Изобретение относится к измерительной технике и может быть использовано для измерений точных отверстий втулок малого диаметра, например центраторов оптических соединителей одномодовых световодов.
Известны пневматические измерительные устройства, работающие по методу зазоров, например пневмопробки, когда площадь выходного сечения устройства, характеризующая измеряемый размер, образуется в зазоре между торцом измерительного сопла пневмопробки и поверхностью измеряемой детали, а регистрируемой величиной является давление воздуха в этом зазоре, преобразуемое в показания отсчетного устройства [1].
Недостатком известных измерительных устройств при измерениях отверстий малого диаметра является наличие существенных погрешностей измерения из-за контроля размера отверстия в дискретном наборе зон на его поверхности.
Известно пневматическое измерительное устройство, также работающее по методу зазоров, в котором, однако, площадь выходного сечения устройства образуется между поверхностью измеряемой детали и поверхностью измерительной головки, представляющей собой калиброванный стальной шарик, свободно расположенный на торце магнитного стержня [2].
Недостатком этого устройства является невысокая точность измерений в связи с наличием погрешностей изготовления и метрологической аттестации размера и формы калиброванного шарика малого диаметра, превышающих 0,5 мкм, а также в результате вибраций, вращений, поворотов и т.п. шарика в отверстии измеряемой детали, вызываемых даже кратковременными незначительными колебаниями давления воздуха в зазоре.
По этой же причине, а также из-за того, что конструкция устройства не позволяет использовать для его метрологической аттестации стандартные высокоточные образцовые кольца, имеется погрешность определения цены деления устройства, что тоже снижает точность измерений. Кроме того, устройство осуществляет измерение размера отверстия только в одном его сечении.
Целью изобретения является повышение точности измерительного устройства.
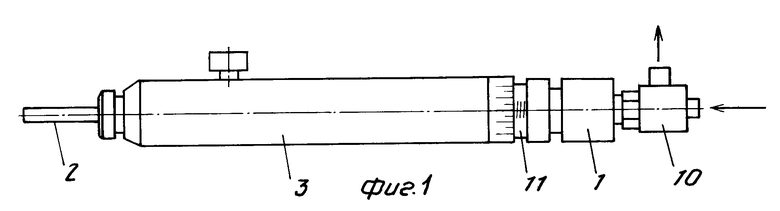
На фиг.1-3 изображено предлагаемое устройство.
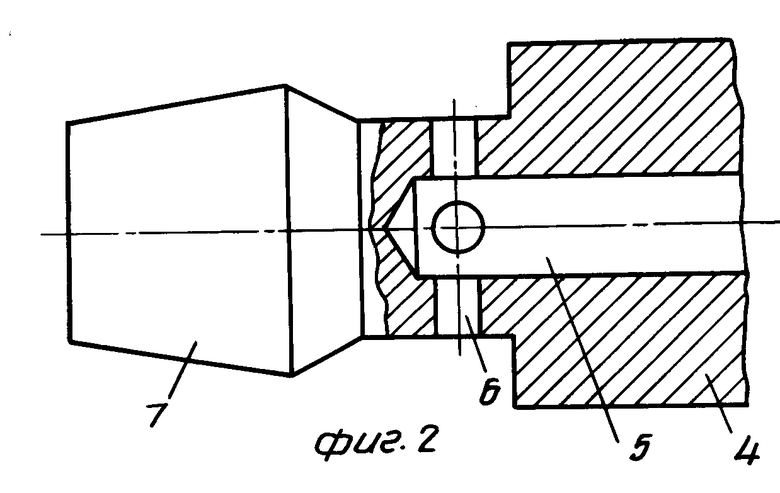
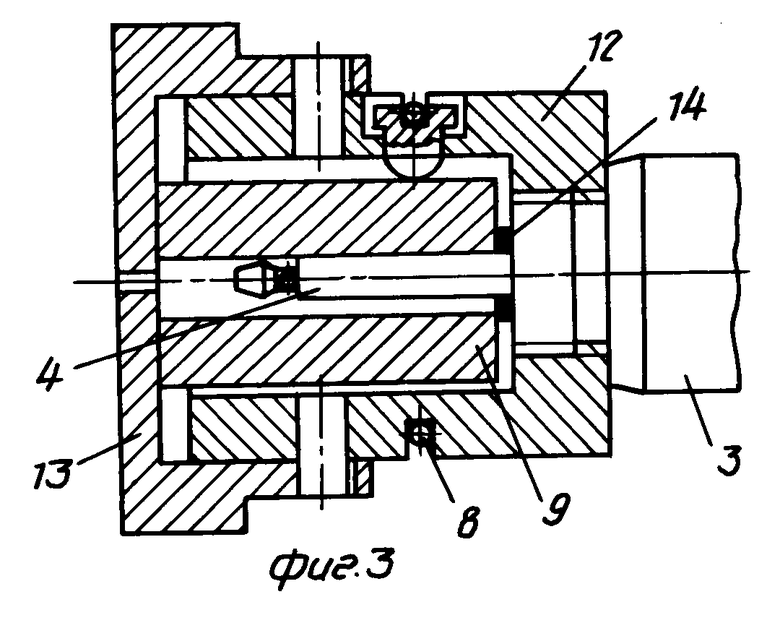
Указанная цель достигается тем, что пневматическое измерительное устройство, содержащее корпус, измерительную головку и соединенный с ней узел подачи сжатого воздуха, камеру для установки измеряемой детали и индикаторный прибор, сообщенный с узлом подачи сжатого воздуха, снабжено (фиг.1) механизмом 1 микроподачи измерительной головки 2, установленным в корпусе 3. Измерительная головка (фиг.2) выполнена в виде проходного цилиндрического калибра-пробки 4 с осевым 5 и радиальными 6 каналами и коническим наконечником 7, камера (фиг.3) - в виде втулки, охватывающей калибр-пробку с размещенными в ней упругими элементами 8 для радиального прижима детали 9 к калибру-пробке 4 и установлена на корпусе 3 с возможностью съема.
Выполнение камеры устройства съемной позволяет использовать с одной измерительной головкой камеры различных типоразмеров, что дает возможность проводить метрологическую аттестацию устройства по стандартным высокоточным образцовым кольцам, габаритные размеры которых отличаются от габаритных размеров измеряемых деталей, что повышает точность измерений.
Жесткое исполнение измерительной головки в виде калибра-пробки устраняет ее вибрации, вращения, повороты и т.п. при измерениях в отверстии детали, повышая точность измерений.
Использование в камере устройства упругих элементов и выполнение измерительной головки в виде проходного калибра-пробки позволяет за счет радиального поджима измеряемой детали к калиброванной поверхности измерительной головки осуществить постоянную, одинаковую для каждой измеряемой детали и каждого ее измеряемого сечения ориентацию выходного сечения наконечника измерительной головки в отверстии измеряемой детали относительно ее образующей, что позволяет за счет постоянства площади выходного сечения наконечника, во-первых, устранить влияние на точность измерений погрешностей изготовления и метрологической аттестации выходного сечения наконечника; во-вторых, увеличивать точность определения цены деления устройства при его метрологической аттестации, а в конечном итоге увеличить точность измерений.
Кроме того, выполнение измерительной головки в виде проходного цилиндрического калибра-пробки с коническим наконечником обеспечивает при измерении требуемую параллельность осей измерительной головки и измеряемого отверстия за счет ограничения угловых перемещений измерительной головки контактом конической поверхности калибра-пробки с поверхностью измеряемого отверстия, что также повышает точность измерений за счет предельного уменьшения изменений площади выходного сечения наконечника. Снабжение устройства механизмом микроподачи позволяет проводить измерения в разных сечениях по оси отверстия, повышая точность измерений.
Примером конкретного выполнения заявляемого устройства является конструкция нутромера пневматического мод. НП1-01 (фиг.1).
Нутромер предназначен для измерения проходных сечений отверстия D= 2,5+0,0005 мм длиной 13-0,1 мм втулки-центратора оптического соединителя одномодовых световодов и состоит из корпуса 3, съемной камеры и измерительной головки 2.
Измерительная головка выполнена в виде проходного калибра D=2,4990 мм с наконечником в виде усеченного конуса, диаметр большего основания которого 2,45 мм, меньшего 2,4 мм, высота 2,2 мм, и имеет осевой канал диаметром 1 мм, четыре радиальных канала диаметром 0,7 мм, резьбовой хвостовик для крепления в корпусе нутромера. Диаметр большего основания наконечника рассчитан по известным формулам для пневматических приборов, работающих по методу зазоров. Диаметр меньшего основания и высота конуса рассчитана из условия обеспечения требуемой параллельности осей измерительной головки и измеряемого отверстия.
Подвод сжатого воздуха давлением 0,1-0,2 МПа осуществляется от блока питания с фильтром и стабилизатором давления через узел подвода 10 в торцовой части корпуса и далее по сквозному каналу корпуса к наконечнику измерительной головки.
В корпусе размещен микровинт для перемещения измерительной головки. Отсчет перемещения производится по шкале 11, нанесенной на корпус нутромера. Нутромер укомплектован стрелочным отсчетным устройством мод. 344 (з-д "Калибр") и двумя съемными камерами, уплотняемыми по плоскости торца измеряемой детали резиновыми прокладками с помощью байонетного зажима. Одна из камер используется для метрологической аттестации и поверки нутромера по устанавливаемым в нее стандартным образцовым кольцам, другая применяется для измерений втулки центратора соединителя одномодовых световодов. Кольцо или втулка устанавливаются в камере с небольшим зазором, до 0,02 мм, для уменьшения возможной исходной непараллельности осей измеряемой детали и измерительной головки.
Измерение отверстия втулки центратора с помощью нутромера НП1-01 осуществляется следующим образом (фиг.3): включается подвод сжатого воздуха к нутромеру, камера 12 навинчивается на корпус 3 нутромера, микровинтом нутромера устанавливается требуемая глубина измерений. В камеру устанавливается измеряемая деталь 9 и прижимается упругими элементами 8 к калиброванной поверхности измерительной головки 4. Байонетным зажимом 13 измеряемая деталь поджимается к резиновым прокладкам на торце корпуса нутрометра. По шкале отсчетного устройства производится съем результатов измерений.
Метрологическая аттестация нутромера по образцовым кольцам 2-го разряда показала, что его предельная погрешность измерений не превышает 0,25 мкм, что в 2-3 раза лучше аналогичного показателя для устройства, принятого за прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| НУТРОМЕР | 2008 |
|
RU2397438C2 |
| Способ измерения диаметра отверстия | 1990 |
|
SU1755031A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРКИ И КАЛИБРОВКИ ВЕРТИКАЛЬНЫХ УГЛОВЫХ ИЗМЕРИТЕЛЬНЫХ СИСТЕМ ГЕОДЕЗИЧЕСКИХ ПРИБОРОВ | 2006 |
|
RU2349877C2 |
| Микрометрический нутромер | 1985 |
|
SU1381320A1 |
| СПОСОБ ИЗМЕРЕНИЯ ИЗНОСА КАНАЛА СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2368885C2 |
| КАЛИБР СФЕРЕЯР ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ И МЕРНЫЙ СТЕРЖЕНЬ КАЛИБРА СФЕРЕЯР ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ | 2002 |
|
RU2238519C2 |
| УСТАНОВКА ПОВЕРОЧНАЯ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ АВТОМАТИЗИРОВАННАЯ И СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВЕРТИКАЛЬНЫХ УСТАНОВОК ДЛЯ МЕТРОЛОГИЧЕСКОЙ АТТЕСТАЦИИ ДВУХ УРОВНЕМЕРОВ ОДНОВРЕМЕННО | 2012 |
|
RU2495384C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТОНКОМЕРНЫХ МАЛОУСТОЙЧИВЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333462C2 |
| УНИВЕРСАЛЬНЫЙ МЕТРОЛОГИЧЕСКИЙ ГЕОДЕЗИЧЕСКИЙ СТЕНД | 2006 |
|
RU2362978C2 |
Изобретение относится к измерительной технике и может быть использовано для измерений точных отверстий втулок малого диаметра, например центраторов оптических соединителей одномодовых световодов. Изобретение позволяет повысить точность измерений. Для этого устройство, содержащее корпус, измерительную головку и соединенный с ней узел подачи сжатого воздуха, камеру для установки измеряемой детали и индикаторный прибор, сообщенный с узлом подачи сжатого воздуха, снабжено механизмом микроподачи измерительной головки, установленным в корпусе. Измерительная головка выполнена в виде проходного цилиндрического калибра-пробки с осевым и радиальными каналами и коническим наконечником, камера в виде втулки, охватывающей калибр-пробку, с размещенными в ней упругими элементами для радиального прижима детали к калибру-пробке, и установлена на корпусе с возможностью съема. 3 ил.
ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО, содержащее корпус, измерительную головку и соединенный с ней узел подачи сжатого воздуха, камеру для установки измеряемой детали и индикаторный прибор, сообщенный с узлом подачи сжатого воздуха, отличающееся тем, что оно снабжено механизмом микроподачи измерительной головки, установленным в корпусе, измерительная головка выполнена в виде проходного цилиндрического калибра-пробки с осевым и радиальными каналами и коническим наконечником, камера выполнена в виде втулки, охватывающей калибр-пробку, с размещенными в ней упругими элементами для радиального прижима детали к калибру-пробке и установлена на корпусе с возможностью съема.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пневматический способ контроля эквивалентного диаметра осесимметричных отверстий | 1985 |
|
SU1335807A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
