Изобретение относится к шинной промышленности и касается устройств для механизированной ошиповки пневматических, например автомобильных, шин.
Известен "Шиповальный полуавтомат OKU" фирмы "Turvanasta Oy" (Финляндия), адрес в Интернете www.turvanasta.fi [1].
В данном полуавтомате ошиповку пневматических шин производят посредством ручного ошиповочного пневмопистолета, укрепленного на механизме, установленном на корпус полуавтомата и обеспечивающем вертикальное возвратно-поступательное перемещение ошиповочного пневмопистолета посредством пневмопривода. При этом сепаратор шипов противоскольжения работает непрерывно и не зависимо от того, работает ли в это время пневмопистолет или нет. И даже если переполнен узел и тракт подачи ориентированных шипов, сепаратор продолжает работать вхолостую, производя шум в цехе, при этом происходит износ движущихся деталей сепаратора.
Для установки шипа противоскольжения в гнездо в пневматической шине оператору необходимо каждый раз нажимать ногой на педаль управления и подачи сжатого воздуха из магистрали в пневмопистолет. При повороте вокруг оси вращения пневматическая шина опирается кромками оснований двух бортов на два длинных ролика, что не всегда позволяет оператору точно устанавливать гнездо (отверстие) в шине соосно с осью пневмопистолета.
Известен также "Полуавтомат для ошиповки шин" по описанию изобретения к патенту РФ 2138403, кл. МПК В 60 С 11/16, опубл. в БИ 25, 27.09.1999 г. [2].
Данное устройство содержит сепаратор шипов противоскольжения, который работает также несинхронно с ошиповочным устройством, как и в аналоге [1].
Устройство же для установки шипов противоскольжения в отверстия в шине выполнено в виде двух коаксиально расположенных силовых пневмоприводов с распределительным устройством. Вместе с тем, эта конструкция очень сложная и ее надежность в работе невысокая. Например, центровочный наконечник 59 в виде твердосплавной напайки (фиг.6 и 7) быстро изнашивается, так как нередко контактирует с твердосплавным стержнем шипа противоскольжения. При этом опорная поверхность шипа, на которую действует наконечник 59, достаточно малая, а при износе центровочного наконечника 59 шип противоскольжения нередко устанавливается в пневматическую шину с некоторым перекосом, что ведет к некачественной ошиповке шин.
Как и в аналоге [1] здесь пневматическая шина опирается кромками оснований двух бортов также на два длинных ролика и устройство это обладает теми же недостатками. Один цикл работы обоих силовых пневмоприводов, осуществляющих установку одного шипа в шину, реализуется каждый раз нажатием на педаль управления, которая переключает подачу сжатого воздуха в соответствующие полости пневмопривода.
Целью при разработке предлагаемого "способа автоматизированной ошиповки пневматических шин транспортных средств и полуавтомата для его осуществления" являются:
1. автоматизация работы ошиповочной головки по заданной программе и с регулируемой скоростью подачи и установки шипов, исключающая непрерывные нажатия на педаль при установке каждого шипа в шину;
2. разработка и создание привода ошиповочной головки и в целом всего устройства, работающего в автоматическом режиме по заданной программе от микропроцессорного блока управления, позволяющей оператору регулировать и подбирать оптимальную скорость установки шипов в пневматическую шину;
3. разработка и создание микропроцессорного блока (устройства) автоматического управления работой всего полуавтомата посредством "аналоговой" педали управления, а также блока статистики, обеспечивающего подсчет количества установленных в пневматические шины шипов противоскольжения и количества ошипованных шин в течение часа, смены, суток, недели, месяца и т.п., при этом иметь средства связи с внешними устройствами, позволяющими передавать накопленную статистику в вышестоящее устройство, а также осуществлять тестирование, диагностирование, настройку (калибровку) ошиповочного полуавтомата, производить загрузку нового программного обеспечения;
4. разработка и создание конструкции сепаратора шипов противоскольжения, работающего синхронно с действием (работой) ошиповочной головки полуавтомата;
5. разработка и создание конструкции корпуса-станины полуавтомата, обеспечивающего оптимальную конструкцию полуавтомата с учетом требований современной эргономики, а также дизайна.
Указанная цель достигается следующим образом.
Предлагаемый способ автоматизированной ошиповки пневматических шин осуществляют при однократном непродолжительном нажатии, например, на "аналоговую" педаль управления полуавтоматом и производят установку одного шипа в пневматическую шину, а при продолжительном нажатии на педаль - производится автоматическая подача и установка шипов в шину, при этом автоматическая подача шипов и скорость ошиповки осуществляется и соответственно регулируется по меньшей мере программно микропроцессорным блоком управления по заданному алгоритму и в зависимости от усилия нажатия на педаль и/или от задающего эту скорость устройства.
Предлагаемый полуавтомат для автоматизированной ошиповки пневматических шин содержит:
- ошиповочную головку, которая получает вертикальное поступательно-возвратное перемещение по меньшей мере от пневмопривода с двойным ходом, при этом пневмопривод работает в автоматическом режиме посредством по меньшей мере электропневмоклапанов, управляемых микропроцессорным блоком, а микропроцессорный блок приводится в действие посредством нажатия оператором на "аналоговую" педаль управления, обеспечивающего автоматическую работу ошиповочной головки, при этом скорость ошиповки пропорциональна усилию нажатия на педаль;
- сепаратор шипов противоскольжения, снабженный электронным устройством управления работой синхронно с работой ошиповочной головки;
- корпус-станину в форме несколько вытянутого и установленного вертикально параллелепипеда с укрепленной сверху столешней с невысоким бортиком по всему периметру столешни и укрепленные внутри корпуса-станины несколько полочек для инструментов с закрывающейся дверцей;
- блок статистики, обеспечивающий подсчет количества установленных в пневматические шины шипов противоскольжения и количества ошипованных шин в течение часа, смены, суток, недели, месяца и т.п.; при этом содержит средства связи с внешними устройствами, позволяющими передавать накопленную статистику в вышестоящее устройство, а также осуществлять тестирование, диагностирование, настройку (калибровку) ошиповочного полуавтомата, производить загрузку нового программного обеспечения.
В качестве близкого аналога предлагаемому способу автоматизированной ошиповки пневматических шин транспортных средств и полуавтомату для его осуществления можно принять способ и устройство по источнику информации [2].
Перечень фигур на чертежах.
На фиг. 1 изображен общий вид предлагаемого полуавтомата для ошиповки пневматических шин транспортных средств.
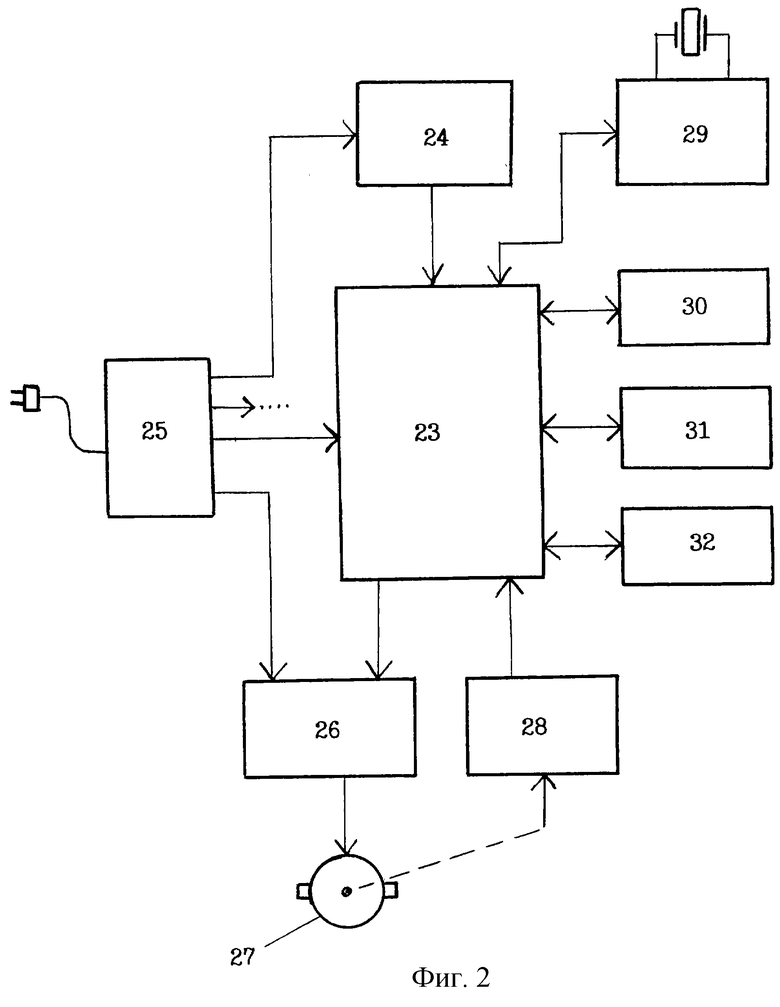
На фиг.2 изображена структурная схема микропроцессорного блока управления полуавтоматом.
На фиг. 3 изображен общий вид сепаратора шипов противоскольжения, снабженного электронным устройством синхронной работы с ошиповочной головкой.
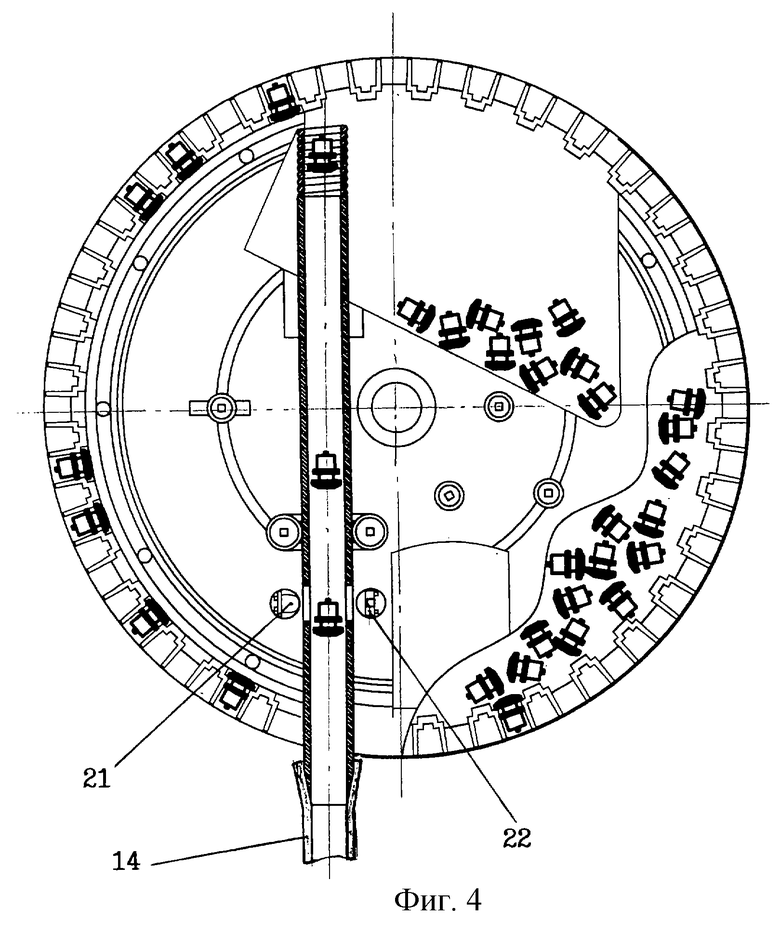
На фиг.4 изображена конструкция сепаратора шипов в разрезе по плоскости, перпендикулярной оси вращения барабана сепаратора.
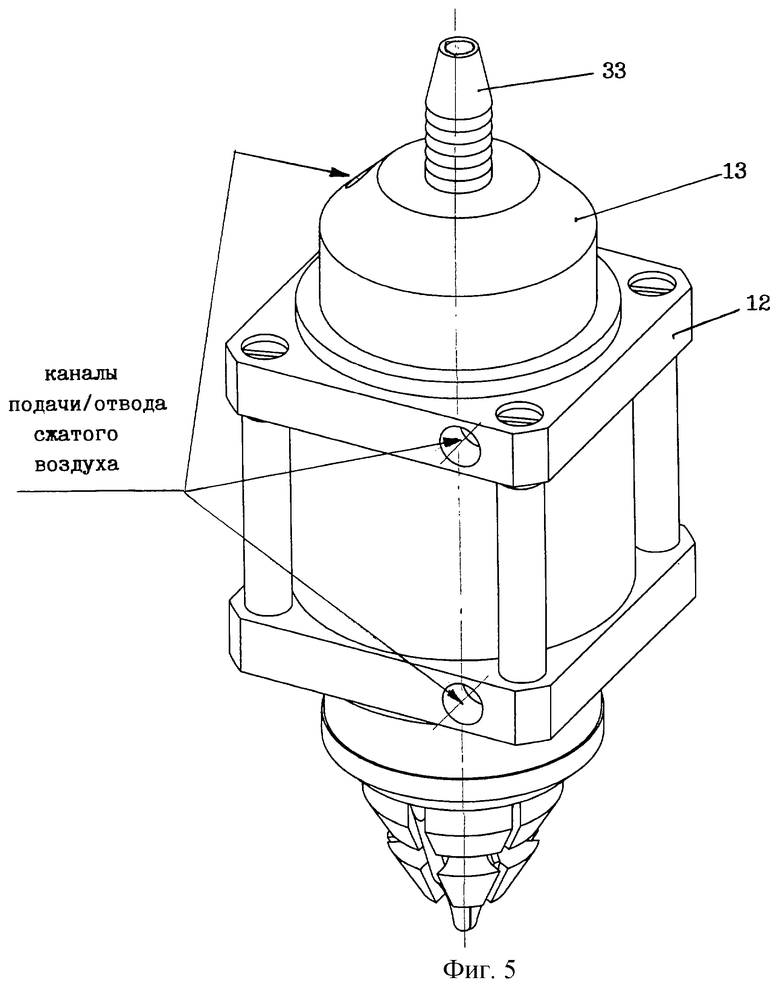
На фиг.5 изображен общий вид ошиповочной головки с двойным ходом.
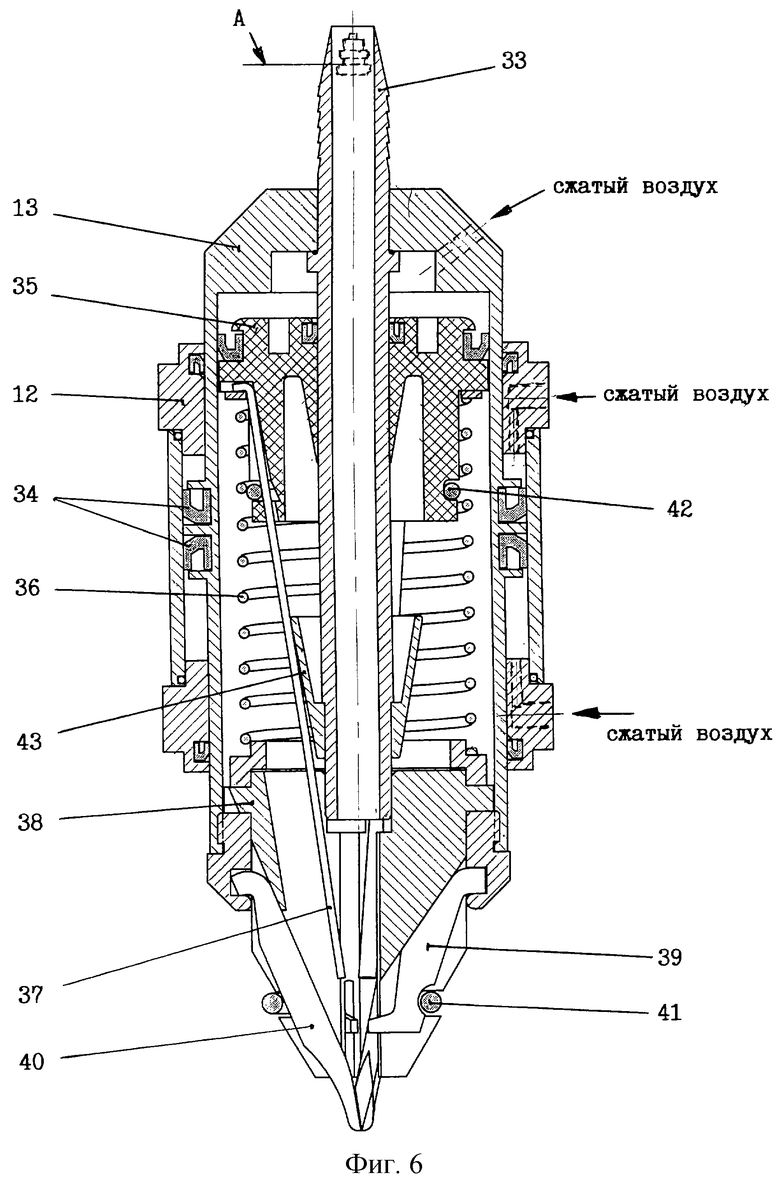
На фиг.6 изображена в разрезе ошиповочная головка с двойным ходом.
Предлагаемый полуавтомат состоит из следующих деталей, узлов и агрегатов (фиг.1).
На основании - раме 1 неподвижно укреплен корпус-станина 2 полуавтомата, выполненный в форме несколько вытянутого и установленного вертикально параллелепипеда с укрепленной сверху столешней 3 с невысоким бортиком по всему периметру столешни. Внутри корпуса-станины 2 укреплены несколько полочек для инструментов и закрываются они дверцей 4, при этом внутри корпуса-станины может быть укреплена шумопоглощающая облицовка.
На передней стороне корпуса-станины 2 (по отношению к оператору) неподвижно укреплен двухконсольный кронштейн 5 с двумя горизонтально расположенными консолями. На нижней консоли кронштейна 5 на горизонтальной оси 6 шарнирно укреплена вертикально расположенная обойма 7, которая может быть повернута (откинута) к оператору на определенный угол для удобной установки на полуавтомат пневматической шины.
В обойме 7 установлена втулка 8, в которой посредством винтового соединения перемещается вертикально вверх-вниз другая винтовая втулка, несущая опорный штырь 9, на верхнюю сферическую поверхность которой устанавливают внутренней поверхностью пневматическую шину.
На штырь 9 установлен кронштейн 10, на котором установлены в два параллельных друг другу ряда по два свободно вращающихся в своих опорных элементах опорных шара 11, по которым перекатывают (поворачивают) установленную на эти шары пневматическую шину вокруг оси вращения шины при ее ошиповке.
Кронштейн 10 может по мере необходимости перемещаться на определенную величину относительно сферического конца штыря 9 вдоль оси штыря 9.
На верхней консоли кронштейна 5 неподвижно укреплен пневмопривод 12, приводящий в действие ошиповочную головку 13. При этом ошиповочная головка 13 совершает вертикальные поступательно-возвратные перемещения на определенную величину в пневмоприводе 12, выполняя роль своеобразного поршня по отношению к корпусу пневмо-привода 12.
В ошиповочную головку 13 по накопителю 14 шипов противоскольжения поступают ориентированные шипы из сепаратора 15 ориентированных шипов. А своим корпусом 16 сепаратор шипов неподвижно укреплен на стойке 17, которая, в свою очередь, неподвижно укреплена на корпусе-станине 2. В корпусе-станине 2 укреплен микропроцессорный блок автоматического управления 18 полуавтоматом, а в этом блоке предусмотрен переменный резистор 19 для возможности и ручного регулирования скорости движения ошиповочной головки 13.
"Аналоговая" педаль 20 предназначена для управления работой полуавтомата.
Сепаратор ориентированных шипов противоскольжения снабжен электронным устройством синхронной работы с ошиповочной головкой 13 (фиг.1, 2, 3, 4), которое функционально вмонтировано в общую схему управления полуавтоматом (фиг. 2). В корпусе 16 сепаратора шипов в начале канала 14 подачи ориентированных шипов противоскольжения укреплен фото- или радиоволновый регистратор шипов, изготовленный на основе светодиода 21 и фотоприемника 22 или на основе индуктивного радиоволнового датчика фирмы "Сенсор" (г. Екатеринбург).
При прохождении шипа противоскольжения через данный регистратор поступает импульс с этого датчика на вход прерывания микроконтроллера 23 (фиг.2), а при перекрытии канала шипом - соответствующий логический (статистический) уровень. Таким образом, светодиод 21 и фотоприемник 22 представляют собой блок 24 (фиг. 2 и 4) регистрации шипов, проходящих через узел подачи шипов сепаратора. Блок регистрации шипов 24 функционально присоединен к блоку питания 25 и микроконтроллеру 23.
К блоку питания 25 присоединен также блок 26 управления электроприводом 27; блок 26 функционально присоединен к микроконтроллеру 23 и электроприводу 27. К электроприводу 27 присоединен также датчик скорости 28 вращения вала электропривода, который также присоединен к микроконтроллеру 23.
К микроконтроллеру 23 присоединены также флэш-память 29 и часы-таймер реального времени, находящиеся в блоке 29, беспроводный интерфейс связи 30, электропневмоклапаны 31 и устройство ввода информации и ее отображения 32. Устройство 32 предназначено для внешнего задания скорости ошиповки или скорости вращения сепаратора шипов, ввода различных сигналов управления, например запуск-остановка сепаратора шипов, вывод различных состояний полуавтомата на светодиоды, например, на выведенных на лицевую панель блока микропроцессорного управления 18 и т.п.
Из сепаратора ориентированных шипов по накопителю 14 шипы поступают в ошиповочную головку 13 через центральный канал-подводящую трубку 33 (фиг.5 и 6), установленную неподвижно в корпусе ошиповочной головки 13. На корпусе ошиповочной головки 13 по наружной поверхности выполнены три выступающие стенки, а в две канавки между ними установлены по одной уплотнительной манжете 34 и таким образом ошиповочная головка 13 является своеобразным поршнем, установленным в корпусе пневмопривода 12 (фиг.1, 5, 6), и образует соответственно две рабочие полости для подачи в них из магистрали сжатого воздуха для перемещения головки 13 вверх-вниз относительно корпуса пневмопривода 12.
Внутри корпуса (стакана) ошиповочной головки 13 установлен поршень 35 с уплотнительной манжетой, а между этим поршнем и верхним внутренним торцом стакана 13 образована рабочая полость для подвода в нее сжатого воздуха. При этом на поршень 35 воздействует сжатый воздух лишь при рабочем ходе, а обратный ход поршня осуществляет пружина сжатия 36. При рабочем ходе поршень 35 воздействует через три равнорасположенных и укрепленных подвижно в радиальном направлении на поршне 35 толкателя 37 шипа противоскольжения вдоль оси головки 13 по торцевой поверхности "А" шипа (фиг.6), что обеспечивает стабильную и правильную без перекоса по оси шипа установку шипов в гнезда в пневматической шине.
В нижней части головки 13 толкатели 37 установлены подвижно в три равнорасположенных паза в головке 38. На нижнем конце головки 38 укреплены подвижно в пазах также три равнорасположенных отсекателя шипов 39 и три раздвижных уса 40, и все они подпружинены к оси головки 13 эластичным резиновым кольцом 41.
Толкатели шипов 37 в верхней части также подпружинены к оси головки 13 эластичным резиновым кольцом 42, а их стабильное расположение относительно оси головки 13 фиксирует (направляет) конусный стакан 43.
Предлагаемый полуавтомат для ошиповки пневматических шин транспортных средств работает следующим образом.
При включении в работу полуавтомата, в первую очередь, включается электропривод 27 сепаратора шипов противоскольжения (фиг.2, 3), и барабан 15 сепаратора начинает вращаться, и ориентированные шипы поступают через узел подачи шипов в накопитель 14 и заполняют его. По мере заполнения накопителя 14 один из шипов перекрывает луч света, исходящий от источника света 21 (фиг. 4), и после этого фотоприемник 22 срабатывает и блок 24 регистрации шипов (фиг. 2), проходящих через узел подачи шипов, а также микроконтроллер 23 и блок 26 управления электроприводом 27 дает команду на остановку электропривода.
Все шипы, прошедшие через регистратор 24, инкрементируют (увеличивают) содержимое ячейки энергонезависимой памяти (например, в часах-таймере реального времени 29), и попутно количество прошедших шипов за единицу времени заносится в определенные поля флэш-памяти 29 в зависимости от значения часов-таймера реального времени.
Оператор устанавливает пневматическую шину на полуавтомат соответственно внутренней поверхностью на опорный штырь 9 и на опорные шары 11 и подводит гнездо в шине соосно с осью ошиповочной головки 13, затем нажимает ногой кратковременно на "аналоговую" педаль управления 20, и микропроцессорный блок управления подает команду на включение электропневмоклапанов 31 (фиг. 2), и пневмопривод 12 перемещает ошиповочную головку 13 вниз.
А раздвижные усы 40 входят в гнездо в пневматической шине, а затем также по команде микропроцессорного блока управления поступает сжатый воздух в рабочую полость ошиповочной головки 13 и перемешается поршень 35 вниз. Вместе с поршнем 35 вниз перемещаются три толкателя 37 и по мере движения они упираются в торец "А" шипа противоскольжения, который находится на верхней поверхности губок трех отсекателей 39, а поршень продолжает свое движение вниз, и толкатели 37 сначала раздвигают усы 40, которые расширяют посадочное гнездо в шине, и одновременно проталкивают шип в расширенное усами 40 гнездо в пневматической шине до упора в дно гнезда.
Также с нажатием на "аналоговую" педаль одновременно происходит декрементирование ячейки энергонезависимой памяти 29. Микропроцессор (микроконтроллер) 23 отслеживает значения этой ячейки в заданных пределах (от минимального количества до максимального), и в зависимости от выработанного условия запускает электропривод 27. Микропроцессор 23 также заносит количество шипов, прошедших через ошиповочную головку 13 в определенные поля флэш-памяти 29 в зависимости от значений часов таймера реального времени. Это необходимо для накопления статистической информации в ячейках флэш-памяти 29 с целью последующего анализа их значений специальной программой пользователя.
Также по команде микропроцессорного блока 18 прекращается подача сжатого воздуха в рабочую полость ошиповочной головки 13, а пружина сжатия 36 отводит поршень 35 в верхнее положение. При этом толкатели 37 поднимаются вверх, а отсекатели 39 под воздействием пружинного кольца 41 сходятся к оси головки 13 и отсекают поток шипов (останавливают их движение вниз под собственным весом.
Также по команде микропроцессорного блока 18 сжатый воздух подается в нижнюю полость пневмопривода 12 и ошиповочная головка 13 отводится вверх. Таким образом, за один цикл производится установка одного шипа в пневматическую шину при однократном непродолжительном нажатии на "аналоговую" педаль 20.
А при продолжительном нажатии на "аналоговую" педаль управляющий микропроцессорный блок 18 включает программу автоматического и непрерывного перемещения ошиповочной головки 13 с заданной скоростью, при которой оператор работает с оптимальной и приемлемой скоростью установки шипов в гнезда в пневматической шине.
В конструкции полуавтомата предусмотрен переменный резистор 19 для возможности и ручного регулирования скорости движения ошиповочной головки 13.
Накопленная в процессе работы полуавтомата информация во флэш-памяти 29 становится доступной для внешних устройств через беспроводный интерфейс связи 30 при условии запуска специальной коммуникативной программы. А при обмене данными с внешним устройством (например, персональным компьютером) данный полуавтомат выступает в роли пассивного устройства.
Принятые внешним устройством данные интерпретируются и анализируются и выводятся, например, на дисплей персонального компьютера в понятной форме для пользователя (например, график простоя, график загрузки полуавтомата, скорость ошиповки и т.п.).
Также с внешнего устройства под воздействием специальной программы возможно тестирование, диагностирование, настройка (калибровка) полуавтомата, а также загрузка нового программного обеспечения.
Предлагаемый полуавтомат разработан, изготовлен и испытан с положительными результатами в июле-августе 2001 года в г. Омске. Обеспечивает стабильно высокое качество установки шипов в пневматическую шину, а также высокую производительность труда.
Источники информации
1. "Шиповальный полуавтомат OKU" фирмы "Turvanasta Oy" (Финляндия), адрес в Интернете www.turvanasta.fi.
2. "Полуавтомат для ошиповки шин" по описанию изобретения к патенту РФ 2138403, кл. МПК В 60 С 11/16, опубл. в БИ 25, 27.09.1999 г.

Способ осуществляют при однократном непродолжительном нажатии, например, на "аналоговую" педаль управления полуавтоматом и производят установку одного шипа в пневматическую шину, а при продолжительном нажатии на педаль производится автоматическая подача и установка шипов в шину. Автоматическая подача шипов и скорость ошиповки осуществляется и регулируется программно микропроцессорным блоком управления по заданному алгоритму и в зависимости от усилия нажатия на педаль и/или от задающего эту скорость устройства. Полуавтомат для автоматизированной ошиповки пневматических шин содержит ошиповочную головку, приводимую в вертикальное поступательно-возвратное перемещение по меньшей мере от пневмопривода с двойным ходом, при этом пневмопривод работает в автоматическом режиме посредством по меньшей мере электропневмоклапанов, управляемых микропроцессорным блоком. Микропроцессорный блок приводится в действие посредством нажатия оператором на "аналоговую" педаль управления, обеспечивающего автоматическую работу ошиповочной головки, при этом скорость ошиповки пропорциональна усилию нажатия на педаль. В результате достигается автоматизация и оптимизация ошиповки пневматических шин. 2 с. и 5 з.п.ф-лы, 6 ил.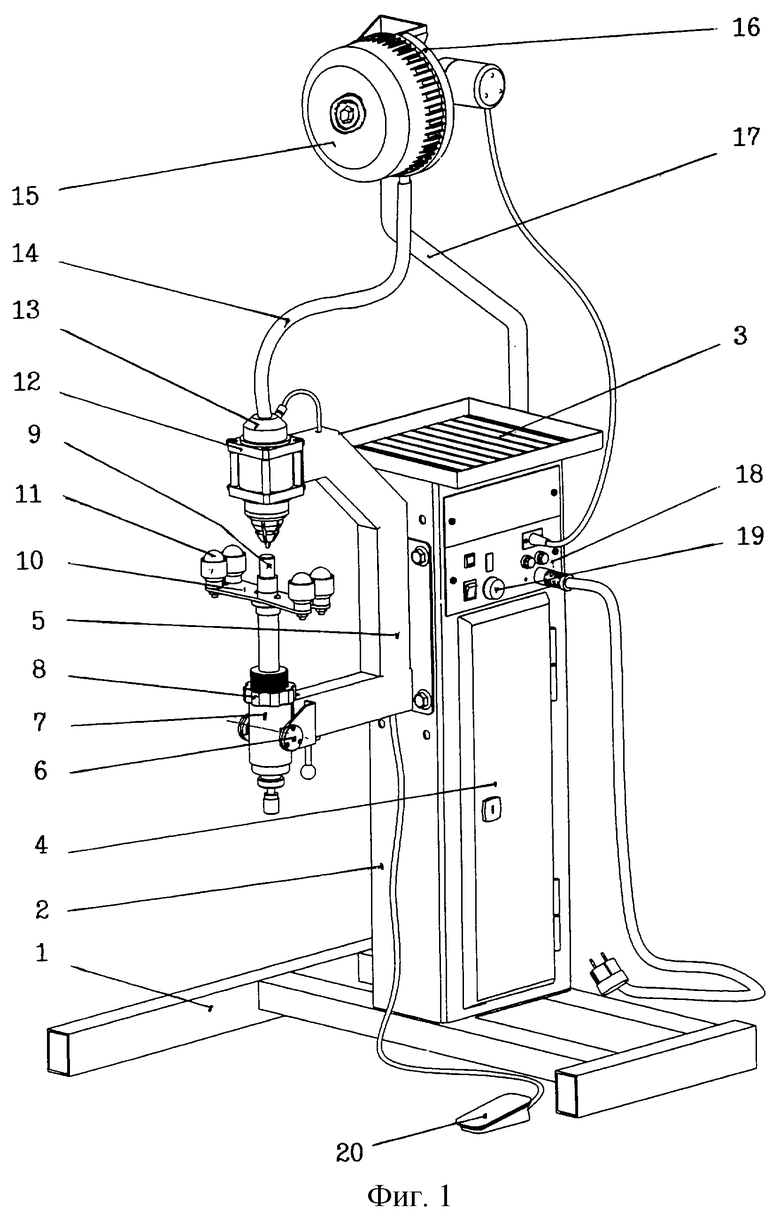
| ПОЛУАВТОМАТ ДЛЯ ОШИПОВКИ ШИН, УСТРОЙСТВО ДЛЯ УСТАНОВКИ ШИПОВ, ГОЛОВКА ДЛЯ ЭТОГО УСТРОЙСТВА И СПОСОБ ОШИПОВКИ ШИН | 1998 |
|
RU2138403C1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ МОЛОКА ДЛЯ МЛАДЕНЦЕВ ИЗ РАСТВОРИМОЙ СМЕСИ | 2007 |
|
RU2438552C2 |
| Способ установки твердосплавных элементов в шипы противоскольжения шин транспортных средств | 1987 |
|
SU1507592A1 |

