Притязание на приоритет
Настоящая заявка претендует на приоритет патентной заявки US 11/710091, поданной 23 февраля 2007 г., на "Буровой инструмент и режущие узлы, режущий элемент которых спечен с корпусом шарошки, и способы его использования".
Область техники
Настоящее изобретение в общем относится к буровому инструменту, снабженному одной или более вращающимися шарошками. В частности, варианты осуществления настоящего изобретения относятся к способам формирования режущих узлов для такого бурового инструмента, в которых шарошка включает композитный материал "матрица-частицы", к режущим узлам, сформированным такими способами, и к буровому инструменту, включающему такие режущие узлы.
Предпосылки создания изобретения
Инструмент для бурения земных пород, включающий долота для роторного бурения, обычно используется для бурения буровых скважин или скважин в земных породах. К одному из типов долот для роторного бурения относится шарошечное коническое долото (также называемое "шарошечным долотом"), которое обычно имеет несколько конических режущих элементов (часто называемых "шарошками" или "резцами"), прикрепленных к лапам, отходящим от корпуса долота. Например, корпус долота шарошечного конического долота может включать три отходящие лапы, на каждой из которых имеется шейка оси опорного подшипника. На каждой из шеек может быть установлена вращающаяся шарошка. Корпус долота также может включать верхний конец с резьбой для присоединения бурового долота к бурильной колонне.
В некоторых шарошечных конических долотах, вращающиеся шарошки могут включать вставки или прессованные пластинки, отформованные из композитного материала "матрица-частица" и закрепленные в сопряженных с ними отверстиях, выполненных в наружной поверхности корпуса шарошки. Вставки выступают из наружной поверхности корпуса шарошки таким образом, что захватывают и разрушают земную породу при прохождении вращающейся шарошки по поверхности земной породы в буровой скважине в процессе бурения. Подобные вставки могут быть сформированы прессованием порошковой смеси в пресс-форме. Порошковая смесь может включать множество твердых частиц (например, карбида вольфрама) и множество частиц, включающих матричный материал (например, металл или сплав металла). Спрессованная порошковая смесь может быть затем спечена с образованием вставки. В некоторых шарошечных конических долотах корпус вращающихся шарошек (или по меньшей мере наружные оболочки вращающихся шарошек) может быть выполнен из стали. Композитный материал "матрица-частица", из которого изготавливаются вставки, может иметь большую устойчивость к абразивному износу по сравнению с корпусом (или по меньшей мере наружной оболочкой) вращающихся шарошек. В процессе бурения износ корпуса вращающейся шарошки может стать настолько большим, что одна или более вставок может выпасть из отверстия, в котором она была закреплена, из-за чрезмерного износа корпуса шарошки вокруг отверстия.
В других шарошечных конических долотах вращающиеся шарошки могут включать зубья, выполненные фрезерованием или механической обработкой непосредственно на наружной поверхности корпуса шарошки. После фрезерования зуба на него может быть нанесен материал твердосплавного упрочнения, а также на калибрующую поверхность и другие поверхности корпуса шарошки, соприкасающиеся с породой, для снижения износа этих поверхностей, соприкасающихся с породой. Материал твердосплавного упрочнения обычно включает композитный материал "матрица-частица". Например, материал твердосплавного упрочнения может включать зерна или гранулы из карбида вольфрама, заключенные в металле или сплаве металла.
Для нанесения твердосплавного упрочняющего композитного материала "матрица-частица" на поверхность детали, например, бурового инструмента, могут быть использованы различные известные способы. Например, из матричного материала может быть сформирована полая цилиндрическая трубка, которая может быть заполнена твердыми частицами (например, карбида вольфрама). По меньшей мере, один конец трубки может быть заглушен и помещен вблизи поверхности детали. Затем заглушенный конец трубки может расплавляться электрической дугой или пламенем горелки. При расплавлении трубки частицы карбида вольфрама внутри полой цилиндрической трубки смешиваются с расплавленным матричным материалом при его нанесении на деталь. В других способах вместо полой трубки, включающей матричный материал и заполненной твердыми частицами, может быть использован по существу сплошной стержень, включающий твердосплавный упрочняющий композитный материал "матрица-частица".
Для нанесения твердосплавного упрочняющего материала на наружную поверхность детали может быть использована также и технология дуговой сварки (наплавки). Например, между электродом и областью на наружной поверхности детали, куда необходимо нанести твердосплавный упрочняющий материал, может быть сформирована электрическая дуга. Сквозь плазменную дугу или вблизи нее на область наружной поверхности детали может быть направлен поток порошковой смеси, включающий как твердые частицы, так и частицы, содержащие матричный материал. Выделяющееся в дуге тепло расплавляет по меньшей мере частицы матричного материала с образованием сварочной ванны на поверхности детали, которая в дальнейшем затвердевает, образуя твердосплавный упрочняющий композитный материал "матрица-частица".
Нанесение твердосплавных упрочняющих покрытий может быть весьма трудоемким процессом, а достижение воспроизводимости толщины и однородности покрытия может вызывать сложности. Кроме того, нанесение твердосплавного упрочняющего материала на зубья вращающейся шарошки может ухудшить остроту режущих кромок зубьев. Может выполняться некоторая шлифовка твердосплавного покрытия для получения желаемой формы. В US 6766870 раскрыт способ придания нужной формы упрочненным зубьям посредством повторной механической обработки. Однако операция заточки упрочненных зубьев посредством шлифовки добавляет технологическую операцию и увеличивает трудоемкость и стоимость механических работ при изготовлении шарошечного конического долота.
Раскрытие изобретения
В настоящем изобретении предлагается способ формирования режущих узлов для использования в буровом инструменте. Этот способ включает спекание не полностью спеченного корпуса шарошки до требуемой конечной плотности для вплавления по меньшей мере одного режущего элемента (в настоящем описании также называется вставкой) в корпус шарошки. Не полностью спеченный корпус шарошки может включать твердые частицы и матричный материал.
В настоящем изобретении также предлагается режущий узел для использования на буровом инструменте, имеющий один или более режущих элементов, спеченных совместно с корпусом шарошки и составляющих с ним единое целое. Как корпус шарошки, так и режущие элементы, могут включать композитный материал "матрица-частица". Состав материала корпуса шарошки может отличаться от состава материала по меньшей мере одного из режущих элементов.
Также предлагается буровой инструмент, имеющий по меньшей мере один такой режущий узел, закрепленный на шейке оси опорного подшипника с возможностью вращения.
Описание чертежей
В то время как описание завершается формулой, в которой конкретно определяются и ясно заявляются объекты настоящего изобретения, преимущества настоящего изобретения будут лучше понятны из приведенного ниже описания изобретения и приложенных чертежей, на которых:
на фиг.1 представлен вид сбоку бурового долота в соответствии с вариантом осуществления настоящего изобретения;
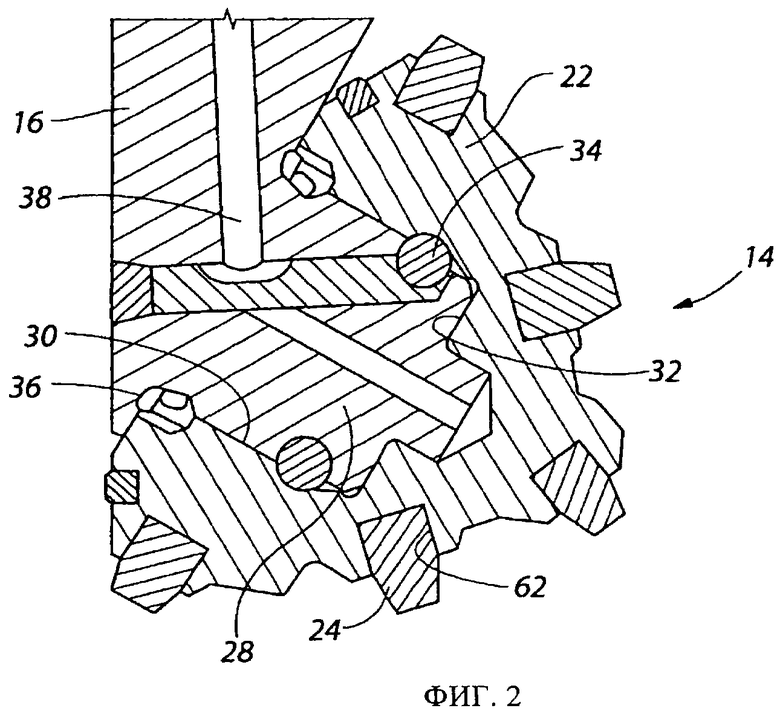
на фиг.2 представлен вид фрагмента сечения варианта осуществления вращающегося режущего узла, включающего шарошку, который может быть использован в буровом долоте, показанном на фиг.1;
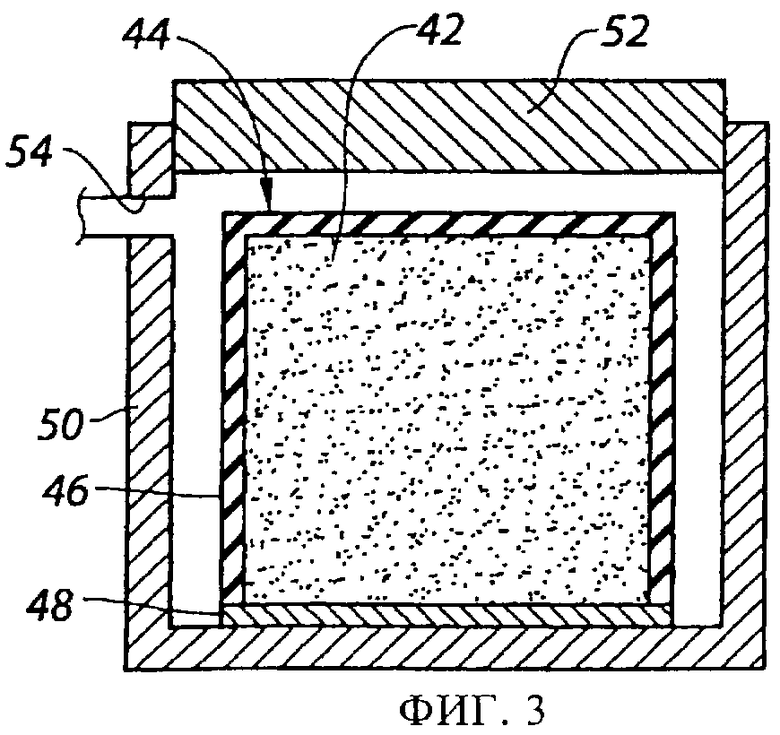
на фиг.3 схематически иллюстрируется способ формования шарошки вращающегося режущего узла в соответствии с вариантом осуществления настоящего изобретения;
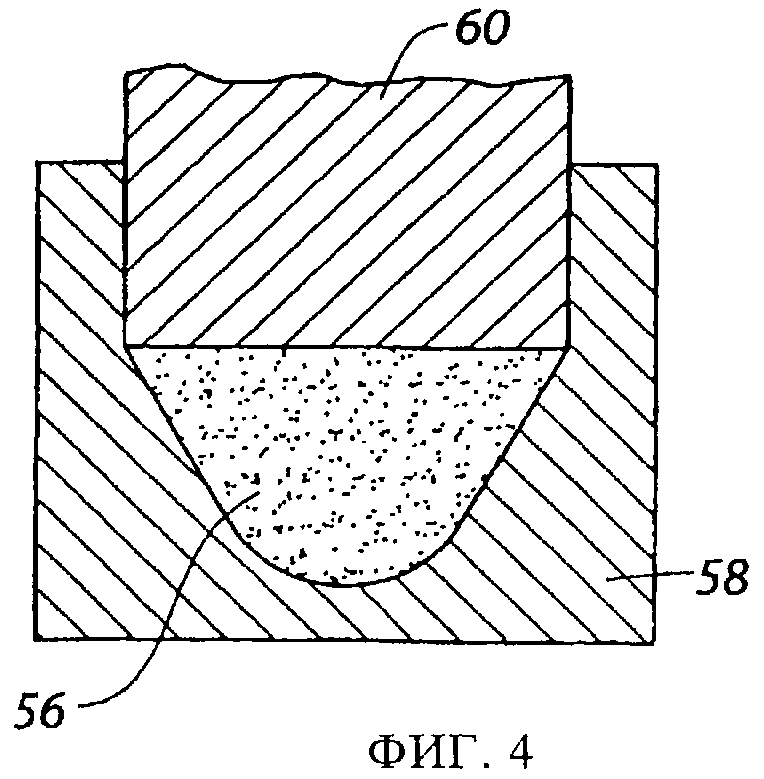
на фиг.4 схематически иллюстрируется другой способ формования шарошки вращающегося режущего узла в соответствии с другим вариантом осуществления настоящего изобретения;
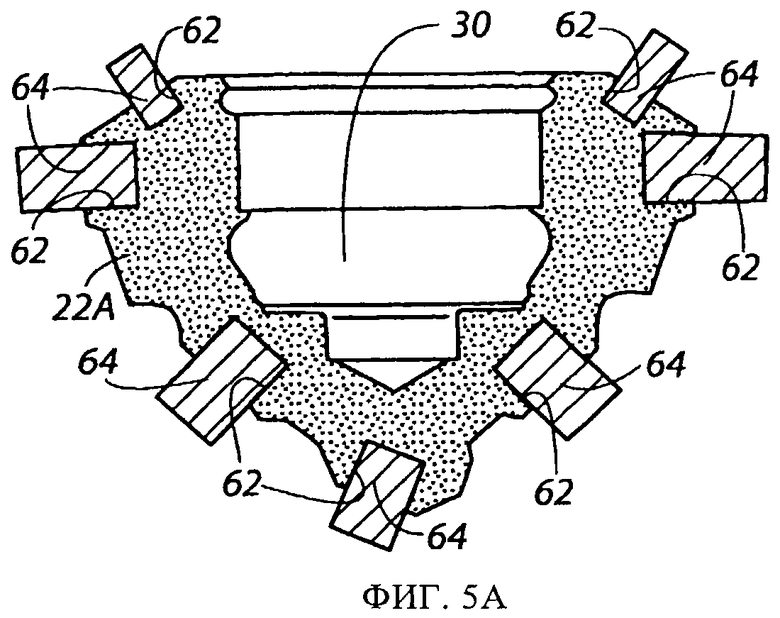
на фиг.5А-5В иллюстрируется один вариант осуществления способа, который может быть использован для формирования шарошки вращающегося режущего узла, в соответствии с настоящим изобретением, например вращающегося режущего узла, показанного на фиг.2;
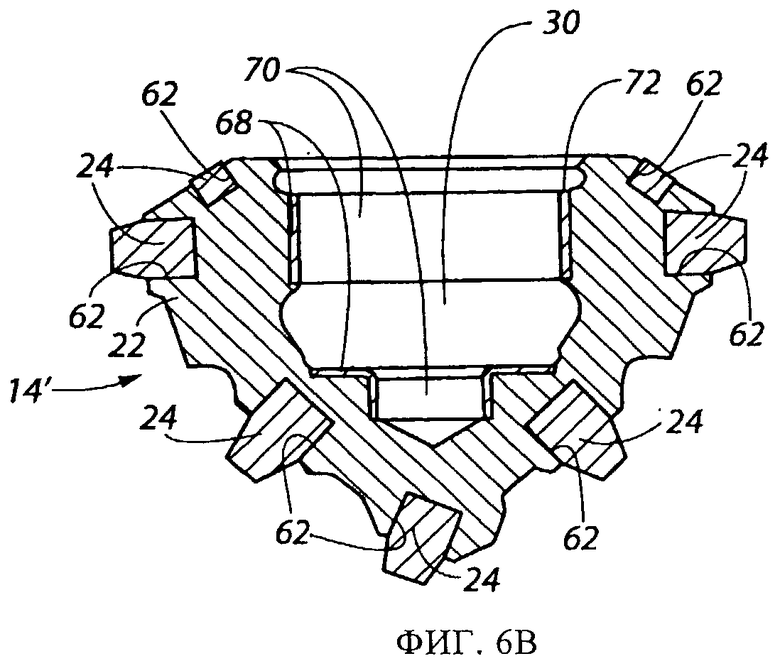
на фиг.6А-6В иллюстрируется другой вариант осуществления способа, который может быть использован для формирования шарошки вращающегося режущего узла, в соответствии с настоящим изобретением, например вращающегося режущего узла, показанного на фиг.2;
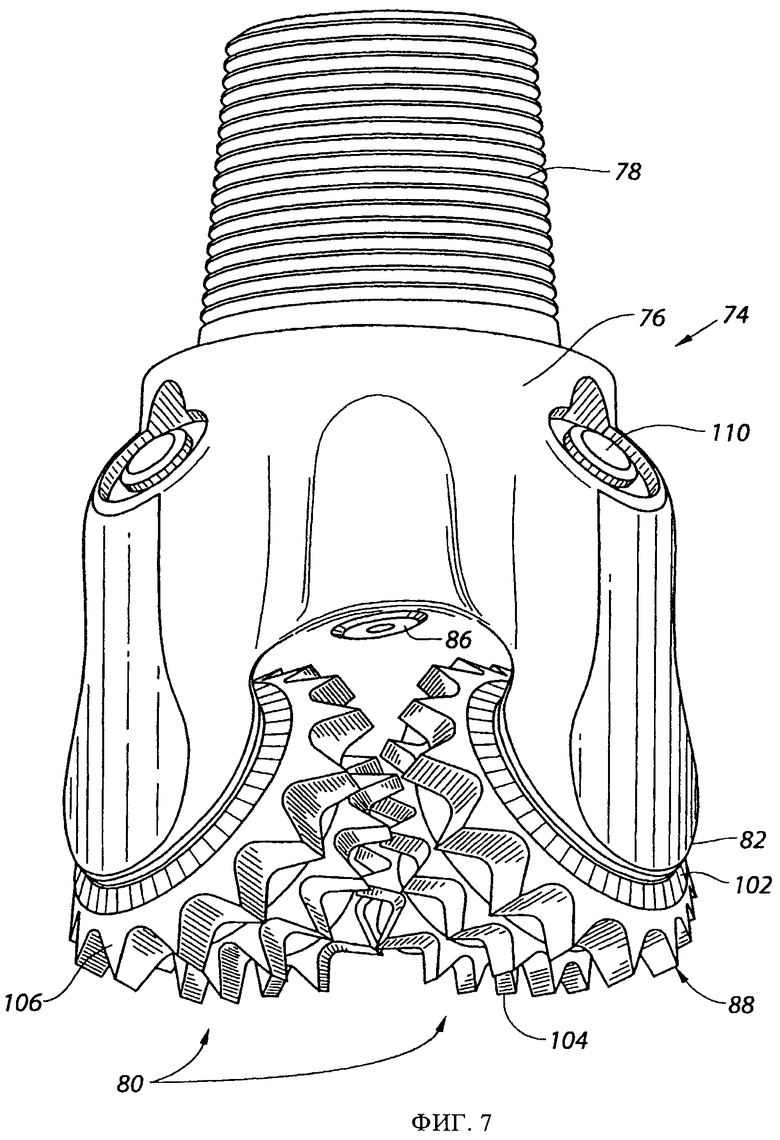
на фиг.7 представлен вид сбоку другого варианта осуществления бурового долота в соответствии с настоящим изобретением;
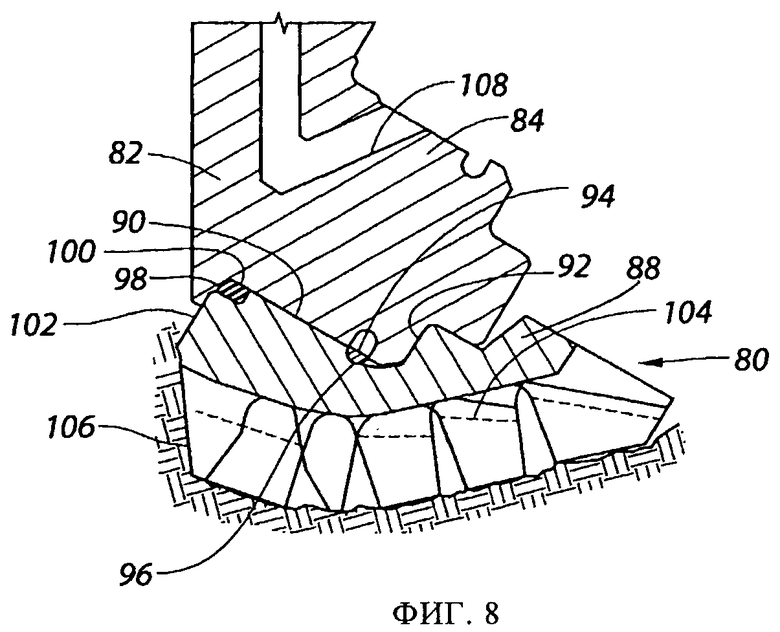
на фиг.8 представлен вид фрагмента разреза, иллюстрирующий другой вариант осуществления вращающегося режущего узла, включающего шарошку, в соответствии с изобретением, который может быть использован в буровом долоте, показанном на фиг.7;
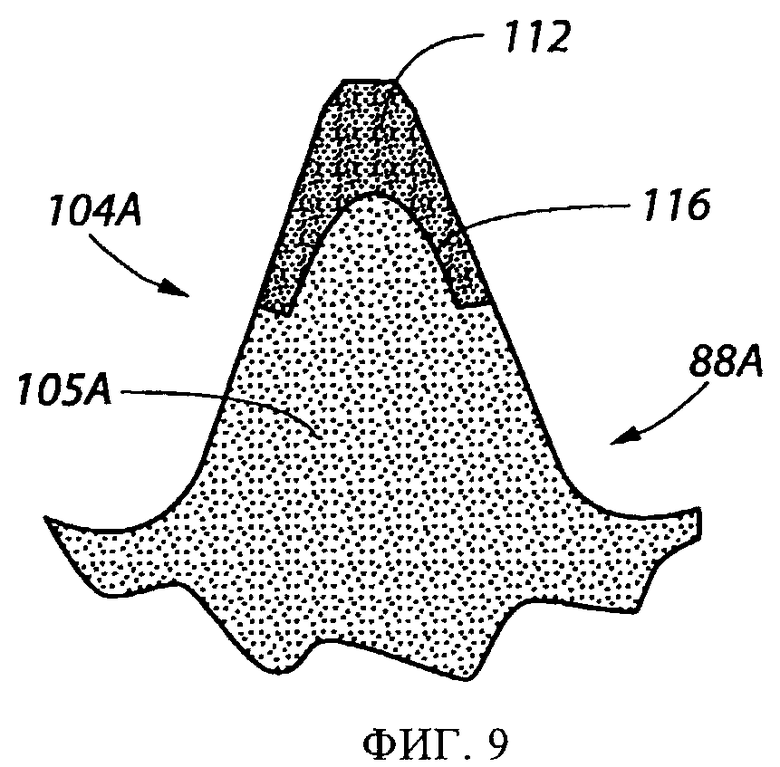
на фиг.9 представлен вид фрагмента разреза одного варианта осуществления конструкции зуба, который может быть использован при создании вращающегося режущего узла, например режущего узла, показанного на фиг.8;
на фиг.10 представлен вид фрагмента разреза другого варианта осуществления конструкции зуба, который может быть использован при создании вращающегося режущего узла, например режущего узла, показанного на фиг.8.
Способы выполнения изобретения
Приведенные здесь чертежи не являются реальными изображениями какого-либо конкретного материала, устройства, системы или способа, а иллюстрируют идеализированные представления, используемые для описания изобретения. Кроме того, одни и те же элементы на разных чертежах могут иметь одинаковые цифровые обозначения.
Термин "зеленый" (green) может использоваться в соответствующей литературе как эквивалент используемого в настоящем описании термина "неспеченный".
Термин "неспеченный (зеленый корпус) долота" в настоящем описании означает неспеченную конструкцию, содержащую множество отдельных частиц, скрепляемых связующим материалом.
Термин "коричневый" (brown) может использоваться в соответствующей литературе как эквивалент используемого в настоящем описании термина "частично спеченный".
Термин "частично спеченный (коричневый) корпус долота" в настоящем описании означает частично спеченную конструкцию, содержащую множество частиц, по меньшей мере некоторые из которых частично срослись, с образованием по меньшей мере частичного соединения между соседними частицами. Частично спеченные корпуса могут быть сформированы посредством частичного спекания неспеченного корпуса.
Термин "спекание" в настоящем описании означает уплотнение порошкового компонента, включающее удаление по меньшей мере части пор между частицами в исходном состоянии (сопровождается усадкой), в сочетании со слипанием и скреплением соседних частиц.
Используемый здесь термин "сплав [металла]" (где [металл] представляет собой любой металл) означает технически чистый [металл] в составе сплавов металла, где процентное весовое содержание [металла] превышает процентное весовое содержание любого другого компонента сплава.
Используемый здесь термин "состав материала" означает химический состав и микроструктуру материала. Другими словами, материалы, имеющие одинаковый химический состав, но различную микроструктуру, считаются имеющими различный состав материала.
Используемый здесь термин "карбид вольфрама" означает любой материал, содержащий химические соединения вольфрама и углерода, например WC, W2C и комбинации WC и W2C. Карбид вольфрама включает, например, литой карбид вольфрама, спеченный карбид вольфрама и макрокристаллический карбид вольфрама.
Глубина пробуриваемых буровых скважин продолжает увеличиваться по мере того, как уменьшается число нефтегазоносных пластов, залегающих на малой глубине. Это увеличение глубин буровых скважин приводит к тому, что требования к эксплуатационным характеристикам и долговечности долот приближаются к пределам, характерным для обычных буровых долот. Часто для пробуривания одной скважины требуется использовать несколько буровых долот, а замена бурового долота на бурильной колонне может быть дорогой процедурой.
В целях улучшения рабочих характеристик и долговечности долот для роторного бурения земных пород проводятся исследования новых композитных материалов "матрица-частицы". В качестве примера, не ограничивающего изобретение, корпуса долот с запрессованными резцами для роторного бурения земных пород, включающие такие композитные материалы "матрица-частицы", и способы формирования таких корпусов раскрыты в находящихся в рассмотрении патентных заявках US 11/271153, поданной 10 ноября 2005 г., и US 11/272439, также поданной 10 ноября 2005 г. Кроме того, буровые долота с вращающимися режущими узлами, содержащие шарошки, сформированные из таких композитных материалов "матрица-частицы", а также способы формирования таких шарошек, раскрыты в находящейся в рассмотрении патентной заявке US 11/487890, поданной 17 июля 2006 г.
Буровое долото 10 в соответствии с вариантом осуществления настоящего изобретения показано на фиг.1. Буровое долото 10 включает корпус 12 долота и несколько вращающихся режущих узлов 14. Корпус 12 долота может включать несколько лап 16 долота, составляющих с ним единое целое, а в верхнем конце корпуса 12 долота может быть сделана резьба 18 для присоединения к бурильной колонне. Корпус 12 долота может иметь форсунки 20 для выпуска бурового раствора в буровую скважину, который в процессе бурения возвращается на поверхность вместе с осколками породы. Каждый из вращающихся режущих узлов 14 включает шарошку 22, содержащую композитный материал "матрица-частицы" и несколько режущих элементов, например показанные режущие вставки 24. Каждая шарошка 22 может иметь коническую калибрующую поверхность 26. Кроме того, каждая шарошка 22 может отличаться особой конфигурацией режущих вставок 24 или режущих элементов, благодаря которой шарошки 22 могут вращаться в непосредственной близости друг к другу, не мешая друг другу.
На фиг.2 представлен вид сечения, иллюстрирующий один из вращающихся режущих узлов 14 бурового долота 10, показанного на фиг.1. Видно, что на каждой лапе долота имеется шейка 28 оси опорного подшипника. Шарошка 22 может закрепляться на шейке 28 оси опорного подшипника и вращаться вокруг нее. Каждая шарошка 22 может иметь центральную полость 30 цилиндрической формы и может образовывать поверхность подшипника скольжения, примыкающую к шейке 28 оси опорного подшипника. Полость 30 может включать плоский упорный бурт 32, который принимает нагрузку бурильной колонны, действующую на шарошку 22. Как показано в данном примере, шарошка 22 может удерживаться на шейке 28 оси опорного подшипника несколькими фиксирующими шариками 34, расположенными в соответствующих пазах на поверхностях полости 30 шарошки и шейки 28 оси опорного подшипника. Кроме того, узел 36 уплотнения может герметизировать зазор в подшипнике между полостью 30 шарошки и шейкой 28 оси опорного подшипника. Узел 36 уплотнения может представлять собой металлическое торцевое уплотнение, как это показано на чертеже, либо может быть узлом уплотнения другого типа, например эластомерным узлом уплотнения.
В зазоры подшипника между полостью 30 и шейкой 28 оси опорного подшипника может подаваться смазка по каналам 38 для смазки. Каналы 38 для смазки могут проходить к резервуару, включающему компенсатор 40 давления (см. фиг.1).
Как упоминалось выше, шарошка 22 может включать спеченный композитный материал "матрица-частицы", содержащий множество твердых частиц, распределенных по матричному материалу. В некоторых вариантах осуществления шарошка 22 может состоять, в основном, из композитного материала "матрица-частицы". Твердые частицы могут включать алмаз или керамические материалы, например карбиды, нитриды, оксиды и бориды (включая карбид бора (В4С)). В частности, твердые частицы могут включать карбиды или бориды на основе, например, W, Ti, Mo, Nb, V, Hf, Ta, Cr, Zr, Al и Si В качестве примера, не ограничивающего изобретение, материалы, которые могут быть использованы для формирования твердых частиц, включают карбид вольфрама (WC, W2C), карбид титана (TiC), карбид тантала (TaC), диборид титана (TiB2), карбиды хрома, нитрид титана (TiN), карбид ванадия (VC), оксид алюминия (Al2O3), нитрид алюминия (AlN), нитрид бора (BN) и карбид кремния (SiC). Кроме того, для получения заданных физических свойств и характеристик композитного материала "матрица-частицы" могут быть использованы комбинации различных твердых частиц. Твердые частицы могут быть получены с использованием известных технологий. Наиболее подходящие материалы для твердых частиц имеются на рынке, а создание других находится в пределах компетенции специалистов.
Матричный материал может включать, например, сплавы на основе кобальта, железа, никеля, никеля и железа, кобальта и никеля, железа и кобальта, алюминия, меди, магния и титана. Матричный материал может также быть выбран из технически чистых элементов, например кобальта, алюминия, меди, магния, титана, железа и никеля. В качестве примера, не ограничивающего изобретение, матричный материал может включать углеродистую сталь, легированную сталь, нержавеющую сталь, инструментальную сталь, суперсплавы никеля или кобальта и сплавы на основе железа или никеля с малым температурным расширением, например INVAR®. В настоящем описании термином "суперсплав" обозначаются сплавы на основе железа, никеля и кобальта, имеющие по меньшей мере 12 мас.% хрома. В качестве других примеров сплавов, которые могут быть использованы в качестве матричного материала, можно упомянуть аустенитные стали, суперсплавы на основе никеля, например INCONEL® 625M или Rene 95, и сплавы типа INVAR®, обладающие коэффициентом температурного расширения, близким к коэффициенту температурного расширения твердых частиц, используемых в композитном материале с частицами. Согласование коэффициентов температурного расширения матричного материала и твердых частиц позволяет уменьшить остроту проблемы остаточных напряжений и термической усталости. Другим примером подходящего матричного материала может служить аустенитная марганцовистая сталь Хадфильда (железо с примерно 12 мас.% марганца и 1,1 мас.% углерода).
В одном варианте осуществления настоящего изобретения спеченный композитный материал "матрица-частицы" может включать множество частиц карбида вольфрама -400 меш по ASTM (стандарт Американского общества по испытанию материалов). Например, частицы карбида вольфрама могут в основном состоять из WC. В настоящем описании выражение "частицы -400 меш по ASTM" означает частицы, которые проходят через сито №400 согласно стандарту ASTM, как это указано в спецификации ASTM Е-11-04 под названием "Технические нормативы для проволочной ткани и сеток для целей тестирования". Такие частицы карбида вольфрама могут иметь диаметр примерно менее 38 микрон. Матричный материал может включать сплав металла, примерно 50 мас.% которого составляет кобальт и 50 мас.% - никель. Такие частицы карбида вольфрама могут составлять примерно от 60 до 95 мас.% композитного материала, а матричный материал может составлять примерно от 5 до 40 мас.% композитного материала. Более точно, частицы карбида вольфрама могут составлять примерно от 70 до 80 мас.% композитного материала, а матричный материал может составлять примерно от 20 до 30 мас.% композитного материала.
В другом варианте осуществления настоящего изобретения спеченный композитный материал "матрица-частицы" может включать множество частиц карбида вольфрама -635 меш по ASTM. В данном описании выражение "частицы -635 меш по ASTM" означает частицы, которые проходят через сито №635 согласно стандарту ASTM, как это указано в спецификации ASTM Е11-04 под названием "Технические нормативы для проволочной ткани и сеток для целей тестирования". Такие частицы карбида вольфрама могут иметь диаметр менее примерно 20 микрон. Матричный материал может содержать сплав металла на основе кобальта, содержащий по существу технически чистый кобальт. Например, содержание кобальта в таком матричном материале может превышать примерно 98 мас.%. При этом частицы карбида вольфрама могут составлять примерно от 60 до 95 мас.% композитного материала, а матричный материал может составлять примерно от 5 до 40 мас.% композитного материала. После формирования шарошка 22 может обладать твердостью примерно в диапазоне от 75 до 92 единиц по шкале А по Роквеллу.
На фиг.3, 4 и 5А-5В иллюстрируются варианты осуществления способа, который может быть использован для формирования шарошки 22 и режущего узла 14, показанного на фиг.2. В общем, этот способ включает подготовку порошковой смеси, прессование порошковой смеси для формирования заготовки, формирования из заготовки неспеченного или частично спеченного корпуса шарошки и спекание неспеченного или частично спеченного корпуса шарошки до требуемой конечной плотности.
На фиг.3 иллюстрируется способ прессования порошковой смеси 42 для формирования неспеченной заготовки, которая может быть использована для формирования шарошки 22. Как показано на фиг.3, порошковая смесь 42 может прессоваться при существенно изостатическом давлении в пресс-форме или контейнере 44. Порошковая смесь 42 может включать множество описанных выше твердых частиц и множество частиц, содержащих матричный материал, также описанный ранее. В варианте осуществления порошковая смесь 42 также может включать одну или более добавок, например связующие вещества (например, органические материалы, например воск) для обеспечения конструктивной прочности спрессованного порошкового компонента, пластификаторы для повышения пластичности связующего вещества и смазывающие или уплотняющие добавки для снижения трения между частицами и обеспечения смазки при прессовании.
Контейнер 44 может включать влагонепроницаемый деформируемый элемент 46. Например, влагонепроницаемый деформируемый элемент 46 может представлять собой по существу цилиндрический мешок, содержащий деформируемый и непроницаемый полимерный материал, который может представлять собой эластомер, например резина, синтетический каучук, силикон или полиуретан. Контейнер 44 также может включать герметизирующую плиту 48, которая по существу может обладать жесткостью. Деформируемый элемент 46 может быть заполнен порошковой смесью 42, которая в варианте осуществления при воздействии вибрации равномерно распределяется внутри деформируемого элемента 46. К деформируемому элементу 46 может быть прикреплена либо присоединена герметизирующая плита 48, обеспечивающая между ними влагонепроницаемое уплотнение.
Контейнер 44 вместе с находящейся внутри порошковой смесью 42 может быть помещен в камеру 50 давления. Для обеспечения доступа внутрь камеры 50 давления может использоваться съемная крышка 52. Газ (например, воздух или азот) или текучая среда (например, вода или масло), которая может быть по существу несжимаемой, нагнетается в камеру 50 давления под высоким давлением через отверстие 54 посредством насоса (не показан). Под действием высокого давления текучей среды может происходить деформация деформируемого элемента 46, и давление текучей среды может передаваться порошковой смеси 42 по существу равномерно. Давление внутри камеры 50 давления при изостатическом прессовании может превышать 35 МПа (примерно 5000 фунтов/кв. дюйм). Более точно, давление внутри камеры 50 давления при изостатическом прессовании может превышать примерно 138 МПа (примерно 20000 фунтов/кв. дюйм).
В других вариантах для уплотнения порошковой смеси 42 внутри эластичного контейнера 44 может создаваться вакуум, а к наружной поверхности деформируемого элемента 46 контейнера 44 может прикладываться давление более примерно 0,1 МПа (примерно 15 фунтов/кв. дюйм, например атмосферное). Изостатическим прессованием порошковой смеси 42 может быть отформована заготовка из неспеченного порошка, которая после прессования может быть извлечена из камеры 50 давления и контейнера 44 для выполнения механической обработки. В некоторых вариантах осуществления полученная заготовка может иметь в целом цилиндрическую конфигурацию.
Фиг.4 иллюстрирует выполнение другого варианта способа прессования порошковой смеси 56 для формования неспеченной заготовки, который может быть использован при формировании шарошки 22, показанной на фиг.2. Выполнение способа, проиллюстрированного на фиг.4, включает формование заготовки с использованием жесткой пресс-формы 58, в камеру которой помещается порошковая смесь 56. Порошковая смесь 56 может быть аналогична порошковой смеси 42, используемой при выполнении способа, иллюстрируемого фиг.3. Полость пресс-формы 58 может иметь в целом коническую форму и использоваться для формовании заготовки в целом конической формы. В другом варианте полость может быть цилиндрической и может использоваться для формования цилиндрической заготовки. Поршень или плунжер 60 образует герметичное сочленение со стенками пресс-формы 58. На поршень 60 может воздействовать сила, и порошковая смесь может быть спрессована в неспеченную заготовку определенной формы, пригодную для ее механической обработки.
Неспеченная заготовка, отформованная способом, показанным на фиг.3 либо на фиг.4, может быть подвергнута механической обработке в неспеченном состоянии для формирования неспеченного корпуса 22А шарошки, показанного на фиг.5А. При осуществлении других способов неспеченная заготовка может быть частично спечена для формирования частично спеченной заготовки, и уже частично спеченная заготовка может быть подвергнута механической обработке для формирования частично спеченного корпуса шарошки (не показан). Плотность частично спеченной заготовки ниже плотности полностью спеченной, что облегчает ее механическую обработку. Неспеченные или частично спеченные структуры, например неспеченный корпус 22А шарошки, частично спеченный корпус шарошки либо неспеченная или частично спеченная заготовка, могут быть подвергнуты механической обработке практически так же, как и известные стальные шарошки. Однако, поскольку при дальнейшем спекании может возникнуть усадка, размеры неспеченных или частично спеченных структур должны быть заданы с припуском для компенсации усадки.
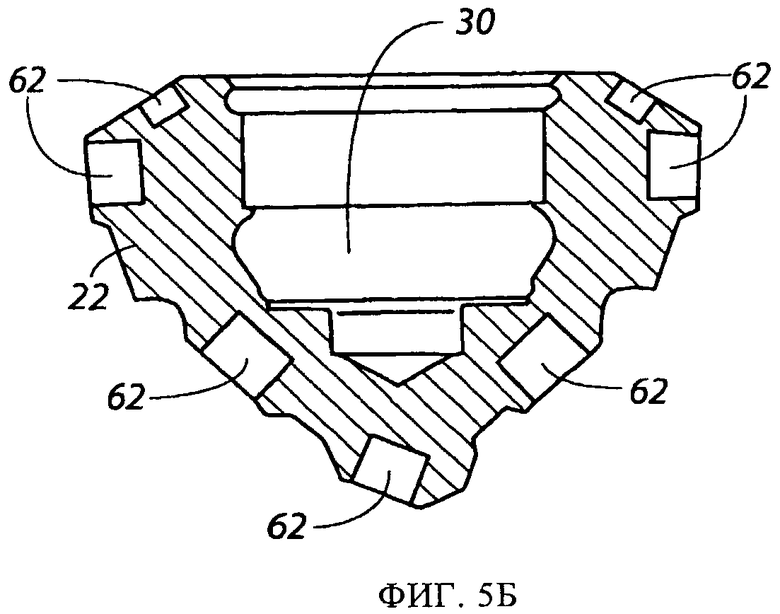
На фиг.5А показан неспеченный корпус 22А шарошки, который может быть использован для формирования режущего узла 14 (фиг.1-2). Как показано на фиг.5А, в некоторых вариантах осуществления неспеченный корпус 22А шарошки может иметь общую форму, соответствующую требуемой окончательной форме шарошки 22, и может включать различные элементы, например центральную полость 30 для создания поверхности подшипника скольжения, прилегающей к шейке 28 оси опорного подшипника (фиг.2), и отверстия 62 для установки в них режущих вставок 24 (фиг.2).
При желании в отверстия 62 могут быть вставлены вытесняющие элементы 64 для сохранения нужного размера, формы и ориентации каждого из отверстий 62 во время последующего спекания. Вытесняющие элементы 64 могут включать штифты, размеры которых соответствуют требуемым окончательным размерам отверстия 62, которые должны быть сформированы в шарошке 22 для каждой вставки 24. Вытесняющие элементы 64 могут быть выполнены из материала, который сохраняет твердость и стабильность при температуре спекания, например керамики. Кроме того, вытесняющие элементы 64 могут быть выполнены из пористого и (или) полого материала для упрощения их извлечения из полученной после окончательного спекания шарошки 22. Диаметр отверстий 62 может быть больше, чем у вытесняющих элементов 64 перед спеканием, и они могут подвергнуться усадке в процессе спекания до диаметра вытесняющих элементов 64.
В некоторых вариантах осуществления показанный на фиг.5А неспеченный корпус 22А может быть нагрет и спечен в печи до требуемой конечной плотности для формирования полностью спеченной шарошки 22, показанной на фиг.5Б. Полностью спеченная шарошка 22 на фиг.5Б показана с извлеченными после окончательного спекания вытесняющими элементами 64 (см. фиг.5А).
В некоторых вариантах осуществления печь может представлять собой вакуумную печь для создания вакуума в процессе спекания. В других вариантах осуществления печь может включать камеру давления для воздействия на шарошку избыточным давлением в процессе спекания. Кроме того, в печи может быть предусмотрено создание управляемой атмосферы. Например, в печи при спекании шарошки может создаваться атмосфера, лишенная кислорода.
В качестве примера, не ограничивающего изобретение, может потребоваться получение шарошки 22, включающей спеченный карбид вольфрама. Для формирования такой шарошки может быть отформован неспеченный корпус 22А шарошки включающий множество частиц, включающих карбид вольфрама и множество частиц, включающих матричный материал на основе кобальта, причем эти частицы скреплены друг с другом органическим связующим материалом. При осуществлении этих способов спекание неспеченного корпуса 22А шарошки может выполняться при температурах примерно в интервале 500°C и 1500°C. Температура спекания может быть различной для конкретных составов композитного материала "матрица-частицы".
В процессе спекания неспеченный корпус 22А шарошки может испытывать усадку и уплотнение по мере того, как он спекается до конечной плотности, образуя шарошку 22. После спекания шарошка 22 может приобрести необходимую внешнюю конфигурацию, включая отверстия 62 и центральную полость 30. Для этих поверхностей может потребоваться некоторая дополнительная механическая обработка, либо она может и не понадобиться. Полость 30 либо другие поверхности после спекания могут быть подвергнуты механической обработке. Например, стенки отверстия полости 50 могут быть прошлифованы и отполированы для достижения требуемой чистоты поверхности.
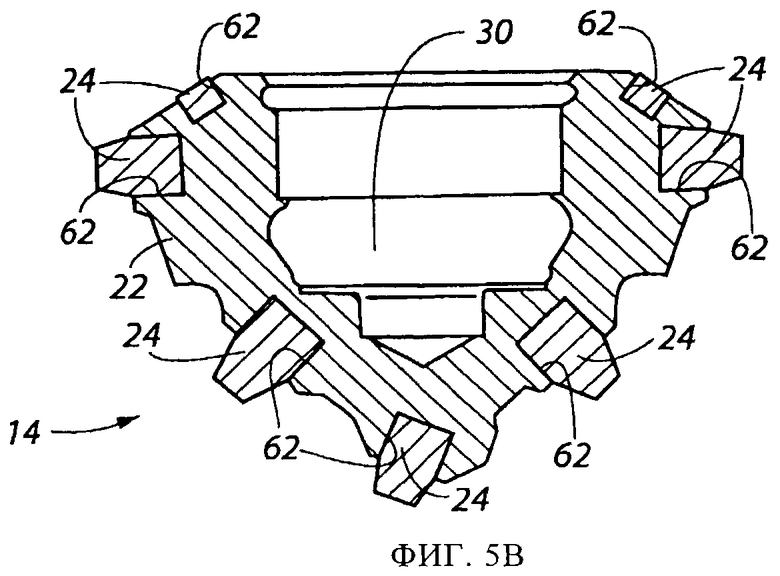
Как показано на фиг.5В, после завершения формирования шарошки 22 и удаления вытесняющих элементов 64 в отверстиях 62 могут быть закреплены режущие вставки 24. Размер и форма режущих вставок 24 могут выбираться так, чтобы обеспечивалась плотная и надежная тугая посадка режущих вставок 24 в отверстиях 62. В других вариантах осуществления режущие вставки 24 могут быть закреплены в отверстиях 62 посредством связующего вещества. В других вариантах осуществления режущие вставки 24 могут быть закреплены в отверстиях 62 посредством пайки или пайки тугоплавким припоем.
Центральная полость 30 может быть подвергнута чистовой механической обработке, и шарошка 22 может быть установлена на шейку 28 оси опорного подшипника обычным способом (фиг.2). Режущие вставки 24 могут быть сформированы отдельно от шарошки 22 аналогичным с шарошкой 22 способом. Хотя режущие вставки 24 могут быть выполнены из спеченного композитного материала "матрица-частицы", состав композитного материала "матрица-частицы" режущих вставок 24 может отличаться от состава композитного материала "матрица-частицы" шарошки 22.
При осуществлении других способов, вместо того чтобы формировать неспеченную или частично спеченную заготовку, включающую спеченный композитный материал "матрица-частицы", и механически обрабатывать неспеченную или частично спеченную заготовку для получения неспеченного или частично спеченного корпуса шарошки, неспеченная заготовка может быть спечена до желаемой конечной плотности для получения полностью спеченной заготовки. Затем такая полностью спеченная заготовка может быть обработана механически для получения полностью спеченной шарошки 22, показанной на фиг.5Б, с использованием обычных технологий механической обработки или ультразвуковой обработки материалов. Поскольку механическая обработка полностью спеченной заготовки может представлять трудности, этот процесс может быть облегчен использованием ультразвуковой обработки. Например, технология ультразвуковой обработки может включать воздействие на инструмент высокочастотной вибрацией, под действием которой улучшается удаление материала с полностью спеченной заготовки.
Фиг.6А-6В иллюстрируют другие варианты осуществления способа, который может быть использован для формирования режущего узла (например, показанного на фиг.3 режущего узла 14), в соответствии с настоящим изобретением. Как более подробно показано далее, способ в общем включает подготовку не спеченной до конца неспеченной или частично спеченной шарошки, имеющей несколько отверстий, введение вставок в отверстие в неспеченной или частично спеченной шарошке и спекание получившейся конструкции до требуемой конечной плотности для прикрепления вставок к шарошке. При этом вставки могут быть спечены совместно с шарошкой и составят с ней единое целое. В некоторых вариантах осуществления вставки могут включать не спеченные до конца неспеченные или частично спеченные вставки, и неспеченные или частично спеченные вставки могут быть спечены до требуемой конечной плотности одновременно с шарошкой. В других вариантах осуществления вставки могут быть полностью спечены, когда они вставлены в соответствующие отверстия неспеченной или частично спеченной шарошки.
Далее вставки могут отличаться градиентом состава, изменяющегося от области или областей, прилегающих к границе раздела между вставками и шарошкой, и областью или областями вблизи поверхности, захватывающей породу, или поверхностями вставок. Например, для области вставок вблизи границы раздела между вставками и шарошкой состав материала может быть выбран так, чтобы облегчить или улучшить сцепление вставок с шарошкой, в то время как в области вблизи поверхности, захватывающей породу, или поверхности вставок, выбор состава материала может обеспечивать улучшение одного или более свойств или характеристик материала, например твердости, прочности, долговечности и износостойкости. В качестве примера, не ограничивающего изобретение, области вставок вблизи границы раздела между вставками и шарошкой могут имеет первый матричный материал, по существу аналогичный матричному материалу шарошки, в то время как области, прилегающие к поверхности, захватывающей породу, или поверхностям вставок, могут иметь второй матричный материал, выбор которого обеспечивает улучшение одного или более свойств вставок - твердости, прочности, долговечности и износостойкости. В таких вариантах осуществления концентрация во вставках первого матричного материала и второго матричного материала может изменяться либо непрерывно, либо ступенчато, между областями, прилегающими к границе раздела, и областями, прилегающими к поверхности, захватывающей породу.
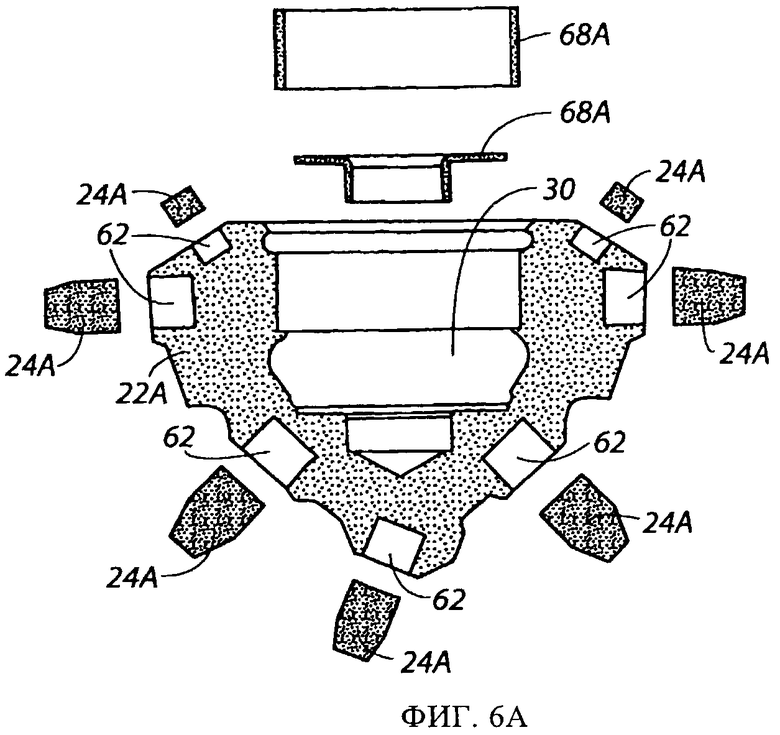
Как показано на фиг.6, неспеченный корпус 22А шарошки может быть сформирован или подготовлен иным путем, как это было описано в связи с фиг.5А. Может быть подготовлено несколько неспеченных режущих вставок 24А. Каждая из неспеченных режущих вставок 24А может включать множество твердых частиц и множество частиц, содержащих матричный материал, а частицы могут скрепляться друг с другом органическим связующим материалом. Как упоминалось выше, состав неспеченных режущих вставок 24А может отличаться от состава неспеченного корпуса 22А шарошки. Кроме того, неспеченные режущие вставки 24А могут отличаться градиентом состава, который изменяется от области или областей, прилегающих к границе раздела между вставками и шарошкой, и областью или областями вблизи поверхности, захватывающей породу, или поверхностями вставок, как об этом упоминалось выше.
При осуществлении некоторых способов, дополнительные неспеченные элементы или компоненты, помимо неспеченных режущих вставок 24А, также могут прикрепляться к неспеченному корпусу 22А шарошки перед спеканием. В качестве примера, не ограничивающего изобретение, один или более неспеченных опорных элементов 68А, определяющих опорные поверхности шарошки, могут быть закреплены внутри центральной области 30 неспеченного корпуса 22А шарошки. По аналогии с неспеченными режущими вставками 24А каждый из неспеченных опорных элементов 68А может включать множество твердых частиц и множество частиц, содержащих матричный материал, а состав неспеченных опорных элементов 68А может отличаться от состава неспеченного корпуса 22А шарошки.
Как показано на фиг.6Б, неспеченные режущие вставки 24А могут быть вставлены в отверстия 62 неспеченного корпуса 22А шарошки, а неспеченные опорные элементы 68А могут быть закреплены в заданных местах внутри центральной полости 30 неспеченного корпуса 22А шарошки.
В качестве примера, не ограничивающего изобретение, размеры и форма неспеченных режущих вставок 24А и отверстий 62 в неспеченном корпусе 22А шарошки могут быть выбраны так, чтобы обеспечивался средний зазор между ними примерно от 0,025 мм (0,001 дюйма) до 0,635 мм (0,025 дюйма). Такие зазоры также могут быть сделаны между неспеченными опорными элементами 68 и неспеченным корпусом 22А шарошки.
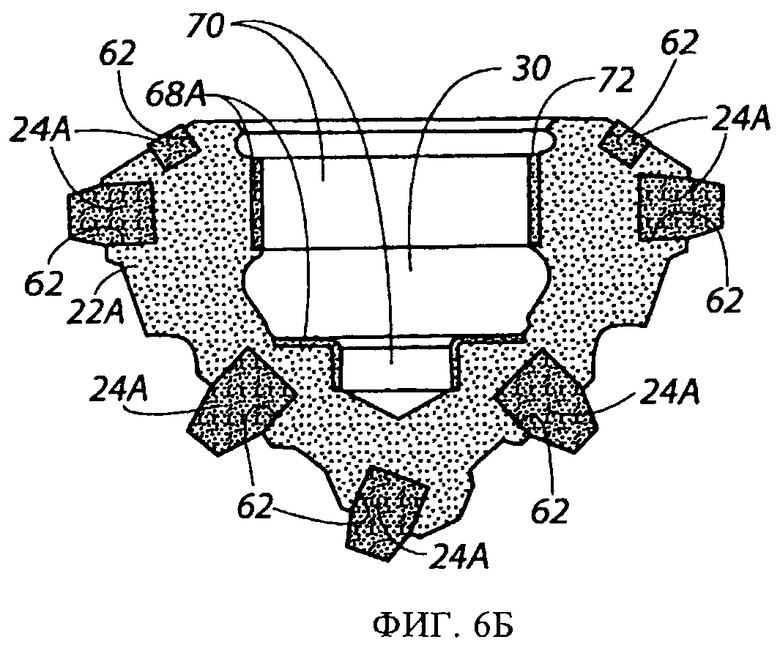
После того как различные неспеченные компоненты собраны с формированием конструкции, аналогичной показанной на фиг.6Б, конструкция может быть подвергнута спеканию до требуемой конечной плотности для формирования полностью спеченной конструкции, показанной на фиг.6В. В процессе спекания шарошка 22, включающая отверстия 62 и другие элементы, режущие вставки 24 или другие режущие элементы, и опорные элементы 68 могут испытывать усадку и уплотнение. Кроме того, режущие вставки 24 и опорные элементы 68 могут расплавиться и прикрепиться к шарошке 22. Другими словами, после спекания режущие вставки 24 и опорные элементы 68 могут оказаться спеченными в единое целое с шарошкой 22, образуя по существу единый режущий узел 14'.
После того как режущий узел 14' был спечен до требуемой конечной плотности, механической обработкой и полировкой могут быть выполнены различные необходимые или желательные элементы режущего узла 14'. Например, опорные поверхности 70 на опорных элементах 68 могут быть отполированы. Полировкой опорных поверхностей 70 опорных элементов 68 можно добиться относительно гладкой поверхности и уменьшить трение на границе раздела между опорными элементами 68 и шейкой 28 оси опорного подшипника (фиг.2). Более того, посредством механической обработки и (или) полировки уплотнительной кромке 72 опорных элементов 68 могут быть приданы форма и гладкость поверхности, обеспечивающие герметизацию при контакте с уплотнителем из металла или эластомера или с уплотняющей поверхностью на корпусе 12 долота (фиг.2).
Неспеченные режущие вставки 24А и неспеченные опорные элементы 68А могут быть сформированы из композитного материала "матрица-частицы" в значительной мере тем же путем, что и неспеченный корпус 22А шарошки. Состав материала каждой из неспеченных режущих вставок 24А, неспеченных опорных элементов 68А и неспеченного корпуса 22А шарошки может выбираться по отдельности и индивидуально для получения физических и (или) химических свойств, приспособленных к условиям работы соответствующих компонентов. В качестве примера, не ограничивающего изобретение, состав неспеченных режущих вставок 24А может быть выбран так, чтобы сформировать режущие вставки 24, включающие композитный материал "матрица-частицы", обладающий твердостью, износостойкостью и (или) прочностью, отличающимися от соответствующих свойств композитного материала "матрица-частицы" шарошки 22.
Режущие вставки 24 могут быть сформированы из композитных материалов "матрица-частицы" различного состава. Конкретный состав материала какой-либо вставки 24 может выбираться исходя из получения одного или более физического и (или) химического свойства, соответствующего конкретной пробуриваемой земной породе с использованием бурового долота 10 (фиг.1). Кроме того, на одной шарошке 22 могут использоваться режущие вставки 24 с различным составом материала.
В качестве примера, не ограничивающего изобретение, в некоторых его вариантах осуществления режущие вставки 24 могут включать композитный материал "матрица-частицы", который содержит множество твердых частиц, твердость которых превышает твердость множества частиц композитного материала "матрица-частицы" шарошки 22. Другим примером, не ограничивающим изобретение, может служить концентрация твердых частиц в композитном материале "матрица-частицы" режущих элементов 24, которая может быть выше, чем концентрация твердых частиц в композитном материале "матрица-частицы" шарошки 22.
Несмотря на то что режущий узел 14', показанный на фиг.6В, включает шарошку 22, режущие вставки 24 и опорные элементы 68, предполагается, что в других вариантах осуществления режущий узел 14' может быть сформирован без отдельных неспеченных опорных элементов 68А, описанных здесь. Более того, как было показано выше, режущий узел 14' может быть сформирован путем объединения неспеченного корпуса 22А шарошки, неспеченных режущих вставок 24А и неспеченных опорных элементов 68А с получением неспеченной конструкции узла, с последующим спеканием неспеченной конструкции узла до требуемой конечной плотности. Этим вариантом, однако, изобретение также не ограничено, и способы, предусматриваемые другими вариантами осуществления изобретения, могут включать сборку неспеченных структур, частично спеченных структур, полностью спеченных структур либо их различных комбинаций, с последующим спеканием или повторным нагревом спеченных компонентов до температуры спекания для их сплавления с образованием единой интегральной конструкции режущего узла.
В то время как описанный выше режущий узел 14' включает шарошку 22, которая включает режущие структуры в виде вставок, настоящим изобретением также предусмотрены шарошки с зубчатыми режущими структурами, и варианты осуществления способов, в соответствии с настоящим изобретением, также могут быть использованы для формирования таких зубчатых режущих структур. Например, на фиг.7 показано другое долото 74 для бурения земных пород в соответствии с вариантом осуществления настоящего изобретения, включающее несколько режущих узлов 80, каждый из которых включает шарошку 88 с режущими зубьями 104.
Как показано на фиг.7, буровое долото 74 имеет корпус 76, в верхнем конце которого может быть сделана резьба 78 для присоединения к бурильной колонне. Корпус 76 долота может включать три лапы 82 долота, составляющие с ним единое целое, на каждой из которых закреплена шейка 84 (не показана) оси опорного подшипника. В некоторых вариантах осуществления корпус 76 долота и шейки 84 оси опорного подшипника могут быть выполнены обычным путем из стального сплава. Кроме того, корпус 76 долота может включать форсунки 86 для выпуска бурового раствора в буровую скважину, который вместе с осколками породы возвращается на поверхность в процессе бурения.
Как показано на фиг.7, каждая шарошка 88 имеет несколько рядов режущих зубьев 104. Число зубьев 104, их форма и число рядов этих зубьев может варьироваться. Задняя торцевая поверхность 102 каждой шарошки 88 может быть окружена калибрующей поверхностью 106, которая определяет наружный диаметр долота 74. Как более подробно показано ниже, одна часть каждого зуба 104 может быть сформирована как единое целое вместе с корпусом каждой шарошки 88, а другая часть каждого зуба 104 может быть сформирована с использованием неспеченной или частично спеченной структуры, которая наплавляется на шарошку 88 в процессе спекания.
На фиг.8 представлен увеличенный вид фрагмента разреза одного из режущих узлов 80, закрепленного на шейке 84 оси опорного подшипника, на котором каждый из зубьев 104, вращающийся вокруг шарошки 88 в плоскости чертежа, показан так, что иллюстрирует так называемый "режущий профиль", определяемый режущими поверхностями всех зубьев 104 шарошки 88. Как показано на фиг.8, на каждой шейке 84 оси опорного подшипника бурового долота 74 может быть установлен один из режущих узлов 80. Каждая шарошка 88 режущих узлов 80 может включать центральную полость 90, которая образует поверхности подшипника скольжения, прилегающие к шейке 84 оси. Шарошка 88 может иметь плоский упорный бурт 92 и стопорный паз 94, сформированный в центральной полости 90. В такой конфигурации в стопорный паз 94 может быть установлено пружинное упорное кольцо 96, а на шейке 84 оси опорного подшипника может быть сделан сопряженный паз для фиксации положения шарошки 88 на шейке 84 оси опорного подшипника. Шарошка 88 также может иметь паз 98 уплотнения для установки в него уплотнителя 100. Паз 98 уплотнения может быть расположен вблизи задней торцевой поверхности 102 шарошки 88. В качестве примера, не ограничивающего изобретение, уплотнитель 100 может представлять собой эластомерное кольцо. В некоторых вариантах осуществления задняя торцевая поверхность 102 шарошки 88 может включать по существу плоскую кольцевую поверхность, окружающую входное отверстие центральной полости 90.
В промежутки между центральной полостью 90 шарошки 88 и шейкой 84 оси опорного подшипника через каналы 108 для смазки может подаваться смазка. Каналы 108 для смазки могут соединяться с резервуаром, который включает компенсатор 110 давления (фиг.7).
Шарошка 88 может включать композитный материал "матрица-частицы", как это было показано при описании шарошки 22, изображенной на фиг.2. По аналогии шарошка 88 может быть сформирована способами, по существу аналогичными тем, что были описаны ранее в отношении шарошки 22, со ссылками на фиг.3 и 4. В целом шарошка 88 может быть сформирована в виде неспеченной или частично спеченной заготовки, с механической обработкой неспеченной или частично спеченной заготовки для формирования неспеченного или частично спеченного корпуса шарошки и спеканием неспеченного или частично спеченного корпуса шарошки до требуемой конечной плотности.
Фиг.9 иллюстрирует один вариант осуществления способа в соответствии с настоящим изобретением, который может быть использован для формирования режущего узла 80, показанного на фиг.7 и 8. Как показано в настоящем описании, при осуществлении некоторых способов в соответствии с настоящим изобретением неспеченный корпус 88А шарошки может быть получен путем механической обработки неспеченной заготовки. Неспеченный корпус 88А шарошки может включать несколько оснований 105А зуба. Каждое основание 105А зуба может включать выступающий элемент 116, а на каждом из выступающих элементов 116 может находиться неспеченная коронка 112. Неспеченные коронки 112 могут быть сформированы из тех же материалов и по существу теми же способами, что были описаны выше в отношении неспеченных режущих вставок 24А (фиг.6А-6Б). В некоторых вариантах осуществления неспеченные коронки 112 могут быть прикреплены к выступающим элементам 116 с использованием связующего вещества. Основания 105А зубьев, на которых закреплены неспеченные коронки 112, образуют группу неспеченных конструкций 104А зубьев.
После установки неспеченных коронок 112 на основания 105А зуба с образованием неспеченных конструкций 104А зубьев получившаяся конструкция может быть спечена до требуемой конечной плотности для получения полностью спеченного режущего узла 80, показанного на фиг.7 и 8.
Состав материала неспеченных коронок 112 и неспеченных корпусов 88А шарошки может быть по отдельности и индивидуально выбран для получения физических и (или) химических свойств, приспособленных к условиям работы соответствующих компонентов. В качестве примера, не ограничивающего изобретение, состав неспеченных коронок 112 может быть выбран так, чтобы сформировать после спекания неспеченных коронок 112 композитный материал "матрица-частицы", обладающий твердостью, износостойкостью и (или) прочностью, отличающимися от соответствующих свойств композитного материала "матрица-частицы" шарошки 88 (фиг.7 и 8).
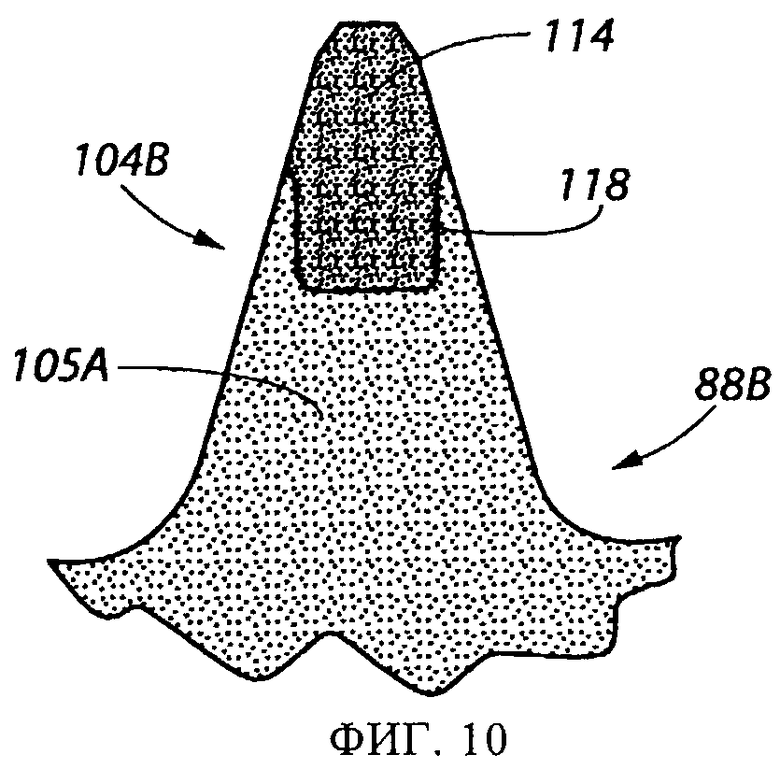
На фиг.10 представлен другой вариант осуществления способа в соответствии с настоящим изобретением, который может быть использован для формирования режущего узла 80, показанного на фиг.7 и 8. Этот способ по существу аналогичен тем, что описывались ранее в отношении фиг.9. Может быть получен неспеченный корпус 88Б, который по существу аналогичен неспеченному корпусу 88А, показанному на фиг.9. Неспеченный корпус 88Б шарошки может, однако, включать несколько оснований 105Б зуба, в каждом из которых имеется отверстие 118. В этой конфигурации внутри каждого из отверстий 118 может быть установлен неспеченный штифт 114. Неспеченные штифты 114 могут быть сформированы из тех же материалов и по существу теми же способами, что были описаны ранее в отношении неспеченных режущих вставок 24А (фиг.6А-6Б) и неспеченных коронок 112 (фиг.9). В некоторых вариантах осуществления неспеченные штифты 114 могут быть закреплены внутри отверстий 118 с использованием связующего вещества. Основания 105Б зубьев, в которых закреплены неспеченные штифты 114, образуют группу неспеченных конструкций 104Б зубьев.
После установки неспеченных штифтов 114 в основания 105Б зуба для формирования неспеченных конструкций 104Б зубьев получившаяся конструкция может быть спечена до требуемой конечной плотности для получения полностью спеченного режущего узла 80, показанного на фиг.7 и 8.
Как было описано выше, режущий узел 80, показанный на фиг.7 и8, может быть сформирован путем объединения неспеченных корпусов 88А, 88Б шарошки с неспеченными коронками 112 и (или) неспеченными штифтами 114 для формирования неспеченного режущего узла, с последующим спеканием неспеченного режущего узла до требуемой конечной плотности. Настоящее изобретение не ограничено, однако, только описанными вариантами, и другие варианты осуществления способов в соответствии с настоящим изобретением могут включать сборку неспеченных структур, частично спеченных структур, полностью спеченных структур или любых их комбинаций, с последующим спеканием или повторным нагревом спеченных компонентов до температуры спекания для их сплавления с образованием единой интегральной конструкции режущего узла. В качестве примера, не ограничивающего изобретение, показанный на фиг.9 неспеченный корпус 88А шарошки может быть частично спечен для формирования частично спеченного корпуса шарошки (не показан), а неспеченные коронки 112 могут быть установлены на частично спеченный корпус шарошки. Затем полученная структура может быть спечена до получения конечной плотности для сплавления коронок с корпусами шарошки и образования зубьев 104 (фиг.7). В качестве другого примера, не ограничивающего изобретение, неспеченные штифты 114, показанные на фиг.10, могут быть частично спечены для формирования частично спеченных штифтов (не показаны), и частично спеченные штифты могут быть соединены с неспеченными корпусами 88Б шарошек. Затем полученная структура может быть спечена до конечной плотности для сплавления штифтов с корпусом шарошки и формирования зубьев 104 (фиг.7).
В то время как настоящее изобретение было изложено применительно к вариантам осуществления трехшарошечных долот для роторного бурения, буровой инструмент других типов, например расширители ствола скважин, долота для роторного бурения, инструмент для бурения восстающих выработок, гибридные буровые долота с запрессованными/вращающимися резцами, цилиндрические фрезы, проходческие фрезы и иные подобные известные конструкции также могут использовать настоящее изобретение и могут быть сформированы способами, реализующими настоящее изобретение. Более того, в то время как настоящее изобретение было описано здесь на примере конкретных предпочтительных вариантов осуществления, для специалистов должно быть понятно, что оно только этими вариантами не ограничивается. Напротив, в предпочтительных вариантах осуществления могут быть сделаны многочисленные добавления, изъятия и модификации, не выходящие за пределы области изобретения, определяемой приведенной ниже формулой. Кроме того, признаки одного варианта осуществления могут быть скомбинированы с признаками другого варианта осуществления, оставаясь в пределах области притязаний изобретения.

Группа изобретений относится к буровому инструменту, снабженному одной или более вращающимися шарошками, к режущим узлам и способам формирования режущих узлов для такого инструмента. Обеспечивает улучшение рабочих характеристик и долговечности бурового инструмента, повышение устойчивости к абразивному износу. Способ формирования режущего узла для использования в буровом инструменте включает подготовку не полностью спеченного корпуса шарошки, включающего твердые частицы и матричный материал, помещение по меньшей мере одного режущего элемента на этот не полностью спеченный корпус шарошки и спекание корпуса шарошки до конечной плотности с вплавлением в него по меньшей мере одного режущего элемента. Режущий узел для использования в буровом инструменте включает по меньшей мере один режущий элемент, спеченный и составляющий единое целое с корпусом шарошки, причем корпус шарошки включает композитный материал матрица-частицы с первым составом материала, а по меньшей мере один режущий элемент включает композитный материал матрица-частицы со вторым составом материала, отличающимся от первого состава. 3 н. и 17 з.п. ф-лы, 10 ил.
1. Способ формирования режущего узла для использования в буровом инструменте, при осуществлении которого подготавливают не полностью спеченный корпус шарошки, включающий твердые частицы и матричный материал, помещают по меньшей мере один режущий элемент на этот не полностью спеченный корпус шарошки и спекают корпус шарошки до конечной плотности с вплавлением в него по меньшей мере одного режущего элемента.
2. Способ по п.1, в котором при подготовке не полностью спеченного корпуса шарошки смешивают твердые частицы с частицами, включающими матричный материал, с образованием порошковой смеси и прессуют эту порошковую смесь для формирования неспеченного корпуса шарошки.
3. Способ по п.2, в котором помещают на не полностью спеченный корпус шарошки по меньшей мере один режущий элемент, включающий твердые частицы и матричный материал.
4. Способ по п.2, в котором выбирают твердые частицы из группы, состоящей из алмаза, карбида бора, нитрида бора, нитрида алюминия, и карбидов или боридов элементов из группы, включающей W, Ti, Mo, Nb, V, Hf, Ta, Cr, Zr, Al и Si, и выбирают матричный материал из группы, состоящей из сплавов на основе кобальта, железа, никеля, кобальта и никеля, железа и никеля, железа и кобальта, алюминия, меди, магния и титана.
5. Способ по п.1, в котором подготовка не полностью спеченного корпуса шарошки включает подготовку неспеченного корпуса шарошки или частично спеченного корпуса шарошки.
6. Способ по п.1, в котором размещение по меньшей мере одного режущего элемента на не полностью спеченном корпусе шарошки включает помещение по меньшей мере неспеченного режущего элемента или частично спеченного режущего элемента на неспеченный корпус шарошки или на частично спеченный корпус шарошки.
7. Способ по п.6, в котором при спекании корпуса шарошки осуществляют по меньшей мере одно из следующего: спекают неспеченный корпус шарошки с помещенным на него неспеченным режущим элементом до конечной плотности, спекают неспеченный корпус шарошки с помещенным на него частично спеченным режущим элементом до конечной плотности, спекают частично спеченный корпус шарошки с помещенным на него неспеченным режущим элементом до конечной плотности, и спекают частично спеченный корпус шарошки с помещенным на него частично спеченным режущим элементом до конечной плотности.
8. Способ по п.1, в котором механически вырезают по меньшей мере одно отверстие в не полностью спеченном корпусе шарошки и при помещении по меньшей мере одного режущего элемента на не полностью спеченный корпус шарошки вставляют по меньшей мере один режущий элемент в это по меньшей мере одно отверстие в не полностью спеченном корпусе шарошки.
9. Способ по п.8, в котором обеспечивают средний зазор примерно от 0,025 мм до 0,635 мм между наружными поверхностями по меньшей мере одного режущего элемента и поверхностями не полностью спеченного корпуса шарошки в по меньшей мере одном отверстии.
10. Способ по п.1, в котором механически вырезают по меньшей мере одно отверстие в не полностью спеченном корпусе шарошки и при помещении по меньшей мере одного режущего элемента на не полностью спеченный корпус шарошки вставляют по меньшей мере один режущий элемент в это по меньшей мере одно отверстие в не полностью спеченном корпусе шарошки.
11. Способ по п.1, в котором при помещении по меньшей мере одного режущего элемента на не полностью спеченный корпус шарошки в по меньшей мере одном режущем элементе обеспечивается состав материала в первой области вблизи границы раздела между этим режущим элементом и не полностью спеченной шарошкой, отличающийся от состава материала во второй области вблизи поверхности режущего элемента, захватывающей породу.
12. Способ по п.11, в котором обеспечивают изменение состава материала по меньшей мере одного режущего элемента посредством выбора: первого состава материала в первой области для улучшения сцепления между по меньшей мере одним режущим элементом и не полностью спеченной шарошкой и второго состава материала во второй области для повышения по меньшей мере твердости или износостойкости по меньшей мере одного режущего элемента.
13. Способ по любому из пп.1-12, в котором помещают по меньшей мере один опорный элемент на не полностью спеченный корпус шарошки и сплавляют опорный элемент с не полностью спеченным корпусом шарошки в процессе спекания корпуса шарошки до конечной плотности.
14. Режущий узел для использования в буровом инструменте, включающий по меньшей мере один режущий элемент, спеченный и составляющий единое целое с корпусом шарошки, причем корпус шарошки включает композитный материал "матрица-частицы" с первым составом материала, а по меньшей мере один режущий элемент включает композитный материал "матрица-частицы" со вторым составом материала, отличающимся от первого состава.
15. Режущий узел по п.14, в котором композитный материал "матрица-частицы" корпуса шарошки включает множество твердых частиц, распределенных по матричному материалу и включающих материал, выбранный из алмаза, карбида бора, нитрида бора, нитрида алюминия, и карбидов или боридов элементов из группы, включающей W, Ti, Mo, Nb, V, Hf, Ta, Cr, Zr, Al и Si, а матричный материал выбран из группы, состоящей из сплавов на основе кобальта, железа, никеля, кобальта и никеля, железа и никеля, железа и кобальта, алюминия, меди, магния и титана.
16. Режущий узел по п.15, в котором композитный материал "матрица-частицы" по меньшей мере одного режущего элемента включает множество твердых частиц, распределенных по матричному материалу и включающих материал, выбранный из алмаза, карбида бора, нитрида бора, нитрида алюминия и карбидов или боридов элементов из группы, включающей W, Ti, Mo, Nb, V, Hf, Ta, Cr, Zr, Al и Si, а матричный материал выбран из группы, состоящей из сплавов на основе кобальта, железа, никеля, кобальта и никеля, железа и никеля, железа и кобальта, алюминия, меди, магния и титана.
17. Режущий узел по п.14, содержащий по меньшей мере один опорный элемент, спеченный и составляющий единое целое с корпусом шарошки.
18. Режущий узел по п.17, в котором упомянутый по меньшей мере один опорный элемент включает композитный материал "матрица-частицы".
19. Режущий узел по п.14, в котором упомянутый по меньшей мере один режущий элемент представляет собой по меньшей мере режущую вставку или по меньшей мере часть конструкции режущего зуба.
20. Буровой инструмент, содержащий режущий узел по любому из пп.14-19.
| WO 9813159 A1, 02.04.1998 | |||
| Шарошечное долото для вращательного бурения | 1974 |
|
SU791263A3 |
| Породоразрушающая вставка для буровых долот | 1980 |
|
SU911003A1 |
| БУРОВОЕ ДОЛОТО С ТВЕРДОСПЛАВНЫМ ВООРУЖЕНИЕМ | 2004 |
|
RU2270318C1 |
| EP 0774528 A1, 21.05.1997 | |||
| АППАРАТ ДЛЯ ПОЛУЧЕНИЯ КРИСТАЛЛИЧЕСКИХ ВЕЩЕСТВ | 2006 |
|
RU2340382C2 |
| WO 2005106183 A1, 10.11.2005 | |||
| "Крем "Таня" для ухода за кожей лица, тела и волосистой части головы" | 1989 |
|
SU1716948A3 |

