Область применения изобретения
[0001] Настоящее изобретение относится к нетканому листовому материалу, обеспеченному видимым не хаотичным рисунком, и к способу изготовления такого рисунчатого, нетканого, листового материала.
Предпосылки создания изобретения
[0002] Абсорбирующие нетканые материалы используют для протирки различных типов пролитых жидкостей и загрязнений в промышленных, медицинских, офисных и домашних хозяйственных областях применения. Они обычно содержат сочетание термопластичных полимеров (синтетических волокон) и целлюлозной волокнистой массы для поглощения воды и других гидрофильных веществ, а также гидрофобных веществ (масел, жиров). Нетканые протирочные салфетки этого типа, в дополнение к тому, что они обладают достаточной поглощающей способностью, являются, в то же время, прочными, гибкими и мягкими. Они могут быть изготовлены различными способами, включая аэродинамическое формирование, гидроформирование и формирование с использованием вспененной среды, посредством осаждения смеси, содержащей волокнистую массу, на полимерном полотне, после чего следует обезвоживание и гидроперепутывание для закрепления волокнистой массы на полимере, и окончательная сушка. Абсорбирующие нетканые материалы этого типа и способы их изготовления раскрыты, среди прочего, в документах: WO 2005/042819, WO 2007/108725, WO 2008/066417 и WO 2009/031951.
[0003] Для различных областей применения желательно иметь видимые рисунки, например: фигуры, логотипы, текст и т.п., на нетканых материалах, чтобы сделать их распознаваемыми, для указания их предполагаемого использования, для рекламных целей и т.д. Рисунки могут быть выполнены посредством печатания; однако печатание часто приводит к растеканию типографской краски по нетканому материалу за пределы рисунка, например, при использовании протирочной салфетки или подобного изделия вместе с растворителями во время использования протирочной салфетки (протирки), что определенно нежелательно.
[0004] В документе WO 95/09261 раскрыты нетканые материалы, содержащие геометрически повторяющиеся рисунки, сформированные из скрепленных и нескрепленных участков материала. Скрепленные участки занимают 3-50%, в частности - 5-35%, площади поверхности материала. Имеется порядка 8-120 скрепленных участков, например, 34 скрепленных участка на 1 см2, а каждый нескрепленный участок имеет площадь, составляющую менее 0,3 см2. Нетканые материалы представляют собой трехслойные ламинаты, содержащие наружные слои из термопластичного материала «спанбонд» и внутренний слой из волокон, полученных из расплава полимера раздувом. На ламинатах сформирован рисунок посредством каландрирования с использованием нагреваемых тиснильных валов. Недостатком этих материалов является то, что рисунок связан со скреплением термопластичного материала, и то, что, как следствие, рисунки могут быть только небольшими и, в то же время, должны занимать относительно большую площадь поверхности нетканого материала. Это является особенно неблагоприятным фактором для абсорбирующих нетканых материалов, содержащих целлюлозную волокнистую массу или подобный состав, где скрепление ведет к сокращению поглощающей способности, и термоскрепление по этой причине исключается.
[0005] Целью настоящего изобретения является создание рисунчатого, нетканого, листового материала, в котором формирование рисунков не влечет за собой придание неблагоприятных свойств, характерных для известных технологий, например, растекание напечатанных рисунков, недостаточная отчетливость рисунков, сформированных посредством гидроперепутывания, или жесткость и пониженная прочность, или пониженная поглощающая способность, характерных для технологий с использованием тиснения.
Краткое описание изобретения
[0006] Таким образом, изобретением создан, предпочтительно гидроперепутанный, абсорбирующий нетканый материал, содержащий не хаотичный, четкий и распознаваемый, видимый декоративный или опознаваемый рисунок на его поверхности. Создание видимого рисунка по существу не ведет к сокращению поглощающей способности материала, а также обеспечивает возможность сохранения других свойств продукта, включая мягкость, износостойкость, прочность и т.д. Две стороны материала могут иметь различные составы: нижняя сторона может иметь относительно высокое содержание волокнистой массы, тогда как верхняя сторона, на которой обеспечен рисунок, может иметь относительно низкое содержание волокнистой массы, или наоборот.
[0007] Дополнительной целью является создание способа изготовления рисунчатого нетканого материала, содержащего волокнистую массу, включающий: подвергание нетканого материала этапу печатания с исключением высоких температур, в частности, этапу вибрационного печатания.
Краткое описание чертежей
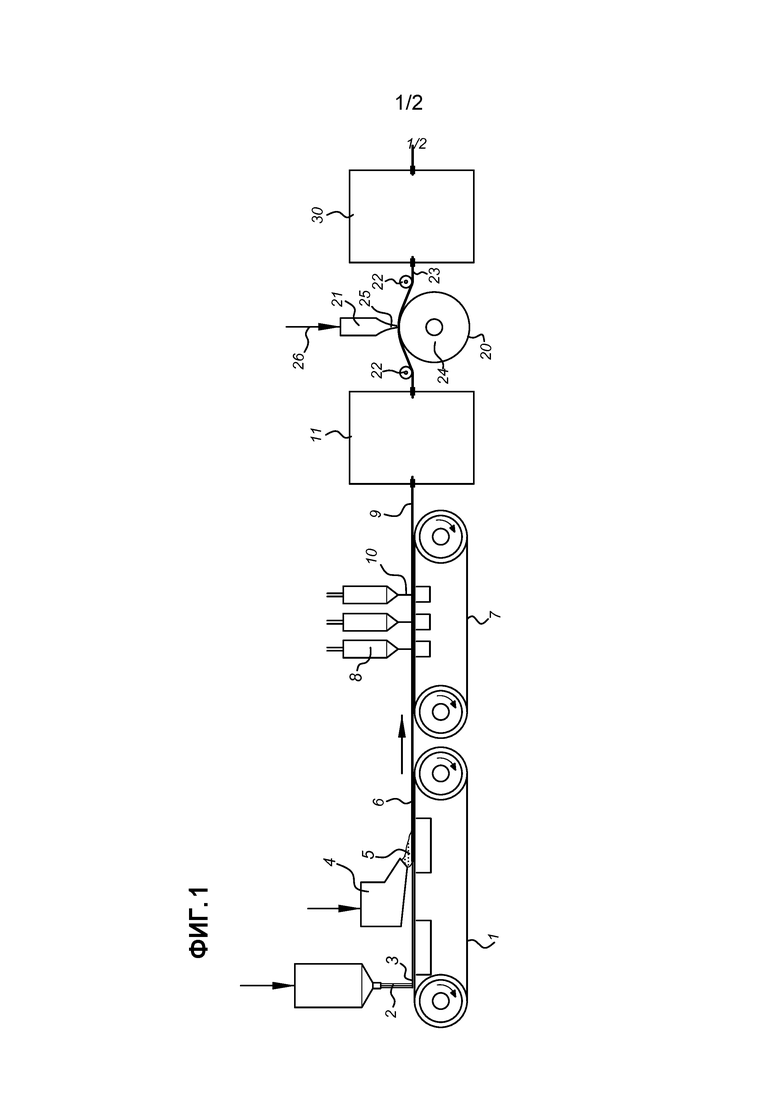
[0008] На фиг.1 показана производственная линия для изготовления листового материала согласно настоящему изобретению;
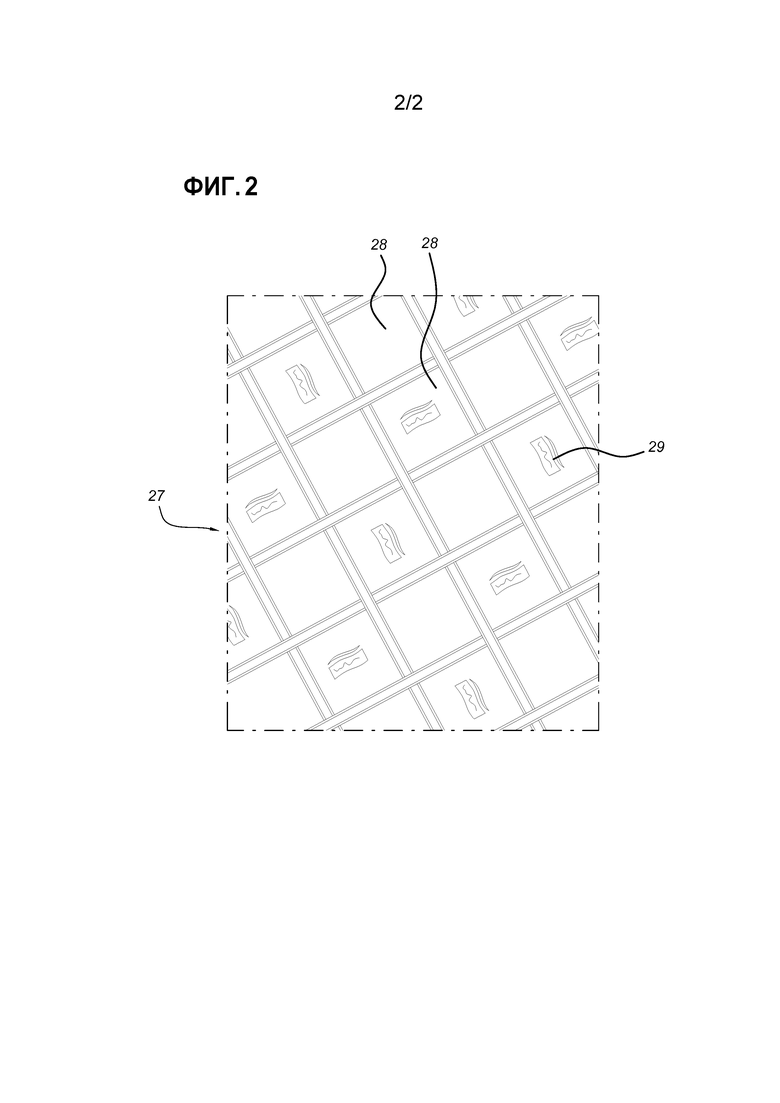
[0009] на фиг.2 показан рисунчатый нетканый материал согласно настоящему изобретению.
Подробное описание изобретения
[0010] Изобретение относится к рисунчатому, гидроперепутанному, листовому нетканому материалу, как определено в пункте 1 прилагаемой формулы изобретения. Изобретение, кроме того, относится к способу изготовления рисунчатого, гидроперепутанного, листового нетканого материала, как определено в пункте 11 прилагаемой формулы изобретения.
[0011] Там, где даны ссылки, в настоящем описании, на стороны листового материала, они означают эффективные поверхности листа, т.е. переднюю сторону и заднюю сторону (также, взаимозаменяемо, называемые верхней и нижней поверхностями) листового материала. Там, где упоминаются соотношения масс или их долей (в процентах), в настоящем описании, они относятся к сухому веществу (без какого-либо количества воды или более летучих веществ), если не указано иное. Там, где упоминаются массы воды или их доли (в процентах), в настоящем описании, они относятся к влажному веществу.
[0012] Рисунчатый, гидроперепутанный, листовой нетканый материал содержит целлюлозное волокно, предпочтительно - по меньшей мере 25 масс.%, более предпочтительно - по меньшей мере 40 масс.%, даже более предпочтительно - по меньшей мере 50 масс.%, предпочтительно - до 80 масс.%, наиболее предпочтительно - от 60 масс.% до 75 масс.% целлюлозного волокна. Целлюлозное волокно дополнительно определено ниже, и содержит целлюлозную волокнистую массу.
[0013] Кроме того, листовой материал предпочтительно содержит термопластичные волокна, предпочтительно - по меньшей мере 10 масс.%, более предпочтительно - по меньшей мере 15 масс.%, даже более предпочтительно - по меньшей мере 20 масс.%, наиболее предпочтительно - по меньшей мере 25 масс.%, например, до 70 масс.%, предпочтительно - до 60 масс.%, более предпочтительно - до 50 масс.%, наиболее предпочтительно - до 40 масс.%. Термопластичные волока, также называемые (искусственными или синтетическими) полимерными волокнами, могут содержать (непрерывные) элементарные нити и (короткие) штапельные волокна или и те, и другие. Листовой материал (комбинированное полотно) может предпочтительно содержать от 6 масс.% до 60 масс.%, более предпочтительно - от 10 масс.% до 45 масс.%, наиболее предпочтительно - от 15 масс.% до 35 масс.% синтетических элементарных нитей по сухому твердому веществу комбинированного полотна. Альтернативно или дополнительно, листовой материал может предпочтительно содержать от 3 масс.% до 50 масс.%, более предпочтительно - от 4 масс.% до 30 масс.%, наиболее предпочтительно - от 5 масс.% до 20 масс.%, синтетического штапельного волокна по сухому твердому веществу комбинированного полотна. В предпочтительном варианте осуществления листовой материал содержит и термопластичные элементарные нити, и штапельные волокна, например, в массовом соотношении от 9:1 до 1:1, предпочтительно - от 5:1 до 1,5:1,0. Термопластичные волокна дополнительно определены и проиллюстрированы ниже.
[0014] В настоящем рисунчатом листовом материале от 1% до 20% по меньшей мере одна поверхность подвергнута печати, и на ней получен рисунок, различимый визуально и/или тактильно, например, благодаря разнице в отражении света, яркости, гладкости и т.п. между отпечатанной и неотпечатанной частями, которые могут быть восприняты визуально или тактильно. Эти различия, в частности, заключаются в разнице по высоте.
[0015] При использовании в настоящем описании слова «печатание», под ним понимают приложение механической силы, в результате чего происходит некоторое сдавливание листового материала, как это дополнительно определено и проиллюстрировано ниже. Таким образом, рисунки различимы не только из-за различий по цвету, например, получающихся в результате печатания, окрашивания или нанесения типографской краски, или из-за других различий в составе материала. В предпочтительном варианте осуществления рисунки получают, по существу, только в результате печатания. В частности, отпечатанная часть листового материала имеет толщину, которая составляет от 75% до 95% толщины неотпечатанной части. Таким образом, в результате печатания толщина материала уменьшается на 5-25%.
[0016] Рисунки могут быть с любой стороны листового материала или с обеих сторон. В предпочтительном варианте осуществления выполнение рисунков (т.е. различия по высоте) имеет место только с одной стороны, которую называют ʺпередней сторонойʺ или ʺрисунчатой сторонойʺ, для простоты определения. Передняя сторона может иметь тот же или отличный состав материала, что и задняя сторона. Листовой материал может обладать в большой степени гомогенным составом по всей его толщине. Альтернативно и предпочтительно, листовой материал может обладать постепенно изменяющимся составом по всей его толщине, где две поверхности (передняя и задняя) имеют по существу тот же состав (и в этом случае внутренние области имеют различный состав) или различный состав. В особом варианте осуществления листовой материал является слоеным листом, содержащим два, три или большее количество слоев, имеющих различный состав, однако в котором, в частности, в результате гидроперепутывания, нет четкого перехода между смежными слоями. Например, лист может быть двухслойным листом, обладающим относительно большим содержанием волокнистой массы в слое с одной стороны, и относительно небольшим содержанием волокнистой массы в слое с другой стороны. Лист может также быть трехслойным листом, где смежные слои обладают большим содержанием волокнистой массы, небольшим содержанием волокнистой массы и большим содержанием волокнистой массы слоя. Дополнительные варианты в равной степени осуществимы.
[0017] В конкретном варианте осуществления листовой материал обладает поверхностью с большим содержанием волокнистой массы (передняя сторона) и противоположной поверхностью с небольшим содержанием волокнистой массы (задняя сторона), с необязательными дополнительными слоями между ними или без таких промежуточных слоев, с образованием двухслойного листа. Поверхность с большим содержанием волокнистой массы может содержать по меньшей мере 60 масс.% волокнистой массы, а поверхность с небольшим содержанием волокнистой массы может содержать менее 50 масс.% волокнистой массы. Такая доля может содержаться в самых наружных областях, например, самой наружной области листа, составляющей 5% его толщины. Альтернативно поверхность с большим содержанием волокнистой массы может содержать менее 30 масс.%, предпочтительно - менее 15 масс.%, термопластичных волокон, а поверхность с небольшим содержанием волокнистой массы может содержать по меньшей мере 30 масс.%, предпочтительно - более 50 масс.%, термопластичных волокон.
[0018] Толщина настоящих листовых материалов может варьироваться в широких пределах, в зависимости от предполагаемого использования. Например, лист может иметь толщину (неотпечатанных частей) от 100 мкм до 2000 мкм, в частности, - от 250 мкм до 1500 мкм, предпочтительно - от 400 мкм до 1000 мкм, более предпочтительно - от 500 мкм до 800 мкм. Толщину можно измерять согласно методике, дополнительно описанной в сопровождающих примерах. Разница по высоте между отпечатанными (рисунчатыми) и неотпечатанными частями обычно составляет 50-250 мкм, предпочтительно - 75-150 мкм. Разница по высоте может быть измерена посредством методик, известных в данной области техники, например, посредством измерения по отражению лазерного луча или посредством измерения по интерференции луча белого света.
[0019] Рисунки могут иметь любую форму или дизайн. Они могут быть просто декоративными или могут выполнять информационную или идентификационную функцию, или и ту, и другую функцию, и являются определенно видимыми для потребителя или наблюдателя. Они могут содержать фигуры, например, линии, круги и т.п., а также картины, читаемые знаки (буквы, цифры) и т.п. В качестве соответствующего примера может служить часть отпечатанной площади слоя, которая может представлять читаемые знаки и/или логотипы. В качестве даже более специфического примера может служить сочетание, в котором от 2% до 15% отпечатанной поверхности составляют читаемые знаки и/или логотипы, и от 0,5% до 3,0% отпечатанной поверхности составляют другие рисунки, отличные от читаемых знаков или логотипов, в частности, геометрические рисунки, например, прямые или искривленные линии, где занимаемая ими площадь выражена в процентах от общей площади отпечатанной поверхности.
[0020] По соображениям обеспечения максимальной поглощающей способности предпочтительно, чтобы по меньшей мере 10% общей площади поверхности отпечатанной стороны (или отпечатанных сторон) листового материала состояла из непрерывных неотпечатанных участков, составляющих по меньшей мере 20 см2, предпочтительно - по меньшей мере 25 см2. Более предпочтительно - по меньшей мере 20%, наиболее предпочтительно - по меньшей мере 30%, общей площади поверхности отпечатанной стороны состоит из таких непрерывных неотпечатанных участков. Такие непрерывные неотпечатанные участки могут иметь какую-либо форму, например: прямоугольников, многогранников, кругов, но также участки с более нерегулярной формой.
[0021] Лист рисунчатого нетканого материала может обладать любой желательной степенью мягкости, прочности и иметь любой размер, и он может быть неокрашенным (белым) или окрашенным, где окрашивание может быть произведено до или после этапа печатания. Рисунок является стабильным и стойким к температуре, влажности, ультрафиолетовому и излучению видимого света и т.п., и не линяет.
[0022] Настоящий листовой материал обладает очень большой абсорбирующей способностью по отношению и к гидрофильным, и к гидрофобным веществам, которая не сокращается из-за рисунков. В частности, способность поглощения воды готовым листовым материалом составляет по меньшей мере 5 г воды на 1 г сухого листового материала, предпочтительно - по меньшей мере 6 г/г (дистиллированной воды при 23°С, для справки).
[0023] Способ изготовления рисунчатого нетканого листового материала, описанного выше, предпочтительно включает этапы:
- формирование волокнистого полотна, содержащего термопластичные волокна и целлюлозную волокнистую массу;
- гидроперепутывание волокнистого полотна с образованием нетканого листового материала;
- сушку нетканого листового материала до содержания воды менее 10 масс.%, предпочтительно - менее 5 масс.%, вплоть, например, до 0,1 масс.%; и отличающийся тем, что:
- высушенный, нетканый, листовой материал подвергают печатанию, обеспечиваемому посредством передатчика энергии на рисунчатой опоре при температуре ниже 100°С, предпочтительно - 60°С, наиболее предпочтительно - от 30°С до 50°С, с образованием рисунчатого, нетканого, листового материала.
[0024] Энергия, подлежащая использованию для печатания, особенно основана на вибрационной энергии скорее, чем на непосредственном ударном воздействии или нагреве. Таким образом, важно, чтобы печатное действие не включало в значительной степени тиснение или термоскрепление термопластичных волокон. Было установлено, что тиснение (с использованием умеренно нагретых валов) приводит в результате к получению менее четких рисунков, а термоскрепление (при котором предполагается расплавление термопластичного материала) приводит к снижению поглощающей способности получаемого листового материала.
[0025] Очень пригодным типом вибрационной (осцилляционной) энергии является ультразвуковая энергия. Ультразвуковое оборудование, пригодное для использования согласно настоящему способу, общеизвестно в данной области техники. В качестве примера, ультразвуковое оборудование может быть приобретено, например, у компании Herrmann Ultraschall (г. Карлсбад, Германия) или у компании Branson Ultrasonics (г. Данбери, штат Коннектикут, США) или г. Дитценбах (Германия). В предпочтительном варианте осуществления печатание является ротационным действием, при котором используют рисунчатый опорный вал, посредством которого транспортируют листовой материал, подлежащий печатанию, как показано на прилагаемой фиг.1. Частота колебаний предпочтительно находится в верхнем звуковом диапазоне или более предпочтительно - в нижнем ультразвуковом диапазоне, например, в диапазоне от 15 кГц до 100 кГц, особенно - от 18 кГц до 30 кГц. Сила колебаний предпочтительно находится в диапазоне от 200 Н до 4000 Н, более предпочтительно - от 500 Н до 2500 Н. Амплитуда колебаний обычно находится в диапазоне от 10 мкм до 100 мкм.
[0026] Расстояние между передатчиком энергии (который иногда называют «волноводом» в ультразвуковом оборудовании) и опорой является предпочтительно небольшим, и оно может варьироваться во время работы. Таким образом, зазор между передатчиком энергии и выступающими частями опорного вала имеет максимальное значение, которое приблизительно эквивалентно или больше толщины материала, подлежащего обработке, и имеет минимальное значение (стадия печатания), которое несколько меньше толщины материала, подлежащего обработке. Таким образом, зазор составляет предпочтительно по меньшей мере 500 мкм, более предпочтительно - от 600 мкм до 2000 мкм, наиболее предпочтительно - от 800 мкм до 1500 мкм. Зазор предпочтительно является регулируемым, чтобы обеспечивалась возможность перемещения и обработки листов различной толщины.
[0027] Настоящие продукт и способ его изготовления ниже описаны более подробно со ссылками на варианты осуществления и чертежи. В частности, ниже описаны дополнительные подробности различных этапов способа и материалов, подлежащих обработке для получения рисунчатого, гидроперепутанного, нетканого, листового материала.
Подробное описание вариантов осуществления, материалов и способов, подлежащих использованию
Натуральные волокна
[0028] Множество типов натуральных волокон можно использовать, особенно те, которые обладают способностью к поглощению воды и тенденцией к способствованию создания связанного листа. Среди пригодных натуральных волокон имеются в основном целлюлозные волока, например, семенные волоски, например: хлопка, льна, и волокнистая масса. Древесная волокнистая масса является особенно хорошо пригодной, и волокно мягкой древесины (хвойных пород), и волокно твердой древесины (лиственных пород) пригодно, а также можно использовать повторно переработанное волокно. Длина волокон волокнистой массы может колебаться от около 3 мм (волокон из мягкой древесины) до около 1,2 мм (волокон из твердой древесины), и смесь этих длин может быть даже более короткой (повторно переработанное волокно).
Элементарные нити
[0029] Элементарные нити это - волокна, являющиеся очень длинными по отношению к их диаметру, в принципе - бесконечными во время их изготовления. Их можно изготавливать посредством расплавления и экструдирования термопластичного полимера через маленькие фильерные отверстия, после чего следует охлаждение, предпочтительно - с использованием воздушного потока, и отверждение с образованием нитей, которые можно обрабатывать посредством вытяжки, растяжения или гофрирования. Материал «спанбонд» из элементарных нитей изготавливают подобным способом посредством растяжения элементарных нитей с использованием воздуха для обеспечения соответствующего диаметра нитей, который обычно больше 10 мкм, обычно составляет от 10 мкм до 100 мкм. Изготовление материала «спанбонд» из элементарных нитей описано, например, в патентах US 4,813,864 и 5,545,371. На поверхности элементарных нитей могут быть нанесены химикаты для осуществления дополнительных функций.
[0030] Элементарные нити «спанбонд» и элементарные нити, получаемые из расплава полимера методом раздува, как группу, называют формуемыми и непосредственно сразу укладываемыми элементарными нитями, понимая под этим то, что их укладывают непосредственно, на месте, на перемещаемую поверхность с образованием полотна, которое скрепляют ниже по потоку. Регулирование «индекса потока расплава» посредством подбора полимеров и профиля распределения температур является существенной частью регулирования процесса экструдирования и, таким образом, формования элементарных нитей. Элементарные нити «спанбонд» обычно являются более прочными и более равномерными. Элементарные нити укладывают в продольном направлении.
[0031] Любой термопластичный полимер, обладающий достаточной связанностью для обеспечения возможности разрезания в расплавленном состоянии, можно, в принципе, использовать для изготовления материала «спанбонд». Примерами пригодных синтетических полимеров могут служить: полиолефины, например, полиэтилен и полипропилен; полиамиды, например, нейлон-6; полиэфиры, например, полиэтилентерефталат; и полилактиды. Конечно, можно также использовать сoполимеры и смеси этих полимеров, а также натуральные полимеры, обладающие термопластичными свойствами.
Штапельные волокна
[0032] Штапельные волокна могут быть изготовлены из тех же веществ и теми же способами, что и элементарные нити, описанные выше. Другими пригодными штапельными волокнами являются волокна, изготовленные из регенерированной целлюлозы, например, вискозы и лиоцелла. Они могут быть обработаны отделочным составом при прядении и подвергнуты гофрированию, но это не обязательно для типа способов, предпочтительно используемых для изготовления настоящего, нетканого, листового материала.
[0033] Разрезание пучка волокон обычно производят для получения в результате волокон одной длины, которую можно изменять посредством варьирования расстояния между ножами резального вала. В зависимости от предполагаемого применения, используют волокна различной длины, от 2 мм до 50 мм. При формировании гидроперепутанных нетканых материалов мокрым способом обычно используют волокна длиной 12-18 мм или вплоть до 9 мм или менее, особенно - гидроперепутанных материалов, изготавливаемых по технологии гидроформирования. Прочность материала и другие его свойства, например, износостойкость поверхности, повышаются как функция длины волокна (при той же толщине и при том же полимере волокна). При использовании непрерывных элементарных нитей вместе со штапельными волокнами и волокнистой массой, прочность материала главным образом обеспечивается за счет элементарных нитей.
[0034] Благодаря использованию более коротких штапельных волокон может быть получен улучшенный материал, так как они содержат большее количество концов волокон на грамм волокна, и их легче перемещать в направлении оси Z (перпендикулярном к плоскости полотна). Большее количество концов волокон выступает из поверхности полотна, таким образом улучшая текстильное ощущение. Благодаря надежному закреплению обеспечивается очень хорошая износостойкость. Штапельные волокна могут представлять смесь волокон из различных полимеров, имеющих различную длину и линейную плотность, и различные цвета.
Способ
[0035] Листовой материал, содержащий волокнистую массу, может быть сформирован из материалов, которые могут быть сформированы различными способами, известными в данной области техники, включая: гидроформирование, аэродинамическое формирование, сухое формирование или формирование непосредственно после формования (прядения) волокна; или он может быть полностью, или частично сформирован из предварительно изготовленного листа, например, листа тонкого материала. В качестве примера может служить способ изготовления рисунчатого, нетканого, листового материала согласно настоящему изобретению, представленный на фиг.1. Такой способ включает этапы: обеспечение бесконечного транспортерного полотна 1 для формирования, на которое можно укладывать непрерывные элементарные нити 2, например, элементарные нити «спанбонд», а избыточное количество воздуха можно отсасывать через транспортерное полотно 1 для формирования, с образованием предшественника полотна 3; продвижение транспортерного полотна 1 для формирования с непрерывными элементарными нитями к стадии гидроформирования и к так называемому напорному ящику 4, где на (и частично в) предшественник полотна 3 из непрерывных элементарных нитей 2 напускают в мокром состоянии водную суспензию или водную пену, содержащие смесь 5 натуральных и штапельных волокон, а избыточное количество воды отводят через транспортерное полотно 1 для формирования; формирование волокнистого полотна 6; перенос волокнистого полотна 6 с транспортерного полотна 1 для формирования на второе транспортерное полотно 7 для подвергания волокнистой смеси стадии гидроперепутывания 8, где элементарные нити 2 и волокна плотно перепутывают и скрепляют с образованием нетканого полотна 9 посредством воздействия водяными струями 10. Затем нетканое полотно 9 продвигают к сушильной станции 11, где его сушат и дополнительно продвигают к станциям для печатания между опорным валом 20 и акустическим устройством 21, дополнительно описанным ниже, для последующего прокатывания, разрезания, упаковки и т.д. (на станциях 30).
[0036] Непрерывные элементарные нити 2, которые могут быть изготовлены из экструдированных термопластичных гранул, могут быть уложены непосредственно на транспортерное полотно 1 для формирования, где им обеспечивается возможность образования нескрепленного полотна 3, в котором элементарные нити могут перемещаться относительно свободно друг относительно друга. Это может достигаться посредством создания относительно большого расстояния между фильерными отверстиями и транспортерным полотном 1 для формирования, чтобы элементарным нитям предоставлялась возможность охлаждения и, таким образом, уменьшения клейкости до их укладки на транспортерное полотно 1 для формирования. Альтернативно охлаждение элементарных нитей до их укладки на транспортерное полотно 1 для формирования может быть достигнуто, например, с помощью воздуха. Воздух, используемый для охлаждения, вытяжки и растяжения элементарных нитей, отсасывают сквозь транспортерное полотно 1 для формирования, для предоставления возможности элементарным нитям следования с воздушным потоком в ячейки полотна для формирования, чтобы они оставались в этом положении. Для отсоса воздуха может требоваться хорошее разрежение. В качестве дополнительной альтернативы может использоваться охлаждение элементарных нитей посредством распыления воды.
[0037] Скорость элементарных нитей при их укладке на транспортерное полотно для формирования может быть выше скорости транспортерного полотна для формирования, в результате чего элементарные нити могут образовывать нерегулярные петли и пучки при их сборе на транспортерном полотне для формирования с образованием хаотичного предшественника полотна. Поверхностная плотность предшественника полотна 3, сформированного из элементарных нитей, может благоприятным образом составлять от 2 г/м2 до 50 г/м2.
[0038] Как описано выше, смесь 5 натуральных волокон и штапельных волокон можно укладывать по мокрому способу на (и частично в) предшественник полотна 3 из уложенных непосредственно после формования элементарных нитей с образованием волокнистого полотна 6. Однако, как упоминалось выше, такое волокнистое полотно 6 может также быть сформировано из материалов, полученных различными другими способами, известными в данной области техники.
[0039] Следует также подчеркнуть, что, хотя способ формирования рисунчатого гидроперепутанного нетканого листового материала, проиллюстрированный на фиг.1, в основном описан со ссылками на использование элементарных нитей, настоящее изобретение, касающееся формирования рисунчатого листового материала, может также включать материал, сформированный только из волокнистой массы и термопластичных волокон, не являющихся элементарными нитями, а, например, штапельными волокнами. Например, такой листовой материал может быть сформирован посредством: укладки смеси 5 из волокнистой массы и штапельных волокон непосредственно на транспортерное полотно 1 для формирования; удаления воды, после чего следует гидроперепутывание; сушки и печатания по сформированному полотну. Дополнительные альтернативные процедуры также описаны в настоящем документе ниже.
[0040] Далее описаны более подробно некоторые способы, которые можно использовать для формирования волокнистой массы и штапельных волокон, а также для формирования предшественника полотна. Способ также дополнительно проиллюстрирован со ссылками на фиг.1 для рассмотрения стадий гидроперепутывания и печатания, а также любых дополнительных процессов обработки, которые могут быть использованы для получения продукта, представленного в качестве примера на фиг.2.
Гидроформирование
[0041] Смесь 5 волокнистой массы и штапельных волокон (если их используют) можно преобразовать в суспензию обычным способом, либо смешивая вместе, либо сначала преобразовав в суспензию отдельно, а затем смешивая и вводя обычные добавки, используемые при изготовлении бумаги, например: вещества для повышения прочности во влажном и/или сухом состоянии; удерживающие добавки, диспергирующие вещества; для приготовления хорошо перемешанной суспензии из волокнистой массы и штапельных волокон в воде. Эту смесь 5 можно, как проиллюстрировано на фиг.1, напускать через напорный ящик 4 для гидроформирования на перемещаемое транспортерное полотно 1 для формирования, где эту смесь наносят на нескрепленный предшественник полотна 3 из элементарных нитей с его свободно перемещаемыми элементарными нитями.
[0042] Некоторое количество волокнистой массы и штапельного волокна заходит между элементарными нитями, но большая их часть осаждается поверх полотна из элементарных нитей. Избыточное количество воды отсасывают сквозь полотно из элементарных нитей и сквозь транспортерное полотно для формирования посредством ящиков для отсасывания, расположенных под транспортерным полотном для формирования.
[0043] Особенно благоприятным способом укладки коротких волокон (волокнистой массы и/или штапельного волокна) является способ с использованием пены, представляющий собой вариант гидроформирования, в котором целлюлозную волокнистую массу и штапельные волокна смешивают с водой и воздухом в присутствии поверхностно-активного вещества, предпочтительно в количестве от 0,01 масс.% до 0,1 масс.%, неионного поверхностно-активного вещества, для образования смеси 5, содержащей волокнистую массу. Пена может содержать от 10 об.% до 90 об.%, предпочтительно - от 15 об.% до 50 об.%, наиболее предпочтительно - от 20 об.% до 40 об.%, воздуха (или другого инертного газа). Смесь подают в напорный ящик 4, из которого ее напускают на полотно 3 из элементарных нитей, а избыточные количества воды и воздуха отсасывают.
Аэродинамическое формирование и сухое формирование
[0044] Вместо, например, гидроформирования, волокна могут быть уложены посредством сухого формирования (при котором волокна расчесывают, а затем непосредственно укладывают на несущее транспортерное средство) или аэродинамического формирования (при котором волокна, которые могут быть короткими, подают в воздушный поток и укладывают с образованием полотна с хаотически ориентированными волокнами).
Гидроперепутывание
[0045] Волокнистое полотно 6 из синтетических волокон, например, непрерывных элементарных нитей и штапельных волокон, и волокнистой массы подвергают гидроперепутыванию, поддерживая его на транспортерном полотне 7 и интенсивно смешивая, скрепляя и образуя композитный нетканый материал 9. Инструктивное описание способа гидроперепутывания дано в Канадском патенте CA № 841,938.
[0046] На станции гидроперепутывания 8 различные типы волокон перепутают посредством воздействия множеством тонких струй 10 воды под высоким давлением, ударяющих по волокнам. Тонкие, подвижные, уложенные непосредственно после формования, элементарные нити перекручиваются и перепутываются между собой и с другими волокнами, в результате чего получается материал с очень высокой прочностью, в котором все типы волокон плотно перемешаны и интегрированы. Воду, используемую для перепутывания, отводят сквозь транспортерное полотно 7 для формирования, и ее можно повторно использовать, если это требуется, после очистки (не показано). Количество энергии, требующейся для гидроперепутывания, является относительно небольшим, т.е. материал легко перепутывать. Количество энергии, требующейся для гидроперепутывания, может соответствующим образом составлять в диапазоне от 50 кВт.ч/т до 500 кВт.ч/т.
[0047] Прочность гидроперепутанного материала зависит от количества точек перепутывания и, таким образом, от длины волокон, в частности, когда гидроперепутанный материал состоит только из штапельных волокон и волокнистой массы. При использовании элементарных нитей прочность материала определяется главным образом элементарными нитями, и достигается достаточно быстро посредством перепутывания. Таким образом, большую часть энергии, расходуемой при перепутывании, затрачивается на смешивание элементарных нитей и волокон для достижения хорошей интеграции.
[0048] Как проиллюстрировано на фиг.1, способ может включать гидроперепутывание волокнистого полотна 6, содержащего предшественник полотна 3 из элементарных нитей, на который была нанесена смесь из штапельных волокон и волокнистой массы мокрым или подобным способом. До напуска смеси 5, содержащей волокнистую массу (со штапельными волокнами или без них), из напорного ящика 4, предшественник полотна 3 из элементарных нитей может быть подвергнут стадии предварительного скрепления, или даже может быть подан в виде предварительно скрепленного полотна, которое может быть обработано как обычное полотно посредством скатывания и раскатывания, даже если оно все еще не обладает окончательной прочностью для его использования в качестве протирочного материала (не показано). Волокнистая масса в смеси 5 может быть достаточно легко смешена и перепутана, а также склеена в таком полотне из элементарных нитей и/или из более длинных штапельных волокон. Полимерные штапельные волокна, которые могут присутствовать в смеси 5, хотя и могут быть более твердыми для перепутывания и для их проталкивания вниз в предварительно скрепленное полотно из элементарных нитей, и часто требуются для использования более длинные штапельные волока, например, длиной 12-18 мм, для получения достаточного количества точек перепутывания и скрепления, для захвата полимерных волокон, надежно закрепленных в полотне из элементарных нитей.
[0049] Предшественник полотна 3 из элементарных нитей может предпочтительно быть по существу нескрепленным до нанесения смеси 5, содержащей волокнистую массу, т.е. неэкстенсивное скрепление (например, термическое скрепление) предшественника полотна 3 из элементарных нитей должно происходить до нанесения смеси 5, содержащей волокнистую массу (со штапельными волокнами или без них), подаваемой из напорного ящика 4. Элементарные нити должны предпочтительно более свободно перемещаться друг относительно друга, включая штапельные волокна и волокна волокнистой массы для смешивания и скручивания в полотне из элементарных нитей во время перепутывания.
[0050] Термически скрепленные точки между элементарными нитями в полотне из элементарных нитей на этой стадии осуществления способа действовали бы как блокирующие факторы, препятствующие перепутыванию штапельных волокон и волокон волокнистой массы вблизи этих точек скрепления, так как они удерживали бы элементарные нити в неподвижном состоянии вблизи термически скрепленных точек. «Эффект сита» полотна усиливался бы, и в результате получался бы более выраженный двухсторонний материал. Под словами «отсутствие термических точек скрепления» здесь понимают, что элементарные нити не подвергали избыточному нагреву и давлению, например, между нагреваемыми валами, посредством которых некоторые из элементарных нитей сдавливали бы в такой степени, что они бы размягчались и/или расплавлялись вместе и деформировались в точках контакта. Некоторые точки скрепления могли бы появляться из-за остаточной клейкости на момент укладки, особенно - при формовании волокна способом раздува расплава, но это происходило бы без деформации в точках контакта и, таким образом, без значительного негативного воздействия на свойства материалов.
[0051] Соответственно, при использовании способа, описанного в настоящем документе и проиллюстрированного на фиг.1, может быть получено в результате нескрепленное полотно из элементарных нитей, обладающее большой гибкостью для облегчения вовлечения полимерных штапельных волокон и, таким образом, обеспечения возможности использования более коротких волокон. Волокна могут иметь длину в диапазоне от 2 мм до 8 мм, предпочтительно - от 3 мм до 7 мм, но могут быть также использованы более длинные штапельные волокна.
[0052] Станция перепутывания 8 может содержать несколько поперечных балок с рядами сопел, из которых очень тонкие струи 10 воды под очень высоким давлением направляются непосредственно на волокнистое полотно для обеспечения перепутывания волокон. Давление струи воды может быть отрегулировано таким образом, чтобы был создан определенный профиль давления с различным давлением в различных рядах сопел.
[0053] Альтернативно, волокнистое полотно может быть передано на второе транспортерное полотно для перепутывания до гидроперепутывания. В этом случае полотно может быть также до передачи подвергнуто гидроперепутыванию на первой станции гидроперепутывания, содержащей одну или большее количество балок с рядами сопел, сушке и т.п. Гидроперепутанное влажное полотно 9 затем сушат, что можно осуществлять, используя обычное оборудование для сушки полотна, предпочтительно таких типов, которое используют для сушки тонких материалов, например, сушки с прососом воздуха или сушильную машину Yankee.
[0054] Структура материала может быть изменена посредством дополнительной обработки, например, посредством микрогофрирования и т.п. В нетканый материал могут быть также введены различные добавки, например: вещества для повышения прочности во влажном состоянии, связующие вещества, латексы, разрыхлители и т.п. Композитный, рисунчатый, нетканый материал согласно изобретению может быть изготовлен с общей поверхностной плотностью от 20 г/м2 до 120 г/м2, предпочтительно - от 50 г/м2 до 80 г/м2.
Печатание
[0055] Процесс печатания по нетканому материалу и устройство для его осуществления проиллюстрированы на фиг.1. Сформированный по мокрому способу или с использованием пены, гидроперепутанный листовой материал-полуфабрикат 9 сушат в сушилке 11, а затем транспортируют поверх опорного вала 20 вдоль направляющих валов 22 для печатания листового материала 23. Ультразвуковой опорный вал 20 приводят в действие посредством приводного механизма 24, который в данной линии вращают по часовой стрелке. Энергию прикладывают посредством акустического устройства 21, обеспеченного волноводом 25 и усилителями колебаний 26.
[0056] Опорный вал 20 имеет соответствующие размеры для обеспечения возможности перемещения непрерывного листа со значительной скоростью, составляющей, например, 2-10 м/с, предпочтительно 3-6 м/с (180-360 м/мин). Опорный вал может иметь диаметр, составляющий, например, 50-200 см и ширину (длину цилиндра) от 1 м до 3 м. Скорость вращения является регулируемой и, для опорного вала диаметром 1 м, скорость вращения (в радианах в секунду) будет составлять ту же скорость, что и скорость транспортируемого листа, т.е. тангенциальной скорости вращения вала, соответствующей, например, 25-60 об/мин. Важно обеспечивать, чтобы скорость вращения была близка к скорости транспортирования листового материала, чтобы листовой материал не перемещался относительно опорного вала 20, пока он находится в контакте с опорным валом 20, посредством чего исключается повреждение листового материала.
[0057] Условия окружающей среды могут соответствующим образом поддерживаться во время ультразвуковой обработки. Температура листа в месте печатания предпочтительно составляет менее 100°С, более предпочтительно - менее 60°С, наиболее предпочтительно - от 30°С до 50°С. Дополнительные рабочие условия для ультразвукового аппарата могут быть такими, как описано выше.
Дополнительная обработка
[0058] До или после печатания структура материала может быть изменена посредством дополнительной обработки, например, микрогофрирования и т.д. В нетканый материал могут быть также введены различные добавки, например: вещества для повышения прочности во влажном состоянии, связующие вещества, латексы, разрыхлители и т.п. После этапа печатания материал может быть скатан в материнские рулоны. Материал может быть затем преобразован известными способами до соответствующих форматов и упакован. Композитный, рисунчатый, нетканый материал согласно изобретению может быть изготовлен с общей поверхностной плотностью от 20 г/м2 до 120 г/м2, предпочтительно - от 40 г/м2 до 80 г/м2.
[0059] На фиг.2 показан пример рисунчатого листа 27 согласно настоящему изобретению. Квадраты 28 в изображенном виде (половина которых содержит внутреннюю напечатанную фигуру 29, а другая половина - пустая) имеют размеры, составляющие около 70×70 мм. Квадрат имеет относительно неотпечатанную площадь поверхности, составляющую около 85% от общей площади поверхности и непрерывную неотпечатанную площадь, составляющую до 40 см2.
Примеры
Методика определения поверхностной плотности
[0060] Поверхностная плотность (масса единицы площади) может быть определена согласно методике испытаний, соответствующей принципам, изложенным ниже в следующем стандарте по определению поверхностной плотности: WSP 130,1.R4 (12) (Стандартная методика по определению массы на единицы площади). Отрезки для испытаний размером 100×100 мм вырубают из образцового листа. Отрезки для испытаний выбирают случайным образом из всего образца, и они не должны содержать складки, замины и какие-либо другие отклоняющиеся от нормы деформации. Отрезки кондиционируют при 23°С, 50% ОВ (относительной влажности) в течение по меньшей мере 4 час. Стопку из десяти отрезков взвешивают на калиброванных весах. Поверхностную плотность (массу единицы площади) определяют как взвешенную массу, деленную на общую площадь (0,1 м2), и записывают как среднюю величину со стандартными отклонениями.
Методика определения толщины
[0061] Толщина листов материала, описанного в настоящем документе, может быть определена согласно методике испытаний, соответствующей принципам, изложенным ниже в следующем стандарте WSP 120.6.R4 (12), по определению толщины нетканого материала (согласно стандартам Европейской ассоциации производителей нетканых материалов и изделий одноразового использования) (EDANA). Прибор согласно стандарту доступен для приобретения у компании IM TEKNIK AB (Швеция); где прибор содержит микрометр доступный для приобретения у компании Mitutoyo Corp. (Япония) (модель ID U-1025). Из листа материала, подлежащего измерению, вырезают отрезок размером 200×200 мм и кондиционируют (при 23°С, 50% ОВ в течение ≥ 4 час.). Во время измерения лист располагают под прижимной лапкой, которую затем опускают. Значение толщины листа затем считывают после стабилизации давления. Измерения осуществляют, используя высокоточный микрометр, посредством которого измеряют расстояние, образованное образцом между фиксированной эталонной пластиной и параллельной прижимной лапкой.
[0062] Измеряемая площадь прижимной лапки составляет 5×5 см. Давление, прикладываемое во время измерения, составляет 0,5 кПа. Для определения толщины осуществляют пять измерений в различных местах вырезанного отрезка, и вычисляют среднюю величину по пяти измерениям.
Методика определения водопоглощения
[0063] Количество воды в граммах, которое может удерживать 1 г протирочной салфетки, определяют следующим образом:
Пять квадратных образцов для испытаний размером 100×100 мм, термофиксируют при 80°С в течение 30 мин и кондиционируют при 23°С, 50% ОВ в течение по меньшей мере 4 час. Каждый кондиционированный образец взвешивают с точностью до 0,01 г, и располагают в держателе образца, с помощью которого удерживают образец за три угла образца таким образом, чтобы образец висел в плоском распрямленном вертикальном положении, со свободным углом, направленным вниз. Висящий образец опускают в деионизированную воду (23°С) в сосуд с плоским дном и обеспечивают возможность пропитывания деионизированной водой в течение 60 секунд. Затем образ извлекают из воды и обеспечивают возможность висения в держателе в его плоском распрямленном вертикальном направлении со свободным углом, направленным вниз, для стекания воды в течение 120 секунд, и после этого взвешивают. Водопоглощение (ВП) вычисляют по формуле
ВП=(Mw-Md)/Md, где:
Md - масса до пропитки (в сухом состоянии);
Mw - масса после пропитки и стекания воды, выраженная в г/г.
Среднюю величину водопоглощения пяти образцов записывают.
Методика определения протирочной способности
[0064] Количество жидкости (в % от заданного количества), которое может быть собрано протирочной салфеткой, определяют следующим образом:
Круглые образцы для испытаний диаметром 190 мм, термофиксированные при 80°С в течение 30 мин и кондиционированные при 23°С, 50% ОВ в течение по меньшей мере 4 час, взвешивают и затем ряд отрезков, которые вместе имеют массу по возможности более близкую к 3,6 г, укладывают, выровняв края, в стопку одну поверх другой для формирования образца протирочной салфетки. Образец протирочной салфетки в плоском состоянии укладывают в центре круглой протирочной поверхности из пластикового материала круглого держателя образца из пенопласта (из Bulpren R 60 компании Recticel), где и поверхность, и держатель образца имеют диаметр 113 мм. Избыточные части материала образа отгибают вокруг бокового края держателя образца и прикрепляют к нему. Воду (10 г на 3,6 г образца) наливают в виде одной дорожки длиной 200 мм на стальную пластину размером 500×1200 мм. Держатель образца прикрепляют к роботу, который запрограммирован на выполнение шести прямолинейных перемещений протирочных салфеток по стальной поверхности каждого образца и по одной нанесенной водной дорожке, где круглую пластиковую протирочную поверхность держателя, несущую образец протирочной салфетки, перемещают по стальной поверхности, прижимая ее с давлением 200 г. Робот и блоки управления могут быть получены от компании Термо CRS. Для испытания каждой протирочной салфетки робот протирает стальную поверхность образцом протирочной салфетки вдоль прямолинейного направления и вдоль водяной дорожки со скоростью 80 см/с, где каждое прямолинейное протирочное действие выполняется вдоль расстояния 400 мм и начинается в точке, которая до первого протирочного действия расположена за 100 мм до того, как протирочную салфетку вводят в контакт с одним концом водяной дорожки, и протирочное действие заканчивают за 100 мм от другого конца водяной дорожки, который представлен до первого протирочного действия. Образец протирочной салфетки взвешивают после каждого протирочного действия. Количество поглощенной воды в % от количества нанесенной на пластину воды (10 г на 3,6 г образца) вычисляют для каждого протирочного действия и для каждого образца. Процедуру, описанную выше, повторяют для каждого из шести образцов и вычисляют среднюю величину количества поглощенной воды для каждого протирочного действия. В случае, если испытываемый материал содержит две различные стороны, то три образца располагают соответствующими сторонами, обращенными к держателю образца, и три образа располагают противоположными сторонами, обращенными к держателю образца (как это было выполнено в случае в Примерах, описанных ниже).
Пример 1
[0065] Абсорбирующий листовой нетканый материал изготавливали, как проиллюстрировано на фиг. 1 (позиции 1-11) посредством формирования полотна из полипропиленовых элементарных нитей на перемещаемом транспортерном полотне, а затем наносили на полимерное полотно дисперсию волокнистой массы, содержавшую древесную волокнистую массу и полиэфирные штапельные волокна в соотношении 88:12, и 0,01-0,1 масс.% неионного поверхностно- активного вещества (этоксилированного жирного спирта) посредством формирования пены в напорном ящике, вводя общее его количество около 30 объемн.% от объема воздуха (от общего объема пены). Массовая доля полипропиленовых элементарных нитей составляла 25 масс.% по сухому твердому веществу готового продукта. Количества выбирали таким образом, чтобы была достигнута поверхностная плотность готового продукта 80 г/м2. Затем комбинированное волокнистое полотно подвергали гидроперепутыванию, используя множество водяных струй под повышенным давлением, составлявшим 40-100 бар, обеспечивая общую подачу энергии на этапе гидроперепутывания, составлявшую около 180 кВтч/т, которую измеряли и вычисляли, как описано в Канадском стандарте CA841938, стр. 11-12, после чего материал сушили.
[0066] Гидроперепутанный и высушенный лист затем подвергали печати на ультразвуковом аппарате, как изображено на фиг. 1 (позиции 21-26). Опорный вал содержал выступающую часть, составлявшую приблизительно 15% площади поверхности, состоявшую из линий и текстовых рисунков. Отпечатанный лист содержал рисунок, показанный на фиг.2.
Эталонный пример
[0067] Такой же нетканый материал, как и в Примере 1, изготавливали, но он был не отпечатан.
Результаты
[0068] Нетканые материалы согласно Примеру 1 и эталонному примеру анализировали и испытывали согласно методикам испытаний, приведенным выше. Результаты представлены в Таблице, приведенной ниже.
Таблица
Результаты испытаний эталонного продукта (не отпечатанного) и отпечатанного продукта
измерения
сухом состоянии
[0069] Результаты испытаний показывают, что отпечатанный нетканый материал (Пример 1) обладает по меньшей мере одинаковыми с неотпечатанным (эталонным) нетканым материалом характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАМИНАТ, ИМЕЮЩИЙ УЛУЧШЕННЫЕ СВОЙСТВА ПРИ ПРОТИРКЕ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2415638C1 |
| ТИСНЕНЫЙ КОМПОЗИТНЫЙ НЕТКАНЫЙ РУЛОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2614602C2 |
| ГИДРОПЕРЕПУТАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭТОТ МАТЕРИАЛ | 2006 |
|
RU2393279C1 |
| ВПИТЫВАЮЩИЙ МАТЕРИАЛ | 2015 |
|
RU2696642C1 |
| ВОЛОКНИСТАЯ СТРУКТУРА С ПРОТИВОМИКРОБНЫМ ДЕЙСТВИЕМ | 2015 |
|
RU2728417C2 |
| НЕТКАНЫЙ МАТЕРИАЛ, СКРЕПЛЕННЫЙ ГИДРОПЕРЕПУТЫВАНИЕМ ВОЛОКОН, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО МАТЕРИАЛА | 2004 |
|
RU2364668C2 |
| ГИДРОПЕРЕПУТЫВАНИЕ С ИСПОЛЬЗОВАНИЕМ ТКАНИ, СОДЕРЖАЩЕЙ УПЛОЩЕННЫЕ НИТИ | 2003 |
|
RU2337189C2 |
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2003 |
|
RU2328377C2 |
| ПРОДУКТЫ ИЗ НЕТКАНЫХ МАТЕРИАЛОВ С УЛУЧШЕННЫМИ СВОЙСТВАМИ ПЕРЕНОСА | 2010 |
|
RU2555510C2 |
| ВЛАГОПРОНИЦАЕМЫЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2485230C1 |
В настоящем документе раскрыт рисунчатый гидроперепутанный нетканый листовой материал, содержащий по меньшей мере 25 масс.% целлюлозной волокнистой массы, в котором площадь поверхности, составляющая от 1% до 20% по меньшей мере одной поверхности, отпечатана с образованием рисунка, различимого посредством визуальных и/или тактильных различий между отпечатанными и неотпечатанными областями. Рисунчатый нетканый листовой материал может быть изготовлен посредством: формирования волокнистого полотна, содержащего термопластичные волокна и целлюлозную волокнистую массу; гидроперепутывания волокнистого полотна с образованием нетканого листового материала; сушки и последующего подвергания высушенного нетканого листового материала печатанию, обеспечиваемому посредством использования передатчика энергии, в частности, с использованием ультразвуковой энергии, на рисунчатой опоре при температуре ниже 100°C, с образованием рисунчатого нетканого листового материала. 8 з.п. ф-лы, 2 ил., 1 табл.
1. Рисунчатый гидроперепутанный нетканый листовой материал, содержащий термопластичные элементарные нити, штапельные волокна и по меньшей мере 25 масс.% целлюлозной волокнистой массы, в котором площадь поверхности, составляющая от 1% до 20% по меньшей мере одной поверхности гидроперепутанного нетканого листового материала, подвергнута печати посредством приложения механической силы, в результате чего происходит сдавливание листового материала с образованием рисунка, различимого посредством визуальных и тактильных различий между отпечатанными и неотпечатанными областями.
2. Листовой материал по п. 1, в котором визуальные и/или тактильные различия содержат различия по высоте между отпечатанными и неотпечатанными частями.
3. Листовой материал по п. 1 или 2, содержащий 40-80 масс.%, предпочтительно – 50-75 масс.% волокнистой массы и 15-60 масс.%, предпочтительно 25-50 масс.% термопластичных волокон.
4. Листовой материал по п. 1, содержащий от 10 масс.% до 45 масс.% термопластичных элементарных нитей.
5. Листовой материал по любому из пп. 1-4, который содержит поверхность с большим содержанием волокнистой массы и противоположную поверхность с небольшим содержанием волокнистой массы.
6. Листовой материал по п. 5, в котором поверхность с большим содержанием волокнистой массы содержит по меньшей мере 60 масс.% волокнистой массы, а поверхность с небольшим содержанием волокнистой массы содержит менее 50 масс.% волокнистой массы и по меньшей мере 30 масс.% термопластичных волокон.
7. Листовой материал по любому из предыдущих пунктов, в котором часть площади отпечатанного слоя образует читаемые знаки и/или логотипы.
8. Листовой материал по любому из предыдущих пунктов, в котором по меньшей мере 10% от общей площади отпечатанной поверхности состоит из непрерывных неотпечатанных участков площадью по меньшей мере 20 см2, предпочтительно по меньшей мере 25 см2.
9. Листовой материал по любому одному из предыдущих пунктов, который имеет способность поглощения воды в количестве по меньшей мере 5 г/г.
| WO 2010021572 A1, 25.02.2010 | |||
| WO 2012090130 A2, 05.07.2012 | |||
| US 5650217 A, 22.07.1997. |

