор
11 Волна сушки
12 Эталонная плоскость
13 Восходящий поток
14 Обратный поток
15 Капли (разбрызгивание)
16 Сужающийся конец опорной пластины
17 Желобок (канавка)
18 Керамический войлок
19 Сцепленные опорные пластины (зигзаг)
20 Зона сушки
21 Программируемый логический контроллер (ПЛК)
Изобретение относится к нанесению покрытия на непрерывно протягиваемую металлическую полосу погружением. Установка содержит ванну (2) для металлического расплава покрытия, из которой полоса (1) выходит вертикально, нижний ролик (4), выпрямляющий ролик (5а) и, при необходимости, стабилизирующий ролик (5b), погруженные в ванну (2) с металлическим расплавом, ножи (3) сушки, расположенные на выходе из ванны (2) и выпускающие сжатый газ для удаления излишков еще не затвердевшего покрытия, создавая волну (11) сушки, содержащую направленный вниз обратный поток (14) жидкого металла. Также установка содержит устройство диссипации и гидродинамической стабилизации, расположенное между ножами (3) сушки и последним погруженным роликом (5а или 5b), содержащее множество гидродинамических опорных пластин (6) для приложения усилия по меньшей мере с одной стороны металлической полосы (1), установленных с возможностью поворота на шарнирах (7) для самовыравнивания указанных опорных пластин, расположенных также в поперечном направлении по ширине полосы (1) так, чтобы в ходе работы обратный поток (14) металлического расплава волны (11) сушки протекал по меньшей мере частично по задней поверхности опорных пластин (6). Изобретение обеспечивает стабилизацию и/или гашение вибраций полосы на выходе из ванны с расплавом металла посредством гидродинамических средств, обеспечивающих рассеивание энергии вибрации, генерируемой в полосе установкой, а также выпрямление полосы с обеспечением однородной толщины покрытия по плоскости полосы и устранение разбрызгивания, возникающего при высокой скорости протягивания. 14 з.п. ф-лы, 5 ил.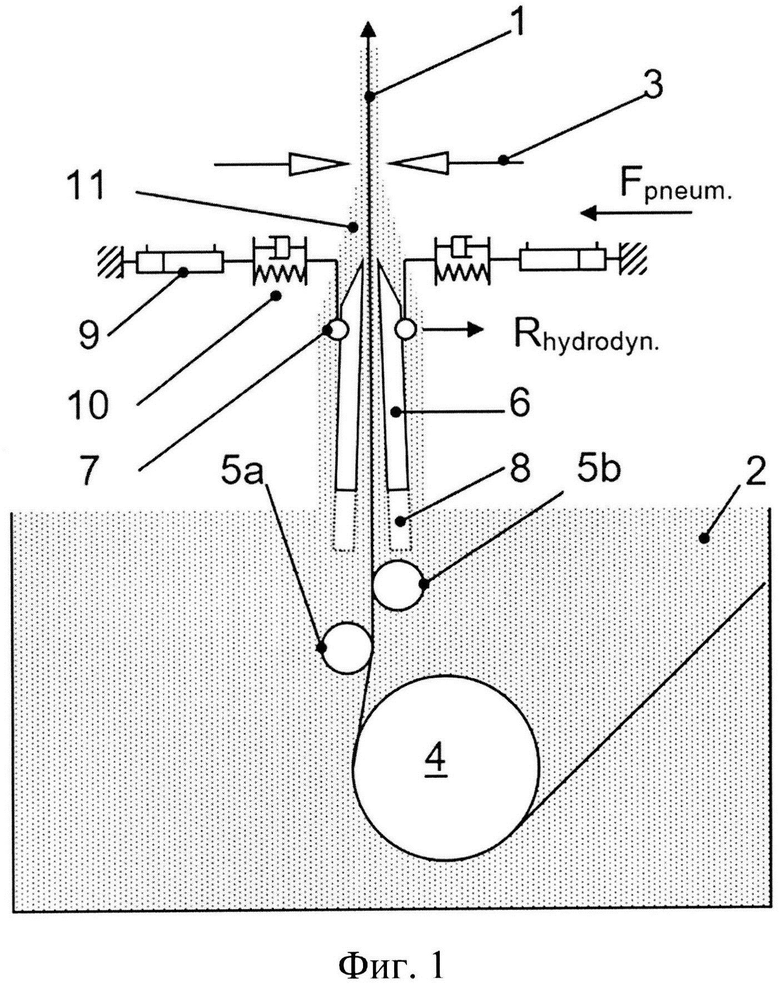
1. Установка для нанесения покрытия на непрерывно протягиваемую металлическую полосу (1) погружением, содержащая ванну (2) для металлического расплава покрытия, из которой полоса (1) выходит вертикально, нижний ролик (4), выпрямляющий ролик (5а) и, при необходимости, стабилизирующий ролик (5b), погруженные в ванну (2) с металлическим расплавом, ножи (3) сушки, расположенные на выходе из ванны (2) и выпускающие сжатый газ для удаления излишков еще не затвердевшего покрытия, создавая волну (11) сушки, содержащую направленный вниз обратный поток (14) жидкого металла, и устройство диссипации и гидродинамической стабилизации, расположенное между ножами (3) сушки и последним погруженным роликом (5а или 5b), содержащее множество гидродинамических опорных пластин (6) для приложения усилия по меньшей мере с одной стороны металлической полосы (1), установленных с возможностью поворота на шарнирах (7) для самовыравнивания указанных опорных пластин, расположенных в поперечном направлении по ширине полосы (1) так, чтобы в ходе работы обратный поток (14) металлического расплава волны (11) сушки протекал по меньшей мере частично по задней поверхности опорных пластин (6).
2. Установка по п. 1, в которой задняя часть каждой опорной пластины (6) является несмачиваемой металлическим расплавом или имеет несмачиваемое покрытие.
3. Установка по п. 1, в которой на задней стороне каждой опорной пластины (6) выполнен желобок или канавки (17), направляющие течение обратного потока (14).
4. Установка по п. 1, в которой дальний конец (16) опорных пластин (6) относительно ванны (2) с металлическим расплавом расположен в зоне (20) сушки, выполнен с сужением и с возможностью обеспечения предварительной сушки покрытия.
5. Установка по п. 4, в которой шарниры (7) расположены так, что сужающиеся дальние концы (16) опорных пластин (6) являются квазистационарными.
6. Установка по п. 1, в которой опорные пластины (6) содержат часть (8), частично погруженную в ванну (2) с металлическим расплавом.
7. Установка по п. 1, которая содержит внешние средства для предварительного нагрева опорных пластин (6).
8. Установка по п. 1, в которой опорные пластины (6), расположенные с одной стороны полосы, по существу параллельны друг другу и разделены промежутками в направлении, поперечном направлению протягивания полосы (1).
9. Установка по п. 8, в которой опорные пластины (6), расположенные с одной стороны полосы, выполнены с возможностью вхождения в боковой контакт друг с другом через керамический войлок (18), размещенный в указанных промежутках.
10. Установка по п. 8, в которой опорные пластины (6), расположенные с одной стороны полосы, выполнены с возможностью вхождения в боковой контакт друг с другом посредством зигзагообразного сцепления (19).
11. Установка по п. 1, которая содержит пневматический цилиндр (9) для независимого приложения усилия к каждой опорной пластине (6).
12. Установка по п. 11, которая содержит узел (10) пружинного амортизатора, служащий вспомогательным механизмом для пневматического цилиндра (9).
13. Установка по п. 1, в которой опорные пластины (6) расположены с каждой стороны полосы (1) по существу попарно напротив друг друга.
14. Установка по п. 1, в которой опорные пластины (6) расположены с каждой стороны полосы (1) в шахматном порядке.
15. Установка по п. 13 или 14, в которой опорные пластины выполнены с возможностью управления группами или по отдельности посредством программируемого логического контроллера (20), выполняющего по меньшей мере измерение кривизны полосы (1), анализ дефектов и корректировку с обратной связью сил, приложенных к опорным пластинам (6).
| Способ диагностики вестибулярной дисфункции | 1988 |
|
SU1586672A1 |
| JPS 55100971 A, 01.08.1980 | |||
| JP 2005171336 A, 30.06.2005 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ С ПОКРЫТИЕМ С УЛУЧШЕННЫМ ВНЕШНИМ ВИДОМ | 2010 |
|
RU2509822C2 |

