Область техники, к которой относится изобретение
Изобретение относится к экструдированным пластмассовым профилям, имеющим в своем составе изоляцию, а также к способу экструдирования и устройству для экструдирования таких профилей.
Уровень техники
Изделия из фрезерованной древесины образуют основу, позволяющую производить окна, настилы, жалюзи, ставни, а также осуществлять реконструкцию и ремонт на протяжении многих лет. Исторически желтая сосна, ель, красное дерево, кедр и другие сорта хвойной мягкой древесины использовались для изготовления оконных и дверных рам для жилых помещений, для сайдинга жилых домов, для наружных покрытий, а также для наружных и интерьерных жалюзи. Изделия из древесины этого типа по своей природе обладают выгодными характеристиками: имеют высокий модуль упругости при изгибе, хорошее удержание болтов и шурупов, легкую обрабатываемость (например, при фрезеровке, резке), легкую окрашиваемость на много лет, низкую стоимость. С другой стороны, изготовленные из древесины изделия этого типа страдают от плохой погоды в суровых климатических условиях, от возможного заражения такими насекомыми, как термиты, и от высокой теплопроводности. Кроме того, ресурсы девственных лесов истощаются, что, соответственно, вызывает рост материальных затрат при использовании этих ресурсов.
Альтернатива заключается в том, что различные металлы, в особенности экструдированный алюминий, применялись и продолжают применяться для оконных и дверных рам жилых помещений в дополнение к коммерческим оконным и дверным рамам. Металлические изделия такого типа по своей природе обладают выгодными характеристиками: имеют высокий модуль упругости при изгибе, легкую окрашиваемость, но также страдают от высокой теплопроводности.
Высокая теплопроводность фрезерованной древесины и экструдированного алюминия стали особенно невыгодны промышленности, производящей оконные и дверные изделия. В связи с увеличением затрат на электроэнергию и повышением уровня информированности и озабоченности по поводу использования энергии в жилых домах, существует давление со стороны государства в виде регулирования строительных норм и правил, требований по сертификации продукции, интенсивных программ субсидирования покупки для жилых домов окон и дверей с эффективными теплозащитными характеристиками. Кроме того, существует и общий рыночный спрос на оконные и дверные изделия со все более эффективными теплозащитными характеристиками.
В ответ на описанные выше недостатки изделий из фрезерованной древесины и из металла, в промышленном производстве окон применяется в качестве сырья, в частности, поливинилхлорид (ПВХ). Полые прямые экструдированные профили - прямые экструдаты, производимые для оконных рам, стали пользоваться огромным успехом особенно в нижней части ценового спектра. Оконные рамы и створки из полых ПВХ-профилей (часто упоминаемые как "пластиковые окна") демонстрируют превосходные теплозащитные характеристики по сравнению с теплозащитными характеристиками окрашенных окон из желтой сосны или из экструдированного алюминия. Кроме того, для замены оконных рам и створок из древесины были использованы экструдаты из вспененного твердого полимера. Экструдаты из вспененного полимера могут содержать органические и неорганические наполнители, такие как древесная мука и тальк, соответственно, для тех применений, где это выгодно для улучшения физических свойств, таких как жесткость и/или для снижения стоимости профилей.
По причине высокой теплопроводности оконных и дверных рам из экструдированного алюминия, в том числе и для дальнейшего улучшения тепловых характеристик пластиковых окон и дверей из полых ПВХ-профилей при промышленном производстве в полые внутренние части экструдата вводится пеноизоляция. Эта пеноизоляция может существенно улучшить тепловые характеристики оконной или дверной рамы, и, следовательно, улучшить тепловые характеристики всего окна, сокращая количество атмосферного воздуха во внутреннем кармане или в камере полого экструдата. Этот атмосферный воздух в камере экструдата может привести, из-за разницы температур между внутренней и внешней стенками экструдата, к значительной теплопередаче через стенки экструдата, вызывая циклическое движение воздуха в полости, что приводит к конвективным потерям тепла в соответствующем окне. Пеноизоляция внутри полости может уменьшить или устранить эту конвективную теплопередачу. Определение, в какие именно карманы или камеры в экструдате оконной или дверной рамы необходимо введение такой пеноизоляции, чтобы был виден наибольший эффект, зависит от конкретной формы оконного экструдата и от формы окна и определяется в каждом конкретном случае в индивидуальном порядке на основе теплового моделирования или выборочного тестирования.
Один из широко используемых известных видов пеноизоляции - это блок из пенопласта с низкой плотностью на основе полистирола, часто упоминаемого как пенополистирол, который вырезается/обрезается или иначе формируется в соответствии с нужными габаритами соответствующего кармана или соответствующей камеры внутри экструдата в оконной или дверной раме, куда этот блок пенопласта должен быть помещен. Если такой блок-вкладыш заполняет камеру в значительной степени, то он служит хорошим теплоизолятором, тем не менее, необходимость достижения полного плотного заполнения камеры блоком-вкладышем является существенным недостатком. Крайне редко карманы или камеры в экструдате оконной или дверной рамы имеют стандартные или регулярные размеры, так что обычно блок или лист из полистирола приходится обрезать, чтобы уменьшить его размеры, что приводит к потерям и к отходам пеноизоляции. Установка изоляции из полистирола в карман или в камеру экструдата оконной или дверной рамы может быть затруднительной в случае недостаточного зазора между внешним габаритом пеноизоляции из полистирола и камерой, однако слишком большой воздушный зазор между пеноизоляцией и экструдатом ухудшит тепловые характеристики. Таким образом, установка изоляции может быть дорогостоящим и очень трудоемким процессом.
Второй вид известной пеноизоляции - это имеющая малую плотность, не содержащая хлорфторуглеродов (CFC-free), полужесткая полиуретановая пена. Процесс получения этой пены выполняется, как правило, на месте применения этой пены. Для этого процесса получения пены используется оборудование для смешивания двух ингредиентов. Эта смесь вводится и расширяется в той камере, которая должна быть теплоизолирована пеной. Примером такой известной пеноизоляции является пеноизоляция FOAMSEAL® P12844/FSA, продаваемая компанией Futura Coatings of St. Louis, МО. Этот процесс является следующим шагом в развитии технологии производства окон или дверей, шагом, который увеличивает стоимость рабочей силы. Кроме того, оба эти материала (и пенополистирол и пенополиуретан) отделены как от экструдированного алюминия, так и от ПВХ-профилей, из которых изготавливаются оконные рамы, что делает более трудной утилизацию для повторного использования исходных материалов.
Как было выше сказано, преимущество окон, изготовленных из деревянных рам и створок в том, что они легко могут быть покрашены практически в любой цвет. Таким образом, для оконных рам и оконных створок может быть выбран такой цвет, который подчеркивает наружный цвет дома или контрастирует с ним. Известные доступные изделия из ПВХ, как правило, только белые или бежевые или других цветов, которые незначительно поглощают лучи инфракрасного спектра. Поэтому не происходит значительного повышения температуры и не происходит температурная деформация тела экструдата. Как правило, эти одноцветные экструдаты можно увидеть в более светлых оттенках и пастельных тонах, для таких экструдатов нагрев не является проблемой и требуемый объем пигментов не чрезмерно увеличивает стоимость.
Понятно, что оконные и дверные профили таких темных цветов, как "Hunter Green" (темно-зеленый цвет с желтоватым отливом) и "Bronze" (бронзовый), давно востребованы в промышленности и доступны из древесины или из экструдированного алюминия, что было существенным рыночным преимуществом такой продукции. Когда речь идет о темных цветах, автор имеет в виду вообще цвета, имеющее значение Lh от 13 до 40.
Например, в соответствии с ASTM 4726-02, темно-коричневый определяется как цвет со значением Lh от 13 до 33, и со значением ah от - 1.0 до 6.0 и bh от 1.0 до 6.5. В соответствии с ААМА 308-02, темно-зеленый цвет определяется как цвет со значением Lh от 20 до 40, и со значением ah от -20 до -2 и bh от -2.0 до 4.0. Изобретатель определяет красный цвет, как цвет, имеющий значение Lh от 20 до 30, значение ah от 13 до 23 и значение bh от 6 до 12.
Хорошо известно в настоящее время применение защитного слоя для полых профилей из винила и экструдатов из твердой вспененной полимерной смолы. Как правило, защитный слой наносится с целью получения цвета, для достижения погодоустойчивости и некоторых рентабельных свойств. Практикующему специалисту часто это позволяет использовать недорогой материал для основы изделия и сократить, таким образом, полную стоимость изделия. Однако, раньше полезный цветной спектр, который может быть применен к полым или заполненным пеной профилированным экструдатам из ПВХ, был ограничен цветами и пигментными системами, которые не приводят к чрезмерному нагреванию, и, таким образом, к деформации, искажающей тело изделия. Однако, в прошлом полезный цветовой спектр, который может быть применен к полым или заполненным пеной профилированным экструдатам из ПВХ, был ограничен цветами и пигментными системами, которые не приводят к чрезмерному нагреванию, и, таким образом, к деформациям, искажающим тело изделия.
Заявитель также является заявителем по находящейся на рассмотрении заявке США 11/291,494, "Low Heat Build-up Capstock System and Extrusion Technology for Solid and Foamed Profiles in Dark Colors" ("Малонагреваемая система защитного покрытия и экструзионная технология для твердых и заполненных пеной профилей темных цветов"). Это изобретение (US 11/291,494) позволяет производить темные защитные покрытия, которые в большей степени пропускают лучи ближней инфракрасной области спектра, чем отражают их. Эти покрытия основаны на применении отражающей подложки, которая отражает лучи ближней инфракрасной области спектра, и позволяет покрывать полые экструдаты из ПВХ темными защитными покрытиями. Ссылка сделана на раскрытие в указанной заявке.
Раскрытие изобретения
Задачей изобретения является создание экструдата со встроенной пеноизоляцией. Этот экструдат содержит конструктивный экструдированный профиль, сформированный из первой термопластической смолы, пригодной для использования в оконной промышленности, который содержит, по меньшей мере, одну внутреннюю полую часть и имеет постоянное сечение и неопределенную длину. Встроенная изоляция, формируемая из второй термопластической смолы, по существу заполняет полую часть конструктивного экструдированного профиля и в предпочтительном варианте осуществления изобретения формируется пеной, которая содержит множество воздушных карманов, расположенных по длине экструдата. Первая термопластическая смола и вторая термопластическая смола совместимы и могут быть совместно утилизированы. Конструктивный экструдированный профиль и встроенная изоляция совместно экструдированы посредством экструзионной головки, которая служит для формирования экструдата согласно изобретению. Предпочтительный вариант осуществления изобретения содержит защитную пленку темного цвета из третьей термопластической смолы, которая является прозрачной для солнечной инфракрасной радиации. Эта защитная пленка покрывает, по меньшей мере, часть конструктивного экструдированного профиля, причем ее толщина меньше, чем, приблизительно, одна десятитысячная часть дюйма. Еще в одном варианте предусмотрена четвертая термопластическая смола для изготовления частей конструктивного экструдированного профиля, которые могут быть изготовлены из более дешевой термопластической смолы.
Еще одной задачей изобретения является создание окна для жилых или коммерческих зданий, содержащего стеклопакет, устанавливаемый в оконную раму, содержащую вышеописанный экструдат.
Еще одной задачей изобретения является создание способа изготовления вышеописанного экструдата со встроенной пеноизоляцией, в котором подают в первый экструдер первую термопластическую смолу, пригодную для изготовления конструктивных компонентов в оконной промышленности, подают во второй экструдер вторую термопластическую смолу, пригодную для изготовления встроенной изоляции, выводят материал из первого и второго экструдеров в экструзионную головку, формирующую экструдат, причем экструзионная головка формирует конструктивный экструдированный профиль из первой термопластической смолы, пригодной для использования в оконной промышленности, содержащий, по меньшей мере, одну полую внутреннюю часть и имеющий постоянное сечение и неопределенную длину, и по существу заполняет указанную полую часть конструктивного экструдированного профиля встроенной изоляцией, формируемой из второй термопластической смолы. В предпочтительном варианте вспенивают вторую термопластическую смолу с образованием во встроенной изоляции множества воздушных карманов по длине экструдата. В другом варианте способ содержит подачу третьей термопластической смолы, которая в значительной степени пропускает солнечную инфракрасную радиацию, в третий экструдер, и выдачу материала из третьего экструдера в экструзионную головку, которая формирует из третьей термопластической смолы защитную пленку темного цвета с толщиной меньше, чем приблизительно одна десятитысячная часть дюйма, на поверхности конструктивного экструдированного профиля, сформированного из первой термопластической смолы.
Краткое описание графических материалов
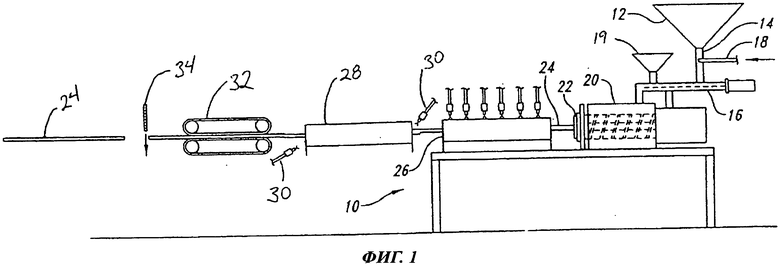
На Фиг.1 показан вид сбоку на линию экструзии для осуществления способа по изобретению.
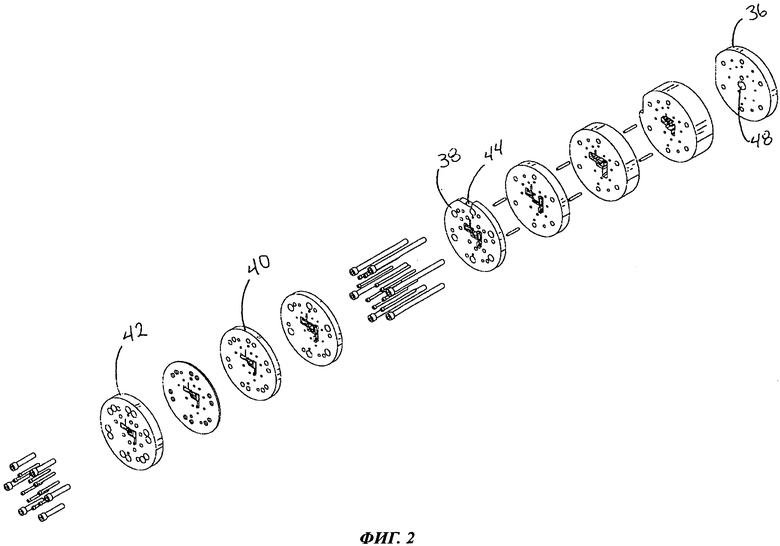
На Фиг.2 показана в разобранном виде выпускающая часть экструзионной головки, содержащей множество фильерных дисков, для использования в предпочтительном варианте осуществления способа.
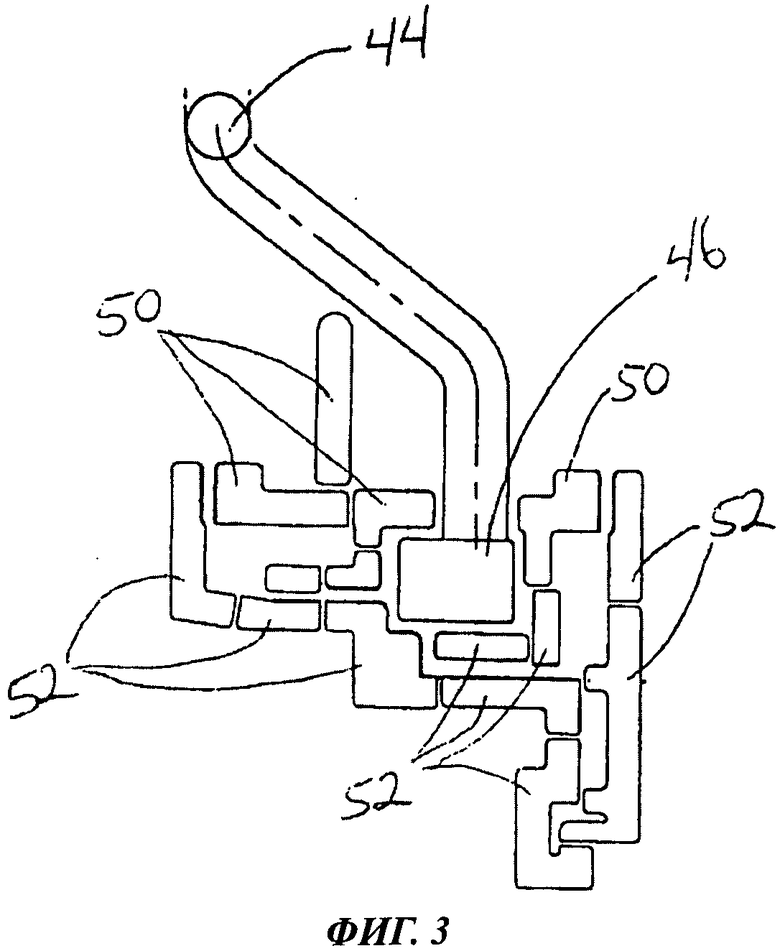
На Фиг.3 показан вид на поток различного сырьевого материала из термопластических смол через один из фильерных дисков экструзионной головки, содержащей множество фильерных дисков, показанной на Фиг.2
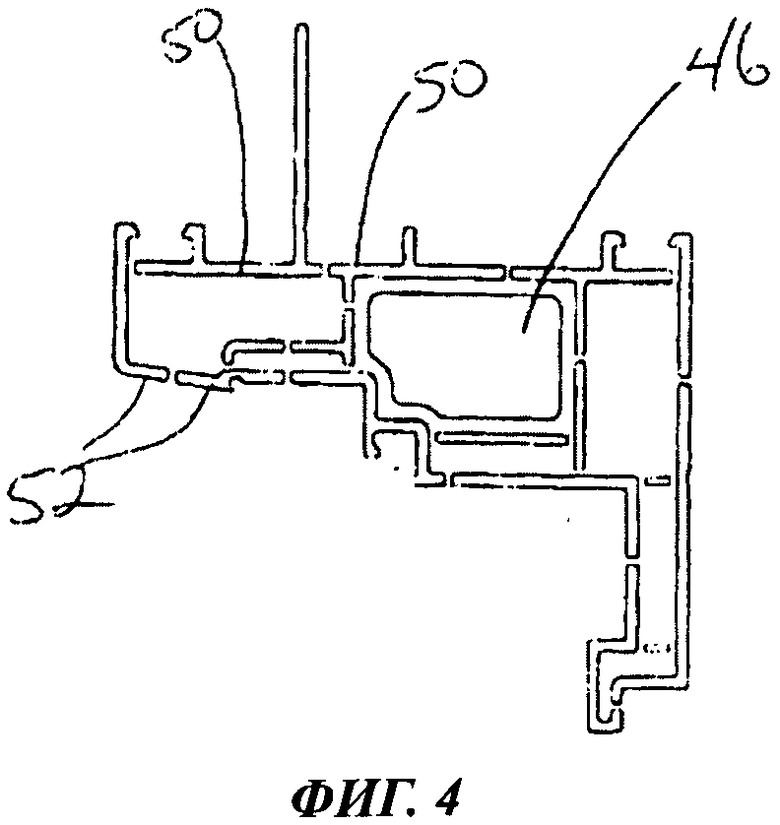
На Фиг.4 показан вид на поток различного сырьевого материала через один из фильерных дисков экструзионной головки, содержащей множество фильерных дисков, показанной на Фиг.2.
На Фиг.5 показан вид на поток различного сырьевого материала через один из фильерных дисков, показанной на Фиг.2. экструзионной головки, содержащей множество фильерных дисков.
На Фиг.6 показан вид на поток различного сырьевого материала через один из фильерных дисков экструзионной головки, содержащей множество фильерных дисков, показанной на Фиг.2.
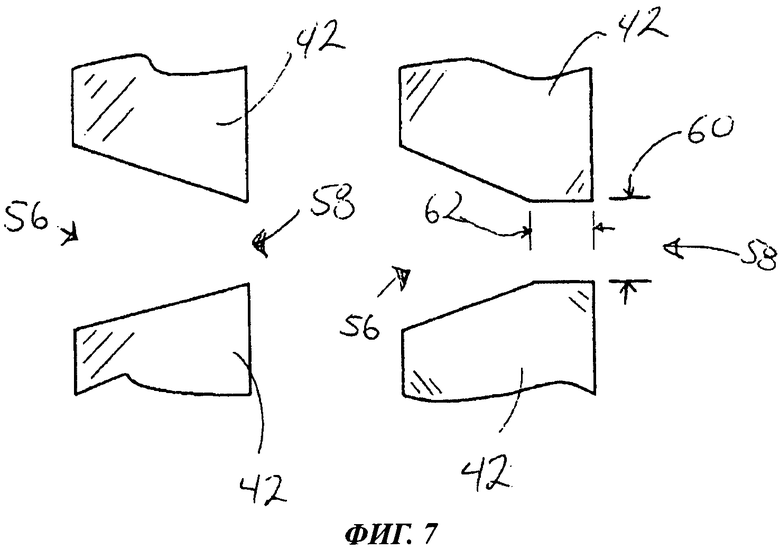
На Фиг.7 показан частичный разрез возможных двух проходных отверстий, предназначенных для использования в одном из фильерных дисков экструзионной головки, содержащей множество фильерных дисков, показанной на Фиг.2.
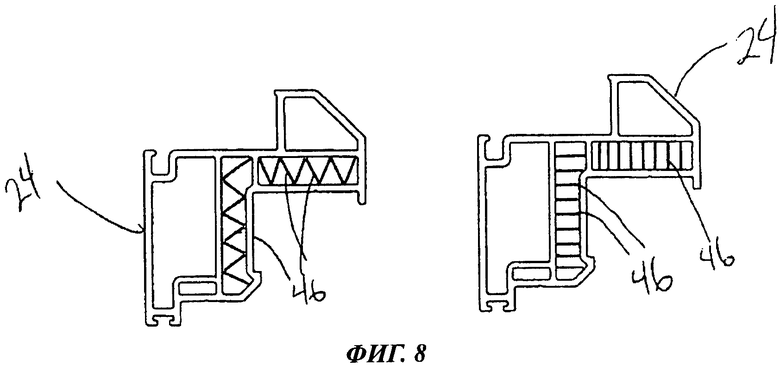
На Фиг.8 показан вид экструдатов, показывающий профили с различными вариантами осуществления встроенной изоляции.
На Фиг.9 показаны трехмерные виды сверху-справа на центральные разрезы экструдата одного варианта осуществления изобретения, указывающие на неопределенную длину экструдата, причем показан экструдат с встроенной пеноизоляцией и без встроенной пеноизоляции.
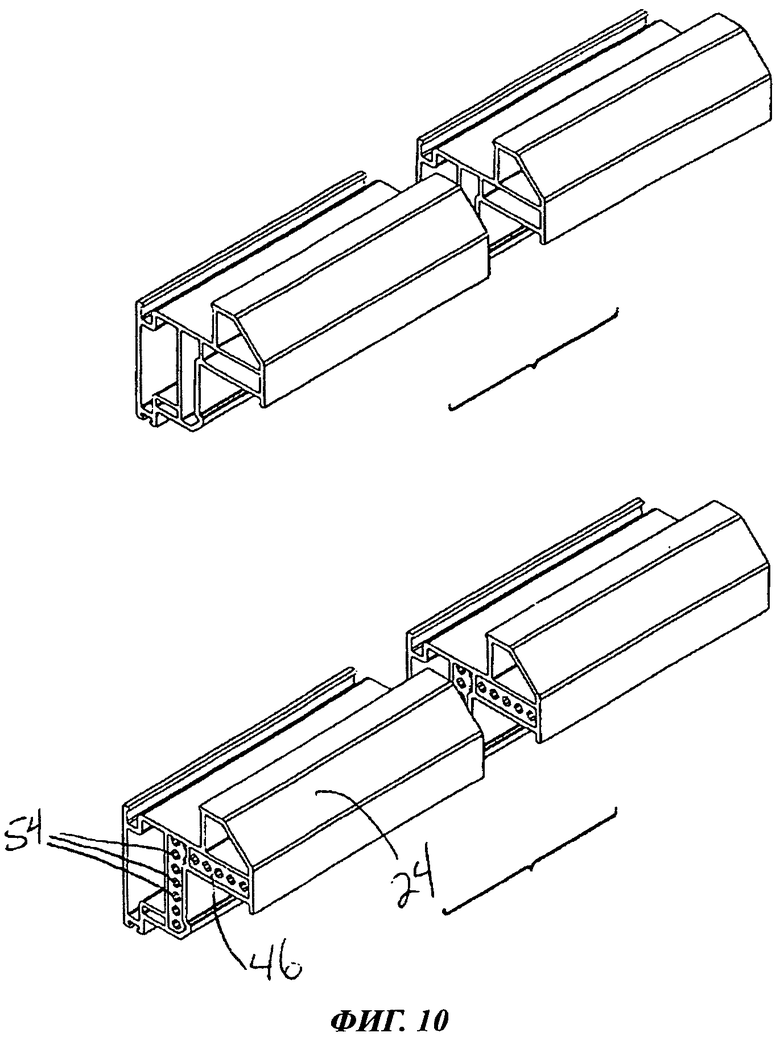
На Фиг.10 показаны трехмерные виды сверху-справа на центральные разрезы экструдата другого варианта осуществления изобретения, указывающие на неопределенную длину экструдата, причем показан экструдат с встроенной пеноизоляцией и без встроенной пеноизоляции.
Осуществление изобретения
Экструдат содержит конструктивный экструдированный профиль, сформированный из первой термопластической смолы, пригодной для использования в оконной промышленности, который содержит, по меньшей мере, одну внутреннюю полую часть и имеет постоянное сечение и неопределенную длину. Встроенная изоляция, формируемая из второй термопластической смолы, заполняет полую часть конструктивного экструдированного профиля и в предпочтительном варианте вспенена и содержит множество воздушных карманов, расположенных по длине экструдата. Первая термопластическая смола и вторая термопластическая смола совместимы и могут быть совместно утилизированы, а конструктивный экструдированный профиль и встроенная изоляция экструдированы совместно посредством экструзионной головки, которая служит для формирования экструдата. Предпочтительный вариант осуществления изобретения содержит защитную пленку темного цвета из третьей термопластической смолы, которая прозрачна для солнечной инфракрасной радиации. Эта защитная пленка покрывает, по меньшей мере, часть конструктивного экструдированного профиля, причем толщина пленки меньше, чем, приблизительно, одна десятитысячная часть дюйма. Еще в одном варианте предусмотрена четвертая термопластическая смола для изготовления частей конструктивного экструдированного профиля.
Для способа изготовления вышеописанного экструдата со встроенной изоляцией требуется использование технологической линии экструзии пластмассовых изделий. Способ включает в себя следующие шаги: подают в первый экструдер первую термопластическую смолу, пригодную для изготовления конструктивных компонентов в оконной промышленности, подают во второй экструдер вторую термопластическую смолу, пригодную для изготовления встроенной изоляции, выводят материал из первого и второго экструдеров в экструзионную головку, формирующую экструдат. Эта экструзионная головка формирует конструктивный экструдированный профиль из первой термопластической смолы, пригодной для использования в оконной промышленности, содержащий, по меньшей мере, одну полую внутреннюю часть и имеющий постоянное сечение и неопределенную длину, и по существу заполняет указанную полую часть конструктивного экструдированного профиля встроенной изоляцией, формируемой из второй термопластической смолы. В предпочтительном варианте осуществления изобретения вторую термопластическую смолу, из которой формируется встроенная изоляция, вспенивают так, чтобы она содержала множество воздушных карманов, расположенных вдоль экструдата. В следующем предпочтительном варианте способ содержит подачу в третий экструдер третьей термопластической смолы, в значительной степени пропускающей солнечную инфракрасную радиацию, и вывода материала из третьего экструдера в экструзионную головку так, чтобы из третьей термопластической смолы была сформирована защитный пленка темного цвета на поверхности конструктивного экструдированного профиля, сформированного из первой термопластической смолы с толщиной меньше, чем приблизительно одна десятитысячная часть дюйма, более предпочтительно, с толщиной от одной четырехтысячной до одной восьмитысячной части дюйма. Следующий дополнительный вариант осуществления изобретения может включать применение четвертой термопластической смолы для изготовления таких частей профильного экструдата, которые, как правило, будут не видны в составе профильного экструдата, когда экструдат будет смонтирован в окнах, устанавливаемых в жилых и коммерческих зданиях. В таком случае четвертая термопластическая смола может быть менее дорогостоящей, возможно, благодаря отсутствию необходимости применения добавок, обеспечивающих стойкость материала от воздействия ультрафиолетовых лучей, таких как TiO2, или благодаря ослабленным требованиям к цветовой однородности или благодаря ослаблению других требований.
В дополнение к различным экструдерам, обсужденным выше, для изготовления экструдатов и для способа экструзии необходимы соответствующие калибраторы, выталкиватели и пилы. Кроме того, передаваемые во время процесса калибровки экструзии напряжения могут повлиять на видимый цвет пигментных систем, напряжения могут также повлиять на защитный слой темного цвета. Соответственно, изобретение также создает средство устранения указанных напряжений, и поэтому обеспечивает устойчивый видимый цвет благодаря применению нагрева после того, как продукт выйдет из калибратора экструдера.
Оптимизация процесса нагрева экструдата регулируется по существу тремя средствами. Во-первых, минимизация толщины защитного слоя темного цвета минимизирует способность поглощения инфракрасных лучей (IR-лучей), т.к. лучи ближней инфракрасной области спектра (NIR-лучи) первоначально проходят через темный защитный слой и т.к. эти лучи отражаются от подложки назад через темный защитный слой. Эта минимизация должна также быть сделана так, чтобы сохранялся видимый цвет защитного слоя. Во-вторых, подложку дорабатывают так, чтобы обеспечить необходимый коэффициент отражения инфракрасных лучей, обычно добавляя для этого TiO2, но также и с учетом других компонентов подложки. В-третьих, пигменты в темном защитном слое должны передать определенные цвета, которые должны быть оптимизированы, чтобы минимизировать их способность поглощать лучи ближней инфракрасной области спектра (NIR-лучи). Практически, все три средства должны быть оптимизированы для особой комбинации из защитного слоя, цвета и подложки для получения функционального конечного продукта.
Предпочтительная и полезная комбинация из пигментных и защитных материалов для защитного слоя темного цвета доступна на рынке в материалах, поставляемых фирмой Lanier Color Company и может продемонстрировать желательные характеристики: способность поглощения инфракрасных лучей и погодоустойчивость. Эти материалы имеют пигментную систему, которая в значительной степени пропускает лучи ближней инфракрасной области спектра. Такая пигментная система используется в соответствующих изобретению примерах, обсуждаемых ниже. Тело защитного слоя темного цвета XM20 запатентовано фирмой Kaneka Corporation XM20 - это экструдированный акриловый материал. Этот акриловый материал имеет индекс текучести расплава от, приблизительно, 13 г/10 мин до 20 г/10 мин, как проверено по стандарту D1238 Американского общества по испытанию материалов (ASTM D1238): при 230°С испытывался материал с массой 3,8 кг. В этой полезной пигментной системе Lanier используется черная пигментная база, которая служит подходящей основой, к которой могут быть добавлены другие пигменты для получения желаемого определенного цвета или оттенка цвета из цветовой гаммы (например, темно-зеленый цвет «forest green» или бронзовый цвет «bronze»), как это понимается для цветовой гаммы домов или как это обычно понимается в искусстве. Предпочтительная пигментная система Lanier или заменяющая система, которая является прозрачной для NIR-излучения, будут пригодны для использования в данном изобретении, и цели изобретения будут достигнуты. Кроме того, для мелкого ремонта могут быть применены прозрачные для NIR-лучей специальные краски для ретуши, изготовленные на основе аналогичной пропускающей инфракрасные лучи пигментной системы: для устранения мелких царапин или просветов в защитном покрытии темного цвета, которые могут появиться в сварных швах в углах оконной рамы.
Автор считает, что ПВХ-профили, используемые в настоящее время в оконных рамах для жилых домов, вероятно, подойдут в качестве профильных экструдатов для изобретения. Рецептура подходящих для встроенной изоляции ингредиентов дана ниже в таблице 1.
Специалисты в этой области, как правило, добавляют к этой рецептуре подходящий пенообразователь в количестве, достаточном для достижения плотности предпочтительно менее 0,4 г/см3 и еще более предпочтительно от 0,2 до 0,4 г/см3. Количество и тип пенообразователя определяется используемым экструзионным оборудованием, технологическим процессом, условиями и конкретной формой и деталями конкретного экструдата - это хорошо понимают специалисты в этой области. Автором был использован пенообразователь Color Matrix "Foamazol F-92".
На Фиг.1 показана линия 10 экструзии для осуществления способа по изобретению. Линия экструзии показана на примере линии 10 экструзии, содержащей, по меньшей мере, два экструдера, включая основной экструдер 20 (первый экструдер), содержащий питающий бункер 12, который сбрасывает/подает материал в питающую колонку 14, которая далее соединяется с аппаратом 16 для предварительного смешивания. Канал 18, через который также подается материал в колонку 14, служит для добавления микро-ингредиентов, таких как пенообразователь. В альтернативном варианте такие микро-ингредиенты могут быть добавлены из бункера 19 непосредственно в аппарат 16 для предварительного смешивания.
Ингредиенты, попадающие в аппарат 16 для предварительного смешивания, подаются непосредственно во вход основного экструдера 20. Экструдер для встроенной изоляции (второй экструдер), экструдер для предпочтительного варианта осуществления изобретения для защитного слоя темного цвета (третий экструдер) и экструдер для альтернативного варианта осуществления профильного экструдата (четвертый экструдер) имеют по существу те же самые особенности, как и у вышеописанного основного экструдера.
Описанная далее экструзионная головка 22, содержащая множество фильерных дисков, показана на Фиг.2 и Фиг.1. Экструзионная головка 22, функционально подсоединяется к выходу основного экструдера 20. Экструдат на выходе из экструзионной головки 22 обозначен позицией 24. Затем экструдат входит в калибратор 26 обычного типа, используемый для экструзии пластмассового профиля. Калибратор содержит калибрующие пластины, придающие экструдату 24 его конечную форму и форсунки для охлаждения и закрепления формы экструдата 24.
После того, как экструдат 24 выходит из калибратора 26, он входит в термотуннель 28. Термотуннель 28 может быть сформирован из трубы ПВХ с длиной приблизительно три фута и с таким диаметром, который позволит экструдату 24 легко проходить через эту трубу. Предпочтительно, чтобы направленные нагревательные трубы 30 подавали горячий воздух и в термотуннель 28 и на экструдат 24 на входе и на выходе термотуннеля 28.
В альтернативном варианте термотуннель 28 может также быть оснащен инфракрасной нагревательной трубой для нагрева внешней поверхности экструдата 24. Далее, направленные нагревательные трубы 30 могут быть заменены на тепловые пушки, на инфракрасные нагреватели, на радиаторы или на другие устройства, которые будут нагревать внутреннюю часть термотуннеля 28 и таким образом нагревать поверхность экструдата 24.
Термотуннель 28 может быть просто заменен на нагревательные трубы 30 или на другие эквивалентные этим трубам нагреватели, которые были отмечены выше, в случае, если прогиб экструдата 24 не вызывает серьезного беспокойства. Подразумевается, что термотуннель 28 используется только по мере необходимости, для коррекции прогиба/изгиба или для коррекции получаемого цвета поверхности, как описано ниже и, таким образом, может не всегда использоваться. Экструдат 24 далее продвигается к вытягивающему устройству 32 и к пиле 34, которые являются совершенно обычным экструзионным оборудованием долговременного использования.
Одной из целей применения термотуннеля 28 является устранение причин возникновения "штрихов" на защитном покрытии темного цвета, выявляемых при осмотре. Эти «штрихи» с отличающимся от основного цвета оттенком проходят вниз по длине экструдата 24. Это следует понимать так, что в термотуннеле 28 или в оборудовании, заменяющем термотуннель, не было бы никакой необходимости, если бы не было образования цветных штрихов. Это образование штрихов, как полагают, вызвано напряжениями, сформированными в поверхности защитного покрытия темного цвета в процессе калибровки и охлаждения, во время которого по необходимости происходит соприкосновение поверхности защитного слоя темного цвета с внутренней поверхностью калибратора 26, что вызывает более быстрое охлаждение одних частей поверхности и сравнительно более постепенное охлаждение других частей. Внутренние поверхности экструдата остывают медленнее. Эти образующиеся штрихи, как правило, имеют красный оттенок. Эти штрихи могут быть легко устранены термообработкой поверхности защитного покрытия темного цвета посредством использования термотуннеля, как описано выше. Нагревание всей поверхности экструдата 24, соответственно, предотвращает загиб или прогиб экструдата 24. Загиб или прогиб экструдата может произойти по причине нагрева только одной стороны экструдата: например, от нагревания горячим воздухом только одной стороны экструдата. Были замечено, что нагревание поверхности экструдата 24 приблизительно до температуры от 145°F до 150°F удаляет цветные штрихи, наблюдаемые на защитном покрытии темного цвета. Было замечено, что нагревание с помощью подаваемого через направленные трубы 30 воздуха до, приблизительно, 225°F в трубу термотуннеля поднимает температуру поверхности экструдата 24 до желаемого значения в диапазоне от, приблизительно, 145°F до 150°F.
На Фиг.2 показана в разобранном виде используемая в предпочтительном варианте осуществления изобретенного способа экструзионная головка, содержащая множество фильерных дисков, и показаны отдельные фильерные диски. На Фиг.2 показан многофильерный сборочный узел экструзионной головки 22 в разобранном виде - показаны фильерные диски 36, 38, 40, и 42 и различные промежуточные диски и крепеж, соединяющий показанные детали, необходимые для производственного процесса изготовления экструдата. Однако, важно отметить, что сборочный узел многодисковой фильерной экструзионной головки 22, показанный на Фиг.2, предназначен для использования в составе множества обычных экструдеров, таких как обычные двухшнековые экструдеры, каждый из которых содержит миксер или загрузочное устройство для приема термопластичесой смолы из бункера-накопителя, трубопровод соединения загрузочного устройства с предварительным нагревателем для управления температурой примеси в бункере загрузочного устройства в случае применения второй термопластической смолы, используемой для получения встроенной пеноизоляции. Иногда предусматривается входное отверстие для подачи пенообразователей для вспениваемых компонент. Многошнековая камера каждого экструдера связана с соответствующим входом сборочного узла экструзионной головки, показанной на Фиг.2, для изготовления экструдата со встроенной изоляцией в соответствии с данным изобретением.
Как лучше всего видно на Фиг.2, один из описанных выше экструдеров (не показан) имеет жидкостное сообщение с впускным фильерным диском 36 для введения первой термопластической смолы для формирования профильного экструдата посредством прохождения материала через экструзионную головку 22, содержащую множество фильерных дисков. Фиг.3, 4, 5, и 6 показывают прохождение потока первой термопластической смолы для формирования профильного экструдата и прохождение потока второй термопластической смолы, из которой формируется встроенная изоляция в полостях ПВХ-экструдата, имеющего тонкие стенки.
Поток, проходящий приблизительно в середине фильерного диска 38 сборочного узла экструзионной головки 22, содержащей множество фильерных дисков, показан на Фиг.3. Впускной канал 44 для ввода второй термопластической смолы, пригодной для встроенной изоляции 46 (пригодная для этого рецептура дана в Таблице 1), проходящий от выпускного канала второго экструдера, и впускной канал 48 для первой термопластической смолы для профильного экструдата 50, 52, показаны на Фиг.2 и Фиг.3. Как было описано выше, некоторые части профильного экструдата могут состоять из более дешевой четвертой термопластической смолы, поступающей из четверного экструдера через непоказанный похожий на 44 впускной канал, и заполнять части 50 данного/показательного экструдата. Термопластическая смола поступает через впускной канал 48 сборочного узла эструзионной головки 22, содержащей множество фильерных дисков в части профильного экструдата 52, или во все части профильного экструдата 50, 52. Множество каналов профильного экструдата 50, 52, имеют такую форму, которая помогает сгладить поток и позволяет осуществить ввод встроенной изоляции 46 внутрь профильного экструдата 50, 52.
Поток, проходящий приблизительно в середине диска 40 сборочного узла экструзионной головки 22, содержащей множество фильерных дисков, (показанный на Фиг.2) показан на Фиг.4. Профильный экструдат 50, 52 намного уже по форме, чем его запланированная/целевая конечная форма. Запланированную/целевую встроенную изоляцию 46 можно видеть внутри профильного экструдата 50, 52 на Фиг.5 и Фиг.6.
Вход в диск 42 сборочного узла экструзионной головки 22, содержащей множество фильерных дисков (показанный на Фиг.2) показан на Фиг.5 для предпочтительного осуществления встроенной изоляции 46. Выход из диска 42 сборочного узла экструзионной головки 22, содержащей множество фильерных дисков (показанный на Фиг.2) показан на Фиг.6 для предпочтительного осуществления встроенной изоляции 46. Типичная предпочтительная итоговая форма предпочтительного осуществления встроенной изоляции 46 показана в виде двух различных компонент окна, изготовленных методом экструзии, на Фиг.9 и Фиг.10. Встроенная изоляция 46 разбита в группу, состоящую из "лент" или из "берегов", начинающуюся во входе в фильерный диск 42 как показано на Фиг.5. На выходе из фильерного диска 42, как показано на Фиг.6, встроенная изоляция 46 состоит из двадцати двух отдельных зон, заполненных второй термопластической смолой. Встроенная изоляция может быть легко исключена из состава экструдата с целью экономии затрат на изготовление, где встроенная изоляция не является необходимой, там не используется второй экструдер. Это позволяет выбрать менее дорогостоящий экструдат без встроенной изоляции т.к. в этом случае не требуется дополнительные затраты на экструзионную головку или на оснащение.
В этом предпочтительном осуществлении изобретения отдельные ячейки встроенной изоляции 46 расширяются из-за пенообразователя, и из-за более низкого давления на выходе фильерного диска 42, экструзионной головки 22, содержащей множество фильерных дисков. Это лучше всего видно на Фиг.6. В предпочтительном осуществлении изобретения отдельные ячейки встроенной изоляции 46 расширяются до соединения вместе - таким образом создается серия воздушных карманов 54 по длине экструдата, заполненных встроенной пеноизоляцией. Если поток встроенной изоляции 46 будет слишком значительным, или если пена будет слишком агрессивной, то стенки воздушных карманов сойдутся слишком плотно вместе, не оставляя никаких воздушных карманов.
На Фиг.7 показаны частичные боковые разрезы возможных внутренних видов фильерного диска 42 экструзионной головки 22, содержащей множество фильерных дисков. Впускная сторона показана слева и обозначена как 56, выпускная сторона обозначена как 58, таким образом показан поток встроенной изоляции 46, относящийся к одной ячейке встроенной изоляции, поток, проходящий через фильерный диск 42, где предпочтительный размер выпускного отверстия составляет от 0.08 до 0.10 дюйма, обозначенный позицией 60, и где отверстия, как правило, располагаются на расстоянии от 0.08 до 0.10 дюйма от стенки профильного экструдата 50, 52. Вариант, расположенный на рисунке слева обычно упоминается, как «free-foam», вариант, допускающий максимальный поток встроенной изоляции 46. Вариант, расположенный на рисунке справа имеет такую форму оформляющего канала 62, которая имеет параллельные стенки. Такая форма оформляющего канала 62 будет служить для увеличения давления на границу потока материала, относящегося к отдельной ячейке встроенной изоляции 46, сокращая мощность потока через фильерный диск 42. Укорачивая оформляющий канал 62 экструзионной головки, можно увеличить поток встроенной изоляции 46, относящегося к отдельной ячейке материала и, таким образом, осуществлять "настройку" экструзионной головки 22, содержащей множество фильерных дисков, чтобы обеспечить формирование и сохранение воздушных карманов 54, показанных на Фиг.9 и Фиг.10.
Автором было замечено, что для материала отдельных ячеек встроенной изоляции 46, выходящего из фильерного диска 42 экструзионной головки 22 через отверстия с диаметром от 0.08 до 0.10 дюйма и располагаемые на расстоянии от 0.08 до 0.10 дюйма, как правило, требуется оформляющий канал с размером от 0.05 до 0.2 дюйма. Угол проходного отверстия, расположенного до оформляющего канала, как оказалось, не важен.
На Фиг.8 показаны два дополнительных варианта осуществления изобретения - варианты возможной нитрованной изоляции 46. Вместо того, чтобы экструдировать отдельные ячейки, которые частично сливаются вместе, поглощая воздушные карманы, здесь проходные отверстия в фильерном диске реализованы в виде узких щелей. Эти щели могут быть созданы так, чтобы позволить формирование множества воздушных карманов и низкую плотность встроенной изоляции 46.
Профильный экструдат 50 и 52 и встроенная изоляция могут быть легко утилизированы посредством перемалывания так же, как перемалывают стандартный полый экструдат из ПВХ, в то время как использование аспиратора для измельченного материала позволяет значительно сократить количество измельченной изоляции с существенно более низкой плотностью. Утилизированные и в значительной степени однородные материалы, из которых изготавливается профильный экструдат, могут быть затем снова использованы в технологическом процессе экструзии.
Встроенная изоляция 46, полученная в результате способа по изобретению, и экструдат в значительной степени соответствуют существующей на рынке изоляции из полиэтилена и из полиуретана, либо превосходят эту продукцию. Окна, изготовленные с применением этого экструдата и триплекс-стеклопакетов протестированы и имеют U-фактор 0.15/R6.5, что существенно превышает текущие требования EnergyStar® (U-фактор 0.3). Изготовление окна целиком из экструдата не требует никаких дополнительных или измененных шагов технологического процесса по сравнению с технологией изготовления полого ПВХ-окна из стандартных полых ПВХ-профилей. Применение экструдата дает возможность в значительной степени улучшить технологию изготовления окон.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИЦИРОВАННЫЕ ВОЛОКНА ПОЛИМОЛОЧНОЙ КИСЛОТЫ | 2011 |
|
RU2588235C2 |
| УСОВЕРШЕНСТВОВАННЫЕ ВОЛОКНА ИЗ ПОЛИМОЛОЧНОЙ КИСЛОТЫ | 2013 |
|
RU2624303C2 |
| Способ соединения уплотнителя плинтуса | 2020 |
|
RU2733348C1 |
| КОНДИТЕРСКИЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2009 |
|
RU2518882C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ДИСТАНЦИРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ ПРОСВЕЧИВАЮЩЕЙСЯ ПАНЕЛИ | 2017 |
|
RU2780430C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОМПОЗИЦИЯ ПРОКЛАДОК ДЛЯ ЗАЩИТЫ ОТ КАМЕНИСТОЙ ПОРОДЫ ИЗ ВСПЕНЕННОГО ПВХ-П | 2015 |
|
RU2700869C2 |
| КОНДИТЕРСКИЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2524182C2 |
| ЖЕВАТЕЛЬНАЯ РЕЗИНКА И СПОСОБЫ ЕЕ ПРОИЗВОДСТВА | 2009 |
|
RU2503244C2 |
| ЭКОЛОГИЧЕСКИ РАЦИОНАЛЬНЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ | 2014 |
|
RU2610599C1 |
| КОМПОЗИТНЫЙ ПРОДУКТ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА УПОМЯНУТОГО ПРОДУКТА | 2016 |
|
RU2737697C2 |


Предложены экструдированный пластмассовый профиль со встроенной изоляцией, способ экструзии такого изделия, а также способ изготовления окон и дверей из таких пластмассовых профилей. Пластмассовый профиль может дополнительно содержать систему покрытий, вызывающую незначительный нагрев, содержащую покрытие из акрила и пигментную систему, которая в значительной степени пропускает инфракрасные лучи. Экструдированные пластмассовые профили со встроенной изоляцией могут быть утилизированы в обычном производственном процессе экструзии пластмасс, и могут быть полностью расплавлены в условиях обычного производства окон и дверей. 5 н. и 19 з.п. ф-лы, 10 ил.
1. Экструдат со встроенной пеноизоляцией, содержащий конструктивный экструдированный профиль, сформированный из первой термопластической смолы, пригодной для использования в оконной промышленности, который содержит, по меньшей мере, одну внутреннюю полую часть и имеет постоянное сечение и длину; встроенную изоляцию, сформированную из второй термопластической смолы, по существу, заполняющую указанную полую часть конструктивного экструдированного профиля, причем встроенная пеноизоляция включает множество вспененных ячеек, определяющих множество продольных воздушных карманов, проходящих в продольном направлении конструктивного экструдированного профиля, причем первая термопластическая смола и вторая термопластическая смола совместимы и могут быть совместно утилизированы, а конструктивный экструдированный профиль и встроенная изоляция совместно экструдированы посредством экструзионной головки.
2. Экструдат по п. 1, отличающийся тем, что первая термопластическая смола и вторая термопластическая смола состоят из поливинилхлоридной (ПВХ) смолы.
3. Экструдат по п. 2, отличающийся тем, что дополнительно содержит защитную пленку темного цвета, сформированную из третьей термопластической смолы, которая, по существу, пропускает солнечное инфракрасное излучение и покрывает, по меньшей мере, часть конструктивного экструдированного профиля, причем защитная пленка темного цвета имеет толщину, меньшую одной десятитысячной дюйма, а первая термопластическая смола содержит в основе от 8% до 11% TiO2.
4. Экструдат по п. 3 отличающийся тем, что защитная пленка темного цвета имеет толщину от одной четырехтысячной до одной восьмитысячной дюйма, а первая термопластическая смола содержит в основе от 8% до 11% TiO2.
5. Окно для использования в конструкции жилых или коммерческих зданий, содержащее стеклопакет, установленный в оконной раме, которая содержит конструктивный экструдированный профиль, сформированный из первой термопластической смолы, пригодной для применения в оконной промышленности, содержащий, по меньшей мере, одну полую внутреннюю часть и имеющий постоянное сечение и длину, встроенную изоляцию, сформированную из второй термопластической смолы, по существу, заполняющую, по меньшей мере, одну полую часть конструктивного экструдированного профиля, причем встроенная пеноизоляция включает множество вспененных ячеек, определяющих множество продольных воздушных карманов, проходящих в продольном направлении конструктивного экструдированного профиля, причем первая термопластическая смола и вторая термопластическая смола совместимы и могут быть совместно утилизированы, а конструктивный экструдированный профиль и встроенная изоляция совместно экструдированы посредством экструзионной головки.
6. Окно по п. 5, отличающееся тем, что первая термопластическая смола и вторая термопластическая смола состоят из поливинилхлоридной (ПВХ) смолы.
7. Окно по п. 6, отличающееся тем, что дополнительно содержит защитную пленку темного цвета, сформированную из третьей термопластической смолы, которая, по существу, пропускает солнечное инфракрасное излучение и покрывает, по меньшей мере, часть конструктивного экструдированного профиля, причем защитная пленка темного цвета имеет толщину, меньшую одной десятитысячной дюйма, а первая термопластическая смола содержит в основе от 8% до 11% TiO2.
8. Окно по п. 7, отличающийся тем, что защитная пленка темного цвета имеет толщину от одной четырехтысячной до одной восьмитысячной дюйма, а первая термопластическая смола содержит в основе от 8% до 11% TiO2.
9. Способ изготовления экструдата со встроенной пеноизоляцией, в котором:
подают в первый экструдер первую термопластическую смолу, пригодную для изготовления конструктивных компонентов в оконной промышленности,
подают во второй экструдер вторую термопластическую смолу, пригодную для изготовления встроенной изоляции,
выводят материал из первого и второго экструдеров в экструзионную головку, формирующую экструдат, причем экструзионная головка формирует конструктивный экструдированный профиль из первой термопластической смолы, пригодной для использования в оконной промышленности, содержащий, по меньшей мере, одну полую внутреннюю часть и имеющий постоянное сечение и длину, и по существу заполняет указанную полую часть конструктивного экструдированного профиля встроенной изоляцией, формируемой из второй термопластической смолы, причем встроенная пеноизоляция включает множество вспененных ячеек, определяющих множество продольных воздушных карманов, проходящих в продольном направлении конструктивного экструдированного профиля.
10. Способ по п. 9, отличающийся тем, что множество воздушных карманов во встроенной изоляции, расположенных по длине экструдата, формируют посредством экструзионной головки, содержащей множество отдельных выпусков с размером оформляющего канала от 0,05 до 0,2 дюйма.
11. Способ по п. 10, отличающийся тем, что подают в третий экструдер третью термопластическую смолу, которая, по существу, пропускает солнечное инфракрасное излучение, и выводят материал из третьего экструдера в экструзионную головку для формирования из третьей термопластической смолы защитной пленки темного цвета с толщиной, меньшей одной десятитысячной дюйма, на поверхности конструктивного экструдированного профиля, сформированного из первой термопластической смолы.
12. Способ по п. 11, отличающийся тем, что защитную пленку темного цвета формируют посредством экструзионной головки в виде слоя толщиной, меньшей одной восьмитысячной дюйма, причем первая термопластическая смола содержит в основе от 8% до 11% TiO2.
13. Экструдат со встроенной пеноизоляцией, содержащий конструктивный экструдированный профиль, имеющий продольное направление, сформированный из первой термопластической смолы, пригодной для использования в оконной промышленности, который содержит, по меньшей мере, первую камеру, проходящую в указанном продольном направлении, включающую встроенную пеноизоляцию, сформированную из второй термопластической смолы, причем встроенная пеноизоляция распределена по всей первой камере;
при этом встроенная пеноизоляция включает множество ячеек, определяющих множество продольных воздушных карманов, расположенных в первой камере и проходящих в продольном направлении конструктивного экструдированного профиля,
причем первая термопластическая смола и вторая термопластическая смола совместимы и могут быть совместно утилизированы,
при этом конструктивный экструдированный профиль и встроенная пеноизоляция совместно экструдированы посредством экструзионной головки, так что конструктивный экструдированный профиль соединен со встроенной пеноизоляцией с образованием единого блока.
14. Экструдат по п. 13, отличающийся тем, что конструктивный экструдированный профиль, сформированный из первой термопластической смолы, дополнительно содержит, по меньшей мере, вторую камеру, проходящую в указанном продольном направлении, включающую встроенную пеноизоляцию, сформированную из второй термопластической смолы, причем встроенная пеноизоляция распределена по всей второй камере, при этом встроенная пеноизоляция включает множество ячеек, определяющих множество продольных воздушных карманов, расположенных во второй камере и проходящих в продольном направлении конструктивного экструдированного профиля.
15. Экструдат по п. 14, отличающийся тем, что конструктивный экструдированный профиль, сформированный из первой термопластической смолы, дополнительно содержит, по меньшей мере, одну полую третью камеру, проходящую в указанном продольном направлении.
16. Экструдат по п. 13, отличающийся тем, что первая термопластическая смола и вторая термопластическая смола состоят из поливинилхлоридной (ПВХ) смолы.
17. Экструдат по п. 13, отличающийся тем, что конструктивный экструдированный профиль, сформированный из первой термопластической смолы, дополнительно содержит, по меньшей мере, одну полую вторую камеру, проходящую в указанном продольном направлении.
18. Способ изготовления экструдата со встроенной пеноизоляцией, содержащий следующие этапы:
экструдируют первую термопластическую смолу для получения профиля, пригодного для использования в оконной промышленности, причем указанный профиль имеет определяющую периметр стенку, проходящую в продольном направлении, и первую камеру внутри определяющей периметр стенки;
экструдируют вторую термопластическую смолу с получением множества вспененных ячеек, расположенных внутри первой камеры профиля, образующих в профиле множество продольных воздушных карманов;
соединяют по меньшей мере часть вспененных ячеек с образующей периметр стенкой профиля для получения цельной изолированной конструкции профиля.
19. Способ по п. 18, отличающийся тем, что выбирают первую термопластическую смолу и вторую термопластическую смолу таким образом, чтобы они могли быть совместно утилизированы.
20. Способ по п. 19, отличающийся тем, что выбирают первую термопластическую смолу и вторую термопластическую смолу таким образом, чтобы они состояли из поливинилхлоридной смолы.
21. Способ по п. 18, отличающийся тем, что первую и вторую смолу экструдируют посредством одной и той же экструзионной головки.
22. Способ по п. 18, отличающийся тем, что формируют профиль с образующей периметр конструктивной стенкой, которая образует первую и вторую отдельные камеры, расположенные в продольном направлении профиля.
23. Способ по п. 22, отличающийся тем, что вторую термопластическую смолу экструдируют с формированием множества вспененных ячеек во второй камере, для получения множества продольных воздушных карманов во второй камере.
24. Способ по п. 18, отличающийся тем, что ячейки и воздушные карманы получают при помощи экструзионной головки, имеющей множество отдельных выпусков с размером оформляющего канала от 0,05 до 0,2 дюйма.
| US 5965075 A, 12.10.1999 | |||
| Способ глубокой вытяжки цилиндрических изделий и штамп для его осуществления | 1949 |
|
SU84433A1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2163915C2 |
| МНОГОЦВЕТНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, КОНЦЕНТРАТ КРАСЯЩЕГО ВЕЩЕСТВА | 1994 |
|
RU2187518C2 |
| Экструзионная головка для формования изделий с сотовой структурой | 1990 |
|
SU1761486A1 |
| СПОСОБ УТИЛИЗАЦИИ ОТХОДОВ ДВУХОСНО-ОРИЕНТИРОВАННОЙ ПОЛИСТИРОЛЬНОЙ ПЛЕНКИ | 2006 |
|
RU2356732C2 |
| US 4600461 A, 15.07.1986 | |||
| RU 2002111378 A, 20.01.2004 | |||

