Изобретение касается лифта с тормозным ловильным устройством согласно ограничительной части пункта 1 формулы изобретения и способа для изготовления тормозного ловильного устройства для такого лифта.
Тормозные ловильные устройства в лифтостроении служат для того, чтобы максимально быстро прекратить неконтролируемые состояния движения кабины лифта, в частности, падение или недопустимый разгон кабины лифта, за счет того, что кабина лифта останавливается на кратчайшем пути, т.е. «ловится», так что ничего не происходит даже тогда, когда полная кабина лифта падает или недопустимо разгоняется в ближней зоне приямка шахты лифта или верхней части шахты лифта.
Тормозные ловильные устройства известны в различных видах. Наибольшее количество тормозных ловильных устройств используют принцип самоторможения. После срабатывания тормозного ловильного устройства, по меньшей мере, одна подвижная тормозная колодка (то есть тело, которое непосредственно само олицетворяет тормозную накладку или которое соединено с тормозной накладкой) втягивается в упруго окаймленный пружинным элементом, чаще всего с одной стороны, клиновидный зазор, до тех пор, пока она не достигнет положения, в котором создается максимально допустимое тормозное усилие.
До недавнего времени использовались также гидравлически приводимые в действие тормозные ловильные устройства.
Все эти тормозные ловильные устройства объединяет то, что при улавливании возникает очень высокие прижимные усилия между тормозными накладками и согласованной с ними в качестве «тормозной балки» направляющей шиной.
Вследствие этого, тормозные накладки очень сильно нагружаются при улавливании. На основании этого, уже более 50 лет применяются стальные тормозные колодки, соответственно, тормозные колодки со стальной накладкой, прилегающая к направляющей шины поверхность которой упрочнена или улучшена, чтобы уменьшить износ на тормозной колодке, соответственно, ее тормозной накладке.
Тем не менее, нередко уже при первом улавливании под влиянием высокого прижимного усилия и при возникающей теплоте трения происходит мгновенное местное холодное сваривание с последующими повторными отрывами между стальными поверхностями тормозной колодки, соответственно, ее тормозной накладки и направляющей шиной. В таком случае, уже после небольшого количества произведенных улавливаний поверхность тормозной колодки, соответственно, ее тормозной накладки повреждается на своей предусмотренной для прилегания к направляющей шине поверхности настолько сильно, что становится необходимой ее замена.
В противоположность этому, задачей настоящего изобретения является предоставить лифт с износостойким тормозным ловильным устройством.
Эта задача выполняется с помощью признаков пункта 1 формулы изобретения.
В соответствии с этим предлагается лифтовая установка с кабиной, направляющими шинами для кабины и, по меньшей мере, одной тормозной балкой. В качестве тормозной балки чаще всего не предусматривается дополнительная, проложенная вдоль шахты лифта от низа шахты до верха шахты балка или шина, а вместо этого, по меньшей мере, одна из направляющих шин функционирует в качестве тормозной балки. Как правило, пара направляющих шин для кабины лифта формирует пару тормозных балок.
Соответствующая изобретению лифтовая установка оборудована, по меньшей мере, одним определяющим в случае своей активации движение кабины тормозным и/или ловильным устройством. Предпочтительно, оно среди прочего рассчитано так, что оно притормаживает, а чаще всего останавливает кабину при возникновении недопустимого рабочего состояния, в случае своего падения с замедлением между 0,2г и максимально 1,5г при полностью загруженной кабине.
Тормозное и/или ловильное устройство имеет, по меньшей мере, одну взаимодействующую согласно назначению с тормозной балкой тормозную колодку. При этом, в качестве тормозной колодки понимаются не только кубические в более широком смысле колодки, но и, например, часто также ролики, которые втягиваются в клиновидный зазор, возникающий между поверхностью тормозной балки и суппортом тормоза, и которые вследствие этого блокируются и в таком случае производят действующее также блокирующим, соответственно, улавливающим образом трение.
Согласно изобретению, прилегающая к тормозной балке рабочая поверхность упомянутой тормозной колодки (т.е. в сущности «тормозная накладка») представляет собой, по меньшей мере, один изготовленный чаще всего посредством наплавки на держатель тормозной накладки наплавленный валик, поверхностная твердость которого больше, чем поверхностная твердость тормозной балки.
Неожиданно оказалось, что структура, которая имеет наплавленный валик, непосредственно при упомянутых «жестких» торможениях является существенно более стойкой по отношению к вызывающим опасения местным холодным свариваниям и последующим отрывам, чем структура используемых до сих пор, поверхностно упрочненных без нанесения материала тормозных колодок, которые как правило были профилированы за счет того, что перед упрочнением они были снабжены рифлением для того, чтобы обеспечить возможность компенсации почти неизбежную выпуклость направляющих шин или тормозных балок. Этого нельзя было ожидать, поскольку посредством закалки поверхностно упрочненных стальных конструктивных частей также уже была достигнута высокая прочность.
Кроме этого, использование образованного наплавкой наплавленного валика в качестве тормозной накладки имеет преимущество в том, что существует возможность целенаправленно выбирать для наплавленного валика материал, который по сравнению с используемой для изготовления тормозной балки, соответственно, направляющей шины сталью не обладает свариваемостью. Посредством такой комбинацией материалов холодное сваривание и последующий отрыв априори может исключаться или снижаться до степени возможного пренебрежения ими. При этом, даже высокие затраты для материала, из которого изготавливается сварной шов, в значительной мере не становятся заметными, поскольку доля металла в наплавленном валике составляет лишь малую часть материала, который должен использоваться для изготовления тормозной колодки в целом.
Понятие «наплавленный валик» имеет предпочтительное узкое значение, а факультативно, в охваченном здесь, прежде всего, исключительном случае, имеет более широкое значение.
В своем прямом, предпочтительном значении «наплавленный валик» обозначает линию вдоль продольной оси, протяженность которой в направлении продольной оси в несколько раз больше, чем ее протяженность в перпендикулярном к ней направлении, и поверхность подложки, на которую она нанесена, покрывает лишь небольшую часть, так что в направлении поперек продольной оси L остается непокрытая поверхность подложки.
Особенно неожиданным является то, что применение таких наплавленных валиков в более узком значении ведет к решению проблемы холодного сваривания и последующего отрыва. В таком случае, применение таких наплавленных валиков ведет к тому, что тормозная накладка - если сравнивать с традиционными, занимающими большую площадь тормозными накладками из упрочненного стального профиля - на еще менее значительной поверхности прилегает к тормозной балке/направляющей шине. Вследствие этого, возникают намного более высокие местные прижимные усилия между тормозной накладкой и тормозной балкой/направляющей шиной. Тем не менее, холодное сваривание и последующий/повторный отрыв больше практически не проявляется.
Наплавленный валик в более широком, здесь не предпочтительном значении, является покрытием, которое образовано посредством нескольких, рядом расположенных друг с другом наплавленных валиков с параллельными продольными осями, которые переходят непосредственно друг в друга и сплавлены друг с другом. В этом значении наплавленный валик может покрывать поверхность подложки, на которую он наносится, на преобладающей части или полностью.
Особенно благоприятным и поэтому в большей мере предпочтительным является то, что тормозная накладка упомянутой тормозной колодки состоит из, по меньшей мере, двух дистанцированных друг от друга наплавленных валиков, а в идеальном случае, состоит из трех - десяти соответственно дистанцированных друг от друга в направлении перпендикулярном ее продольной оси наплавленных валиков. Фактически полностью дистанцированные друг от друга в направлении перпендикулярном ее продольной оси наплавленные валики, между которыми остается непокрытая наплавкой поверхность подложки, показали себя особенно пригодными при испытаниях. Более тщательные исследования, почему это так, до сих пор не представлено. Однако судя по всему тому, что до сих пор можно было наблюдать, можно предположить, что с точки зрения формирования структуры не выгодно сначала полностью охлаждать наплавленный валик, чтобы затем его снова частично расплавлять и таким образом соединять с ним следующий соседний наплавленный валик.
Предпочтительно, наплавленный валик перпендикулярно своей продольной оси имеет полукруглое, полуэллиптическое или полуовальное поперечное сечение.
Вследствие этого, наплавленный валик формируется таким образом, что он лишь вдоль узкой контактной линии в области своей вершины непосредственно входит в контакт с тормозной балкой.
Этот вариант осуществления, в общем, оказался предпочтительным. Он является более предпочтительным, в частности, тогда, когда наплавленные валики должны использоваться в качестве тормозной накладки без того, чтобы подвергаться после наплавления еще другой обработке, например, шлифованию.
Так, оказалось, что при таком варианте осуществления при первом торможении начинается повышенный износ (без холодного сваривания), который вначале незначительно выступающие, препятствующие равномерному контакту места наплавленного валика выравнивает настолько, что наплавленный валик после этого практически вдоль своей всей вершины входит в контакт (прилегает) с тормозной балкой. Вследствие этого, первоначальный износ сильно сглаживает (срезает) вершину. Тесты показывают, что тормозная накладка непосредственно после этого без проблем выдерживает количество, часто больше 10, соответствующих улавливанию жестких торможений, без проявления другого значимого износа или даже известных из прежних тормозных накладок повреждений из-за холодного сваривания.
Предпочтительно, наплавленные валики выполнены так, что они свободны от чешуек (окалины).
Это значит, что наплавленные валики имеют макроскопически, соответственно, при рассмотрении невооруженным глазом непрерывную гладкую боковую поверхность и предпочтительно отличаются тем, что они везде - если смотреть перпендикулярно относительно их продольной оси - имеют одинаковое поперечное сечение, с отклонением не более, чем +/-0,075 мм между двумя сравниваемыми друг с другом поперечными сечениями.
В качестве особенно предпочтительного оказалось, что поверхность упомянутого, по меньшей мере, одного наплавленного валика не подвергнута окончательной обработке, в частности, не была подшлифована и предпочтительно также не была подвергнута никакой последующей термической обработке.
Вследствие этого предотвращается то, что изменяется предпочтительная таким образом для изобретения структура, которая получилась посредством сварочного процесса. К тому же отпадают расходы на последующую (окончательную) обработку.
В качестве особенно благоприятного оказалось то, что вершина наплавленного валика более чем 0,5 мм, лучше более чем 1,5 мм возвышается над обращенной непосредственно к тормозной балке поверхностью держателя тормозной накладки. Представленный таким образом наплавленный валик после окончания приложения сварочного тепла демонстрирует характеристику охлаждения, которая способствует желаемому согласно изобретению формированию структуры.
Предпочтительно, наплавленный валик содержит карбид, в идеальном случае - карбид вольфрама.
Особенно предпочтительно, если наплавленный валик состоит из карбида, который включен в легирующую матрицу, соответственно, из карбид-сплава.
При этом, особенно целесообразно, если легирующая матрица со своей стороны имеет твердость между 30 HRC и 50 HRC, измеренную согласно DIN ES ISO 6508-1.
Такая тормозная накладка изготавливается предпочтительно за счет того, что приваривается смесь из, в идеальном случае, сферического карбида и, в частности, частиц карбида вольфрама смешанно с такими металлическими частицами, которые в ходе процесса сварки образуют заделывающую карбид матрицу.
Удивительным образом оказалось, что именно карбид не только вносит важный вклад в формирование экстремально износостойкой тормозной накладки, но и при этом - несмотря на его экстремальную твердость - даже при жестком торможении не вызывает никаких повреждений на поверхности направляющих шин, -чего никак нельзя было ожидать, и уж тем более не в случае применения в форме наплавленного валика (в узком значении), который только на небольшой поверхности и соответственно высоком поверхностном прижимном усилии прилегает к поверхности тормозной балки, соответственно, направляющей шины.
В случаях, в которых не должен использоваться карбид, оказалось особенно благоприятным, если наплавленный валик состоит из сплава на основе никеля или кобальта, предпочтительно в форме так называемого жаропрочного сплава («Super alloy»). В случае сплава на основе никеля, соответственно, кобальта, как уже следует из названия, речь идет о материале, основным компонентом которого является никель, соответственно, кобальт.
В качестве жаропрочных сплавов в рамках данного изобретения указываются металлические материалы сложного состава, которые состоят из сплава на основе никеля или кобальта и содержат несколько добавок следующих легирующих элементов: Co, Ni, Fe, Cr, Mo, W, Re, Ru, Ta, Nb, Al, Ti, Mn, Zr, C и В.
В отдельных случаях, но не обязательно, также допустимы сплавы на основе железа и соответствующие жаропрочные сплавы.
Обычно, в рамках изобретения используются поликристаллические жаропрочные сплавы, которые являются высокожаропрочными, за счет того, что они выдерживают длительные рабочие температуры более чем 65% от точки плавления.
Хотя, эти температуры при применении в качестве тормозных накладок для тормозных и/или ловильных устройств лифта не непрерывно достигаются на поверхности, и тем более не продолжительно. Поэтому, такие жаропрочные сплавы, которые используются обычно для турбинных лопаток и аналогичных случаев применения, здесь в рамках изобретения используются не по назначению. Однако оказалось, что (использованная не согласно назначению) высокая жаропрочность значительно снижает вызывающую опасения в связи с тормозными и/или ловильными устройствами лифта склонность к холодному свариванию.
Согласно изобретению, эти жаропрочные сплавы, а также ранее упомянутый карбид вольфрама предпочтительно используются в качестве металлического порошка, который с помощью лазерного луча расплавляется и вследствие этого наплавляется на поверхность подложки, т.е. поверхность держателя тормозной накладки, и сваривается с ней.
Предпочтительно наплавленный валик состоит из материала, который имеет, по меньшей мере, три различных легирующих элемента, предпочтительно из вышеназванного списка. При этом элементы, которые содержатся в количестве меньшем, чем 0,8 вес.%, не являются принимаемыми во внимание легирующими элементами, а являются примесями.
Наплавленные валики с высоким содержанием никеля, соответственно, сплавы на основе никеля оказываются как очень невосприимчивые к холодному свариванию. Вследствие этого, становятся предпочтительными такие наплавленные валики, которые содержат, по меньшей мере, 30 вес.%, предпочтительно, по меньшей мере, 50 вес.% Ni.
В качестве аналогично хорошей альтернативы оказываются наплавленные валики с высоким содержанием кобальта, соответственно, сплавы на основе кобальта. Они также являются невосприимчивыми к холодному свариванию. Вследствие этого, становятся предпочтительными такие наплавленные валики, которые содержат, по меньшей мере, 30 вес.%, предпочтительно, по меньшей мере, 50 вес.% Со.
При этом, в качестве особенно благоприятного оказалось, если материал, из которого состоит наплавленный валик, дополнительно может быть легирован молибденом. Поэтому является предпочтительным то, что наплавленный валик содержит, по меньшей мере, 4 вес.%, а предпочтительно, по меньшей мере, 8 вес.% Мо.
В качестве одного особенно хорошего приема оказались такого типа наплавленные валики, которые содержат, по меньшей мере, 2 вес.% вольфрама (Wr).
Особенно благоприятно для соответствующей изобретению цели, поскольку получается гомогенное структурное строение, если наплавленный валик расплавлен из порошка.
При этом, особенно предпочтительным для формирования структуры наплавленного валика является, если он образован посредством лазерной наплавки.
Также, заявляется способ изготовления тормозной накладки для лифта, который характеризуется тем, что на держатель тормозной накладки из свариваемой, предпочтительно в свою очередь легированной, идеальным образом низколегированной стали наплавляются, по меньшей мере, два дистанцированных друг от друга валика, которые формируют тормозную накладку, которая при эксплуатации приводится во фрикционный контакт с тормозной балкой.
При этом, в качестве «низколегированной» называют, у которой сумма легирующих элементов не превышает содержание 5 вес.%. «Свариваемой» является в целом сталь с содержанием углерода <0,2%.
Также, согласно способу является особенно благоприятным, если наплавленные валики изготавливаются посредством лазерной направки с использованием металлического порошка.
Кроме того, также заявляется защита для применения упомянутых материалов в качестве тормозной накладки для тормозного и/или ловильного устройства лифта.
Другие принципы действия, преимущества и возможности усовершенствования получаются из последующего рассмотрения конкретных примеров осуществления на основе фигур.
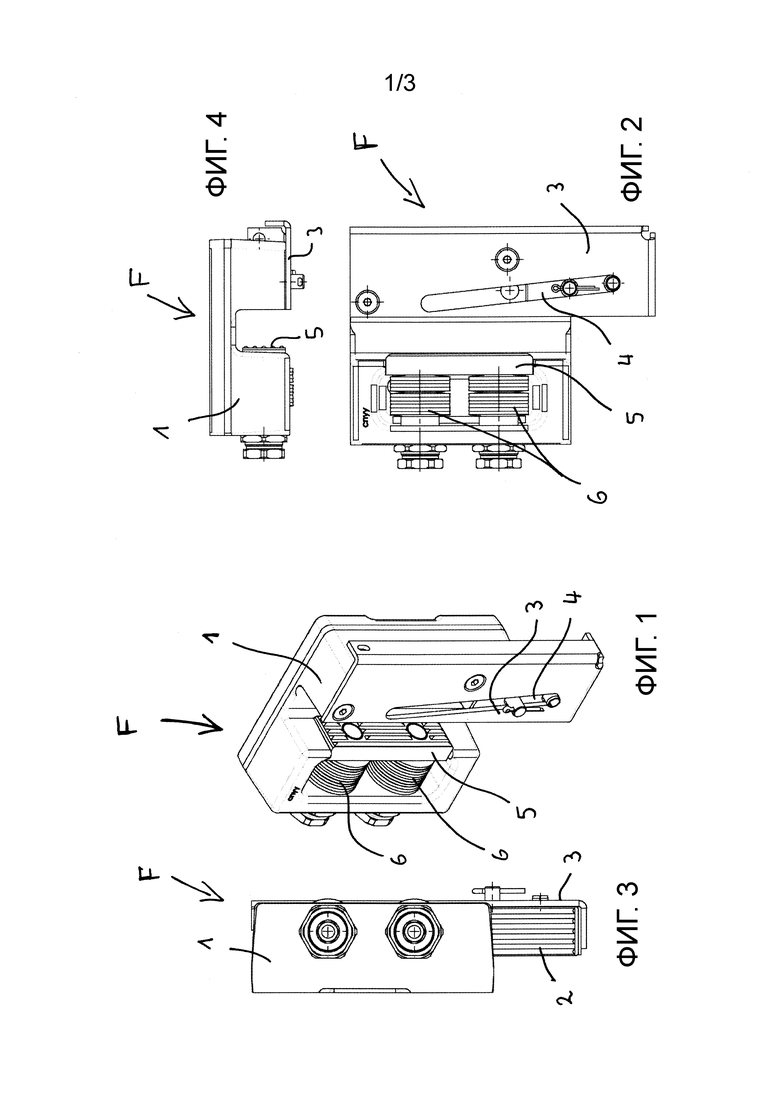
Фиг.1 показывает в перспективе наклонно и спереди тормозное и/или ловильное устройство лифта, как оно используется для изобретения.
Фиг.2 показывает фронтально спереди устройство согласно фиг.1.
Фиг.3 показывает сбоку устройство согласно фиг.1.
Фиг.4 показывает сверху устройство согласно фиг.1.
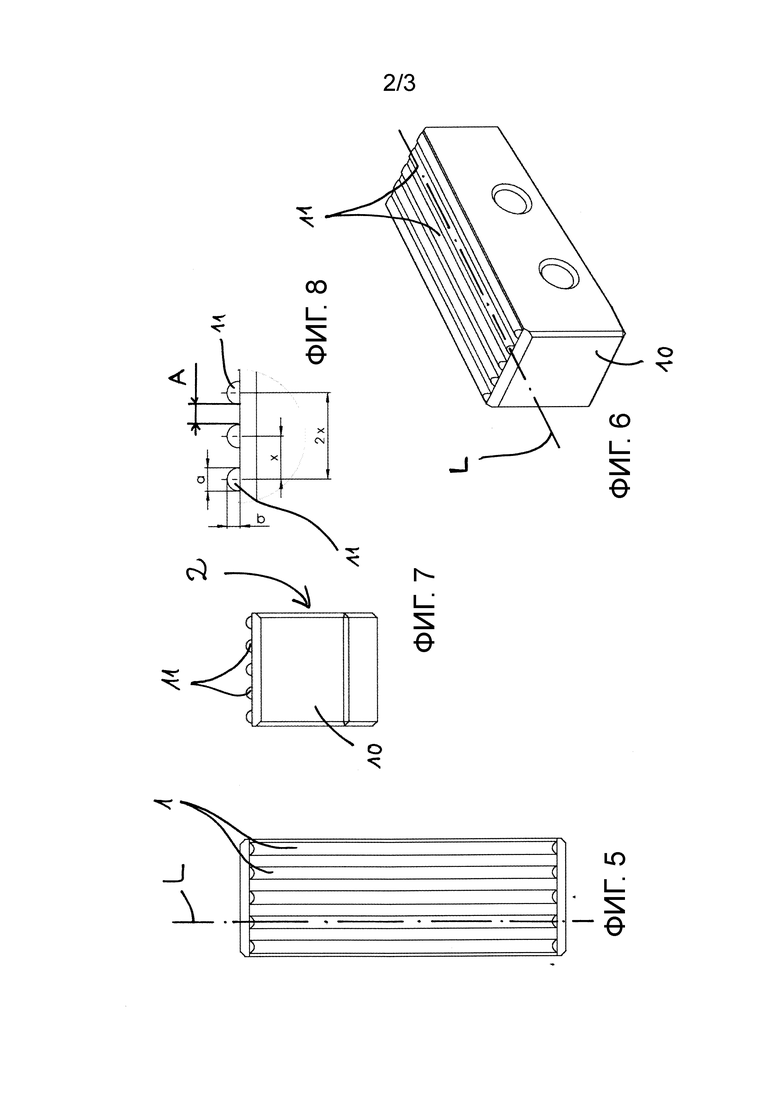
Фиг.5 показывает сверху пример осуществления для второй, выполненной согласно изобретению, тормозной колодки устройства согласно фиг.1.
Фиг.6 показывает в перспективе наклонно и спереди тормозную колодку согласно фиг.5.
Фиг.7 показывает фронтально спереди тормозную колодку согласно фиг.5.
Фиг.8 показывает увеличенное изображение наплавленных валиков, как они используются для тормозной колодки согласно фиг.5 и нижеследующим чертежам.
Фиг.9 не предусмотрена.
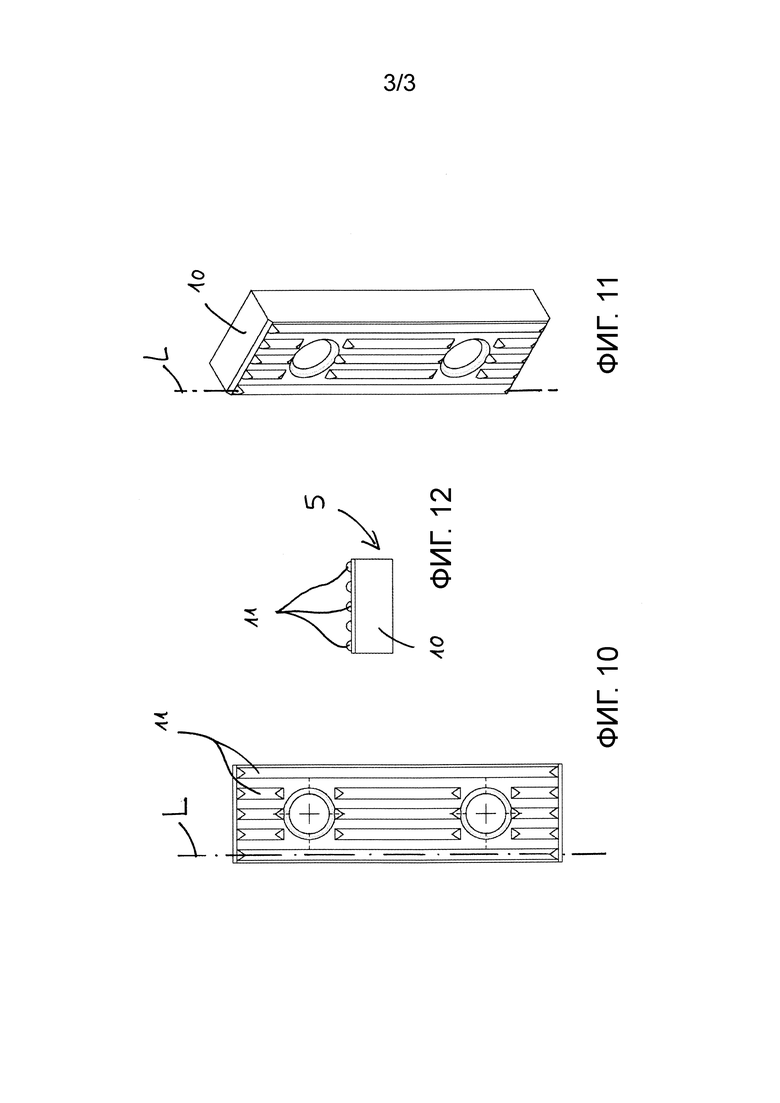
Фиг.10 показывает сверху первую, служащую в качестве повторной опоры тормозную колодку.
Фиг.11 показывает в перспективе наклонно и спереди тормозную колодку согласно фиг.10.
Фиг.12 показывает фронтально спереди тормозную колодку согласно фиг.10.
Фиг.1-4 показывают обычное ловильное устройство, в котором используются тормозные колодки нового типа.
Тормозные и/или ловильные устройства лифта
Ловильное устройство состоит из прикрепляемого к кабине лифта тормозного зажима 1, который в своей центральной области формирует зазор, который принимает не показанную здесь направляющую шину, которая, как правило, служит в качестве тормозной балки.
На своем одном боку тормозной зажим 1 имеет первую тормозную колодку 2. Она установлена, например, в кулисе 3 с проходящим наклонно зазором 4. На другом боку тормозной зажим имеет вторую тормозную колодку 5. Она установлена преимущественно не жестко на тормозном зажиме 1, а с помощью, по меньшей мере, одного пружинного элемента 6, то есть в представленном случае с помощью обоих пакетов из тарельчатых пружин.
Ловильное устройство срабатывает за счет того, что первая тормозная колодка 2 приводится в контакт с направляющей шиной.
Если это происходит, например, при движении кабины лифта вниз, тогда легко можно представить себе, что первая тормозная колодка 2 вследствие этого срывается вверх. Проходящий наклонно зазор 4 служит только для направления, а обращенная от шины задняя сторона первой тормозной колодки 2 имеет клиновидный скос, который наталкивается на невидимый на фигурах обратный клиновидный скос. На основании этого первая тормозная колодка 2 под воздействием возникающего между ее тормозной накладкой и направляющей шиной трения все сильнее прижимается к поверхности направляющей шины, чем дальше она вгоняется посредством сил трения в клиновидный зазор. Это смягчается тем, что вторая тормозная колодка 5 прижимается против действия обоих пакетов тарельчатых пружин (которые здесь представляют пружинные элементы 6) в бок, пока они не блокируются и тогда возникает очень большое тормозное усилие. Таким образом предотвращается слишком резкое срабатывание ловильного устройства.
Поясняемый выше принцип, как это ловильное устройство функционирует, наглядно и без лишних слов объясняет, что возникает высокое прижимное усилие между поверхностью направляющей шины и обращенными к ней поверхностями тормозных накладок. Вследствие этого происходит упомянутое локальное холодное сваривания с последующим повторным отрывом и за счет этого очень быстрое повреждение поверхности тормозных накладок.
Соответствующие изобретению тормозные накладки, соответственно, тормозные накладки
Чтобы обеспечить здесь устранение проблем, используются специальные тормозные колодки. Первую, как сказано снабженную обращенным к задней стороне клиновидным скосом, тормозную колодку 2 в своем соответствующем изобретению выполнении показывают фиг.5-8.
Здесь хорошо виден суппорт 10 тормозной накладки. Речь идет о блоке из свариваемого материала, чаще всего из стали. Здесь может использоваться конструкционная сталь. Предпочтительно используется легированная, в частности хромистая или хромомарганцовистая сталь. Она является более доступной для наплавки высоколегированного или супер-легированного материала. Хорошо может использоваться, например, класс 16 MnCrS5.
На суппорт 10 тормозной накладки нанесено несколько наплавленных валиков 11, которые соответственно имеют продольную ось L и формируют тормозную накладку. В настоящем предпочтительном случае предусмотрены шесть дистанцированных друг от друга наплавленных валиков. Здесь речь идет о наплавленных валиках в узком значении. Предпочтительно, по меньшей мере, 30% служащей в качестве подложки для наплавленных валиков поверхности суппорта 10 тормозной накладки остаются непокрытыми. Предпочтительно, продольная ось наплавленных валиков проходит параллельно (полностью или, по меньшей мере, по существу) в направлении движения кабины лифта, при соответствующем назначению монтаже тормозных колодок. К тому же, возможно прохождение в поперечном направлении или даже 90°, но по причине эффективности не предпочтительно.
Продольные оси L наплавленных валиков 11 проходят предпочтительно параллельно друг другу. Наплавленные валики имеют, предпочтительно все, идентичную геометрическую форму. Эти наплавленные валики 11 формируют собственно тормозную накладку, которая из-за сварки неразъмено соединена с суппортом 10 тормозной накладки. Важным является то, что при торможении, соответственно, при улавливании непосредственно в контакт с поверхностью направляющей шины входит исключительно поверхность наплавленных валиков 11.
Как очень хорошо видно на основании фиг.8, наплавленные валики на своей обращенной от суппорта 10 тормозной колодки стороне имеют выпуклую боковую (рабочую) поверхность, предпочтительно, боковую поверхность, которая (по меньшей мере, по существу) соответствует полуцилиндру, полуэллипсу или полуовалу. В данном примере осуществления, который, однако, может быть обобщен в качестве полезной опции, образованы полуцилиндры, окружная боковая поверхность которого имеет радиус R, для которого имеет место: 0,6 мм <R<2,1 мм. Допустимый для цилиндричности допуск вдоль окружного направления должен был бы составлять +\-0,15 мм, при необходимости допустимы до +/-0, 25 мм.
Предпочтительная ширина тормозной колодки перпендикулярно к направлению движения при соответствующем назначению монтаже лежит между 15 и 45 мм. Ее толщина перпендикулярно к служащей в качестве партнера торможения поверхности шины, соответственно, поверхности тормозной балки чаще всего является незначительной.
Соседние наплавленные валики в идеальном случае не соприкасаются, а имеют друг от друга минимальное расстояние А, которое соответствует, по меньшей мере, 0,5-кртному, лучше, по меньшей мере, 0,8-кратному значению максимальной протяженности наплавленного валика перпендикулярно его продольной оси L. Два непосредственно соседних наплавленных валика должны были бы быть удалены друг от друга не более, чем на расстояние А, которое соответствует 1,5-кратному значению максимальной протяженности наплавленного валика перпендикулярно его продольной оси. Расстояние между наплавленными валиками помогает при удалении более мелких и более крупных продуктов истирания. Опасность, что изношенные/оторванные в процессе холодного сваривания металлические частицы, не смотря на это находятся дольше между прижатыми друг к другу для торможения поверхностями, будут увлекаться далее, оказываться под давлением, затем опять кратковременно интенсифицировать холодное сваривание и повторный отрыв и вследствие этого повреждение, за счет этого и посредством формы наплавленных валиков существенно уменьшается - в области направленных валиков имеет место только узкий линейчатый контакт между партнерами трения, так что продукты истирания и частицы вытесняются по кратчайшему пути налево и/или направо в соответствующее свободное пространство между соседними наплавленными валиками и в таком случае отведены из контактной зоны. Также, это объясняет исключительную, неожиданную эффективность соответствующих изобретению наплавленных валиков.
Более того, представляется, что тормозная накладка при разделении на отдельные, дистанцированные валики может лучше адаптироваться к неминуемой выпуклости служащей в качестве партнера торможения поверхности направляющей шины, соответственно, поверхности тормозной балки.
Предпочтительно, наплавленные валики имеют ширину а, по меньшей мере, 2,2 мм. Является предпочтительным, если ее вершинная точка с высотой b, по меньшей мере, 1 мм возвышается, соответственно, выступает над поверхностью суппорта 10 тормозной накладки, образующего подложку для наплавки. Расстояние х между двумя средними линиями двух непосредственно соседних наплавленных валиков лежит, предпочтительно, в диапазоне между 3 и 10 мм, лучше между 3 и 7 мм.
Особенно благоприятным является, если наплавленные валики в направлении перпендикулярно своей продольной оси L дистанцированы друг от друга таким образом, что они образуют симметричный рисунок на суппорте тормозной накладки или, еще лучше, таким образом, что все непосредственно соседние наплавленные валики имеют друг от друга одинаковое расстояние х, см. фиг.8.
Фиг.10-12 показывают вторую тормозную колодку 5. Для этой второй тормозной колодки 5 по смыслу имеет силу все сказанное выше для первой тормозной колодки до тех пор, пока она не отличается от нее, как описано ниже.
Стоит отметить, что эта тормозная колодка в области левой и его правой наружной кромки соответственно имеет проходящий по всей ее длине наплавленный валик. Между ними находятся несколько, предпочтительно 3-4 ряда наплавленных валиков, которые в направлении их продольной оси L прерваны посредством предусмотренного предпочтительно с резьбой отверстия для крепления этой второй тормозной колодки 5 на тормозном зажиме 1.
Особенно предпочтительные материалы
Для практического осуществления изобретения посредством изготовления соответствующих наплавленных валиков особенно хорошо подходящими оказались нижеперечисленные материалы:
Сравнительные испытания
При использовании этих материалов изготавливались соответственно первая и вторая тормозные колодки указанного типа, которые снабжены пятью, полностью дистанцированными друг от друга в направлении поперек их продольной оси L наплавленными валиками. Наплавленные валики имели поперек своей продольной оси ширину приблизительно 4 мм и полуцилиндрический оболочковый контур. Два непосредственно соседних ряда имели соответственно расстояние А друг от друга приблизительно 3 мм. Вершина каждого из наплавленных валиков возвышалась приблизительно на 2 мм над служащей в качестве подложки поверхностью суппорта тормозной накладки.
Наплавленные валики изготавливались с помощью машинонаправляемого сварочного лазера посредством наплавки. Исходный материал, из которого были выплавлены сварные швы, подавался в порошкообразной форме. Получающаяся вследствие этого шероховатость поверхности была похожа на изготовленную в процессе литья в землю, «пористую» поверхность, что не является обязательным, но оказалось благоприятным. Для ее глубины шероховатости Rz имело силу в неиспользованном виде предпочтительно Rz>20, лучше Rz>50. Предполагается, что эта глубина шероховатости ответственна за описанную выше приработку, т.е. за явный, по меньшей мере, при первом торможении и в таком случае значительно уплощающий вершину износ.
Такие тормозные колодки устанавливались в тормозное ловильное устройство поясненного в начале типа, затем повторяемо инициировалось улавливание кабины лифта и после каждого процесса улавливания проверялась целостность тормозных колодок, соответственно, их тормозных накладок.
Для сравнения служили соответствующие, произведенные по старой технологии тормозные колодки из стали, которая была полностью закалена на своей поверхности и поэтому имела там мартенситную структуру. С ними аналогичным образом осуществлялись улавливающие тесты.
Привлеченные для сравнения тормозные колодки после четвертого улавливания показали такие сильные следы от локального холодного сваривания и последующих повторных отрывов, что эти тормозные колодки должны были заменяться.
Соответствующие изобретению, снабженные наплавленными валиками тормозные колодки выдержали все по меньшей мере 10-разовое улавливание без того, чтобы показать достойные упоминания повреждения, которые сделали бы необходимой замену тормозных колодок.
Список ссылочных позиций
1 тормозной зажим
2 первая тормозная колодка
3 кулиса
4 зазор
5 вторая тормозная колодка
6 пружинный элемент
7 не представлена
8 не представлена
9 не представлена
10 суппорт тормозной накладки
11 наплавленный валик
L продольная ось наплавленного валика
А расстояние между двумя непосредственно смежными наплавленными валиками
F тормозное и/или ловильное устройство
а ширина наплавленного валика параллельно поверхности подложки и перпендикулярно продольной оси L
b размер, на который вершина наплавленного валика возвышается относительно поверхности подложки
х расстояние между средними линиями и продольными осями L двух непосредственно смежных наплавленных валиков
Лифтовая установка содержит кабину лифта, направляющие шины для кабины, по меньшей мере одну тормозную балку и определяющее в случае своего активирования движение кабины лифта тормозное и/или ловильное устройство (F). Тормозное и/или ловильное устройство имеет по меньшей мере одну взаимодействующую согласно назначению с тормозной балкой тормозную колодку. Вступающая в контакт с тормозной балкой в качестве тормозной накладки рабочая поверхность указанной тормозной колодки представляет собой по меньшей мере один наплавленный валик, поверхностная твердость которого больше, чем поверхностная твердость тормозной балки. Изобретение обеспечивает износостойкость тормозного устройства. 2 н. и 19 з.п. ф-лы, 11 ил.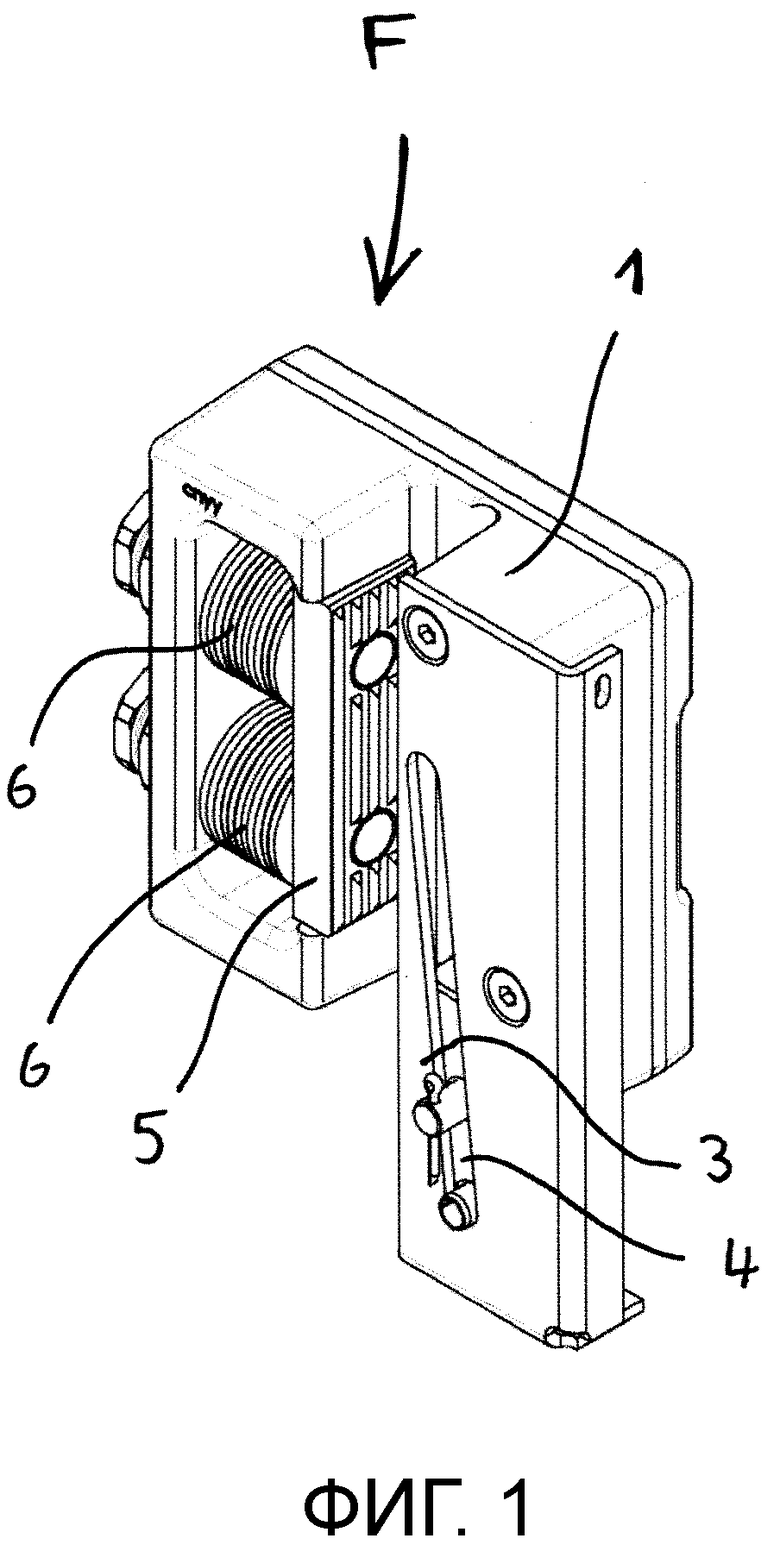
1. Лифтовая установка с кабиной лифта, направляющими шинами для кабины лифта, по меньшей мере одной тормозной балкой и определяющим в случае своего активирования движения кабины лифта тормозным и/или ловильным устройством (F), которое со своей стороны имеет по меньшей мере одну взаимодействующую согласно назначению с тормозной балкой тормозную колодку (2, 5), отличающаяся тем, что вступающая в контакт с тормозной балкой в качестве тормозной накладки рабочая поверхность указанной тормозной колодки (2, 5) представляет собой по меньшей мере один наплавленный валик (11), поверхностная твердость которого больше, чем поверхностная твердость тормозной балки.
2. Лифтовая установка по п. 1, отличающаяся тем, что тормозная накладка упомянутой тормозной колодки (2, 5) состоит из по меньшей мере двух дистанцированных друг от друга наплавленных валиков (11) и в идеальном случае состоит из трех - десяти соответственно дистанцированных друг от друга наплавленных валиков (11).
3. Лифтовая установка по п. 1 или 2, отличающаяся тем, что наплавленный валик (11) перпендикулярно своей продольной оси (L) имеет полукруглое, полуэллиптическое или полуовальное поперечное сечение.
4. Лифтовая установка по п. 1 или 2, отличающаяся тем, что наплавленный валик (11) свободен от чешуек.
5. Лифтовая установка по п. 1 или 2, отличающаяся тем, что поверхность упомянутого по меньшей мере одного наплавленного валика (11) не подвергнута окончательной обработке, в частности, не подшлифована и предпочтительно также не подвергнута никакой последующей термической обработке.
6. Лифтовая установка по п. 1 или 2, отличающаяся тем, что вершина наплавленного валика более чем на величину 0,5 мм, лучше более чем на величину 1,5 мм возвышается над обращенной непосредственно к тормозной балке поверхностью держателя (10) тормозной накладки.
7. Лифтовая установка по п. 1, отличающаяся тем, что наплавленный валик (10) содержит карбид, в идеальном случае карбид вольфрама.
8. Лифтовая установка по п. 1, отличающаяся тем, что наплавленный валик (11) состоит из сплава на основе никеля или кобальта, в особом случае, также из сплава на основе железа.
9. Лифтовая установка по п. 1, отличающаяся тем, что наплавленный валик (11) состоит из никелевого, кобальтового, хромового или вольфрамкарбидного сплава или из высоколегированной стали.
10. Лифтовая установка по п. 1, отличающаяся тем, что наплавленный валик (11) состоит из материала, который имеет по меньшей мере три различных легирующих элемента и предпочтительно состоит из жаропрочного сплава на основе никеля или кобальта, который легирован несколькими и в идеальном случае по меньшей мере тремя из следующих элементов: Co, Ni, Fe, Cr, Mo, W, Re, Ru, Ta, Nb, Al, Ti, Mn, Zr, C и В.
11. Лифтовая установка по п. 9, отличающаяся тем, что наплавленный валик (11) содержит по меньшей мере 10 вес.%, предпочтительно по меньшей мере 15 вес.% Cr.
12. Лифтовая установка по п. 8, отличающаяся тем, что наплавленный валик (11) содержит по меньшей мере 10 вес.%, предпочтительно по меньшей мере 15 вес.% Ni.
13. Лифтовая установка по п. 10, отличающаяся тем, что наплавленный валик (11) содержит по меньшей мере 10 вес.%, предпочтительно по меньшей мере 15 вес.% Ni.
14. Лифтовая установка по п. 1, отличающаяся тем, что наплавленный валик (11) содержит по меньшей мере 5 вес.%, а предпочтительно по меньшей мере 8 вес.% Мо.
15. Лифтовая установка по п. 10, отличающаяся тем, что наплавленный валик (11) содержит по меньшей мере 5 вес.%, а предпочтительно по меньшей мере 8 вес.% Мо.
16. Лифтовая установка по п. 1, отличающаяся тем, что наплавленный валик (11) содержит по меньшей мере 2 вес.% и предпочтительно максимум 8 вес.% Wr.
17. Лифтовая установка по п. 10, отличающаяся тем, что наплавленный валик (11) содержит по меньшей мере 2 вес.% и предпочтительно максимум 8 вес.% Wr.
18. Лифтовая установка по п. 1 или 2, отличающаяся тем, что наплавленный валик (11) расплавлен из порошка.
19. Лифтовая установка по п. 1 или 2, отличающаяся тем, что структура наплавленного валика (11) образована посредством лазерной наплавки.
20. Способ изготовления тормозной накладки (2, 5) лифта, отличающийся тем, что на держатель (10) тормозной накладки из свариваемой, предпочтительно низколегированной стали наплавляют по меньшей мере два дистанцированных друг от друга валика (11), которые формируют тормозную накладку, которая при эксплуатации приводится во фрикционный контакт с тормозной балкой.
21. Способ по п. 20, отличающийся тем, что наплавленные валики (11) изготавливают посредством лазерной наплавки при использовании металлического порошка.
| WO 2014035382 A1, 06.03.2014 | |||
| Устройство для демпфирования колебаний | 1981 |
|
SU971769A2 |
| US 5964322 A, 12.10 | |||
| Металлический водоудерживающий щит висячей системы | 1922 |
|
SU1999A1 |
| Устройство для торможения кабины лифта | 1985 |
|
SU1255539A1 |
| Способ расщепления жиров | 1935 |
|
SU48962A1 |

