Настоящее изобретение относится к устройству и способу нанесения на поверхность слоя металлических или имеющих вид металлических частиц, в частности, в один слой.
Уровень техники
В некоторых видах печати, находящаяся на носителе пленка переносится на основу (например, бумагу, картон, пластиковые пленки и т.д.) воздействием давления и/или нагрева в соответствии с требуемым рисунком. Одним таким примером может служить фольга, используемая в холодном тиснении фольгой, в котором пленкой на фольге является металлическая пленка, или имеющая вид металлической. Последний термин используется в настоящем описании для материалов и любых их частиц, имеющих отражательную способность, как у металла.
Недостаток, присущий использованию обычных носителей с пленочным покрытием, будь это лист, пленка или лента, состоит в том, что процесс сопровождается отходами и, поэтому, имеет высокую стоимость. Это связано с тем, что к моменту образования отходов будет использована только небольшая часть пленочного покрытия (например, для печати), а большая часть этого пленочного покрытия останется на носителе.
Задачи изобретения
В настоящем изобретении ставится задача создания устройства для нанесения на поверхность, называемую здесь донорной поверхностью, покрытия из отдельных частиц, которые обладают возможностью перенесения на основу, причем части поверхности, с которых было удалено покрытие в ходе рабочего цикла (также называемые здесь "обнаженными областями"), могут быть покрыты повторно, без существенного увеличения толщины на остальных частях поверхности, с тем, чтобы обеспечить использование всей поверхности снова и снова.
Сущность изобретения
В соответствии с первой особенностью настоящего изобретения, предлагается устройство нанесения покрытия для нанесения слоя металлических или имеющих вид металла частиц на донорную поверхность, перемещаемую относительно устройства, включающее:
a) источник подачи частиц, взвешенных в текучей среде, не смачивающей донорную поверхность, причем частицы скрепляются более сильно с донорной поверхностью, чем друг с другом,
b) аппликаторное устройство для нанесения текучей среды на донорную поверхность способом, способствующим прикреплению взвешенных в текучей среде частиц к донорной поверхности, с тем, чтобы сформировать на поверхности, в основном, сплошное покрытие из частиц, и
c) систему удаления излишков для извлечения текучей среды и удаления лишних частиц, не имеющих непосредственного контакта с поверхностью, с тем, чтобы оставить прикрепившееся к донорной поверхности покрытие, имеющее, в основном, толщину в одну частицу.
В настоящем раскрытии, устройство нанесения покрытия показано на частном примере его использования как части печатной системы, в процессе которого частицы будут переноситься с донорной поверхности на печатную основу. Донорную поверхность можно рассматривать как эквивалент фольги, используемой в печати тиснением фольгой, но с тем преимуществом, что после использования она может быть восстановлена до первоначального состояния.
В настоящем раскрытии, поскольку покрытие, нанесенное на донорную поверхность и затем перенесенное на основу, составлено мозаикой отдельных частиц, часть донорной поверхности, покрытая частицами, будет составлять менее 100% из-за наличия промежутков между отдельными частицами. В зависимости от характера дальнейшего использования нанесенного покрытия из частиц, часть покрытой донорной поверхности должна составлять 95%, или 90%, или 85%, или 80%, или 75%, или 70% или даже 65% или менее. Приемлемое соотношение в печатной системе будет зависеть, например, от цвета частиц и цвета основы. Если выполняется печать светлоокрашенными частицами на белой основе, приемлемое качество может быть получено при степени покрытия всего в 65%, или, возможно, даже менее (например, примерно 40%), в то время как печать светлоокрашенными частицами по черной основе потребует большей степени покрытия, чтобы предотвратить просвечивание цвета основы и ухудшения восприятия изображения.
После того, как частицы с выделенных участков донорной поверхности были перенесены на печатную основу, эти участки остаются без частиц и донорная поверхность оказывается обнаженной. Если теперь донорную поверхность снова пропустить через устройство нанесения покрытия, на обнаженные участки будет нанесено новое покрытие из частиц. При этом система удаления излишков удалит все частицы, не имеющие прямого контакта с донорной поверхностью, и поэтому не произойдет наслоения покрытий в местах, откуда частицы не переносились на печатную основу.
В некоторых вариантах выполнения, частицы, оставшиеся на донорной поверхности после выполнения печатания на печатной основе, могут быть удалены с донорной поверхности перед устройством нанесения покрытия (со стороны входа) так, что вся донорная поверхность может быть опять покрыта новыми частицами.
В настоящем раскрытии, термин "взвешен в" и его варианты используются в значении "содержится" и аналогичных, безотносительно к конкретному типу смеси материалов такой же или другой фазы. Текучая среда, которая может быть газом или жидкостью, может, в частности, поддерживаться при требуемой управляемой температуре.
Когда частицы наносятся в жидкой текучей среде, устройство нанесения покрытия может дополнительно содержать, при необходимости, сушильное устройство, обеспечивающее достаточную просушку покрытия из частиц к моменту достижения этим покрытием следующей секции, где слой частиц может быть использован или подвергнут дальнейшей операции. Сушильным устройством может быть вентилятор, нагреватель, экстрактор жидкости или любое другое устройство, пригодное для удаления излишков жидкости. Сушильное устройство, при его использовании, предпочтительно, совместимо со слоем частиц, например, не оказывает отрицательного влияния на частицы и/или целостность сформированного из частиц покрытия.
Устройство нанесения покрытия может содержать кожухи, в которых располагаются различные подсистемы, в каждом кожухе имеется отдельная внутренняя полость или камера. Например, первый кожух устройства нанесения покрытия может содержать источник подачи частиц и аппликаторное устройство; второй кожух может содержать первую систему удаления излишков для удаления любых частиц, не имеющих прямого контакта с донорной поверхностью; а вторая система удаления излишков, предназначенная для удаления излишков жидкости, может содержаться в третьем кожухе. Дополнительные комбинации субсистем и частных вариантов кожухов очевидны специалисту, и, например, каждый кожух, в случае, если их несколько, может иметь свою собственную систему удаления излишков текучей среды, имеющую подходящий источник разрежения. Каждый кожух может иметь кромку, прилегающую к поверхности, которая выполнена с возможностью предотвращения утечки частиц из уплотнительного зазора, образованного между кромкой кожуха и поверхностью, на которую наносится покрытие.
В настоящем изобретении, благодаря тому, что частицы прикрепляются к донорной поверхности сильнее, чем друг к другу, наносимое покрытие из частиц, в основном, является монослоем, т.е., имеет толщину в одну частицу. Хотя между частицами может происходить некоторое перекрытие, по большей части поверхности толщина слоя может измеряться только одной частицей, и большинство частиц, если не все, будут иметь по меньшей мере некоторое прямое соприкосновение с поверхностью. Это происходит по той же причине, по которой липкая лента, при использовании ее для сбора порошка с поверхности, захватывает только один слой частиц порошка. Когда липкая лента еще чистая, порошок будет прилипать к адгезиву, пока не покроет всю поверхность ленты. Однако, как только адгезив будет покрыт порошком, ленту уже нельзя будет использовать для захватывания нового порошка, так как частицы порошка не будут сильно прикрепляться друг к другу, и их можно стряхнуть или сдуть с ленты. По аналогии, монослой в настоящем изобретении сформирован из частиц, имеющих достаточно хороший контакт с донорной поверхностью, и, поэтому, толщина его обычно измеряется одной частицей. Контакт считается достаточным, если он позволяет частице оставаться прикрепленной к донорной поверхности на выходе из секции нанесения покрытия, т.е., после удаления излишков, шлифования или любой другой подобной операции, некоторые из которых будут более подробно описаны ниже на частных примерах.
Например, если частица в форме пластинки соприкасается с донорной поверхностью большей частью своей плоской грани (например, будучи параллельной ей), результирующая толщина монослоя (в направлении, перпендикулярном поверхности) будет примерно соответствовать толщине частицы, поскольку средняя толщина покрытия из частиц может быть аппроксимирована средней толщиной отдельных частиц, формирующих это покрытие. Однако, поскольку может иметь место частичное перекрытие между соседними частицами, толщина монослоя также может кратной, в некоторых местах, нескольким толщинам перекрывающихся частиц, в зависимости от типа перекрытия, например, относительных углов, образуемых частицами друг с другом и/или с донорной поверхностью, и/или протяженностью перекрытия. Монослой покрытия из частиц может, поэтому, иметь максимальную толщину, соответствующую примерно однократному минимальному размеру, характерному для частиц (например, толщине частиц для частиц в виде хлопьев, или, в основном, диаметру частицы для сферических частиц), и только в некоторых областях, примерно, двукратному или, примерно, трехкратному, или любому промежуточному значению. В настоящем раскрытии, такое покрытие из частиц считается имеющим толщину, в основном, измеряемую одной частицей, и также называется монослоем.
Аппликаторное устройство может содержать распыляющую (разбрызгивающую) головку для распыления текучей среды и взвешенных в ней частиц непосредственно на поверхность, либо ротационный аппликатор, обеспечивающий нанесение тонким равномерным слоем текучей среды и взвешенных в ней частиц на поверхность. Аппликатором может быть, например, цилиндрическая губка, либо он может содержать ряд гибких полосок, радиально расходящихся от вращающегося вала. Губка или гибкие полоски могут быть выполнены из пенопласта с закрытыми порами. Текучая среда, содержащая взвешенные частицы, может подаваться на внешнюю часть такого аппликатора (например, текучая среда распыляться на часть аппликатора, обычно обращенную в противоположную от поверхности сторону), либо может подаваться внутрь (например, текучая среда подается от подводящего трубопровода или распылителя, находящегося внутри аппликатора, например, параллельно оси вращения, и диффундирует через материал к внешней поверхности аппликатора).
В некоторых вариантах выполнения, аппликатор может, по меньшей мере частично, удалять любые частицы, не имеющие непосредственного контакта с поверхностью и, в частности, по меньшей мере частично шлифовать частицы, нанесенные на поверхность в качестве монослоя. В настоящем описании, термин "шлифовать" в широком смысле относится к любому разглаживающему воздействию на частицы, которое может привести к повышению однородности по меньшей мере одного свойства покрытия из частиц, будь это толщина слоя, ориентация частиц, их распределение по поверхности, их размер, их блеск или любое другое их свойство.
В некоторых вариантах выполнения, система удаления излишков, предназначенная для удаления любых частиц, не имеющих прямого контакта с поверхностью, по своей конструкции аналогична аппликатору. В этом случае, текучая среда, подаваемая снаружи или изнутри на сходный с аппликатором элемент, для удаления лишних частиц, не имеет взвешенных в ней частиц. Текучая среда в системе удаления излишков может быть такой же средой, что и среда с взвешенными в ней частицами для аппликаторного устройства, либо может отличаться от нее. Например, частицы могут наноситься, будучи взвешенными в воде или любой другой ввозной среде, а излишки частиц могут удаляться такой же водной средой или другой водной средой, например, воздушным потоком.
В некоторых вариантах выполнения, сходный с аппликатором элемент системы удаления излишков в основном удаляет все частицы, не имеющие прямого контакта с поверхностью и, дополнительно, по меньшей мере частично, прошлифовывает частицы, нанесенные на поверхность в виде монослоя. Удаление "в основном" может означать, что в любом монослое частиц, часть частиц покрытия, не имеющих прямого контакта с донорной поверхностью, численно составляет, не более 35%, не более 30%, не более 25%, не более 20%, не более 15%, не более 10%, не более 7%, не более 5%, не более, 3% или не более 2% частиц.
В некоторых вариантах выполнения, аппликаторное устройство находится внутри внутренней камеры кожуха, кромка которого прилегает к поверхности и выполнена с возможностью предотвращения утечки частиц через уплотнительный зазор, образованный между кромкой кожуха и поверхностью.
Существуют различные способы предотвращения утечки частиц из кожуха и удаления излишка частиц с поверхности, позволяющие оставить только монослой. В некоторых вариантах выполнения устройства, для предотвращения утечки текучей среды через уплотнительный зазор во время работы устройства, по меньшей мере с входной стороны кожуха может быть установлен скребок для очистки.
В некоторых вариантах выполнения, на кромке кожуха может быть помещен канал для протекания текучей среды, позволяющий отводить или подводить текучую среду по меньшей мере от областей или к областям уплотнительного зазора, находящимся в технологическом потоке после кожуха и/или устройства нанесения покрытия. Эта текучая среда, которая может служить для "герметизации" устройства, или любого входящего в него кожуха, подается в устройство или отводится от устройства посредством источника разрежения, и в данном описании подразумевается как подведение, так и отведение соответствующей текучей среды.
Канал для прохождения текучей среды может быть присоединен к тому же источнику разрежения системы удаления излишков, либо ко второму источнику разрежения, для вытягивания из зазора любой текучей среды, которая могла бы в противном случае просочиться из внутренней камеры через зазор.
В качестве альтернативы, канал для прохождения текучей среды может быть присоединен к источнику газа с давлением выше атмосферного, не содержащего взвешенных частиц, с тем, чтобы предотвратить утечку текучей среды с взвешенными частицами из внутренней камеры через зазор благодаря тому, что давление в зазоре выше давления во внутренней камере. Такой способ герметизации может быть реализован при использовании воздушного ракеля.
Текучей средой, внутри которой взвешены частицы, может быть газ, предпочтительно, воздух, и в этом случае частицы могут быть увлечены газовым потоком за счет эффекта Вентури.
В альтернативном случае, текучей средой с взвешенными частицами может быть жидкость (например, вода). В таком варианте выполнения, жидкость может всасываться с поверхности, оставляя слой частиц на выходе устройства по меньшей мере частично высушенным, или в основном высушенным.
Из соображений экономии, частицы, отсасываемые изнутри камеры кожуха, могут быть возвращены в источник подачи частиц и/или аппликаторное устройство.
Частицы могут иметь форму плоской пластинки и могут состоять из покрытого или непокрытого металла, например, алюминия, меди, железа, цинка, никеля, олова, титана, золота или серебра, или сплава, например, стали, латуни или бронзы, и подобных соединений, преимущественно включающих металлы. Кроме частиц, состоящих из настоящих металлов, подходящие частицы могут быть получены из соединений, обеспечивающих получение аналогичного визуального эффекта (например, выполненных из полимерного или керамического материала, визуально имеющего вид металла). Такие материалы, имеющие вид металла, обычно преимущественно металлами не являются, могут, в частности, иметь металлическое покрытие для обеспечения отражения света, воспринимаемого как металлический блеск, и примером таких материалов могут служить соединения слюды (обычно покрытой оксидами металлов). Все такие частицы могут быть названы "имеющими вид металла", вне зависимости от того, выполнены они из металлического материала, либо только имеют отражение, аналогичное отражению металла.
Имеющие вид металла хлопья могут не иметь покрытия, либо могут быть покрыты а) жирным или маслянистым веществом и/или b) оксидом. Частицы, пригодные для использования в устройстве нанесения покрытия и способе покрытия в соответствии с настоящим раскрытием, могут, например, иметь покрытие, выбранное из i) немодифицированной или модифицированной карбоновой кислоты или жирной кислоты, причем карбоновая кислота может быть выбрана из группы, в которую входят, не ограничивая, стеариновая кислота, пальмитиновая кислота, бегеновая кислота, бензойная кислота и олеиновая кислота; ii) маслянистого вещества, выбранного из группы, к которую входят, не ограничивая, растительные масла, например, льняное масло, масло подсолнечника, пальмовое масло, соевое масло и кокосовое масло; минеральные масла и синтетические масла; и iii) оксида, который может быть тем же материалом, которым покрывают сердцевину частицы, или иным материалом.
Например, алюминиевые частицы могут быть покрыты оксидом алюминия или диоксидом кремния, а частицы слюды могут быть покрыты, например, диоксидом титана или оксидом железа. Покрытием на частицах можно, в частности, модифицировать окрашивающий эффект частицы, причем этого можно достичь, например, с использованием некоторых оксидов металла или пигментных полимеров (например, полиакрилата, содержащего неорганические или органические абсорбирующие пигменты). Подобный окрашивающий эффект также может быть результатом выбора внутренней частицы, или ее частичного окисления.
Покрытие на частицах, которое может быть нанесено физическими методами или более распространенными химическими методами, может, помимо прочего, ослабить или предотвратить слипание частиц друг с другом (например, достигается с использованием средств, предотвращающих слипание, и др.), усилить отталкивание частиц друг от друга (например, увеличением заряда частиц), защитить частицы от нежелательной химических видоизменений (например, ослабление, предотвращение или замедление окисления металлов и сплавов, или любого другого разрушительного старения имеющих вид металла частиц) или, по необходимости, далее повысить сродство частиц с донорной поверхностью или с выделенными областями основы (например, модифицировать водоотталкивающие свойства покрытий/поверхностей).
Если не прибегать к теории, то можно считать, что частицы могут иметь тенденцию прикрепляться к донорной поверхности не только благодаря взаимодействию между двумя разными водоотталкивающими поверхностями, но также и в результате взаимодействия электрических зарядов. Поэтому имеется возможность повысить сродство между частицами и донорной поверхностью, подвергая донорную поверхность нормализующей обработке, например, воздействию коронного разряда или воздействию химического раствора.
Для получения блестящей поверхности, если это требуется, можно распылять частицы распыляющей головкой (-ами) на несущий элемент с силой, достаточной для того, чтобы достичь глянцевого эффекта на нанесенном покрытии из частиц. В альтернативном случае, частицы могут быть нанесены промежуточным аппликатором, после чего они могут быть подвергнуты шлифованию посредством дополнительного шлифующего устройства.
Следует заметить, что сторона частиц, подвергнутая шлифованию, является стороной, которая в итоге будет соприкасаться с поверхностью основы. В результате шлифования будет обеспечена малая толщина самой частицы и ее отражающие свойства, однако после печатания на основу получаемое качество поверхности будет зависеть от того, насколько ровной является поверхность основы.
Аппликаторное устройство, в некоторых вариантах выполнения, может быть сформировано одной или более распыляющими головками, направленными прямо на поверхность для покрытия. В этом случае, сила струи будет способствовать прикреплению слоя частиц к поверхности, но затем будет выбивать и/или увлекать любые другие частицы и предотвращать их прикрепление к слою покрытия, непосредственно соприкасающемуся с поверхностью. Это является результатом того, что частицы скрепляются сильнее с донорной поверхностью, чем друг с другом. Сила струи может также разглаживать первый слой частиц по поверхности, эффективно их шлифуя, по крайней мере отчасти.
Устройство нанесения покрытия также может включать сушильное устройство для высушивания покрытия из частиц при его выходе из устройства нанесения покрытия. Таким сушильным устройством может быть лучистый нагреватель, вентилятор горячего воздуха или газа или валик, действующий как тампон, впитывая излишек жидкости. Такой валик может, например, содержать губку, выполненную из пенопласта с закрытыми или открытыми порами, который отжимается прижимной планкой или валиком, прокатывающимся для удаления жидкости, стертой с донорной поверхности.
Краткое описание чертежей
Далее приводится описание частных вариантов выполнения изобретения со ссылками на приложенные чертежи, на которых:
на фиг. 1 схематично представлен вариант выполнения печатной системы, включающей устройство нанесения покрытия, предложенное в настоящем изобретении;
на фиг. 2 представлен вид, аналогичный показанному на фиг. 1, изображающий вариант выполнения, имеющий альтернативное аппликаторное устройство.
на фиг. 3 представлен вариант выполнения, в котором нанесение частиц, очистка и просушивание выполняются в трех разных кожухах;
на фиг. 4 представлен вид, аналогичный показанному на фиг. 1 и 2, но изображающий альтернативный вариант выполнения устройства нанесения покрытия; и
на фиг. 5 представлено схематичное сечение донорной поверхности, покрытой частицами в виде пластинок.
Подробное описание осуществления изобретения
Приведенное ниже описание, рассматриваемое вместе с чертежами, позволяет специалисту в соответствующей области техники понять на частных примерах осуществление изобретения. Чертежи приведены для наглядности рассмотрения, а детальность представления конструкции вариантов выполнения не выходит за пределы необходимой для понимания основ изобретения. Для ясности и простоты, масштаб изображения на чертежах некоторых объектов может не соответствовать реальному.
Общее описание печатной системы
Устройство нанесения покрытия из частиц, в соответствии с настоящим раскрытием, может быть использовано во многих промышленных применениях, в которых монослой частиц необходим для реализации способа, при использовании или в продукте. Ниже описано устройство нанесения покрытия из частиц применительно к его использованию в печатной системе, хотя этим область его применения не ограничивается. На фиг. 1 показан барабан 10, имеющий внешнюю поверхность 12, выполняющую роль носителя частиц, далее называемую донорной поверхностью 12. При вращении барабана по часовой стрелке, как показано стрелкой на чертеже, он проходит под устройством 14 нанесения покрытия, где получает покрытие в виде монослоя мелкий частиц. После устройства 14 нанесения покрытия, донорная поверхность 12 проходит под проекционной системой 16, где, в одном варианте выполнения, выделенные области донорной поверхности 12 подвергаются воздействию лазерного излучения, в результате чего покрытие из частиц в выделенных областях поверхности 12 становятся липкими (как это показано ниже). Далее поверхность проходит через печатную станцию 18, где печатная основа 20 зажимается между барабаном 10 и печатным цилиндром 22. В результате, выделенные области покрытия из частиц на донорной поверхности 12, которые приобрели липкость под действием лазерного излучения в проекционной системе 16, переносятся с донорной поверхности 12 на основу 20. Области на донорной поверхности, соответствующие липким участкам, перенесенным на основу, остаются, в результате переноса частиц, обнаженными, лишенными покрытия. Далее, донорная поверхность может завершить цикл, вернувшись к устройству 14 нанесения покрытия, где новый монослой покрытия из частиц наносится только на обнаженные области, с которых ранее нанесенные частицы были перенесены на подложку 20 в печатной станции 18.
Используемые в настоящем описании термины "липкий" и "достаточно липкий" не предполагают, что покрытие из частиц должно быть липким на ощупь, а только указывают на то, что оно обладает сродством, достаточным для обеспечения сцепления с поверхностью основы при прижатии в печатной станции 18. Аналогично, при использовании этих терминов применительно к основе, они расширительно относятся к более высокому сродству любой "липкой" области основы к частицам, чем у обнаженной основы, причем это сродство выше сродства частиц к донорной поверхности и достаточно для обеспечения переноса частиц с донорной поверхности на эти области в процессе печати.
В печатной системе, показанной на фиг. 1, тепло, выделяющееся при лазерном облучении, используется для выделения областей покрытия из частиц, которые должны быть перенесены на основу. В этом варианте выполнения, на основе имеется слой, который может быть сделан липким при воздействии на него излучением. Этот слой может быть сформирован из "адгезива" в обычном смысле этого термина, но в альтернативном варианте, это может быть полимер, который может быть достаточно размягчен под воздействием излучения, чтобы позволить частицам отделиться от донорной поверхности и прикрепиться к активированным областям основы. При введении устройства нанесения покрытия в состав печатной системы, оно также может быть названо секцией 14 нанесения покрытия. Лазерное излучение в данном случае приведено только в качестве примера. Вместо использования лазерного излучения для придания липкости выделенным областям основы, перенос покрытия на основу может происходить в печатной станции за счет выборочного приложения давления, как в тиснении фольгой. При этом печатный цилиндр 22 может иметь тисненую поверхность, либо на нем может располагаться штамп или матрица. В качестве еще одной альтернативы, основа 20 может иметь выделенные области, предварительно покрытые адгезивом, с тем, чтобы частицы в печатной станции переносились только на области основы, имеющие активное адгезивное покрытие. Предварительное нанесение адгезивного покрытия может быть встроено в технологическую линию (например, адгезив выборочно наносится с требуемым рисунком перед печатной станцией, например, печатными пластинами, через трафарет или струйной печатью), либо выполняться отдельно (например, основа подается в печатную систему уже с предварительно нанесенным покрытием любым из ранее упомянутых частных способов). Устройство нанесения покрытия может быть даже использовано в системе, где перенос происходит по всей поверхности основы 20, а не только на выделенные области, при этом для переноса может быть достаточно приложения давления, и не потребуется тиснение на поверхности печатных цилиндров 22 или 32, или какой-либо специальный рисунок на офсетном цилиндре 30. Устройство нанесения частиц
Устройство 14 нанесения частиц в варианте выполнения, показанном на фиг. 1, содержит несколько распыляющих головок 1401, которые установлены по линии вдоль оси барабана 10, поэтому только одна из них видна на чертеже. Струи 1402 из распыляющих головок заключены в защитном кожухе 1403, форма нижней кромки 1404 которого точно соответствует донорной поверхности, оставляя только узкий зазор между защитным кожухом 1403 и барабаном 10. Распыляющие головки 1401 присоединены к общей питающей шине 1405, которая снабжает распыляющие головки 1401 находящейся под давлением газообразной или жидкой несущей текучей средой, в которой взвешены мелкие частицы, которые должны быть использованы для покрытия донорной поверхности 12. При необходимости, частицы могут периодически или непрерывно перемешиваться, в частности, перед их подачей в распыляющую(-ие) головку(-и). Частицы могут, например, циркулировать внутри устройства нанесения покрытия с расходом в интервале от 0,1 до 10 л/мин, или в интервале от 0,3 до 3 л/мин. Излишек распыляемого материала из распыляющих головок 1401, которые находятся внутри камеры 1406, сформированной внутренним пространством кожуха 1403, удаляются через выпускную трубу 1407, которая соединена с подходящим источником разрежения, обозначенным стрелкой, и могут быть возвращены обратно к распыляющим головкам 1401. Хотя в данном раскрытии описываются распыляющие головки, могут быть использованы насадки или наконечники любого другого типа вместе с обычной подводящей трубой или патрубком, обеспечивающим подачу текучей среды с взвешенными частицами.
Важно обеспечить эффективную герметизацию между кожухом 1403 и донорной поверхностью 12 для предотвращения утечки распыляемой текучей среды с мелкими частицами сквозь узкий зазор, который должен обязательно остаться между кожухом 1403 и донорной поверхностью 12 барабана 10. На чертеже схематически представлены различные пути обеспечения такой герметизации.
Простейшей формой уплотнителя является ракельный нож 1408. Такой уплотнитель за счет физического контакта с донорной поверхностью мог бы поцарапать нанесенной покрытие, при его использовании на выходной стороне кожуха 1403, то есть при использовании со стороны после распыляющих головок 1401. Поэтому при использовании такого уплотнителя его, предпочтительно, следует располагать только перед распыляющими головками 1401 и/или на осевых концах кожуха 1403. Термины "перед" и "после" в данном описании относятся к положению в технологической линии участков донорной поверхности 12, проходящих через устройство для нанесения покрытия.
На фиг. 1 также показано, как может быть предотвращена утечка текучей среды с взвешенными в ней частицами сквозь уплотнительный зазор между кожухом 1403 и барабаном 10, без использования элемента, соприкасающегося с донорной поверхностью 12. На чертеже показан коллектор 1409, проходящий по периметру кожуха 1403 с присоединенными несколькими тонкими каналами 1410, располагающимися по всей кромке кожуха 1403, обеспечивающими прохождение текучей среды между коллектором 1409 и уплотнительным зазором.
В первом варианте выполнения, коллектор 1409 соединен с источником разрежения системы удаления излишков, которым может быть тот же источник, что присоединен к выпускной трубе 1407, или какой-либо другой. В данном случае, коллектор 1409 предназначен для извлечения текучей среды, проходящей через зазор, прежде чем она покинет кожух 1403. Разрежением также отсасываются с барабана 10 любые частицы, не входящие в непосредственный контакт с донорной поверхностью 12, и, если распыляемой текучей средой является жидкость, разрежением отсасывается и лишняя жидкость, по меньшей мере частично осушая покрытие, прежде, чем оно выйдет из устройства 14 нанесения покрытия.
Другим способом, или дополнительно, лишняя жидкость может быть удалена посредством валика удаления жидкости, расположенного на выходной стороне устройства нанесения покрытия. Такой валик 1440 показан в варианте выполнения на фиг. 4 и имеет на внешней поверхности 1442 губчатый слой, впитывающий жидкость (вспененный пластик с закрытыми порами), может иметь независимый привод, вращающий его со скоростью и/или в направлении, отличающихся от скорости и направления вращения барабана 10. Валик удаления жидкости может соприкасаться с частицами, нанесенными на донорную поверхность 12, и удалять излишек жидкости, вбирая ее своей внешней поверхностью 1442, абсорбирующей текучую среду и достаточно гладкой, чтобы не повредить слой частиц, задержанных на донорной поверхности перед их выборочным переносом на основу 20. При вращении валика 1440 удаления жидкости с поглощенным излишком жидкости он подходит к щетке 1444 или другому подходящему средству, расположенному так, чтобы обжимать валик и освобождать удаленную жидкость из его поглощающей поверхности. Вблизи такой щетки может быть расположено всасывающее отверстие 1446, позволяющее сразу же отводить жидкость, удаленную с покрытой частицами донорной поверхности и выдавленную с внешней поверхности валика. После отведения удаленной жидкости, валик 1440 может завершить свой цикл, снова входя в соприкосновение с донорной поверхностью и удаляя излишки жидкости. Хотя на фиг. 4 валик 1440 удаления жидкости показан внутри секции 14 нанесения покрытия, этот валик, при его наличии, может быть, альтернативно, расположен после секции нанесения покрытия, если он все еще располагается в технологической линии до станции, где покрытие с частицами должно стать, в основном, сухим.
Печатная система может также включать осушитель (например, вентилятор горячего или холодного воздуха) на выходной стороне устройства 14 нанесения частиц, либо дальше по технологической линии, с тем, чтобы достаточно высушить покрытие частиц перед следующей станцией.
В альтернативном варианте выполнения, коллектор 1409 присоединен к источнику газа, давление которого выше давления в камере 1406. В зависимости от расхода подачи текучей среды в камеру через распыляющие головки 1401 и расходу извлечения через выпускную трубу 1407, давление в камере может быть выше или ниже давления окружающей атмосферы.
Если камера находится при давлении ниже атмосферного, тогда в коллекторе 1409 достаточно иметь атмосферное давление, либо коллектор вообще не нужен. В этом случае, поскольку давление внутри уплотнительного зазора буде выше давления в камере 1406, поток газа через зазор будет направлен внутрь кожуха, предотвращая утечку текучей среды.
Если давление в камере выше атмосферного давления, тогда коллектор 1409 может быть присоединен к источнику сжатого газа, предпочтительно, воздуха. В этом случае, воздух будет под давлением подаваться в уплотнительный зазор по каналам 1410 и разветвляться на два потока. Один поток будет протекать к камере 1406, и будет предотвращать утечку текучей среды с взвешенными в ней частицами. Этот поток также будет смещать и/или увлекать частицы, не имеющие прямого контакта с донорной поверхностью, и помогать осушать покрытие, если несущей текучей средой является жидкость. Второй поток будет выходить из устройства нанесения частиц, не создавая никаких проблем, будучи просто чистым воздухом без каких-либо взвешенных частиц. Второй газовый поток также может способствовать дальнейшему осушению покрытия частиц на донорной поверхности 12, перед тем, как оно выйдет из устройства 14 нанесения. При необходимости, газовый поток может быть подогрет для улучшения сушки.
В альтернативном варианте выполнения, упомянутый коллектор 1409 не проходит вокруг всего периметра кожуха, чтобы изолировать камеру 1406 со всех сторон. Это может быть "частичный" коллектор, либо комбинация одного или более воздушных ракелей (с отрицательным или положительным расходом), расположенных в технологической линии либо после распыляющих головок, либо перед ними, параллельно оси барабана и/или на боковых краях распыляющих головок в направлении, перпендикулярном оси барабана. "Частичный" коллектор с выходной стороны может, в некоторых вариантах выполнения, служить в качестве нагнетателя газа (например, холодного или горячего воздуха), дополнительно или альтернативно способствуя высушиванию частиц, для чего каналы 1410 могут быть адаптированы для обеспечения достаточного расхода.
В варианте выполнения, показанном на фиг. 2, взвешенные в текучей среде частицы, вместо распыления прямо на донорную поверхность 12, наносятся распыляющими головками 1401 на промежуточный аппликатор 1420. Аппликатором 1420 может быть, например, губчатый валик, ось которого параллельна оси барабана 10. Текучая среда и взвешенные частицы могут быть набрызганы на аппликатор 1420, как это показано на фиг. 2, или, если аппликатор пористый или имеет конструкцию, похожую на конструкцию щеток, используемых в автоматической автомойке, имеющих свободно висящие полосы ткани, расходящиеся радиально от центральной оси, то текучая среда может вводиться по втулке оси и выходить через отверстия в ней (не показаны). Материал валика или полос ткани должен быть "относительно мягким", выбранным так, чтобы можно было вытирать частицы на донорной поверхности, не нарушая целостности покрытия на ней, другими словами, не царапая слой частиц. Поверхность аппликатора, или его щетинок или полосок, может, предпочтительно, содержать вспененный пластик с закрытыми порами (например, полиэтилен с закрытыми порами, ПВС с закрытыми порами или силикон с закрытыми порами); или относительно мягкий пластик с открытыми порами (например, вспененный полиуретан); или ткань, например, хлопковую, шелковую или из полиэтилена сверхвысокой молекулярной массы (СВМПЭ).
Когда валик 1420 вращается вдоль своей оси, он наносит частицы при контакте с донорной поверхностью 12 барабана 10. Внешняя поверхность аппликатора 1420 не должна иметь такую же линейную скорость, как у донорной поверхности, и может быть, например, примерно в десять раз выше. Она может вращаться в том же направлении, что и барабан 10, либо в противоположном. Аппликатор может независимо приводиться во вращение двигателем (не показан на фиг. 2), либо использовать привод от барабана 10, например, шестеренчатый, ременный, фрикционный и др.
На фиг. 4 представлен вариант выполнения, в котором устройство 14 нанесения покрытия из частиц содержит более одного аппликатора 1420 частиц. На фиг. 4 показано шесть таких аппликаторов 1420a-1420f, однако их может быть и меньше. На фиг. 4, каждый из аппликаторов 1420a-1420f имеет собственный источник подачи частиц, наносимых брызгами, создаваемыми распыляющими головками 1401, при этом соответствующая текучая среда подается по питающему трубопроводу. Такой(-ие) аппликатор(-ры) может, в частности, обеспечивать некоторое шлифование или разглаживание частиц на донорной поверхности, либо эта функция, при необходимости, может выполняться отдельным элементом, как это будет описано ниже.
Как схематично показано на фиг. 3 и 4, устройство нанесения покрытия может также включать очистной валик 1430. Очистной валик по конструкции может быть аналогичен накатному валику 1420, за исключением того, что на него не подаются частицы. Очистной валик наносит жидкость, подаваемую распылительной (разбрызгивающей) головкой 1431, которая может соответствовать текучей среде-носителю частиц, но без частиц, либо любой другой подходящей текучей среде.
Как показано на фиг. 4, зона кожуха устройства 14 нанесения покрытия, содержащая очистной валик 1430, отделена от остальной части кожуха воздушным ракелем 1433 так, что текучая среда, находящаяся в очистном отделении и не содержащая частиц, не смешивается с текучей средой в остальной части кожуха. Имеются раздельные точки 1446 отбора для того, чтобы две текучих среды также могли обрабатываться по отдельности и возвращаться каждая к своей соответствующей распылительной головке. Второй воздушный ракель может быть установлен на выходных концах очистного отделения.
В качестве альтернативы введению очистного валика внутрь устройства 14 нанесения покрытия, возможна, как показано на фиг. 3, установка его за пределами кожуха аппликатора(-ов) частиц, в частности в отдельном кожухе с отдельной подачей текучей среды и системой отведения или рециркуляции. На фиг. 3, которая будет более подробно описана ниже, три отдельных кожуха 210, 212 и 214 содержат, соответственно, секцию нанесения покрытия, секцию очистки и секцию сушки.
Очистное устройство, при его наличии, может работать постоянно. Например, очистной валик, описанный выше, может служить для удаления частиц, не имеющих прямого контакта с донорной поверхностью, на любой части цикла поверхности в секции нанесения покрытия во время работы печатной системы, в которую может быть интегрировано раскрытое здесь устройство. Дополнительно, или в качестве альтернативы, очистное устройство может использоваться периодически. Такое очистное устройство может, например, использоваться для обслуживания, и может служить для удаления всех частиц со всей донорной поверхности. Такое полное восстановление донорной поверхности для освобождения ее от частиц может выполняться с перерывами или периодически, например, в конце печати тиража, или при смене частиц для печати (например, при переходе на новую партию или новый тип), или ежедневно, или еженедельно, или с любой другой требуемой периодичностью. Устройства периодической очистки, работа которых может быть основана на химической или физической обработке донорной поверхности с полным удалением частиц, могут располагаться вне секции нанесения покрытия. Продолжительность их работы составляет по меньшей мере один цикл донорной поверхности. Поэтому, вариант выполнения, показанный на фиг. 4, имеет отдельные двигатели 1450 и 1452 для вращения очистного(-ых) валика(-ов) и накатного(-ых) валика(-ов), соответственно.
Частицы
Частицы могут быть выполнены из металлического или имеющего вид металла материала и иметь любую форму и/или размеры, подходящие для обеспечения достаточной площади контакта с донорной поверхностью, по меньшей мере на требуемый период времени существования покрытия из частиц.
Форма и состав частицы покрытия на практике зависят от предполагаемого использования слоя частиц и, применительно к частному примеру печатной системы, от того, какие свойства должны быть сообщены поверхности основы 20. В печатной системе, частицы могут быть выполнены из окрашенного полимера, что удобно. Для высококачественной печати, желательно, чтобы частицы были мелкими, насколько это возможно, для уменьшения размеров промежутков между частицами наносимого покрытия-монослоя. Размер частицы зависит от требуемого разрешения изображения и в некоторых применениях размер частицы (например, диаметр или максимальный размер по длине), составляющий 10 мкм (микрометров) или даже больше (т.е., имеющий больший размер), считается приемлемым. Для глобулярных окрашенных полимеров может считаться приемлемым средний диаметр от 100 нм до 4 мкм, или даже от 500 нм до 1,5 мкм. Наибольший размер пластинок неправильной формы может, в среднем, даже достигать 100 мкм. Однако для повышения качества изображения считается предпочтительным размер частиц, составляющий малую долю или долю микрона, и более предпочтительно, несколько десятков или сотен нанометров. Имеющиеся на рынке чешуйки могут иметь толщину примерно 60-900 нм и типичный размер в плоскости (т.е., средний диаметр почти круглых чешуек или средний "эквивалентный диаметр" для пластинок, имеющих менее правильную проекцию в плоскости, также характеризуемый минимальным/максимальным размерами) примерно 1-5 мкм, но чешуйки могут быть также приготовлены с толщиной, достигающей 15 нм, 20 нм, 25 нм, 30 нм, 40 нм, или 50 нм, и средним, или эквивалентным, диаметром в интервале 100-1000 нм или 500-800 нм. Считается, что в интервале большинства практических размеров, чем меньше размер частицы, тем лучший блеск может быть получен, и лучше этот блеск будет имитировать зеркальную полировку, когда такие частицы будут иметь в основном одинаковую ориентацию (например, когда частицы в виде чешуек ориентированы друг вдоль друга, образуя относительно ровную поверхность, улучшающую зеркальное отражение света) и/или более параллельную ориентацию относительно печатной основы. Однако размер частиц не должен быть слишком малым, поскольку ниже определенного предела, обычно зависящего от химической и/или физической природы частиц, частицы могут демонстрировать нежелательные краевые эффекты, делающие их менее пригодными для выполнения печати.
Таким образом, выбор частицы и определение идеального размера будет зависеть от предполагаемого использования частиц, ожидаемого эффекта (например, визуального эффекта в случае печати; проводимости в случае электроники и т.д.), и условий работы соответствующей системы, в состав которой устройство нанесения покрытия, предложенное в настоящем изобретении, должно бы включено. Оптимизация параметров может быть выполнена опытным путем, посредством обычных экспериментов, специалистом в данной области.
В зависимости от их формы, которая может быть относительно правильной или неправильной, частицы можно характеризовать длиной, шириной, толщиной, средним, или эквивалентным, диаметром или любым подобным репрезентативным измерением их Х-, Y- и Z- размеров. Обычно размеры частиц оценивают по плоской проекции их формы (например, вертикальной и/или горизонтальной проекциям). Обычно эти размеры получают как среднее для множества частиц и могут определять любыми известными методами, например, микроскопией и динамическим рассеянием света (ДРС). При использовании метода, основанного на использовании ДРС, частицы аппроксимируют сферами с эквивалентными свойствами, а их размер может определяться в понятиях гидродинамического диаметра. ДРС также позволяет определить распределение размеров в множестве частиц. В настоящем описании, частицы с размером, например, 10 мкм или менее, имеют по меньшей мере один размер менее 10 мкм, и, возможно, два или даже три размера, в зависимости от формы. Считается, что частицы в среднем удовлетворяют любому заданному размеру, если D50 (более 50% множества) имеют размер, близкий к заданному; при этом в множестве частиц, в котором D90 имеет размер, близкий к заданному, подразумевается, что подавляющее число частиц (до 90% множества) имеют такой размер.
Частицы могут иметь любое подходящее аспектное отношение, т.е., безразмерное отношение между минимальным размером частицы и эквивалентным диаметром в плоскости наибольшего размера, нормальной минимальному размеру. Эквивалентным диаметром может быть, например, арифметическое среднее между наибольшим и наименьшим размерами в упомянутой ортогональной плоскости с наибольшим размером. Такие размеры обычно приводятся поставщиками частиц и могут быть оценены по некоторому количеству типичных образцов частиц известными в данной отрасли методами, например, микроскопией, в том числе, в частности, с использованием сканирующего электронного микроскопа СЭМ (предпочтительно, для планарных размеров) и микроскопа с фокусированным ионным пучком ФИП (предпочтительно, для оценки толщины и длины). Такие характеристические размеры могут быть количественно определены для каждой индивидуальной частицы или группы частиц, например, для полного поля зрения на изображении, полученном при соответствующем увеличении.
Частицы, имеющие почти сферическую форму, характеризуются индивидуальным аспектным отношением (или средним аспектным отношением, если рассматривать множество частиц), равным примерно 1:1, или, обычно, не более 2:1. В зависимости от метода, используемого для определения характеристических размеров частицы, среднее для группы частиц может быть результатом усреднения по объему, по поверхности или среднечисловым.
Для простоты, индивидуальное и среднее аспектное отношение в настоящем описании называют "аспектным отношением", а размер множества при этом ясен из контекста. В то время как шарообразные частицы имеют аспектное отношение примерно 1:1, аспектное отношение частиц в форме хлопьев может составлять 100:1 или более. В частности, частицы, в соответствии с настоящим изобретением, могут иметь аспектное отношение, равное примерно 100:1 или менее, примерно 75:1 или менее, примерно 50:1 или менее, примерно 25:1 или менее, примерно 10:1 или менее, или даже примерно 2:1 или менее. В некоторых вариантах выполнения, частицы в соответствии с настоящим изобретением могут иметь аспектное отношение, равное по меньшей мере 2:1, по меньшей мере 3:1, по меньшей мере 5:1, по меньшей мере 10:1, по меньшей мере 25:1, по меньшей мере 40:1 или по меньшей мере 70:1.
Хотя это не является необходимым, но желательно, чтобы частицы имели одинаковую форму и/или подчинялись симметричному распределению относительно срединного значения множества, и/или относительно узкому распределению размеров.
Распределение размеров частиц считается относительно узким, если выполняется по меньшей мере одно из приведенных ниже условий:
А) разница между гидродинамическим диаметром 90% частиц и гидродинамическим диаметром 10% частиц равна или менее 150 нм, или равна или менее 100 нм, или даже равна или менее 50 нм, что математически выражается формулой (D90-D10)≤150 нм и т.д.; и/или
В) отношение между а) разницей между гидродинамическим диаметром 90% частиц и гидродинамическим диаметром 10% частиц; и b) гидродинамическим диаметром 50% частиц, составляет не более 2,0, или не более 1,5, или не более 1,0, что математически выражается формулой (D90-D10)/D50≤2,0 и т.д.
Как уже упоминалось, подобное относительно однородное распределение может и не быть обязательным для некоторых применений. Например, при относительно неоднородном распределении размеров множества частиц, относительно мелкие частицы могут располагаться в промежутках, образованных относительно большими частицами.
В зависимости от состава частиц и/или характера обработки, которой они были подвергнуты (например, измельчение, повторное использование, шлифование и др.), частицы могут быть гидрофобными с проявлением, в разной степени, гидрофильности, при ее наличии. Поскольку соотношение между гидрофобностью и гидрофильностью может со временем изменяться, можно ожидать сохранение эффективности процесса нанесения покрытия, если будут превалировать гидрофобные свойства частиц. Кроме того, частицы могут состоять из материалов исходно гидрофильных, и в этом случае они могут быть сделаны гидрофобными нанесением покрытия для частиц. Материалы, пригодные для такого покрытия для частиц, могут иметь гидрофильную головку, обладающую сродством к частице (например, карбоксильную функцию, родственную оксиду металла) и гидрофобный хвост. В настоящем изобретении такие частицы, либо исходно гидрофобные, либо покрытые для приобретения гидрофобности или большей гидрофобности, считаются в основном гидрофобными.
Частицы могут переноситься либо газообразной, либо жидкой текучей средой, когда они распыляются на донорную поверхность или на промежуточный(-ые) аппликатор(-ы). Когда частицы взвешены в жидкости, то для сокращения расходов и сведения к минимуму загрязнения окружающей среды, желательно, чтобы этой жидкостью была вода. В этом случае, желательно, чтобы полимер или материал, используемый для создания или покрытия частиц, обладал гидрофобностью. Гидрофобные частицы с большей готовностью отделяются от водного носителя, что способствует их прикреплению к донорной поверхности и формированию на ней покрытия. Такое предпочтительное сродство частиц к поверхности устройства для нанесения покрытия, по сравнению со сродством по отношению к текучей среде-носителю частиц и друг к другу, является особенно предпочтительным. Продувка газовым потоком над покрытием из частиц (которое, как упоминалось, может быть сформировано гидрофобными частицами на гидрофобной донорной поверхности) одновременно вытеснит частицы, не имеющие прямого контакта с донорной поверхностью, и высушит покрытие из частиц на донорной поверхности.
В то время как в описанном выше шаге покрытия, предпочтительным является сродство частиц к донорной поверхности, частицы должны быть совместимы с их последующим процессом переноса. Если рассматривать, например, использование для печати, когда частицы должны переноситься с донорной поверхности на печатную основу, то относительное сродство частиц на печатной станции должно бы "сместиться" с донорной поверхности к основе. Это можно рассматривать как "градиент сродства", когда частицы имеют большее сродство к донорной поверхности, чем друг к другу, а основа имеет большее сродство к частицам, чем частицы к донорной поверхности. Такой градиент может быть обеспечен, как это было показано на примере, через использование гидрофобных свойств всех вовлеченных в процесс поверхностей, и может быть усилен или далее адаптирован с опорой на дополнительные взаимодействия. Например, частицы, донорная поверхность, и поверхность, участвующая в какой-либо последующей операции, каждая может характеризоваться градиентом зарядов, вместо градиента гидрофобности.
При использовании процесса, аналогичного тиснению фольги, в отношении основы 20, используемые частицы, как упоминалось, могут быть металлическими или имеющими вид металлических (например, выполненными из полимерного или керамического материала, имеющего вид металла), и могут иметь покрытие или не иметь его. Благодаря используемому способу получения частиц (как правило, измельчению), они, преимущественно, имеют форму плоских пластинок, и хотя это не является обязательным, благодаря этому получаются покрытия с хорошим отражением и почти зеркальным качеством, если отражающие свет поверхности частиц и их плоскость в основном параллельны донорной поверхности или любой другой основе, на которую они могут быть перенесены. Такие частицы хорошо обрабатываются шлифованием, которое может выполняться либо использованием высокого давления при распылении, либо шлифовальным валиком, например, опциональным валиком 40 в сочетании с опорным валиком 42 на фиг. 2.
Вдобавок, или в качестве альтернативы шлифованию слоя частиц после того, как он был перенесен на основу, возможно выполнение его шлифования, пока он находится на донорной поверхности 12. При этом шлифовальный валик или другой протирочный элемент может быть расположен непосредственно после устройства 14 нанесения покрытия или составлять его часть.
Шлифование может выполняться с использованием сухого валика или влажного валика (например, пропитанного и/или покрытого текучей средой, в которой взвешены частицы, например водой). В случае использования промежуточного аппликатора, он может сам, в дополнение к нанесению частиц на донорную поверхность, выполнять их частичное шлифование.
Считается, что в процессе шлифования, размер частиц уменьшается по сравнению с их исходным размером в момент введения в устройство нанесения частиц и нанесения на донорную поверхность, и что, в качестве альтернативы, или дополнительно, прошлифованные частицы ориентированы в основном параллельно относительно донорной поверхности барабана и/или более равномерно распределены по поверхности.
На фиг. 5 слой частиц 512, который может быть получен устройством нанесения покрытия, описанным выше, схематически показан в поперечном сечении вдоль плоскости х-у. Хотя частицы 502, имеющие внешнюю поверхность 504, показаны имеющими продолговатую форму поперечного сечения (например, соответствующую частице в форме пластинки), это не должно восприниматься ограничивающим признаком изобретения. Частицы 502 расположены сверху донорной поверхности 12, которая сама образует внешнюю поверхность барабана 10 или любой другой физической опоры, обеспечивающей относительное перемещение донорной поверхности 12 относительно устройства 14 нанесения покрытия. Как было показано ранее, поверхности 504 частиц 502 могут быть гидрофобными. На фиг. 5 несколько частиц показаны частично перекрывающимися (см. секцию А), а получающаяся в результате этого перекрытия общая толщина слоя частиц обозначена как Т. В секции В, частицы показаны примыкающими друг к другу, а секция С соответствует зазору между соседними частицами. В секции D, частица 506 не имеет контакта с донорной поверхностью, как это выглядит на приведенном х-у поперечном сечении. Однако такая перекрывающая частица может быть расположена поверх частиц, контактирующих с находящимся под ней слоем так, что она вполне может иметь контакт с донорной поверхностью в другой точке (не показана) по направлению z. В секции Е, частица 508 показана перекрытой более чем одной прилегающей частицей.
Альтернативные конструкции секций нанесения покрытия На фиг. 3 очень схематично показан вариант выполнения, имеющий три секции 210, 212 и 214, разнесенные по окружности вокруг барабана 10. Каждая из секций 210 и 212 имеет в целом такую же конструкцию, что и устройство 14 нанесения покрытия, показанное на фиг. 2. Секция 210 наносит частицы на поверхность барабана 10 и может называться аппликаторной секцией. Секция 212 представляет первую секцию удаления излишков, предназначенную для удаления частиц, с излишком нанесенных в секции 210, а именно, частиц, не имеющих прямого контакта с донорной поверхностью и поэтому не прикрепленных к ней сильно. В этой секции, жидкость, нанесенная на аппликатор, не имеет взвешенных в ней частиц, и аппликатор, используемый в основном для удаления слабо держащихся лишних частиц, также может служить, при необходимости, для по меньшей мере частичного шлифования частиц, нанесенных в станции 210. Для простоты, и для разграничения со следующей секцией, секция 212 может быть названа очистной или шлифовальной секцией, даже если это частное использование может быть необязательным. Наконец, секция 214 образует вторую часть системы удаления излишков и обеспечивает по меньшей мере частичное осушение поверхности барабана 10 и удаление с нее любых остаточных излишков частиц, которые не были удалены в секции 212. Как уже упоминалось, хотя направление стрелки указывает на удаление посредством отсоса, аналогичная изоляция любых остатков, которые могут сохраниться в устройстве нанесения, может быть осуществлена подачей приточного воздушного потока на выходной стороне (например, воздушного ракеля).
Хотя каждая из вышеупомянутых секций описана с учетом их основных функций в данной конфигурации устройства нанесения покрытия, следует иметь в виду, что они могут выполнять дополнительную функцию устройства нанесения покрытия. Например, хотя секция 214 преимущественно действует как часть системы удаления излишков, другие секции 210 и 212 также могут по меньшей мере частично удалять излишки текучей среды и/или частиц.
Хотя в описанной выше схеме построения устройства для нанесения покрытия, состоящего из отдельных секций, секции каждого типа упоминались по одному разу, этим не ограничивается возможный состав устройства. Например, устройство может содержать две шлифовальных секции, если подобная обработка необходима для используемых частиц и устройства нанесения покрытия.
Шлифование особенно важно, когда работа распылительной(-ых) головки(-ок) устройства нанесения покрытия происходит при относительно низком давлении и/или когда устройство включает промежуточный аппликатор. Хотя на фиг. 3 шлифовальный валик показан как формирующая часть отдельной секции, он может быть введен в кожух устройства нанесения покрытия согласно фиг. 1 и 2 (не показан). Шлифование монослоя частиц (например, металлических пластинок), предпочтительно, выполняется, при необходимости, перед подачей покрытия в печатную станцию, хотя это и не обязательно, поскольку в некоторых печатных системах предпочтительнее шлифование частиц выполнять после их переноса на основу. Шлифование может выполняться с использованием сухого валика или влажного валика (например, пропитанного и/или покрытого текучей средой, в которой взвешены частицы, например водой). В случае использования промежуточного аппликатора, он может сам, в дополнение к нанесению частиц на донорную поверхность, выполнять их частичное шлифование.
Внешняя поверхность дополнительного шлифовального валика может вращаться с линейной скоростью, отличающейся от скорости донорной поверхности барабана и/или внешней поверхности промежуточного аппликатора, при его наличии. Он может вращаться в том же направлении, что и барабан, или в противоположном направлении.
Носитель частиц
Носителем частиц, то есть, текучей средой, в которой взвешены частицы, может быть жидкость или газ. Если используется жидкость, носитель, предпочтительно, имеет водную основу, а в случае газа, носителем, предпочтительно, является воздух. Частицы могут быть либо лиофобными (т.е., не обладающими сродством) по отношению к своему носителю, например, могут быть гидрофобными, если носителем является жидкость на водной основе. При этом может оказаться, что частицы будут частично рассеяны в жидкости, а частично разделены по фазам (подобные смеси материалов всех типов с одинаковой или различными фазами в настоящем описании объединены термином "взвешенные"). В дополнение к частицам, носитель может содержать любые добавки, применяемые в приготовлении композиций частиц, например, диспергаторы, поверхностно-активные вещества, смешиваемые с водой растворители, вспомогательные растворители, стабилизаторы, консерванты, модификаторы вязкости, модификаторы уровня рН, и т.д. Все эти добавки и их типовые концентрации известны специалистам в вопросах дисперсии и не требуют дополнительного описания. Предпочтительно использование добавок (или их смесей), не влияющих на гидрофобность частиц или донорной поверхности. Такие агенты, в частности, диспергирующие агенты, могут способствовать поддержанию или повышению стабильности частиц, взвешенных в жидкости (включая, при необходимости, и в форме с разделением фаз). Жидкий носитель, при необходимости, также может содержать избыток несвязанного материала, служащего в качестве покрытия для частиц, если такой материал используется. Любая такая добавка и ее смеси, предпочтительно, не будет влиять на общую инертность жидкого носителя по отношению к донорной поверхности (например, предотвращение или сокращение любого нежелательного разбухания поверхности, что помешало бы надлежащему прикреплению частиц при нанесении покрытия).
Жидкий носитель называется водным, если содержание воды в нем составляет по меньшей мере 80 масс. % (т.е., 80% по весу от общей смеси), или по меньшей мере 85 масс. %, или по меньшей мере 90 масс. %, или по меньшей мере даже 95 масс. %. Следует понимать, что хотя конечные рабочие водные композиции с частицами могут преимущественно содержать воду, как было показано выше, возможно приготовление промежуточных водных композиций, имеющих более высокое содержание твердых частиц (или добавок, при их использовании) и пониженное содержание воды. Такие промежуточные композиции могут служить в качестве концентратов, которые могут быть разбавлены при необходимости до требуемых рабочих концентраций, но храниться и/или транспортироваться, занимая меньший объем. Концентрат может, например, содержать вплоть до 80 масс. % твердого вещества и примерно 20 масс. % вспомогательного растворителя, смешиваемого с водой, а вода добавляется при разведении концентрата.
Жидкий носитель не смачивает донорную поверхность, если угол смачивания, который он может образовать с такой поверхностью, превышает 90°, как это будет пояснено ниже.
Донорная поверхность
Донорная поверхность 12 в некоторых вариантах выполнения является гидрофобной поверхностью, выполняемой обычно из эластомера, свойства которого были выбраны в соответствии с настоящим раскрытием, как правило, на основе кремнийорганического материала. Было установлено, что подходящими являются полидиметилсилоксановые полимеры на кремнийорганической основе. В одном варианте выполнения, была составлена композиция, отверждаемая текучей средой, содержащая три полимера на кремнийорганической основе: полидиметилсилоксан с концевыми винильными группами 5000 cSt (DMS V35 Gelest®, CAS No.68083-19-2) в количестве примерно 44,8 масс. % от общего веса композиции (масс. %), винил-функциональный полидиметилсилоксан, содержащий как концевые, так и боковые винильные группы (Polymer ХР RV 5000 Evonic® Hanse, CAS №68083-18-1) в количестве примерно 19,2 масс. %, и полидиметилсилоксан с разветвленной винильной структурой (VQM Resin-146 Gelest®, CAS №68584-83-8) в количестве примерно 25,6 масс. %. К смеси винил-функциональных полидиметилсилоксанов добавлялись: платиновый катализатор, например платиновый дивинил-тетраметил-дисилоксановый комплекс (SIP 6831.2 Gelest®, CAS №68478-92-2) в количестве примерно 0,1 масс. %, ингибитор для лучшего управления процессом отверждения, Inhibitor 600 Evonic® Hanse, в количестве примерно 2,6 масс. %, и, наконец, реактивный перекрестносшивающий агент, например, сополимер метил-гидросилоксана - диметилсилоксана (HMS 301, Gelest®, CAS №68037-59-2) в количестве примерно 7,7 масс. %, который инициирует дополнительное отверждение. Эта дополнительно отверждаемая композиция через короткое время наносилась гладким выравнивающим ракелем на подложку донорной поверхности (например, эпоксидную втулку на барабане 10), которая опционально была обработана (например, коронным разрядом или сенсибилизирующим веществом) для улучшения сцепления материала донорной поверхности с его подложкой. Наносимая текучая среда полимеризировалась в течение двух часов при температуре 100-120°С в вентилируемой печи, для формирования донорной поверхности.
Гидрофобность необходима для того, чтобы монослой частиц, контактирующий с основой, покрытой адгезивом, обладающий селективной липкостью, полностью и без разрывов переносился на основу.
Донорная поверхность должна быть гидрофобной, т.е., образовывать угол смачивания с водным носителем частиц более 90°. Углом смачивания является угол, формируемый мениском на границе раздела жидкость/воздух/твердое тело, и если он превышает 90°, вода стремится образовать каплю и не смачивать поверхность, а значит и не прилипать к ней. Угол смачивания, или равновесный угол Θ0 смачивания, который заключен между отступающим (минимальным) краевым углом ΘR и наступающим краевым углом ΘA, может быть оценен при данной температуре и давлении, соответствующим рабочим условиям процесса нанесения покрытия. Обычно угол измеряется гониометром или анализатором формы капли на капле жидкости объемом 5 мкл, где граница раздела жидкость-пар соединяется с донорной поверхностью при температуре (около 23°С) и давлении (около 100 кПа) окружающей среды.
Такие измерения были выполнены анализатором краевого угла 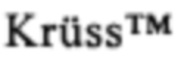 "Easy Drop" FM40Mk2, использующим дистиллированную воду в качестве эталонной жидкости, на образце донорной поверхности, приготовленном в соответствии с приведенным выше описанием, размером 2 см × 2 см. Обработка результатов выполнялась программой "Анализ формы капли", компьютерным методом последовательных приближений, и в результате наступающий краевой угол ΘA для описанной выше донорной поверхности составил 101,7°±0,8°, а отступающий краевой угол ΘR составил 99,9°±3,1°. Обычно, донорная поверхность, подготовленная этим способом, имела краевые углы примерно от 95° до 115°, как правило, не превышающие 110°, и можно ожидать, что любой эластомер, обеспечивающий такие краевые углы, а значит, и гидрофобность, будет пригоден для использования, если он совместим с частицами, которые должны на него наноситься.
"Easy Drop" FM40Mk2, использующим дистиллированную воду в качестве эталонной жидкости, на образце донорной поверхности, приготовленном в соответствии с приведенным выше описанием, размером 2 см × 2 см. Обработка результатов выполнялась программой "Анализ формы капли", компьютерным методом последовательных приближений, и в результате наступающий краевой угол ΘA для описанной выше донорной поверхности составил 101,7°±0,8°, а отступающий краевой угол ΘR составил 99,9°±3,1°. Обычно, донорная поверхность, подготовленная этим способом, имела краевые углы примерно от 95° до 115°, как правило, не превышающие 110°, и можно ожидать, что любой эластомер, обеспечивающий такие краевые углы, а значит, и гидрофобность, будет пригоден для использования, если он совместим с частицами, которые должны на него наноситься.
Подобная гидрофобность может быть естественным свойством полимера, образующего донорную поверхность, либо может быть достигнута за счет гидрофобности добавок полимерной композиции. Добавками, которые могут способствовать гидрофобности полимерной композиции, могут быть, например, масла (например, синтетические, природные, растительные или минеральные масла), воски, пластификаторы и кремнийорганические добавки. Такие гидрофобные добавки могут быть совместимы с любым полимерным материалом, при условии, что их соответствующие химические свойства или количества не будут мешать надлежащему формированию донорной поверхности, и, например, не будут нарушать отверждение полимерного материала.
Не обращаясь к какой-либо конкретной теории, можно считать, что в качестве альтернативы, или в дополнение к гидрофобно-гидрофобным взаимодействиям, относительному сродству частиц к донорной поверхности могут способствовать их противоположные заряды. Например, кремнийорганический эластомер может иметь отрицательный заряд, в то время как частицы могут быть заряжены положительно. Поэтому донорная поверхность может иметь любой заряд, который будет совместим с используемыми частицами. Предпочтительно, любой такой заряд, подобранный соответствующим образом и не являющийся присущим материалам, образующим поверхность, также подходит для последующего выборочного отделения и переноса частиц на заданную основу. Как было показано выше, разнообразие подобных градиентов свойств может быть удобным, и может адаптироваться специалистом к конкретным условиям применения.
Шероховатость, или качество отделки, донорной поверхности будет повторена слоем частиц, и может быть адаптирована к предполагаемому использованию устройства нанесения покрытия. Понятно, что когда устройство используется в системе печати металлизированной поверхности с использованием частиц, имеющих вид металла и обладающих отражательными свойствами, для получения зеркального блеска или глянцевого вида требуется более гладкая донорная поверхность, чем для получения матового или атласного вида.
Донорная поверхность 12 может иметь любую твердость по Шору, пригодную для получения сильной связи с частицами, нанесенными устройством 14 нанесения частиц, причем связь сильнее, чем стремление частиц к слипанию друг с другом. Твердость поверхности на основе кремнийорганических соединений может меняться и, например, может зависеть от толщины донорной поверхности и/или частиц, которые должны быть прикреплены к ней. Представляется, что для относительно тонких донорных поверхностей (например, 100 мкм и менее), материал на основе кремнийорганических соединений может иметь твердость от низкой до средней, в то время как для относительно толстых донорных поверхностей (например, до приблизительно 1 мм) материал на основе кремнийорганических соединений может иметь твердость от средней до низкой; при этом для относительно толстых донорных поверхностей (например, вплоть до, примерно, 1 мм), материал на основе кремнийорганических соединений может иметь относительно высокую твердость. Кроме этого, более крупным частицам обычно подходит донорная поверхность с меньшей твердостью, чем та, что необходима для нанесения на нее относительно мелких частиц. В некоторых вариантах выполнения, для донорной поверхности годится относительно высокая твердость от примерно 60 единиц по Шору А до примерно 80 единиц по Шору А. В других вариантах выполнения удовлетворительной является средняя/низкая твердость, составляющая менее 60, 50, 40, 30 или даже 20 единиц по Шору А.
Донорной поверхностью 12 на чертежах является внешняя поверхность барабана 10, но это не является обязательным, поскольку в альтернативном варианте это может быть поверхность бесконечного передаточного элемента в форме ленты, направляемой по направляющим валикам и сохраняющей нужное натяжение по меньшей мере при прохождении через устройство нанесения частиц. Дополнительные конструкции могут обеспечить относительное перемещение донорной поверхности 12 и секции 14 нанесения покрытия друг относительно друга. Например, донорная поверхность может формировать двигающуюся плоскость, которая циклически проходит под неподвижной секцией нанесения покрытия, или формировать неподвижную плоскость, относительно которой секция нанесения покрытия циклически перемещается от одного края к другому краю с тем, чтобы полностью покрыть донорную поверхность частицами. Можно предположить, что как донорная поверхность, так и секция нанесения покрытия, могут перемещаться друг относительно друга и относительно некоторой неподвижной точки в пространстве так, чтобы сократить время, необходимое для полного покрытия донорной поверхности частицами, распределенными секцией нанесения покрытия. Все эти формы донорных поверхностей можно считать имеющими возможность перемещения (например, вращением, циклически, бесконечно, повторным перемещением и др.) относительно секции нанесения покрытия, где любая такая донорная поверхность может быть покрыта частицами (или могут быть заново покрыты оголенные области).
Донорная поверхность может быть дополнительно использована для реализации практических или частных соображений, происходящих из специфических особенностей печатной системы, в которую может быть встроена такая секция нанесения покрытия. Например, донорная поверхность может быть достаточно эластичной, чтобы быть надетой на барабан, иметь достаточную устойчивость к истиранию, может обладать инертностью в отношении используемых частиц и/или текучих сред и/или обладать устойчивостью к любым требуемым рабочим условиям (например, давлению, температуре, натяжению и др.). Обладание любым таким свойством положительно отражается на долговечности донорной поверхности.
В то время как в приведенном выше раскрытии, донорная поверхность была представлена пригодной сама по себе для предназначенных к использованию частиц, для улучшения покрытия этими частицами может быть использована дополнительная обработка. Такая обработка может быть грубо разделена на химические методы обработки (например, нанесение химического препарата на донорную поверхность, усиливающее ее сродство к частицам и/или их отделение от нее) и физические методы обработки (например, обработка коронным плазменным разрядом, нужным образом модифицирующая свойства донорной поверхности). В случае необходимости такой обработки донорной поверхности, устройство нанесения покрытия, в соответствии с настоящим изобретением, может также содержать соответствующую секцию обработки. Проекционная система
Проекционная система 16 обеспечивает реализацию одного из способов выделения областей нанесенного на донорную поверхность 12 покрытия из частиц, которые будут перенесены на подложку 20 в печатной станции. Как упоминалось ранее, такая проекционная система необходима при осуществлении цифровой печатной системы, но также и в других системах, не содержащих систему формирования изображения, может быть использована описанное выше устройство 14 нанесения покрытия. Например, если должна быть покрыта вся поверхность подложки 20, не требуется какой-либо системы формирования изображения, и вместо этого печатная станция может воздействовать давлением и/или теплом для обеспечения эффективного переноса покрытия из частиц с донорной поверхности 12 на основу 20. Аналогично, основа может быть подана в печатную станцию, имея на своей поверхности адгезив, нанесенный с определенным рисунком, причем адгезив вырывает частицы из монослоя.
Частный вариант системы 16 формирования изображения, поаказанный на фиг. 1, может иметь держатель 1601, на котором установлена решетка лазерных источников, например, чипов 1602 поверхностно-излучающего лазера с вертикальным резонатором (VCSEL - от англ. Vertical Cavity Surface Emitting Laser), в частности, размещенных парами рядов, определенным образом и с высокой точностью установленных друг относительно друга (например, со сдвигом, формируя лазерные источники, позволяющие освещать точки по всей ширине донорной поверхности). Держатель 1601 может охлаждаться текучей средой для отвода тепла, которое может выделяться в большом количестве лазерными чипами. Лазерные пучки, излучаемые чипами 1602, фокусируются на поверхности основы объективами 1603, выполненными в виде соответствующего числа рядов стержневых линз с переменным показателем преломления (каждый чип 1602 и все лазерные элементы на нем, ассоциированы с соответствующими фокусирующими линзами 1603). Подводимые к чипам сигналы для активации одного или более лазерных элементов синхронизированы со смещением основы так, чтобы излучаемые лазерные пучки могли нанести на поверхности 20 основы изображение с высоким разрешением. В результате облучения каждого пикселя лазерным лучом, этот пиксель должен приобрести липкость с тем, чтобы покрывающие донорную поверхность 12 частицы переносились на основу 20, когда они прижаты друг к другу в печатной станции. Другими словами, такое выборочное облучение поверхности основы модифицирует сродство основы к частицам, поэтому только облученные области основы делаются достаточно липкими, чтобы прикрепляться к покрытию из частиц на донорной поверхности для отделения покрытия от донорной поверхности и нанесения его на выделенные области основы.
Цифровая печатная система, показанная на чертеже, может печатать только одним цветом, однако многоцветная печать также может быть получена пропусканием одной и той же основы последовательно через несколько секций печати, синхронизированных друг с другом, каждая из которых печатает своим цветом.
На фиг. 2 показан альтернативный способ переноса выделенных областей покрытия на основу 20. Вместо придания липкости выделенным областям поверхности основы воздействием на них излучением, на основу 20 наносится адгезив 26 посредством секции 36 офсетного нанесения адгезива, содержащей печатный цилиндр 32, офсетный цилиндр 30 и накатной цилиндр 34. В этой секции адгезив 26 наносится также, как наносится краска в обычной секции офсетной печати репродукций. При прохождении через зону печатного контакта печатной станции 18, частицы переносятся с донорной поверхности 12 только в области 26 основы 20, покрытые адгезивом. После прохождения через зону печатного контакта, основа перемещается подающими валиками на стопоукладчик или наматываемый рулон (не показаны).
Основа
Печатная система, показанная на чертеже в качестве частного примера системы, в которую может быть интегрировано устройство нанесения покрытия, в соответствии с настоящим изобретением, не ограничена каким-либо конкретным типом основы. Основой могут служить листы бумаги или карта, или она может иметь вид бесконечной ленты. Основа также может быть выполнена из ткани или из кожи. Благодаря способу, которым частицы наносятся на основу, слой частиц стремится оставаться на поверхности основы. Этим обеспечивается получение печати высокого качества вне зависимости от качества бумаги основы. Кроме того, материал основы не обязательно должен быть волокнистым и, вместо этого, может быть любого типа, например, пластиковой пленкой или жестким картоном и, вообще, может обладать шероховатостью в широком интервале материалов основы, от очень гладкой пластиковой фольги до относительно грубых волокнистых основ. Печатная станция
Показанная на чертежах печатная станция/секция 18 содержит только гладкий печатный цилиндр 22, прижатый к барабану 10 и его внешней донорной поверхности 12. Печатный цилиндр 22 может формировать часть системы транспортирования основы, при этом он может быть оборудован захватами для захватывания передней кромки отдельных листов основы. Как уже упоминалось ранее, в других, нецифровых, печатных системах печатный цилиндр может иметь тисненую поверхность для выделения областей основы 20 для переноса на них покрытия из частиц.
В описании и формуле настоящего изобретения, каждый из глаголов "содержать", "включать" и "иметь", и их формы, показывает, что включаемые составляющие, компоненты, элементы, шаги или части не обязательно должны соответствовать полному перечню включающих их составляющих, компонентов, элементов, шагов или частей. Этими терминами охватываются термины "состоящий из" и "состоящий в основном из".
Используемые в настоящем изобретении формы единственного числа неопределенных и определенного артиклей относятся и к множественному числу и означают "по меньшей мере один" или "один или более", если контекст явно не подразумевает иное.
Термины положения или движения, например, "верхний", "более низкий", "правый", "левый", "нижний", "снизу", "опущенный", "низкий", "верхний", "сверху", "поднятый", "высокий", "вертикальный", "горизонтальный", "назад", "вперед", "перед (в технологической линии)", "после (в технологической линии)", а также их грамматические производные, могут быть использованы в настоящем описании только для иллюстративных целей, для обозначения относительного положения, размещения или смещения определенных компонентов, обозначения первого и второго компонента в данной иллюстрации или то и другое. Эти термины не обязательно показывают что, например, "нижний" компонент расположен ниже "верхнего" компонента, поскольку эти направления, компоненты или и то и другое, могут быть зеркально отражены, повернуты, сдвинуты в пространстве, помещены с диагональной ориентацией или положением, помещены горизонтально или вертикально, или аналогично изменены.
Если не указано иначе, использование выражения "и/или" между последними двумя элементами перечня опций для выбора показывает, что выбор одной или более из перечисленных опций допустим, и может быть сделан.
В раскрытии, если не указано иначе, выражения "в основном" и "примерно", которые изменяют условие или соотношение, характерное для признака или признаков варианта выполнения предложенной технологии, должны пониматься как означающие, что условие или характеристика определены внутри границ, приемлемых для работы варианта выполнения в рамках предполагаемого применения. Когда термин "примерно" стоит перед цифровой величиной, предполагается, что он означает ±15%, или ±10%, или даже только ±5%, и в некоторых случаях точное значение.
В то время как настоящее изобретение было описано применительно к конкретным вариантам выполнения и в основном ассоциированными с ними способами, для специалистов в данной области будут очевидными изменения и преобразования этих вариантов выполнения и способов. Раскрытие изобретение не должно восприниматься, как ограничение описанными здесь конкретными вариантами выполнения.
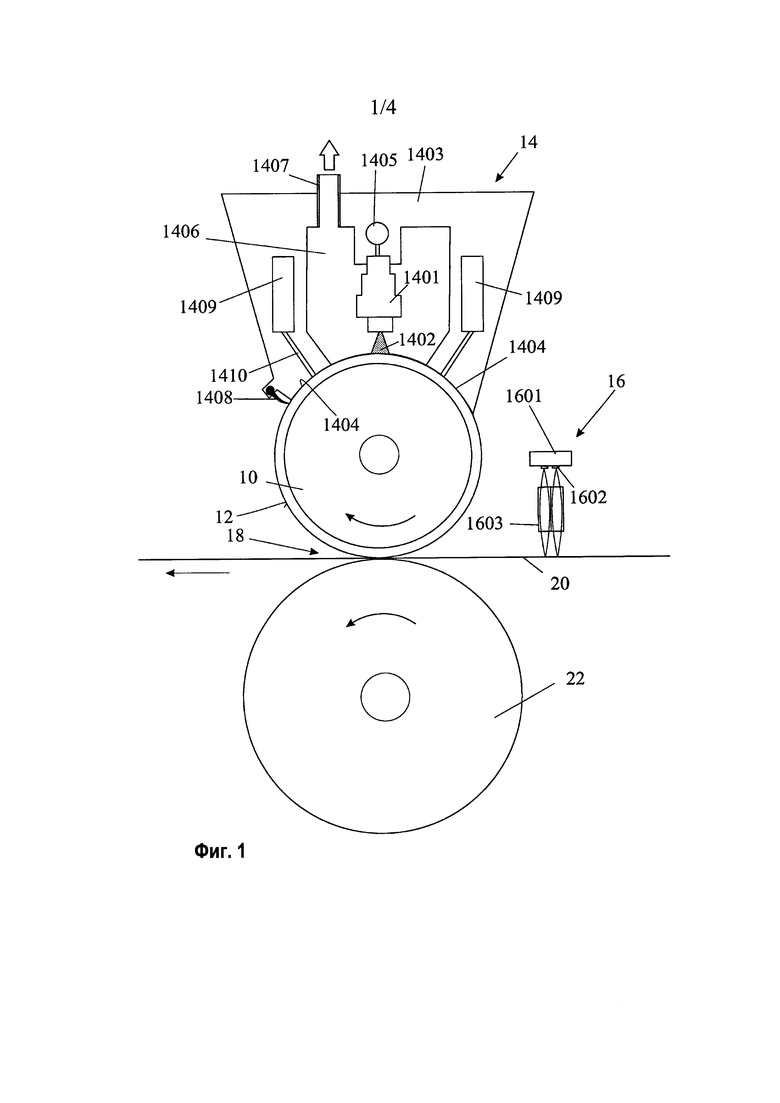
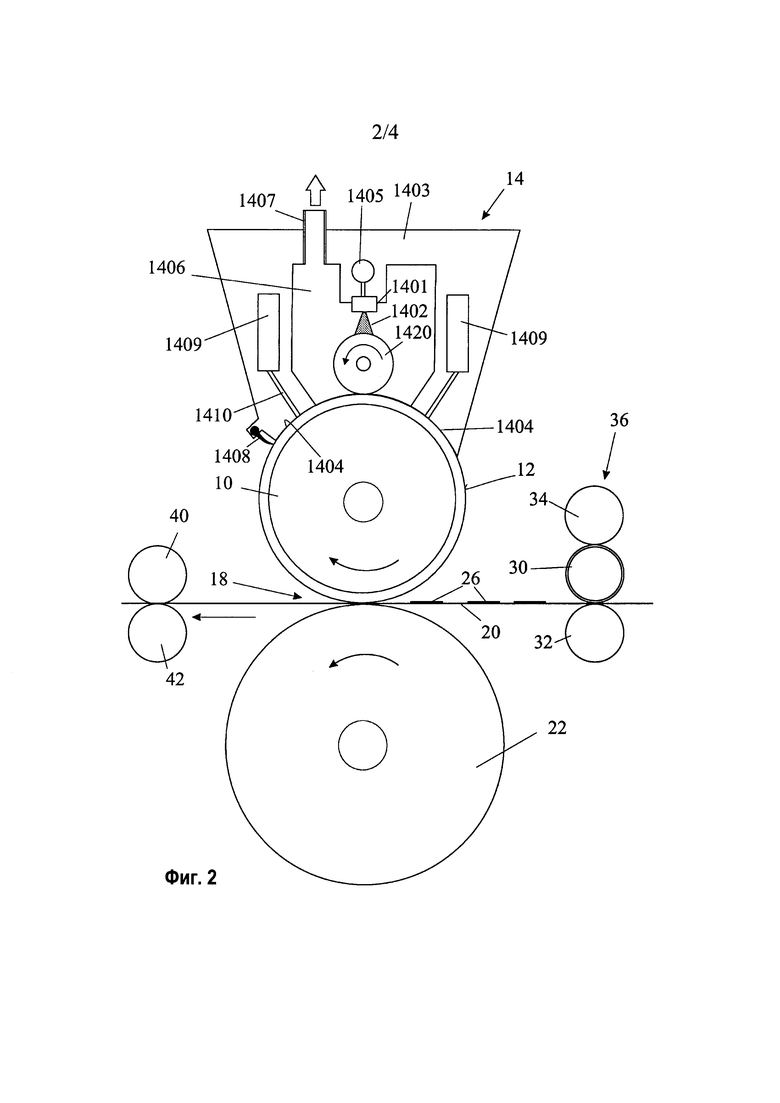
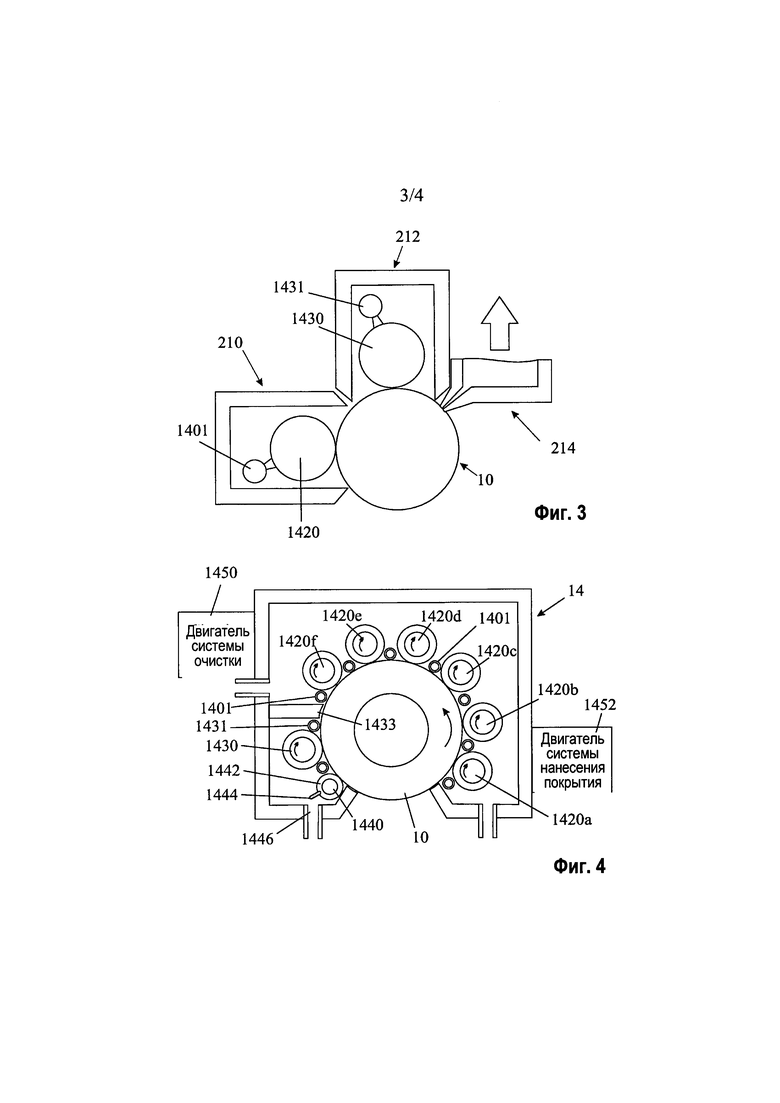
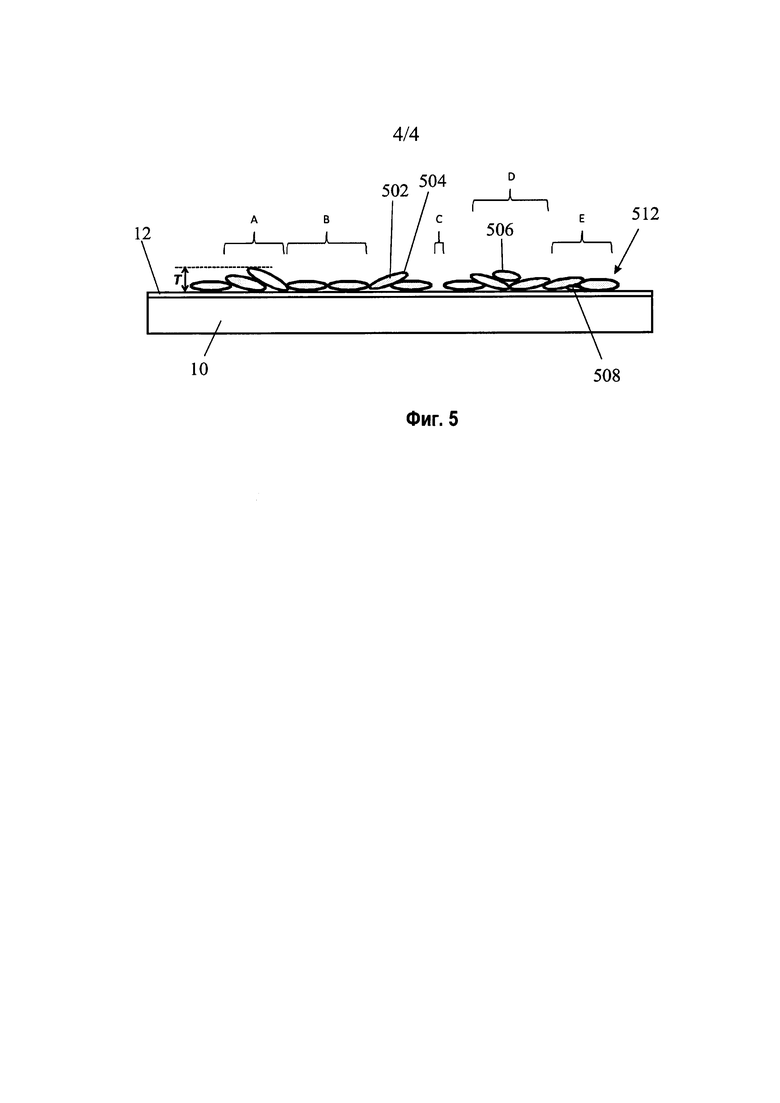
В заявке описано устройство для нанесения на перемещающуюся относительно устройства поверхность слоя металлических частиц или частиц, имеющих вид и отражательную способность металла, причем частицы скрепляются с поверхностью сильнее, чем друг с другом. Устройство имеет по меньшей мере одну распылительную (разбрызгивающую) головку 1401 для прямого или опосредованного нанесения на поверхность 12 потока текучей среды с взвешенными в ней частицами, кожух 1403, окружающий распылительную(-ые) головку(-ки) и образующий внутреннюю камеру 1406, заключающую внутри поток текучей среды, причем кожух имеет кромку 1404, прилегающую к поверхности и выполненную с возможностью предотвращения утечки частиц через уплотнительный зазор, образованный между кромкой кожуха и покрываемой поверхностью, и источник разрежения, присоединенный к кожуху для извлечения из камеры распыленной текучей среды и взвешенных в ней частиц. В процессе работы источник разрежения извлекает практически все частицы, не имеющие непосредственного контакта с поверхностью, с тем, чтобы на выходе устройства оставить, в основном, только скрепленный с поверхностью слой толщиной в одну частицу. 2 н. и 21 з.п. ф-лы, 5 ил.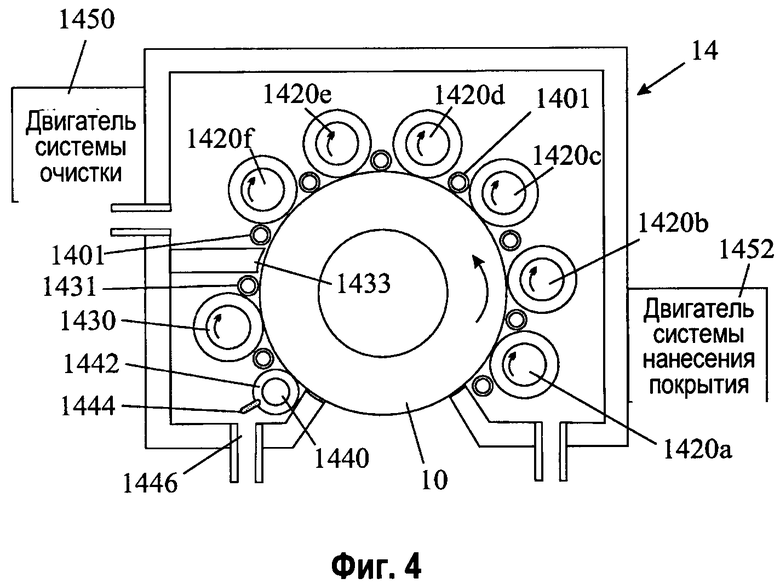
1. Устройство (14) нанесения покрытия со слоем металлических или имеющих вид металла частиц на донорную поверхность, имеющую возможность перемещения устройства нанесения покрытия, содержащее:
источник подачи частиц, взвешенных в текучей среде, не смачивающей донорную поверхность, которые скрепляются более сильно с донорной поверхностью, чем друг с другом;
аппликаторное устройство для нанесения текучей среды на донорную поверхность способом, способствующим прикреплению взвешенных в текучей среде частиц к поверхности, для формирования на донорной поверхности в основном сплошного покрытия из частиц, которые обладают возможностью перенесения на основу, и
систему (1407) удаления излишков для извлечения текучей среды и удаления лишних частиц, которые не имеют непосредственного контакта с поверхностью, так, чтобы оставить покрытие, прикрепляющееся к донорной поверхности, имеющее в основном толщину в одну частицу.
2. Устройство по п. 1, в котором аппликаторное устройство содержит распылительную головку (1401) для распыления текучей среды и взвешенных частиц непосредственно на донорную поверхность.
3. Устройство по п. 1, в котором аппликаторное устройство содержит ротационный аппликатор (1420), обеспечивающий нанесение текучей среды и взвешенных частиц тонким слоем на донорную поверхность.
4. Устройство по п. 3, в котором аппликатором является цилиндрическая губка.
5. Устройство по п. 3, в котором аппликатор имеет несколько гибких полосок, радиально расходящихся от вращающегося вала.
6. Устройство по п. 4 или 5, в котором губка или гибкие полоски сформированы из пенопласта с закрытыми порами.
7. Устройство по любому из предыдущих пунктов, в котором аппликаторное устройство и система удаления излишков независимо друг от друга расположены во внутренней камере кожуха, кромка которого прилегает к поверхности и выполнена с возможностью предотвращения утечки частиц через уплотнительный зазор, образованный между кромкой кожуха и донорной поверхностью.
8. Устройство по п. 7, в котором на кромке установлен ракельный нож (1408) для предотвращения утечки частиц и/или текучей среды с входной стороны устройства нанесения покрытия.
9. Устройство по п. 7 или 8, в котором система удаления излишков включает источник разрежения, присоединенный к кожуху, для извлечения из камеры излишка распыленной текучей среды и взвешенных в ней частиц.
10. Устройство по любому из пп. 7, 8, в котором на кромке кожуха имеется канал для протекания текучей среды, обеспечивающий отсасывание текучей среды, по меньшей мере, из областей уплотнительного зазора, расположенных после аппликаторного устройства, или ее введение туда.
11. Устройство по п. 9, в котором на кромке кожуха имеется канал для протекания текучей среды, обеспечивающий отсасывание текучей среды, по меньшей мере, из областей уплотнительного зазора, расположенных после аппликаторного устройства, или ее введение туда.
12. Устройство по п. 11, в котором канал для протекания текучей среды присоединен к упомянутому или ко второму источнику разрежения системы удаления излишков для отсасывания из зазора любой текучей среды, которая, в противном случае, могла бы просочиться из внутренней камеры через зазор.
13. Устройство по п. 10 или 11, в котором канал для протекания текучей среды присоединен к источнику газа при давлении выше атмосферного, не имеющего взвешенных частиц, так, чтобы благодаря превышению давления в зазоре над давлением во внутренней камере предотвратить утечку текучей среды с взвешенными частицами из внутренней камеры через зазор.
14. Устройство по любому из предыдущих пунктов, в котором текучей средой с взвешенными частицами является газ.
15. Устройство по п. 14, в котором частицы увлекаются в поток газа за счет эффекта Вентури.
16. Устройство по любому из пп. 1-13, в котором текучей средой с взвешенными частицами является жидкость.
17. Устройство по п. 16, в котором жидкость отсасывается с поверхности системой удаления излишков так, что на выходе из устройства слой частиц является, по меньшей мере, сухим или в основном сухим.
18. Устройство по любому из предыдущих пунктов, в котором частицы, извлекаемые системой удаления текучей среды, повторно подаются в аппликаторное устройство.
19. Устройство по любому из предыдущих пунктов, дополнительно содержащее шлифовальную секцию для получения блестящей поверхности.
20. Устройство по любому из предыдущих пунктов, в котором аппликаторное устройство, система удаления излишков и опциональная шлифовальная секция помещены в одном кожухе.
21. Способ нанесения на донорную поверхность слоя металлических или имеющих вид металлических частиц, при осуществлении которого:
используют источник подачи частиц, взвешенных в текучей среде, не смачивающей донорную поверхность, которые скрепляются более сильно с донорной поверхностью, чем друг с другом;
наносят текучую среду на донорную поверхность посредством аппликатора частиц, так что обеспечивается прикрепление взвешенных в текучей среде частиц к поверхности с формированием в основном сплошного покрытия из частиц на поверхности при ее перемещении относительно аппликатора частиц, причем частицы обладают возможностью перенесения на основу; и
удаляют текучую среду и лишние частицы, не имеющие непосредственного контакта с поверхностью, так, чтобы оставить покрытие, прикрепляющееся к донорной поверхности, имеющее в основном толщину в одну частицу.
22. Способ по п. 21, осуществляемый в устройстве по любому из пп. 1-20.
23. Способ по п. 21 или 22, в котором частицы имеют форму плоских пластинок.
| US 2002031645 A1, 14.03.2002 | |||
| JP S57135073 A, 20.08.1982 | |||
| JP 2006306998 A, 09.11.2006 | |||
| JP 2013153007 A, 08.08.2013 | |||
| JP S60245589 A, 05.12.1985. |

