ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в целом относится к конструкциям из композитного материала, и, в частности, к заполнителям для заполнения полостей в конструкциях из композитного материала. Более конкретно, настоящее изобретение относится к заполнителям, содержащим беспорядочно ориентированные прерывистые волокна, и к способу и устройству для изготовления заполнителей таких типов.
УРОВЕНЬ ТЕХНИКИ
Конструкции из композитного материала все больше используются на различных платформах, таких как летательный аппарат, беспилотные летательные аппараты и другие типы аэрокосмических транспортных средств, но не ограничиваются ими. Конструкция из композитного материала может содержать по меньшей мере одну деталь, изготовленную из композитного материала. В некоторых случаях при соединении двух или более деталей из композитного материала друг с другом могут быть образованы каналы или полости вдоль поверхностей соединения между этими деталями из композитного материала. Эти полости могут требовать заполнения для увеличения прочности соединения. Для заполнения полости такого типа может быть использован заполнитель.
В качестве одного примера в области авиационной промышленности, при сопряжении композитного элемента жесткости с панелью обшивки из композитного материала, может быть использован заполнитель для заполнения полости, образованной поверхностями соединения по радиусу между композитным элементом жесткости и панелью обшивки из композитного материала. Такой тип заполнителя иногда именуют «композитным заполнителем», «профилированным заполнителем» ("noodle") или «композитным профилированным заполнителем» ("composite noodle").
Используемые в настоящее время заполнители обычно изготавливают из материалов, таких как клеящее вещество, пропитанный смолой материал (препрег), ткань или другие типы композитных материалов. Также, заполнители выполнены таким образом, чтобы иметь желаемый уровень жесткости. Например, для заполнителя, используемого между композитным элементом жесткости и панелью обшивки из композитного материала, может требоваться определенный уровень жесткости для передачи нагрузок от композитного элемента жесткости к панели обшивки из композитного материала.
Во время производства и эксплуатации летательного аппарата на композитные заполнители в летательном аппарате могут воздействовать различные силы. Эти силы могут приводить к образованию нежелательных нарушений целостности внутри этих композитных заполнителей. Например, трещины, расслоение и другие нежелательные нарушения целостности могут образовываться внутри композитного материала. Эти типы нежелательных нарушений целостности могут препятствовать передаче нагрузок композитным заполнителем желаемым образом. Следовательно, существует необходимость в создании способа и устройства, решающих по меньшей мере некоторые из описанных ранее проблем, таких как, среди прочего, предотвращение образования трещин в композитных заполнителях, а также других возможных проблем.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном иллюстративном варианте реализации устройство может содержать заполнитель. Заполнитель может содержать матрицу из волокон, однородную во всех направлениях. Матрица из волокон может содержать первое множество прерывистых волокон и второе множество прерывистых волокон. Каждое волокно из первого множества прерывистых волокон может содержать упрочняющий материал. Каждое волокно из второго множества прерывистых волокон может содержать связующий материал. Прерывистые волокна первого множества прерывистых волокон и второго множества прерывистых волокон могут быть беспорядочно ориентированы и сплетены друг с другом.
В другом иллюстративном варианте реализации может быть предложен способ изготовления заполнителя для конструкции из композитного материала. Первое множество прерывистых волокон может быть смешано со вторым множеством прерывистых волокон для образования смеси. Сырьевой материал может быть образован с использованием смеси. Сырьевой материал может быть сжат для образования сырья. Прерывистые волокна первого множества прерывистых волокон и второго множества прерывистых волокон внутри сырья могут быть беспорядочно ориентированы и сплетены друг с другом с образованием матрицы из волокон, однородной во всех направлениях. Сырье может быть подвергнуто профилированию для образования структуры заполнителя для использования в образовании заполнителя.
В другом иллюстративном примере матрица из волокон может содержать первое множество прерывистых волокон и второе множество прерывистых волокон. Каждое волокно из первого множества прерывистых волокон может содержать упрочняющий материал. Каждое волокно из второго множества прерывистых волокон может содержать связующий материал. Прерывистые волокна первого множества прерывистых волокон и второго множества прерывистых волокон могут быть беспорядочно ориентированы и сплетены друг с другом таким образом, чтобы обеспечивать однородность матрицы из волокон во всех направлениях.
Признаки и функции могут быть использованы независимо в различных вариантах реализации настоящего изобретения, и могут быть объединены в других вариантах реализации, дополнительные детали которых описаны со ссылкой на следующее описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Новые признаки, характеризующие иллюстративные варианты реализации изобретения, описаны в прилагаемой формуле изобретения. Однако иллюстративные варианты реализации, а также предпочтительный режим использования, дополнительные задачи и их признаки, будут лучше понятны со ссылкой на следующее подробное описание иллюстративного варианта реализации настоящего изобретения при его рассмотрении в сочетании с сопроводительными чертежами, на которых:
На фиг. 1 изображена производственная среда в форме блок-схемы в соответствии с иллюстративным вариантом реализации;
На фиг. 2 более подробно изображена система изготовления композитного материала в форме блок-схемы в соответствии с иллюстративным вариантом реализации;
На фиг. 3 представлен изометрический вид конструкции из композитного материала в соответствии с иллюстративным вариантом реализации;
На фиг. 4 представлен вид в увеличенном масштабе участка матрицы из волокон в соответствии с иллюстративным вариантом реализации;
На фиг. 5 изображено сырье и различные типы заполнителей, которые могут быть изготовлены из сырья в соответствии с иллюстративным вариантом реализации;
На фиг. 6 изображен один способ образования заполнителя в соответствии с иллюстративным вариантом реализации;
На фиг. 7 изображен один способ образования выбранной части сырья в соответствии с иллюстративным вариантом реализации;
На фиг. 8 изображено использование роликов для профилирования краев выбранной части сырья в соответствии с иллюстративным вариантом реализации;
На фиг. 9 изображено использование роликов для профилирования краев выбранной части сырья в соответствии с иллюстративным вариантом реализации;
На фиг. 10 изображено использование роликов для профилирования краев выбранной части сырья в соответствии с иллюстративным вариантом реализации;
На фиг. 11 изображен процесс образования заполнителя для полости в конструкции из композитного материала в форме функциональной схемы в соответствии с иллюстративным вариантом реализации;
На фиг. 12 изображен процесс образования сырья в форме функциональной схемы в соответствии с иллюстративным вариантом реализации;
На фиг. 13 изображен более подробный процесс образования заполнителя для полости в конструкции из композитного материала в форме функциональной схемы в соответствии с иллюстративным вариантом реализации;
На фиг. 14 изображен способ изготовления и эксплуатации летательного аппарата в форме блок-схемы в соответствии с иллюстративным вариантом реализации; и
На фиг. 15 изображен летательный аппарат в форме блок-схемы, в которой может быть реализован иллюстративный вариант реализации.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Иллюстративные варианты реализации принимают во внимание и учитывают различные аспекты. Например, иллюстративные варианты реализации принимают во внимание и учитывают то, что может требоваться способ и устройство для изготовления композитного заполнителя, создающие композитный заполнитель, характеризующийся желаемым сопротивлением к образованию нежелательных нарушений целостности, таких как трещины. Иллюстративные варианты реализации принимают во внимание и учитывают, что композитный заполнитель, изготовленный из беспорядочно ориентированных прерывистых волокон, содержащих упрочняющий материал, и прерывистых волокон, содержащих связующий материал, может улучшать жесткость, прочность и устойчивость композитного заполнителя.
Таким образом, иллюстративные варианты реализации предусматривают способ и устройство для изготовления композитного заполнителя, содержащего матрицу из волокон, однородную во всех направлениях в трех измерениях. В одном иллюстративном примере матрица из волокон может содержать первое множество прерывистых волокон и второе множество прерывистых волокон. Каждое волокно из первого множества прерывистых волокон может содержать упрочняющий материал, а каждое волокно из второго множества прерывистых волокон может содержать связующий материал. Волокна первого множества прерывистых волокон и второго множества прерывистых волокон могут быть беспорядочно ориентированы и сплетены друг с другом.
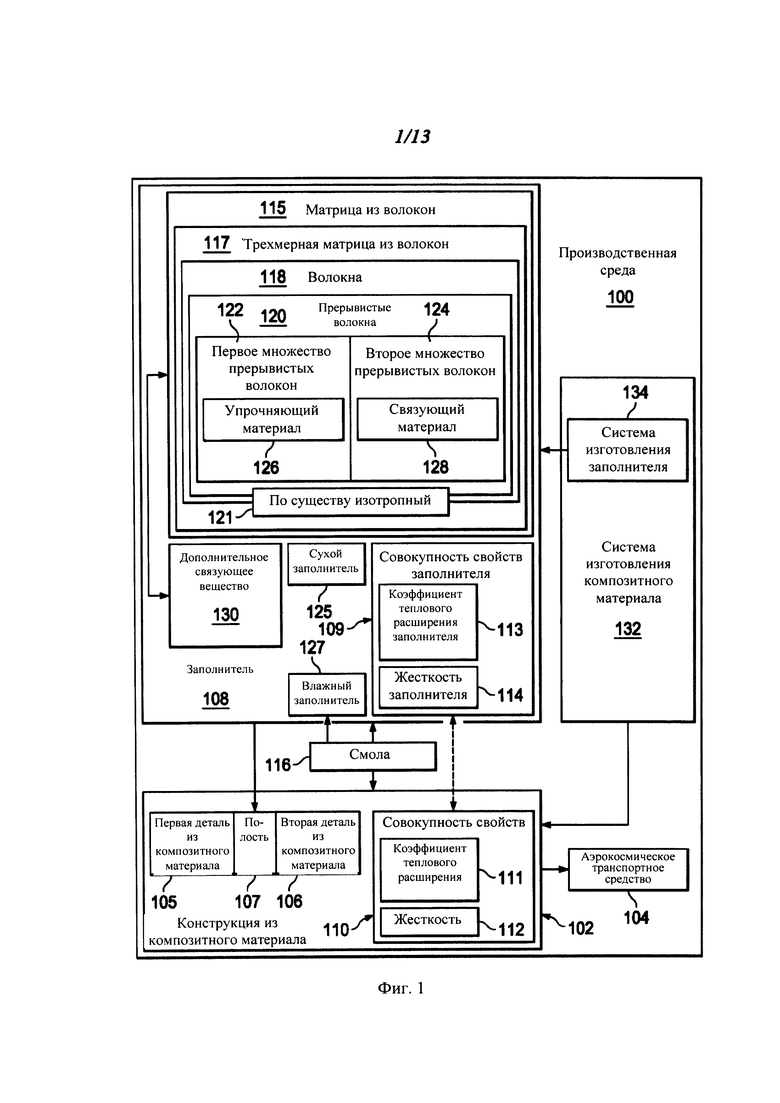
На чертежах, и в частности на фиг. 1, изображена производственная среда в форме блок-схемы в соответствии с иллюстративным вариантом реализации. Производственная среда 100 может являться примером одной среды, в которой может быть изготовлена конструкция 102 из композитного материала.
Конструкция 102 из композитного материала может быть использована в различных типах платформ. В одном иллюстративном примере конструкция 102 из композитного материала может быть использована в аэрокосмическом транспортном средстве 104. Аэрокосмическое транспортное средство 104 может быть выполнено в форме летательного аппарата, вертолета, беспилотного летательного аппарата, многоразового транспортного космического корабля, космического летательного аппарата или аэрокосмического транспортного средства другого типа. В других иллюстративных примерах конструкция 102 из композитного материала может быть использована в наземном транспортном средстве, транспортном средстве для передвижения по воде, строении или в платформе другого типа.
Конструкция 102 из композитного материала может содержать по меньшей мере две детали из композитного материала. Например, среди прочего конструкция 102 из композитного материала может содержать первую деталь 105 из композитного материала и вторую деталь 106 из композитного материала. Деталь из композитного материала может содержать по меньшей мере одно из слоя, слоя, пропитанного смолой, сухой заготовки, заготовки, пропитанная смолой, или предварительно изготовленной детали другого типа.
Используемая в настоящем описании фраза «по меньшей мере одно из» при использовании со списком позиций означает, что могут быть использованы различные сочетания одной или более из перечисленных позиций списка, и что потребоваться может только одна из позиций списка. Позиция может представлять собой определенный объект, предмет, этап, операцию, процесс или категорию. Другими словами, «по меньшей мере одно из» означает, что может быть использовано любое сочетание позиций или нескольких позиций из списка, но не все позиции в списке могут требоваться.
Например, среди прочего, выражение «по меньшей мере одна из позиции А, позиции В или позиции С» или «по меньшей мере одна из позиции А, позиции В и позиции С» может означать позицию А; позицию А и позицию В; позицию В; позицию А, позицию В и позицию С; или позицию В и позицию С. В некоторых случаях выражение «по меньшей мере одна из позиции А, позиции В или позиции С» или «по меньшей мере одна из позиции А, позиции В и позиции С» может означать среди прочего две позиции А, одну позицию В и десять позиций С; четыре позиции В и семь позиций С; или другое подходящее сочетание.
В одном иллюстративном примере первая деталь 105 из композитного материала и вторая деталь 106 из композитного материала могут быть изготовлены из предварительно пропитанных волокнистых заготовок. В другом иллюстративном примере первая деталь 105 из композитного материала и вторая деталь 106 из композитного материала могут быть изготовлены из сухих волокнистых заготовок или соединенных сухих заготовок, которые позже могут быть пропитаны смолой и отверждены для образования полностью затвердевшей конструкции из композитного материала.
При сопряжении первой детали 105 из композитного материала и второй детали 106 из композитного материала друг с другом, между этими двумя деталями из композитного материала может быть образована полость 107. Заполнитель 108 может быть использован по существу для заполнения полости 107. В некоторых случаях заполнитель 108 может также называться композитным заполнителем, профилированным заполнителем или композитным профилированным заполнителем.
В этих иллюстративных примерах заполнитель 108 может быть образован таким образом, что заполнитель 108 имеет совокупность свойств 109 заполнителя, которая по существу соответствует совокупности свойств 110 конструкции 102 из композитного материала. Например, среди прочего совокупность свойств 110 может включать коэффициент теплового расширения 111 и жесткость 112. Заполнитель 108 может быть образован таким образом, что совокупность свойств 109 заполнителя включает коэффициент температурного расширения 111 заполнителя и жесткость 114 заполнителя, которые по существу соответствуют коэффициенту температурного расширения 111 и жесткости 112, соответственно, конструкции 102 из композитного материала. В этих иллюстративных примерах заполнитель 108 может быть образован таким образом, что заполнитель 108 также имеет свойства, соответствующие совокупности свойств 110 конструкции 102 из композитного материала. Например, среди прочего, совокупность свойств 110 может включать по меньшей мере одно из прочности, плотности или некоторого другого свойства материала.
Как показано, заполнитель 108 может содержать матрицу 115 из волокон. В некоторых случаях заполнитель 108 может быть пропитан смолой 116 перед или после соединения заполнителя 108 с первой деталью 105 из композитного материала и второй деталью 106 из композитного материала. Смола 116 может способствовать упрочнению и укреплению заполнителя 108. Матрица 115 из волокон может быть выполнена в форме трехмерной матрицы 117 из волокон. Матрица 115 из волокон может содержать волокна 118. В этом иллюстративном примере волокна 118 представляют собой прерывистые волокна 120. В некоторых случаях прерывистые волокна 120 могут также быть названы измельченными волокнами.
Прерывистые волокна 120 могут представлять собой волокна, не проходящие на всю длину или ширину заполнителя 108. Прерывистые волокна 120 могут содержать волокна различных размеров, различных диаметров, различных форм поперечного сечения, различных типов или определенное их сочетание. В одном иллюстративном примере каждое из прерывистых волокон 120 может иметь длину, составляющую по меньшей мере один миллиметр.
Также, прерывистые волокна 120 могут быть беспорядочно ориентированы друг относительно друга и сплетены друг с другом таким образом, что матрица 115 из волокон по существу является изотропной 121. По существу изотропность 121 означает, что матрица 115 из волокон однородна во всех направлениях в пределах выбранных допусков. Другими словами, матрица 115 из волокон может быть по существу инвариантной относительно направления.
В одном иллюстративном примере прерывистые волокна 120 могут содержать первое множество 122 прерывистых волокон и второе множество 124 прерывистых волокон. Каждое волокно из первого множества 122 прерывистых волокон может содержать упрочняющий материал 126. Следовательно, в некоторых случаях первое множество 122 прерывистых волокон может также называться множеством прерывистых упрочняющих волокон. Каждое волокно из второго множества 124 прерывистых волокон может содержать связующий материал 128. Следовательно, в некоторых случаях второе множество 124 прерывистых волокон может также называться множеством прерывистых связующих волокон.
Волокна первого множества 122 прерывистых волокон и второго множества 124 прерывистых волокон могут быть беспорядочно ориентированы и сплетены друг с другом таким образом, чтобы обеспечивать по существу изотропность 121 матрицы 115 из волокон. Другими словами, волокна первого множества 122 прерывистых волокон и второго множества 124 прерывистых волокон могут быть беспорядочно ориентированы и сплетены друг с другом таким образом, чтобы обеспечивать однородность матрицы 115 из волокон во всех направлениях в пределах выбранных допусков.
Упрочняющий материал 126 может содержать один или более материалов, способствующих жесткости 114 заполнителя. Упрочняющий материал 126 может содержать, например, среди прочего по меньшей мере одно из углерода, двуокиси кремния, стекла, бора, пара-арамидного синтетического волокна, полиимида, керамического материала, металлического материала или упрочняющего материала другого типа.
Связующий материал 128 может содержать один или более материалов, способствующих связыванию прерывистых волокон 120 заполнителя 108 друг с другом. Например, связующий материал 128 может удерживать прерывистые волокна 120 друг с другом в ответ на воздействие по меньшей мере одного из тепла, давления или химической реакции, на связующий материал 128. Связующий материал 128 может также удерживать прерывистые волокна 120 вместе во время манипуляций. Дополнительно, связующий материал 128 может быть использован для связывания заполнителя 108 с конструкцией 102 из композитного материала. Также, связующий материал 128 может способствовать повышению прочности, жесткости и устойчивости заполнителя 108.
Связующий материал 128 может содержать, например, среди прочего по меньшей мере одно из термопластичного материала, термореактивного материала или связующего материала другого типа. Термопластичный материал может содержать, например, среди прочего акриловый материал, фторуглерод, полиамид, полиолефин, такой как полиэтилен или полипропилен, полиэфир, поликарбонат, полиуретан, полиарилэфиркетон или термопластичный материал другого типа. Термопластичный материал может содержать, например, среди прочего полиуретан, фенольный материал, полимид, сульфированный полимер, проводящий полимер, бензоксазин, бисмалеимид, эфир циановой кислоты, полиэфир, эпоксидную смолу, силсесквиоксан или термопластичный материал другого типа.
В этих иллюстративных примерах матрица 115 из волокон может быть использована как заполнитель 108 перед пропиткой матрицы 115 из волокон смолой 116. В этих примерах заполнитель 108 может называться сухим заполнителем 125. Сухой заполнитель 108 может быть размещен внутри полости 107.
В некоторых случаях первая деталь 105 из композитного материала и вторая деталь 106 из композитного материала могут представлять собой сухие заготовки. После введения сухого заполнителя 125 в полость 107, первая деталь 105 из композитного материала, вторая деталь 106 из композитного материала и сухой заполнитель 125 могут быть пропитаны смолой 116 для образования конструкции 102 из композитного материала, которая затем может быть отверждена. В некоторых иллюстративных примерах каждое из первой детали 105 из композитного материала, второй детали 106 из композитного материала и сухого заполнителя 125 может быть пропитано одинаковыми или отличающимися типами смолы.
В других случаях первая деталь 105 из композитного материала и вторая деталь 106 из композитного материала могут быть предварительно пропитаны смолой 116, но не отверждены. После введения сухого заполнителя 125 в полость 107, сухой заполнитель 125, расположенный внутри полости 107, может быть пропитан смолой 116 для образования конструкции 102 из композитного материала, которая затем может быть отверждена. Смола 116 может быть одинаковой или отличающейся от смолы, которой пропитана первая деталь 105 из композитного материала и вторая деталь 106 из композитного материала.
В других иллюстративных примерах матрица 115 из волокон может быть пропитана смолой 116 для образования заполнителя 108 перед введением заполнителя 108 внутрь полости 107. В этих примерах заполнитель 108 может называться влажным заполнителем 127. В качестве одного иллюстративного примера матрица 115 из волокон может быть пропитана смолой 116. Смола 116 может способствовать дополнительному повышению прочности и жесткости заполнителя 108. После пропитки матрицы 115 из волокон смолой 116 для образования влажного заполнителя 127, влажный заполнитель 127 может быть расположен относительно первой детали 105 из композитного материала и второй детали 106 из композитного материала для заполнения полости 107. В зависимости от варианта реализации первая деталь 105 из композитного материала и вторая деталь 106 из композитного материала могут представлять собой сухие заготовки или пропитанные смолой детали.
Таким образом, заполнитель 108 может быть пропитан смолой 116 перед соединением заполнителя 108 с первой деталью 105 из композитного материала и второй деталью 106 из композитного материала во время изготовления конструкции 102 из композитного материала. Альтернативно, заполнитель 108 может также быть пропитан смолой 116 после соединения заполнителя 108 с первой деталью 105 из композитного материала и второй деталью 106 из композитного материала во время изготовления конструкции 102 из композитного материала. Отверждение конструкции 102 из композитного материала может быть осуществлено путем применения по меньшей мере одного из тепла, давления или химической реакции.
Смола 116 может содержать по меньшей мере одно из термопластичного материала, термопластичного материала или материала другого типа. В зависимости от варианта реализации смола 116 может содержать множество компонентов, таких как, например, среди прочего, по меньшей мере одно из разбавляющего вещества, катализатора, мономера, олигомера, отверждающего вещества, частиц, измельченных волокон, другого типа растворимой или нерастворимой добавки, или другого типа компонента.
Сочетание прерывистых волокон 120, содержащих упрочняющий материал 126 и связующий материал 128, а также по существу изотропная 121 матрица 115 из волокон, могут способствовать упрочнению заполнителя 108 и обеспечению устойчивости заполнителя 108 к нежелательным нарушениям целостности, таким как трещины. Например, среди прочего, заполнитель 108 может быть выполнен устойчивым к трещинам смолы 116 во время отверждения, тепловых циклических нагрузок или механических циклических нагрузок.
В некоторых иллюстративных примерах дополнительное связующее вещество 130 может быть добавлено в матрицу 115 из волокон перед смолой 116. Дополнительное связующее вещество 130 может быть, например, среди прочего, введено в матрицу 115 из волокон или применено непосредственно к прерывистым волокнам 120 перед образованием трехмерной матрицы из волокон 117. Дополнительное связующее вещество 130 может содержать по меньшей мере одно из, например, среди прочего, клеящего материала, клея, термопластичного материала, полиэфиримида, термореактивного материала или связующего вещества другого типа.
В одном иллюстративном примере система 132 изготовления композитного материала может быть использована для изготовления конструкции 102 из композитного материала. Система 134 изготовления заполнителя может являться частью системы 132 изготовления композитного материала. В частности, система 134 изготовления заполнителя может составлять часть системы 132 изготовления композитного материала, используемой для изготовления заполнителя 108. Заполнитель 108 может быть изготовлен различными способами с использованием системы 134 изготовления заполнителя. Система 132 изготовления композитного материала более подробно описана далее на фиг. 2.
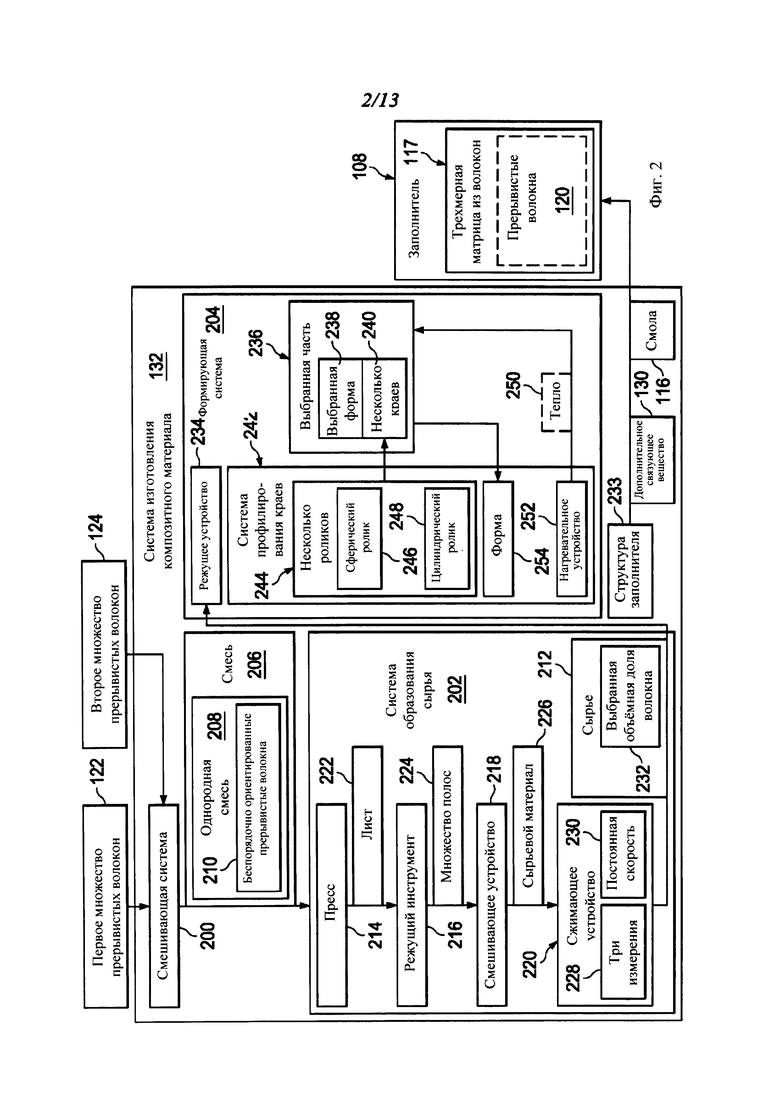
Со ссылкой на фиг. 2, система 132 изготовления композитного материала по фиг. 2 изображена более подробно в форме блок-схемы в соответствии с иллюстративным вариантом реализации. Система 132 изготовления композитного материала может быть использована для изготовления заполнителя 108 с использованием первого множества 122 прерывистых волокон и второго множества прерывистых волокон 124. В одном иллюстративном примере система 132 изготовления композитного материала может содержать смешивающую систему 200, систему 202 образования сырья и профилирующую систему 204.
Смешивающая система 200 может быть использована для смешивания первого множества 122 прерывистых волокон и второго множества 124 прерывистых волокон друг с другом для образования смеси 206. Смешивающая система 200 может смешивать первое множество 122 прерывистых волокон и второе множество 124 прерывистых волокон таким образом, что смесь 206 представляет собой по существу однородную смесь 208, содержащую беспорядочно ориентированные прерывистые волокна 210.
Система 202 образования сырья может использовать смесь 206 для образования сырья 212. Система 202 образования сырья может быть реализована различными способами. В одном иллюстративном примере система 202 образования сырья может содержать пресс 214, режущий инструмент 216, смешивающее устройство 218 и сжимающее устройство 220.
Пресс 214 может образовывать лист 222 с использованием смеси 206. Например, среди прочего, пресс 214 может прикладывать давление к смеси 206 для выравнивания смеси 206 для образования листа 222. Лист 222 может представлять собой тонкую оболочку из беспорядочно ориентированных прерывистых волокон 210.
Режущий инструмент 216 может быть использован для разрезания листа 222 на множество полос 224. В одном иллюстративном примере полосы во множестве полос 224 могут иметь по существу однородные формы и размеры. Однако в других иллюстративных примерах множество полос 224 могут иметь различные формы, различные размеры или отличаться по обоим из этих признаков.
Смешивающее устройство 218 может быть использовано для смешивания множества полос 224 друг с другом для образования сырьевого материала 226. В качестве одного иллюстративного примера смешивающее устройство 218 выполнено с возможностью смешивания множества полос 224 на высокой скорости таким образом, чтобы образовывать комок сырьевого материала 226. Сырьевой материал 226 может являться по существу изотропным.
Сжимающее устройство 220 затем может быть использовано для сжатия сырьевого материала 226 для образования окончательного сырья 212. Например, среди прочего, сжимающее устройство 220 выполнено с возможностью сжатия сырьевого материала 226 по трем измерениям 228 с по существу постоянной скоростью 230 для образования сырья 212. В частности, сырьевой материал 226 может быть сжат по трем измерениям 228 с по существу постоянной скоростью 230 для образования сырья 212, имеющего выбранную объемную долю 232 волокна. В одном иллюстративном примере сжатие сырьевого материала 226 может быть осуществлено изостатически, что может означать приложение равного давления ко всем сторонам сырьевого материала 226.
Выбранная объемная доля 232 волокна может составлять, например, без ограничения, от приблизительно 5% до 80%. В некоторых случаях выбранная объемная доля 232 волокна может предпочтительно составлять между приблизительно 20% и приблизительно 60%.
После полного образования сырья 212, профилирующая система 204 может быть использована для формирования структуры 233 заполнителя с использованием сырья 212. В одном иллюстративном примере профилирующая система 204 содержит режущее устройство 234. Режущее устройство 234 может быть использовано для вырезания выбранной части 236 сырья 212.
Например, среди прочего, режущее устройство 234 может быть использовано для вырезания части сырья 212 таким образом, чтобы оставлять только выбранную часть 236, имеющую выбранную форму 238. Выбранная форма 238 может являться трехмерной формой, такой как, например, среди прочего, треугольная призма, шестиугольная призма, цилиндрическая форма, полиэдральная форма другого типа или трехмерная форма другого типа.
В некоторых иллюстративных примерах выбранная часть 236 сырья 212, имеющая выбранную форму 238, образует структуру 233 заполнителя. Однако в других иллюстративных примерах может дополнительно требоваться профилирование нескольких краев 240 выбранной части 236 сырья 212 для образования структуры 233 заполнителя. Несколько краев 240 могут быть сформированы с использованием, например, системы 242 профилирования краев.
В одном иллюстративном примере система 242 профилирования краев может содержать несколько роликов 244. Несколько роликов 244 могут вращаться вдоль нескольких краев 240 для профилирования нескольких краев 240. Несколько роликов 244 могут содержать по меньшей мере одно из сферического ролика 246, цилиндрического ролика 248 или ролика другого типа. В качестве одного иллюстративного примера несколько роликов 244 могут вращаться вдоль нескольких краев 240 в то время, как к нескольким краям 240 подводят тепло 250 посредством нагревательного устройства 252 для профилирования нескольких краев 240.
В другом иллюстративном примере система 242 профилирования краев может содержать форму 254. Форма 254 может содержать одну или более деталей формы. Выбранная часть 236 сырья 212 может быть помещена в форму 254, выполненную с возможностью профилирования нескольких краев 240. Например, форма 254 может иметь такую форму, чтобы путем вдавливания выбранной части 236 сырья 212 в форму 254 формировать несколько краев 240. Приложение тепла 250 к выбранной части 236 сырья 212 во время нахождения выбранной части 236 в форме 254 может задавать форму каждому из нескольких краев 240.
Таким образом, структура 233 заполнителя может быть сформирована несколькими различными способами. После формирования структуры 233 заполнителя в некоторых иллюстративных примерах дополнительное связующее вещество 130 может быть введено в структуру 233 заполнителя. В других иллюстративных примерах дополнительное связующее вещество 130 может быть добавлено в смешивающее устройство 218 перед смешиванием множества полос 224 для образования сырьевого материала 226.
Структура заполнителя 233 затем может быть пропитана смолой 116 для образования заполнителя 108. Как показано на фиг. 1, заполнитель 108 может быть образован таким образом, что заполнитель 108 имеет совокупность свойств 109 заполнителя, по существу соответствующую совокупности свойств 110 конструкции 102 из композитного материала. Также, заполнитель 108 образован для уменьшения и предотвращения развития нежелательных нарушений целостности внутри заполнителя 108.
В других иллюстративных примерах, выбранная часть 236 сырья 212 может быть пропитана смолой 116 перед профилированием нескольких краев 240. Таким образом, структура 233 заполнителя может содержать смолу 116 или не содержать ее.
Таким образом, система 132 изготовления композитного материала может быть использована для изготовления конструкции 102 из композитного материала, содержащей заполнитель 108, заполняющий полость 107. Прерывистые волокна 120 могут быть использованы для образования заполнителя 108, который имеет возможность соединения во всех направлениях по трем измерениям. Трехмерная матрица 117 из волокон, содержащая прерывистые волокна 120, может представлять собой трехмерную сеть волокон, которая может уменьшать общее количество требуемого волокна для поддержания заполнителя 108. Это уменьшенное количество волокна может, в свою очередь, уменьшать наличие микротрещин и обеспечивать более быстрые процессы изготовления. Например, заполнение полости 107 между первой деталью 105 из композитного материала и второй деталью 106 из композитного материала, которые могут представлять собой сухие заготовки, заполнителем 108, имеющим меньшую плотность волокон, может быть проще.
Дополнительно, трехмерная матрица 117 из волокон может увеличивать прочность заполнителя 108 и уменьшать его массу. Также, коэффициент теплового расширения 113 заполнителя может быть уменьшен, и коэффициент теплового расширения 113 заполнителя может быть одинаковым во всех направлениях по трем измерениям.
Заполнитель 108 может являться однородным во всех направлениях. Следовательно, заполнитель 108 может быть выполнен с возможностью выдерживания нагрузок во всех направлениях при необходимости.
Изображения производственной среды 100 на фиг. 1, а также заполнителя 108 и системы 132 изготовления композитного материала на фиг. 1-2, не предполагают физических или архитектурных ограничений способа возможной реализации иллюстративного варианта реализации. Могут быть использованы другие компоненты в дополнение или вместо изображенных. Некоторые компоненты могут являться необязательными. Также, блоки изображают некоторые функциональные компоненты. Один или более из этих блоков могут быть совмещены, разделены или совмещены и разделены на другие блоки при реализации в иллюстративном варианте реализации.
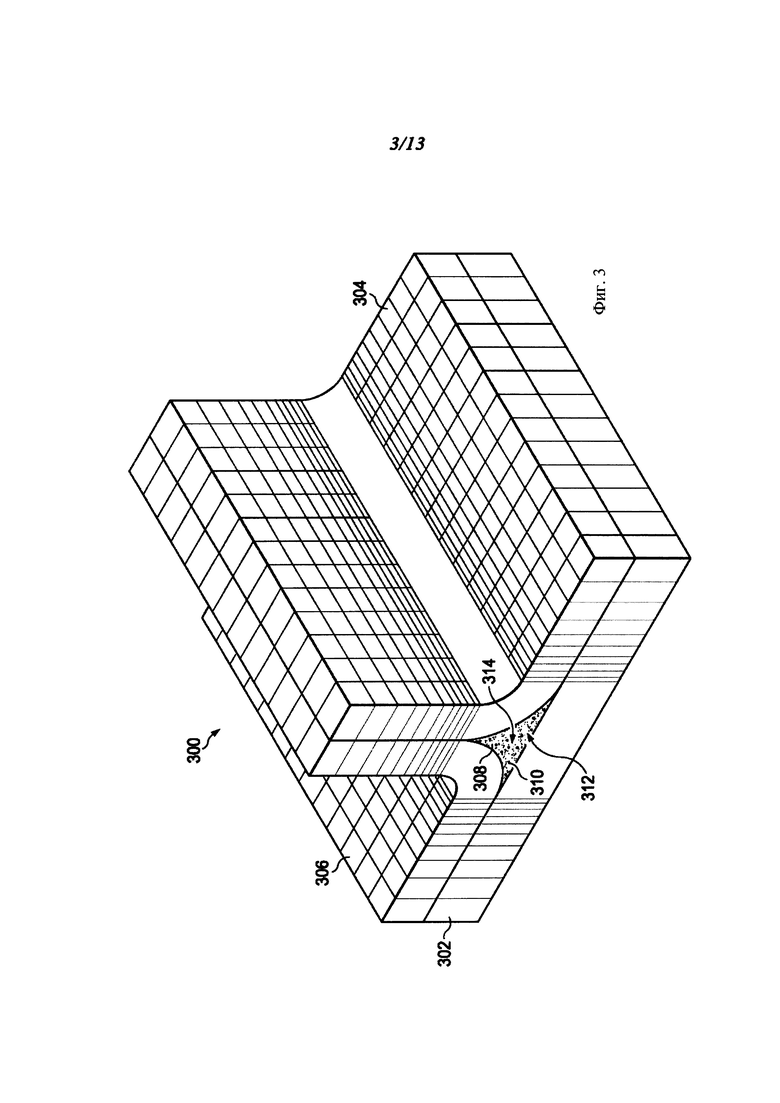
Со ссылкой на фиг. 3 представлен изометрический вид конструкции из композитного материала в соответствии с иллюстративным вариантом реализации. В этом иллюстративном примере конструкция 300 из композитного материала может являться примером одного варианта реализации конструкции 102 из композитного материала по фиг. 1.
Как показано, конструкция 300 из композитного материала может содержать основу 302, деталь 304 и деталь 306. Полость 308 образована между основой 302, деталью 304 и деталью 306. Полость 308 может являться примером одного варианта реализации полости 107 по фиг. 1. В этом иллюстративном примере заполнитель 310 использован для заполнения по существу полости 308. Заполнитель 310 может являться примером одного варианта реализации заполнителя 108 по фиг. 1-2. Заполнитель 108 может содержать матрицу 312 из волокон. Матрица 312 из волокон может содержать прерывистые волокна 314, беспорядочно ориентированные и сплетенные друг с другом таким образом, чтобы обеспечивать по существу изотропность матрицы 312 из волокон и, следовательно, заполнителя 310. Матрица 312 из волокон и прерывистые волокна 314 могут являться примерами вариантов реализации матрицы 115 из волокон и прерывистых волокон 120, соответственно, по фиг. 1.
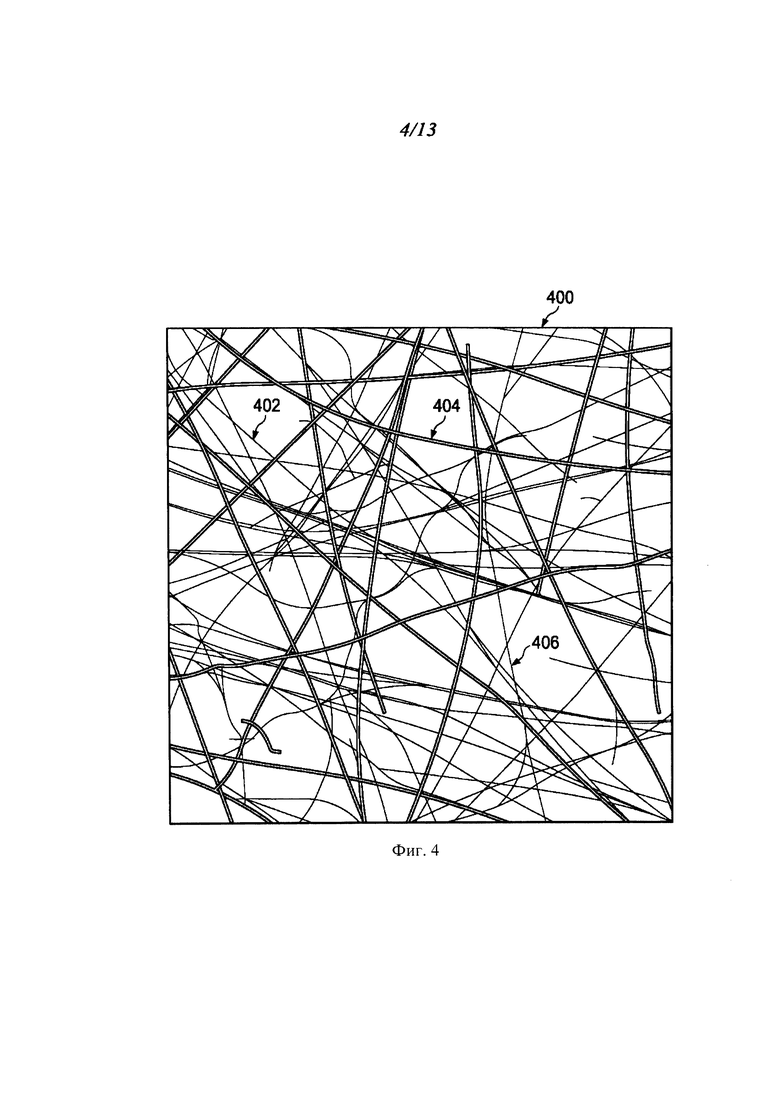
Со ссылкой на фиг. 4 представлен вид в увеличенном масштабе участка матрицы из волокон в соответствии с иллюстративным вариантом реализации. Матрица 400 из волокон может являться примером одного варианта реализации матрицы 115 из волокон по фиг. 1. Как показано, матрица 400 из волокон может содержать прерывистые волокна 402, которые могут являться примером одного варианта реализации прерывистых волокон 120 по фиг. 1.
Прерывистые волокна 402 могут содержать первое множество 404 прерывистых волокон и второе множество 406 прерывистых волокон. Первое множество 404 прерывистых волокон и второе множество прерывистых волокон 406 могут являться примерами вариантов реализации первого множества 122 прерывистых волокон и второго множества 124 прерывистых волокон, соответственно, по фиг. 1-2.
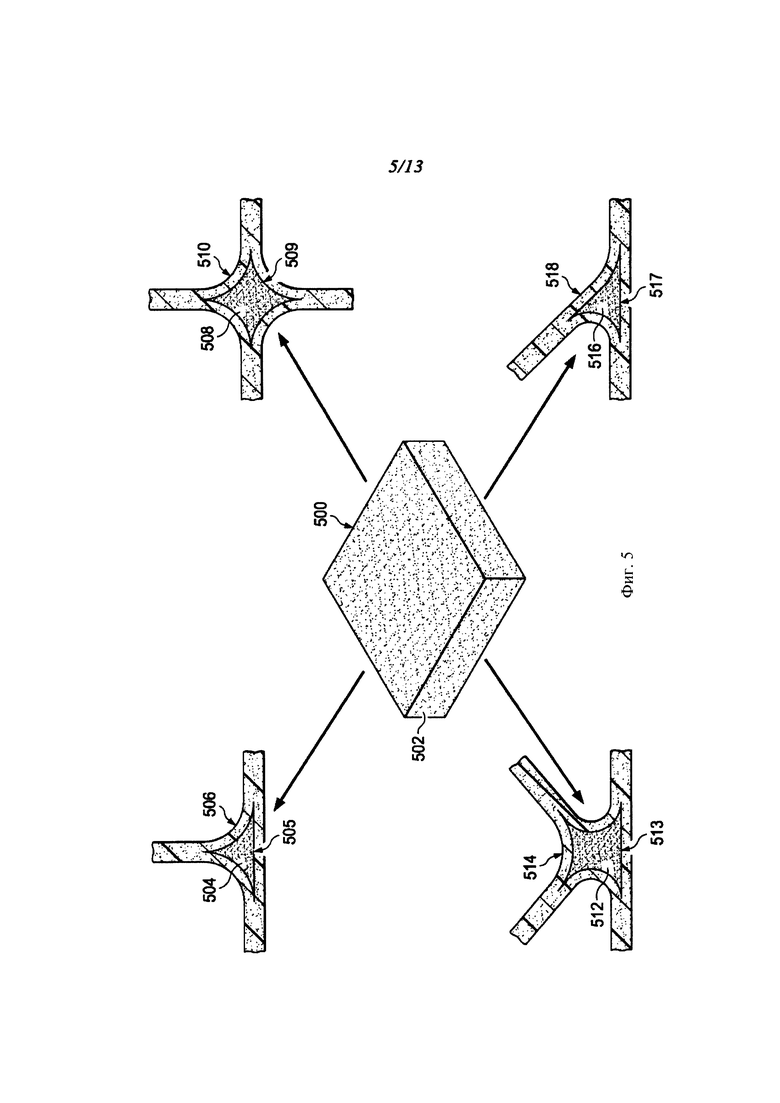
Со ссылкой на фиг. 5 изображено сырье и различные типы заполнителей, которые могут быть изготовлены из сырья в соответствии с иллюстративным вариантом реализации. В этом иллюстративном примере сырье 500 может являться примером одного варианта реализации сырья 212 по фиг. 2. Сырье 500 может являться по существу изотропным и содержать беспорядочно ориентированные прерывистые волокна 502.
В одном иллюстративном примере заполнитель 504, имеющий выбранную форму 505, может быть сформирован путем вырезания выбранной части из сырья 500 и пропитывания этой выбранной части смолой. Как показано, заполнитель 504 может быть использован для заполнения полости внутри конструкции 506 из композитного материала.
В качестве другого иллюстративного примера заполнитель 508, имеющий выбранную форму 509, может быть образован из сырья 500 для использования в заполнении полости внутри конструкции 510 из композитного материала. В еще одном иллюстративном примере заполнитель 512, имеющий выбранную форму 513, может быть образован из сырья 500 для использования в заполнении полости внутри конструкции 514 из композитного материала. Также, заполнитель 516, имеющий выбранную форму 517, может быть образован из сырья 500 для использования в заполнении полости внутри конструкции 518 из композитного материала. Каждый из заполнителя 504, заполнителя 508, заполнителя 512 и заполнителя 516 может являться примером одного варианта реализации заполнителя 108 по фиг. 1-2.
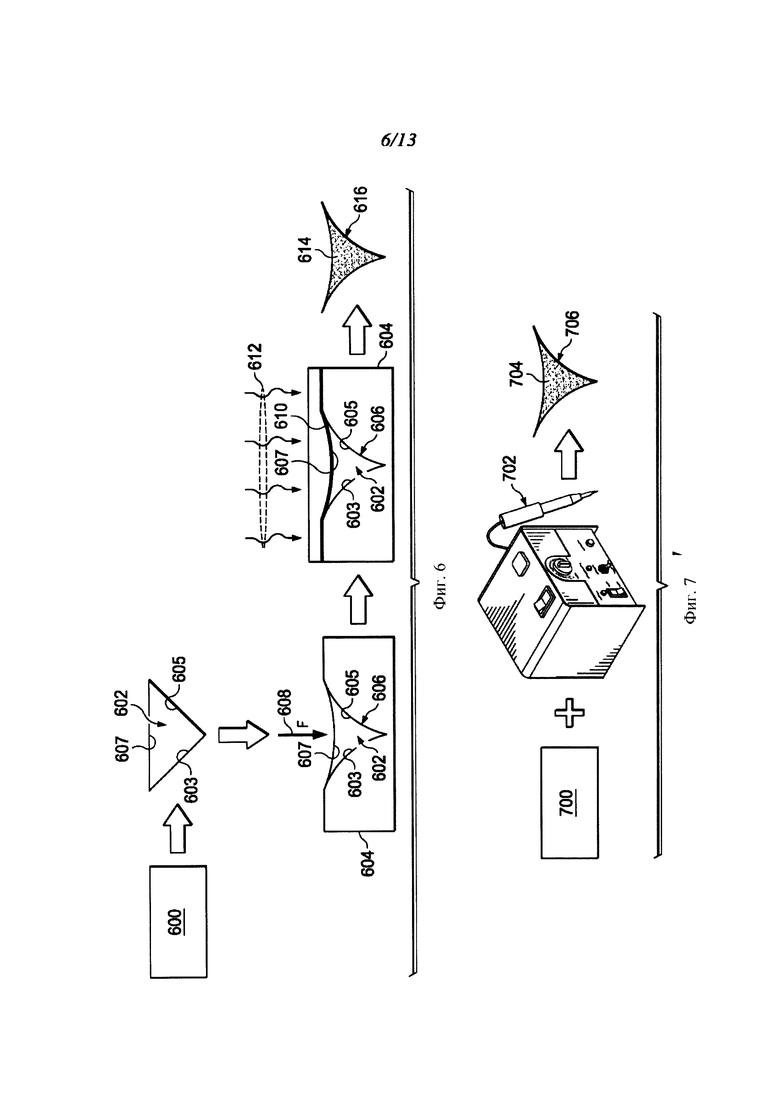
Со ссылкой на фиг. 6 изображен один способ образования заполнителя в соответствии с иллюстративным вариантом реализации. В этом иллюстративном примере сырье 600 может являться примером одного варианта реализации сырья 212 по фиг. 2.
Выбранная часть 602 может быть вырезана из сырья 600 с использованием режущего устройства, такого как, например, среди прочего, режущее устройство 234 по фиг. 2. Выбранная часть 602 может являться примером одного варианта реализации выбранной части 236 по фиг. 2.
Как показано, выбранная часть 602 может иметь край 603, край 605 и край 607. Затем выбранная часть 602 может быть пропитана смолой (не показано).
Выбранная часть 602 может быть вдавлена в полость 606 формы 604 путем приложения силы 608 к краю 607 выбранной части 602. Полость 606 может быть выполнена по форме таким образом, чтобы путем проталкивания выбранной части 602 в полость 606 профилировать край 603 и край 605. Сила 608, прикладываемая к краю 607 может также профилировать край 607.
Форма 604 может содержать пластину 610, расположенную над краем 607 для поддержания требуемой формы края 607. Тепло 612 затем могут применять к выбранной части 602 внутри формы 604. Тепло 612 может отверждать выбранную часть 602, причем выбранная часть 602 пропитана смолой (не показано) для образования заполнителя 614. Заполнитель 614 может иметь окончательную форму 616.
Со ссылкой на фиг. 7 изображен один способ образования выбранной части сырья в соответствии с иллюстративным вариантом реализации. В этом иллюстративном примере сырье 700 может являться примером одного варианта реализации сырья 212 по фиг. 2. Электронный нож 702 может быть использован для вырезания выбранной части 704, имеющей выбранную форму 706, из сырья 700. Электронный нож 702 может являться примером одного варианта реализации режущего устройства 234 по фиг. 2.
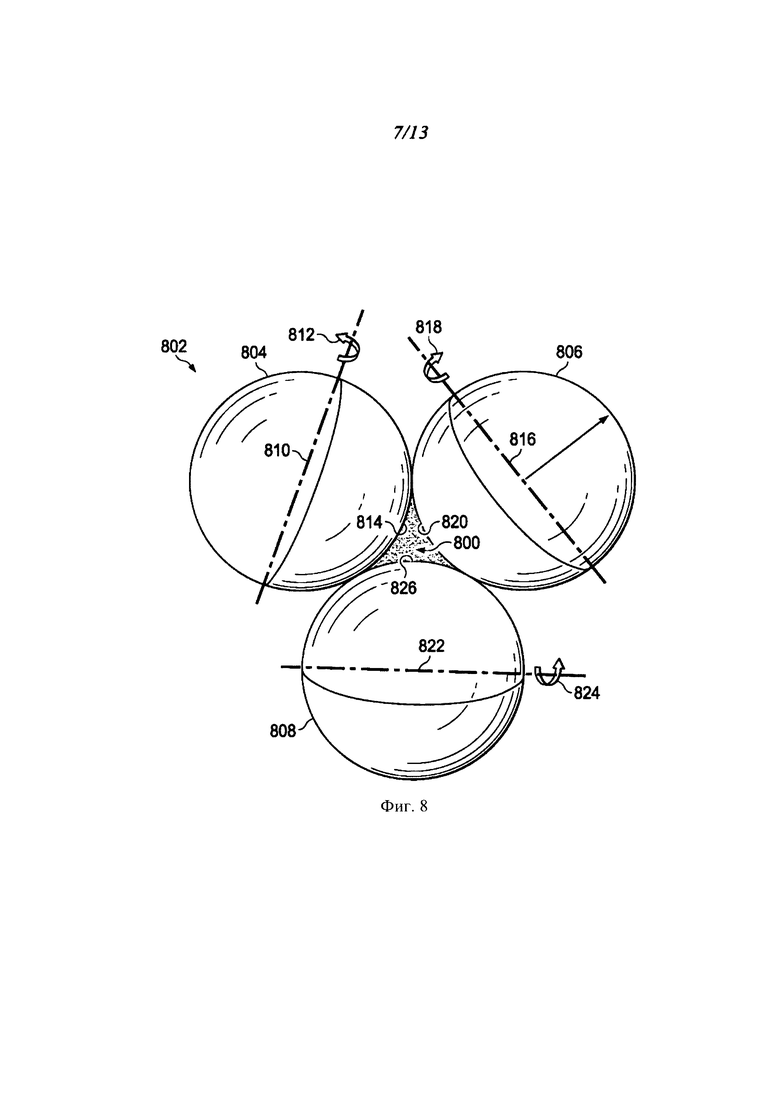
Со ссылкой на фиг. 8 изображено использование роликов для профилирования краев выбранной части сырья в соответствии с иллюстративным вариантом реализации. В этом иллюстративном примере выбранная часть 800 может являться примером одного варианта реализации выбранной части 236 сырья 212 по фиг. 2.
Ролики 802 могут являться примером одного варианта реализации нескольких роликов 244 по фиг. 2. Ролики 802 включают сферический ролик 804, сферический ролик 806 и сферический ролик 808. В одном иллюстративном примере ролики 802 могут являться частью системы сжатия с прижимными роликами. Сферический ролик 804 выполнен с возможностью вращения вокруг оси 810 в направлении стрелки 812 для профилирования края 814 выбранной части 800 таким образом, чтобы обеспечивать по существу соответствие края 814 радиусу кривизны сферического ролика 804.
Аналогично, сферический ролик 806 выполнен с возможностью вращения вокруг оси 816 в направлении стрелки 818 для профилирования края 820 выбранной части 800 таким образом, чтобы обеспечивать по существу соответствие края 820 радиусу кривизны сферического ролика 806. Также, сферический ролик 808 выполнен с возможностью вращения вокруг оси 822 в направлении стрелки 824 для профилирования края 826 выбранной части 800 таким образом, чтобы обеспечивать по существу соответствие края 826 радиусу кривизны сферического ролика 808.
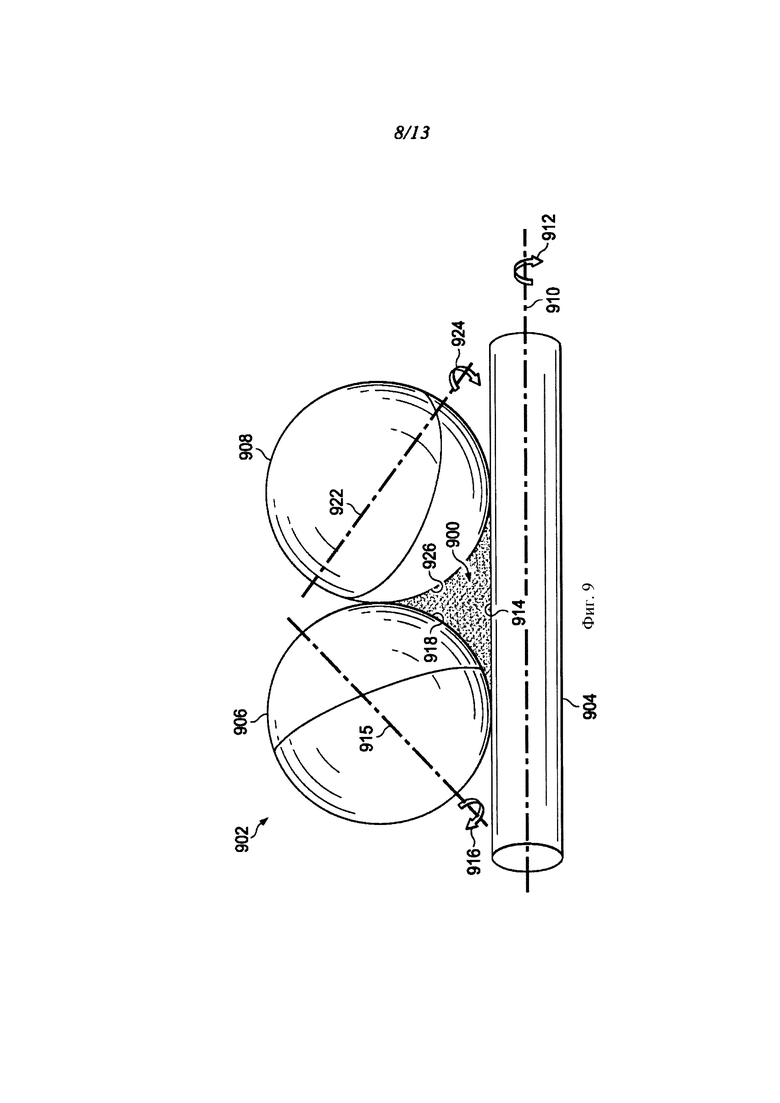
Со ссылкой на фиг. 9 изображено использование роликов для профилирования краев выбранной части сырья в соответствии с иллюстративным вариантом реализации. В этом иллюстративном примере выбранная часть 900 может являться примером одного варианта реализации выбранной части 236 сырья 212 по фиг. 2.
Ролики 902 могут являться примером одного варианта реализации нескольких роликов 244 по фиг. 2. В одном иллюстративном примере ролики 902 могут являться частью системы сжатия с прижимными роликами. Ролики 902 включают цилиндрический ролик 904, сферический ролик 906 и сферический ролик 908. Цилиндрический ролик 904 выполнен с возможностью вращения вокруг оси 910 в направлении стрелки 912 для профилирования края 914 выбранной части 900 таким образом, чтобы обеспечивать по существу соответствие края 914 радиусу кривизны цилиндрического ролика 904.
Также, сферический ролик 906 выполнен с возможностью вращения вокруг оси 915 в направлении стрелки 916 для профилирования края 918 выбранной части 900 таким образом, чтобы обеспечивать по существу соответствие края 918 радиусу кривизны сферического ролика 906. Сферический ролик 908 выполнен с возможностью вращения вокруг оси 922 в направлении стрелки 924 для профилирования края 926 выбранной части 900 таким образом, чтобы обеспечивать по существу соответствие края 926 радиусу кривизны сферического ролика 908.
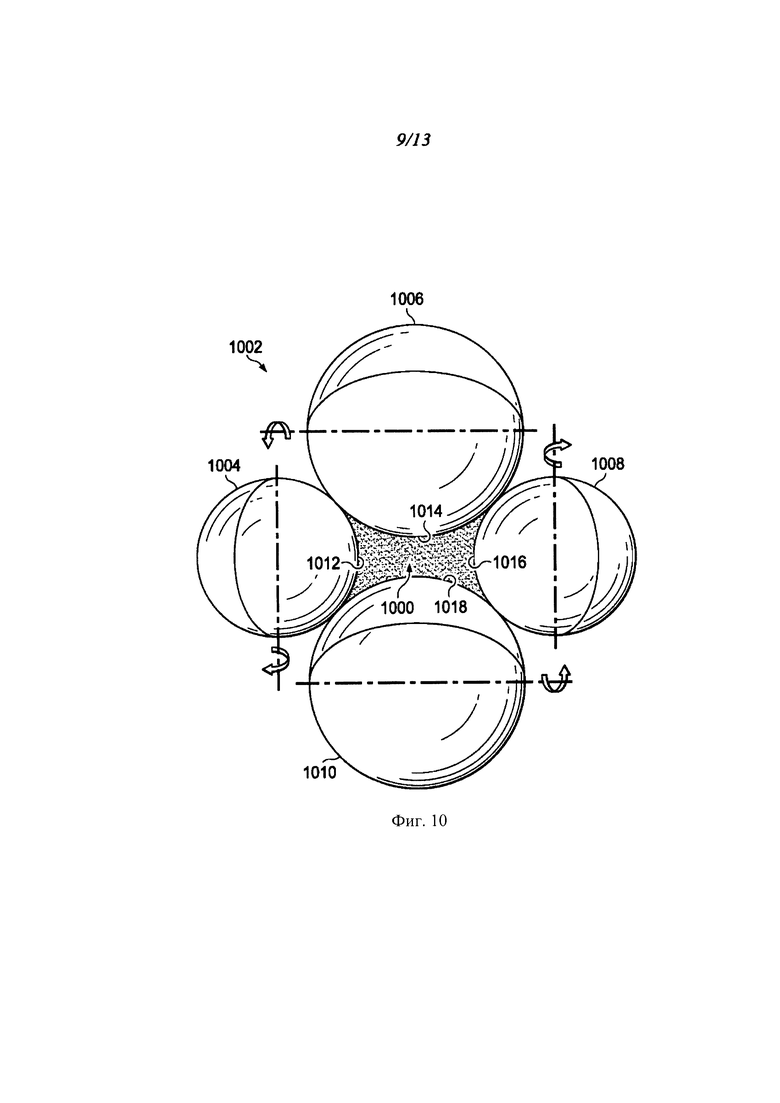
Со ссылкой на фиг. 10 изображено использование роликов для профилирования краев выбранной части сырья в соответствии с иллюстративным вариантом реализации. В этом иллюстративном примере выбранная часть 1000 может являться примером одного варианта реализации выбранной части 236 сырья 212 по фиг. 2.
Ролики 1002 могут являться примером одного варианта реализации нескольких роликов 244 по фиг. 2. В одном иллюстративном примере ролики 1002 могут являться частью системы сжатия с прижимными роликами. Ролики 1002 включают сферический ролик 1004, сферический ролик 1006, сферический ролик 1008 и сферический ролик 1010. Сферический ролик 1004, сферический ролик 1006, сферический ролик 1008 и сферический ролик 1010 могут быть использованы для профилирования края 1012, края 1014, края 1016 и края 1018, соответственно, выбранной части 1000.
Изображения на фиг. 3-10 не подразумевают физических или архитектурных ограничений способа возможной реализации иллюстративного варианта реализации. Могут быть использованы другие компоненты в дополнение или вместо изображенных. Некоторые компоненты могут являться необязательными.
Различные компоненты, изображенные на фиг. 3-10, могут являться иллюстративными примерами реализации компонентов, изображенных в форме блоков на фиг. 1-2, в качестве физических конструкций. Дополнительно, некоторые из компонентов на фиг. 3-10 могут быть совмещены с компонентами на фиг. 1-2, использованы с компонентами на фиг. 1-2, или могут быть использованы оба этих подхода.
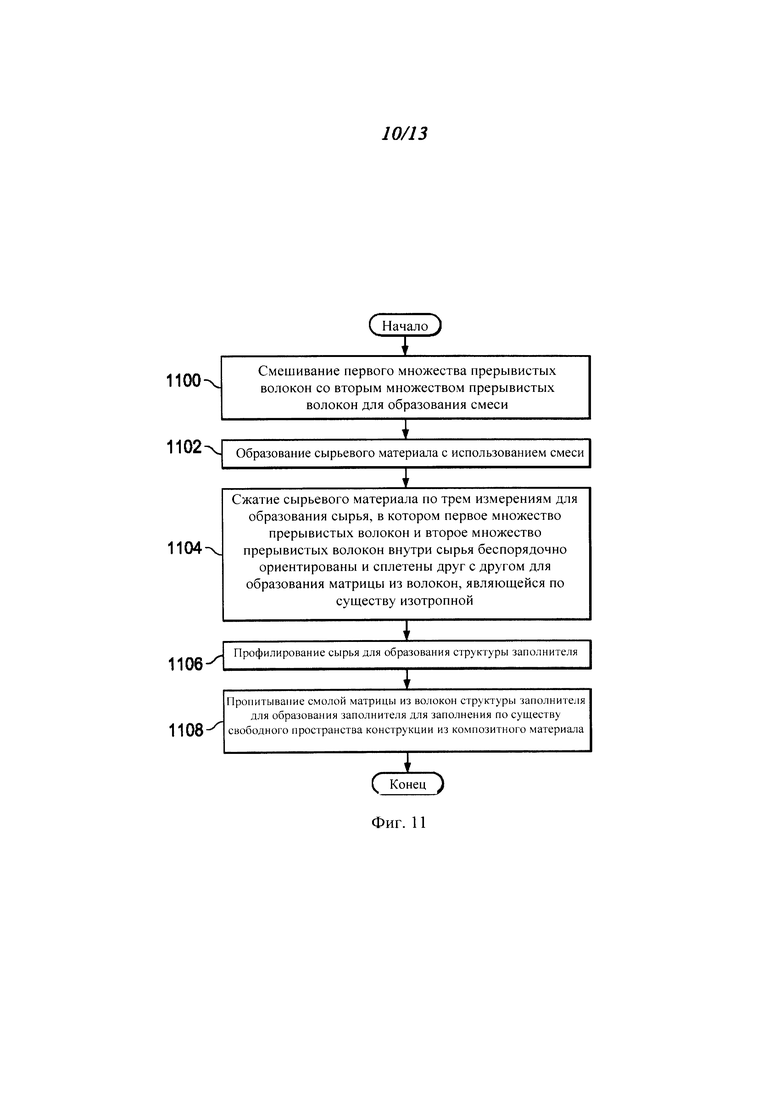
Со ссылкой на фиг. 11 изображен процесс образования заполнителя для полости в конструкции из композитного материала в форме функциональной схемы в соответствии с иллюстративным вариантом реализации. Процесс, изображенный на фиг. 11, может быть использован для образования заполнителя 108 по фиг. 1-2. В одном иллюстративном примере процесс, изображенный на фиг. 11, может быть реализован с использованием системы 132 изготовления композитного материала на фиг. 1-2.
Процесс может начинаться со смешивания первого множества прерывистых волокон со вторым множеством прерывистых волокон для образования смеси (этап 1100). В одном иллюстративном примере смесь, образованная на этапе 1100, может являться однородной смесью. Однородная смесь может иметь однородный состав и однородные свойства. В частности, первое множество прерывистых волокон и второе множество прерывистых волокон могут быть по существу однородно распределены по смеси.
Далее, сырьевой материал может быть образован с использованием смеси (этап 1102). Затем, сырьевой материал сжимают относительно трех измерений для образования сырья, в котором первое множество прерывистых волокон и второе множество прерывистых волокон внутри сырья беспорядочно ориентированы и сплетены друг с другом, для образования матрицы из волокон, являющейся по существу изотропной (этап 1104).
Сырье может быть подвергнуто профилированию для образования структуры заполнителя (этап 1106). Матрица из волокон структуры заполнителя может затем быть пропитана смолой для образования заполнителя по существу для заполнения полости конструкции из композитного материала (этап 1108), после чего процесс завершается.
В некоторых иллюстративных примерах этап 1108 не осуществляют. В этих примерах структура заполнителя, сформированная на этапе 1106, может формировать окончательный заполнитель. Этот заполнитель может называться сухим заполнителем. Этот сухой заполнитель может быть соединен с первой сухой заготовкой и второй сухой заготовкой для образования конструкции из композитного материала. Сухой заполнитель выполнен с возможностью заполнения полости между первой сухой заготовкой и второй сухой заготовкой. Затем конструкция из композитного материала может быть пропитана смолой для образования пропитанной смолой конструкции из композитного материала, которая затем может быть отверждена для образования полностью отвержденной и окончательной конструкцией из композитного материала.
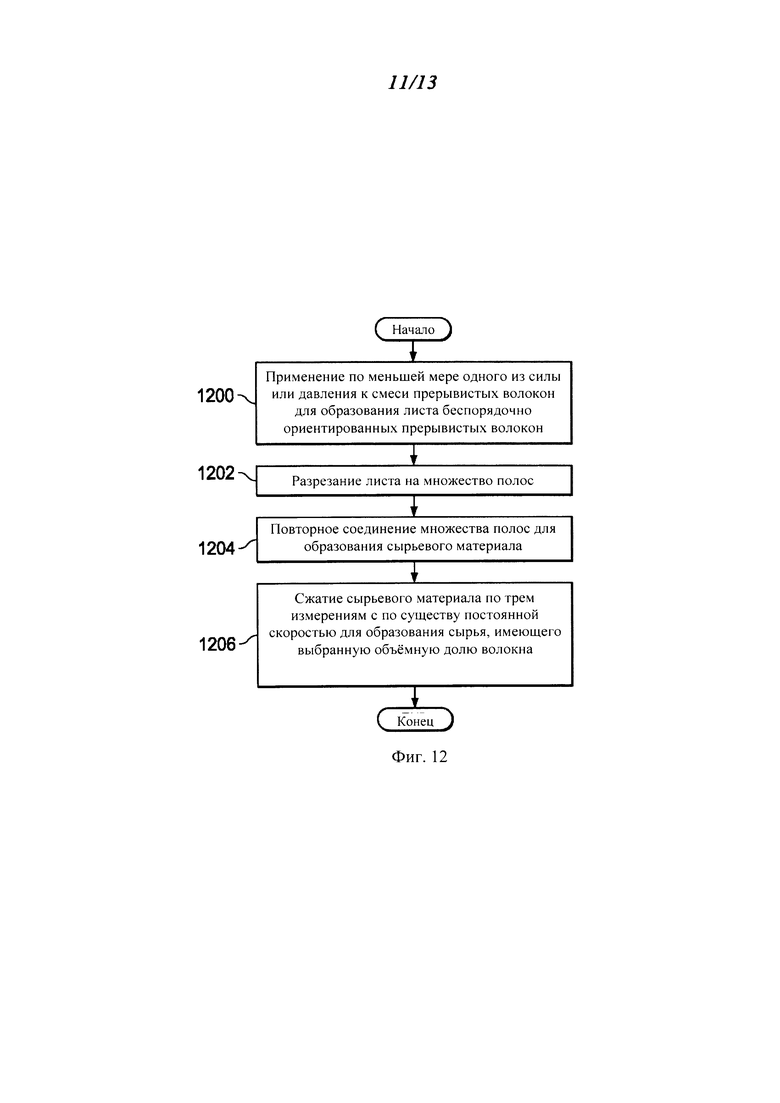
Со ссылкой на фиг. 12 изображен процесс образования сырья в форме функциональной схемы в соответствии с иллюстративным вариантом реализации. Процесс, изображенный на фиг. 12, может являться примером одного способа, которым этап 1102 и этап 1104 по фиг. 11 могут быть осуществлены. Также, этот процесс может быть реализован с использованием, например, среди прочего, системы 202 образования сырья по фиг. 2.
Процесс может начинаться путем применения по меньшей мере одного из силы или давления к смеси прерывистых волокон для образования листа беспорядочно ориентированных прерывистых волокон (этап 1200). На этапе 1200 смесь может представлять собой смесь, образованную на этапе 1100 по фиг. 11. Эта смесь может являться по существу однородной смесью.
Лист затем может быть разрезан на множество полос (этап 1202). Множество полос может быть повторно соединено для образования сырьевого материала (этап 1204). В одном иллюстративном примере этап 1204 может быть осуществлен с использованием смешивающего устройства для смешивания множества полос друг с другом для образования сырьевого материала.
Сырьевой материал может быть сжат по трем измерениям по существу с постоянной скоростью для образования сырья, имеющего выбранную объемную долю волокна (этап 1206), после чего процесс завершается. На этапе 1206 выбранная объемная доля волокна может, например, среди прочего, составлять от приблизительно 5% до приблизительно 60%. В некоторых случаях на этапе 1206 сырьевой материал может быть сжат по существу с постоянной скоростью в направлениях, соответствующих трем измерениям.
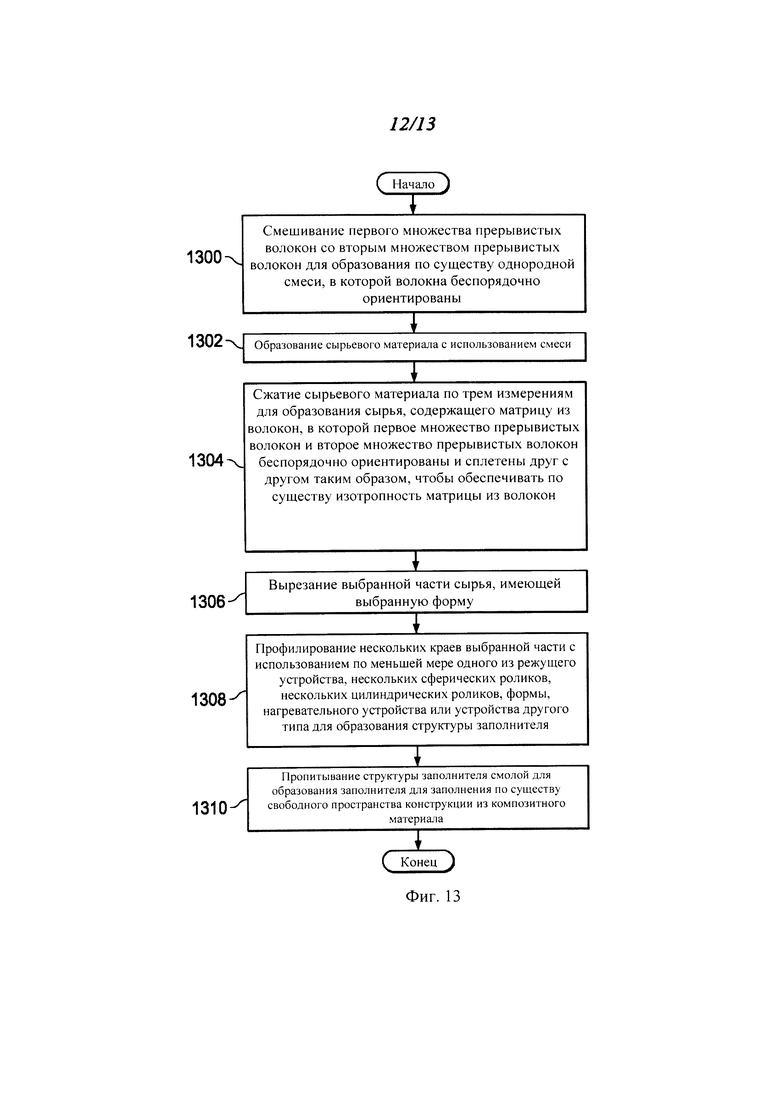
Со ссылкой на фиг. 13 изображен более подробный процесс образования заполнителя для полости в конструкции из композитного материала в форме функциональной схемы в соответствии с иллюстративным вариантом реализации. Процесс, изображенный на фиг. 13, может быть использован для образования заполнителя 108 по фиг. 1-2. В одном иллюстративном примере процесс, изображенный на фиг. 11, может быть реализован с использованием системы 132 изготовления композитного материала по фиг. 1-2.
Процесс может начинаться со смешивания первого множества прерывистых волокон со вторым множеством прерывистых волокон для образования по существу однородной смеси, в которой волокна беспорядочно ориентированы (этап 1300). Затем, смесь может быть использована для образования сырьевого материала (этап 1302).
Сырьевой материал может быть сжат по трем измерениям для образования сырья, содержащего матрицу из волокон, в которой первое множество прерывистых волокон и второе множество прерывистых волокон беспорядочно ориентированы и сплетены друг с другом таким образом, чтобы обеспечивать по существу изотропность матрицы из волокон (этап 1304). Матрица из волокон может являться трехмерной матрицей из волокон.
Выбранная часть, имеющая выбранную форму, затем может быть вырезана из сырья (этап 1306). Несколько краев выбранной части могут быть сформированы с использованием по меньшей мере одного из следующего: режущего устройства, нескольких сферических роликов, нескольких цилиндрических роликов, формы, нагревательного устройства или устройства другого типа для образования структуры заполнителя (этап 1308). Структура заполнителя может быть пропитана смолой для образования заполнителя для заполнения по существу полости конструкции из композитного материала (этап 1310), после чего процесс завершается.
Функциональные схемы и блок-схемы в различных изображенных вариантах реализации изображают архитектуру, функциональность и эксплуатацию некоторых возможных вариантов реализации устройств и способов в иллюстративных вариантах реализации. Для этого каждый блок в функциональных схемах или блок-схемах может представлять модуль, сегмент, функцию и/или часть операции или этапа.
В некоторых альтернативных вариантах реализации иллюстративного варианта реализации функция или функции, указанные в блоках, могут происходить не по порядку, указанному на чертежах. Например, в некоторых случаях два блока, изображенные последовательно, могут быть осуществлены по существу одновременно, или блоки могут иногда быть осуществлены в обратном порядке в зависимости от используемой функциональности. Также, другие блоки могут быть добавлены в дополнение к изображенным блокам в функциональной схеме или блок-схеме.
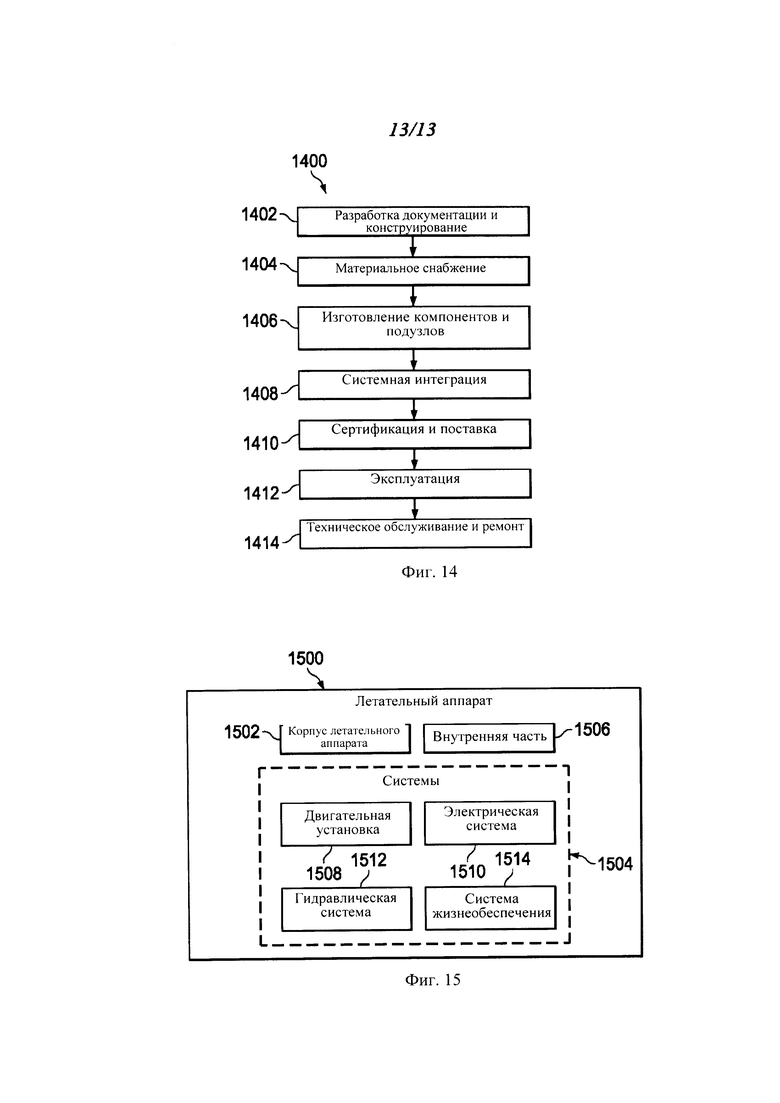
Иллюстративные варианты реализации изобретения могут быть описаны в контексте способа 1400 изготовления и эксплуатации летательного аппарата, как показано на фиг. 14, и летательного аппарата 1500, как показано на фиг. 15. Сперва обратимся к фиг. 14, на которой изображен способ изготовления и эксплуатации летательного аппарата в форме блок-схемы в соответствии с иллюстративным вариантом реализации. Во время подготовки к производству способ 1400 изготовления и эксплуатации летательного аппарата может включать разработку документации и конструирование 1402 летательного аппарата 1500 на фиг. 15 и материальное снабжение 1404.
Во время производства происходит изготовление 1406 компонентов и подузлов и системная интеграция 1408 летательного аппарата 1500 по фиг. 15. В дальнейшем летательный аппарат 1500 по фиг. 15 может проходить сертификацию и поставку 1410 для того, чтобы попасть в эксплуатацию 1412. Когда он находится в эксплуатации 1412 клиентом, для летательного аппарата 1500 по фиг. 15 составлено расписание планового технического обслуживания и ремонта 1414, которые могут включать модификацию, перенастройку, переоснащение и другое техническое обслуживание или ремонт.
Каждый из процессов способа 1400 изготовления и эксплуатации летательного аппарата может быть выполнен или проведен системным интегратором, третьей стороной и/или оператором. В этих примерах оператор может являться клиентом. Для целей настоящего описания системный интегратор может среди прочего содержать любое количество изготовителей летательных аппаратов и основных системных субподрядчиков; третья сторона может среди прочего содержать любое количество производителей, субподрядчиков и поставщиков; а оператор может быть авиакомпанией, лизинговой компанией, военной организацией, обслуживающей организацией и тому подобным.
Со ссылкой на фиг. 15 изображен летательный аппарат в форме блох-схемы, в которой может быть реализован иллюстративный вариант реализации. В этом примере летательный аппарат 1500 изготовлен при помощи способа 1400 изготовления и эксплуатации летательного аппарата по фиг. 14 и может содержать корпус 1502 летательного аппарата с множеством систем 1504 и внутренней частью 1506. Примеры систем 1504 содержат одно или более из двигательной установки 1508, электрической системы 1510, гидравлической системы 1512 и системы 1514 жизнеобеспечения. Может содержаться любое количество других систем. Несмотря на то, что приведен пример из аэрокосмической области, различные иллюстративные варианты реализации могут применяться в других областях промышленности, таких как автомобильная промышленность.
Воплощенные здесь устройства и способы могут быть использованы во время осуществления по меньшей мере одного из этапов способа 1400 производства и эксплуатации летательного аппарата. В частности, заполнитель 108 по фиг. 1 может быть изготовлен и использован во время любого одного из этапов способа 1400 изготовления и эксплуатации летательного аппарата. Например, среди прочего заполнитель 108 по фиг. 1 может быть изготовлен, использован или изготовлен и использован во время по меньшей мере одного из этапов материального снабжения 1404, изготовления 1406 компонентов и подузлов, системной интеграции 1408, планового технического обслуживания и ремонта 1414 или другого этапа способа 1400 изготовления и эксплуатации летательного аппарата. Дополнительно, заполнители, такие как заполнитель 108 по фиг. 1, могут быть использованы для заполнения полостей в конструкциях из композитного материала, образующих корпус 1502 или внутреннюю часть 1506 летательного аппарата 1500.
В одном иллюстративном примере компоненты или подузлы, изготовленные на этапе изготовления 1406 компонентов и подузлов на фиг. 14, могут быть изготовлены или произведены посредством способа, подобного способу изготовления компонентов или подузлов, изготовленных во время нахождения летательного аппарата 1500 в эксплуатации 1412 на фиг. 14. В качестве другого примера один или более вариантов реализации устройства, вариантов реализации способа или их сочетания могут быть использованы во время этапов изготовления, таких как этап изготовления 1406 компонентов и подузлов и системной интеграции 1408 на фиг. 14. Один или более вариантов реализации устройства, вариантов реализации способа или их сочетания могут быть использованы при нахождении летательного аппарата 1500 в эксплуатации 1412 и/или во время технического обслуживания и ремонта 1414 на фиг. 14. Использование нескольких различных иллюстративных вариантов реализации может по существу ускорять сборку и/или уменьшать стоимость летательного аппарата 1500.
Таким образом, в соответствии с первым аспектом настоящего изобретения предложено:
А1. Устройство, содержащее:
заполнитель (108), содержащий матрицу (115) из волокон, однородную во всех направлениях, причем матрица (115) из волокон содержит:
первое множество (122) прерывистых волокон, в котором каждое волокно из первого множества (122) прерывистых волокон содержит упрочняющий материал (126); и
второе множество (124) прерывистых волокон, в котором каждое волокно из второго множества (124) прерывистых волокон содержит связующий материал (128),
при этом прерывистые волокна (120) первого множества (122) прерывистых волокон и второго множества (124) прерывистых волокон беспорядочно ориентированы и сплетены друг с другом.
А2. Также предложено устройство в соответствии с параграфом А1, в котором упрочняющий материал (126) содержит по меньшей мере одно из углерода, двуокиси кремния, стекла, бора, пара-арамидного синтетического волокна, полиимида, керамического материала или металлического материала.
A3. Также предложено устройство в соответствии с параграфом А1, в котором связующий материал (128) содержит по меньшей мере одно из термопластичного материала или термореактивного материала.
А4. Также предложено устройство в соответствии с параграфом А1, в котором заполнитель (108) выполнен с возможностью использования по существу для заполнения полости (107) конструкции (102) из композитного материала, при этом заполнитель (108) имеет совокупность свойств (109) заполнителя, по существу соответствующую совокупности свойств (110) конструкции (102) из композитного материала.
А5. Также предложено устройство в соответствии с параграфом А1, в котором заполнитель (108) дополнительно содержит:
смолу, (116) которой пропитана матрица (115) из волокон.
А6. Также предложено устройство в соответствии с параграфом А1, в котором заполнитель (108) дополнительно содержит:
дополнительное связующее вещество (130) внутри матрицы (115) из волокон для упрочнения заполнителя (108).
А7. Также предложено устройство в соответствии с параграфом А1, в котором каждое из прерывистых волокон (120) имеет длину, составляющую по меньшей мере приблизительно один миллиметр.
В1. Способ изготовления заполнителя (108) для конструкции (102) из композитного материала, включающий:
смешивание (1100) первого множества (122) прерывистых волокон со вторым множеством (124) прерывистых волокон для образования смеси (206);
образование (1102) сырьевого материала (226) с использованием смеси (206);
сжатие (1104) сырьевого материала (226) для образования сырья (212), в котором прерывистые волокна (120) первого множества (122) прерывистых волокон и второго множества (124) прерывистых волокон внутри сырья (212) беспорядочно ориентированы и сплетены друг с другом для образования матрицы (115) из волокон, однородной во всех направлениях; и
профилирование (1106) сырья (212) для образования структуры (233) заполнителя для использования в образовании заполнителя (108).
В2. Также предложен способ в соответствии с параграфом В1, в котором смешивание (1100) первого множества (122) прерывистых волокон со вторым множеством (124) прерывистых волокон включает:
смешивание первого множества (122) прерывистых волокон, содержащего упрочняющий материал (126), со вторым множеством (124) прерывистых волокон, содержащим связующий материал (128).
В3. Также предложен способ в соответствии с параграфом В2, в котором смешивание первого множества (122) прерывистых волокон, содержащего упрочняющий материал (126), со вторым множеством (124) прерывистых волокон, содержащим связующий материал (128), включает:
смешивание первого множества (122) прерывистых волокон со вторым множеством (124) прерывистых волокон для образования по существу однородной смеси (208).
В4. Также предложен способ в соответствии с параграфом В3, в котором образование (1102) сырья (212) включает:
применение по меньшей мере одного из силы или давления к смеси (206) для образования листа (222) беспорядочно ориентированных прерывистых волокон (120).
В5. Также предложен способ в соответствии с параграфом В4, в котором образование (1102) сырьевого материала (226) дополнительно включает:
разрезание (1202) листа (222) на множество полос (224); и
повторное соединение (1204) множества полос (224) для образования сырьевого материала (226).
В6. Также предложен способ в соответствии с параграфом В1, в котором сжатие (1104) сырьевого материала (226) включает:
сжатие (1206) сырьевого материала (226) по трем измерениям с по существу постоянной скоростью для образования сырья (212).
В7. Также предложен способ в соответствии с параграфом В1, в котором сжатие (1104) сырьевого материала (226) включает:
сжатие сырьевого материала (226) по трем измерениям для образования сырья (212), имеющего выбранную объемную долю (232) волокна, составляющую приблизительно от 5% до приблизительно 80%, причем сырье (212) является однородным во всех направлениях.
В8. Также предложен способ в соответствии с параграфом В1, в котором профилирование (1106) сырья (212) включает:
вырезание (1306) выбранной части (236) сырья (212), имеющего выбранную форму (238).
В9. Также предложен способ в соответствии с параграфом В8, в котором профилирование сырья (212) дополнительно включает:
профилирование нескольких краев (240) выбранной части (236) сырья (212) для образования структуры (223) заполнителя.
В10. Также предложен способ в соответствии с параграфом В9, в котором профилирование нескольких краев выбранной части (236) сырья (212) включает:
профилирование нескольких краев (240) с использованием по меньшей мере одного из нескольких роликов (244), формы (254) или нагревательного устройства (252).
В11. Также предложен способ в соответствии с параграфом В9, в котором профилирование нескольких краев (240) выбранной части (236) сырья (212) включает:
помещение выбранной части (236) сырья (212) в форму (254) для профилирования нескольких краев (240) выбранной части (236) сырья (212); и
применение тепла (250) для отверждения выбранной части (236)
сырья (212).
В12. Также предложен способ в соответствии с параграфом В1, дополнительно включающий:
добавление дополнительного связующего вещества (130) в структуру (223) заполнителя для образования заполнителя (108).
В13. Также предложен способ в соответствии с параграфом В12, дополнительно включающий:
пропитывание структуры (223) заполнителя смолой (116) для образования заполнителя (108).
С1. Матрица (115) из волокон, содержащая:
первое множество (122) прерывистых волокон, в котором каждое волокно из первого множества (122) прерывистых волокон содержит упрочняющий материал (126); и
второе множество (124) прерывистых волокон, в котором каждое волокно из второго множества (124) прерывистых волокон содержит связующий материал (128), в которой прерывистые волокна (120) первого множества (122) прерывистых волокон и второго множества (124) прерывистых волокон беспорядочно ориентированы и сплетены друг с другом таким образом, чтобы обеспечивать однородность матрицы (115) из волокон во всех направлениях.
Описание различных иллюстративных вариантов реализации было представлено в целях иллюстрации и описания, и не является исчерпывающим или ограниченным вариантами реализации в описанной форме. Множество модификаций и изменений будут понятны специалисту в данной области техники. Также, различные иллюстративные варианты реализации могут предусматривать различные характерные особенности по сравнению с другими желательными вариантами реализации. Предложенный вариант реализации или варианты реализации выбраны и описаны для лучшего объяснения принципов вариантов реализации, практического применения и для предоставления возможности специалистам в данной области техники понимания изобретения в различных вариантах реализации и различных модификациях, подходящих для предусмотренного конкретного применения.
Изобретение относится к области конструкционных композитных материалов для использования в авиастроении и касается заполнителя для заполнения полостей в конструкциях из композитного материала. Заполнитель содержит сжатую матрицу из волокон, однородную во всех направлениях, причем матрица из волокон содержит: первое множество прерывистых волокон, в котором каждое волокно из первого множества прерывистых волокон содержит упрочняющий материал; и второе множество прерывистых волокон, в котором каждое волокно из второго множества прерывистых волокон содержит связующий материал. Прерывистые волокна первого множества и второго множества прерывистых волокон беспорядочно ориентированы и сплетены друг с другом. Заполнитель формируют так, чтобы иметь форму, выбранную для полости конструкции из композитного материала, причем полость впоследствии подлежит заполнению заполнителем. Изобретение обеспечивает предотвращение образования трещин в композитных заполнителях. 2 н. и 11 з.п. ф-лы, 15 ил.
1. Заполнитель для конструкции из композитного материала, содержащий сжатую матрицу из волокон, однородную во всех направлениях, причем матрица из волокон содержит:
первое множество прерывистых волокон, в котором каждое волокно из первого множества прерывистых волокон содержит упрочняющий материал; и
второе множество прерывистых волокон, в котором каждое волокно из второго множества прерывистых волокон содержит связующий материал,
при этом прерывистые волокна первого множества прерывистых волокон и второго множества прерывистых волокон беспорядочно ориентированы и сплетены друг с другом, и
заполнитель сформирован, чтобы иметь форму, выбранную для полости конструкции из композитного материала, причем полость впоследствии подлежит заполнению заполнителем.
2. Заполнитель по п. 1, в котором упрочняющий материал содержит по меньшей мере одно из углерода, двуокиси кремния, стекла, бора, пара-арамидного синтетического волокна, полиимида, керамического материала или металлического материала.
3. Заполнитель по п. 1, в котором связующий материал содержит по меньшей мере одно из термопластичного материала или термореактивного материала.
4. Заполнитель по п. 1, в котором заполнитель имеет совокупность свойств заполнителя, по существу соответствующую совокупности свойств конструкции из композитного материала.
5. Заполнитель по п. 1, в котором заполнитель дополнительно содержит:
смолу, которой пропитана матрица из волокон.
6. Заполнитель по п. 1, в котором заполнитель дополнительно содержит:
дополнительное связующее вещество внутри матрицы из волокон для упрочнения заполнителя.
7. Заполнитель по п. 1, в котором каждое из прерывистых волокон имеет длину, составляющую по меньшей мере приблизительно один миллиметр.
8. Способ изготовления заполнителя для конструкции из композитного материала, включающий:
смешивание первого множества прерывистых волокон, содержащего упрочняющий материал, со вторым множеством прерывистых волокон, содержащим связующий материал, для образования смеси;
образование сырьевого материала с использованием смеси;
сжатие сырьевого материала для образования сжатого сырья, в котором прерывистые волокна первого множества прерывистых волокон и второго множества прерывистых волокон внутри сырья беспорядочно ориентированы и сплетены друг с другом с образованием сжатой матрицы из волокон, однородной во всех направлениях; и
профилирование сжатого сырья для образования структуры заполнителя для использования в образовании заполнителя, причем
профилирование сжатого сырья включает вырезание выбранной части сжатого сырья, имеющей выбранную форму.
9. Способ по п. 8, в котором смешивание первого множества прерывистых волокон, содержащего упрочняющий материал, со вторым множеством прерывистых волокон, содержащим связующий материал, включает:
смешивание первого множества прерывистых волокон со вторым множеством прерывистых волокон для образования по существу однородной смеси.
10. Способ по п. 8, в котором сжатие сырьевого материала включает:
сжатие сырьевого материала по трем измерениям с по существу постоянной скоростью для образования сырья.
11. Способ по п. 8, в котором сжатие сырьевого материала включает:
сжатие сырьевого материала по трем измерениям для образования сырья, имеющего выбранную объемную долю волокна, составляющую от приблизительно 5% до приблизительно 80%, причем сырье является однородным во всех направлениях.
12. Способ по п. 8, дополнительно включающий:
добавление дополнительного связующего вещества в структуру заполнителя для образования заполнителя.
13. Способ по п. 12, дополнительно включающий:
пропитывание структуры заполнителя смолой для образования заполнителя.
| US 2014216638 A1, 07.08.2014 | |||
| US 5272000 A, 21.12.1993 | |||
| US 5376327 A, 27.12.1994 | |||
| RU 2013145432 A, 20.04.2015. |

