Изобретение относится к области переработки нефти, а именно, к способам автоматизированного управления ректификационными колоннами (РК) с несколькими боковыми отборами для обеспечения требуемых критериев качества продуктов разделения РК и оптимизации технико-экономических показателей.
Известен способ управления процессом первичной переработки нефти в сложной ректификационной колонне, при котором измеряют температуры на входе и выходе конденсатора воздушного охлаждения. Вычисляют интенсивность охлаждения. Определяют оценки температур выкипания с учетом транспортного запаздывания по измерительным каналам и корректируют расходы боковых погонов (патент RU2040294, МПК B01D 3/42, G05D 27/00, опубл. 25.07.1995 г.).
Известен способ управления качеством продуктов разделения нефтяных смесей методом ректификации, включающий регулирование показателей качества (ПК) продуктов путем вычисления по технологическим параметрам определяющих показателей продуктов и вычисление показателей качества этих продуктов по вычисленным значениям определяющих показателей продуктов, регулирование расхода потоков и температуры в аппаратах, согласно изобретению регулируют уровень и давление в аппаратах, регулирование определяющих показателей продуктов осуществляют с коррекцией по вычисленным показателям качества этих продуктов. В качестве определяющих показателей используют характерные точки истинных температур кипения (ИТК) продуктов. При реализации способа сигналы от датчиков поступают в вычислительное устройство, где расчетным путем определяют значения характерных точек ИТК. На основе рассчитанных значений характерных точек (ИТК) в вычислительном устройстве формируют сигналы, которые затем поступают на регуляторы колонны в качестве корректирующих. При заданной кривой (ИТК) продуктов однозначно может быть определено множество показателей качества продуктов (погонов), например, температуры вспышки и застывания, вязкость (патент RU2065761, МПК B01D 3/42, G05D 27/00, опубл. 27.08.1996 г.).
Недостатки известных решений заключаются в том, что на управляющие параметры, на основании той или иной информации, осуществляют воздействие, но не приводятся механизмы формирования управляющих воздействий. Не конкретизируются решения по выбору порядка использования и способа формирования интенсивностей управления, что не позволяет реализовать управление в соответствии с изобретениями однозначно, в полном и исчерпывающем объеме.
Техническая проблема, решаемая изобретением – создание способа автоматизированного управления ректификационными колоннами с боковыми отборами фракций по совокупности показателей качества продуктовых потоков, обеспечивающего повышение точности поддержания показателей качества в заданных пределах, возможность прямого воздействия на технологические параметры через заданные значения показателей качества, повышение безопасности управления за счет обеспечения выполнения ограничений на параметры технологического режима и мониторинга показателей качества продуктов производства.
Технический результат - максимизация выхода наиболее ценных фракций нефтепродуктов при обеспечении их заданного качества за счет использования моделей для расчета ПК в виде характерных точек кривой истинных температур кипения (ИТК) фракций, обеспечения заданных значений максимальных и минимальных значений отборов фракций из РК и экспертно назначаемых приоритетов при отборе фракций.
Техническая проблема решается, а результат достигается способом управления процессом разделения нефтяных смесей в ректификационной колонне, включающим вычисление показателей качества продуктов в виде температур выкипания фракций, на основе расчета характерных точек кривой истинных температур кипения фракций нефтяных смесей, учет заданных значений максимальных и минимальных значений отборов фракций из ректификационной колонны и экспертно назначаемых приоритетов при отборе фракций, а также формирование управляющих воздействий, поступающих на регуляторы технологических параметров ректификационной колонны в качестве корректирующих, при этом управляющие воздействия на регуляторы формируют с использованием автономного по отношению к существующей системе управления ректификационной колонной модуля управления, выполненного с возможностью их последующей передачи в существующую систему управления, причем указанный модуль включает блок вычисления показателей качества, блок формирования управляющих воздействий на регуляторы, выполненный с возможностью учета ограничений на технологические параметры и показатели качества, блок имитации последствий изменения управляющих воздействий на регуляторы, при этом расчет значений указанных управляющих воздействий производят автоматически в соответствии с логической моделью принятия решений на основе информации о показателях качества отбираемых фракций, об ограничениях на технологические параметры и показатели качества, удаленности текущих параметров от ограничений, об экспертно назначаемых приоритетах отбора фракций, при этом значения управляющих воздействий на регуляторы передают из автономного модуля в действующую систему управления ректификационной колонны через цифровые каналы связи в автоматизированном режиме, при котором передача осуществляется с возможностью вмешательства оператора, который прерывает передачу в случае поступления с блока имитации не удовлетворяющей его прогнозной информации о последствиях изменения управляющих воздействий на регуляторы, и изменяет их значения вручную.
Сущность изобретения поясняют фиг.1-8, на которых показано:
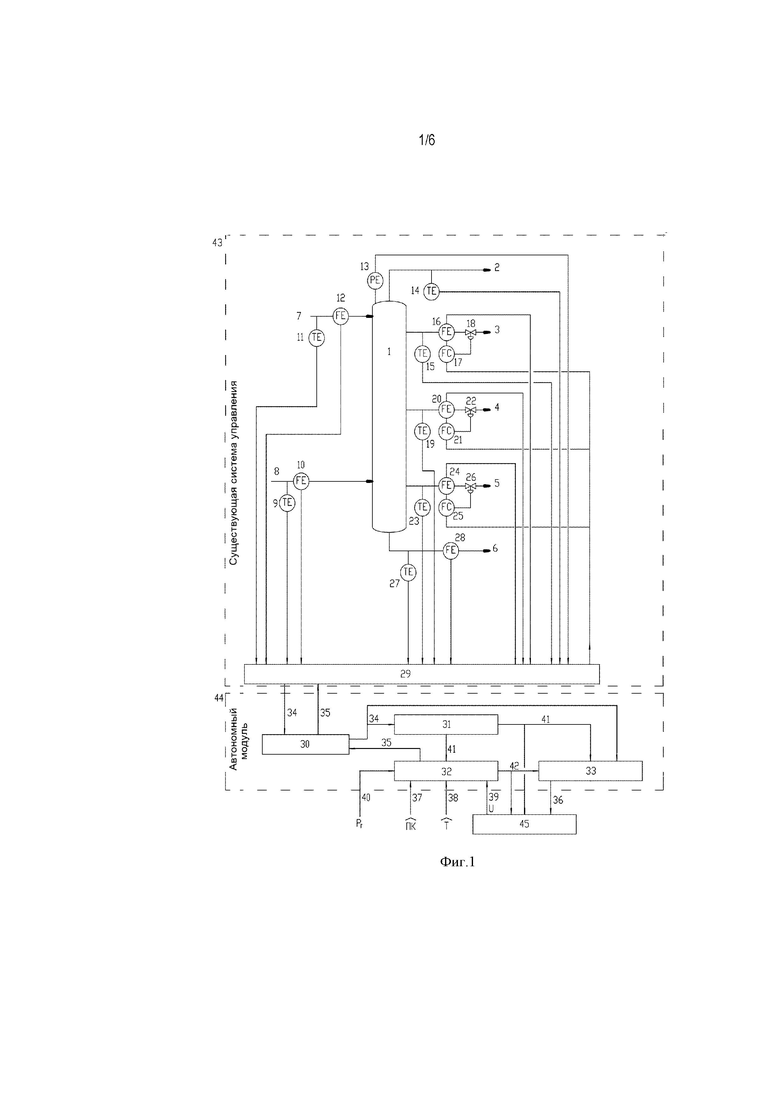
на фиг.1 - принципиальная схема системы, реализующей заявляемый способ, для РК с тремя боковыми отборами;
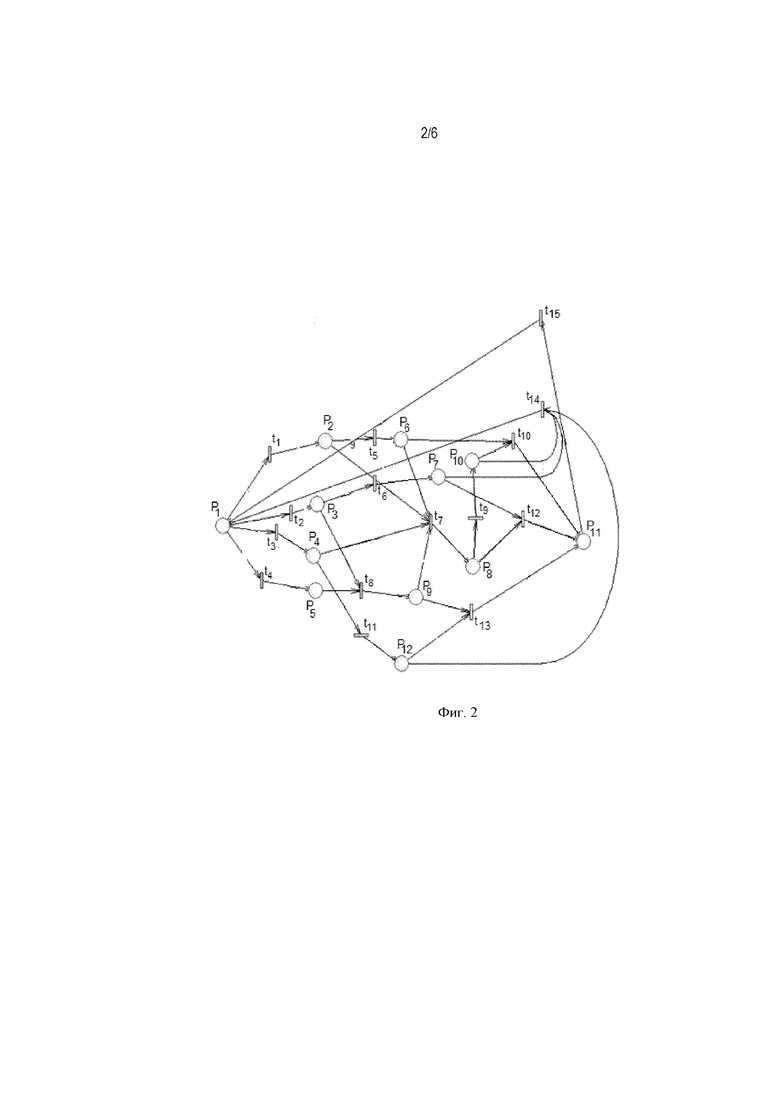
на фиг.2 - модель процесса управления в виде сети Петри, используемая для описания алгоритма работы автономного модуля управления;
на фиг. 3, 4, 5, 6, 7 проиллюстрирован конкретный пример осуществления способа с отображением результатов машинных экспериментов на программе-имитаторе в автоматизированном режиме работы автономного модуля управления для колонны с тремя боковыми отборами.
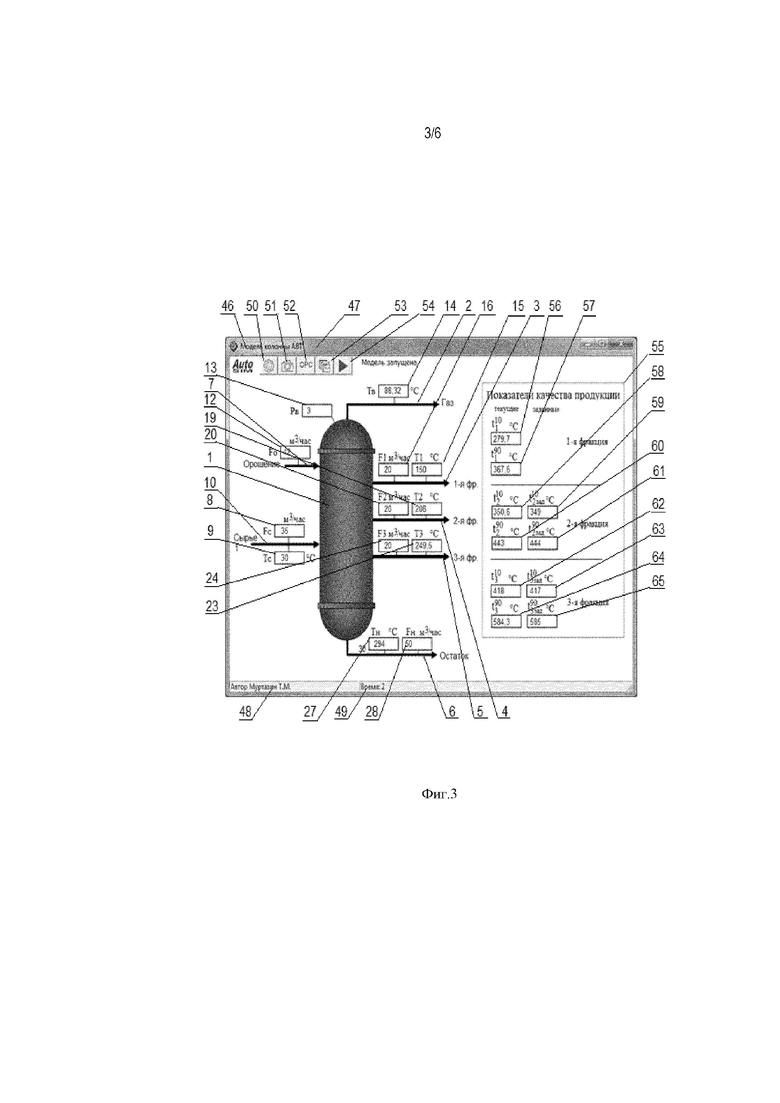
На фиг. 3 приведена мнемосхема в начале машинного эксперимента, т.е. для исходного состояния РК, когда технологические параметры и ПК находятся в заданных пределах;
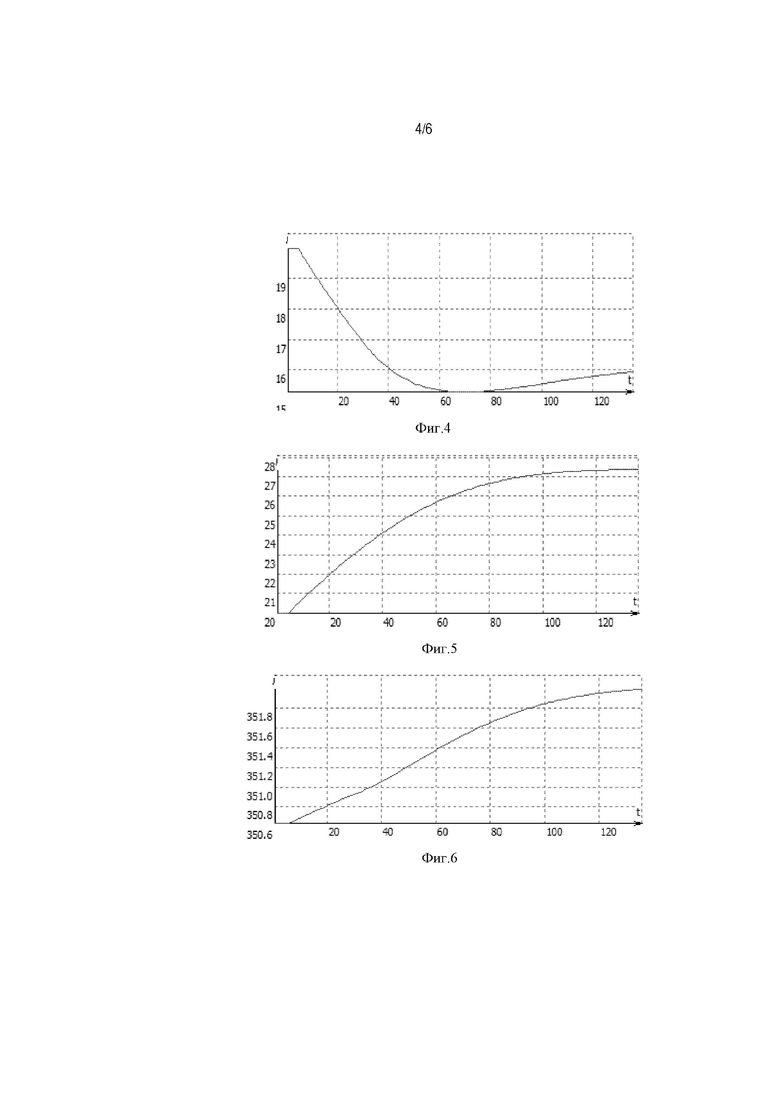
на фиг.4 приведен график изменения расхода второго бокового отбора - фракции F2;
на фиг.5 приведен график изменения расхода первого бокового отбора - первой фракции F1;
на фиг.6 - график изменения показателя качества t210 (десятипроцентная точка выкипания второго бокового отбора);
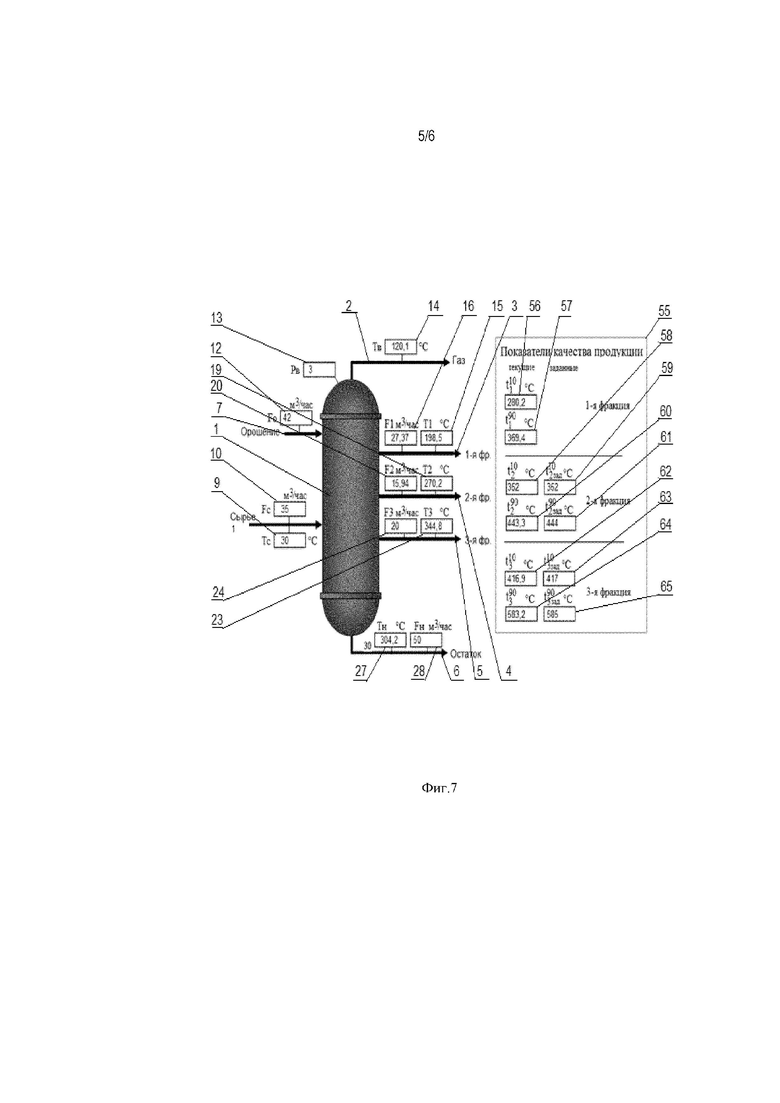
на фиг. 7 приведена мнемосхема в конце эксперимента;
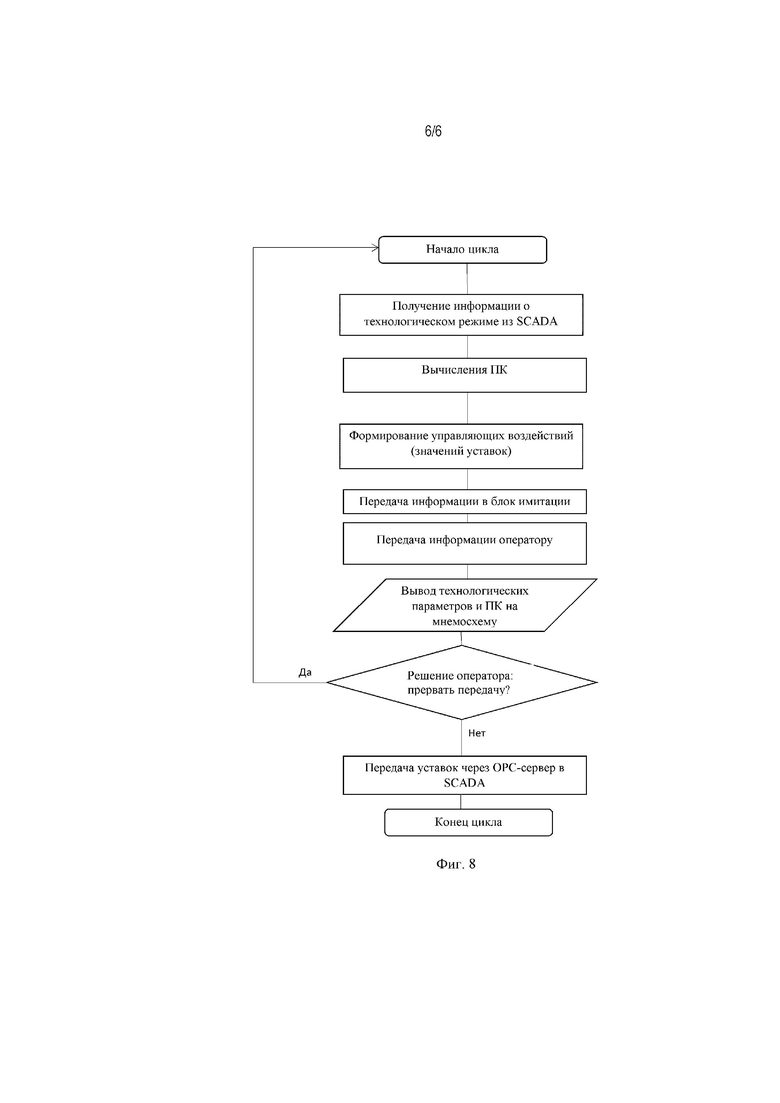
на фиг. 8 представлен алгоритм работы автономного модуля управления.
На фигурах обозначено:
1 – ректификационная колонна;
2 – верхняя фракция (верхний продукт);
3 – боковой отбор первой фракции;
4 – боковой отбор второй фракции;
5 – боковой отбор третьей фракции;
6 – отбор нижней фракции (нижний продукт);
7 – поток орошения;
8 – поток сырья;
9, 11, 14, 15, 19, 23, 27 – датчики температур сырья, орошения, верха РК, первой, второй, третьей и нижней фракций соответственно;
10, 12, 16, 20, 24, 28 – датчики расходов сырья, орошения, первой, второй, третьей и нижней фракций соответственно;
13 – датчик давления верха РК;
17, 21, 25 – локальные регуляторы расхода, предназначенные для обеспечения стабильности расходов первой, второй и третьей фракций соответственно;
18, 22, 26 – регулирующие клапаны первой, второй и третьей фракций соответственно;
29 – SCADA-система существующей системы управления РК;
30 - ОРС-сервер;
31 – блок вычисления ПК;
32 – блок формирования управляющих воздействий на регуляторы (уставок);
33 – блок имитации последствий изменения управляющих воздействий на регуляторы (уставок);
34 – канал передачи информации о текущих контролируемых параметрах, организуемый ОРС-сервером;
35 – канал передачи управляющих воздействий на регуляторы, передаваемых на SCADA-систему через ОРС-интерфейс;
36 – канал передачи прогнозной информации о процессе оператору;
37 – канал передачи информации об ограничениях на ПК от оператора в автономный модуль;
38 – канал передачи информация об ограничениях на технологические параметры;
39 – канал передачи уставок от оператора в автономный модуль управления;
40 – канал передачи информация о приоритетах на отборы фракций;
41 – канал передачи информации о вычисленных ПК;
42 – канал передачи информации об уставках на блок имитации 33;
43 – существующая (действующая) система управления РК;
44 – автономный модуль управления;
45 – оператор (под «оператором» понимается человеко-машинный интерфейс автоматизированного рабочего места оператора).
На фиг. 3-7 обозначено:
46 – название мнемосхемы;
47 – заголовок окна;
48 – поле для вывода автора мнемосхемы процесса управления;
49 – метка времени;
50 – кнопка изменения настроек;
51 – кнопка фотографии экрана;
52 – кнопка настройки ОРС-соединения;
53 – кнопка отображения окон трендов;
54 – кнопка запуска модели на исполнение;
55 – поле отображения показателей качества продукции;
56 - поле отображения температуры выкипания 10% первой фракции;
57 - поле отображения температуры выкипания 90% первой фракции;
58 - поле отображения температуры выкипания 10% второй фракции;
59 - поле отображения заданного значения температуры выкипания 10% второй фракции;
60 - поле отображения температуры выкипания 90% второй фракции;
61 - поле отображения заданного значения температуры выкипания 90% второй фракции;
62 - поле отображения температуры выкипания 10% третьей фракции;
63 - поле отображения заданного значения температуры выкипания 10% третьей фракции;
64 - поле отображения температуры выкипания 90% третьей фракции;
65 - поле отображения заданного значения температуры выкипания 90% третьей фракции.
Кроме того, на фиг.2 обозначены позиции Pi, (i=1,2,…), имеющие смысл условий, и переходы ti, (i=1,2,…) сети, обозначенные планками, которые имеют смысл действий:
Р1 – начальная позиция, условие разрешения запуска алгоритма;
Р2, Р3, Р4, Р5 – проверка выполнения условий L2, L3, H2, H3 соответственно;
Р6 – Р10, Р12 – проверка выполнения ограничений β1, β2, α2, α3, α1 и β3;
Р11 – проверка признака окончания цикла;
t1 – t4 – запуск проверки условий по заданиям;
t5 – принятие решения на увеличение F1;
t6 – принятие решения на увеличение F2;
t7 – принятие решения на уменьшение F2;
t8 – принятие решения на уменьшение F3;
t9 – принятие решения на уменьшение F1;
t10 – изменение F1;
t11 – принятие решения на увеличение F3;
t12 – изменение F2;
t13 – изменение F3;
t14 – выдача сообщения «Ресурс по управлению исчерпан».
Общеизвестно, что сложная РК имеет, как правило, от 2 до 4 боковых отборов, а в качестве управляющих параметров принимаются значения боковых отборов. На фиг. 1 приведена принципиальная схема системы для РК с тремя боковыми отборами, но принципы формирования управляющих воздействий аналогичны для колонн с произвольным количеством боковых отборов.
Система для реализации способа (фиг.1) включает существующую (действующую) систему 43 управления РК 1 (АСУ ТП) и автономный модуль управления 44, который взаимодействует с АСУ ТП через цифровые каналы связи, используемые в АСУ ТП.
Общеизвестно, что системы управления РК работают на основе SCADA-системы (например, https://ru.wikipedia.org/wiki/SCADA), которая представляет собой программную оболочку, в которой сконфигурирована существующая (действующая) система управления РК (АСУ ТП) для реализации функций связи с технологическим процессом и человеко-машинным интерфейсом. Для организации обмена данными между действующей системой 43 управления РК и автономным модулем 44 управления посредством программного ОРС-интерфейса используют ОРС-сервер (например, https://ru.wikipedia.org/wiki/OPC).
Автономный модуль управления 44 предназначен для формирования управляющих воздействий на регуляторы (уставок) с их последующей передачей в действующую систему управления РК и включает блок 31 вычисления ПК, который работает на основе данных о текущих контролируемых параметрах, например, показаниях датчиков температур, давлений и расходов, получаемых от SCADA-системы посредством ОРС-интерфейса; блок 32 формирования управляющих воздействий на регуляторы, который реализует алгоритм управления РК по ПК; блок 33 имитации последствий изменения управляющих воздействий на регуляторы (уставок), работающий посредством программы-имитатора технологического процесса с функцией вычисления ПК и вычислением управляющих воздействий в системе управления, реализующий математическую модель РК для вычисления прогнозной информации о процессе.
Автономный модуль управления 44 представляет собой программную реализацию алгоритма формирования управлений на основе обмена информацией между действующей системой 43 управления РК 1 и этим модулем через ОРС-сервер 30 в режиме реального времени.
Программа-имитатор предназначена для моделирования состояния РК, отображения состояния и последствий применения управляющих воздействий на регуляторы на мнемосхеме. Программа-имитатор используется как на этапе отладки системы управления, так и в режиме автоматизированного управления и позволяет решать следующие задачи:
- отображения состояния РК и ее реакций на управляющие воздействия;
- определения (коррекции) диапазонов изменения уставок на регуляторы по поставленным ограничениям;
- проверки правильности алгоритмов управлений и т.д. Использование имитатора позволяет повысить безопасность управления процессом в автоматизированном режиме, т.к. оператор в любой момент может прервать процесс управления, если какие-либо параметры технологического режима, отображаемые программой-имитатором, его не удовлетворяют.
Для описания алгоритма работы автономного модуля управления используется модель процесса управления в виде сети Петри (фиг.2). В соответствии с правилами изображения сетей Петри позиции сети (они обозначаются окружностями) представляют собой некоторые условия, при выполнении которых назначаются соответствующие действия, отображаемые переходами (они обозначаются планками). Причинно-следственные связи между условиями и действиями обозначаются стрелками (дугами). Модель процесса управления описывает логический процесс формирования уставок регуляторам расхода фракций с учетом следующих опций:
1) приоритетов, ранжирующих «ценность» фракций как технико-экономический показатель: вначале максимизируется отбор самой «ценной» фракции, далее (в пределах имеющихся ресурсов управления) максимизируется отбор второй по «ценности» фракции, и в конце (в пределах имеющихся ресурсов управления) максимизируется отбор третьей фракции; в результате оптимизируются технико-экономические показатели;
2) реализуемости управлений, т.е. возможности реализовать режим, не нарушая ограничения на технологические параметры и значения ПК;
3) зависимости интенсивности изменения управлений от того, как далеко параметры текущего технологического режима и ПК расположены от ограничений; реализация этой опции проводится в терминах нечеткой логики.
Заявляемый способ осуществляют следующим образом.
Сырье 8 подается на колонну 1, сверху отводится верхний продукт 2, снизу нижний продукт 6, боковые отборы фракций 3,4,5. Датчиком 10 измеряется расход сырья, датчиками 16, 20, 24 измеряются расходы боковых отборов фракций и датчиком 28 – расход нижнего продукта, датчиком 9 – температура сырья, датчиками 14, 15, 19, 23, 27 – температуры верхней, первой, второй, третьей и нижней фракции соответственно, и датчиком 13 - давление вверху колонны.
Сигналы о значениях температур, расходов, давления поступают в SCADA-систему 29 существующей (действующей) системы 43 управления РК 1. Из блока имитации 33 информация с прогнозной информацией о процессе по каналу 36 передается оператору 45. А информация о параметрах технологического режима из действующей системы 43 через SCADA-систему 29 и ОРС-сервер 30 передается в блок 31 вычисления ПК автономного модуля управления 44.
При вычислении показателей качества в виде температур характерных точек истинных температур кипения боковых отборов фракций используются следующие соотношения:

где tαj, (количество отборов от 2 до 4), j = 1, 2, 3, 4, α - типичные доли отгона, α 
a, b , c, d, e (с индексами α, j) – константы для модели, соответствующей доле отгона α и номеру бокового отбора j;




Это соотношение (1) отражает закономерности связи ПК продуктов с технологическими параметрами, исходя из теплового баланса.
Температуры для точек кривой ИТК могут быть также вычислены по соотношению:
где α – доля отгона, b, с, d (с индексами) коэффициенты модели вычисления показателей качества;

F - величина расхода питания на колонну;

Для работы системы управления используются следующие переменные и значения ограничений на параметры и показатели.
Входные переменные.
Логические переменные (3), определяемые по выходу ПК продуктов (боковых отборов) РК за заданные пределы:
 ,
,
 , (3)
, (3)
 ,
,
 .
.
Отклонения ПК от заданных значений:
e210 = |t210зад - t210|,
e310 = |t310зад – t310|, (4)
e290 = |t290 - t290зад|,
e390 = |t390 - t390зад|.
Проверка ограничений по расходам (5):
 , (5)
, (5)
 ,
,
где i – номер фракции;
– номер фракции; 
 и
и  – минимальный и максимальный пределы значений i-го отбора
– минимальный и максимальный пределы значений i-го отбора  ;
;
 – величина окрестности границы расхода (значение запаса по параметру относительно ограничения), которая назначается с учетом точности вычисления параметров и коэффициента, масштабирующего интенсивность изменения управляющих воздействий (уставок) на регуляторы (6).
– величина окрестности границы расхода (значение запаса по параметру относительно ограничения), которая назначается с учетом точности вычисления параметров и коэффициента, масштабирующего интенсивность изменения управляющих воздействий (уставок) на регуляторы (6).
Выходные переменные: управляющие воздействия по изменению отборов 3,4,5 фракций ΔFi, i=1,2,3.
Рассчитанные ПК передаются в блок 32 формирования управляющих воздействий на регуляторы и блок имитации 33. На блок 32 по каналу 38 от оператора 45 подается также информация о значениях ограничений на технологические параметры:
 = {,
= {,  – минимальный и максимальный пределы значений i-го отбора
– минимальный и максимальный пределы значений i-го отбора  , i=1,2,3,
, i=1,2,3,
- по каналу 37 информация об ограничениях на значения ПК:
 ={ t210зад , t290 зад , t310 зад ,t390 зад} - заданные температуры выкипания 10%, 90% для 2-й и 3-й фракций (по технологическим условиям ограничения на ПК 1-й фракции не вводятся),
={ t210зад , t290 зад , t310 зад ,t390 зад} - заданные температуры выкипания 10%, 90% для 2-й и 3-й фракций (по технологическим условиям ограничения на ПК 1-й фракции не вводятся),
- по каналу 40 информация (сигналы) о приоритетах на отборы фракций,
- по каналу 39 подается сигнал U о необходимости прерывания передачи уставок из автономного модуля 44 в действующую систему 43 управления РК.
В блоке 32 на основе модели процесса управления в виде сети Петри (фиг.2) формируются логические выражения для расчета приращений управляющих воздействий на регуляторы (уставок) на основе соотношения (6), с учетом заданных значений показателей качества продуктов  . и ограничений на значения отборов (изменение уставок регуляторам отбора фракций ΔFi, i=1,2,3):
. и ограничений на значения отборов (изменение уставок регуляторам отбора фракций ΔFi, i=1,2,3):
ΔF1 = k⋅[e210⋅L2⋅ - e210⋅L2⋅
- e210⋅L2⋅ ⋅
⋅ –e310⋅L3⋅
–e310⋅L3⋅ ⋅⋅-e290⋅H2⋅⋅ ],
⋅⋅-e290⋅H2⋅⋅ ],
ΔF2 = k⋅[e310⋅L3⋅ - e210⋅L2⋅
- e210⋅L2⋅ –e310⋅L3⋅⋅-e290⋅H2⋅–e390⋅H3⋅⋅], (6)
–e310⋅L3⋅⋅-e290⋅H2⋅–e390⋅H3⋅⋅], (6)
ΔF3 = k⋅[e290⋅H2⋅ – e390⋅H3⋅
– e390⋅H3⋅ –e310⋅L3⋅],
–e310⋅L3⋅],
где черта сверху над логическими переменными  ,
,  ,
,  ,
,  ,
,  ,
,  означает операцию «отрицание» («не»), k – коэффициент, масштабирующий интенсивность изменения управляющих воздействий, назначается опытным путем (эвристически) с учетом частоты изменения уставок, так чтобы не возникали интенсивные переходные процессы. Например, при частоте изменения уставки по расходу F2 1/мин. и самой большой постоянной времени (инерционности) каналов «расход – температуры на тарелках» 10 мин., примерное значение коэффициента выбирается в пределах
означает операцию «отрицание» («не»), k – коэффициент, масштабирующий интенсивность изменения управляющих воздействий, назначается опытным путем (эвристически) с учетом частоты изменения уставок, так чтобы не возникали интенсивные переходные процессы. Например, при частоте изменения уставки по расходу F2 1/мин. и самой большой постоянной времени (инерционности) каналов «расход – температуры на тарелках» 10 мин., примерное значение коэффициента выбирается в пределах
k= [0.01 ÷ 0.05].
Значок «Δ» означает, что изменение уставок регуляторам расходов Fi, i=1,2,3, происходит по схеме:
Fij = Fij-1 + ΔFi, где j- текущий цикл формирования уставок, j-1 – предыдущий цикл формирования уставок.
На блок имитации 33 подается информация о технологических параметрах с ОРС-сервера 30, о ПК - с блока 31 и об управлениях - с блока 32 формирования управлений.
Сформированные значения уставок передаются через ОРС-сервер 30 на локальные регуляторы расхода 17, 21, 25, предназначенные для обеспечения стабильности расходов отборов, в качестве заданий регуляторам при условии, что оператор 45 не подаст по каналу 39 сигнал о прерывании передачи уставок в действующую систему управления 43.
Оператору 45 для принятия решений на управление поступает информация о ПК с блока 31, о значениях уставок, сформированных блоком 32, а также прогнозная информация о поведении РК от действия управляющих воздействий, получаемая от блока имитации 33.
Управление технологическим режимом разделения нефтяных смесей проводится в автоматизированном режиме, когда сформированные управляющие воздействия на регуляторы через ОРС-сервер передаются в действующую систему 43 управления при условии, что оператор 45 не прерывает процесс изменения управляющих воздействий. Вмешательство оператора в процесс управления возможно, если он получает прогнозную информацию последствий изменения управляющих воздействий, которая его не удовлетворяет по каким-либо причинам. В качестве элемента, с помощью которого оператор получает прогнозную информацию о последствиях изменения управляющих воздействий, является программа-имитатор, которая воспроизводит последствия изменения управлений, а результаты отображаются на мнемосхемах.
Конкретный пример осуществления способа иллюстрируется на фиг. 3, 4, 5, 6, 7, которые отображают результаты машинных экспериментов на программе-имитаторе в автоматизированном режиме управления ректификационной колонной в соответствии с фиг.1.
В начале эксперимента (фиг.3) технологические параметры и показатели качества имеют следующие значения:
Fc = 35, м3/час – расход сырья;
Тс = 30 °С – температура сырья;
Fо = 42 ,м3/час – расход орошения;
Рв = 3,ат– давление верха колонны;
Тв = 88,32 °С – температура верха;
F1 = 20,м3/час – отбор 1-й фракции;
Т1 = 150 °С – температура 1-й фракции;
F2 = 20,м3/час – отбор 2-й фракции;
Т2 = 208 °С – температура 2-й фракции;
F3 = 20,м3/час – отбор 3-й фракции;
Т3 = 249,5 °С – температура 3-й фракции;
Fн = 50,м3/час – расход кубового остатка;
Тн = 294 °С – температура куба.
Показатели качества продукции, определяемые по заявляемому способу:
t110 = 279,7 °С – температура выкипания 10% для 1-й фракции;
t190 = 367,6 °С – температура выкипания 90% для 1-й фракции;
t210 = 350,6 °С – температура выкипания 10% для 2-й фракции;
t290 = 443,0 °С – температура выкипания 90% для 2-й фракции;
t310 = 418,0 °С – температура выкипания 10% для 3-й фракции;
t390 = 584,3 °С – температура выкипания 90% для 3-й фракции.
Заданные значения показателей качества продукции:
t210зад =349 °С – заданная температура выкипания 10% для 2-й фракции;
t290 зад = 444 °С – заданная температура выкипания 90% для 2-й фракции;
t310 зад = 417 °С – заданная температура выкипания 10% для 3-й фракции;
t390 зад = 585 °С – заданная температура выкипания 90% для 3-й фракции.
В исходном состоянии значения показателей качества не выходят за заданные пределы, значения логических переменных L2, L3, Н2, Н3 равны 0, и приращения уставок, вычисляемые в блоке 32 по соотношению (6) также равны 0.
Допустим, что задание по температуре выкипания 10% для 2-й фракции увеличивается до 352 °С. В результате оказывается, что заданное значение (t210зад =349 °С) не выполняется. При невыполнении любых заданных ограничений (в данном случае по t210) автоматически запускается программа-имитатор. Значение логической переменной изменяется с 0 на 1: L2 =1, начинаются рассчитываться приращения расходов боковых отборов фракций.
На 4 секунде задание по температуре выкипания 10% для 2-й фракции увеличивается до 352 °С. Длительность эксперимента 136 сек. (2.27 мин.). Для реального процесса масштаб времени переходного процесса можно подбирать, изменяя коэффициент k. Например, время реального переходного процесса должно составлять 20 мин., тогда следует уменьшить значение k в (6) приблизительно в 20/2.27= 8.8 раз.
В результате расход F2 снижается до 15,94, м3/час (фиг. 4), расход F1 пропорционально увеличивается до 27,37, м3/час (фиг. 5), показатель t210 устанавливается на значении 352 °С (фиг. 6). Вид мнемосхемы в конце эксперимента показан на фиг. 7.
Если оператора не удовлетворяют полученные результаты, он инициализирует прерывание автоматического перехода на новый технологический режим. Приоритеты при отборе фракций определяются оператором исходя из конъюнктуры рынка.
Заявляемый способ обеспечивает реализуемость управляющих воздействий и адаптированное формирование их интенсивности, при котором учитывают близость технологического режима к ограничениям, а также учитывают приоритеты отбора фракций таким образом, что отбор наиболее ценных фракций является максимальным при обеспечении их заданного качества и выполнении технологических ограничений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКТОВ РАЗДЕЛЕНИЯ НЕФТЯНЫХ СМЕСЕЙ МЕТОДОМ РЕКТИФИКАЦИИ | 1993 |
|
RU2065761C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЕРВИЧНОЙ ПЕРЕРАБОТКИ НЕФТИ В СЛОЖНОЙ РЕКТИФИКАЦИОННОЙ КОЛОННЕ | 1990 |
|
RU2040294C1 |
| Способ управления процессом первичной переработки нефти в сложной ректификационной колонне | 1977 |
|
SU738633A1 |
| Способ управления процессом каталитического риформинга | 2020 |
|
RU2736727C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ РАЗДЕЛЕНИЯ ПАРОВ КОКСОВАНИЯ ТЯЖЕЛОГО НЕФТЯНОГО СЫРЬЯ НА ФРАКЦИИ | 1999 |
|
RU2144413C1 |
| СПОСОБ ФИЛЬТРАЦИИ И КЛАСТЕРИЗАЦИИ РЕЖИМОВ СЛОЖНОЙ РЕКТИФИКАЦИОННОЙ КОЛОННЫ | 2019 |
|
RU2706578C1 |
| Способ управления процессом первичной переработки нефти в сложной ректификационной колонне | 1987 |
|
SU1526725A1 |
| Способ управления процессом первичной переработки нефти в сложной ректификационной колонне | 1982 |
|
SU1074559A1 |
| Способ автоматического управления сложной ректификационной колонной | 1990 |
|
SU1754140A1 |
| Способ многосвязного управления технологическими процессами с прогнозированием | 2023 |
|
RU2826858C1 |
Изобретение относится к области переработки нефти, а именно к способам автоматизированного управления ректификационными колоннами (РК) с несколькими боковыми отборами для обеспечения требуемых критериев качества продуктов разделения РК и оптимизации технико-экономических показателей. Способ управления процессом разделения нефтяных смесей в ректификационной колонне включает вычисление показателей качества продуктов на основе расчета характерных точек кривой истинных температур кипения фракций нефтяных смесей, учет заданных значений максимальных и минимальных значений отборов фракций из ректификационной колонны и экспертно назначаемых приоритетов при отборе фракций, а также формирование управляющих воздействий, поступающих на регуляторы технологических параметров ректификационной колонны в качестве корректирующих. Управляющие воздействия на регуляторы формируют с использованием автономного по отношению к существующей системе управления колонной модуля управления, выполненного с возможностью их последующей передачи в существующую систему управления. Модуль включает блок вычисления показателей качества, блок формирования управляющих воздействий на регуляторы, выполненный с возможностью учета ограничений на технологические параметры и показатели качества, блок имитации последствий изменения управляющих воздействий на регуляторы. Расчет значений указанных управляющих воздействий производят автоматически в соответствии с логической моделью принятия решений на основе информации о показателях качества отбираемых фракций, об ограничениях на технологические параметры и показатели качества, удаленности текущих параметров от ограничений, об экспертноназначаемых приоритетах отбора фракций. Значения управляющих воздействий на регуляторы передают из автономного модуля в действующую систему управления ректификационной колонны через цифровые каналы связи в автоматизированном режиме, при котором передача осуществляется с возможностью вмешательства оператора, который прерывает передачу в случае поступления с блока имитации не удовлетворяющей его прогнозной информации о последствиях изменения управляющих воздействий на регуляторы, и изменяет их значения вручную. Технический результат: максимизация выхода наиболее ценных фракций нефтепродуктов при обеспечении их заданного качества. 8 ил., 1 пр.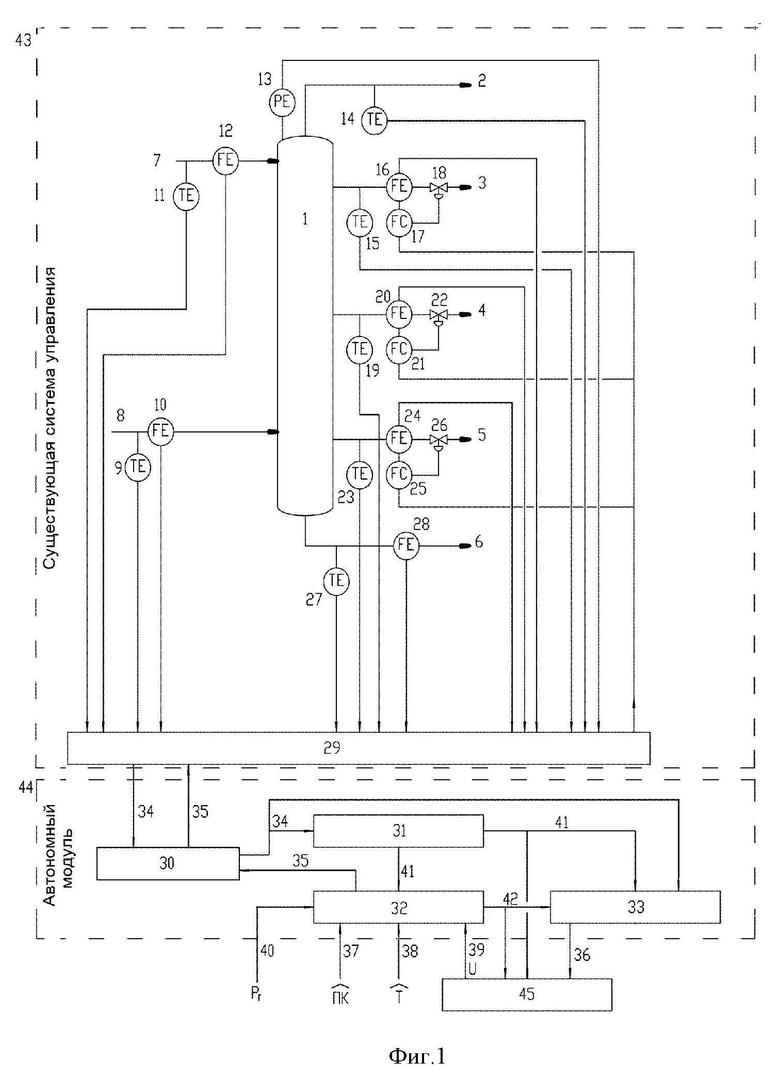
Способ управления процессом разделения нефтяных смесей в ректификационной колонне, включающий вычисление показателей качества продуктов в виде температур выкипания фракций, на основе расчета характерных точек кривой истинных температур кипения фракций нефтяных смесей, учет заданных значений максимальных и минимальных значений отборов фракций из ректификационной колонны и экспертно назначаемых приоритетов при отборе фракций, а также формирование управляющих воздействий, поступающих на регуляторы технологических параметров ректификационной колонны в качестве корректирующих, при этом управляющие воздействия на регуляторы формируют с использованием автономного по отношению к существующей системе управления ректификационной колонной модуля управления, выполненного с возможностью их последующей передачи в существующую систему управления, причем указанный модуль включает блок вычисления показателей качества, блок формирования управляющих воздействий на регуляторы, выполненный с возможностью учета ограничений на технологические параметры и показатели качества, блок имитации последствий изменения управляющих воздействий на регуляторы, при этом расчет значений указанных управляющих воздействий производят автоматически в соответствии с логической моделью принятия решений на основе информации о показателях качества отбираемых фракций, об ограничениях на технологические параметры и показатели качества, удаленности текущих параметров от ограничений, об экспертно назначаемых приоритетах отбора фракций, при этом значения управляющих воздействий на регуляторы передают из автономного модуля в действующую систему управления ректификационной колонны через цифровые каналы связи в автоматизированном режиме, при котором передача осуществляется с возможностью вмешательства оператора, который прерывает передачу в случае поступления с блока имитации не удовлетворяющей его прогнозной информации о последствиях изменения управляющих воздействий на регуляторы, и изменяет их значения вручную.
| СПОСОБ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКТОВ РАЗДЕЛЕНИЯ НЕФТЯНЫХ СМЕСЕЙ МЕТОДОМ РЕКТИФИКАЦИИ | 1993 |
|
RU2065761C1 |
| Способ автоматического управления процессом первичной переработки нефти в сложной ректификационной колонне | 1989 |
|
SU1740027A1 |
| Способ управления процессом первичной переработки нефти в сложной ректификационной колонне | 1983 |
|
SU1178461A1 |
| Способ управления процессом первичной переработки нефти в сложной ректификационной колонне | 1991 |
|
SU1803166A1 |
| Способ управления процессом ректификации | 1984 |
|
SU1287909A1 |
| Локальная барокамера | 1987 |
|
SU1519690A1 |

