Изобретение относится к измерительной технике и может быть применено, например, для контроля круглости конических отверстий в производстве топливной аппаратуры дизельных двигателей внутреннего сгорания.
В машиностроении и в частности, в топливной аппаратуре дизельных двигателей внутреннего сгорания часто используется разъемное соединение деталей, одна из которых имеет посадочную поверхность в форме внутреннего конуса (конического отверстия), вторая - в форме наружного конуса или сферы. Теоретический контакт деталей происходит по линии, называемой запорным диаметром. Герметичность соединения обеспечивается за счет качества сопрягаемых поверхностей, в том числе, круглости конического отверстия одной из деталей на запорном диаметре.
Известен способ контроля конических поверхностей, основанный на применении специального калибра и краски (ГОСТ 16078 «Соединения трубопроводов по внутреннему конусу»). После нанесения краски деталь соединяют с калибром и далее контролируют расположение и сплошность отпечатка на проверяемой поверхности. К недостаткам известного способа относится необходимость применения на контрольной операции специального калибра и краски. Калибр будет требовать периодической проверки и замены, а краска является расходным материалом. Кроме того возникает необходимость дополнительной моечной операции для удаления краски. Все это увеличивает трудоемкость производства и себестоимость продукции.
Известен способ контактного определения качества притирки конусных поверхностей в системе «вал-отверстие», в котором равномерный слой красителя наносят на посадочную поверхность детали, после чего производят посадку детали на вал и ее снятие (Пат. RU 2307313, опубл. 27.09.2007. Бюл. №27). К недостаткам известного способа относится необходимость применения краски и, соответственно, дополнительной моечной операции, что увеличивает трудоемкость производства и себестоимость продукции.
Наиболее близким, по совокупности существенных признаков - прототипом заявляемого изобретения - является способ контроля параметров поверхностей конических отверстий с помощью пневматического прибора для контроля внутренних конусов (Пат. RU 2059197, опубл. 27.04.1996). Способ предполагает подачу сжатого воздуха в сопряжение контролируемой детали и калибра, устанавливаемого на посадочную поверхность контролируемой детали. Сжатый воздух подается через отверстия в калибре в измерительные сопла, расположенные попарно в одной осевой плоскости на определенном расстоянии друг от друга и имеющие отдельные выходы к измерительному устройству. Отклонение размеров контролируемой детали от размеров калибра приводит к изменению зазора между конусной поверхностью калибра и деталью и соответственно, к изменению расхода воздуха, протекающего через сопла. Отсчетное устройство, выполненное в виде группы ротаметров, измеряет расход воздуха. К недостаткам способа контроля параметров конических отверстий с помощью известного прибора относится невозможность оценки отклонения запорного диаметра от круглости - параметра, определяющего соответствие уплотнительного конуса деталей их функциональным требованиям. При использовании известного способа можно судить только об угле конуса и прямолинейности, образующей контролируемое коническое отверстие. Кроме того, конструкция прибора, с использованием которого реализуется известный способ, отличается сложностью, так как предполагает наличие калибра с измерительными соплами, отсчетного устройства, выполненного в виде группы ротаметров, дополнительные кольцевые меры.
Технической задачей настоящего изобретения является устранение недостатков прототипа, а именно разработка эффективного и простого, с точки зрения применяемого оборудования и оснастки, способа контроля конических отверстий и устройства для его осуществления.
Решение поставленной технической задачи достигается за счет измерения продолжительности изменения в заданном интервале давления воздуха в полости, сообщающейся с атмосферой через сопряжение контролируемого конического отверстия с поверхностью калибра, и применения в качестве калибра стандартной детали, например, стального шарика, степень точности которого определяется допуском круглости конического отверстия, заданным в конструкторской документации на контролируемую деталь.
Новизной в предлагаемом способе контроля конических отверстий является применение в качестве отклика продолжительности изменения давления воздуха в заданном интервале и использование в качестве калибра стандартной детали, например, стального шарика.
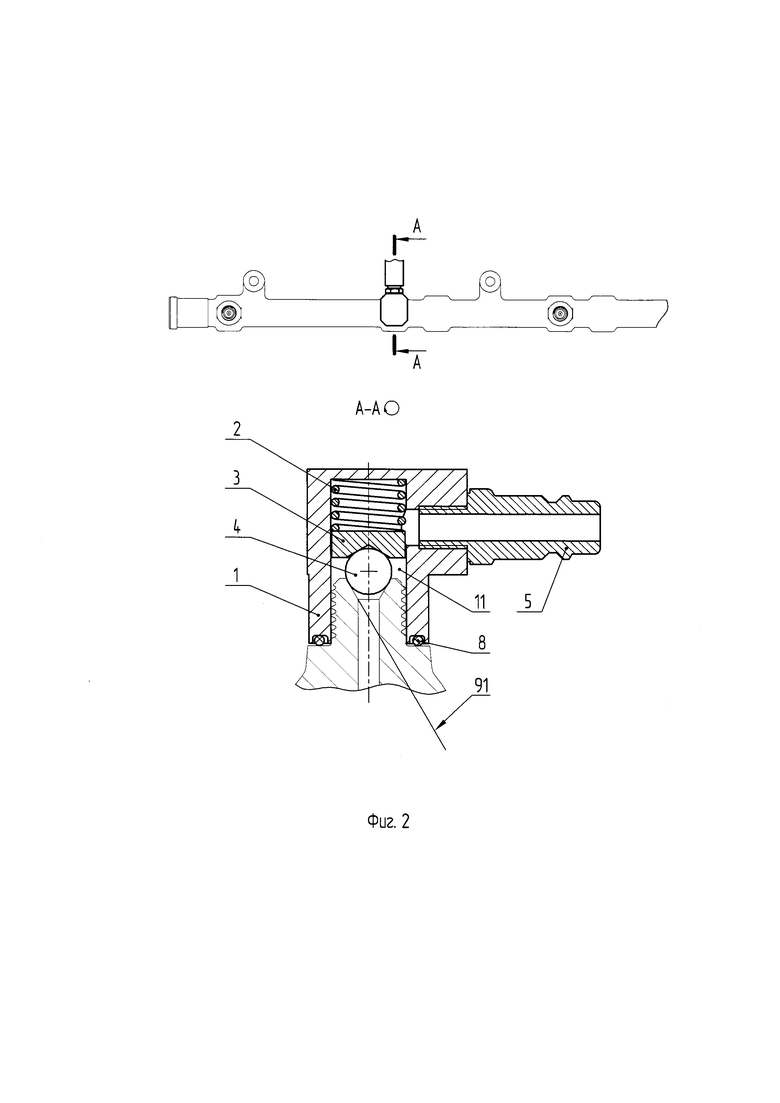
Устройство для осуществления предлагаемого способа контроля конических отверстий показано на фиг. 1 и фиг. 2, где позициями обозначены: корпус 1, пружина 2. штанга 3, калибр 4, выполненный в виде стандартного стального шарика, подводящий штуцер 5, манометр 6, кран 7, уплотнительное кольцо 8, контролируемая деталь 9 с коническим отверстием 91. Полость 11 корпуса 1 подключена через подводящий штуцер 5 к источнику сжатого воздуха (на фиг. 1 и 2 условно не показан). Перед манометром 6 установлен кран 7, разобщающий источник сжатого воздуха и устройство для осуществления предлагаемого способа контроля конических отверстий. Источник сжатого воздуха, кран 7 и корпус 1 связаны между собой гибкими шлангами 10. В качестве источника сжатого воздуха может быть использована внутризаводская сеть сжатого воздуха с фиксированным значением давления.
Манометр 6 предназначен для регистрации величины давления воздуха в полости 11. Продолжительность изменения давления воздуха в полости 11 от начального значения до заданного регистрируется секундомером (на фиг. 1 и 2 условно не показан).
Штанга 3 установлена в корпусе 1 с зазором.
Размеры стандартного стального шарика, выполняющего роль калибра 4, подобраны таким образом, чтобы диаметр контакта калибра 4 с поверхностью конического отверстия 91 соответствовал запорному диаметру в соединении контролируемой детали 9 с ответной деталью в конечном изделии после сборки. При этом шарик должен иметь такую степень точности по стандарту ГОСТ 3722, чтобы его сферичность не превышала 0,2 от величины допуска круглости конического отверстия, заданного в конструкторской документации на контролируемую деталь.
Чтобы сжатый воздух мог выйти из полости 11 только через сопряжение калибра 4 с коническим отверстием 91, между корпусом 1 и торцом контролируемой детали 9 установлено уплотнительное кольцо 8.
Корпус 1 с пружиной 2, штангой 3, подводящим штуцером 5, уплотнительным кольцом 8, краном 7 и гибкими шлангами 10 составляют систему подачи сжатого воздуха к контролируемой поверхности. Манометр 6 и секундомер образуют отсчетное устройство.
Продолжительность изменения давления в полости 11 от начального значения до заданного нормируется и определяется для конкретного значения объема полости 11. С изменением конструкции и размеров корпуса 1, связанного, например, с применением предлагаемых способа и устройства для его осуществления для деталей с коническими отверстиями других размеров, необходимо корректировать задаваемое значение продолжительности изменения давления.
Конструкция манометра 6, секундомера, крана 7 не является предметом охраны по настоящей заявке.
Предлагаемый способ контроля конических отверстий осуществляется следующим образом.
В начальный момент времени кран 7 закрыт так, что источник сжатого воздуха отключен от устройства для осуществления предлагаемого способа контроля конических отверстий.
Корпус 1 с размещенными внутри него пружиной 2. штангой 3 и калибром 4 устанавливается на контролируемую деталь 9 так, что калибр 4 занимает положение в коническом отверстии 91. Калибр 4 поджимается к коническому отверстию 91 пружиной 2 через штангу 3 с заданным усилием, определенным характеристикой пружины и посадочными размерами места для ее установки в корпусе 1.
Открывают кран 7. Сжатый воздух заполняет полость 11 в корпусе 1. Через промежуток времени, равный от 10 до 15 секунд, кран 7 закрывают, одновременно включая секундомер (на фиг. 1 не показан). Давление в полости 11 начинает падать. Фиксируют продолжительность изменения давления от первоначального значения до значения, определенного нормативным документом на выполнение операции.
Падение давления в полости 11 определяется, с одной стороны, постоянным фактором - наличием утечек воздуха в соединениях, начиная от крана 7 и до уплотнительного кольца 8. С другой стороны, падение давления в полости 11 обусловлено утечками через сопряжение калибра и контролируемой детали по запорному диаметру. Принимая форму калибра идеальной, можно считать причиной утечек через сопряжение калибра с контролируемой деталью некруглость конического отверстия в плоскости запорного диаметра. Таким образом, круглость конического отверстия оценивается косвенно, продолжительностью изменения - падения - давления от начального значения до заданного.
Расположение в корпусе 1 полости 11, в которой изменяется давление воздуха, над контролируемой конической поверхностью позволяет выполнять контроль каждого конического отверстия в детали без глушения остальных отверстий, так как падение давления регистрируется только для одного отверстия.
Технический результат применения предлагаемого способа контроля конических отверстий и устройства для его осуществления заключается в упрощении процедуры контроля круглости конических отверстий и необходимого для этого оборудования, отказе от применения специально изготовленных калибров или эталонов для контролируемых поверхностей, отсутствии необходимости точного выставления детали для выполнения контроля и, соответственно, сокращении продолжительности контрольной операции, снижении требований к уровню квалификации персонала, уменьшении себестоимости изготовления деталей.
Предлагаемый способ контроля конических отверстий и устройство для его осуществления могут быть применены для конических отверстий большинства деталей топливной аппаратуры, применяемых в соединениях с топливопроводами по ГОСТ 85193 «Топливопроводы высокого давления дизелей и их соединения. Общие технические условия», в том числе штуцеров форсунок, топливных насосов, гидравлических аккумуляторов.
Пример осуществления способа
Выполняли контроль конических отверстий в гидравлическом аккумуляторе топливной системы Common Rail двигателя КАМА3-740.
При традиционном инструментальном контроле гидравлический аккумулятор устанавливают на координатно-измерительную машину. Гидравлический аккумулятор устанавливают в призме на стол координатно-измерительной машины. Необходимо весьма точно выставить деталь так, чтобы оси штуцеров были направлены вертикально. Щуп координатно-измерительной машины касается торцовой поверхности штуцера и обкатывается по коническому отверстию в двух параллельных сечениях, расположенных на максимальном расстоянии друг от друга. Это необходимо для построения виртуальной оси конического отверстия. После этого щуп опускается на расстояние от торца штуцера, на котором, по чертежу, должен быть расположен запорный диаметр, и обкатывается по нему. Процесс контроля одного конического отверстия (одного штуцера), включая выставление и закрепление детали, занимает от 10 до 13 минут, в зависимости от квалификации контролера. На гидравлических аккумуляторах, как правило, выполняют несколько штуцеров, по количеству подключаемых топливопроводов высокого давления. Например, на аккумуляторах топливной системы двигателей КАМА3-740 выполнено от пяти до шести штуцеров. Контроль всех конических отверстий (всех штуцеров) может занять, таким образом, от 50 до 78 минут.
По предлагаемому способу контроля конических отверстий, гидравлический аккумулятор устанавливали и фиксировали в зажимном приспособлении. В качестве источника сжатого воздуха использовали внутризаводскую сеть.
Корпус устройства устанавливали на штуцер с коническим отверстием, которое необходимо было контролировать, с упором в торец за штуцером и зажимали струбциной. Угол конуса отверстия, по конструкторской документации, составляет 60O+30'.
В качестве калибра использовали стальной шарик 8,731 G20 ГОСТ 3722. Сферичность шарика этой степени точности, по ГОСТ 3722, составляет 0,5 мкм. Круглость конических отверстий контролируемой детали - аккумулятора топливной системы - по конструкторской документации, составляет 0,03 мм. Диаметр шарика был подобран из условия соответствия диаметра окружности, по которой шарик контактирует с проверяемой деталью, запорному диаметру. При этом нет необходимости отмерять и выдерживать расстояние от торца штуцера, на который выходит коническое отверстие, до плоскости запорного диаметра: размер получается автоматически в сопряжении шарика с конусом.
Кран, разобщающий устройство и источник сжатого воздуха открывали и закрывали вручную. Давление измеряли деформационным образцовым манометром «МО» модели 11202. Начальное значение давления составляло 5,5 кг/см2, заданное значение давления составляло 3,5 кг/см2. Продолжительность изменения давления от начального до заданного значения измеряли механическим секундомером типа «СОПпр».
Время контроля одного конического отверстия (одного штуцера) составило 45 с. Контроль всех конических отверстий - на проверяемой детали их было шесть - потребовал 6,5 минут
В настоящее время рассматривается вопрос внедрения предлагаемого способа контроля конических отверстий в серийном производстве деталей топливной аппаратуры на Алтайском заводе прецизионных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2021 |
|
RU2791844C1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| СПОСОБ ИЗМЕРЕНИЯ ИЗНОСА КАНАЛА СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2368885C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2017 |
|
RU2681695C1 |
| КОНЦЕВОЙ КРАН | 2006 |
|
RU2301165C1 |
| УСТАНОВКА ДЛЯ КОНТРОЛЯ МАНЖЕТ | 1973 |
|
SU373562A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ДЕТАЛЕЙ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ И ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА ДВИГАТЕЛЯ | 2019 |
|
RU2715132C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАСХОДА ТОПЛИВА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2021 |
|
RU2771653C1 |
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2029235C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОГО ПРОХОДНОГО СЕЧЕНИЯ ФОРСУНОК И ТОПЛИВОПРОВОДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2011 |
|
RU2489596C1 |

Изобретение относится к измерительной технике и может быть применено, например, для контроля круглости конических отверстий в производстве топливной аппаратуры дизельных двигателей внутреннего сгорания. Способ контроля конических отверстий включает подачу сжатого воздуха в сопряжение контролируемой детали и калибра, устанавливаемого на посадочную поверхность контролируемой детали. Оцениваемым показателем отклонения формы является круглость поверхности конического отверстия, а для оценки допустимости отклонения применяется продолжительность изменения в заданном интервале давления воздуха в полости устройства над контролируемым коническим отверстием. Устройство для осуществления способа контроля конических отверстий включает систему подачи сжатого воздуха к контролируемой поверхности, калибр и отсчетное устройство, при этом в качестве калибра применяется стальной шарик. Степень точности шарика определяется величиной допуска круглости контролируемого конического отверстия, заданного в конструкторской документации, а отсчетное устройство включает манометр и секундомер. Техническим результатом является упрощение процедуры контроля круглости конических отверстий. 2 н.п. ф-лы, 2 ил., 1 пр.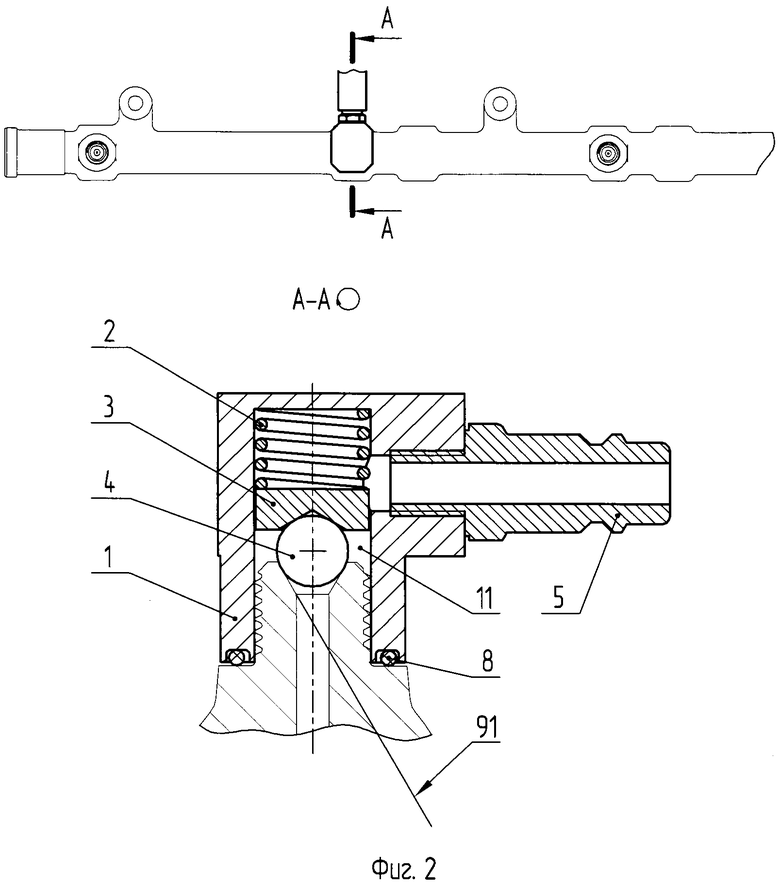
1. Способ контроля конических отверстий, включающий подачу сжатого воздуха в сопряжение контролируемой детали и калибра, устанавливаемого на посадочную поверхность контролируемой детали, отличающийся тем, что оцениваемым показателем отклонения формы является круглость поверхности конического отверстия, а для оценки допустимости отклонения применяется продолжительность изменения в заданном интервале давления воздуха в полости устройства над контролируемым коническим отверстием.
2. Устройство для осуществления способа контроля конических отверстий по п. 1, включающее систему подачи сжатого воздуха к контролируемой поверхности, калибр и отсчетное устройство, отличающееся тем, что в качестве калибра применяется стандартная деталь, например стальной шарик степени точности, определяемой величиной допуска круглости контролируемого конического отверстия, заданного в конструкторской документации, а отсчетное устройство включает манометр и секундомер.
| JP 2004138428 A, 13.05.2004 | |||
| JPH 11108646 A, 23.04.1999 | |||
| KR 1020160112038 A, 28.09.2016 | |||
| CN 206073945 U, 05.04.2017 | |||
| СПОСОБ ИЗМЕРЕНИЯ ИЗНОСА КАНАЛА СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2368885C2 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| JPS 6337206 A, 17.02.1988. | |||

