Изобретение относится к области производства устройств, таких, как окна со стеклопакетами, двери со светопрозрачным, частично светопрозрачным или непрозрачным заполнением, используемых для распашных или глухих для закрытия проемов в строительных конструкциях.
Наиболее близким из известных является способ производства энергоэффективных светопрозрачных ограждающих конструкций, основанный на технологии построения слоистых пенополимерных тел, основанный на комбинации технологий литья изделий из пенополимеров в пресс-форме с последующим склеиванием полученных слоев под давлением, в котором в качестве усиливающего и формообразующего покрытия используют не армирующие материалы и накладки из пластика и металла, а внешний отдельно изготавливаемый пенополиуретановый слой с более высокой удельной массой, чем основной формообразующий слой. При этом оба слоя обладают близким по значению коэффициентом температурного расширения и при применении пластичных связующих клеевых слоев обеспечивают высокую температурную стабильность изделия в целом. Сутью такой технологии, использующей метод литья под низким давлением, является формирование тела конструкции из жесткого наполнителя из вспениваемых полимерных материалов (пенополиуретана) в пресс-форме под атмосферным или повышенным давлением. Плотность материала равно распределена в массе, поверхностный слой, с учетом образованной при литье поверхностной интегральной корки, обладает соответствующей твердостью и прочностью. Усиление поверхностного слоя вспененных материалов достигается армированием по поверхности более прочными материалами, например, содержащими армирующие волокна - стеклоткань, рубленое стекловолокно, прочие армирующие материалы с пропиткой из композитных составов, или состоящими из более прочных полимерных соединений или материалов. В такой усиливающий слой могут интегрироваться элементы крепления. Элементы креплений могут формироваться как неотъемлемая часть усиливающего слоя в процессе литья непосредственно из применяемого материала. Толщина усиливающего слоя выбирается, исходя из прочностных требований к изделию (RU 177903 U1, 15.03.2018).
Решаемая настоящим изобретением задача – создание, предпочтительно светопрозрачного ограждения проема полной заводской сборки, содержащего элементы коробки или створки, имеющие равномерные по их длине зазоры, обеспечивающие снижение теплопотерь.
Технический результат - повышение теплоизоляционных свойств за счет уменьшения отклонения от ровности элементов теплосберегающей энергоэффективной конструкции коробки, рамы и створки для уменьшения зазоров прилегающих и сопрягаемых тонкостенных поверхностей, образующих заполненные теплоизолирующим материалом полости.
Достигается это тем, что способ изготовления устройства для закрытия проема в строительной конструкции, предпочтительно светопрозрачного, включает изготовление рамы и/или створки из рамочного элемента внешней накладки для каждого из них, выполненного из металла, изготовление внутренней накладки в виде рамочного элемента, выполненной из древесины, размещение в фальцевом пространстве имеющего внешние пазы и выступы профиля из ПВХ в виде рамы с образованием замкнутого по внешнему периметру пространства при соединении внешней и внутренней накладок с профилем из ПВХ, и размещение в нем фиксируемого стеклопакета или сендвич-панели, отличающийся тем, что изготовление рамы и/или створки производят их сборкой из упомянутых элементов, размещая их в имеющей пазы и выступы, соответствующие пазам и выступам профиля из ПВХ, сборно-разборной оснастке, образуемая для этого полость которой повторяет форму внешней поверхности рамы или створки, фиксируя их заданные геометрические размеры, при этом в процессе сборки рамы в ее полость устанавливают арматуру, а после образования замкнутой по внешнему периметру полости по длине ее внутреннего периметра производят дозированную по длине периметра подачу в нее вспенивающегося теплоизолирующего материала - ППУ, соединяющего размещенные в оснастке элементы, до окончания процесса вспенивания открытую полость ограничивают размещением в ней металлического рамочного элемента, фиксируемого с помощью прижимной пластины к оснастке, а после стабилизации вспенивающегося теплоизолирующего материала и набора рамой или створкой распалубочной прочности производят демонтаж сборно-разборной оснастки. При этом, после образования замкнутой по внешнему периметру полости рамы дозированную по длине ее периметра подачу в нее вспенивающегося теплоизолирующего материала производят последовательно по длине ее внутреннего периметра. А соединение выполненной из древесины рамочного элемента внутренней накладки с ПВХ профилем производят через образованные в нем пазы, соответствующие выступам ПВХ профиля. Фиксацию устанавливаемой в процессе армирования арматуры, в виде рамки, производят размещением одной из ее кромок в пазу деревянного рамочного элемента. При изготовлении рамы под распашное закрытие проема ее полость ограничивают по внутреннему периметру профилем ПВХ, одну из кромок которого размещают в образованном для этого пазу внутренней накладки. А при установке стеклопакета в створку для образования распашного закрытия проема его приклеивают к внутренней накладке со стороны ограничиваемой ею полости.
Технический результат достигается в предлагаемом способе за счет ограничения возможного перемещения собираемых в единую конструкцию элементов конструкцией оснастки, фиксируемой относительно неподвижного основания.
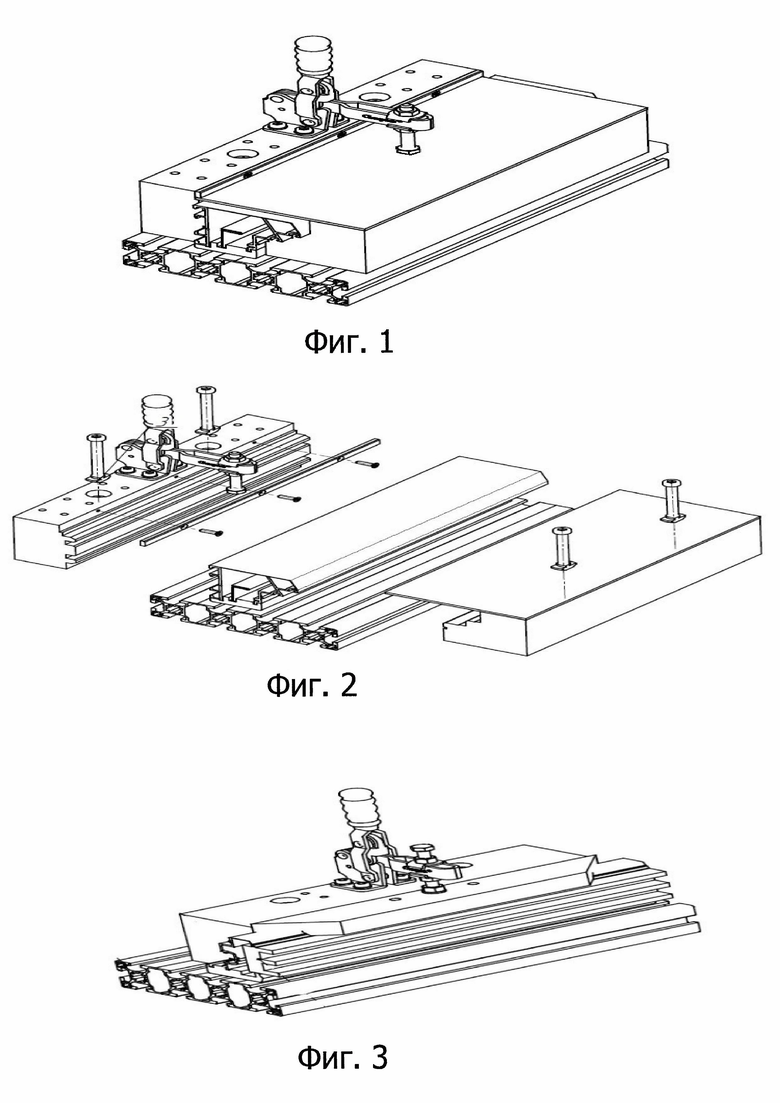
Схематично процесс сборки оснастки и изготовления устройства для закрытия проемов представлен:
- На фиг.1 проиллюстрирован процесс ограничения полости прижимной рамкой оснастки;
- На фиг.2 - процесс сборки рамы с использованием оснастки;
- На фиг.3 - процесс сборки створки с использованием оснастки.
Стабилизация изготовления устройства для закрытия проема в строительной конструкции в ограничивающей подвижность элементов оснастке, происходит следующим образом.
В технологической последовательности изготовление рамы и/или створки осуществляют для каждого из них с использованием предварительно изготовленного рамочного элемента внешней накладки из металла. Предварительно изготавливают внутреннюю накладку также в виде рамочного элемента из древесины. Используют имеющий внешние пазы и выступы профиль из ПВХ в виде сварной рамы, который размещают в фальцевом пространстве с образованием замкнутого по внешнему периметру пространства. Далее соединяют стыкованием внешнюю и внутреннюю накладки с профилем из ПВХ, и размещают в нем стеклопакет или сендвич-панель, которые в случае створки фиксируют клеем, а в случае глухого окна в собранную раму вставляют стеклопакет и фиксируют штапиками. В этом процессе изготовление рамы и/или створки производят их сборкой из упомянутых элементов, размещая их в имеющей пазы и выступы, соответствующие пазам и выступам профиля из ПВХ, сборно-разборной оснастке. Оснастка образует полость, которая повторяет форму внешней поверхности рамы или створки, фиксируя их заданные геометрические размеры. В процессе сборки рамы в ее полость устанавливают арматуру в виде сварной рамки. После образования замкнутой по внешнему периметру полости производят, предпочтительно последовательно по длине ее внутреннего периметра, дозированную по длине периметра подачу в нее вспенивающегося теплоизолирующего материала, предпочтительно ППУ. В качестве примера может быть использован ППУ с плотностью 42-50 кг/м3 (ГОСТ 409-2017) с содержанием закрытых ячеек пор более 90% (ASTM D6226-15) с коэффициентом теплопроводности при температуре 10/350С 0,023 Вт/мхК (ГОСТ 7076-99) и напряжением сжатия более 130 кПа. Таким параметрам соответствует ряд известных ППУ, из которых может быть принят двухкомпонентный ППУ ДауИзолан. Возможно также использование полиуретановой двухкомпонентной монтажной пены высокой плотности SOUDAFOAM 2K (Бельгия), которая отверждается без доступа влаги, может использоваться для любой герметизации, заполнений и изоляции в местах с ограниченным доступом воздуха. Двухкомпонентная пена SOUDAFOAM 2K предназначена для быстрой изоляции, герметизации и склеивания различных материалов. Благодаря своей формуле монтажная пена SOUDAFOAM 2K быстро затвердевает, не дает усадки, имеет низкое вторичное расширение. Отличная адгезия к большинству общестроительных материалов: кирпичу, бетону, камню, дереву, ПВХ, алюминию, в том числе к поверхностям покрытым порошковыми красками, глазурью. Двухкомпонентная пена SOUDAFOAM 2K имеет высокие изоляционные свойства, термические и акустические.
Вспенивающийся ППУ соединяет размещенные в оснастке элементы. До окончания процесса вспенивания ППУ открытую полость ограничивают размещением в ней металлического рамочного элемента, который за счет фиксации его с помощью прижимной пластины к оснастке устанавливает и фиксирует размеры изделия. После стабилизации ППУ и набора рамой или створкой распалубочной прочности производят демонтаж сборно-разборной оснастки и получают готовое изделие, не имеющее отклонений от заданных размеров, поскольку все возможные в процессе производства отклонения размеров устранены в процессе вспенивания ППУ, создающего давление на сборочные элементы и прижимающее его по всей внешней поверхности к внутренней поверхности оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК СВЕТОПРОЗРАЧНОГО ЗАПОЛНЕНИЯ ПРОЕМА ЗДАНИЯ | 2013 |
|
RU2530873C1 |
| ОКОННЫЙ БЛОК И СТВОРКА ОКОННОГО БЛОКА | 2011 |
|
RU2461696C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОРКИ ОКОННОГО БЛОКА | 2011 |
|
RU2462574C1 |
| АДАПТИВНЫЙ ИЗОЛИРУЮЩИЙ СТЕКЛОПАКЕТ (ВАРИАНТЫ) | 2019 |
|
RU2708215C1 |
| ЭНЕРГОЭФФЕКТИВНАЯ СВЕТОПРОЗРАЧНАЯ КОНСТРУКЦИЯ | 2016 |
|
RU2620241C1 |
| ОГНЕСТОЙКАЯ СВЕТОПРОЗРАЧНАЯ КОНСТРУКЦИЯ | 2002 |
|
RU2230869C2 |
| Утепленная алюминиевая стоечно-ригельная профильная конструкция | 2022 |
|
RU2811767C1 |
| ПРОТИВОВЗЛОМНАЯ ОКОННАЯ КОНСТРУКЦИЯ | 2014 |
|
RU2577706C1 |
| МАНСАРДНОЕ ОКНО | 2001 |
|
RU2208108C2 |
| ДЕРЕВЯННОЕ ОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2577695C1 |
Предложен способ изготовления устройства для закрытия проема в строительной конструкции, предпочтительно светопрозрачного, включает изготовление рамы и/или створки из рамочного элемента внешней накладки для каждого из них, выполненного из металла, изготовление внутренней накладки в виде рамочного элемента, выполненной из древесины, размещение в фальцевом пространстве имеющего внешние пазы и выступы профиля из ПВХ в виде рамы с образованием замкнутого по внешнему периметру пространства при соединении внешней и внутренней накладок с профилем из ПВХ и размещение в нем фиксируемого стеклопакета или сендвич-панели, отличающийся тем, что изготовление рамы и/или створки производят их сборкой из упомянутых элементов, размещая их в имеющей пазы и выступы, соответствующие пазам и выступам профиля из ПВХ, сборно-разборной оснастке, образуемая для этого полость которой повторяет форму внешней поверхности рамы или створки, фиксируя их заданные геометрические размеры, при этом в процессе сборки рамы в ее полость устанавливают арматуру, а после образования замкнутой по внешнему периметру полости по длине ее внутреннего периметра производят дозированную по длине периметра подачу в нее вспенивающегося теплоизолирующего материала - ППУ, соединяющего размещенные в оснастке элементы, до окончания процесса вспенивания открытую полость ограничивают размещением в ней металлического рамочного элемента, фиксируемого с помощью прижимной пластины к оснастке, а после стабилизации вспенивающегося теплоизолирующего материала и набора рамой или створкой распалубочной прочности производят демонтаж сборно-разборной оснастки. При этом, после образования замкнутой по внешнему периметру полости рамы дозированную по длине ее периметра подачу в нее вспенивающегося теплоизолирующего материала производят последовательно по длине ее внутреннего периметра. А соединение выполненной из древесины рамочного элемента внутренней накладки с ПВХ профилем производят через образованные в нем пазы, соответствующие выступам ПВХ профиля. Фиксацию устанавливаемой в процессе армирования арматуры, в виде рамки, производят размещением одной из ее кромок в пазу деревянного рамочного элемента. При изготовлении рамы под распашное закрытие проема ее полость ограничивают по внутреннему периметру профилем ПВХ, одну из кромок которого размещают в образованном для этого пазу внутренней накладки. А при установке стеклопакета в створку для образования распашного закрытия проема его приклеивают к внутренней накладке со стороны ограничиваемой ею полости. 5 з.п. ф-лы, 3 ил. 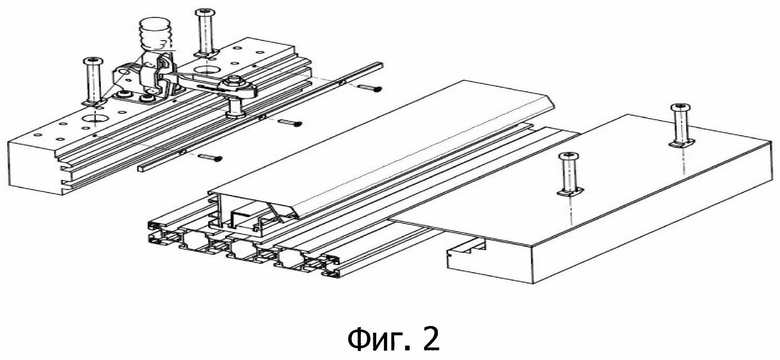
1. Способ изготовления устройства для закрытия проема в строительной конструкции, включающий изготовление рамы и/или створки из рамочного элемента внешней накладки для каждого из них, выполненного из металла, изготовление внутренней накладки в виде рамочного элемента, выполненной из древесины, размещение в фальцевом пространстве имеющего внешние пазы и выступы профиля из ПВХ в виде рамы с образованием замкнутого по внешнему периметру пространства при соединении внешней и внутренней накладок с профилем из ПВХ и размещение в нем фиксируемого стеклопакета или сендвич-панели, отличающийся тем, что изготовление рамы и/или створки производят их сборкой из упомянутых элементов, размещая их в имеющей пазы и выступы, соответствующие пазам и выступам профиля из ПВХ, сборно-разборной оснастке, образуемая для этого полость которой повторяет форму внешней поверхности рамы или створки, фиксируя их заданные геометрические размеры, при этом в процессе сборки рамы в ее полость устанавливают арматуру, а после образования замкнутой по внешнему периметру полости по длине ее внутреннего периметра производят дозированную по длине периметра подачу в нее вспенивающегося теплоизолирующего материала – ППУ, соединяющего размещенные в оснастке элементы, до окончания процесса вспенивания открытую полость ограничивают размещением в ней металлического рамочного элемента, фиксируемого с помощью прижимной пластины к оснастке, а после стабилизации вспенивающегося теплоизолирующего материала и набора рамой или створкой распалубочной прочности производят демонтаж сборно-разборной оснастки.
2. Способ по п.1, отличающийся тем, что после образования замкнутой по внешнему периметру полости рамы дозированную по длине ее периметра подачу в нее вспенивающегося теплоизолирующего материала производят последовательно по длине ее внутреннего периметра.
3. Способ по п.1, отличающийся тем, что соединение выполненной из древесины рамочного элемента внутренней накладки с ПВХ профилем производят через образованные в нем пазы, соответствующие выступам ПВХ профиля.
4. Способ по п.1, отличающийся тем, что фиксацию устанавливаемой в процессе армирования арматуры, выполненной в виде рамки, производят размещением одной из ее кромок в пазу деревянного рамочного элемента.
5. Способ по п.1, отличающийся тем, что при изготовлении рамы под распашное закрытие проема ее полость ограничивают по внутреннему периметру профилем ПВХ, одну из кромок которого размещают в образованном для этого пазу внутренней накладки.
6. Способ по п.1, отличающийся тем, что при установке стеклопакета в створку для образования распашного закрытия проема его приклеивают к внутренней накладке со стороны ограничиваемой ею полости.
| СПОСОБ ПОЛУЧЕНИЯ СКРЫТОГО НЕГАТИВНОГО ЭЛЕКТРОФОТОГРАФИЧЕСКОГО ИЗОБРАЖЕНИЯ | 0 |
|
SU177907A1 |
| ТЕРМИЧЕСКИ РАЗДЕЛЕННЫЙ ПРОФИЛЬ | 2011 |
|
RU2592194C2 |
| 0 |
|
SU170067A1 | |
| РАБОЧИЙ ОРГАН ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ СНЕГО- И МУСОРОУБОРОЧНЫХ МАШИН | 0 |
|
SU166724A1 |
| Устройство для контроля цилиндрических изделий | 1973 |
|
SU544909A1 |
| Пистолет для забивки скоб | 1959 |
|
SU131279A1 |
| DE 3736211 A1, 29.12.1988 | |||
| DE 202011110473 U1, 12.06.2014 | |||
| DE 2850428 A1, 22.05.1980 | |||
| УЛУЧШЕННЫЙ СПОСОБ ПОЛУЧЕНИЯ 5-[2-ЭТОКСИ-5-(4-МЕТИЛПИПЕРАЗИН-1-ИЛСУЛЬФОНИЛ)ФЕНИЛ]-1 МЕТИЛ-3-Н-ПРОПИЛ-1,6-ДИГИДРО-7H-ПИРАЗОЛ [4,3-D] ПИРИМИДИН-7-ОНА | 2003 |
|
RU2239637C1 |

