Изобретение относится к области ювелирного производства, а именно к способу изготовления многослойных камней для ювелирных изделий, таких как серьги, подвески, кулоны, кольца, а также и других видов украшений, предназначенных для ношения на различных частях тела.
Из уровня техники известен искусственный ювелирный камень (RU 2027390, опубл. 27.01.1995), выполненный с ограненной лицевой поверхностью, содержит пучок волоконно-оптических световодов. Каждый световод имеет сердцевину и оболочку, показатель преломления которой меньше показателя преломления сердцевины. Соседние световоды жестко соединены между собой по боковым поверхностям и ориентированы так, что касательная к оптическим осям световодов параллельна касательной к поверхности камня в месте избирательного рассеяния света. Световоды скреплены прозрачной средой, имеющей коэффициент поглощения больше, чем коэффициент поглощения световодов. Боковая поверхность световодов выполнена зеркально гладкой. Лицевая поверхность камня покрыта слоем прозрачного материала. Камень может содержать слои, в каждом из которых световоды параллельно уложены, но их оси в разных слоях непараллельны. Камень может состоять из блоков, некоторые блоки могут иметь сложную криволинейную форму, оси световодов изогнуты. К недостаткам можно отнести сложность изготовления камня, отсутствие 3D глубины цвета и блеска и наличия склонности к тускнению при длительном использовании.
Наиболее близким из уровня техники является камень для ювелирных изделий (патент RU 2223685, опубл. 20.02.2004 Бюл. №5), включающий структурированный слой материала, отличающийся тем, что тело ювелирного камня выполнено из натурального или искусственного драгоценного камня, пригодного только для технических или промышленных целей, а структурированный слой материала нанесен по меньшей мере на одну его лицевую поверхность. Недостатком данной конструкции ювелирного камня является минимальный уровень светоотражения и глубины цвета, не готовый к использованию в ювелирных изделиях, а также низкой прочности, нестойкости к атмосферным воздействиям, малый срок службы.
Задачей заявляемого изобретения является создание ювелирного камня, имеющего насыщенный цвет с сохранением контрастного сияния в заданной части лицевой поверхности камня и эффекта прозрачности и глубины.
Задача решается тем, что способ получения ювелирного камня заключается в сращивании двух элементов, где в качестве одного из элементов используется кварц фацетной огранки, в качестве другого элемента используется пластина из природного или синтетического камня, при этом сращивание элементов осуществляется посредством нанесения клея ультрафиолетового отверждения на соединяемые поверхности элементов, соединения их и помещения в вакуумный пресс с последующим выдерживанием в нем в течение четырех часов при давлении 0,4-0,6 МПа температуре 55-90°С и воздействии ультрафиолетовых лучей с длиной волны 365 нм. Соединяемые поверхности элементов предварительно проходят пескоструйную обработку.
Технический результат заключается в создании ювелирного камня, имеющего насыщенный цвет с сохранением контрастного сияния в заданной части лицевой поверхности камня и эффекта прозрачности и глубины, а также в высокой прочности, стойкости к атмосферным воздействиям, длительном сроке службы.
Способ получения ювелирного камня заключается в создании ультрасияющих камней с оптической 3D-глубиной, заключающийся в оригинальном процессе диффузионного сращивания материалов в специальной среде и особой светоотражающей огранке верхней части материала.
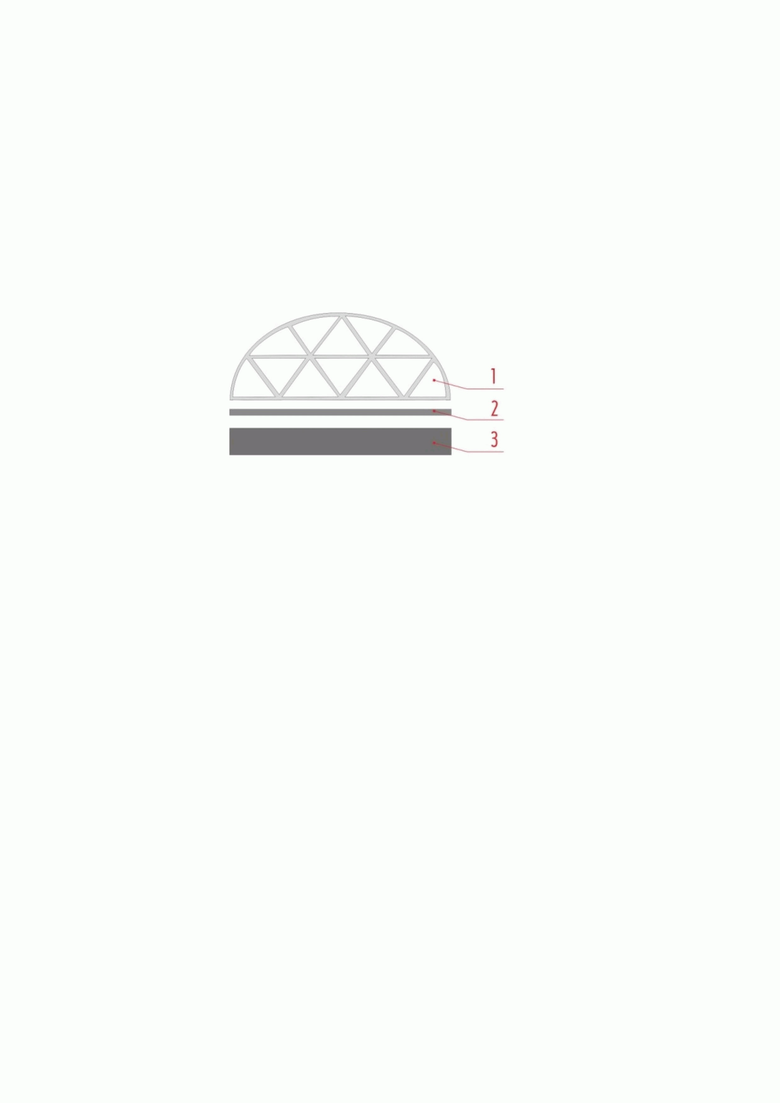
Изобретение поясняется чертежом, на котором изображен получающийся камень, где 1 - кварц, 2 - клей, 3 - камень природный или синтетический.
Способ получения ювелирного камня заключается в сращивании двух элементов: в верхней части кварц (горный хрусталь), в нижней части - пластина из природного или синтетического камня, обладающего необходимыми с точки зрения ювелирного дизайна цветовыми характеристиками. Пластина может изготавливаться из опала, корунда, агата и других камней.
Верхняя часть камня изготавливается специальной огранкой в определенном расположении граней для лучшей цветопередачи. Нижний слой состоит из полированной пластины (цвета и материал пластины могут меняться). Далее происходит сращивание камня и пластины в особых условиях. Сращивание камня происходит с помощью УФ-клея. Правильно сформированный клеевой шов позволяет пропустить 99,8% света, то есть весь спектр.
Способ получения ювелирного камня включает следующие этапы:
- подготовку кварца, включающую нарезку граней камня в верхней его части специальной фацетной огранкой с последующей полировкой;
- обработку нижней плоской части, включающую пескоструйную обработку песком карбида кремния (фракция 100-125 мкм) для создания шероховатой поверхности;
- подготовку нижней пластины, включающую придание пластине форму, идентичной форме верхнего камня (кварца), например, круг, овал, капля и иные формы, используемые в ювелирном деле;
- пескоструйную обработку верхней части пластины для создания шероховатой поверхности; полировку нижней части пластины;
- диффузионное сращивание материалов, включающее обезжиривание склеиваемых поверхностей, нанесение УФ клея, помещение в вакуумный пресс, где камень находится под давлением 0,4-0,6 МПа при температуре 55-90°С и воздействием ультрафиолета с длиной волны 365 нм в течение 4 часов;
- полировка края стыковки элементов.
Таким образом, по завершении этапов производства получается единый камень, выдерживающий соответствующие нагрузки с максимальным светоотражением и 3D-глубиной цвета, готовый к использованию в ювелирных изделиях.
Кварц, используемый для верхней части камня (кристалла) выбирается с абсолютной прозрачностью, то есть без примесей и включений в структуре камня.
Для огранки камня могут использовать алмазную планшайбу 6А2 40/28. Для правильного преломления света с многократным внутренним отражением и для создания эффекта 3D и максимальной глубины цвета могут использоваться только идеально ровные грани, расположенные под определенным углом в виде ромбов, квадратов, прямоугольников или других прямых форм с последующей полировкой. Полировка верхней части кварца должна быть идеальной, для этого используют планшайбу из плексигласа с пастой оксида церия содержанием 99%.
Нижнюю часть кварца обрабатывают на аппарате пескоструйной обработки PS-A песком карбида кремния 10 (F120) под давлением 0,41 МПа для создания шероховатой поверхности для последующего идеального диффузионного сращивания материалов.
Толщина пластины может варьироваться от 2 до 3 мм в зависимости от размера, формы и твердости пластины. Верхняя часть пластины обрабатывается на аппарате пескоструйной обработки PS-A карбидом кремния 10 (F120) под давлением 0,41 МПа для формирования шероховатой поверхности для последующего идеального диффузионного сращивания с кварцем. Нижняя часть пластины полируется на алмазной планшайбе 6А2 с зерном 1/0 и с использованием алмазной пасты НОМ 0,5/0.
На подготовленную нижнюю часть кварца и верхнюю часть пластины, обработанные изопропиловым спиртом, наносится клей ультрафиолетового отверждения, осуществляющий максимальную сцепку материалов и взаимопроникновение микроэлементов материалов в друг друга для получения в итоговом виде единого камня с соответствующими свойствами по цвету и светоотражению.
Возможно использование клея ультрафиолетового отверждения таких марок, как «К-58Н» или «Квантос-2» (производство Научно-исследовательской производственной группой «Спектр»).
Готовый единый камень, извлеченный из аппарата, достигает полной диффузионной адгезии через 24 часа после склеивания.
Полировка края стыковки элементов осуществляется на алмазной планшайбе 6А2 с зерном 1/0 и с использованием алмазной пасты 0,5/0 НОМ.
Изобретение поясняется следующими примерами.
Пример 1.
Камень состоит из кварца и синтетического опала, размерами 10×8×6 мм и 10×8×2 мм, соответственно.
Камень получали следующим способом. Взяли заготовку кварца, произвели нарезку граней верхней его части шахматной огранкой полусфера и отполировали. Нижнюю плоскую часть обработали с помощью пескоструйного аппарата, при этом получили шероховатость 50-60 мкм.
Нижнюю пластину оформили под размер и форму верхнего камня, произвели пескоструйную обработку верхней части пластины для создания шероховатой поверхности и отполировали нижнюю часть пластины.
Сращивание материалов включало обезжиривание поверхностей, нанесение УФ клея, помещение камня в вакуумный пресс при давлении 0,4 МПа при температуре 55°С и воздействием ультрафиолета с длиной волны 365 нм в течение 4 часов.
Пример 2.
Камень состоит из кварца и перламутра, размерами 11×13×5 и 11×13×3 соответственно.
Камень получали следующим способом. Взяли заготовку кварца, произвели нарезку граней верхней его части шахматной огранкой и отполировали. Нижнюю плоскую часть обработали с помощью пескоструйного аппарата, при этом получили шероховатость 50-60 мкм.
Нижнюю пластину оформили под размер и форму верхнего камня, произвели пескоструйную обработку верхней части пластины для создания шероховатой поверхности и отполировали нижнюю часть пластины.
Сращивание материалов включало обезжиривание поверхностей, нанесение УФ клея, помещение камня в вакуумный пресс при давлении 0,6 МПа при температуре 85°С и воздействием ультрафиолета с длиной волны 365 нм в течение 4 часов.
Пример 3.
Камень состоит из кварца и агата, размерами 20×18×7 и 20×18×3 соответственно.
Камень получали следующим способом. Взяли заготовку кварца, произвели нарезку граней верхней его части шахматной огранкой и отполировали. Нижнюю плоскую часть обработали с помощью пескоструйного аппарата, при этом получили шероховатость 50-60 мкм.
Нижнюю пластину оформили под размер и форму верхнего камня, произвели пескоструйную обработку верхней части пластины для создания шероховатой поверхности и отполировали нижнюю часть пластины.
Сращивание материалов включало обезжиривание поверхностей, нанесение УФ клея, помещение камня в вакуумный пресс при давлении 0,5 МПа при температуре 90°С и воздействием ультрафиолета с длиной волны 365 нм в течение 4 часов.
Пример 4.
Камень состоит из кварца и лазурит, размерами 12×8×5 и 12×8×3 соответственно.
Камень получали следующим способом. Взяли заготовку кварца, произвели нарезку граней верхней его части шахматной огранкой и отполировали. Нижнюю плоскую часть обработали с помощью пескоструйного аппарата, при этом получили шероховатость 50-60 мкм.
Нижнюю пластину оформили под размер и форму верхнего камня, произвели пескоструйную обработку верхней части пластины для создания шероховатой поверхности и отполировали нижнюю часть пластины.
Сращивание материалов включало обезжиривание поверхностей, нанесение УФ клея, помещение камня в вакуумный пресс при давлении 0,6 МПа при температуре 80°С и воздействием ультрафиолета с длиной волны 365 нм в течение 4 часов.
Камни, полученные заявленным способом, отличаются устойчивостью к вибрации, ударам, влаге, воздуха, воздействию различных газов, воздействию пониженной и повышенной температуры, действию химических веществ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЮВЕЛИРНОГО КАМНЯ | 2023 |
|
RU2808301C1 |
| СВЕТОИЗЛУЧАЮЩИЕ ЮВЕЛИРНЫЕ ИЗДЕЛИЯ | 2017 |
|
RU2742683C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИЛЛИАНТОВОГО МАНИКЮРА НОГТЕЙ | 2009 |
|
RU2404694C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВЫ ДЛЯ ЗАКРЕПЛЕНИЯ В НЕЙ КАМНЯ | 1999 |
|
RU2147822C1 |
| ИЗДЕЛИЕ С ДЕКОРАТИВНЫМ ПОКРЫТИЕМ, СОДЕРЖАЩИМ ЛЮМИНОФОРЫ (ВАРИАНТЫ) | 2010 |
|
RU2417902C1 |
| ИСКУССТВЕННЫЙ ЮВЕЛИРНЫЙ КАМЕНЬ | 1991 |
|
RU2027390C1 |
| СПОСОБ ОГРАНКИ МЯГКОГО ЮВЕЛИРНОГО МАТЕРИАЛА, НАПРИМЕР ЖЕМЧУГА, С ВЫСОКОТОЧНОЙ ПОЛИРОВКОЙ НА СВОБОДНОМ АБРАЗИВЕ | 2011 |
|
RU2467099C1 |
| БЕСЦВЕТНЫЕ ПРИ ДНЕВНОМ ОСВЕЩЕНИИ ЛЮМИНЕСЦЕНТНЫЕ КРАСКИ ДЛЯ ХУДОЖЕСТВЕННЫХ РАБОТ | 2010 |
|
RU2429263C1 |
| КАРКАСНАЯ ЗАКРЕПКА КАМНЯ В КАМНЕ | 2015 |
|
RU2607776C1 |
| КАМЕНЬ ДЛЯ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2189769C2 |
Предложен способ получения ювелирного камня, который заключается в сращивании двух элементов, где в качестве одного из элементов используется кварц фацетной огранки, в качестве другого элемента используется пластина из природного или синтетического камня. Способ включает нанесение клея ультрафиолетового отверждения на соединяемые поверхности элементов, их соединения, помещение в вакуумный пресс с последующим выдерживанием в нем в течение четырех часов при давлении 0,4-0,6 МПа, температуре 55-90 °C и воздействии ультрафиолетовых лучей с длиной волны 365 нм. Технический результат заключается в создании ювелирного камня, имеющего насыщенный цвет с сохранением контрастного сияния в заданной части лицевой поверхности камня и эффекта прозрачности и глубины, а также в высокой прочности, стойкости к атмосферным воздействиям, длительном сроке службы. 2 з.п. ф-лы, 1 ил.
1. Способ получения ювелирного камня, заключающийся в сращивании двух элементов, отличающийся тем, что в качестве одного из элементов используется кварц фацетной огранки, в качестве другого элемента используется пластина из природного или синтетического камня, при этом сращивание элементов осуществляется посредством нанесения клея ультрафиолетового отверждения на соединяемые поверхности элементов, соединения их и помещения в вакуумный пресс с последующим выдерживанием в нем в течение четырех часов при давлении 0,4-0,6 МПа, температуре 55-90 °C и воздействии ультрафиолетовых лучей с длиной волны 365 нм.
2. Способ получения ювелирного камня по п.1, отличающийся тем, что соединяемые поверхности элементов предварительно проходят пескоструйную обработку.
3. Способ получения ювелирного камня по п.1, отличающийся тем, что в качестве природного или синтетического камня используется опал, корунд, агат, перламутр, лазурит.
| DE 29820230 U1, 25.03.1999 | |||
| CN 104057759 A, 24.09.2014 | |||
| WO 2007123600 A1, 01.11.2007 | |||
| US 4809417 A, 07.03.1989 | |||
| CN 200988153Y, 12.12.2007. |

