1
Изобретение относится к пневматическим приборам, применяемым для контроля качества резиновых манжет пневмоспособом, и может найти применение в различных отраслях машиностроения (тракторной, автомобильной, авиационной, спецтехнике и др.)Известна установка для контроля манжет, содержащая корпус, нижнюю и верхнюю плиты, воздушные трубопроводы, блок фильтра и стабилизатора, манометры, краны и арматуру подключения к пневмосети.
Целью изобретения является повышение точности, производительности и упрощение контроля путем исключения влияния эксцентриситета внутреннего диаметра манжет относительно наружного на центровку манжет и применения автоматической центровки манжет под действием фиксаторов и направляющей конической части контрольного калибра.
В предлагаемой установке нижняя плита на верхней торцовой плоскости имеет посадочное место для манжет, выполненное в виде выточки с диаметром, большим наружного диаметра манжет, на боковой цилиндрической поверхности плиты имеются кон1ические отверстия-гнезда в виде двух конусов, соединенных меньщими основаниями, а нижней торцовой частью плита установлена на щарики с сеператором. Сепаратор с щариками от перемещения в радиальном направлении ограничен шарами, установленными в корпусе на горизонтальной плоскости. Шары, центрирующие сепаратор с шариками под нижней плитой, ограничены от перемещения в радиальном направлении с одной стороны боковой цилиндрической поверхностью сепаратора, а с другой - конической поверхностью, выполненной в корпусе с подъемом от его центра.
Верхняя плита предлагаемой установки снабжена фиксаторами, концы которых выполнены в виде конусов,, соединенных основаниями с усеченными конусами, которые меньщими основаниями, соединены со средней частью круглого сечения с диаметрами, меньшими диаметров конических отверстий-гнезд нижней плиты. Средняя часть фиксаторов заканчивается резьбовой частью, которой фиксаторы крепятся к верхней плите. Конец контрольного калибра, закрепленного в верхней плите, имеет конус с утлом раствора, равным углу раствора конуса уплотнительной кромки манжеты с ее тыльной стороны.
Такое выполнение нижней и верхней плит с фиксаторами п контрольным калибром позволяет уменьшить сопротивление центрирующему усилию, автоматизировать центровку манжет относительно калибра, до минимума
свести влияние на точность контроля эксцентриситета внутреннего диаметра манжет относительно наружного.
Процесс контроля упрощается введением в схему установки параллельно включенных пневмоэлектрических датчиков, которые снимают с оператора необходимость сравнивать показания прибора с контрольными границами.
Оператор только устанавливает манжеты свободно, без натяга, в посадочное место нижней плиты и оценивает показания световых табло «Брак или «Годная. Все вместе взятое повышает точность, производительность контроля манжет и упрощает его.
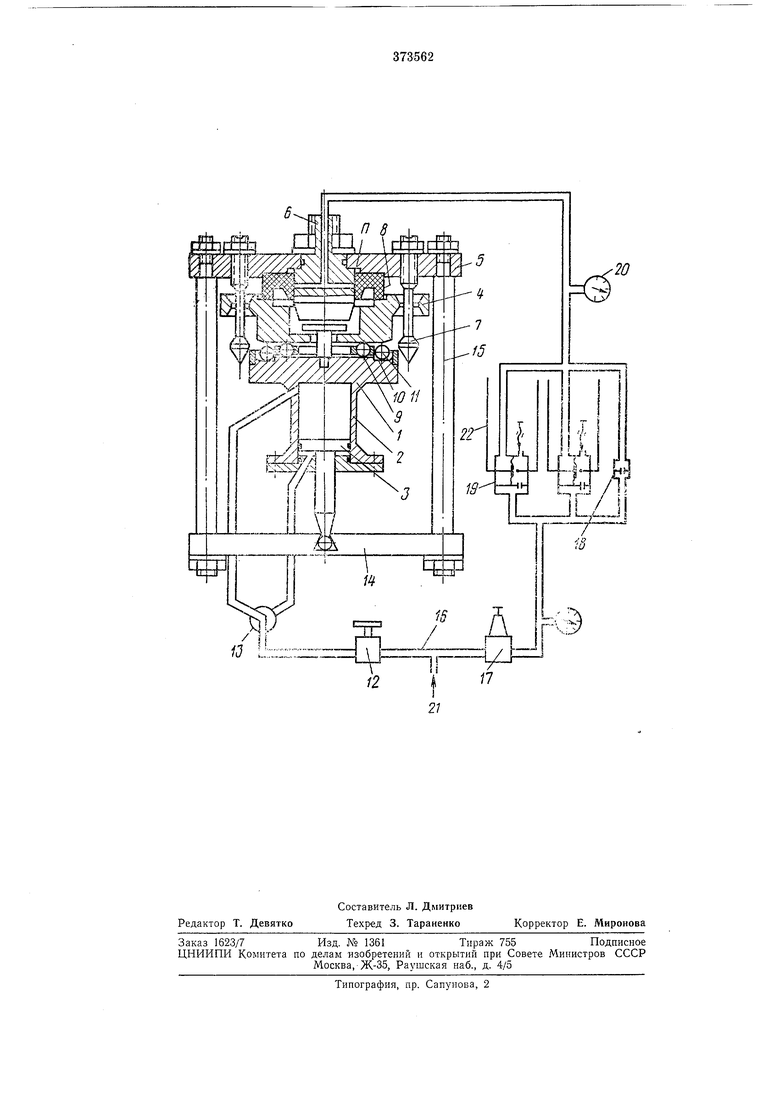
На чертеже изображена схема предлагаемой установки и продольный разрез контрольного стола.
Стол установки состоит из корпуса / с пневмоцилиндром 2 и порщнем 3, нижней и верхней плиты 4, 5 с. калибром 6 и фиксаторами 7. Нижняя плита 4 с контролируемой манжетой 8 установлена на шариках 9 с сепаратором 10. Сепаратор 10 центрируется шарами 11.
Подъем и опускание верхней плиты 5 производят путем последовательной подачи воздуха через регулятор 12, кран 13 в полости пневмоцилиндра 2, разделенные поршнем 3. Поршень 3 соединен с верхней плитой 5 перекладиной 14 и штангами 15.
Направление подачи воздуха в полость Я и пневмоцилиндр 2 показано стрелкой 21, трубопроводам 16 через блок фильтра и стабилизатора давления 17, который понижает давление и поддерживает его на постоянном уровне.
На трубопроводе 16 установлены манометры 20, пневмоэлектрические датчики 19, соединенные параллельно, и сопло 18. Электропровода 22 от контактов датчиков идут к электропанели и световым табло.
Описанная установка работает следующим образом.
К установке подводят воздух и электрический ток. Стабилизатором давления 17 устанавливают давление воздуха, необходимое для контроля эластичности или внутренних диаметров манжет. Один из датчиков 19 настраивают на минимальное значение контролируемого параметра, второй - на максимальное. Контролируемую манжету 8 устанавливают в выточку нижней плиты 4.
В верхнюю полость пневмоцилиндра 2 подают воздух, поршень 3 движется вниз и увлекает за собой верхнюю плиту 5 с калибром и фиксаторами 7.
Фиксаторы 7 входят в конические отверстия-гнезда плиты 4, предварительно центрируя манжету 8 относительно калибра 6. Центровка производится с точностью, равной
зазору между наружным диаметром контролируемой манжеты 8 и выточкой посадочного места нижней плиты 4.
При подходе конусной части контрольного калибра 6 к тыльной торцовой части манжеты 8 конические концы фиксаторов 7 выходят из гнезд нижней плиты 4 и освобождают ее. Плита 4 получает возможность перемещаться на шариках 9 в любом радиальном
направлении в горизонтальной плоскости на величину зазора между цилиндрической средней частью фиксаторов 7 и внутренней цилиндрической поверхностью конических отверстий-гнезд. Окончательная центровка манжеты 8 происходит под действием сил, возникающих между коническими поверхностями уплотнительной кромки и калибра. После опускания верхней плиты 5 в полости Я устанавливается давление воздуха, которое в
случае контроля эластичности определяется упругими свойствами уплотнительной кромки, а в случае контроля внутренних диаметров определяется прохождением или непрохождеиием воздуха через соединение «уплотнительная кромка - контрольный калибр. Этс давление воздуха в полости Я замыкает или размыкает электрические контакты в соответствующих датчиках 19, что, в свою очередь, включает световое табло «Брак или «Годпая.
Предмет изобретения
1. Установка для контроля манжет, по размерам впутрепнего диаметра и эластичности уплотнительной кромки, содержащая корпус, нижнюю и верхнюю плиты с контрольным калибром, воздущные трубопроводы, блок фильтра и стабилизатора, манометры, краны
и арматуру подключения к пневмосети, отличающаяся тем, что, с целью автоматической центровки манжет относительно контрольного калибра, верхняя плита снабжена фиксаторами, коицы которых, входящие в конические
отверстия нижней плиты, выполнены в виде двух конусов с общим основанием, а конец контрольного калибра, входящего в манжету и центрирующий ее при опускании верхней плиты, имеет конус с углом раствора, равным
углу раствора конуса уплотнительной кромки с тыльной стороны манжеты.
2. Установка по п. 1, отличающаяся тем, что, с целью исключения влияния на центровку манжеты эксцентриситета ее наружного
диаметра, в нижней плите выполнено посадочное место в виде выточки с диаметром, большим наружного диаметра манжеты, а плита установлена на шарики с сепаратором, который по периметру ограничен рядом шаров, размещенных в выемке корпуса.
20
/-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки полых изделий | 1981 |
|
SU969355A1 |
| Автомат для контроля и сортировкигНЕзд шТЕпСЕльНыХ РАз'ЕМОВ | 1979 |
|
SU820912A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2021 |
|
RU2791844C1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| ПАКЕР С РАСШИРЯЕМЫМ ПАТРУБКОМ ДЛЯ РАЗОБЩЕНИЯ И ГЕРМЕТИЗАЦИИ ЭКСПЛУАТАЦИОННОЙ КОЛОННЫ | 2015 |
|
RU2582613C1 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕМНОГО СОЕДИНЕНИЯ ДВУХ ДЕТАЛЕЙ | 2006 |
|
RU2414334C2 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| КЛАПАННЫЙ УЗЕЛ НАСОСА | 2003 |
|
RU2241887C1 |
| Установка для устьевого и скважинного тампонирования | 2024 |
|
RU2831686C1 |
| "ОСНАСТКА ПРЯМОГО ЦЕМЕНТИРОВАНИЯ ОБСАДНОЙ КОЛОННЫ С ОБРАТНЫМ КЛАПАНОМ" | 2014 |
|
RU2571469C1 |