Изобретение относится к установке для нанесения покрытия погружением в расплав для покрытия полосы расплавленным металлом.
Из уровня техники известны установки для нанесения покрытия погружением в расплав. В этих установках подлежащую нанесению покрытия полосу, в частности стальную полосу, пропускают через ванну с расплавленным металлом. Для направления и оказания влияния на форму и положение полосы в ванне для металла находятся различные ролики в подходящих местах. Ролики могут быть, с одной стороны, отклоняющими роликами, вокруг которых отклоняется полоса после своего входа в расплавленный металл прежде, чем она выйдет из ванны. Наряду с отклоняющими роликами могут быть также предусмотрены меньшие корректирующие и стабилизирующие ролики, которые установлены в ванне с меньшим по сравнению с отклоняющим роликом углом охвата. Из-за малого угла охвата приводные силы для этих роликов являются лишь небольшими.
Конкретно, такая установка для нанесения покрытия погружением в расплав известна, например, из международной патентной заявки WO 2006/002822. Раскрытая в ней установка для нанесения покрытия погружением в расплав содержит ролик в качестве отклоняющего или направляющего ролика, который выполнен в виде полого тела. Ролик установлен с возможностью вращения на несущей ролики раме с помощью подшипника. Подшипник расположен в пространственной зоне на периферии цапфы ролика. Для вентиляции этой пространственной зоны предусмотрены подводящее и отводящее вентиляционные отверстия. Ролик выполнен в виде полого тела с отверстиями на своих торцевых сторонах. Через эти отверстия ролик заполняется при работе установки для нанесения покрытия погружением в расплав, т.е., когда он погружен в металлическую ванну, расплавленным металлом, например цинком.
Заполнение ролика расплавленным металлом предпочтительно предотвращает расширение воздуха в, по существу, закрытом полом ролике на основании сравнительно высокой температуры расплавленного металла, что приводило бы при некоторых обстоятельствах к нежелательной деформации ролика.
Однако указанное известное выполнение ролика имеет на практике также недостатки. Так, открытый на своих торцевых сторонах заполненный расплавленным металлом ролик создает, в частности, при высоких производственных скоростях, т.е. при высоких скоростях вращения, за счет гидравлических насосных потерь во внутреннем пространстве и на открытых торцевых сторонах значительное сопротивление. За счет этого ролик может вызывать проскальзывание между подлежащей покрытию полосой и поверхностью ролика. Эта разница в скорости движения вызывает повреждения поверхности полосы. Расплавленный металл во внутреннем пространстве ролика создает повышенный момент инерции ролика и тем самым способствует проскальзыванию.
Исходя из уровня техники в основу изобретения положена задача дальнейшего совершенствования установки для нанесения покрытия погружением в расплав для покрытия полосы расплавленным металлом так, чтобы уменьшалось сопротивление вращению, момент инерции и склонность к проскальзыванию у отклоняющего, корректирующего или стабилизирующего ролика этой установки.
Эта задача решена с помощью предмета пункта 1 формулы изобретения. В соответствии с этим установка для нанесения покрытия погружением в расплав характеризуется тем, что полое внутреннее пространство ролика выполнено герметичным относительно окружающего расплавленного металла, причем предусмотрен канал, который соединяет внутреннее пространство ролика с пространственной зоной у периферии цапфы ролика.
Из-за указанного закрытого выполнения расплавленный металл не может проникать снаружи в полое внутреннее пространство ролика, поэтому внутреннее пространство ролика остается заполненным лишь газом, например воздухом. Это имеет то преимущество, что, с одной стороны, момент инерции ролика и тем самым склонность к проскальзыванию значительно меньше, чем при заполненном расплавленным металлом ролике, согласно уровню техники. Дополнительно к этому обеспечивается то преимущество, что на основании отсутствующих отверстий для расплавленного металла сопротивление вращения ролика, согласно изобретению, значительно меньше, чем у ролика с этими отверстиями. Одновременно за счет канала, согласно изобретению, обеспечивается вентиляция внутреннего пространства, так что через канал может происходить выравнивание давления между внутренним пространством и пространственной зоной. Возникновение повышенного давления во внутреннем пространстве, которое в принципе может возникать из-за высокой температуры окружающего металла, эффективно предотвращается с помощью канала в качестве соединения между внутренним пространством и пространственной зоной. Таким образом, исключается деформация поверхности ролика за счет недопустимо высокого давления.
Согласно первому примеру выполнения установка для нанесения покрытия погружением в расплав содержит источник подачи газа в пространственную зону и через канал также во внутреннее пространство ролика под определенным давлением газа. В качестве альтернативного решения установка для нанесения покрытия погружением в расплав может иметь также вентиляционный трубопровод, который создает в пространственной зоне атмосферное давление. В этом случае во внутреннем пространстве ролика через канал устанавливается также атмосферное давление.
Канал предпочтительно выполнен в виде сверленого отверстия через цапфу ролика.
Полоса предпочтительно является металлической полосой, в частности стальной полосой.
Особенно просто изобретение поддается реализации в уже существующих установках для нанесения покрытия погружением в расплав, в которых ролики уже установлены в снабжаемых газом подшипниках качения, поскольку в этом виде подшипников уже имеется пространственная зона и подводящие и отводящие газопроводы. Однако изобретение можно в принципе применять также при других видах подшипников.
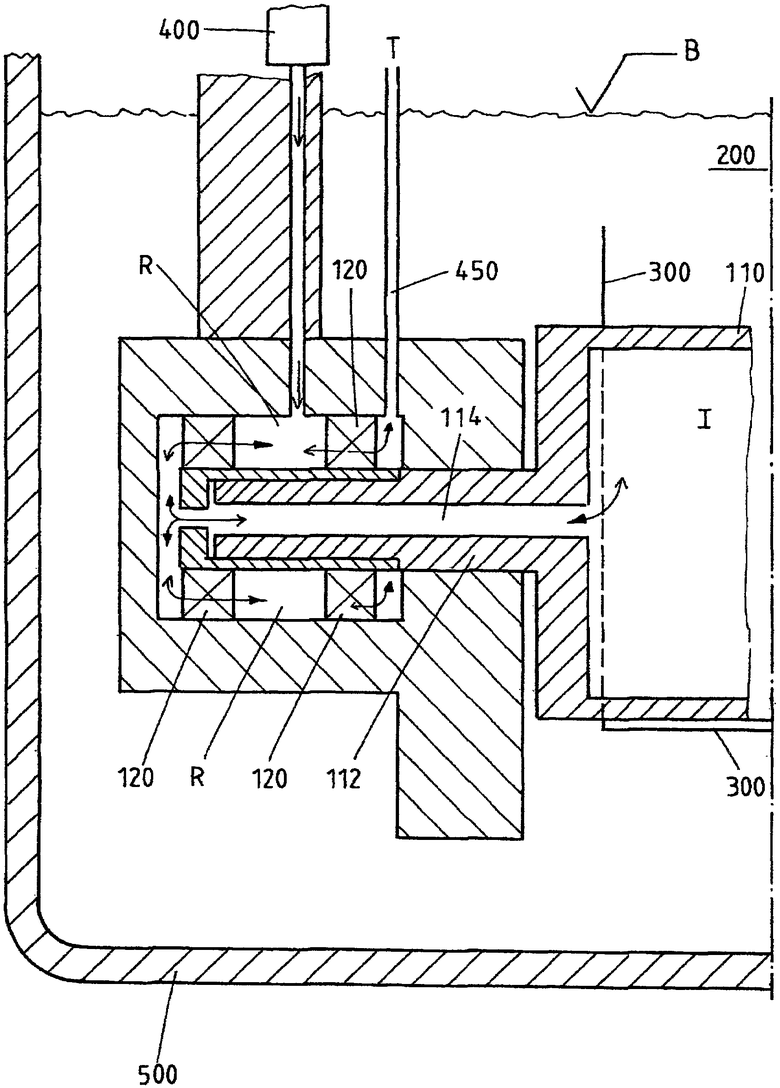
К описанию прилагается единственная фигура, на которой показан разрез установки для нанесения покрытия погружением в расплав согласно изобретению.
Ниже приводится описание изобретения на основе примеров выполнения со ссылками на чертеж.
На чертеже показан поперечный разрез установки для нанесения покрытия погружением в расплав, предназначенной для покрытия полосы 300, в частности стальной полосы, расплавленным металлом 200. Установка для нанесения покрытия погружением в расплав содержит резервуар 500 с расплавленным металлом, в который погружен с опорой на несущее плечо ролик 110. Ролик 110 показан на чертеже в качестве примера как отклоняющий ролик для отклонения полосы в расплавленном металле 200. Ролик 110 выполнен в виде полого тела с внутренним пространством I и герметизирован относительно окружающего расплавленного металла 200. Ролик 110 имеет цапфу 112, через которую он установлен в подшипнике 120, предпочтительно подшипнике качения. Подшипник 120 расположен на периферии цапфы ролика и окружен пространственной зоной R. Согласно изобретению внутреннее пространство I ролика 110 через канал 114 соединено с пространственной зоной R.
Согласно первому примеру выполнения пространственная зона R соединена с источником 400 газа и снабжается газом с заданным давлением газа. Таким образом предотвращается возможность проникновения расплавленного металла в пространственную зону и повреждения подшипника 120. Источник 400 газа и пространственная зона R предпочтительно являются частью замкнутого контура регулирования газа, который обеспечивает, например, удерживание постоянным давления газа в пространственной зоне. С помощью соединительного канала 114, согласно изобретению, обеспечивается то, что внутреннее пространство I ролика подвергается воздействию лишь заданного давления газа, а не, например, недопустимо высокого избыточного давления. Таким образом, предотвращается недопустимая деформация поверхности ролика и тем самым повреждение полосы 300.
В качестве альтернативного решения к предусмотрению искусственного источника газа или контура регулирования газа в пространственной зоне может действовать, согласно второму, более дешевому, примеру выполнения, лишь атмосферное давление с помощью вентиляционного трубопровода 450. В этом случае через канал 114, согласно изобретению, вентилируется также внутреннее пространство I ролика 110, и в нем действует атмосферное давление, так что предотвращается возникновение повышенного давления.
Позицией В обозначен уровень ванны расплавленного металла 200.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПУТЕМ ПОГРУЖЕНИЯ В РАСПЛАВ | 2008 |
|
RU2413032C1 |
| ОПОРА ДЛЯ РОЛИКА | 2008 |
|
RU2420606C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ ПОЛУЧЕННЫХ ПРОКАТКОЙ | 1993 |
|
RU2093602C1 |
| УПОРНЫЙ ВКЛАДЫШ И ЗАЖИМ В УЗЛЕ ЦАПФЫ РОЛИКА | 2015 |
|
RU2662103C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2006 |
|
RU2358033C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ЗАГОТОВКИ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2299925C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2325465C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2002 |
|
RU2300577C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ЗАГОТОВКУ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2004 |
|
RU2349677C2 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ УСТАНОВКИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ МЕТОДОМ ПОГРУЖЕНИЯ В РАСПЛАВ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ЭЛЕМЕНТА | 2017 |
|
RU2722554C2 |
Изобретение относится к нанесению покрытия на полосу погружением в расплавленный металл. В ванне с расплавленным металлом размещен полый ролик для отклонения или стабилизации полосы. Ролик установлен с помощью цапфы в подшипнике на несущем рычаге установки. Внутреннее пространство ролика выполнено герметичным относительно расплавленного металла и соединено каналом с пространственной зоной на периферии цапфы ролика. Канал выполнен в цапфе ролика. В пространственную зону подают газ, который через канал поступает во внутреннее пространство ролика. Уменьшается сопротивление вращению, проскальзывание ролика относительно полосы, предотвращается повышение давления во внутреннем пространстве ролика и устраняются нежелательные деформации ролика. 6 з.п. ф-лы, 1 ил.
1. Установка для нанесения покрытия погружением в расплав для покрытия полосы (300) расплавленным металлом (200), при этом установка имеет:
выполненный в виде полого тела с внутренним пространством (I) ролик (110) для отклонения или стабилизации полосы во время нанесения покрытия,
при этом ролик имеет цапфу (112) и
подшипник (120) в пространственной зоне (R) на периферии цапфы (112) ролика для опоры цапфы ролика;
отличающаяся тем, что внутреннее пространство (I) ролика (110) выполнено герметичным относительно расплавленного металла (200), причем предусмотрен канал (114), который соединяет внутреннее пространство (I) ролика (110) с пространственной зоной (R) на периферии цапфы ролика.
2. Установка по п.1, отличающаяся тем, что канал (114) выполнен в виде сверленого отверстия через цапфу (112) ролика.
3. Установка по любому из пп.1 или 2, отличающаяся тем, что предусмотрен источник (400) газа подачи газа под определенным давлением в пространственную зону (R) и через канал (114) также во внутреннее пространство (I) ролика.
4. Установка по п.3, отличающаяся тем, что предусмотрен регулирующий контур для регулирования, в частности, для удерживания постоянным давления газа в пространственной зоне и во внутреннем пространстве ролика.
5. Установка по любому из пп.1 или 2, отличающаяся тем, что предусмотрен вентиляционный трубопровод (450), который обеспечивает в пространственной зоне (R) и через канал (114) также во внутреннем пространстве (I) ролика атмосферное давление.
6. Установка по п.1, отличающаяся тем, что предусмотрен резервуар (500) для расплавленного металла, при этом ролик (110) и пространственная зона (R) во время работы установки погружены в расплавленный металл, причем пространственная зона (R) герметизирована относительно расплавленного металла (200) и служит для удерживания подшипника свободным от расплавленного металла.
7. Установка по п.1, отличающаяся тем, что полоса является металлической полосой, например стальной полосой.
| DE 4307282 А1, 09.09.1993 | |||
| DE 19823854 A1, 09.12.1999 | |||
| DE 3940890 A1, 13.06.1991 | |||
| WO 2006002822 A1, 12.01.2006. |

