Область техники изобретения
[0001] Настоящее изобретение в общем относится к буровому долоту с коническими шарошками с улучшенным сопротивлением эрозии.
Описание известного уровня техники
[0002] Патент U.S. Pat. No. 4,303,137 раскрывает способ изготовления конусов шарошки с вставками из карбида вольфрама для долота для бурения горной породы для нефтяных скважин и т.п. Заготовку конуса выполняют из среднеуглеродистой - высокоуглеродистой стали с помощью ковки и механической станочной обработки. Заготовка конуса имеет в общем коническую наружную поверхность, в общем цилиндрическую внутреннюю полость для подшипника, и проходящую по окружности беговую дорожку шарикоподшипника в полости для подшипника. Заготовку конуса подвергают термообработке с помощью закалки резким охлаждением и закалки с последующим отпуском до требуемой твердости ядра. Отверстия под вставки сверлят в наружной поверхности термообработанной заготовки конуса для вставления вставок из карбида вольфрама. Поверхность дорожки качения для шариков подшипника избирательно упрочняют с помощью нагрева и закалки резким охлаждением для образования поверхностного слоя, имеющего более высокую твердость, чем твердость сердечника. Избирательное увеличение твердости дорожки качения для шариков подшипника получают, прикладывая энергию к поверхности дорожки качения для шариков подшипника индукционным нагревом, пучком электронного или лазерного излучения для аустенитизирования поверхностного слоя, который быстро охлаждают для увеличения твердости.
[0003] Патент U.S. Pat. No. 4,708,752 раскрывает, что корпус из среднеуглеродистой - высокоуглеродистой стали конической шарошки для бурового долота обрабатывают на металлорежущих станках до конечных размеров, и затем делают поглощающим лазерное излучение с помощью нанесения черной краски или выполняя черное травление. Отверстия для твердых вставок из карбида вольфрама или т.п. сверлят в поглощающей свет стали корпуса. Весь стальной корпус, в том числе отверстия, подвергают лазерной обработке, что является эффективным для увеличения выше аустенитизирующей температуры только температуры темных поглощающих свет поверхностей. Стенки отверстий под вставки, будучи блестящими, отражают лазерное излучение и не подвергаются его воздействию. Быстрая самозакалка резким охлаждением нагретых лазером поверхностей дает твердый мартенситный слой в наружной поверхности, с поверхностной твердостью 57-60 единиц C по Роквеллу. Зоны сальника, тыльного венца и канала под шпиндель конических шарошек упрочняются аналогично с помощью открытия воздействию лазерного излучения. В альтернативном способе твердые вставки из карбида вольфрама или т.п. запрессовывают в отверстия до лазерной обработки. Последующая лазерная обработка не дает отрицательного воздействия на вставки, поскольку вставки также имеют блестящие отражающие свет поверхности и поэтому не поглощают лазерного излучения.
[0004] Патент U.S. Pat. No. 5,975,223 раскрывает буровое долото для вращательного механического разрушения горной породы. Буровое долото для горной породы включает в себя лапы, каждая из которых несет цапфу, снабженную поверхностями подшипников, взаимодействующими через элементы подшипников с беговыми дорожками подшипников во вращающейся шарошке, снабженной вставками или зубками. Каждая лапа выполнена из основного металла, по существу, гомогенной твердости, и каждая лапа содержит козырек лапы, предусмотренный для противодействия входу выбуренной породы в подшипники. Поверхности подшипников имеют более высокое сопротивление износу, чем основной металл, и козырек лапы имеет по меньшей мере частично один материал с поверхностью подшипников. Изобретение дополнительно относится к способу изготовления бурового долота для горной породы.
[0005] Патент U.S. Pat. No. 7,210,377 раскрывает способ выполнения конструкции бурового долота, способ включает в себя крепление неподвижных дистанцирующих устройств к конструкции бурового долота. Дистанцирующие устройства раположены на выбранных заранее местах на наружной поверхности конструкции бурового долота. Материал твердосплавных наплавок затем наносят на конструкции бурового долота, и дистанцирующие устройства удаляют. Отверстия выполняют на металлорежущих станках в конструкции бурового долота на выбранных заранее местах, и буровые вставки устанавливают в каждом отверстии. Способ выполнения конструкции бурового долота включает в себя нанесение материала твердосплавных наплавок на выбранные поверхности конструкции бурового долота. Материал твердосплавных наплавок включает в себя перфорированный пропитанный карбидом материал и перфорированный пропитанный порошком материал. Перфорациии в пропитанном порошком материале соответствуют перфорациям в пропитанном карбидом материале. Отверстия выполняют на металлорежущих станках в конструкции бурового долота на местах перфораций, и бурильные вставки устанавливают в каждом отверстии.
[0006] Патент U.S. Pat. No. 8,307,920 раскрывает буровое долото для горной породы, которое включает в себя режущий конус с режущим диском. Штыревые вставки вставлены в диск, имеющий конец заостренной формы, установленный заподлицо с периферией режущего диска. Вершины штыревых вставок и периферия режущего диска образуют в общем бесшовную режущую поверхность. Режущий конус может дополнительно включают в себя режущие зубки, расположенные на нем, также с установленными заподлицо штыревыми вставками. Штыревые вставки могут быть выполнены из такого материала, как цементированный карбид, твердосплавная наплавка, вольфрам, вольфрамовые сплавы, карбид вольфрама и резца, выполненного из стали.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Настоящее изобретение в общем относится к буровому долоту с коническими шарошками с улучшенным сопротивлением эрозии. В одном варианте осуществления способ изготовления конической шарошки для бурового долота включает в себя: избирательное науглероживание рабочей поверхности венцов конической шарошки между множеством пятен на рабочей поверхности венцов для защиты от эрозии; после науглероживания, выполнение гнезд в конической шарошке на пятнах; и закрепление металлокерамических вставок в гнездах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008] Для обеспечения детального понимания указанных выше признаков настоящего изобретения более конкретное описание изобретения, сущность которого кратко изложена выше, можно получить в приведенном описании вариантов осуществления, некоторые из которых показаны на прилагаемых чертежах. Следует отметить, вместе с тем, что прилагаемые чертежи показывают только обычные варианты осуществления данного изобретения и поэтому не считаются ограничивающими его объем, поскольку изобретение допускает другие равно эффективные варианты осуществления.
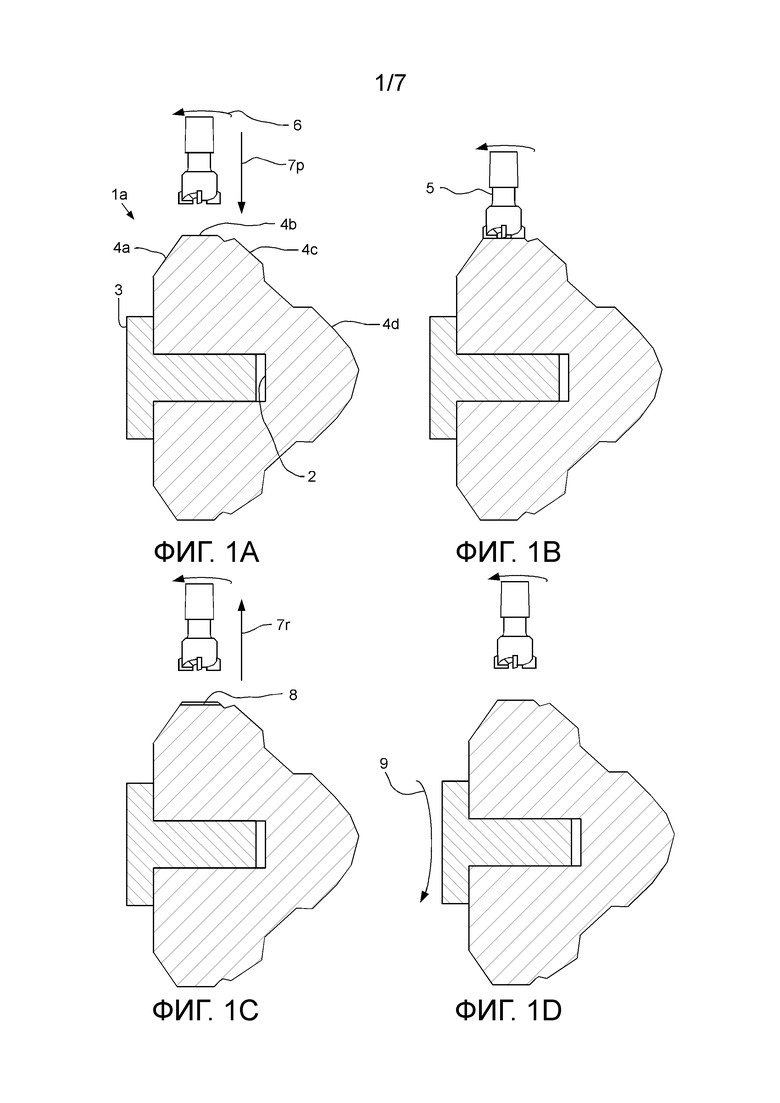
[0009] На фиг. 1A-1D показано цекование первой конической шарошки согласно одному варианту осуществления настоящего изобретения.
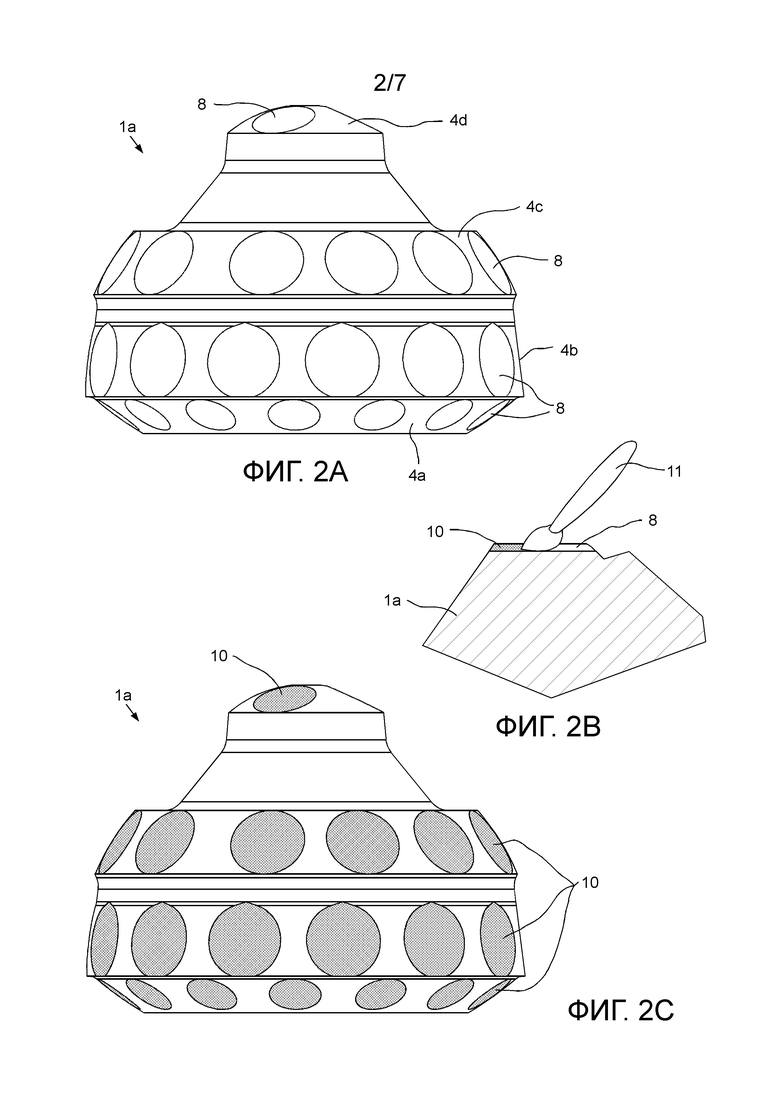
[0010] На фиг. 2A показана первый коническая шарошка с плоскими гранями, полученными цекованием. На фиг. 2B показано нанесение ингибитора на одну из плоских граней. На фиг. 2C показана первая коническая шарошка с ингибитором, нанесенным на плоские грани.
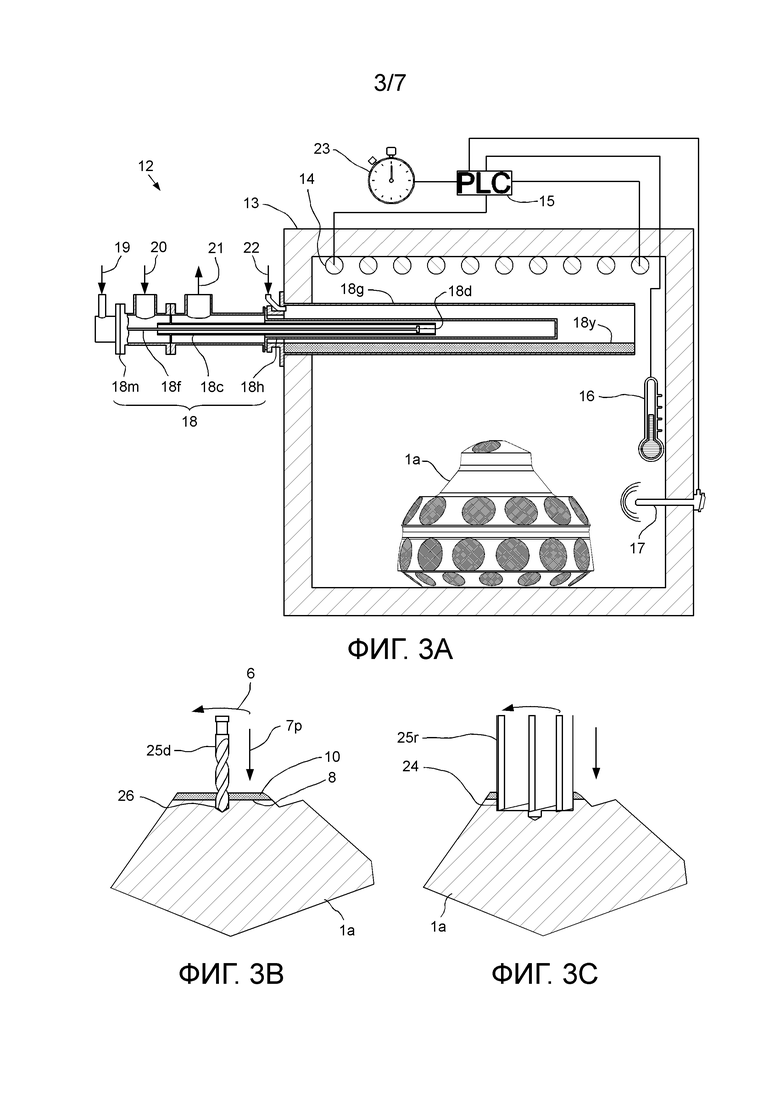
[0011] На фиг. 3A показано науглероживание первой конической шарошки. На фиг. 3B и 3C показано выполнение гнезда на одной из плоских граней.
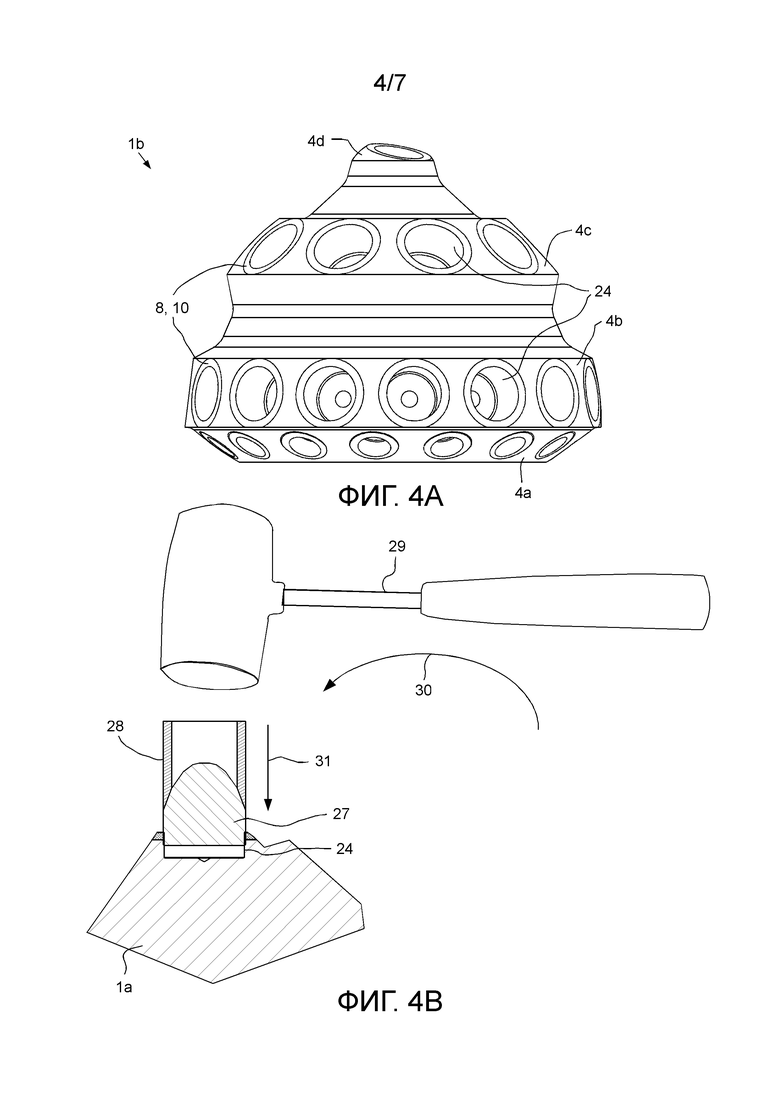
[0012] На фиг. 4A показана вторая коническая шарошка с гнездами, выполненными в ней на плоских гранях. На фиг. 4В показана запрессовка режущей вставки в одно из гнезд.
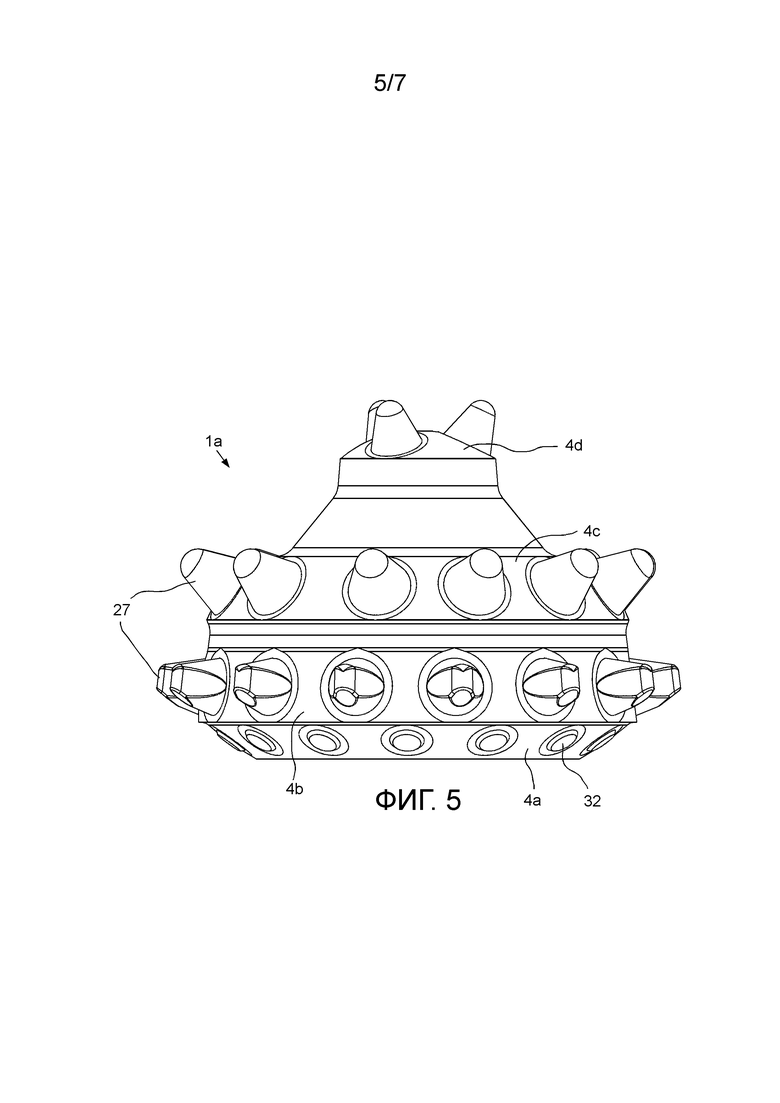
[0013] На фиг. 5 показана первая коническая шарошка с режущими вставками, запрессованными в гнезда.
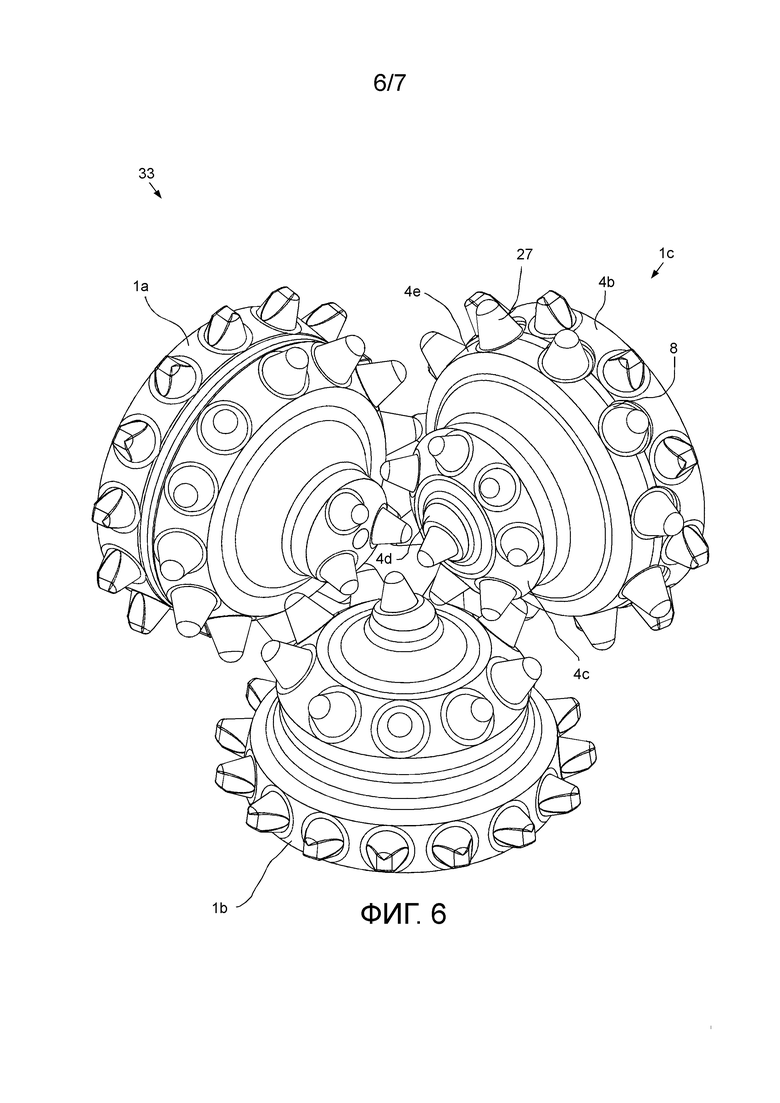
[0014] На фиг. 6 показано буровое долото с коническими шарошками.
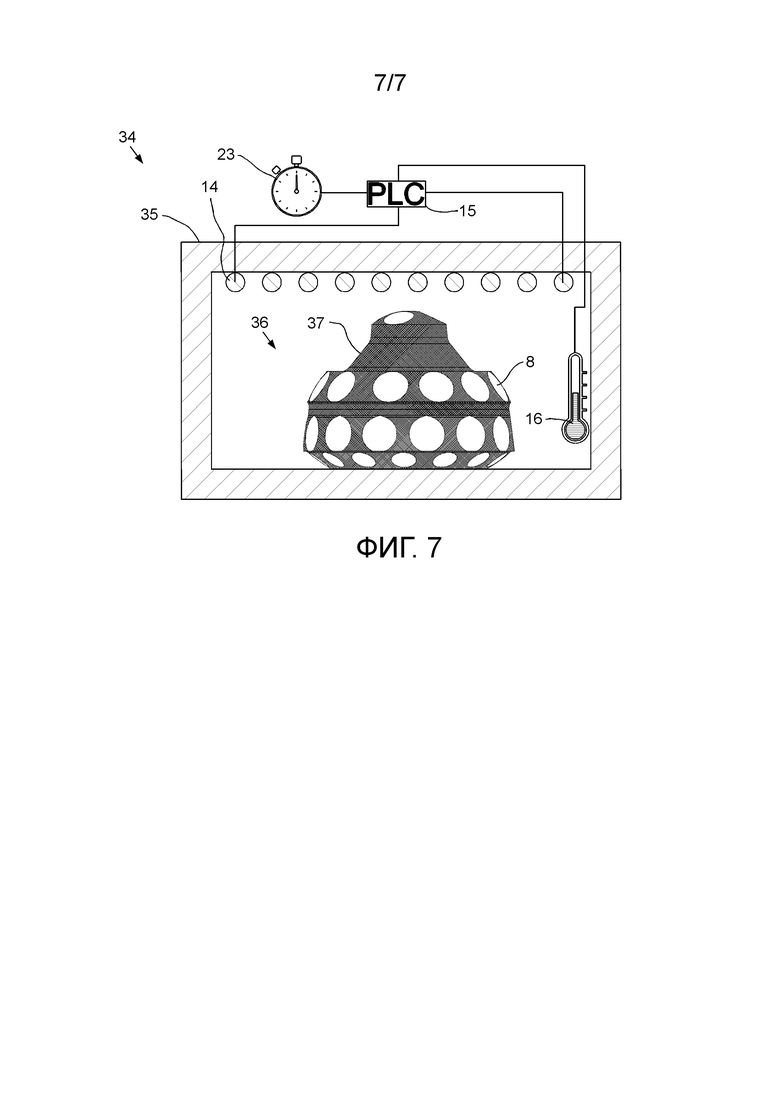
[0015] На фиг. 7 показано науглероживание первой конической шарошки согласно другому варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0016] На фиг. 1A-1D показано цекование первой конической шарошки 1a, согласно одному варианту осуществления настоящего изобретения. Первая коническая шарошка 1а может начинаться с кованого стального корпуса конической формы. Гнездо 2 для крепления при обработке может быть выполнено в задней части стального корпуса для его установки на шпиндель 3 металлорежущего станка, такого как токарный станок. Токарный станок может управляться вручную или являться станком с ЧПУ. Одна или несколько рабочих поверхностей венцов, таких как рабочая поверхность 4а тыльного венца, рабочая поверхность 4b калибрующего венца, рабочая поверхность 4с внутреннего венца и рабочая поверхность 4d вершины могут быть выполнены в наружной поверхности корпуса, например, обточкой с применением токарного станка.
[0017] Когда рабочие поверхности 4a-d венцов выполнены, шпиндель 3 можно заблокировать и цековка 5 может вращаться, позиция 6, и вдавливаться, позиция 7p, снаружи в одну из рабочих поверхностей венцов, такую как рабочая поверхность 4b калибрующего венца, до выполнения плоской грани 8. Цековка 5 может являться собственно цековкой (показано) или лобовой фрезой (не показано) и, если это лобовая фреза, то может поворачиваться для выполнения плоской грани 8 после вдавливания 7p. Цековка 5 может вдавливаться, позиция 7p, с применением ручного управления или вдавливаться и поворачиваться станком с ЧПУ. Когда плоская грань 8 выполнена, цековку 5 можно поднять, позиция 7r, и шпиндель 3 можно разблокировать и повернуть, позиция 9, на заданный угол. После поворота на заданный угол шпиндель 3 можно повторно заблокировать и применить цековку 5 для выполнения второй плоской грани. Процесс цекования может повторяться до получения комплекта из плоских граней на выбранной рабочей поверхности 4b калибрующего венца.
[0018] Хотя подразумевается, что цековка 5 имеет вертикальную ориентацию, вместо этого цековка может иметь горизонтальную ориентацию.
[0019] На фиг. 2A показана первая коническая шарошка 1a с плоскими гранями 8, полученными цекованием. Когда на выбранной рабочей поверхности 4b калибрующего венца выполнено цекование, процесс можно повторить для других рабочих поверхностей 4a,c,d венцов. Каждая плоская грань 8 может иметь форму круга и может соответствовать месту, где позже может быть закреплена вставка. Когда плоские грани 8 выполнены, гнездо 2 для крепления при обработке может быть увеличено, например, механической обработкой резанием, для выполнения приемного гнезда вала подшипников (не показано) для установки первой конической шарошки 1a на лапу (не показано) бурового долота.
[0020] На фиг. 2B показан нанесение ингибитора 10 на одну из плоских граней 8. Когда приемное гнездо вала подшипников выполнено, ингибитор 10 может быть нанесен на одну из плоских граней 8 для защиты зоны первой конической шарошки 1а смежной с плоской гранью от науглероживания. Ингибитор 10 может быть металлизированной краской или мастикой и может быть нанесен кистью 11. Для ингибирующей краски или мастики можно составить рецептуру с базовым металлом, имеющим малое или не имеющим афинного подобия для углерода, таким как медь. Ингибитор 10 может быть нанесен вручную, или нанесение может быть автоматизированным, например с применением робота.
[0021] Предпочтительно, для нанесения вручную ингибитора 10 плоские грани 8 обеспечивают ясную визуально разметку.
[0022] Альтернативно, ингибитор 10 может быть нанесен распылительным устройством, таким как краскораспылитель (показано) или металлизационный пистолет (не показано). Альтернативно, цекование может быть исключено и ингибитор 10 может быть нанесен вручную, с наложением трафарета на первую коническую шарошку 1a (не показано) с отверстиями для нанесения ингибитора на рабочие поверхности 4a-d венцов (соответствующие плоскими гранями 8 но без изменения наружной поверхности первой конической шарошки 1a). Альтернативно, цекование может быть исключено и ингибитор 10 может быть нанесен роботом (не показано), запрограммированным на нанесение ингибитора на рабочие поверхности 4a-d венцов (соответствующие плоским граням 8, но без изменения наружной поверхности первой конической шарошки 1a).
[0023] На фиг. 2C показана первая коническая шарошка 1a с ингибитором 10, нанесенным на плоские грани 8. Нанесение ингибитора 10 можно затем повторять для остальных плоских граней 8 конической шарошки 1a.
[0024] На фиг. 3A показано науглероживание первой конической шарошки 1a. Когда ингибитор 10 нанесен на все плоские грани 8 и обеспечено его затвердевание, первую коническую шарошку 1 можно загрузить в печь 12 для науглероживания. Печь 12 для науглероживания может включать в себя кожух 13, нагревательный элемент 14, контроллер, такой как программируемый логический контроллер (ПЛК) 15, датчик 16 температуры, датчик 17 углеродного потенциала, реактор 18 и блок электропитания (не показано).
[0025] Реактор 18 может быть закреплен на боковой стенке кожуха 13 и проходить через отверстие в ней. Реактор 18 может включать в себя множество коаксиальных труб, таких как питающая труба 18f, труба 18c для сгорания, нагревательная труба 18h и генераторная труба 18g. Реактор 18 может дополнительно включать в себя манифольд 18m с первым впуском в сообщении текучей средой с питающей трубой 18f для подачи топлива 19 в него. Реактор 18 может дополнительно включать в себя диффузор 18d, соединенный с дальним концом питающей трубы 18f, и воспламенитель (не показано), установленный в трубе 18c для сжигания смежно с диффузором. Манифольд 18m может дополнительно иметь второй впуск в сообщении текучей средой с трубой 18c для сгорания для подачи окислителя, такого как воздух 20, в нее. Воздух 20 может проходить по кольцевому пространству, созданному между питающей трубой 18f и трубой 18c для сгорания в диффузор 18d для смешивания с топливом 19. Конец трубы 18c для сгорания может быть закрытым для отвода отработанных газов 21, полученных при сгорании топлива 19 и воздуха 20, сверху кольцевого пространства, созданного между трубой 18c для сгорания и нагревательной трубой 18h, на выпуск манифольда 18m. Манифольд 18m может также иметь перегородку, изолирующую выпуск от второго впуска.
[0026] Манифольд 18m может дополнительно иметь третий впуск в сообщении текучей средой с генераторной трубой 18g для подачи смеси 22 воздуха и обогащающего газа в нее. Обогащающий газ может являться углеводородом или окисью углерода. Смесь 22 может проходить в кольцевое пространство, созданное между генераторной трубой 18g и нагревательной трубой 18h для нагрева противотоком отработанных газов 21 и/или излучением от сгорания. Реактор 18 может дополнительно включать в себя катализатор 18y, уложенный вдоль участка кольцевого пространства, созданного между генераторной трубой 18g и нагревательной трубой 18h, для осуществления крекинга смеси 22. Катализатор 18y может быть металлическим, например из электрoлитического никеля. Прошедшая крекинг смесь (не показано) может выпускаться из генераторной трубы в камеру, выполненную в кожухе 13 для создания в ней науглероживающей атмосферы.
[0027] До загрузки первой конической шарошки 1a печь 12 может быть предварительно нагрета до температуры науглероживания, и реактор 18 может работать для установления атмосферы науглероживания. Первая коническая шарошка 1а может быть загружена и обеспечено ее нахождение в печи в течение заданного времени 23, достаточного для науглероживания ее участков без ингибитора. Ингибитор 10 может защищать плоские грани 8 от их науглероживания.
[0028] Когда науглероживание первой конической шарошки 1a завершено, первая коническая шарошка может быть выгружена из печи 12 для науглероживания и резко охлаждена. Первая коническая шарошка 1а может затем быть загружена в печь для термообработки (не показано) и пройти закалку с последующим отпуском.
[0029] Альтернативно, реактор 18 может быть исключен, и первая коническая шарошка 1а может иначе пройти науглероживание. Альтернативно, реактор 18 может являться блоком, отделенным от печи 12, и прошедшая крекинг смесь может подаваться по трубе в него.
[0030] На фиг. 3B и 3C показано выполнение гнезда 24 на одной из плоских граней 8. Когда первая коническая шарошка 1a резко охлаждена и закалена с последующим отпуском, сверло 25d может вращаться, позиция 6, и вдавливаться, позиция 7p, в плоскую грань 8 для образования пилотного отверстия 26 в первой конической шарошке 1a. Когда пилотное отверстие 26 выполнено, рассверливающий инструмент 25r может вращаться, позиция 6, и вдавливаться, позиция 7p, в пилотное отверстие 26 для выполнения гнезда 24 в первой конической шарошке 1a. Когда гнездо 24 выполнено в плоской грани 8, сверление и прочую обработку можно повторить для остальных плоских граней 8 для выполнения гнезд 24 в первой конической шарошке 1a. Каждая плоская грань 8 может иметь диаметр несколько больше диаметра соответствующего гнезда 24 для предотвращения попадания науглероживания в соответствующее гнездо 24. Диаметр каждого плоской грани 8 может быть больше диаметра соответствующего гнезда 24, например, на десять - шестьдесят процентов больше, для предотвращения попадания. Превышение диаметра может быть ограниченным, чтобы остальные рабочие поверхности 4a-d венцов получили адекватную защиту от абразивного износа и/или эрозии с помощью науглероживания.
[0031] На фиг. 4A показана вторая коническая шарошка 1b с гнездами 24, выполненными в ней на плоских гранях 8. Когда процессы цекования, нанесения ингибитора 10, науглероживания и создания гнезд выполняются на первой конической шарошке 1a, процессы могут проходить одновременно на второй конической шарошке 1b и третьей конической шарошке 1с (фиг. 6), или проходить сразу после указанного.
[0032] На фиг. 4В показана запрессовка режущей вставки 27 в одно из гнезд 24. Каждая режущая вставка 27 может быть выполнена из металлокерамики, такой как цементированный карбид. Цементированный карбид может представлять собой карбид вольфрама с кобальтом. Каждая режущая вставка 27 может иметь цилиндрическую базу и вершину, проходящую от базы. Каждая вершина может иметь куполообразную форму, коническую или остроконечную форму, например, каждая режущая вставка 27 рабочей поверхности 4b калибрующего венца имеет остроконечную вершину и каждая режущая вставка рабочей поверхности 4с внутреннего венца и рабочей поверхности 4d венца вершины шарошки имеет коническую вершину. Каждая база может иметь диаметр немного больше диаметра соответствующего гнезда 24 для выполнения посадки с натягом в него. Для закрепления каждой режущей вставки 27 в соответствующем гнезде 24 может быть надета муфта 28 на вершину соответствующей режущей вставки. Базу соответствующей режущей вставки 27 можно совместить с соответствующим гнездом, и киянкой 29 можно наносить удары 30 для осаживания муфты 28, при этом, запрессовывая 31 режущую вставку 27 в соответствующее гнездо 24.
[0033] Альтернативно, база каждой режущей вставки 27 может иметь диаметр немного меньше диаметра соответствующего гнезда 24, и режущая вставка может быть установлена в соответствующее гнездо, например, с помощью пайки тугоплавким припоем вместо посадки с натягом.
[0034] На фиг. 5 показана первая коническая шарошка 1a с режущими вставками 27, запрессованными в гнезда 24. Когда режущая вставка 27 запрессована в соответствующее гнездо 24, запрессовку можно повторить для каждого из остальных гнезд 24 рабочих поверхностей 4b-d венцов. Для рабочей поверхности 4а тыльного венца стабилизирующие вставки 32 могут быть запрессованы в соответствующие свои гнезда 24. Каждая стабилизирующая вставка 32 может быть выполнена из металлокерамики, такой как цементированный карбид. Цементированный карбид может являться карбидом вольфрама с кобальтом. Каждая стабилизирующая вставка 32 может быть цилиндрической и может иметь диаметр немного больше диаметра соответствующего гнезда 24 для выполнения посадки с натягом между ними. Каждая стабилизирующая вставка 32 может быть запрессована в соответствующее гнездо способом, аналогичным способу для режущих вставок 27, рассмотренному выше.
[0035] Альтернативно, база каждой стабилизирующей вставки 32 может иметь диаметр немного меньше диаметра соответствующего гнезда 24, и стабилизирующая вставка может быть закреплена в соответствующем гнезде, например, с помощью пайки тугоплавким припоем, вместо посадки с натягом.
[0036] На фиг. 6 показано буровое долото 33 с коническими шарошками 1a-c. Буровое долото 33 может включать в себя корпус (не показано) и конические шарошки 1a-c. Рабочие поверхности 4d вершины и рабочие поверхности 4с внутреннего венца конических шарошек 1a-c могут быть смещены относительно друг друга для образования непрерывного режущего профиля. Третья коническая шарошка 1c может дополнительно иметь рабочую поверхность 4e периферийного венца, выполненную смежно с рабочей поверхностью 4b калибрующего венца, и в своей наружной поверхности. Плоские грани 8, гнезда 24 и режущие вставки 27 рабочей поверхности 4e периферийного венца могут иметь размеры, выходящие за ее габарит, при этом перекрывая рабочую поверхность 4b калибрующего венца.
[0037] Корпус может иметь сверху хвостовик и снизу лапу для каждой конической шарошки 1a-c. Корпус может быть выполнен из металла или сплава, такого как сталь. Каждая лапа может быть прикреплена к хвостовику, например, сваркой. Лапы могут быть расставлены с равными интервалами вокруг корпуса, например через сто двадцать градусов. Хвостовик может иметь прикрепительную часть, такую как резьбовой ниппель, выполненную на его верхнем конце для соединения с другим элементом компоновки низа бурильной колонны для бурения ствола скважины. Канал может быть выполнен в хвостовике и может проходить от его верхнего конца до напорной камеры, выполненной в нем смежно с его нижним концом.
[0038] Каждая лапа может иметь верхний выступ, средний затылок, нижний вал подшипников и утолщенную часть с промывочным отверстием. Выступ, затылок, утолщеная часть с отверстием, и вал подшипников каждой лапы могут быть соединены друг с другом, например выполнены интегрально и/или сварены вместе. Каждая утолщеннная часть с промывочным отверстием может располагаться в сообщении текучей средой с напорной камерой через соответствующее окно, выполненное в хвостовике, и может иметь сопло закрепленное в ней для выпуска бурового раствора на соответствующую коническую шарошку 1a-c. Каждый вал подшипников может проходить от соответствующего затылка наклонно в радиальном направлении. Каждый вал подшипников может иметь цапфу для закрепления с вращением на ней соответствующей конической шарошки 1a-c. Каждая лапа может иметь резервуар для смазки, выполненный в ней и канал для смазки, проходящий от резервуара на соответствующий подшипник цапфы, выполненный между валом подшипников и соответствующей конической шарошкой 1a-c. Смазка может удерживаться в каждой лапе уплотнением, таким как кольцо круглого сечения, установленное в сальнике между соответствующей шарошкой 1a-c и валом подшипников. Каждая лапа может также иметь заливное отверстие в сообщении текучей средой с резервуаром для смазки и закрытое компенсатором давления.
[0039] Каждая коническая шарошка 1a-c может быть закреплена на соответствующей лапе с помощью множества шариков (не показано), размещаемых в дорожке подшипника, образованной совмещенными канавками в каждой конической шарошке и в соответствующем валу подшипников. Шарики могут закладываться в каждую дорожку через канал для шариков, выполненный в каждой лапе, и удерживаться в ней соответствующим пальцем для шариков. Каждый палец для шариков может прикрепляться к соответствующей лапе, например, сваркой. Верхняя и нижняя кромки каждого затылка могут быть защищены от эрозии и/или абразивного износа соответствующими твердосплавными наплавками из керамического или металлокерамического материала. Наружная поверхность каждого затылка может также быть защищена от эрозии и/или абразивного износа стабилизирующими вставками, закрепленными в их гнездах, например, посадкой с натягом или пайкой тугоплавким припоем.
[0040] Альтернативно, каждый режущий элемент рабочей поверхности 4с внутреннего венца и/или рабочей поверхности 4d вершины одной или всех конических шарошек 1a-c может представлять собой фрезерованный зубок, снабженный твердосплавными наплавками из керамического или металлокерамического материала вместо режущей вставки 27. Альтернативно, система смазки может быть исключена из бурового долота 33, и буровое долото может применятьcя в горных разработках вместо бурения ствола скважины.
[0041] На фиг. 7 показано науглероживание первой конической шарошки 36, согласно другому варианту осуществления настоящего изобретения. Вместо применения ингибитора 10 для избирательного науглероживания первой конической шарошки 1a, ускоритель 37 реакции может быть нанесен на первую коническую шарошку 36 на все ее поверхности за исключением плоских граней 8. Первая коническая шарошка 36 может быть в остальном идентичной первой конической шарошке 1a. Ускоритель 37 реакции может представлять собой насыщенную углеродом краску или мастику и может быть нанесен кистью 11 или любым альтернативным способом, рассмотренным выше.
[0042] Когда ускоритель 37 реакции нанесен и обеспечено его затвердевание, первая коническая шарошка 36 может быть загружена в печь 34. Печь 34 может включать в себя кожух 35, нагревательный элемент 14, ПЛК 15, датчик 16 температуры, и источник электропитания (не показано). Перед загрузкой первой конической шарошки 36 печь 34 может быть прогрета до температуры науглероживания. Первая коническая шарошка 36 может быть загружена и обеспечено ее нахождение в печи в течение заданного времени 23, достаточного для науглероживания ее участка снабженного ускорителем реакции.
[0043] Когда науглероживание первой конической шарошки 36 завершено, первая коническая шарошка может быть выгружена из печи 34 и резко охлаждена. Первая коническая шарошка 36 может затем быть загружена в печь для термообработки (не показано) и закалки с последующим отпуском. После завершения термообработки могут быть выполнены гнезда в первой конической шарошке 36 на плоских гранях 8 и вставки могут быть запрессованы в гнезда, как рассмотрено выше для первой конической шарошки 1a. Другие две конических шарошки могут быть обработаны аналогичным способом и три шарошки установлены на лапах бурового долота, как рассмотрено выше.
[0044] Альтернативно, цекование может быть исключено и ускоритель 37 реакции может быть вручную нанесен с созданием покрытия первой конической шарошки 1a через трафарет (не показано) для направления нанесения ускорителя реакции между пятнами (соответствующими плоским граням 8 но без изменения наружной поверхности первой конической шарошки 36) ее поверхностей венцов и на остальные ее поверхности. Альтернативно, цекование может быть исключено и ускоритель 37 реакции может быть нанесен роботом (не показано) запрограммированным для нанесения ингибитора между пятнами (соответствующими плоским граням 8, но без изменения наружной поверхности первой конической шарошки 36) ее поверхностей венцов и на остальные ее поверхности.
Выше приведены варианты осуществления настоящего изобретения, однако другие и дополнительные варианты осуществления изобретенияe могут быть разработаны без отхода от его базового объема, и объем изобретения определен следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОЛОТО С КОНИЧЕСКИМИ ШАРОШКАМИ, ИМЕЮЩЕЕ САЛЬНИК ДЛЯ ПОЛНОЙ ФИКСАЦИИ УПЛОТНЕНИЯ | 2017 |
|
RU2754252C2 |
| БУРОВОЕ ДОЛОТО С ВРАЩАЮЩИМИСЯ КОНИЧЕСКИМИ ШАРОШКАМИ И СПОСОБ РАЗБУРИВАНИЯ ПРОБКИ | 2014 |
|
RU2693059C2 |
| ДОЛГОВЕЧНОЕ ДОЛОТО ДЛЯ БУРЕНИЯ ВЗРЫВНЫХ СКВАЖИН В ТВЕРДОЙ ПОРОДЕ (ВАРИАНТЫ) | 2017 |
|
RU2747633C2 |
| БУРОВЫЕ ДОЛОТА С АНТИТРЕКИНГОВЫМИ СВОЙСТВАМИ | 2011 |
|
RU2598388C2 |
| БУРОВОЕ ДОЛОТО С РЕЖУЩИМ ЭЛЕМЕНТОМ, СПЕЧЕННЫМ С КОРПУСОМ ШАРОШКИ | 2008 |
|
RU2456427C2 |
| ОДНОШАРОШЕЧНОЕ БУРОВОЕ ДОЛОТО | 2011 |
|
RU2470134C1 |
| ГИБРИДНОЕ БУРОВОЕ ДОЛОТО | 2010 |
|
RU2564320C2 |
| БУРОВЫЕ СИСТЕМЫ И ГИБРИДНЫЕ БУРОВЫЕ ДОЛОТА ДЛЯ БУРЕНИЯ В ПОДЗЕМНОЙ ПОРОДЕ И СПОСОБЫ, СВЯЗАННЫЕ С НИМИ | 2014 |
|
RU2669623C1 |
| ДИНАМИЧЕСКИ УСТОЙЧИВОЕ ГИБРИДНОЕ БУРОВОЕ ДОЛОТО | 2009 |
|
RU2536914C2 |
| Шарошка бурового долота (варианты) | 2017 |
|
RU2663502C1 |
Группа изобретений относится к способу изготовления конической шарошки для бурового долота и к буровому долоту. Технический результат заключается в улучшении сопротивления эрозии. Способ изготовления конической шарошки для бурового долота содержит: избирательное науглероживание рабочей поверхности венцов конической шарошки между множеством пятен на рабочей поверхности венцов для защиты от эрозии; после науглероживания выполнение гнезд в конической шарошке на пятнах и закрепление металлокерамических вставок в гнездах. 2 н. и 15 з.п. ф-лы, 7 ил.
1. Способ изготовления конической шарошки для бурового долота, содержащий:
избирательное науглероживание рабочей поверхности венцов конической шарошки между множеством пятен на рабочей поверхности венцов для защиты от эрозии;
после науглероживания выполнение гнезд в конической шарошке на пятнах и
закрепление металлокерамических вставок в гнездах.
2. Способ по п. 1, в котором рабочую поверхность венцов избирательно науглероживают с помощью следующего:
нанесения ингибитора на каждое пятно и
науглероживания конической шарошки,
при этом ингибитор предотвращает науглероживание пятен, когда остальную рабочую поверхность венцов науглероживают.
3. Способ по п. 2, в котором ингибитор является металлизированной краской или мастикой.
4. Способ по п. 3, в котором ингибитор имеет медную основу.
5. Способ по п. 2, дополнительно содержащий цекование на множестве плоских граней в рабочей поверхности венцов на пятнах, при этом ингибитор наносят на плоские грани.
6. Способ по п. 1, в котором рабочую поверхность венцов избирательно науглероживают с помощью следующего:
нанесения насыщенной углеродом краски или мастики на рабочую поверхность венцов между пятнами и
нагревания конической шарошки.
7. Способ по п. 1, в котором рабочая поверхность венцов является рабочей поверхностью калибрующего венца и вставки являются режущими вставками.
8. Способ по п. 7, в котором:
рабочую поверхность тыльного венца конической шарошки также избирательно науглероживают, и
способ дополнительно содержит повторяющееся выполнение гнезд и закрепление вставок для рабочей поверхности тыльного венца.
9. Способ по п. 8, в котором:
рабочие поверхности внутренних венцов и вершины конической шарошки также избирательно науглероживают, и
способ дополнительно содержит повторяющееся выполнение гнезд и закрепление вставок для внутренних венцов и вершины.
10. Способ по п. 7, в котором:
наружную рабочую поверхность венцов конической шарошки также избирательно науглероживают, и
способ дополнительно содержит повторяющееся выполнение гнезд и закрепление вставок для наружной рабочей поверхности венцов.
11. Способ по п. 1, в котором рабочая поверхность является рабочей поверхностью тыльного венца и вставки являются вставками стабилизатора.
12. Способ по п. 1, в котором пятна имеют форму кругов.
13. Способ по п. 12, в котором пятнам придан диаметр немного больше диаметра гнезда для предотвращения попадания науглероживания в него.
14. Способ по п. 13, в котором диаметр каждого пятна на 10-60% больше диаметра соответствующего гнезда.
15. Способ по п. 1, в котором вставки закрепляют в гнездах запрессовкой.
16. Способ по п. 1, в котором каждое гнездо выполняют сверлением пилотного отверстия и затем рассверливанием пилотного отверстия для получения соответствующего гнезда.
17. Буровое долото, содержащее:
корпус, имеющий хвостовик для соединения с бурильной колонной и множество лап, прикрепленных к хвостовику; и
множество конических шарошек, каждая коническая шарошка закреплена на соответствующей лапе и изготовлена согласно способу по п. 1.
| US 4708752 A1, 24.11.1987 | |||
| Шарошка бурового долота | 1956 |
|
SU108521A1 |
| US 4303137 A1, 01.12.1981 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |

