ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области упаковки порошков. В частности, настоящее изобретение относится к системе для дозирования и отделения прессованных порошков. Настоящее изобретение также относится к способу отделения прессованных порошков.
УРОВЕНЬ ТЕХНИКИ
Упаковки, содержащие порошкообразные материалы, такие как, например, мука, присутствуют на рынке в огромных количествах. В промышленных масштабах используют шнековые конвейеры для подачи порошкообразного материала внутрь упаковки, в которой он будет размещен. Оптимизация процесса наполнения таких упаковок является сложной задачей, поскольку порошкообразный материал содержит внутри определенное количество воздуха, который, таким образом, увеличивает его объем и усложняет его точное взвешивание.
Во многих случаях в системах подачи необходимо удалить воздух из продукта, подлежащего дозированию. Удаление воздуха может действительно обеспечить уменьшение объема продукта (одинаковой массы), подлежащего подаче. Кроме того, удаление воздуха из продукта, подлежащего дозированию, позволяет сохранять органолептические свойства продукта на протяжении более длительного времени и, следовательно, позволяет продлить срок годности продукта посредством предотвращения, например, процесса окисления. Поэтому для этой цели в пищевой промышленности часто используют горизонтальные и вертикальные деаэраторы. Процесс деаэрации обеспечивает возможность удаления воздуха, включенного в порошок, и, следовательно, обеспечивает возможность получения более тяжелых упаковок при одинаковом объеме. Принцип действия основан на непрерывном извлечении воздуха, находящегося при обычных условиях между частицами продукта, посредством создания вакуума внутри трубки для подачи порошков внутрь машины. Таким образом, посредством этой технологии решена задача упаковки даже очень легких и очень летучих порошков. Однако такое решение не решает задачу точного дозирования. Одна из главных причин связана с тем, что, поскольку порошки являются прессованными, по окончании вращения шнекового конвейера часть прессованных порошков остается связанной на выпускном отверстии вследствие высокой степени прессования. Следовательно, образуются ошибки в дозировании количества порошков, выходящих из шнекового конвейера. Для решения этой задачи в уровне техники предложено ограничить степень прессования порошков. Однако это не является желательным, так как описанные выше преимущества ограничены высокой степенью прессования упакованных порошков.
Кроме того, из уровня техники известен документ уровня техники JP 2004276956 А, раскрывающий способ частичного удаления спрессованных порошков на выпускном отверстии трубки, в которой расположен шнековый конвейер. Это происходит вследствие того, что, как описано в этом документе, укрупнение порошков на наружном крае может приводить к ошибке в дозировании при падении этого агломерированного материала в упаковку под действием силы тяжести.
Однако система, предложенная в этом документе, не решает вопроса точного измерения количества порошков, подаваемых в упаковки. Одна из основных причин может быть очевидна из чертежей, на которых явно показано наличие пространства D между выпускным отверстием трубки 21а и средствами 40, 51, 54 отделения. Это пространство, как описано в этом документе, является необходимым для предотвращения контакта средств отделения с выпускным отверстием трубки вследствие, например, вибраций, создаваемых во время вращения.
Следовательно, существенное неблагоприятное последствие наличия этого пространства D заключается в потере порошков, происходящей в радиальном направлении к наружной стороне через пространство D. Это приводит в невозможности подачи порошков с предельной точностью дозирования внутрь упаковок. Следовательно, система, описанная в этом документе, обеспечивает только частичную возможность решения проблемы дозирования, лишь частично предотвращая то, что большие количества порошков, накапливаемых за пределами отверстия трубки, могут падать в упаковки.
Следовательно, ввиду вышеописанного, настоящее изобретение решает задачу обеспечения возможности упаковки прессованных порошков с высокой точностью дозирования продукта и, вместе с тем, с высокой степенью прессования.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение основано на идее отделения порошков, выходящих из системы дозирования, и, таким образом, обеспечения возможности управления дозированием продукта с высокой точностью.
Если не указано обратное, в настоящем изобретении термины «выше», «ниже», «нижний» и «верхний» относятся к состоянию различных элементов при рассмотрении на виде в разрезе готовой конструкции упаковочной системы, в которой упаковка занимает крайний нижний уровень.
В соответствии с вариантом реализации настоящего изобретения предложена система для упаковки порошков, содержащая первую трубку, содержащую шнековый конвейер, выполненный с возможностью вращения вокруг оси внутри первой трубки так, что обеспечена возможность подачи порошка по направлению к выпускному отверстию первой трубки, причем система содержит поворотный терминал рядом с выпускным отверстием первой трубки, содержащий средства отделения, выполненные с возможностью отделения прессованных порошков, выходящих из первой трубки, при повороте поворотного терминала, причем поворотный терминал расположен с обеспечением контакта с концом первой трубки, задающим выпускное отверстие. Это решение является особенно преимущественным, поскольку оно обеспечивает возможность отделения порошков, выходящих из первой трубки, и более точного дозирования продукта, выходящего из шнекового конвейера. Вследствие высокой степени прессования и/или разрежения внутри первой трубки, часть порошков, выходящих из первой трубки, остается связанной с ней и не отделяется под действием силы тяжести. Следовательно, посредством средств отделения обеспечивается возможность высокоточного отделения количества прессованного порошка, подлежащего введению в упаковку, расположенную у выпускного отверстия первой трубки. Кроме того, благодаря тому, что отделение порошков обеспечивается посредством поворота поворотного терминала, вышеуказанное решение исключает необходимость использования средств отделения, расположенных снаружи, которые занимали бы намного больше пространства. Кроме того, в свете того, что поворотный терминал расположен таким образом, чтобы контактировать с концом первой трубки, фактически обеспечивается возможность очень устойчивой системы отделения, так как, например, в случае подверженности первой трубки вибрациям вследствие вращения шнекового конвейера, контакт между указанными двумя элементами предотвращает повреждение, которое возникло бы при соударении этих двух элементов друг о друга. Другое преимущество заключается в возможности задания непрерывного пути порошков без их рассеивания. По существу, например, в случае, когда поворотный терминал имеет отверстие, порошки, выходящие из первой трубки, проходят непосредственно внутрь отверстия поворотного терминала без их ошибочной подачи по направлению к наружной стороне вследствие пространства между выпускным отверстием первой трубки и поворотным терминалом.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой первая трубка расположена внутри второй трубки, причем вторая трубка выполнена с возможностью поворота вокруг первой трубки, при этом поворотный терминал соединен со второй трубкой для поворота с ней. Это обеспечивает возможность управления поворотом поворотного терминала и, следовательно, средств отделения, содержащихся внутри него, посредством поворота второй трубки. Это решение является особенно преимущественным, так как оно обеспечивает возможность регулирования поворота средств отделения на любой точке второй трубки. Следовательно, таким образом обеспечивается возможность регулирования поворота в положении, также находящемся на расстоянии от средств отделения, и таким образом без задействования средств отделения. Кроме того, вторая трубка может быть заменена любой другой конструкцией, выполненной с возможностью соединения поворотного терминала с верхним фланцем, такой как, например, решетка. Другая альтернатива представлена системой стержней, выполненной с возможностью механического соединения поворотного терминала с верхним фланцем.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой первая трубка и вторая трубка являются соосными. Это решение является особенно преимущественным, так как оно обеспечивает возможность реализации особенно компактной системы вследствие того, что она образована двумя соосными трубками, как указано выше.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой средства отделения представляют собой множество проволок, расположенных в виде вентилятора. Это решение является особенно преимущественным, так как оно обеспечивает возможность отделения прессованных порошков путем осуществления поворота поворотного терминала, и при этом отсутствует необходимость возвращения поворотного терминала в исходное положение после осуществления указанного отделения.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой центр вентилятора совпадает с осью первой трубки. Это решение является особенно преимущественным, так как оно обеспечивает возможность симметричного отделения и, следовательно, реализации средств отделения, занимающих размер пространства, который может быть уменьшен настолько, что их диаметр равняется диаметру первой трубки.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой поворотный терминал содержит кольцевую конструкцию, которая соединена со второй трубкой, предпочтительно с возможностью отсоединения, с обеспечением возможности поворота с ней, причем средства отделения прикреплены к кольцевой конструкции. Это решение является особенно преимущественным, так как оно обеспечивает возможность наличия поворотного терминала, который может быть предпочтительно заменен в соответствии с потребностями пользователя. Кроме того, возможность его отсоединения и замены исключает необходимость обязательной разборки второй трубки каждый раз, когда поворотный терминал подлежит замене. Кроме того, кольцевая конструкция обеспечивает получение особенно устойчивой конструкции для отделения.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, также содержащая вертикальную упаковочную машину, содержащую формующую трубку, выполненную с возможностью размещения пленки, поступающей с катушки; при этом формующая трубка содержит внутри себя первую трубку. Это решение является особенно преимущественным, так как оно обеспечивает возможность получения системы для упаковки порошков, характеризующейся высокой скоростью упаковки благодаря вертикальной упаковочной машине и высокой точностью дозирования порошков, выходящих из первой трубки, благодаря средствам отделения.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой первая трубка и формующая трубка являются соосными. Это решение является особенно преимущественным, так как оно обеспечивает возможность получения системы для упаковки прессованных порошков, содержащей три соосные трубки и, следовательно, симметричные и в особенной степени компактные. Такая система обеспечивает возможность эффективного отделения порошков и подачи указанных выше порошков внутрь упаковок, изготовленных посредством такой вертикальной упаковочной машины.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой поворотный терминал содержит внутреннее отверстие, являющееся соосным с первой трубкой так, что обеспечена возможность подачи порошков через указанное отверстие; при этом средства отделения расположены внутри отверстия. Это решение обеспечивает возможность получения средств отделения, вокруг которых подают прессованные порошки. Это также обеспечивает возможность получения средств отделения, находящихся в непосредственном контакте с прессованными порошками и, следовательно, обеспечивает возможность эффективного отделения указанных порошков. Кроме того, это решение также исключает необходимость использования средств отделения, расположенных снаружи и, следовательно, занимающих больше пространства.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой максимальный диаметр внутреннего отверстия поворотного терминала равен внутреннему диаметру указанной первой трубки.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой внутреннее отверстие поворотного терминала имеет цилиндрическую форму, причем ось цилиндра совпадает с осью шнекового конвейера. Это решение имеет преимущество наличия постоянного сечения, через которое подают прессованные порошки, таким образом исключая проблемы заторов.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой внутреннее отверстие поворотного терминала имеет форму усеченного конуса, причем ось конуса совпадает с осью шнекового конвейера. Это решение обеспечивает возможность уменьшения проходного сечения прессованных порошков и, следовательно, направления их к центру конуса.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой диаметр внутреннего отверстия поворотного терминала на выпускном отверстии первой трубки равен внутреннему диаметру первой трубки на указанном выпускном отверстии. Это решение является особенно преимущественным, так как путем сочетания того, что поворотный терминал контактирует с выпускным отверстием первой трубки, и того, что диаметр трубки на выпускном отверстии равен внутреннему диаметру отверстия поворотного терминала, фактически обеспечивается возможность получения эффективной подачи порошков внутрь поворотного терминала без затруднения прохода для порошков или их рассеивания. Действительно, в случае большего диаметра отверстия, это определенным образом привело бы к рассеиванию порошков. С другой стороны, в случае меньшего диаметра отверстия, подача порошков была бы затруднена вследствие выступа, который образовался бы между выпускным отверстием трубки и отверстием поворотного терминала.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, содержащая формующую трубку, которая содержит вторую трубку, при этом формующая трубка имеет по меньшей мере одно отверстие, предназначенное для нагнетания газа внутрь зазора между формующей трубкой и второй трубкой. Такое решение имеет два особых преимущества: первое связано с обеспечением возможности компенсации разрежения внутри упаковки, что предотвращает ее возможное повреждение, а второе преимущество связано с возможностью охлаждения трубок путем введения особенно холодного газа. Введение особенно холодного газа является особенно преимущественным, так как температура внутри упаковочной системы стремится к повышению вследствие трения, прикладываемого прессованными порошками со шнековым конвейером и внутренней стенкой первой трубки.
В соответствии с другим вариантом реализации настоящего изобретения предложена система для упаковки порошков, в которой рядом с верхним краем формующей трубки расположено отверстие, предназначенное для нагнетания газа внутрь зазора между формующей трубкой и второй трубкой. Эта особенность является особенно преимущественной, так как она позволяет исключить препятствование разматыванию катушки на наружной поверхности формующей трубки.
В соответствии с другим вариантом реализации изобретения предложен способ упаковки прессованных порошков в системе, подающей порошки через первую трубку по направлению к выпускному отверстию первой трубки, при этом указанный способ включает следующий этап:
а) отделение прессованных порошков, выходящих из первой трубки, посредством поворота поворотного терминала, содержащего внутренние средства отделения и расположенного рядом с выпускным отверстием.
Этот способ является особенно преимущественным, так как он обеспечивает возможность отделения порошков, выходящих из первой трубки и обеспечения более точного дозирования продукта, выходящего из шнекового конвейера. Вследствие высокой степени прессования и/или разрежения внутри первой трубки часть порошков, выходящих из первой трубки, остается связанной с ней и не отделяется под действием силы тяжести. Следовательно, посредством средств отделения обеспечивается возможность отделения с высокой точностью количества прессованного порошка, подлежащего введению в упаковку, расположенную у выпускного отверстия первой трубки. Кроме того, ввиду того, что порошки отделяют непосредственно на выпускном отверстии первой трубки, обеспечивается возможность отделения порошков непосредственно на выпускном отверстии первой трубки без риска рассеивания порошков каким либо образом. Действительно, если бы отделение порошков осуществляли на определенном расстоянии от первой трубки, они бы могли частично подаваться по направлению наружу и могли в некоторой степени рассеиваться.
В соответствии с другим вариантом реализации настоящего изобретения предложен способ, в котором во время этапа а) поворотный терминал находится в непосредственном контакте с концом первой трубки, который задает выпускное отверстие. Это решение является особенно преимущественным вследствие того, что поворотный терминал поворачивают таким образом, чтобы он контактировал с концом первой трубки, при этом фактически обеспечивается возможность получения очень устойчивой системы отделения. Например, в случае, где первая трубка подвергается вибрациям вследствие вращения шнекового конвейера, наличие контакта между указанными двумя элементами позволяет предотвратить повреждение, которое возникло бы при ударении указанных двух элементов друг о друга. Другое преимущество заключается в возможности задания непрерывного пути порошков без их рассеивания. По существу, например, в случае, в котором поворотный терминал имеет отверстие, порошки, выходящие из первой трубки, проходят непосредственно внутрь отверстия поворотного терминала без возможности, например, их ошибочной подачи по направлению к наружной стороне вследствие зазора между выпускным отверстием первой трубки и поворотным терминалом.
В соответствии с другим вариантом реализации настоящего изобретения предложен способ упаковки прессованных порошков, в котором поворот поворотного терминала обеспечен посредством поворота второй трубки вокруг своей оси, причем первая трубка содержится во второй трубке, при этом поворотный терминал соединен со второй трубкой. Это обеспечивает возможность управления поворотом поворотного терминала и, следовательно, средств отделения, содержащихся в нем, посредством поворота второй трубки. Это решение является особенно преимущественным, так как оно обеспечивает возможность управления поворотом средств отделения в любой точке указанной второй трубки. Следовательно, таким образом обеспечивается возможность регулирования поворота в положении, находящемся на расстоянии от средств отделения, и, следовательно, без помех для средств отделения.
В соответствии с другим вариантом реализации настоящего изобретения предложен способ упаковки прессованных порошков, также включающий этап формирования контейнеров посредством вертикальной упаковочной машины так, что обеспечена подача прессованных порошков внутрь контейнеров, при этом вертикальная упаковочная машина содержит формующую трубку, вокруг которой размещают пленку, поступающую с катушки. Это решение является особенно преимущественным, так как оно обеспечивает возможность получения способа упаковки порошков, характеризующегося высокой скоростью упаковки благодаря вертикальной упаковочной машине и высокой точностью дозирования порошков, выходящих из первой трубки, благодаря средствам отделения.
В соответствии с другим вариантом реализации настоящего изобретения предложен способ упаковки прессованных порошков, также включающий этап введения газа в зазор, образованный между формующей трубкой и второй трубкой, через отверстие формующей трубки для компенсации внутреннего разрежения контейнеров. Это решение имеет два особых преимущества: первое относится к возможности компенсации разрежения внутри упаковки и предотвращению ее возможного повреждения, а второе преимущество относится к возможности охлаждения трубок путем введения особенно холодного газа.
В соответствии с другим вариантом реализации настоящего изобретения предложен способ упаковки прессованных порошков, в котором вводимый газ является инертным газом, например, азотом. Это обеспечивает возможность введения инертного газа, который не ухудшает свойства продукта, и, следовательно, получения упаковок, содержащих очень небольшое количество кислорода. Таким образом, обеспечивается поддержание органолептических свойств упакованного продукта на протяжении длительного времени.
В соответствии с другим вариантом реализации настоящего изобретения предложен способ упаковки прессованных порошков, в котором поворотный терминал поворачивают на угол, превышающий угловое расстояние между двумя средствами отделения или равный ему.
В соответствии с другим вариантом реализации настоящего изобретения предложен способ упаковки прессованных порошков, в котором этап наполнения упаковки осуществляют одновременно с этапом отделения предварительно наполненной упаковки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение будет описано со ссылкой на прилагаемые чертежи, на которых одинаковые цифровые обозначения и/или символы относятся к одинаковым деталям и/или подобным, и/или соответствующим деталям системы.
На фиг. 1 схематически показан трехмерный вид системы для упаковки прессованных порошков в соответствии с вариантом реализации настоящего изобретения;
На фиг. 2 схематически показан вид в разрезе системы упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
На фиг. 3 схематически показан трехмерный вид системы для упаковки прессованных порошков в соответствии с вариантом реализации настоящего изобретения;
На фиг. 4 а, b, с, d схематически изображены разные разновидности поворотного терминала в соответствии с разными вариантами реализации настоящего изобретения;
На фиг. 5 схематически показан вид в разрезе системы упаковки порошков в момент наполнения агрегата порошками в соответствии с вариантом реализации настоящего изобретения;
На фиг. 6 схематически изображен начальный этап наполнения упаковки в системе упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
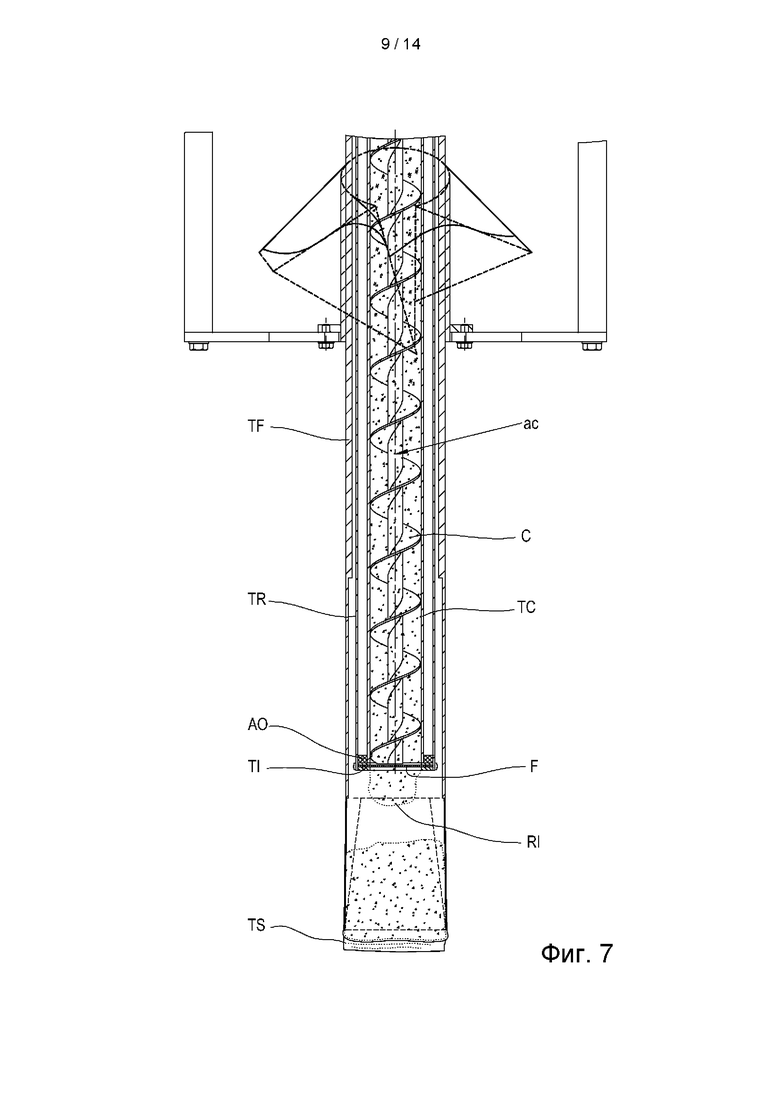
На фиг. 7 схематически изображен этап остановки шнекового конвейера в положении, в котором упаковка наполнена наполовину, в системе упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
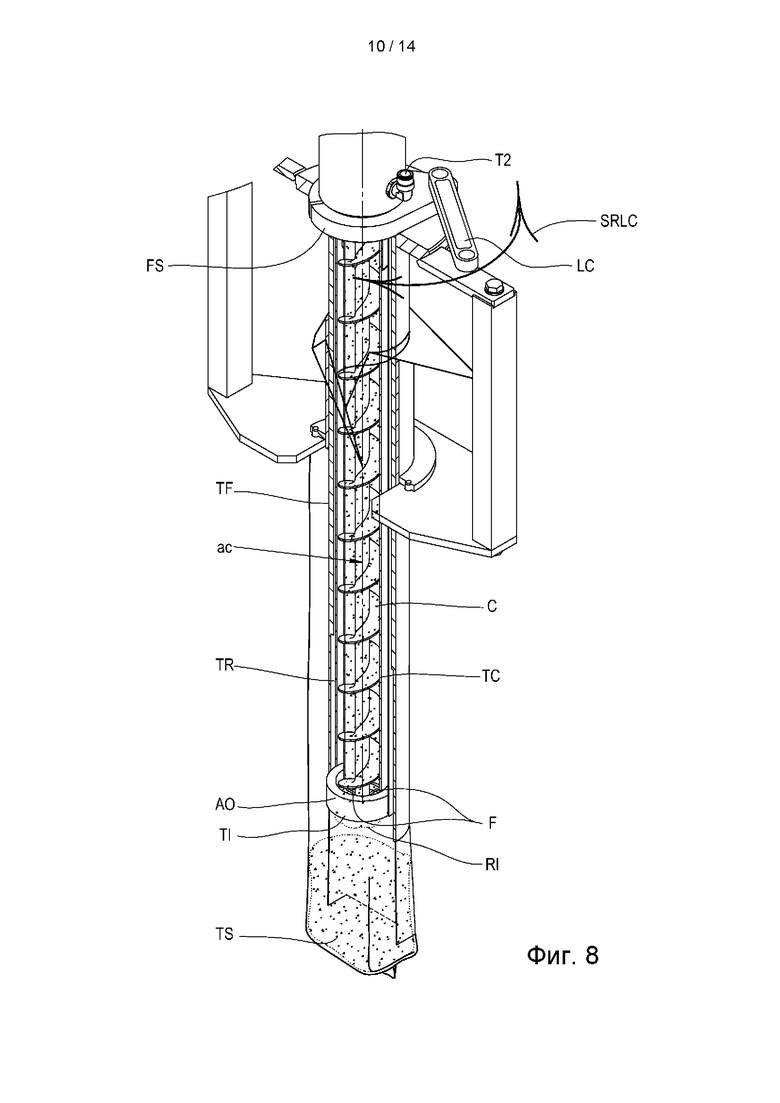
На фиг. 8 показан трехмерный вид этапа остановки шнекового конвейера в положении, в котором упаковка наполнена наполовину, в системе упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
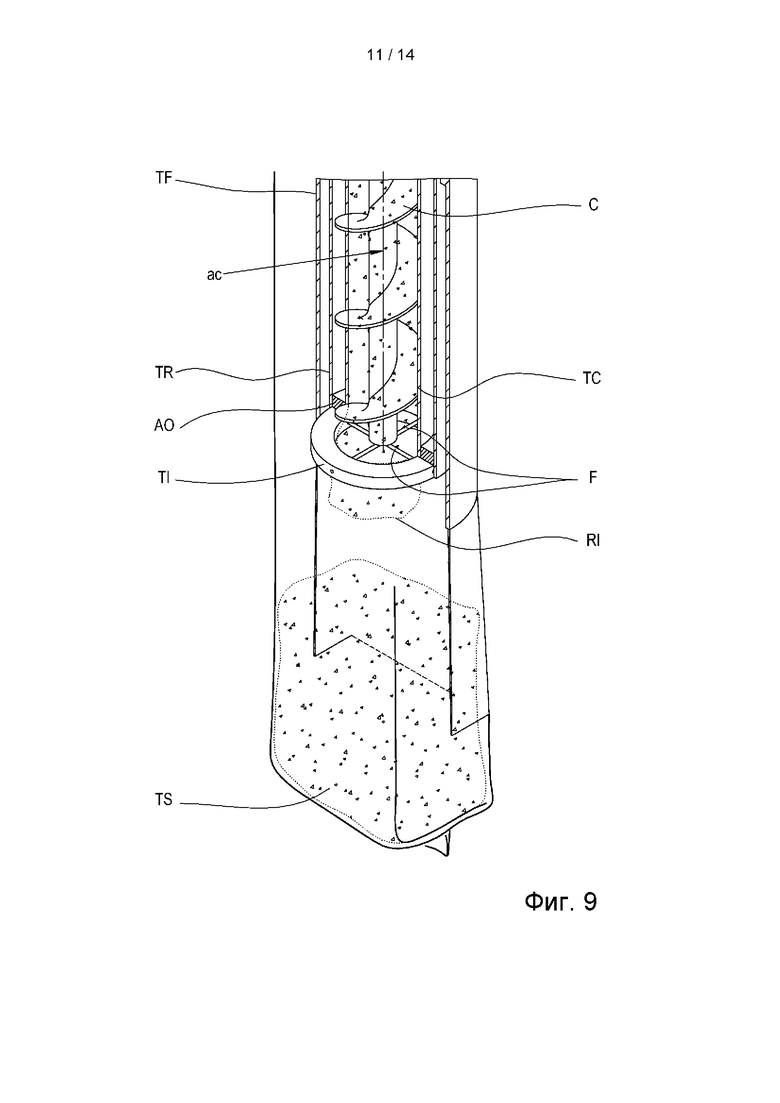
На фиг. 9 показан трехмерный вид остановки шнекового конвейера в положении, в котором упаковка наполнена наполовину, в системе упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
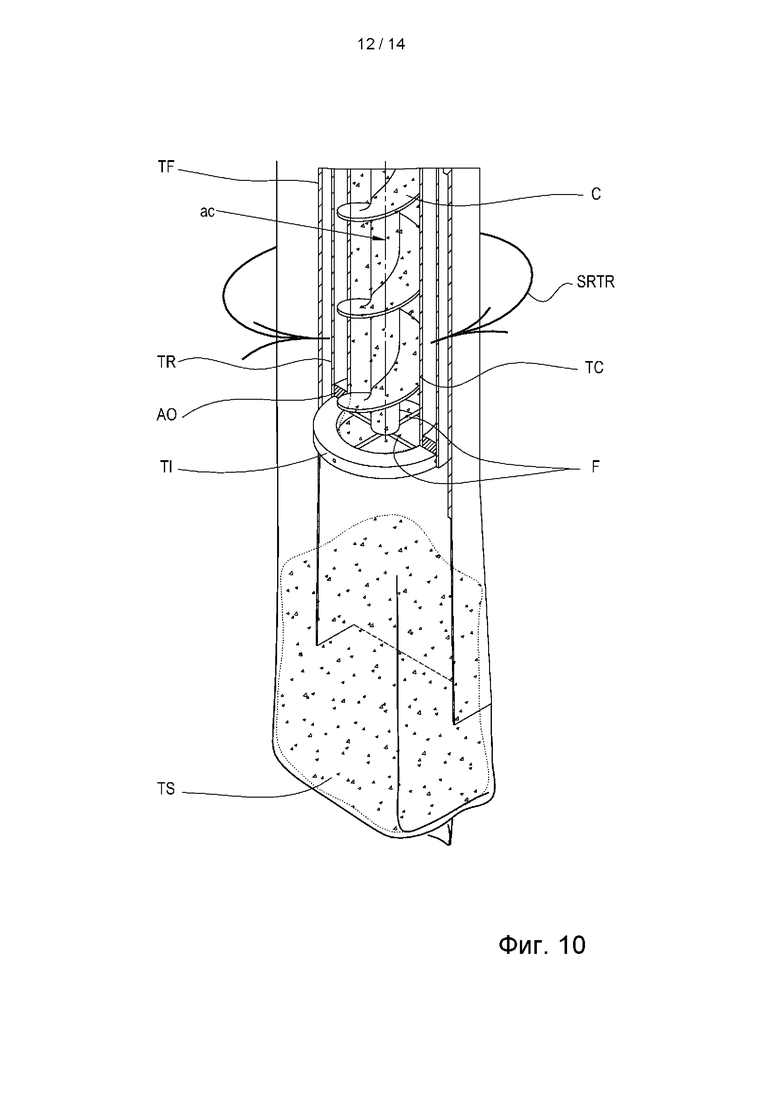
На фиг. 10 показан трехмерный вид этапа поворота второй трубки, к которой прикреплен поворотный терминал в соответствии с вариантом реализации настоящего изобретения;
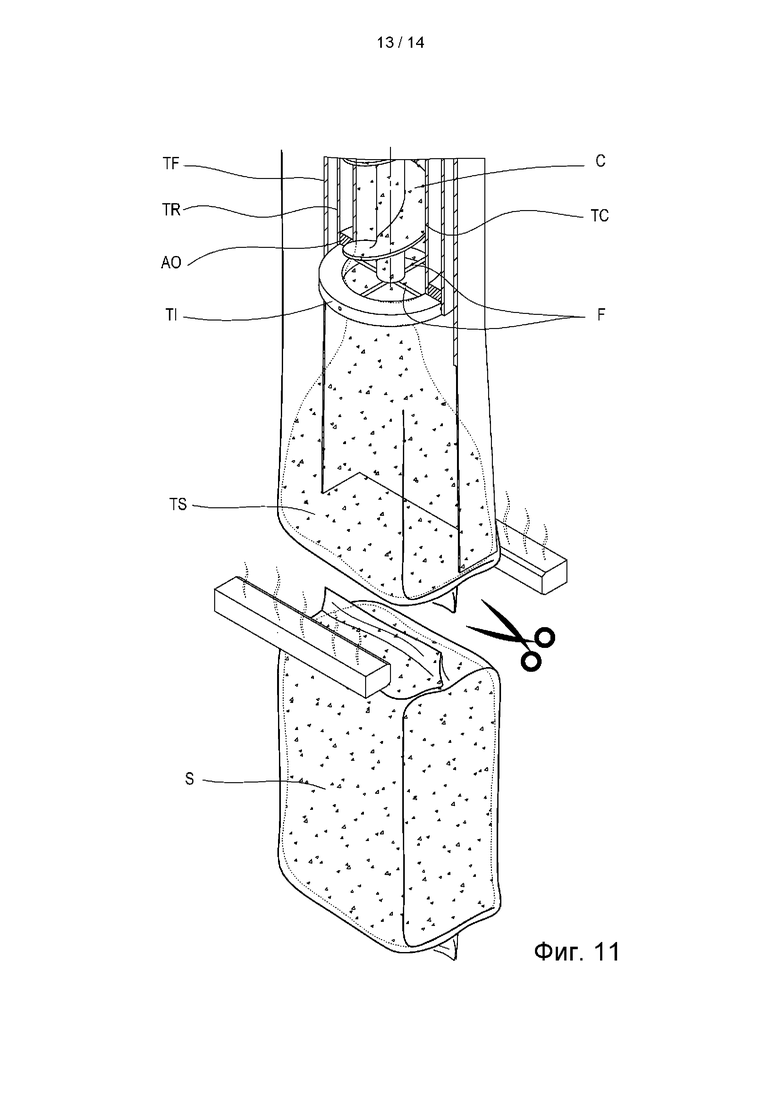
На фиг. 11 показан трехмерный вид завершения формирования упаковки сваркой и отрезанием, и начала наполнения новой упаковки в соответствии с вариантом реализации настоящего изобретения;
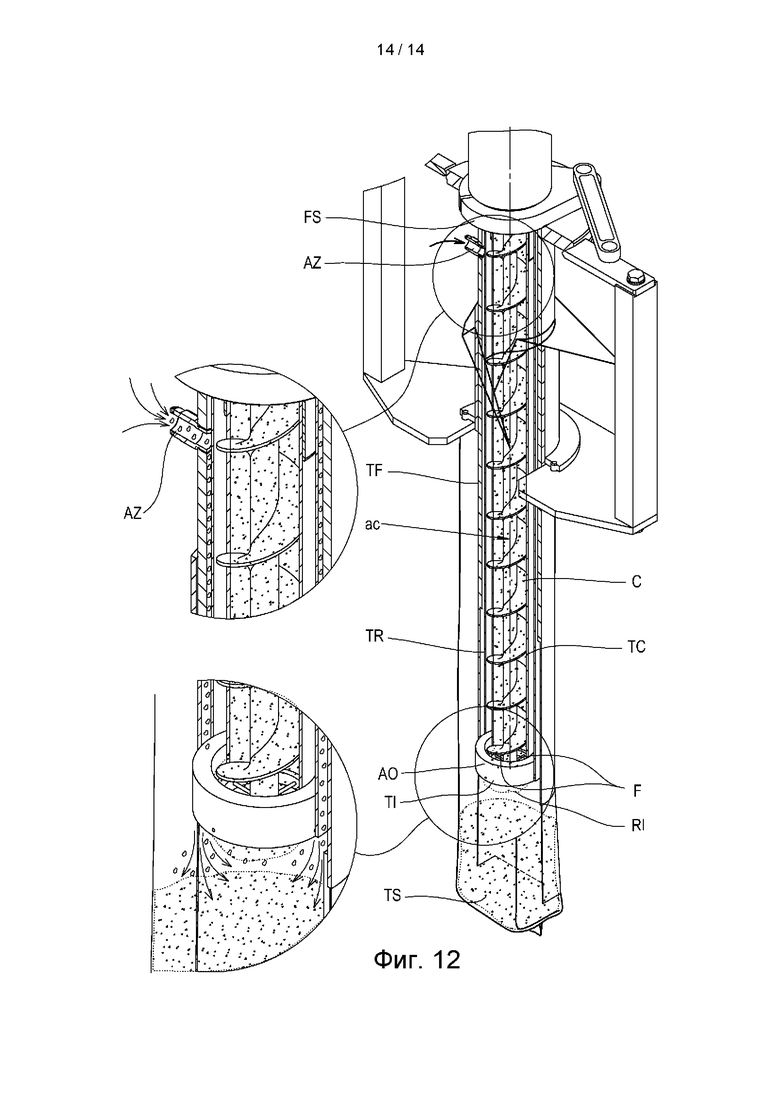
На фиг. 12 показан трехмерный вид отверстия формующей трубки и введения газа внутрь нее в соответствии с вариантом реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Здесь и далее в настоящем документе настоящее изобретение описано со ссылкой на конкретные варианты реализации, как изображено в прилагаемых таблицах и чертежах. Однако настоящее изобретение не ограничено конкретными вариантами реализации, описанными в следующем подробном описании и представленными на фигурах, вместо этого описанные варианты реализации просто иллюстрируют различные аспекты настоящего изобретения, назначение которых определено формулой изобретения. Специалистам в данной области техники будут очевидны дополнительные модификации и изменения настоящего изобретения.
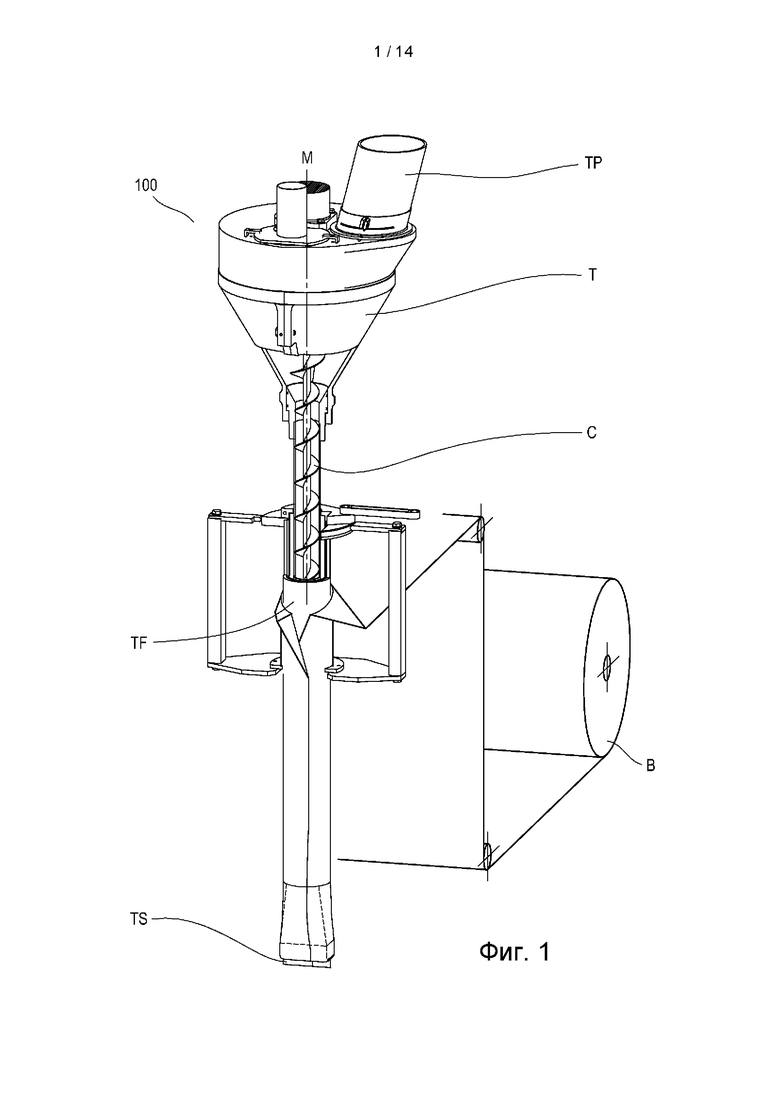
На фиг. 1 схематически изображена система 100 для упаковки прессованных порошков в соответствии с вариантом реализации настоящего изобретения. Как показано на фигуре, система 100 упаковки порошков содержит приемную воронку Т, имеющую впускное отверстие TP, через которое порошки подают внутрь приемной воронки Т. В нижней части приемной воронки Т расположен шнековый конвейер С, который, вследствие вращения вокруг своей оси ас, подает порошки внутрь трубки, которая расположена в нижней части приемной воронки Т, и через которую подают порошки.
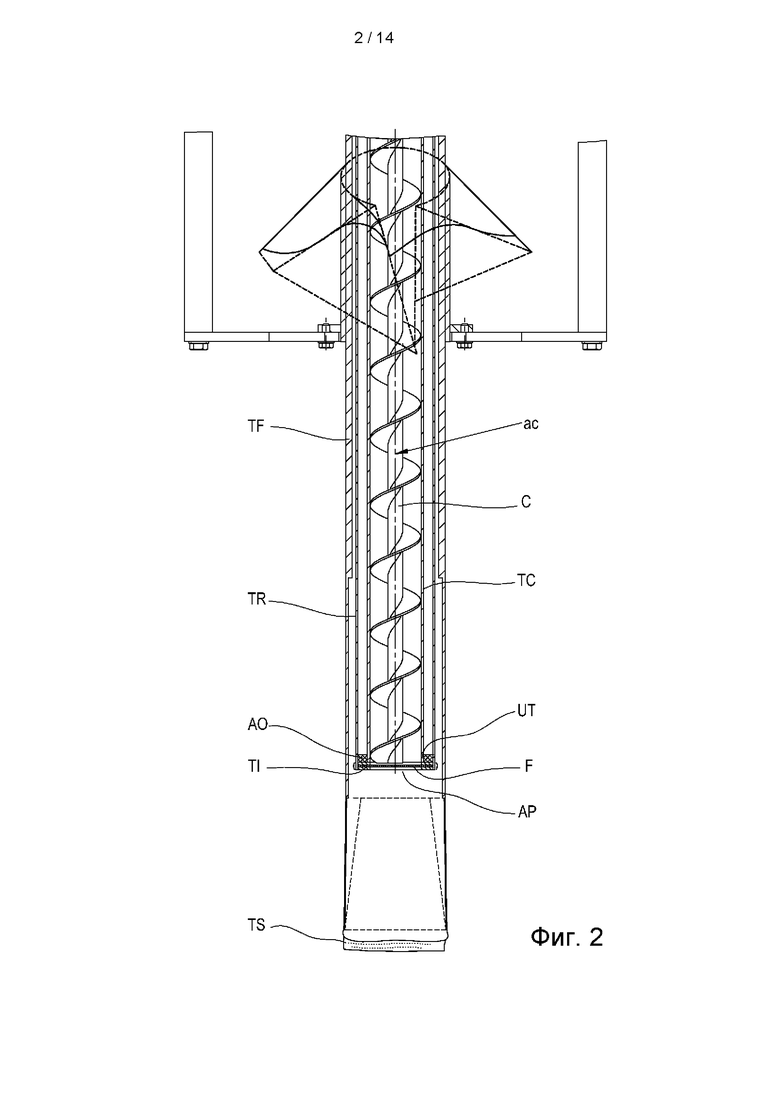
На фиг. 2 схематически показан участок нижней части системы 100 упаковки прессованных порошков, показанной на фиг. 1. Шнековый конвейер С содержится внутри первой трубки ТС, через которую порошки, поступающие от приемной воронки Т, достигают выпускного отверстия первой трубки ТС. Рядом с выпускным отверстием UT первой трубки ТС расположен поворотный терминал Т1, содержащий средства F отделения.
Поворотный терминал Т1, имеющий цилиндрическую форму, содержит внутреннее отверстие АР, соосное с первой трубкой ТС, так, чтобы подавать порошки через него. Кроме того, средства F отделения расположены внутри указанного отверстия АР.
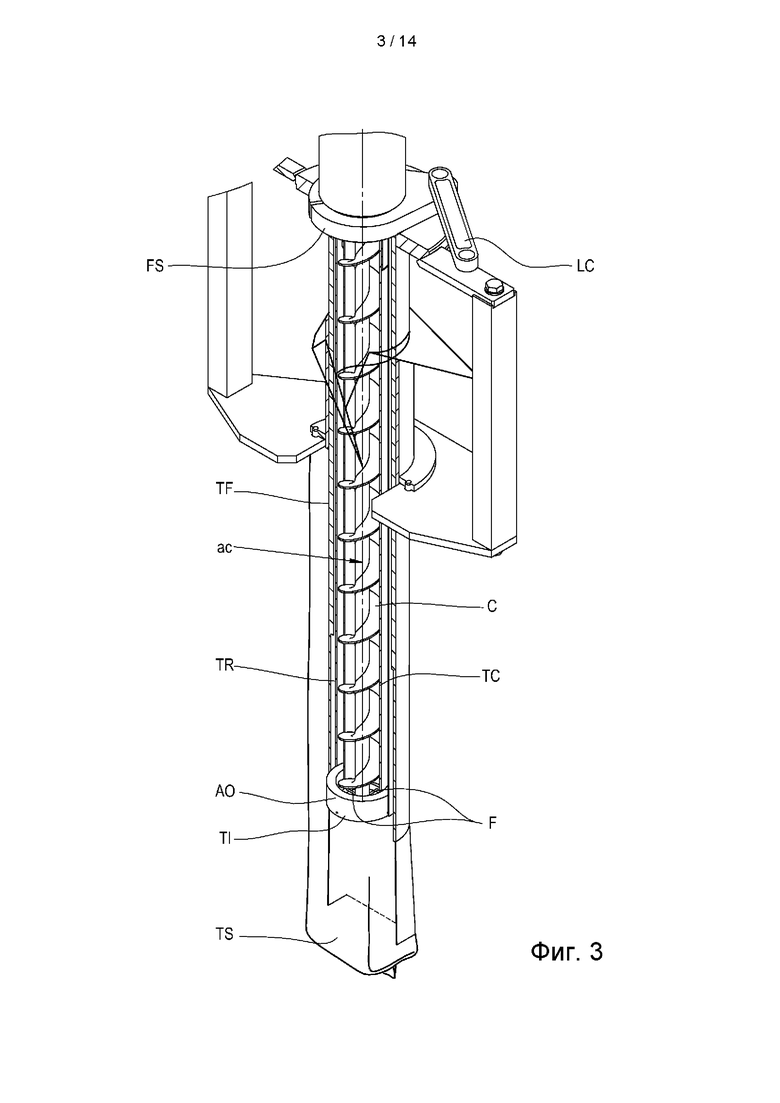
Первая трубка ТС вставлена внутрь второй трубки TR. Таким образом, образуется зазор между наружной областью первой трубки ТС и внутренней областью второй трубки TR. Вторая трубка TR выполнена с возможностью поворота вокруг первой трубки ТС. Поворот обеспечивается, как показано на фиг. 3, рычагом LC, соединенным с верхним фланцем FS, расположенным в верхней части второй трубки TR. Вторая трубка TR соединена с поворотным терминалом Т1 таким образом, чтобы передавать вращение на терминал Т1. Это соединение обеспечивается, например, механическим ограничителем.
Оси первой трубки ТС и второй трубки TR совпадают. Между первой трубкой ТС и второй трубкой TR расположено центрирующее кольцо АО, обеспечивающее постоянное центрирование второй трубки TR относительно первой трубки ТС. Такой элемент может быть изготовлен, например, из пластикового, медного или бронзового материала, имеющего уменьшенный коэффициент трения для содействия скольжению между трубками.
Средства F отделения, изображенные на фиг. 3, представлены двумя проволоками, расположенными перпендикулярно друг другу в виде вентилятора таким образом, чтобы образовывать между собой угол 90°. Таким образом, путем поворота таких средств F отделения на 90° обеспечивается идентичная исходная конфигурация, так как проволока займет место, которое было занято другой проволокой до поворота. Кроме того, количество проволок, их сечение и размеры выбирают в зависимости от типа порошка, подлежащего дозированию, и степени прессования такого порошка. Например, средства F отделения могут быть также образованы из 5, 6 или большего числа проволок. В случае наличия четырех проволок, образованный в результате угол между одной проволокой и другой будет составлять 45°. Такие проволоки могут быть заменены, например, лопастями или ножами, установленными аналогичным проволокам образом. Проволоки выполнены из прочного материала, подходящего для контакта с пищевыми продуктами, такого как, например, нержавеющая сталь. Кроме того, также возможно использование пищевого пластика, такого как леска, который может иметь очень маленькую толщину и, несмотря на это, высокую механическую прочность.
Средства F отделения могут быть также образованы из решетки, имеющей множество отверстий. Таким образом, обеспечивается возможность получения средств F отделения, содержащих множество проволок, переплетенных друг с другом и образующих множество отверстий любой формы и размера.
На этапе изготовления средства F отделения могут также быть образованы путем удаления материала с нижнего терминала TI, который изначально не содержит полостей. В этом случае путем механической обработки обеспечивается возможность удаления материала таким образом, чтобы образовывать проволоки, в этом случае имеющие квадратное сечение.
Центр вентилятора из проволок совпадает с осью первой трубки ТС и, следовательно, с осью шнекового конвейера ас. Система, полученная таким образом, характеризующаяся, как описано выше, центральной симметрией, имеет средства отделения, расположенные по центру первой трубки ТС.
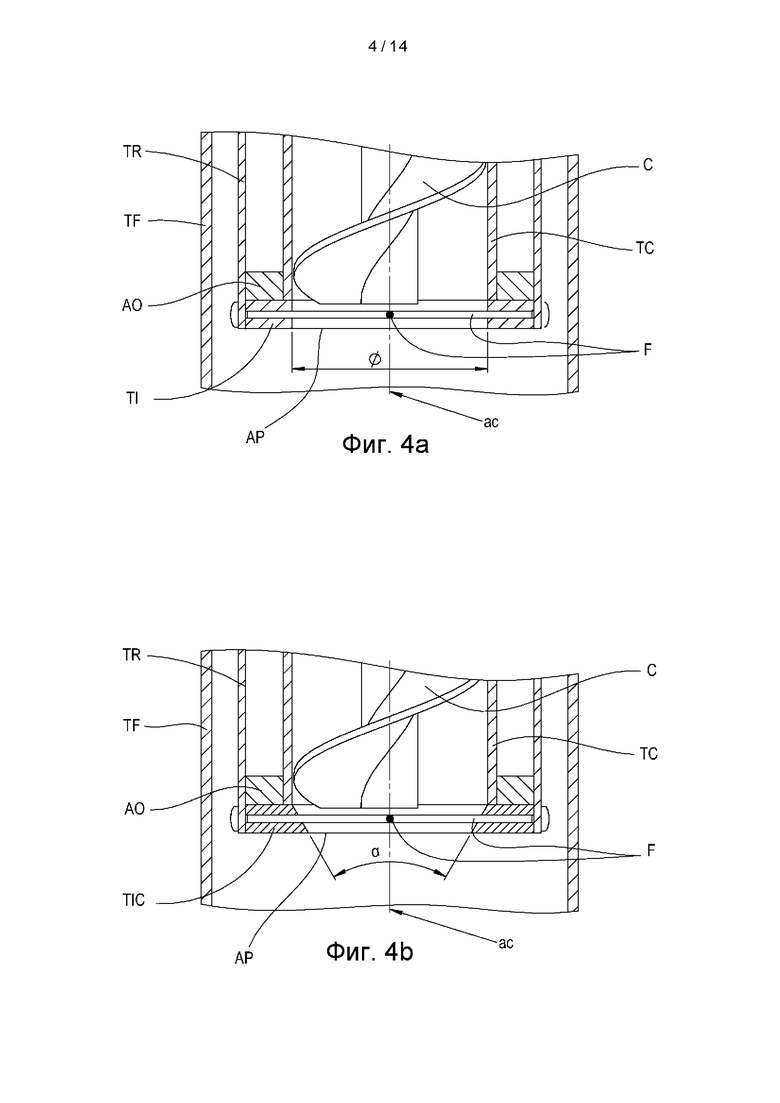
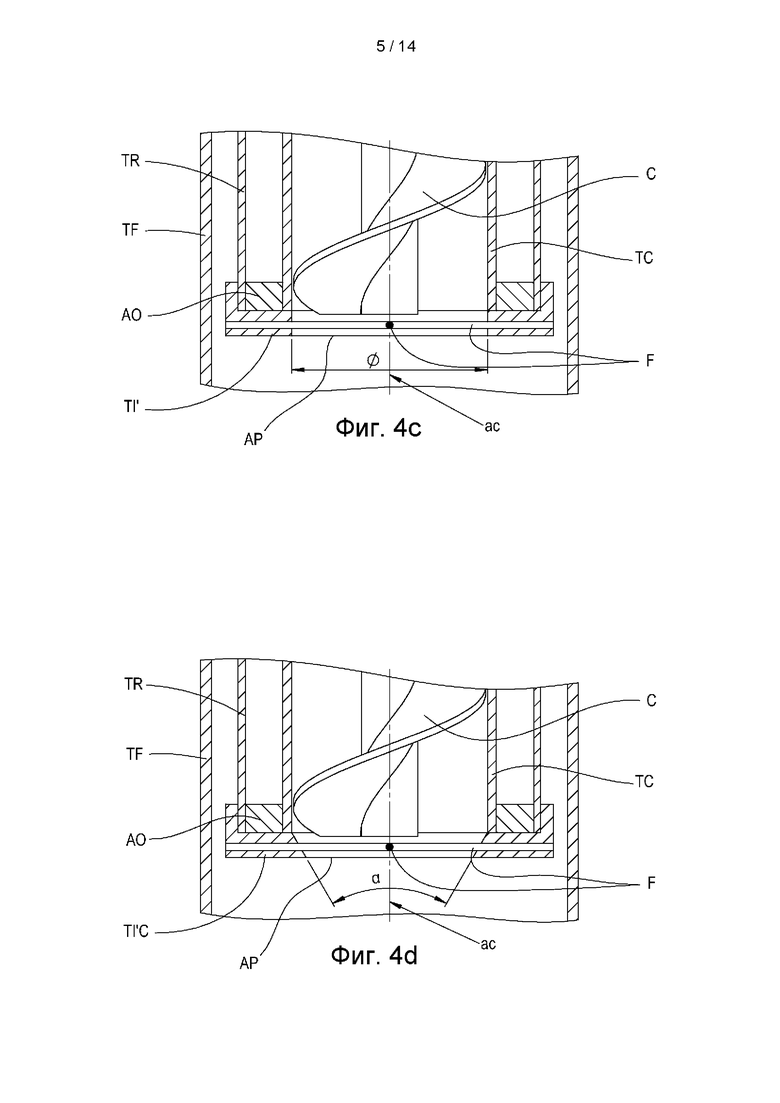
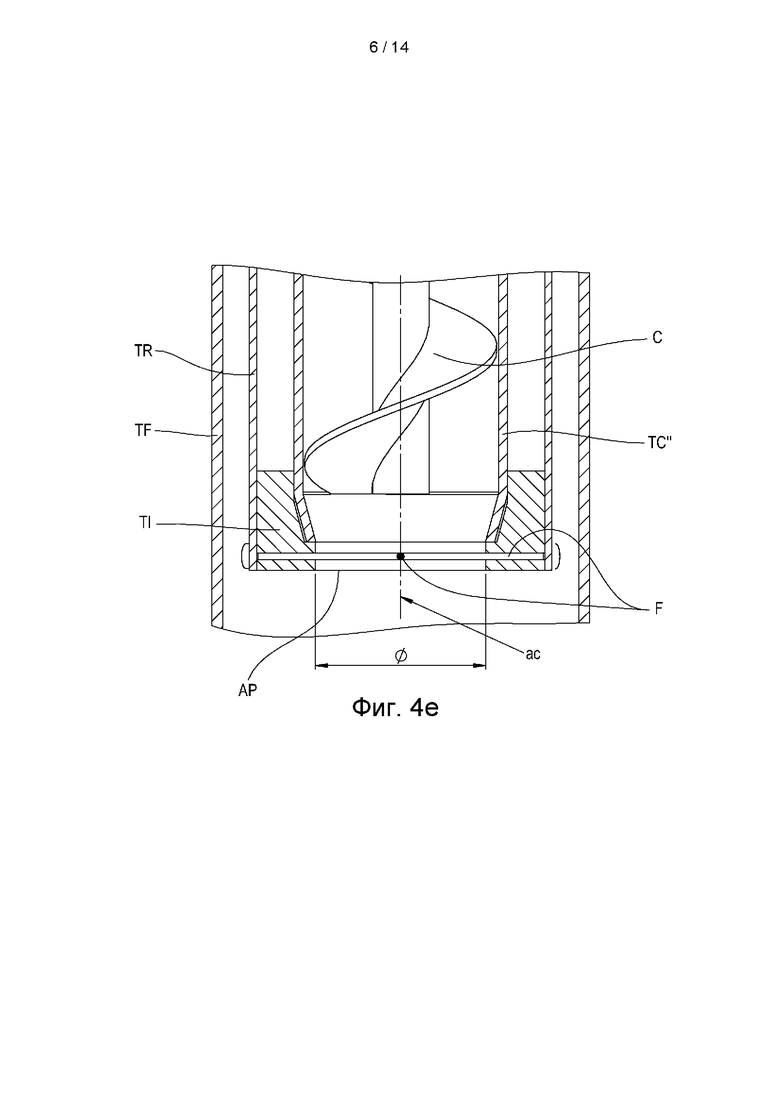
Как показано на фиг. 4а-4е, которые схематически изображают разные разновидности поворотного терминала в соответствии с разными вариантами реализации настоящего изобретения, поворотный терминал находится в контакте с выпускным отверстием первой трубки ТС таким образом, чтобы между выпускным отверстием первой трубки ТС и поворотным терминалом Т1 не было пространства, в которое могли бы быть введены порошки. Таким образом, будет обеспечена подача порошков, выходящих из первой трубки ТС, непосредственно в поворотный терминал Т1. Таким образом, средства F отделения поворотного терминала будут непосредственно отделять порошки, выходящие из первой трубки ТС.
Кроме того, как показано на фиг. 4а-4е, поворотный терминал содержит кольцевую конструкцию, к которой прикреплены средства отделения. Отверстие АР кольца поворотного терминала в каждом из показанных примеров имеет верхний диаметр (то есть диаметр отверстия АР на выпускном отверстии первой трубки ТС), равный диаметру первой трубки ТС на выпускном отверстии. Следовательно, это обеспечивает возможность беспрепятственной подачи порошков, выходящих из первой трубки ТС, внутрь поворотного терминала. Действительно, в случае, в котором, например, верхний диаметр отверстия АР поворотного терминала меньше, был бы образован выступ, препятствующий подаче порошков.
Отверстие АР поворотного терминала TI, как показано на фиг. 4а, имеет цилиндрическую форму, таким образом, имея постоянное сечение вдоль вертикальной оси. Такое постоянное сечение имеет диаметр, равный внутреннему диаметру первой трубки ТС. В соответствии с решением, представленным на фигурах, длина первой трубки ТС меньше длины второй трубки TR. Между концевой частью второй трубки TR и концевой частью первой трубки ТС установлен поворотный терминал, прикрепленный ко второй трубке TR. Альтернативно, как представлено на фиг. 4с, длина этих двух трубок может быть одинаковой, а поворотный терминал ТГ может быть установлен под нижним краем этих двух трубок.
Альтернативно, отверстие АР поворотного терминала TIC, как показано на фиг. 4b, имеет форму усеченного конуса, и, таким образом, имеет сужающийся участок вдоль вертикальной оси: верхняя часть рядом с выпускным отверстием первой трубки ТС имеет диаметр, равный внутреннему диаметру первой трубки ТС, причем нижняя часть имеет меньший диаметр, чем верхняя часть. Угол α раскрытия конуса может быть настроен в зависимости от степени прессования и типа материала, подлежащего подаче. В соответствии с решением, представленным на фигурах, длина первой трубки ТС меньше длины второй трубки TR. Между концевой частью второй трубки TR и концевой частью первой трубки ТС, установлен поворотный терминал TI, прикрепленный ко второй трубке TR. Альтернативно, как представлено на фиг. 4d, длина указанных двух трубок может быть одинаковой, а поворотный терминал TIC может быть установлен под нижним краем указанных двух трубок. Форма усеченного конуса отверстия АР поворотного терминала TIC является преимущественной, так как она обеспечивает возможность дополнительного прессования порошка, подлежащего дозированию, даже в горизонтальном направлении, в частности, способствуя устранению возможной центральной полости в объеме порошка, спрессованного с помощью центральной области шнекового конвейера. Кроме того, форма усеченного конуса обеспечивает возможность выравнивания продукта и упаковки, подлежащей наполнению.
Другой вариант, изображенный на фиг. 4е, обеспечивает возможность сочетания описанных выше преимуществ наличия цилиндрического отверстия и наличия конусообразного отверстия. Как показано на фигурах, первая трубка ТС в этом случае заменена первой трубкой ТС, имеющей форму усеченного конуса на своем нижнем конце. Следовательно, благодаря такому участку в форме усеченного конуса, обеспечивается возможность дополнительного прессования порошков, как описано выше. Ниже по потоку относительно указанного участка в форме усеченного конуса расположен поворотный терминал TI, содержащий отверстие АР, имеющее цилиндрическую форму. В этом случае поворотный терминал TI встроен непосредственно в центрирующее кольцо АО таким образом, чтобы образовывать единый элемент.
Как показано на фиг. 1, упаковочная система 100 также содержит вертикальную упаковочную машину, содержащую формующую трубку TF для обеспечения возможности размещения пленки, поступающей с катушки В. Подобно всем вертикальным упаковочным машинам, в этом случае также присутствует вертикальное устройство для сварки (не представленное на фиг. 1), обеспечивающее возможность вертикальной сварки упаковок, и элементы (не показаны на фиг. 1), обеспечивающие возможность скольжения пленки по направлению к нижней части формующей трубки TF. Формующая трубка TF внутри содержит вторую трубку TR и, следовательно, также первую трубку ТС. Следовательно, таким образом, между второй трубкой TR и формующей трубкой TF образуется зазор. Кроме того, ось формующей трубки TF совпадает с осью первой трубки ТС.
Как показано на фиг. 12, в верхней части формующей трубки TF образовано по меньшей мере одно отверстие AZ, из которого внутрь зазора, образованного между формующей трубкой TF и второй трубкой TR, может быть введен газ. Дополнительно или альтернативно отверстие (не представленное на фигурах) может быть также образовано на наружной верхней поверхности второй трубки TR, например, над верхним фланцем FS.
Кроме того, вторая трубка TR может быть заменена любой другой конструкцией, выполненной с возможностью соединения поворотного терминала TI с верхним фланцем FS, такой как, например, решетка. В этом случае два указанных выше зазора будут находиться в сообщении. Альтернатива представлена системой стержней, выполненной с возможностью механического соединения поворотного терминала TI с верхним фланцем TS, или трубкой, выполненной внутри нее.
Здесь и далее в настоящем документе со ссылкой на фиг. 5-12 описаны функциональные этапы системы, изображенной на фиг. 3, и, следовательно, описан способ упаковки порошков, основанный на конкретном варианте реализации настоящего изобретения.
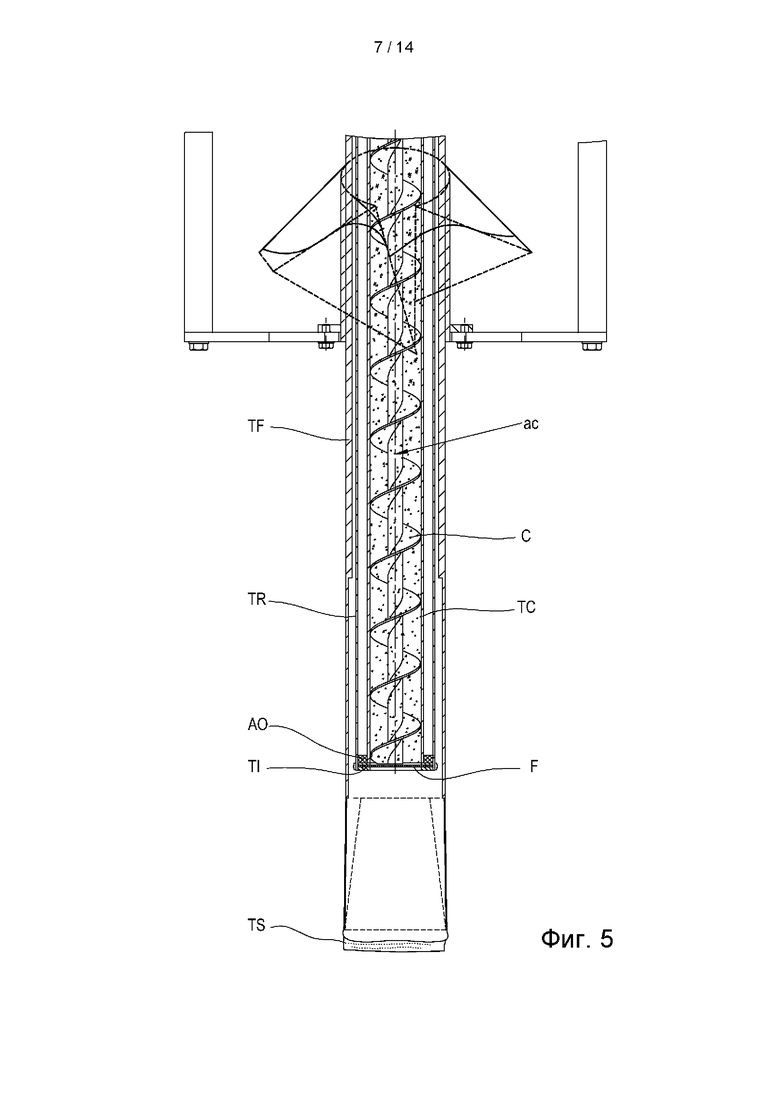
На фиг. 5 изображен начальный этап подачи прессованных порошков в первую трубку ТС. Вертикальная упаковочная машина обеспечивает скользящее перемещение пленки, поступающей с катушки В, по направлению вниз, спаянной в продольном направлении и расположенной на наружной поверхности формующей трубки TF. Такая пленка перемещается со скольжением к выпускному отверстию формующей трубки TF таким образом, чтобы образовывать трубчатый элемент TS, который на втором этапе, после наполнения сварного шва до закрывания, образует упаковку. Как показано на фигурах, трубчатый элемент TS сваривают в нижней части, и этот процесс будет описан ниже в настоящем документе.
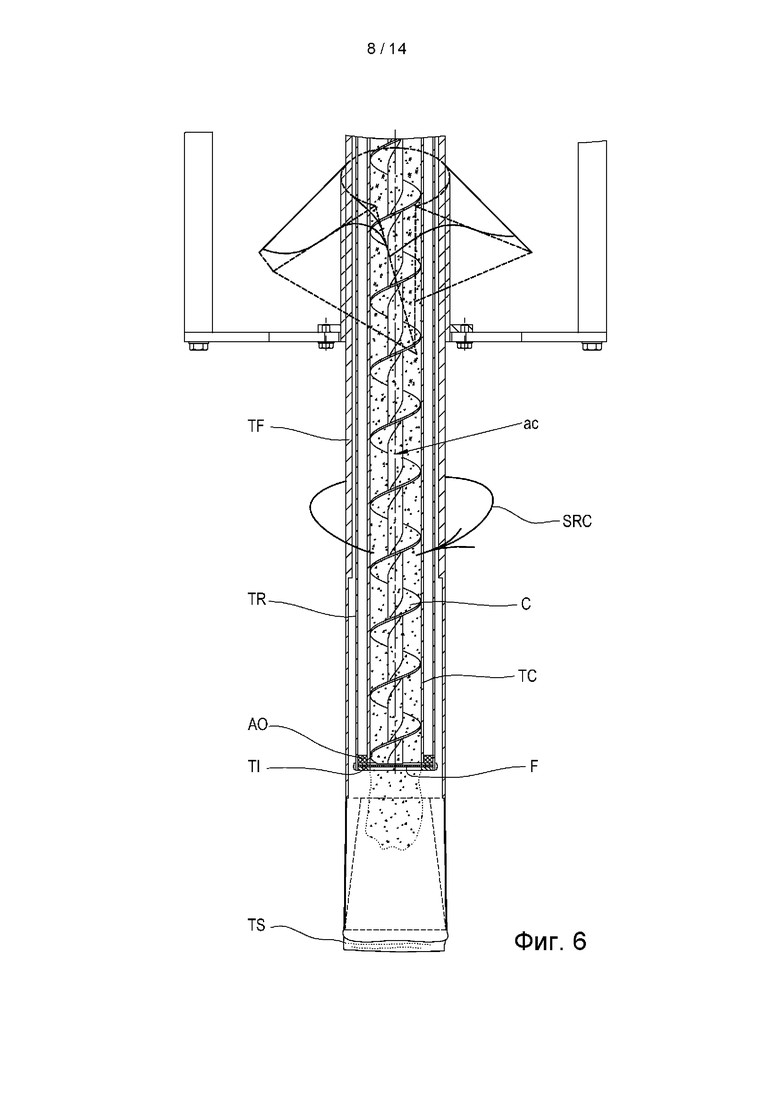
На следующем этапе, изображенном на фиг. 6, происходит объемное дозирование шнекового конвейера С. Посредством вращения вокруг своей оси ас, обеспечивается достижение трубчатого элемента требуемым объемным количеством прессованных порошков. Поскольку порошки спрессованы однородно, количество спрессованных порошков по массе, поступающих в трубчатый элемент, следовательно, также известно. На этом этапе, как описано выше и как представлено на фигурах, обеспечивается только перемещение шнекового конвейера С вдоль своей оси ас в направлении SRC, представленном на фигурах, причем все остальные подвижные элементы являются неподвижными.
На следующем этапе, представленном на фиг. 7, после достижения требуемым расходом спрессованных порошков трубчатого элемента TS, происходит остановка шнекового конвейера С. Однако вследствие высокой степени прессования и/или вследствие вакуума, находящегося внутри первой трубки ТС, часть RI прессованных порошков все еще связана с ней и не отделяется под действием силы тяжести. Вакуум, находящийся внутри первой трубки ТС, обусловлен тем, что для прессования порошков извлекают воздух, содержащийся внутри порошков, таким образом образуя большую область разрежения. Такой остаток RI может составлять существенную погрешность взвешивания при наполнении. Такая погрешность является еще более значимой для меньших упаковок.
По этой причине, становится необходимым отделение остатка RI прессованных порошков, все еще связанных с выпускным отверстием. Следовательно, как показано на фиг. 8, посредством перемещения рычага LC вдоль направления SRLC обеспечивается возможность перемещения верхнего фланца FS второй трубки TR таким образом, чтобы обеспечивать возможность поворота второй трубки TR вокруг своей оси. Градусная величина, на которую вторая трубка TR поворачивается, зависят от количества проволок или лопастей используемых средств F отделения. В действительности, для эффективного отделения остатка RI требуется поворот отделяющих элементов F на угол, превышающий или равный угловому расстоянию между двумя проволоками. Например, в случае с одной проволокой, поворот будет равняться 180°, в случае двух проволок, поворот будет равняться 90°, в случае четырех проволок, поворот будет равняться 45°, и т.п. Как описано выше, количество проволок зависит от типа порошков и от степени прессования, и может быть изменено в зависимости от используемых материалов.
В изображенном варианте реализации, рычаг LC обеспечивает возможность поворота фланца FS в обоих направлениях: по часовой стрелке и против часовой стрелки. Следовательно, в изображенном случае возможно возвращение в исходное положение после осуществления отделения. Специалистам в данной области техники очевидно, что в случае, в котором избегание этапа возвращения в исходное положение является желательным, рычаг LC может быть заменен на систему, обеспечивающую возможность поворота верхнего фланца FS на 360°, такую как, например, зубчатая передача, зубчатая рейка или подобные системы.
На фиг. 9 показан подробный вид остатка RI, все еще связанного с выпускным отверстием первой трубки. После поворота второй трубки TR (представленной на фиг. 10) на 90° и, следовательно, поворота поворотного терминала TI, содержащего средства F отделения, выполненные из двух проволок, остаток перемещают внутрь трубчатого элемента TS таким образом, чтобы обеспечить подачу требуемого количества прессованных порошков внутрь трубчатого элемента TS.
В описанном выше случае, после процесса отделения вторую трубку TR возвращают в положение, в котором она находилась перед описанным выше поворотом. Альтернативно, также возможно продолжить поворот в первом направлении, затем осуществить этап дозирования посредством поворота шнекового конвейера С, и затем вернуть поворотный терминал TI в его исходное положение путем осуществления второго поворота в противоположном направлении относительно первого. Таким образом, отделение будет осуществлено на этапе возвращения поворотного терминала TI. Следовательно, в этом случае поворотный терминал TI будет оснащен лопастями, направленными таким образом, чтобы обеспечить возможность отделения на этапе возвращения в случае выбора лопастей в качестве средств F отделения. С другой стороны, в случае, если средства TI отделения представлены проволоками, в этом случае проблема направления отделения отсутствует, так как они могут быть использованы одинаковым образом в обоих направлениях отделения.
В этот момент трубчатый элемент TS готов к закрытию. Следовательно, на следующем этапе, изображенном на фиг.11, закрытие верхней части трубчатого элемента TS осуществляют посредством сваривания и, следовательно, таким образом образуют упаковку S. При осуществлении сваривания, обеспечивается одновременное закрытие нижней части нового трубчатого элемента TS и верхней части предыдущего трубчатого элемента TS, с образованием, таким образом, упаковки S. После осуществления сварки, изготовленная упаковка может быть отделена от трубчатого элемента TS посредством отрезания. После процесса сварки и перед осуществлением процесса отрезания, обеспечивается возможность наполнения следующего трубчатого элемента TS, так как, как указано ранее, сварка нижней части обеспечивает подготовку нового трубчатого элемента TS. В частности, указанные процессы могут быть также осуществлены одновременно.
Как показано на фиг. 12, для обеспечения возможности компенсации разрежения, содержащегося внутри трубчатого элемента TS, возможно введение газа внутрь зазора, образованного между второй трубкой TR и формующей трубкой TF. Таким образом, обеспечивается возможность компенсации воздуха, нагнетаемого изнутри трубчатого элемента TS через различные трубки. Компенсация является особенно важной для образования трубчатого элемента TS, поскольку при расширении в наружном направлении он затягивает воздух внутрь себя через трубки, с которыми он находится в сообщении. Следовательно, при отсутствии такой компенсации, упаковка S может быть испорчена.
Кроме того, в случае, когда предусмотрено предотвращение контакта прессованных порошков (из которых, таким образом, предварительно было удалено большинство воздуха, содержащегося в них) с атмосферой с высоким содержанием кислорода, возможно введение инертного газа, такого как, например, азот, внутрь отверстия AZ формующей трубки. Например, в случае работы с кофе это решение является особенно преимущественным, так как, как известно, контакт кофе с атмосферой с высоким содержанием кислорода может быть нежелательным, вследствие возможного окисления кофе.
Количество газа, вводимого внутрь отверстия AZ, регулируют в соответствии с разрежением, образованным внутри трубчатого элемента TS во время этапа разматывания. Такое разрежение может в действительности отличаться в зависимости от формата упаковки, подлежащей изготовлению, и от типа используемой пленки. Такое регулирование может, например, быть осуществлено посредством клапана.
Даже несмотря на то, что настоящее изобретение было описано со ссылкой на описанные выше варианты реализации, специалистам в данной области техники будет понятно, что в настоящем изобретении возможны различные модификации, изменения и улучшения в свете идей, описанных выше, и в прилагаемой формуле изобретения без отклонения от сущности и объема защиты изобретения.
Например, форма поворотного терминала не обязательно круглая. Аналогично, форма трубок не обязательно круглая. Кроме того, этап отделения упаковки не ограничен осуществлением посредством механического отрезания, так как он может быть, например, осуществлен посредством лазерной резки.
Способ и система для упаковки порошков, описанные в настоящем изобретении, обеспечивают возможность упаковки любого типа порошкообразного материала в любой области техники. Примером порошкообразного материала, который может быть упакован, является мука или молотый кофе, а, в более общем смысле, порошкообразный материал любого типа в пищевой промышленности. Другой пример представлен порошками, используемыми в строительной отрасли, например, известь. Первая трубка может быть, например, выполнена заменяемой таким образом, чтобы обеспечивать возможность ее замены для изменения тонкости фильтрации в случае больших изменений размеров частиц порошка, подлежащего упаковке.
В заключение, области техники, известные специалистам в данной области техники, не были описаны во избежание чрезмерного загромождения описанного изобретения без необходимости.
Следовательно, изобретение не ограничено вариантами реализации, описанными выше, и ограничено только объемом охраны прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ УПАКОВКИ ПОРОШКОВ | 2017 |
|
RU2723042C1 |
| УСТРОЙСТВО И СПОСОБ РАЗМЕЩЕНИЯ ОБЪЕКТОВ С ЧЕРЕДОВАНИЕМ В ОДИНОЧНЫХ ФАСОВОЧНЫХ РЯДАХ | 2015 |
|
RU2619031C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРЦИИ МОЛОТОГО ПОРОШКООБРАЗНОГО КОФЕ | 2018 |
|
RU2768783C2 |
| СИСТЕМА, СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2010 |
|
RU2517847C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСУШЕННОГО ПОРОШКА | 2017 |
|
RU2673556C1 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО И СИСТЕМА | 2017 |
|
RU2746401C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧАСТИЧНО ВЫСУШЕННОГО СЫРНОГО ПОРОШКА | 2011 |
|
RU2574933C9 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО И СИСТЕМА | 2017 |
|
RU2752460C2 |
| КОНЦЕВАЯ ПРОБКА ДЛЯ РУЛОНА БУМАГИ | 2007 |
|
RU2401045C2 |
| ПЕРЕГРУЗОЧНОЕ ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ТРАНСПОРТИРОВКИ МАТЕРИАЛА, ИСПОЛЬЗУЕМОЕ ПРИ УКЛАДКЕ АСФАЛЬТОВОГО ПОКРЫТИЯ | 2006 |
|
RU2411320C2 |
Группа изобретений относится к системе и способу дозирования и отделения прессованных порошков. Группа изобретений может найти применение при упаковке вышеуказанных порошков. Система содержит первую трубку (ТС), внутри которой расположен шнековый конвейер (С), выполненный с возможностью вращения вокруг оси (ас) внутри первой трубки (ТС) для подачи порошков по направлению к выпускному отверстию (UT) первой трубки (ТС). Система также содержит поворотный терминал (TI) рядом с выпускным отверстием, причем поворотный терминал (TI) содержит внутри себя средства (F) отделения, выполненные с возможностью отделения прессованных порошков, выходящих из первой трубки (ТС), при повороте поворотного терминала (TI), при этом поворотный терминал (TI) расположен с обеспечением контакта с концом первой трубки (ТС), который задает выпускное отверстие (UT). Способ упаковки посредством вышеуказанной системы заключается в том, что прессованные порошки, выходящие из указанной первой трубки (ТС), отделяют посредством поворота поворотного терминала (TI). Система и способ дозирования обеспечивают оптимизацию рабочего процесса. 2 н. и 16 з.п. ф-лы, 12 ил.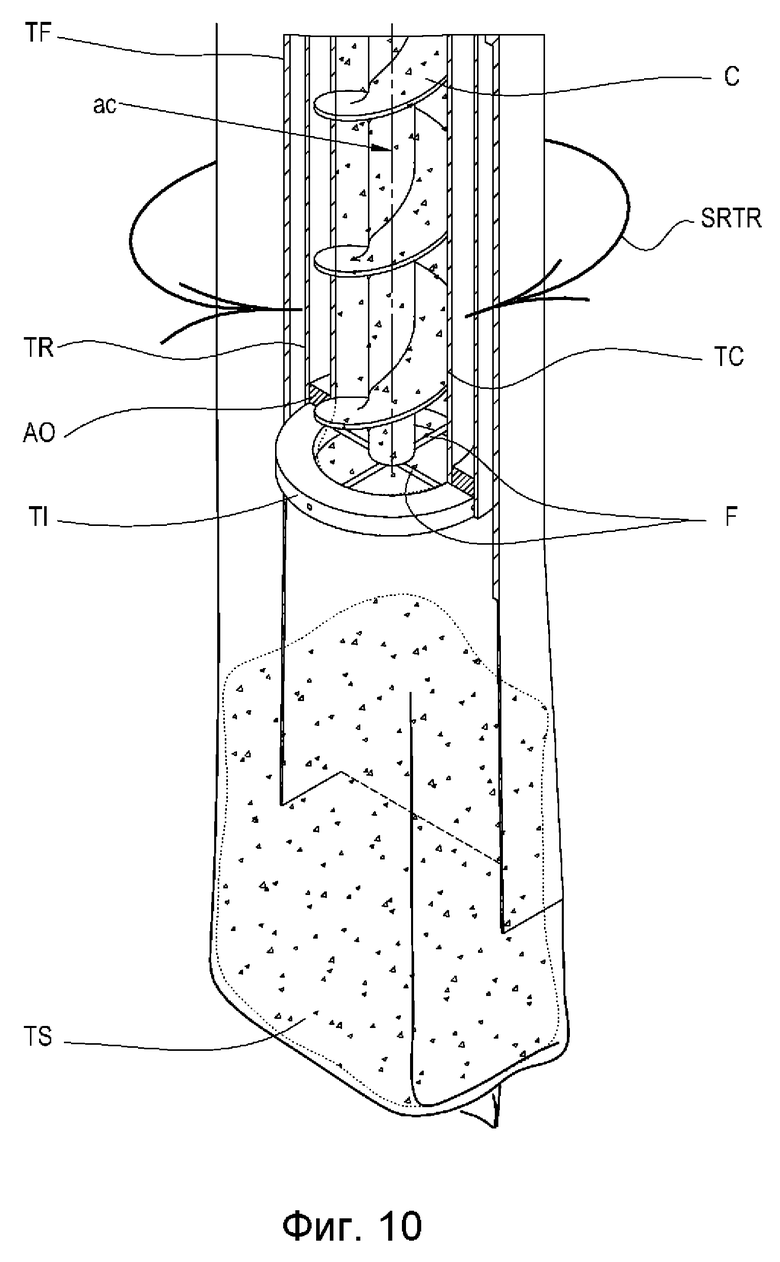
1. Система (100) для упаковки прессованных порошков, содержащая первую трубку (ТС), причем указанная первая трубка (ТС) содержит шнековый конвейер (С), выполненный с возможностью вращения вокруг оси (ас) внутри указанной первой трубки (ТС) для обеспечения подачи порошков по направлению к выпускному отверстию (UT) указанной первой трубки (ТС), при этом
указанная система (100) содержит поворотный терминал (TI, TIC) рядом с указанным выпускным отверстием (UT), содержащий внутренние средства (F) отделения, выполненные с возможностью отделения прессованных порошков, выходящих из указанной первой трубки (ТС), при повороте указанного поворотного терминала (TI, TIC), причем указанный поворотный терминал (TI, TIC) расположен с возможностью контакта с концевым участком указанной первой трубки (ТС), который задает указанное выпускное отверстие (UT), причем
указанный поворотный терминал (TI, TIC) содержит внутреннее отверстие (АР), являющееся соосным с указанной первой трубкой (ТС) так, что обеспечена возможность подачи порошков через указанное отверстие (АР), при этом указанные средства (F) отделения расположены внутри указанного отверстия (АР),
отличающаяся тем, что
указанное внутреннее отверстие (АР) имеет диаметр на указанном выпускном отверстии (UT) указанной первой трубки (ТС), который равен внутреннему диаметру указанной первой трубки (ТС) на указанном выпускном отверстии (UT).
2. Система (100) для упаковки прессованных порошков по п. 1, в которой указанная первая трубка (ТС) расположена внутри второй трубки (TR), причем указанная вторая трубка (TR) выполнена с возможностью поворота вокруг указанной первой трубки (ТС), при этом указанный поворотный терминал (TI, TIC) соединен с указанной второй трубкой (TR) для поворота с ней.
3. Система (100) для упаковки прессованных порошков по п. 2, в которой указанная первая трубка (ТС) и указанная вторая трубка (TR) являются соосными.
4. Система (100) для упаковки прессованных порошков по одному из пп. 2 или 3, в которой указанный поворотный терминал (TI, ТС) содержит кольцевую конструкцию, которая, предпочтительно с возможностью отсоединения, соединена с указанной второй трубкой (TR) для обеспечения возможности поворота с ней, причем указанные средства (F) отделения соединены с указанной кольцевой конструкцией.
5. Система (100) для упаковки прессованных порошков по одному из пп. 1-4, в которой указанные средства (F) отделения представляют собой множество проволок, расположенных с образованием радиального узора.
6. Система (100) для упаковки прессованных порошков по п. 5, в которой центр указанного радиального узора совпадает с осью указанной первой трубки (ТС).
7. Система (100) для упаковки прессованных порошков по одному из пп. 1-6, также содержащая вертикальную упаковочную машину, содержащую формующую трубку (TF), выполненную с возможностью размещения пленки, поступающей с катушки (В), при этом указанная формующая трубка (TF) содержит внутри себя указанную первую трубку (ТС).
8. Система (100) для упаковки прессованных порошков по п. 7, в которой указанная первая трубка (ТС) и указанная формующая трубка (TF) являются соосными.
9. Система (100) для упаковки прессованных порошков по одному из пп. 1-8, в которой указанное внутреннее отверстие (АР) указанного поворотного терминала (TI) имеет цилиндрическую форму, причем ось указанного цилиндра совпадает с осью (ас) указанного шнекового конвейера (С).
10. Система (100) для упаковки прессованных порошков по одному из пп. 1-8, в которой указанное внутреннее отверстие (АР) указанного поворотного терминала (TIC) имеет форму конуса или усеченного конуса, причем ось указанного конуса совпадает с осью (ас) указанного шнекового конвейера (С).
11. Система (100) для упаковки прессованных порошков по одному из пп. 1-10, также содержащая формующую трубку (TF), содержащую указанную первую трубку (ТС), при этом указанная формующая трубка (TF) имеет отверстие (AZ), предназначенное для нагнетания газа в зазор между указанной формующей трубкой (TF) и указанной второй трубкой (TR).
12. Система (100) для упаковки прессованных порошков по п. 11, в которой указанное отверстие (AZ) расположено рядом с верхним краем указанной формующей трубки (TF).
13. Система (100) для упаковки прессованных порошков по одному из пп. 7 или 11, в которой указанная формующая трубка (TF) содержит внутри себя указанную вторую трубку (TR).
14. Способ упаковки прессованных порошков в контейнеры (S) посредством системы (100), подающей порошки через первую трубку (ТС) к выпускному отверстию (UT) указанной первой трубки (ТС), при этом указанный способ включает следующий этап:
а) отделение прессованных порошков, выходящих из указанной первой трубки (ТС), посредством поворота поворотного терминала (TI, TIC), содержащего внутренние средства (F) отделения и расположенного рядом с указанным выпускным отверстием (UT), причем
указанный поворотный терминал (TI, TIC) содержит внутреннее отверстие (АР), являющееся соосным с указанной первой трубкой (ТС) так, что обеспечена возможность подачи порошков через указанное отверстие (АР), при этом указанные средства (F) отделения расположены внутри указанного отверстия (АР),
отличающийся тем, что
указанное внутреннее отверстие (АР) имеет диаметр на указанном выпускном отверстии (UT) указанной первой трубки (ТС), который равен внутреннему диаметру указанной первой трубки (ТС) на указанном выпускном отверстии (UT).
15. Способ по п. 14, в котором во время указанного этапа а) указанный поворотный терминал (TI, TIC) находится в непосредственном контакте с концом указанной первой трубки (ТС), задающим указанное выпускное отверстие (UT).
16. Способ по одному из пп. 14 или 15, в котором поворот указанного поворотного терминала (TI, TIC) обеспечен посредством поворота второй трубки (TR) вокруг своей оси, при этом указанная первая трубка (ТС) содержится внутри указанной второй трубки (TR), причем указанный поворотный терминал (TI, TIC) соединен с указанной второй трубкой (TR).
17. Способ по одному из пп. 14-16, также включающий этап формирования контейнеров (S) посредством вертикальной упаковочной машины для обеспечения подачи прессованных порошков внутрь указанных контейнеров (S), при этом указанная вертикальная упаковочная машина содержит формующую трубку (TF), вокруг которой размещают пленку, поступающую с катушки (В).
18. Способ по одному из пп. 14-17, также включающий этап подачи газа, предпочтительно инертного газа, наиболее предпочтительно азота, для компенсации внутреннего разрежения в указанных контейнерах (S).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| JP 2004276956 A, 07.10.2004 | |||
| US 7011292 B1, 14.03.2006 | |||
| УСТРОЙСТВО И СПОСОБ ДОЗИРОВАНИЯ ПОРОШКА | 2006 |
|
RU2460677C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ТЕКУЧИХ ТВЕРДЫХ ВЕЩЕСТВ | 2007 |
|
RU2438942C2 |
| СПОСОБ УПАКОВКИ ПОЛИМЕРНЫХ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 0 |
|
SU343911A1 |

