Область техники, к которой относится изобретение
Настоящее изобретение относится к термоизолированным узлам профилей, используемым в конструкциях дверей, окон и в других аналогичных конструкциях, и в нем предлагается устройство для подачи пенополиуретанового изоляционного материала с заданной плотностью в полости, сформированной между двумя соединенными между собой профильными частями профиля рамы или створки, в результате чего достигается плотное прилегание изоляционного материала к стенкам двух профильных частей и полиамидных соединительных элементов, формирующих стенки температурного зазора между двумя профильными частями.
Уровень техники
Концепция энергосбережения ставит задачу оптимизации термоизоляции металлических профилей, чаще всего алюминиевых профилей, используемых в конструкции рам створок, выполненных с возможностью установки в них стеклянных панелей или панелей ставней, дверей и окон, и рам окон и дверей, в которые могут быть вставлены рамы створок. Это требование аналогичным образом применимо к профилям рам и створок различных типов дверей и окон, в которых профиль створки может вращаться относительно профиля рамы на петлях, или может скользить или подниматься со скольжением относительно рамы и т.п.
Для оптимизации термоизоляции были разработаны профили створок и рам, содержащие так называемый "тепловой зазор", то есть, они были разделены на две части, соединенные промежуточными полиамидными соединительными элементами, в результате чего формируется полость, заключенная между противолежащими стенками двух профильных частей и двух противолежащих полиамидных соединительных элементов. Хотя воздух, заполняющий вышеуказанную полость, уже успешно поддерживает разницу температур двух профильных частей, поскольку тепловой зазор, заполненный воздухом, прерывает непрерывность теплопередачи металлического профиля, однако это далеко от осуществления идеальной термоизоляции, когда внешняя профильная часть принимает температуру окружающей среды, а внутренняя профильная часть сохраняет температуру внутренних помещений здания, и тепловые потери исключаются.
С целью дальнейшего улучшения термоизоляционных характеристик таких профилей, в которых прерывается непрерывность теплопередачи, были предложены средства и способы заполнения вышеуказанного теплового зазора изоляционным материалом, имеющим более низкую теплопроводность по сравнению с воздухом и, соответственно, способным улучшить термоизоляционные характеристики профиля.
Известный способ улучшения термоизоляции включает введение длинных блоков из изоляционного материала, такого как полистирол или жесткий полиуретан, внутрь вышеуказанной полости между двумя профильными частями. Однако в этом случае необходимо поддерживать запас таких блоков из изоляционного материала, имеющих соответствующее сечение, обеспечивающее прерывание непрерывности теплопередачи множества систем профилей, имеющих разные размеры, и стандартную длину, что влечет за собой необходимость разрезания изоляционных блоков для профилей, имеющих разные длины, задаваемые требованиями разных конкретных применений. Кроме затрат на хранение такого запаса секций изоляционных блоков разных размеров разрезание секций для получения нужной длины блоков с последующей их подгонкой к полостям профилей также влечет за собой дополнительные расходы, причем возможное улучшение термоизоляции минимально или неясно, поскольку невозможно обеспечить плотное прилегание этих блоков к боковым стенкам профильных частей и к стенкам полиамидных соединительных элементов. Было показано, что теплопроводность термоизолированного профиля, состоящего из двух частей с тепловым зазором между ними, в который введен изоляционный блок соответствующих размеров, изготовленный из полистирола или полиуретана, существенно ниже теплопроводности изоляционного блока.
Другой известный способ улучшения изоляции заключается в заполнении полости, сформированной между соединенными друг с другой профильными частями пенополиуретаном, подаваемым внутрь полости через отверстия, просверленные в боковых стенках профильных частей и разнесенные соответствующим образом по их длине. Однако такой способ не обеспечивает оптимальные изоляционные характеристики конечного продукта из-за неравномерной и нерегулируемой подачи пены в направлении, перпендикулярном продольной оси полости, сформированной боковыми стенками профильных частей и соединяющих их полиамидных профилей, в результате чего пена неравномерно распределяется по длине полости. Таким образом, получаемый блок пенополиуретана имеет неправильную форму, и в этом случае не обеспечивается плотное прилегание пенополиуретана к стенкам полости, причем такой блок неправильной формы может приводить к возникновению напряжений, которые могут ухудшать прочность конечного термоизолированного профиля. И что важнее всего, плотность изоляционного материала, которая существенно влияет на окончательные характеристики изоляции конечного термоизолированного профиля, "гуляет" по длине полости и ее невозможно регулировать для обеспечения оптимальных характеристик изоляции.
Соответственно, целью настоящего изобретения является устранение недостатков, связанных с обеспечением оптимизированной термоизоляции профилей, используемых в конструкциях рам, предназначенных для вставления в них стеклянных панелей или панелей ставен, для дверей или окон, и создание установки, способной подавать изоляционный материал по всей длине полости, сформированной боковыми стенками профильных частей и соединяющих их полиамидных профилей, профиля рамы или створки и обеспечение идеального прилегания изоляционного материала к стенкам двух профильных частей и полиамидных соединительных элементов, формирующим полость и составляющим стенки теплового зазора между двумя профильными частями, в результате чего обеспечивается однородный блок с регулируемыми характеристиками и равномерная плотность изоляционного материала по всей длине профильных частей, изготавливаемых в промышленных масштабах, которые собирают вместе с промежуточными полиамидными соединительными элементами.
Другой целью изобретения является получение узлов профилей, содержащих предложенный изоляционный материал с плотностью, которая может быть выбрана в диапазоне 30-90 кг/м3 и подобрана соответствующим образом для удовлетворения требований различных применений, например, в предпочтительных вариантах плотность в диапазоне 40-60 кг/м3 выбирают для профилей, для которых необходим оптимальный коэффициент теплопроводности, в результате чего обеспечиваются оптимальные характеристики изоляции, в то время как более высокая плотность может придавать профилям повышенную прочность и жесткость.
Еще одной целью изобретения является обеспечение заполнения полостей профильных частей термоизолированного узла профилей, соседних с центральной полостью (тепловым зазором) тем же изоляционным материалом, в результате чего улучшается термоизоляция, а также обеспечивается звукоизоляция собранного профиля.
Еще одной целью изобретения является композиция изоляционного материала, содержащая два различных компонента, которые подаются по раздельным трубкам вместе с воздухом, подаваемым еще по одной трубке, и все три трубки входят в состав устройства подачи изоляционного материала и совместно перемещаются в продольном направлении полости узла профилей, причем изоляционный материал подается и полностью перемешивается для формирования пенополиуретана, плотно заполняющего полость.
Еще одной целью изобретения является обеспечение альтернативных конфигураций вышеуказанного устройства подачи изоляционного материала, осуществляющего способ обеспечения изоляции по настоящему изобретению в узлах профилей, содержащих полости теплового зазора, имеющие разные формы и размеры, причем устройство подачи изоляционного материала, содержащее трубку подачи воздуха и трубки подачи двух разных компонентов, может иметь по существу эллиптическую форму с тремя трубками, расположенными рядно, или треугольную форму с тремя трубками, расположенными в углах треугольного устройства подачи изоляционного материала.
Еще одной целью изобретения является обеспечение устройства подачи полиуретана, снабженного центральным блоком обработки, выполненным с возможностью приема информации о температуре и влажности окружающей среды, а также о размерах полости и длине профиля, подлежащего заполнению изоляционным материалом, и регулирования соответствующим образом количества компонентов изоляционного материала для получения конечного изоляционного материала заданной плотности.
Еще одной целью изобретения является обеспечение устройства, доставляющего вышеуказанный изоляционный материал по длине теплового зазора полости, которое снабжено смесительным блоком, в котором компоненты вышеуказанной композиции, подаваемые устройством подачи изоляционного материала, смешиваются для формирования пенополиуретанового изоляционного материала, причем смесительный блок содержит обратный клапан для предотвращения обратного потока компонентов, и устройство подачи изоляционного материала и смесительный блок выполнены с возможностью смещения по трем координатам и ориентацией сопла выпуска полиуретана, расположенного по потоку ниже смесительного блока, по центру полости, подлежащей заполнению полиуретановым изоляционным материалом.
Еще одной целью изобретения является обеспечение вышеуказанного сопла выпуска полиуретана с возможностью поворота и выравнивания сопла в продольном направлении узла профилей, подлежащих заполнению полиуретановым изоляционным материалом.
Краткое описание чертежей
Изобретение лучше всего будет понятно специалистам из нижеприведенного подробного описания со ссылками на прилагаемые чертежи, на которых показано:
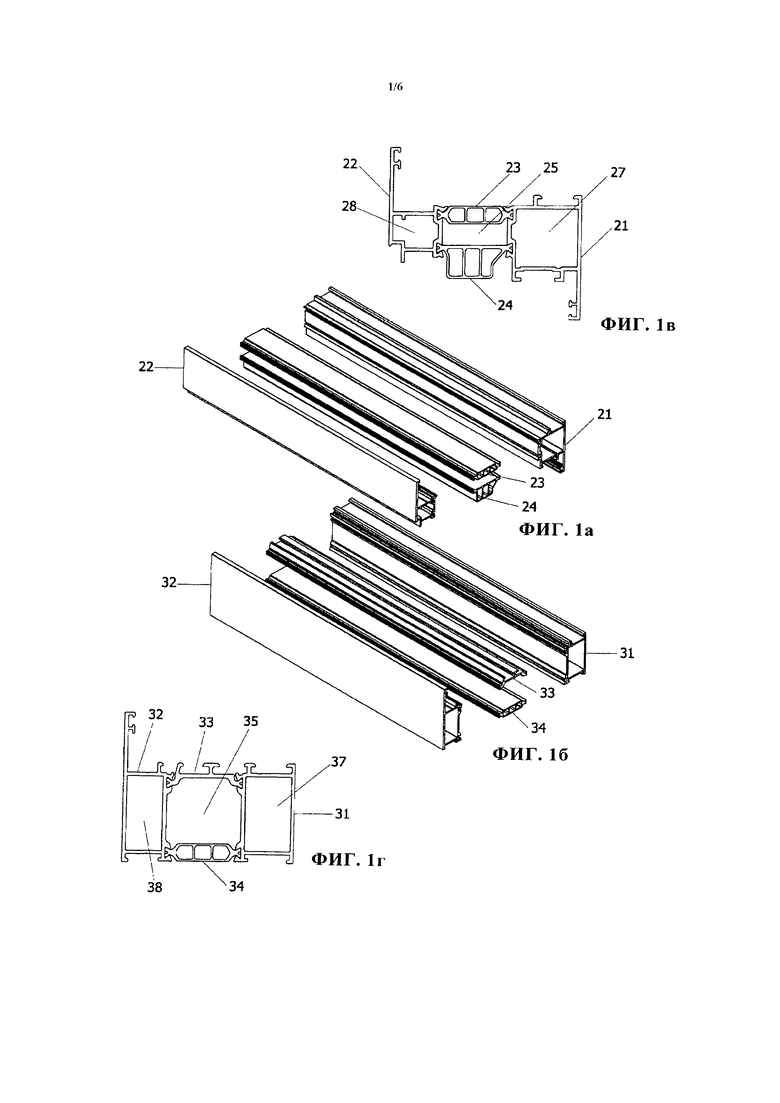
на фиг. 1а, 1б - виды в перспективе частей разобранных известных термоизолированных узлов профилей, представляющих собой конструкции створок и рам, которые вместе формируют узел двери или окна, причем створка соединена с узлом профилей рамы с помощью петель и вращается относительно нее при ее открытии и закрытии;
на фиг. 1в, 1г - виды сечений собранных известных термоизолированных узлов профилей створки и рамы, показанных на фиг. 1а, 1б, соответственно;
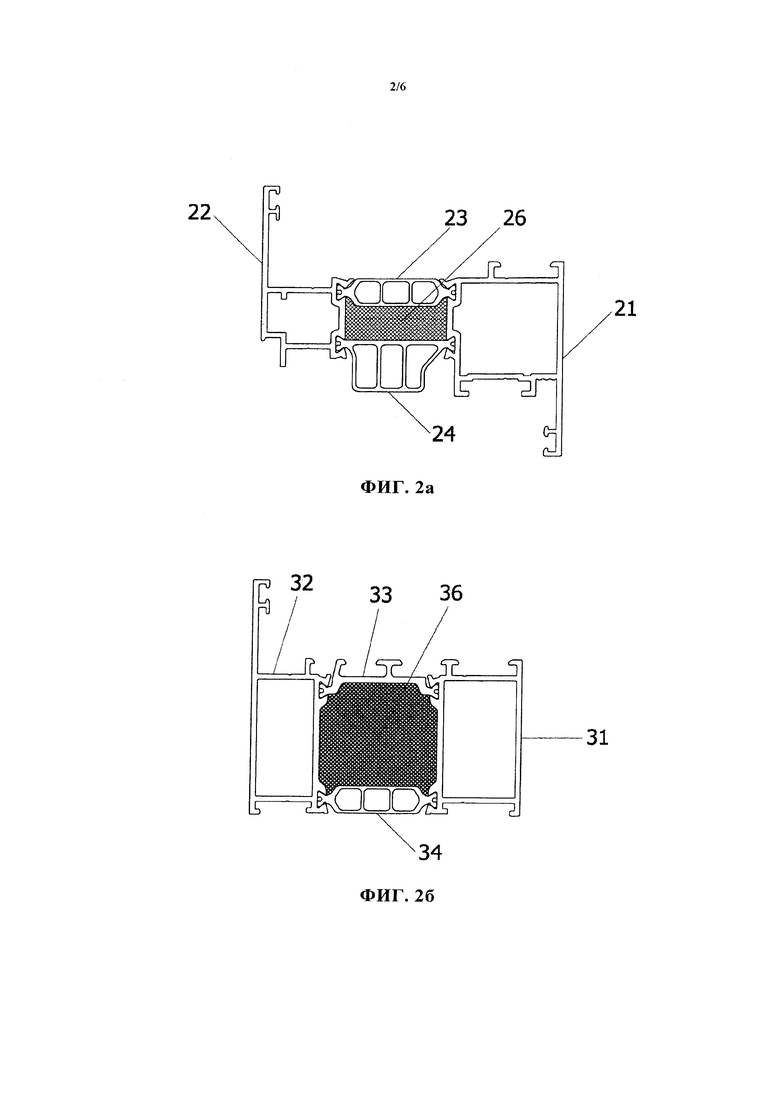
на фиг. 2а, 2б - виды собранных термоизолированных узлов профилей створки и рамы, показанных на фиг. 1в, 1г, соответственно, с полостью, представляющей собой тепловой зазор между профильными частями, соединенными полиамидными профилями, причем полость заполнена изоляционным материалом в соответствии с изобретением;
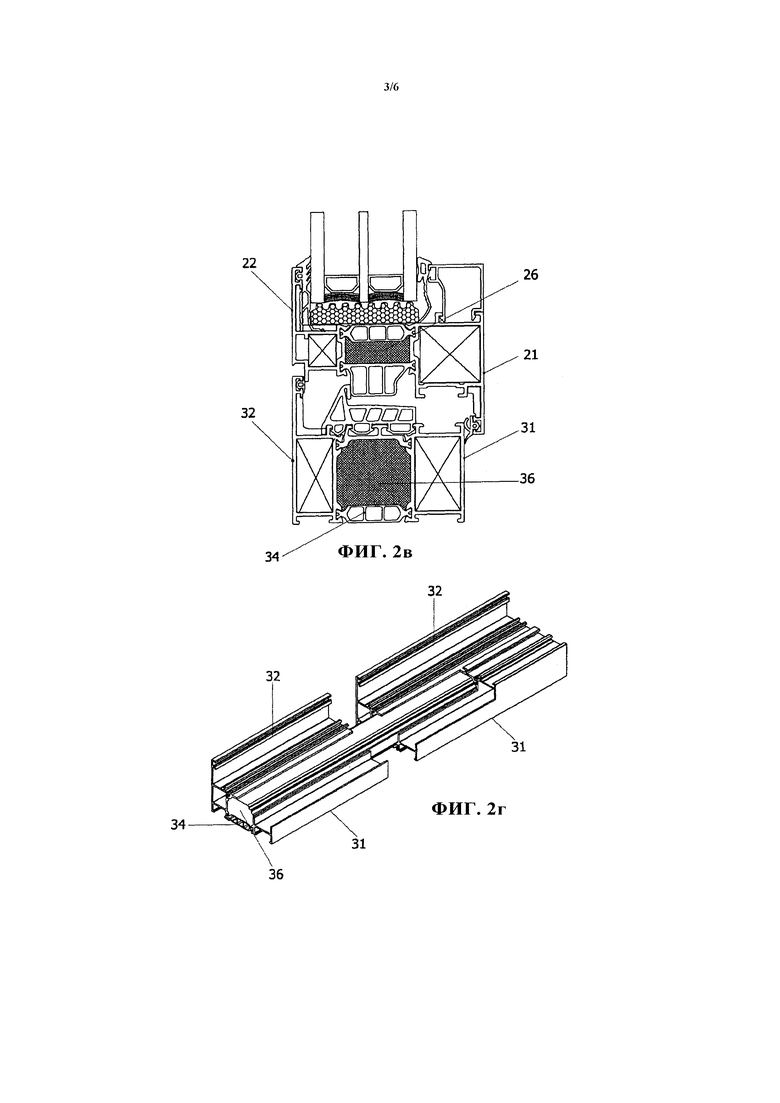
на фиг. 2в - вид сечения узлов профилей створки и рамы, показанных на фиг. 2а, 2б, собранных для совместного функционирования в конфигурации двери или окна, причем створка присоединена к профилю рамы с помощью петель и вращается относительно нее при закрытии и открытии;
на фиг. 2г - вид в перспективе узла профиля рамы, показанного на фиг. 2б, содержащего изоляционный материал в соответствии с изобретением внутри полости, представляющей собой тепловой зазор между соседними профильными частями;
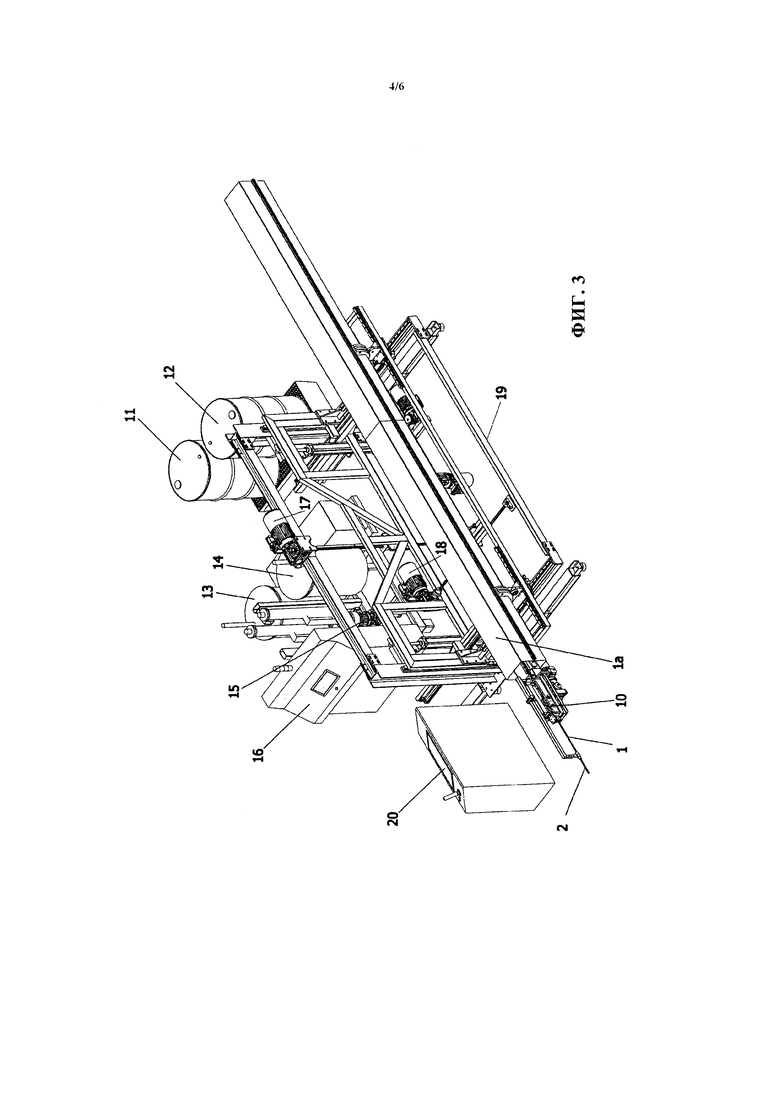
на фиг. 3 - вид в перспективе установки по настоящему изобретению для подачи пенополиуретанового изоляционного материала заданной плотности в продольном направлении полости, сформированной между двумя соединенными профильными частями узла профилей рамы;
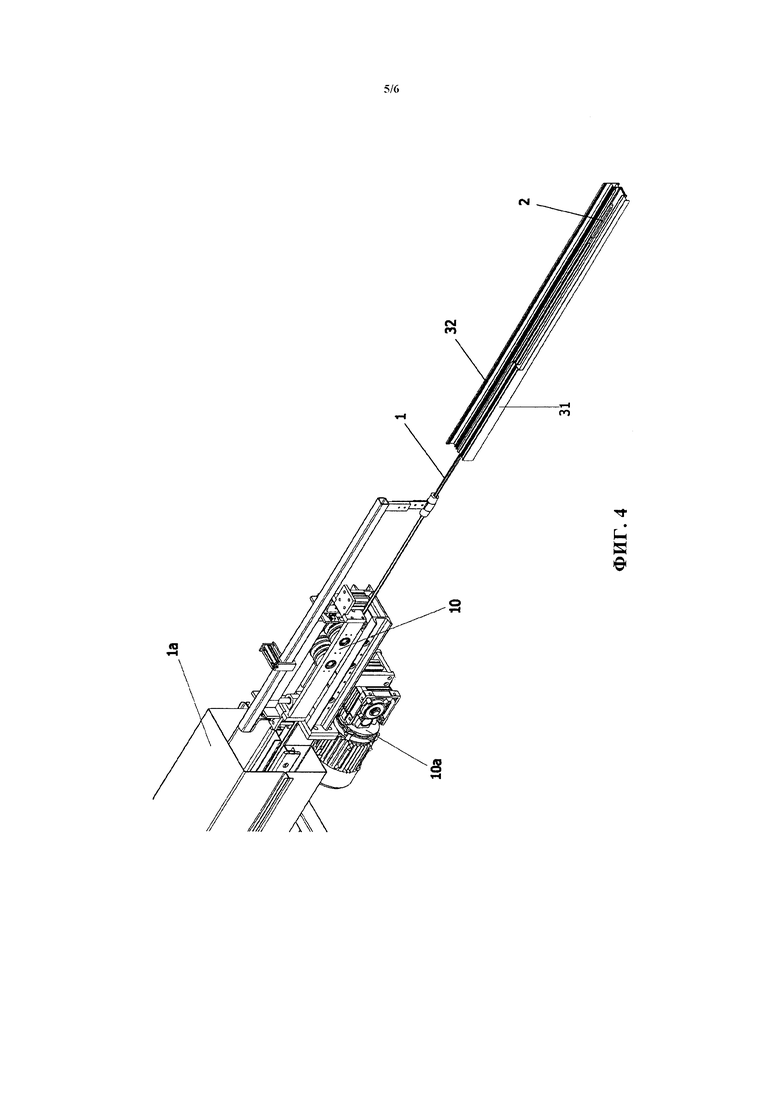
на фиг. 4 - вид в перспективе процесса работы устройства по настоящему изобретению, причем устройство формирования и выпуска полиуретана перемещается линейно вдоль ранее сформированной полости, представляющей собой тепловой зазор термоизолированного узла профилей;
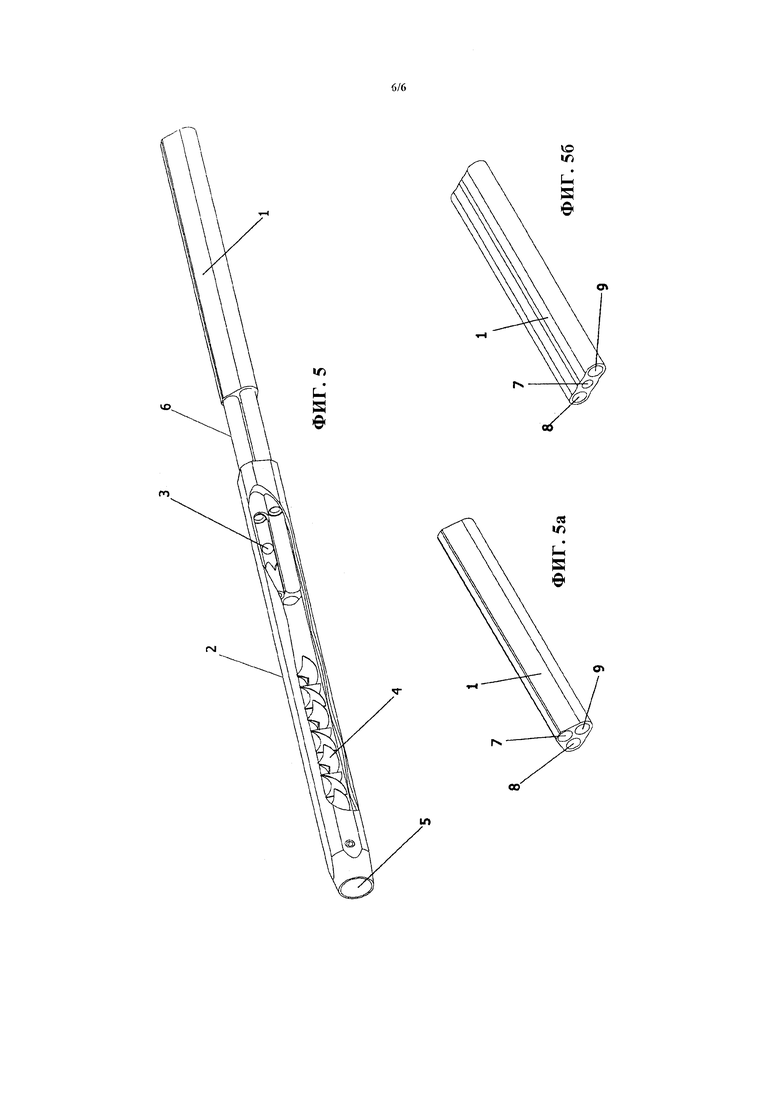
на фиг. 5 - вид в перспективе части устройства подачи изоляционного материала установки, соединенного с устройством формирования и выпуска полиуретана;
на фиг. 5а, 5б - виды трубок, по которым компоненты подаются в устройство формирования и выпуска полиуретана для формирования пенополиуретана в треугольной и рядной конфигурациях, соответственно.
Осуществление изобретения
Изобретение будет описано ниже на иллюстративных вариантах его осуществления, представленных на прилагаемых чертежах. Изобретение относится к технике алюминиевых профилей для дверей, окон и других аналогичных конструкций, однако оно также может быть применено к профилям, изготовленным и из других материалов.
В изобретении предлагается устройство для подачи пенополиуретанового теплоизоляционного материала в полость, сформированную между двумя теплоизолированными профильными частями, составляющими узел рамы или створки, для обеспечения улучшенных теплоизоляционных свойств. На фиг. 1а, 1в показан типичный узел профилей створки, присоединяемой к раме с помощью петель для открытия и закрытия створки путем вращения вокруг осей петель, причем такая створка содержит две профильные части 21, 22, соединяемые с помощью полиамидных соединительных элементов 23, 24 для формирования полости 25 теплового зазора, формируемой боковыми стенками профильных частей 21, 22 и стенками полиамидных соединительных элементов 23, 24. Соответственно, типичный узел профилей рамы, с которой взаимодействует створка с помощью системы петель, состоит из двух профильных частей 31, 32, соединяемых с помощью полиамидных соединительных частей 33, 34 (см. фиг. 1б, 1г) для формирования полости 35 теплового зазора, формируемой боковыми стенками профильных частей 31, 32 и стенками полиамидных соединительных элементов 33, 34.
Установка по настоящему изобретению, показанная на фиг. 3, содержит устройство 1 подачи изоляционного материала, установленное внутри кожуха 1а и выполненное для введения и линейного перемещения вдоль полости 25, 35 термоизолированного узла профилей створки или рамы, соответственно. Это устройство 1 подачи изоляционного материала содержит две независимые трубки 8, 9, обеспечивающие подачу двух разных компонентов А, В изоляционного материала, и трубку 7, подсоединенную к основному источнику сжатого воздуха промышленного предприятия, на котором изготавливаются вышеуказанные профили. Две трубки 8, 9 выполнены для обеспечения подачи двух разных компонентов А, В изоляционного материала и для одновременного перемещения вместе с трубкой 7 подачи сжатого воздуха в продольном направлении вышеуказанной полости 25 или 35 термоизолированного узла профилей створки или рамы, соответственно, для заполнения полости 25 или 35 изоляционным материалом. Как показано на фиг. 4, двигатель 10а используется для линейного перемещения блока 10, транспортирующего механизма устройства 1 подачи изоляционного материала, обеспечивающего подачу устройства 1 сначала в направлении кожуха 1а в полость 25, 35 и затем в обратном направлении.
Выпускные части трубок 7, 8, 9 устройства 1 подачи изоляционного материала подсоединены с помощью соединительных трубок 6 к устройству 2 формирования и выпуска полиуретана, которое содержит обратный клапан 3, предотвращающий обратный поток вышеуказанных компонентов А и В, подаваемых по трубкам 8 и 9, и смесительную камеру 4, в которой компоненты А и В перемешиваются и образуют пенополиуретановый изоляционный материал. Сопло 5 выпуска полиуретана расположено на выходе устройства 2 формирования и выпуска полиуретана.
В соответствии с предпочтительным вариантом осуществления изобретения устройство 1 подачи изоляционного материала, содержащее трубку 7 подачи воздуха и трубки 8 и 9 подачи двух разных компонентов А и В, может иметь в сечении по существу эллиптическую форму с тремя трубками 8, 7, 9, расположенными рядно, как показано на фиг. 5б, или треугольную форму с трубками 7, 8, 9, расположенными в вершинах треугольного сечения устройства 1 подачи изоляционного материала, как показано на фиг. 5а. Треугольное расположение трубок используется предпочтительно, когда сечение полости 25 или 35 термоизолированного узла профилей створки или рамы, соответственно, имеет по существу квадратную форму, а рядное расположение трубок предпочтительно использовать для узлов профилей, сечения полостей 25, 35 которых имеют прямоугольную форму, ширина которой существенно больше высоты. Выбор треугольной или рядной формы расположения трубок осуществляют до введения устройства 2 формирования и выпуска полиуретана в полость 25, 35.
В соответствии с другим предпочтительным вариантом осуществления изобретения устройство 1 подачи изоляционного материала и устройство 2 формирования и выпуска полиуретана выполнены для осуществления перемещений по трем измерениям с возможностью ориентации сопла 5 подачи полиуретана, расположенного по потоку ниже смесительной камеры 4, по центру полости, подлежащей заполнению полиуретановым изоляционным материалом.
Кроме того, вышеуказанное сопло 5 выпуска полиуретана может быть обеспечено возможностью поворота по углу в диапазоне от -45° до +45°, причем может регулироваться его положение в продольном направлении профилей, подлежащих заполнению полиуретановым изоляционным материалом.
Процесс подачи полиуретана через сопло 5 в передней части устройства 2 формирования и выпуска полиуретана начинают после перемещения узла, состоящего из устройства 1 подачи изоляционного материала и устройства 2 формирования и выпуска полиуретана, внутрь полости 25, 35 к одному концу профиля створки или рамы (на расстояние порядка 300 мм от одного конца), и затем полость полностью заполняется пенополиуретановым изоляционным материалом 26, 36, соответственно, по мере того как указанный узел устройств 1 и 2 отводится назад с заданной скоростью, выбранной в соответствии с типом профиля, причем скорость перемещения узла не превышает примерно 100 м/мин.
Как показано на фиг. 3, установка по настоящему изобретению содержит также систему управления параметрами компонентов А и В, формирующих полиуретан, которая содержит емкости 13, 14, всегда заполненные компонентами А и В, насосы, обеспечивающие перекачивание компонентов из соответствующих резервуаров 11, 12 для поддержания емкостей 13, 14 всегда в заполненном состоянии, так чтобы процесс подачи изоляционного материала никогда не прерывался. Система управления содержит также насосы 15 для доставки компонентов А и В в вышеуказанные трубки 8, 9 устройства 1 подачи изоляционного материала и электронный блок (электроники и схем) 16, осуществляющий управление всем процессом, причем блок 16 соединен с центральным блоком 20 обработки, который принимает информацию о температуре и влажности окружающей среды, о размерах полостей 25, 35 и длине узла профилей (обычно порядка 6 м), подлежащих заполнению изоляционным материалом, и регулирует соответствующим образом количество компонентов А и В изоляционного материала, доставляемого в устройство 1 подачи изоляционного материала, для получения пенополиуретанового изоляционного материала заданной плотности.
Плотность пенополиуретанового изоляционного материала может быть выборочно задана в диапазоне 30-90 кг/м3 и выбирается для соответствия требованиям различных применений. Например, плотность в диапазоне 40-60 кг/м3 задают для профилей, для которых необходим оптимальный коэффициент теплопроводности, обеспечивающий оптимальные изоляционные характеристики, в то время как более высокие величины плотности могут придавать профилям более высокую прочность и жесткость.
Иллюстративная композиция компонентов А и В, из которых формируется пенополиуретан, содержит полиольную смесь, содержащую стабилизатор, катализатор и гидрофторуглерод (вспенивающее вещество), для компонента А, и изоцианат, например V-Iso М 200 (p-MDI), для компонента В, причем вышеуказанные компоненты А и В смешиваются в присутствии воздуха для формирования пенополиуретана, подаваемого на предварительно очищенную, сухую и свободную от пыли поверхность, на которой отсутствуют какие-либо частицы, которые могут ухудшить адгезию к стенкам профиля, поскольку изобретение направлено на обеспечение полного прилегания материала к стенкам профилей по всей их длине. Объемное отношение полиола к изоцианату предпочтительно составляет 100:100, а их весовое отношение составляет 100:110.
Как показано на фиг. 3, установка смонтирована на опорной конструкции 19. В соответствии с одним из предпочтительных вариантов осуществления изобретения опорная конструкция 19 выполнена с возможностью перемещения по вертикали с помощью приводного двигателя и узла 17 бесконечного винта для последовательной доставки пенополиуретана, улучшающего изоляцию, во множество профилей, установленных друг на друга по вертикали, а также для перемещения по горизонтали с помощью приводного двигателя и узла 18 бесконечного винта для последовательной доставки пенополиуретана, улучшающего изоляцию, во множество профилей уложенных рядом друг с другом по горизонтали.
Необходимо отметить, что доставка пенополиуретана, улучшающего изоляцию, в соответствии с настоящим изобретением может быть выполнена не только внутри вышеупомянутой центральной полости 25, 35 профилей створок и рам, соответственно, используемых в дверях и окнах, но и внутри полостей профилей, расположенных возле центральной полости 25, 35, таких как полости 27, 28 профилей створки, как это показано на фиг. 1в, или полости 37, 38 профилей рамы, как это показано на фиг. 1г. Дополнительная изоляция этих соседних полостей существенно повышает прочность всего профиля и улучшает изоляционные характеристики, и при этом также обеспечиваются оптимальные звукоизоляционные характеристики. Заполнение полостей одинарных профилей, не содержащих две части, а состоящих из одного элемента, композицией полиуретана с использованием установки по настоящему изобретению также обеспечивает существенное улучшение теплоизоляционных характеристик этих профилей.
Настоящее изобретение может также применяться ко всем типам профилей рам и створок, открывающихся и закрывающихся путем поворота на петлях, скольжения, подъема и скольжения и т.п., изготовленных из алюминия или из другого материала, перед их окрашиванием в нужный цвет или после окрашивания.
Группа изобретений относится к установке и способу для изготовления пенополиуретана для изоляции внутри профилей, используемых в дверях, окнах и в других аналогичных конструкциях, а также к термоизолированным узлам профилей. Установка содержит устройство (1) подачи изоляционного материала, от которого отходит устройство (2) формирования и выпуска полиуретана, выполненное для введения внутрь полости (25, 35) термоизолированного узла профилей створки или рамы и прямолинейного перемещения в этой полости для обеспечения в ней пенополиуретана, который плотно прилегает к стенкам полости без создания нежелательного давления на эти стенки. Устройство (1) подачи изоляционного материала содержит раздельные трубки (8, 9), подающие полиольный компонент (А) и компонент (В), содержащий изоцианат, которые смешиваются вместе с подаваемым воздухом внутри смесительной камеры (4) устройства (2) формирования и выпуска полиуретана для получения требуемого изоляционного материала. Узел подачи полиуретана начинает подачу на одном конце узла профиля, имеющего длину в соответствии с промышленным стандартом, и перемещается назад для заполнения полости полиуретановым изоляционным материалом. Способ для изготовления пенополиуретана для изоляции включает стадию для подачи пенополиуретанового материала с компонентами (А) и (В) внутри полости. При этом получают термоизолированные узлы профилей. Технический результат, достигаемый при использовании группы изобретений, заключается в обеспечении оптимизированной термоизоляции профилей, используемых в конструкциях рам, предназначенных для вставки в различные виды изделий. 3 н. и 6 з.п. ф-лы, 13 ил.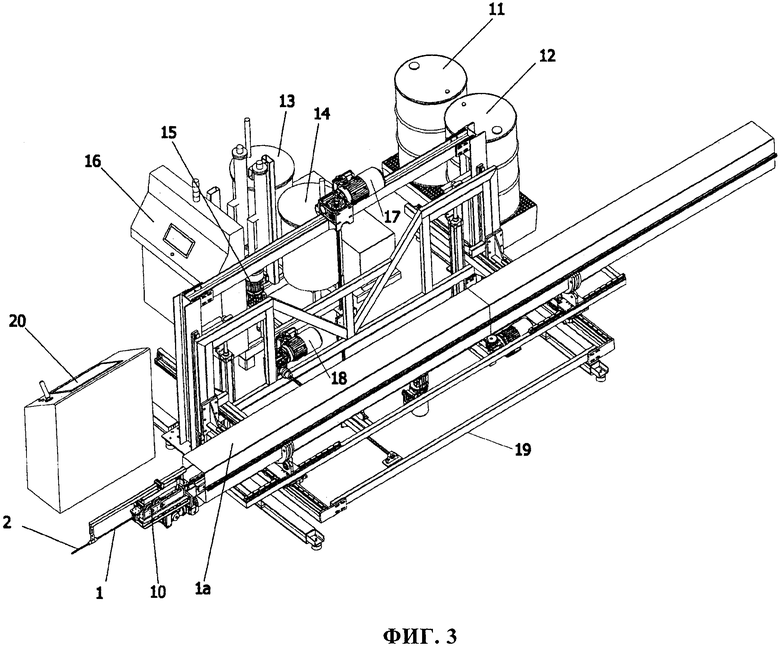
1. Установка для подачи пенополиуретана, улучшающего изоляцию, внутри полости, сформированной между двумя профильными частями термоизолированного узла профилей створки или рамы, используемых в конструкциях дверей, окон и аналогичных конструкциях, содержащая:
устройство (1) подачи изоляционного материала, содержащее две раздельные трубки (8, 9) для подачи двух разных компонентов (А) и (В) изоляционного материала, а также трубку (7) подачи воздуха, причем две трубки (8, 9) для подачи разных компонентов (А) и (В) изоляционного материала и трубка (7) подачи воздуха совместно приводятся в движение в продольном направлении вдоль полости (25, 35) термоизолированного узла профилей створки или рамы, подлежащих заполнению изоляционным материалом;
устройство (2) формирования и выпуска полиуретана, содержащее обратный клапан (3) для предотвращения обратного потока компонентов (А) и (В), смесительную камеру (4), в которой компоненты (А) и (В) смешиваются и формируют пенополиуретановый изоляционный материал, и сопло (5) выпуска полиуретана, причем устройство (2) формирования и выпуска полиуретана выполнено с возможностью приема заданного потока двух компонентов (А) и (В), подаваемых из трубок (8, 9), и воздуха, подаваемого по трубке (7) подачи воздуха, которые проходят через обратный клапан (3) внутрь смесительной камеры (4), и при этом сопло (5) выпуска полиуретана располагается на переднем конце устройства (2) формирования и выпуска полиуретана и выполнено с возможностью подачи пенополиуретана внутри полости (25, 35), по мере того как устройство (2) формирования и выпуска полиуретана перемещается назад с заданной скоростью от одного конца к другому концу по длине профиля створки или рамы;
систему управления параметрами формирующих полиуретан компонентов (А) и (В), содержащую емкости (13, 14), постоянно заполненные указанными компонентами, насосы, обеспечивающие перекачивание компонентов из соответствующих резервуаров (11, 12) для заполнения емкостей (13, 14) компонентами (А) и (В), насосы (15) для подачи компонентов (А) и (В) в трубки (8, 9), а также электронный блок (16); и
центральный блок (20) обработки, выполненный с возможностью приема информации о температуре и влажности окружающей среды, о размерах полостей (25, 35) и длине узла профилей, подлежащих заполнению изоляционным материалом, и регулирования соответствующим образом количества компонентов (А) и (В) изоляционного материала, подаваемого в устройство (1) подачи изоляционного материала, для получения пенополиуретанового изоляционного материала с заданной плотностью;
причем устройство (1) подачи изоляционного материала расположено внутри кожуха (1а) и выполнено с возможностью выдвижения со скольжением из кожуха (1а) и линейного перемещения вдоль полости (25, 35) термоизолированного узла профилей створки или рамы; и
устройство (1) подачи изоляционного материала и устройство (2) формирования и выпуска полиуретана выполнены с возможностью осуществления перемещений по трем измерениям и ориентации сопла (5) выпуска полиуретана по центру полости (25, 35), подлежащей заполнению полиуретановым изоляционным материалом, а сопло (5) выпуска полиуретана имеет возможность поворота по углу в диапазоне от -45° до +45° и регулирования его положения в продольном направлении узла профилей створки или рамы, подлежащих заполнению пенополиуретановым изоляционным материалом.
2. Установка для подачи пенополиуретана, улучшающего изоляцию, внутри профилей, используемых в конструкциях дверей или окон, по п. 1, отличающаяся тем, что устройство (1) подачи изоляционного материала, содержащее трубку (7) подачи воздуха и трубки (8) и (9) подачи двух разных компонентов (А) и (В), имеет в сечении эллиптическую форму с тремя трубками (8, 7, 9), расположенными рядно, или треугольную форму с тремя трубками (7, 8, 9), расположенными в вершинах треугольной формы устройства (1) подачи изоляционного материала.
3. Установка для подачи пенополиуретана, улучшающего изоляцию, внутри профилей, используемых в конструкциях дверей или окон, по п. 1, отличающаяся тем, что она опирается на опорную конструкцию (19), выполненную с возможностью перемещения по вертикали с помощью приводного двигателя и узла (17) бесконечного винта для последовательной доставки пенополиуретана, улучшающего изоляцию, внутрь множества профилей, установленных друг на друга по вертикали, а также для перемещения по горизонтали с помощью приводного двигателя и узла (18) бесконечного винта для последовательной доставки пенополиуретана, улучшающего изоляцию, внутрь множества профилей уложенных рядом друг с другом по горизонтали.
4. Термоизолированные узлы профилей, содержащие профили створок, используемые в конструкции рам створок, выполненных с возможностью установки в них стеклянных панелей или панелей ставней, для дверей или окон, и профили рам, в которые могут быть вставлены рамы створок, причем профили створок соединены с профилями рам с помощью петель или соединены с возможностью скольжения или подъема со скольжением относительно профилей рам, при этом каждый профиль створки содержит пару профильных частей (21, 22), и каждый профиль рамы содержит пару профильных частей (31, 32), причем пары профильных частей (21, 22, 31, 32) соединены друг с другом с помощью двух полиамидных соединительных профильных элементов (23, 24, 33, 34) соответственно, и при этом между двумя профильными частями (21, 22, 31, 32) образованы полости (25, 35) соответственно, сформированные стенками соседних профильных частей (21, 22, 31, 32) и полиамидных соединительных профильных элементов (23, 24, 33, 34), отличающиеся тем, что каждый профиль створки и каждый профиль рамы имеет длину 6 м, а улучшающий изоляцию пенополиуретановый изоляционный материал (26, 36), имеющий регулируемое постоянное сечение и однородную плотность, заполняет полости (25, 35) и прилегает к стенкам профильных частей (21, 22, 31, 32) и полиамидных соединительных профильных элементов (23, 24, 33, 34) соответственно, по всей длине термоизолированных узлов профилей, причем пенополиуретановый изоляционный материал (26, 36) содержит компонент (А), представляющий собой полиольную смесь, содержащую стабилизатор, катализатор и гидрофторуглерод в качестве вспенивающего вещества, и компонент (В), содержащий изоцианат, и при этом указанные компоненты (А) и (В) смешаны при наличии подачи воздуха в объемном соотношении полиола к изоцианату 100:100 и в весовом соотношении 100:110 этих веществ.
5. Способ изготовления термоизолированных узлов профилей по п. 4 с использованием установки по п. 1 для подачи пенополиуретанового материала (26, 36), содержащего компоненты (А) и (В), внутри полости (25, 35), сформированной между профилями, используемыми в конструкциях дверей или окон, причем полость (25, 35) формируется между двумя профильными частями (21, 22) термоизолированного узла профилей створки или между двумя профильными частями (31, 32) термоизолированного узла профилей рамы, и две профильные части (21, 22, 31, 32) соединены двумя полиамидными соединительными профильными элементами (23, 24, 33, 34), соответственно, и при этом полость (25, 35) ограничивается стенками соседних профильных частей (21, 22, 31, 32) и полиамидных соединительных профильных элементов (23, 24, 33, 34), отличающийся тем, что он включает стадии, на которых:
перемещают узел устройства (1) подачи изоляционного материала и устройства (2) формирования и выпуска полиуретана установки внутри полости (25, 35) на расстояние 300 мм от первого конца по длине профиля створки или рамы; и
начинают подачу пенополиуретанового изоляционного материала (26, 36) внутри полости (25, 35) на расстоянии 300 мм от первого конца по длине профиля створки или рамы для заполнения полости (25, 35) пенополиуретановым изоляционным материалом (26, 36), по мере того как устройство (2) формирования и выпуска полиуретана перемещается назад с заданной скоростью, пока оно не достигнет второго конца по длине профиля створки или рамы.
6. Способ по п. 5, отличающийся тем, что композиция формирующих пенополиуретан компонентов (А) и (В) представляет собой полиольную смесь, содержащую стабилизатор, катализатор и гидрофторуглерод в качестве вспенивающего вещества, для компонента (А), и изоцианат для компонента (В), причем эти компоненты (А), (В) смешивают в объемном соотношении полиола к изоцианату 100:100 и в весовом соотношении 100:110 этих веществ.
7. Способ по п. 5, отличающийся тем, что плотность пенополиуретанового изоляционного материала (26, 36) выбирают в интервале 30-90 кг/м3, причем плотность в диапазоне 40-60 кг/м3 задают для профилей, для которых необходим оптимальный коэффициент теплопроводности, обеспечивающий оптимальные изоляционные характеристики, в то время как более высокие величины плотности, превышающие 60 кг/м3, задают для придания профилям более высокой прочности и жесткости.
8. Способ по п. 5, отличающийся тем, что он включает также стадию установки и выравнивания по центру сопла (5) выпуска полиуретана устройства (2) формирования и выпуска полиуретана установки внутри полости (25, 35).
9. Способ по п. 5, отличающийся тем, что он включает также регулировку, в зависимости от температуры и влажности окружающей среды, а также от размеров полости (25, 35) и длины узла профилей, подлежащих заполнению пенополиуретановым изоляционным материалом (26, 36), количества компонентов (А) и (В) пенополиуретанового изоляционного материала (26, 36), подаваемых к устройству (1) подачи изоляционного материала для получения пенополиуретанового изоляционного материала с заданной плотностью.
| AU 6397865 A, 14.03.1968 | |||
| US 2013037984 A1, 14.02.2013 | |||
| DE 3102616 A1, 02.09.1982 | |||
| RU 2011107251 A1, 10.09.2012 | |||
| DE 8707727 U1, 16.07.1987 | |||
| Каркас для связывания бревен в плоты | 1929 |
|
SU18612A1 |

