Изобретение относится к многослойному боковому стеклу для транспортного средства, имеющему крепежное отверстие, к способу его изготовления, а также к его применению.
Автомобили обычно имеют открываемые боковые окна. Такие боковые окна оснащены боковым стеклом, которое может двигаться по существу с вертикальным смещением, посредством которого боковое окно может быть открыто и закрыто. Чтобы оконное стекло могло двигаться, оно соединено с устройством внутри кузова автомобиля.
Боковые окна автомобилей обычно выполнены в виде однослойного безопасного стекла (SPSG), тем самым изготовлены из единственной, термически закаленной стеклянной пластины. Эти боковые стекла обычно снабжаются одним или многими отверстиями вблизи нижней кромки, которые служат для соединения со стеклоподъемником. Такие отверстия довольно просто проделываются в SPSG-пластине, и обеспечивают создание простого и очень надежного сборного узла.
Однако все большее распространение получают также боковые окна, которые выполнены как многослойное безопасное стекло (CSG), в частности, для автомобилей высших ценовых диапазонов. Эти боковые окна изготавливаются из двух стеклянных пластин, которые соединены друг с другом ламинированием посредством термопластичного промежуточного слоя (обычно пленки из поливинилбутираля (PVB)). Они имеют меньший вес, чем боковые SPSG-стекла, и повышают акустический комфорт в автомобиле, а также безопасность в отношении проникновения. Поскольку CSG-пластины с отверстиями более сложны в изготовлении и менее стабильны, чем в случае SPSG-стекол, боковые CSG-стекла традиционно сопрягаются со стеклоподъемником другими средствами: на нижнюю кромку приклеивается держатель.
Поскольку предпочтительным является монтаж бокового стекла на стеклоподъемнике с помощью отверстия, существует потребность в многослойных боковых стеклах с крепежными отверстиями. Оказалось затруднительным позиционирование отверстий в двух индивидуальных пластинах в точности друг над другом. Производственные допуски могут приводить к определенному смещению между отверстиями. В частности, однако, кривизна пластины вызывает систематическое смещение в боковых стеклах согласно прототипу. Как правило, наслаивают друг на друга две пластины с одинаковыми размерами и формой и с отверстиями в одном и том же положении. Выравнивание двух пластин относительно друг друга обычно выполняется по верхней кромке, поскольку она видна в открытом состоянии, и, следовательно, должна быть плоской заподлицо из эстетических соображений. Поскольку автомобильные стекла изогнуты, это выравнивание по верхней кромке приводит к тому обстоятельству, что нижняя кромка и отверстие на внутренней пластине смещаются вниз относительно нижней кромки и отверстия наружной пластины.
Это систематическое смещение приводит к затруднениям во время сборки держателя. Он обычно представляет собой зажимной элемент, который зажимается между нижней кромкой и сквозным проемом. Тем самым держатель фиксируется путем зажимания с приложением давления к нижней кромке и противолежащей относительно нее области края сквозного проема. В результате вышеописанного систематического смещения расстояние, перекрываемое зажимным элементом («дистанция зажима»), определяется нижней кромкой внутренней пластины и краем отверстия наружной пластины. Поскольку относительное размещение наружной пластины и внутренней пластины может изменяться в результате производственных допусков, дистанция зажима не является в точности постоянной в производственной серии, и становится затруднительным в точности постоянное и надежное, воспроизводимое зажимание при монтаже.
Поскольку, как правило, в результате ненадлежащего выравнивания зажимающее усилие неравномерно распределяется по двум пластинам, но, вместо этого, в каждом случае сосредоточивается у верхней и нижней точки зажима на единственной пластине, пластины также испытывают значительное механическое напряжение. Таким образом, существует также потребность в многослойных боковых стеклах с крепежными отверстиями и улучшенной стабильностью.
Патентный документ US 2008/0092464 A1 раскрывает многослойное оконное стекло с крепежным углублением, в которое с обеих сторон вводятся вращающиеся компоненты, каждый с эксцентрично размещенным отверстием. Поворотом компонентов относительно друг друга отверстия могут быть сделаны совпадающими так, что, независимо от любого смещения стеклянных пластин, получается крепежное отверстие с воспроизводимыми формой и размером. Однако крепежная система согласно патентному документу US 2008/0092464 A1 является усложненной и подверженной ошибкам вследствие того, что она состоит из многочисленных деталей конструкции.
Патентный документ DE 197 10 824 C1 раскрывает многослойное оконное стекло с крепежным отверстием, которое может представлять собой боковое стекло транспортного средства. Отверстие в наружной пластине выполнено с большей величиной, чем отверстие во внутренней пластине, чтобы сформировать структуру типа окружной ступеньки внутри крепежного отверстия. Тем самым предполагается, что присоединение к детали крепления улучшается посредством клеевого состава.
Цель настоящего изобретения состоит в создании улучшенного бокового стекла транспортного средства с крепежным отверстием, которое имеет механическую стабильность, обеспечивает возможность воспроизводимого присоединения к стеклоподъемнику в кузове транспортного средства, и изготавливается простым способом.
Цель настоящего изобретения достигается согласно изобретению посредством бокового стекла в соответствии с пунктом 1 формулы изобретения. Предпочтительные варианты осуществления следуют из зависимых пунктов формулы изобретения.
Представлено боковое стекло как боковое стекло транспортного средства для отделения внутренности транспортного средства от внешнего окружения. Таким образом, две пластины также могут называться «наружной пластиной» и «внутренней пластиной». Термин «внутренняя пластина» подразумевает такую пластину, которая в смонтированном положении обращена внутрь. «Наружная пластина» имеет отношение к такой пластине, которая в собранном состоянии обращена к внешней окружающей среде.
Боковое стекло также имеет верхнюю кромку, нижнюю кромку, переднюю кромку и заднюю кромку. «Верхняя кромка» подразумевает боковой край бокового стекла, который в смонтированном положении обращен вверх. «Нижняя кромка» подразумевает боковой край, который в смонтированном положении обращен вниз к земле. «Передняя кромка» подразумевает боковой край, который в смонтированном положении ориентирован вперед по направлению движения. «Задняя кромка» подразумевает боковой край, который в смонтированном положении ориентирован назад относительно направления движения.
Боковое стекло согласно изобретению включает по меньшей мере одну первую пластину и одну вторую пластину, которые соединены друг с другом посредством термопластичного промежуточного слоя. Тем самым оно выполнено как многослойное стекло или композитное оконное стекло. Боковое стекло согласно изобретению имеет по меньшей мере один сквозной проем. Сквозной проем служит в качестве крепежного отверстия, в частности, для присоединения бокового стекла к стеклоподъемнику в кузове транспортного средства, обычно устройству для подъема и опускания, размещенному в боковой дверце.
Сквозной проем сформирован таким образом, что первая пластина, вторая пластина и термопластичный промежуточный слой в каждом случае имеют отверстие, причем указанные отверстия перекрываются друг с другом полностью или по меньшей мере частично. Они совмещаются таким образом, что сквозной проем, который сформирован перекрывающимися участками отверстий, проходит через все боковое стекло.
Сквозной проем предназначен и пригоден для крепления зажимного элемента. Зажимной элемент производит закрепление, в частности, между сквозным проемом и нижней кромкой. Это значит, что зажимной элемент, с одной стороны, вводится в крепежное отверстие и, с другой стороны, нижняя кромка бокового стекла, по меньшей мере частично, покрывается так, что механическое давление прилагается к нижней кромке зажимным элементом, с одной стороны, и к противолежащей относительно нее области бокового края сквозного проема, с другой стороны. Зажимной элемент фиксируется на боковом стекле этими взаимно противоположными силами. Зажимное соединение, для надежности, может быть поддержано, например, клеем; однако сквозной проем, в частности, не полностью заполняется клеевым составом.
Многослойные боковые стекла согласно прототипу изготавливаются из двух стеклянных пластин, которые имеют по существу одинаковую форму и одинаковые размеры, и которые снабжаются отверстиями одинаковой величины в одном и том же положении. Боковые стекла также являются изогнутыми (выпуклыми относительно внутренности транспортного средства), и выравниваются относительно друг друга по верхней кромке во время ламинирования, то есть, размещаются друг относительно друга так, что верхние кромки находятся по существу на одном уровне. Как предполагается, это улучшает внешний вид бокового стекла, поскольку верхняя кромка видна в открытом состоянии окна. Кривизна пластины приводит к тому обстоятельству, что нижняя кромка, а также отверстие на внутренней пластине, смещаются вниз относительно нижней кромки и отверстия наружной пластины. Отверстия смещаются относительно друг друга, и остающийся сквозной проем через многослойное стекло является меньшим, чем отверстия в отдельных пластинах. Боковые стекла оснащаются держателем, который служит для присоединения к подъемному устройству кузова транспортного средства, обычно внутри дверцы транспортного средства. Для этой цели зажимные элементы обычно используются в качестве держателей, которые перекрывают область между сквозным проемом и нижней кромкой, другими словами, зажимаются между сквозным проемом и нижней кромкой. Зажимной элемент прилагает взаимно противоположно направленные силы к нижней кромке, с одной стороны, и к области бокового края сквозного проема, противолежащего относительно нижней кромки, с другой стороны. Поскольку пластины смещены относительно друг друга в нижней области, усилие поглощается только соответствующей выступающей пластиной. В вышеописанной ситуации согласно прототипу она представляет собой нижнюю кромку внутренней пластины и область бокового края отверстия противолежащей наружной пластины. Этим обусловливается дистанция зажима, которая, в контексте изобретения, подразумевает расстояние между воспринимающими усилие поверхностями, то есть, расстояние, перекрываемое зажимным элементом. Поскольку обе отдельные пластины многослойных боковых стекол согласно прототипу влияют на дистанцию зажима, но они не абсолютно согласованы вследствие производственных допусков в пределах партии изделий, происходит вариация дистанций зажима, и зажимной элемент не может быть надежно зафиксирован в части изделий в производственной серии (когда дистанция зажима слишком мала), или даже вообще не присоединяется (когда дистанция зажима слишком велика).
Согласно изобретению, эта проблема разрешается тем, что отверстия в двух индивидуальных пластинах выполнены с различным размером. Боковое стекло предпочтительно является изогнутым, в частности, так, что поверхность первой пластины, обращенная в противоположную сторону от промежуточного слоя, изогнута выпукло, и поверхность второй пластины, обращенная в противоположную сторону от промежуточного слоя, изогнута вогнуто. Тогда нижняя кромка второй пластины выступает за пределы нижней кромки первой пластины. Согласно изобретению, отверстие в первой пластине является более крупным, чем отверстие во второй пластине. Тем самым, несмотря на относительное смещение, область бокового края отверстия во второй пластине напротив нижней кромки выступает за пределы области первой пластины. Тогда дистанция зажима обусловливается нижней кромкой второй пластины и противолежащей относительно нее областью нижнего края отверстия второй пластины. Тогда дистанция зажима зависит только от второй пластины, и уже больше не испытывает влияния производственных допусков в плане относительно размещения пластин. Таким образом, дистанция зажима является по существу постоянной в пределах производственной серии (зависящей только от допусков на позиционирование отверстия во второй пластине); и повышается надежность действия зажимного элемента. Это является основным преимуществом изобретения.
Поскольку стекла транспортных средств обычно изогнуты так, что поверхность наружной пластины, обращенная в противоположную сторону от промежуточного слоя, изогнута выпукло, в предпочтительном варианте исполнения первая пластина является наружной пластиной, и вторая пластина является внутренней пластиной. Тогда дистанция зажима зависит только от внутренней пластины. Термин «поверхность наружной стороны» пластины подразумевает поверхность, которая в смонтированном положении обращена к внешнему окружению. «Поверхность внутренней стороны» подразумевает поверхность, которая в смонтированном положении обращена к внутреннему пространству. Поэтому в многослойном стекле поверхность внутренней стороны наружной пластины и поверхность наружной стороны внутренней пластины соединены друг с другом промежуточным слоем. По обыкновению, поверхность наружной стороны наружной пластины называется стороной I, поверхность внутренней стороны наружной пластины называется стороной II, поверхность наружной стороны внутренней пластины называется стороной III, и поверхность внутренней стороны внутренней пластины называется стороной IV.
Боковое окно согласно изобретению предпочтительно представляет собой открываемое боковое окно автомобиля, в частности, легкового автомобиля. Это означает оконное стекло для бокового окна, которое может быть открыто и опять закрыто по существу с вертикальным перемещением бокового стекла в кузове автомобиля. Как правило, такие боковые стекла имеют многочисленные сквозные проемы, в частности, два. Сквозной проем или сквозные проемы размещаются в области нижней кромки, где они скрыты кузовом транспортного средства в открытом и также в закрытом состоянии окна. Сквозной проем предусматривается для соединения с подъемным устройством, размещенным в кузове транспортного средства, чтобы закреплять стекло, в частности, введением крепежной секции подъемного устройства, например, крепежного штифта, в сквозной проем. Таким образом, можно обойтись без сложных держателей, вставляемых у нижней кромки бокового стекла, которые использовались до сих пор для многослойных боковых стекол.
Каждый сквозной проем находится на расстоянии от нижней кромки не более 50 мм, в частности, от 10 мм до 30 мм. Размер сквозного проема обычно составляет по меньшей мере 20 мм2, в частности, от 20 мм2 до 2000 мм2, предпочтительно от 80 мм2 до 700 мм2. Сквозной проем в идеальном случае является приблизительно круглым с диаметром от 5 мм до 50 мм, предпочтительно от 10 мм до 30 мм. В контексте изобретения, выражение «расстояние сквозного проема или отверстия от боковой кромки» всегда означает расстояние (длину самого короткого пути соединения), на котором обсуждаемая боковая кромка отстоит от геометрического центра сквозного проема или отверстия. Например, в случае круглого отверстия должно использоваться расстояние между центром круга и боковой кромкой.
Отверстия в первой и второй пластине обычно являются по существу круглыми, причем многие крепежные системы согласно прототипу рассчитаны на это. Однако, в зависимости от требований в индивидуальном случае, отверстия также могут иметь любую другую форму, например, эллиптическую форму, или даже нерегулярную форму. Размер отверстия по обыкновению составляет по меньшей мере 20 мм2, в частности, от 80 мм2 до 700 мм2. В случае круглого отверстия диаметр предпочтительно составляет по меньшей мере 5 мм, в частности, от 10 мм до 30 мм.
Необходимая разница в размерах отверстий в первой и второй пластине также зависит от кривизны пластины и размера пластины. В случае изогнутого многослойного стекла точка на боковом краю отверстия во второй пластине с наименьшим расстоянием от нижней кромки должна выступать за пределы точки на боковой кромке первой пластины с наименьшим расстоянием от нижней кромки - иначе говоря, выступать от нее в сквозной проем. Проще говоря, нижняя область отверстия в первой пластине находится ниже, чем у отверстия во второй пластине. Выбранная разница в размерах должна быть надлежащей, чтобы обеспечить это при данных кривизне и размере стекла.
В одном предпочтительном варианте исполнения площадь отверстия в первой пластине является большей по меньшей мере на 10%, чем площадь отверстия во второй пластине, в частности, предпочтительно по меньшей мере на 20%. В случае круглых отверстий диаметр отверстия в первой пластине является бóльшим по меньшей мере на 5%, чем диаметр отверстия во второй пластине, в частности, предпочтительно по меньшей мере на 10%. При типичных размерах отверстий диаметр отверстия в первой пластине должен быть по меньшей мере на 1 мм больше, чем диаметр отверстия во второй пластине.
В одном предпочтительном варианте исполнения первая пластина и вторая пластина выравниваются относительно друг друга по верхней кромке, то есть, совмещенной по существу заподлицо. Это является общепринятым для многослойных боковых стекол и благоприятным в плане эстетичного внешнего вида верхней кромки, которая видна в открытом состоянии. Отверстие в первой пластине предпочтительно имеет меньшее расстояние от нижней кромки, чем отверстие во второй пластине. Поэтому отверстие в первой пластине несколько смещено вниз сравнительно с отверстием во второй пластине. В результате этого систематическое смещение, которое создается изгибанием пластины, по меньшей мере частично компенсируется, и разница в размерах между отверстиями в двух пластинах может быть выбрана меньшей.
В альтернативном предпочтительном варианте исполнения первая пластина и вторая пластина выравниваются относительно друг друга по нижней кромке, то есть, совмещенной по существу заподлицо. Поскольку отверстия размещаются вблизи нижней кромки, систематическое смещение вследствие кривизны пластины сокращается, в результате чего разница в размерах между отверстиями в двух пластинах может быть выбрана меньшей. Правда, это сопровождается смещением на видимой верхней кромке, что, однако, может быть приемлемым, и с чем можно смириться в индивидуальном случае. Отверстия в первой и второй пластине тогда могут иметь по существу одинаковое расстояние от нижней кромки, что также является обычным в многослойных боковых стеклах согласно прототипу.
В одном предпочтительном варианте исполнения бокового стекла, отверстие в промежуточном слое является меньшим, чем отверстия в первой пластине и во второй пластине, в частности, с меньшим диаметром. Таким образом, во время размещения пакета слоев перед ламинированием термопластичная пленка, которая позже образует промежуточный слой, несколько выступает в область отверстий в пластинах. Во время ламинирования термопластичный материал растекается поверх боковых краев сквозного проема, тем самым защищая их. Этим путем может быть улучшена механическая стабильность бокового стекла.
Однако, в зависимости от используемой системы держателя, термопластичный материал в сквозном проеме также может мешать монтажу держателя. Следовательно, в альтернативном предпочтительном усовершенствовании отверстие в промежуточном слое является бóльшим, чем отверстия в первой пластина и во второй пластине, имея, в частности, больший диаметр. Боковой край отверстия в промежуточном слое тем самым отодвигается относительно края отверстий в пластинах, сквозной проем остается свободным от термопластичного материала, делая монтаж держателя более простым и более надежным.
В одном благоприятном варианте исполнения первая пластина и/или вторая пластина имеет на своем соответствующем отверстии сжимающее напряжение на кромке по меньшей мере 20 МПа, предпочтительно по меньшей мере 30 МПа. Сжимающее напряжение на кромке измеряется у бокового края в соответствующем отверстии с использованием методов, общеизвестных для квалифицированного специалиста в этой области технологии. Подходящим аналитическим прибором является, например, Edge Stress Master от фирмы Sharples Stress Engineers Ltd. Сжимающее напряжение на кромке может зависеть, например, от скорости охлаждения у отверстия после изгибания пластины. В указанном диапазоне боковое стекло является особенно чувствительным к механической нагрузке в области сквозного проема при указанных значениях, предпочтительно прилагаемых к обеим отдельным пластинам.
В одном предпочтительном варианте исполнения первая пластина и/или вторая пластина имеет поверхностное натяжение по меньшей мере 20 МПа, в особенности предпочтительно по меньшей мере 30 МПа, наиболее предпочтительно по меньшей мере 40 МПа. Поверхностное натяжение скорее всего представляет собой сжимающее напряжение, которое может обусловливаться скоростью охлаждения после изгибания пластины. Подходящим измерительным прибором является, например, поляриметр GASP® от фирмы Strainoptics, Inc. Высокая механическая стабильность обеспечивается при предпочтительных значениях напряжения, при указанных значениях, предпочтительно прилагаемых к обеим отдельным пластинам.
Во время сверления отверстий в стеклянных пластинах неизбежно возникают так называемые «раковины» на кромке сверления. Эти дефекты часто также называются «выкрашиваниями» или «сколами». Авторы настоящего изобретения нашли, что размер раковин оказывает существенное влияние на способность сквозного проема выдерживать механическую нагрузку. Размер раковин (величина сколов) должен не более 750 мкм, предпочтительно не более 500 мкм, и в особенности предпочтительно не более 300 мкм. «Размер» подразумевает длину раковины вдоль ее наиболее распространенного размера. На это можно повлиять подходящими мерами во время сверления отверстий, например, применяемой сверлильной головкой, скоростью вращения или скоростью проникновения во время сверления.
Первая пластина и вторая пластина предпочтительно содержат стекло, в частности, известково-натриевое стекло. Толщина пластин может варьировать в широких пределах и тем самым идеально приспосабливаться к требованиям в индивидуальном случае. Толщины первой и второй пластины предпочтительно составляют от 0,5 до 10 мм, и предпочтительно от 1 мм до 5 мм, наиболее предпочтительно от 1,1 мм до 2,6 мм.
Термопластичный промежуточный слой формируется по меньшей мере одной термопластичной пленкой. Термопластичная пленка содержит по меньшей мере один термопластичный полимер, предпочтительно этиленвинилацетат (EVA), поливинилбутираль (PVB), или полиуретан (PU), или смесь их сополимеров или производных, в особенности предпочтительно PVB. Толщина термопластичной связующей пленки предпочтительно составляет от 0,2 мм до 2 мм, в особенности предпочтительно от 0,3 мм до 1 мм, например, 0,38 мм или 0,76 мм. Промежуточный слой также может быть выполнен из так называемой «акустической пленки», которая проявляет шумогасящий эффект. Такие пленки обычно выполнены по меньшей мере из трех слоев, причем срединный слой имеет более высокую пластичность или эластичность, чем окружающие его наружные слои, например, в результате различного содержания пластификатора.
Первая пластина, вторая пластина или промежуточный слой могут быть прозрачными и бесцветными, но также могут быть тонированными, матовыми или окрашенными.
Изобретение также включает многослойное боковое стекло согласно изобретению с держателем, закрепленным в сквозном проеме. Держатель предпочтительно представляет собой зажимной элемент, который зажимает участок между сквозным проемом и нижней кромкой. Зажимной элемент предпочтительно прилагает свое зажимающее усилие непосредственно к боковому краю сквозного проема, без других твердых, жестких элементов, размещаемых в сквозном проеме между боковым краем и зажимным элементом, таких как компенсаторы или кромочные герметики. Тем самым зажимной элемент предпочтительно зажимается непосредственно на пластинах. Однако гибкие элементы, например, адгезив или термопластичный материал промежуточного слоя, могут быть размещены между зажимным элементом и боковым краем сквозного проема.
Изобретение также включает сборный узел, включающий кузов транспортного средства с подъемным устройством для размещенного в нем открываемого бокового стекла, и боковое стекло согласно изобретению, которое соединено с подъемным устройством посредством держателя в сквозном проеме.
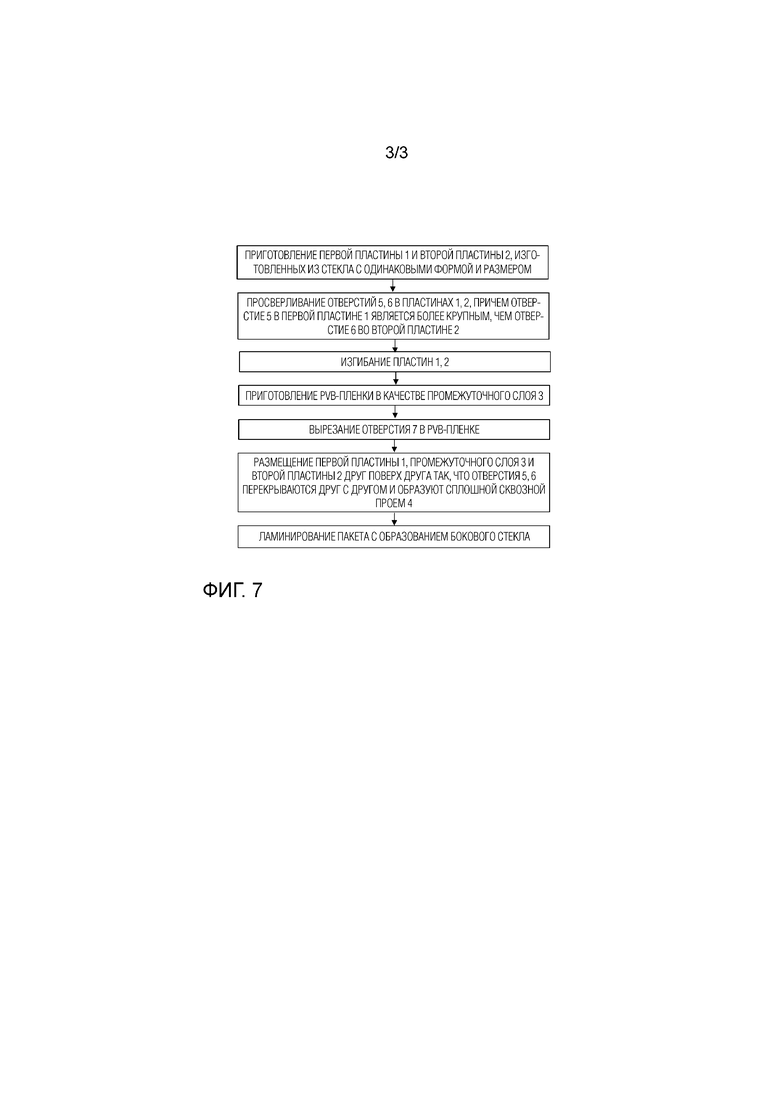
Кроме того, изобретение включает способ изготовления бокового стекла, имеющего непрерывное крепежное отверстие, в котором:
(а) первая пластина, вторая пластина и термопластичный промежуточный слой в каждом случае снабжены отверстием, причем отверстие в первой пластине является более крупным, чем отверстие во второй пластине,
(b) первая пластина, промежуточный слой и вторая пластина размещаются по всей площади поверх друг друга в этом порядке с образованием пакета, причем указанные отверстия совмещаются так, что сквозной проем проходит через весь пакет,
(с) первая пластина соединяется со второй пластиной посредством промежуточного слоя в результате ламинирования.
Отверстия в отдельных пластинах создаются сверлением или другими способами, по сути известными квалифицированному специалисту в этой области технологии. Отверстие в промежуточном слое предпочтительно создается прорезанием или перфорированием.
Индивидуальные пластины предпочтительно подвергаются изгибанию перед ламинированием с помощью всех подходящих способов изгибания, обычных в технологии. Изгибание предпочтительно проводится только после создания отверстий в отдельных пластинах, поскольку в плоских пластинах проще образовать отверстия.
Изготовление многослойного стекла ламинированием выполняется традиционными способами, по сути известными квалифицированному специалисту в этой области технологии, например, способами автоклавирования, способами с использованием вакуумного мешка, способами с использованием вакуумного кольца, способами каландрирования, с помощью вакуумных ламинаторов, или их комбинациями. Соединение первой и второй пластин обычно производится под действием тепла, вакуума и/или давления.
Кроме того, изобретение включает применение бокового стекла согласно изобретению в качестве открываемого бокового окна автомобиля, предпочтительно легкового автомобиля, в котором сквозной проем служит для крепления к подъемному устройству в кузове транспортного средства.
Далее изобретение разъясняется подробнее со ссылкой на чертежи и примерные варианты осуществления. Чертежи представляют собой схематические изображения и выполнены не в масштабе. Чертежи никоим образом не ограничивают изобретение. В частности, толщины пластин и размер отверстий изображены по существу увеличенными для лучшего иллюстрирования принципа согласно изобретению.
Они изображают:
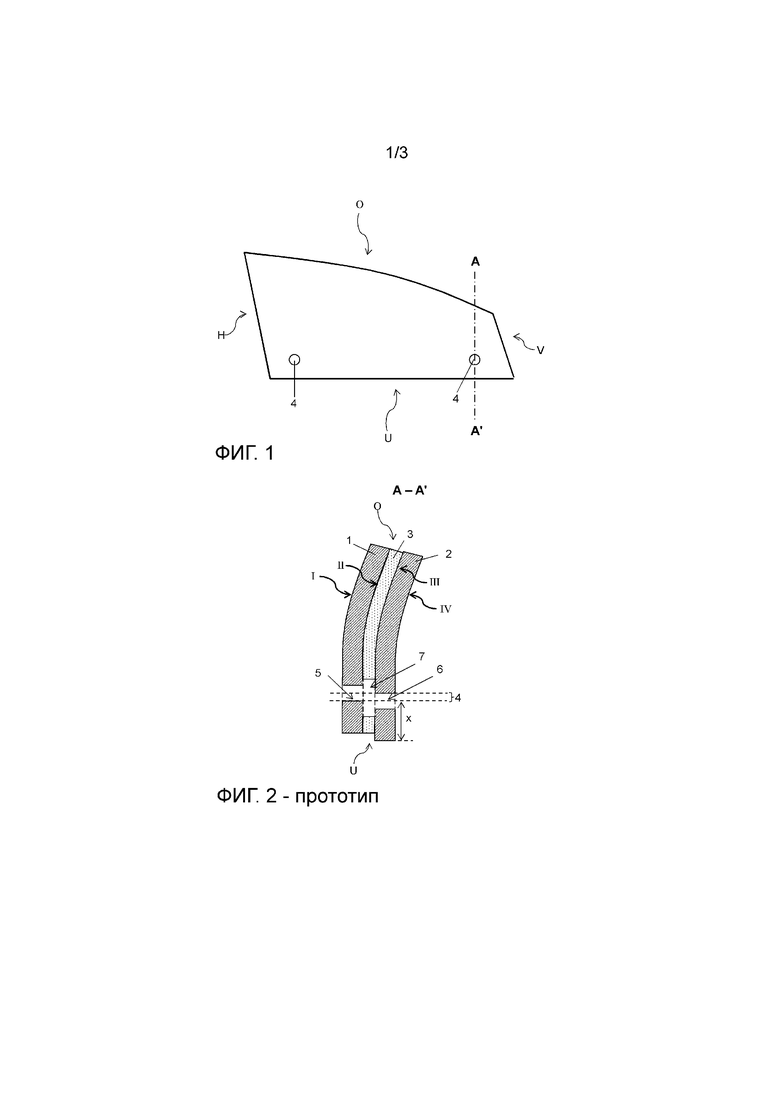
Фиг. 1 представляет вид сверху бокового стекла в одном варианте исполнения согласно изобретению,
Фиг. 2 представляет вид в разрезе, проведенном вдоль линии A-A' через боковое стекло согласно прототипу,
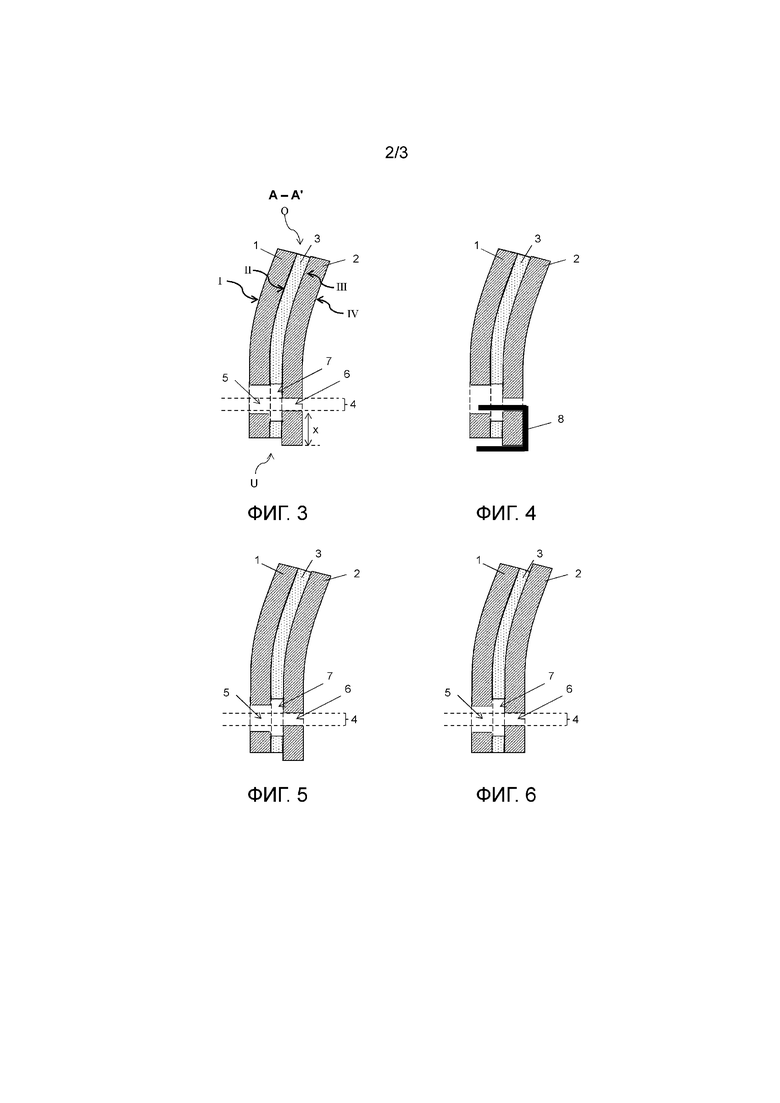
Фиг. 3 представляет вид в разрезе вдоль линии A-A' через боковое стекло в одном варианте исполнения согласно изобретению в Фиг. 1,
Фиг. 4 представляет боковое стекло из Фиг. 3 со вставленным зажимным элементом,
Фиг. 5 представляет вид в разрезе вдоль линии A-A' через боковое стекло в еще одном варианте исполнения,
Фиг. 6 представляет вид в разрезе вдоль линии A-A' через боковое стекло в еще одном варианте исполнения,
Фиг. 7 представляет технологическую блок-схему способа в одном варианте исполнения согласно изобретению.
Фиг. 1 изображает вид сверху многослойного бокового стекла, которое представлено в качестве открываемого бокового стекла для переднего бокового окна легкового автомобиля. Боковое стекло имеет вблизи нижней кромки U два сквозных проема 4, которые предусматриваются как крепежные отверстия для соединения с подъемным устройством в кузове транспортного средства.
Фиг. 2 изображает вид в разрезе через типичное многослойное боковое стекло согласно прототипу. Оно сформировано из первой пластины 1 и второй пластины 2, соединенных термопластичным промежуточным слоем 3. Две пластины 1, 2 выполнены, например, из известково-натриевого стекла, и имеют толщину в каждом случае 2,1 мм. Промежуточный слой 3 образован, например, PVB-пленкой с толщиной 0,76 мм. Каждая пластина 1, 2, а также промежуточный слой 3, имеет отверстие 5, 6, 7, совмещение которых образует сквозной проем 4.
Первая пластина 1 образует наружную пластину; вторая пластина 2 представляет собой внутреннюю пластину бокового стекла. Боковое стекло изогнуто так, что поверхность I наружной стороны наружной пластины 1 изогнута выпукло, и поверхность IV внутренней стороны внутренней пластины 2 изогнута вогнуто. Поверхности II, III, обращенные друг к другу в пластинах 1, 2, соединены между собой промежуточным слоем 3. Две пластины 1, 2 размещаются друг поверх друга и выровнены так, что верхняя кромка О является по существу совмещенной заподлицо. Две пластины 1, 2 имеют одинаковые форму и размер, с отверстиями 5, 6 одинакового размера в одном и том положении. На совмещение двух отверстий 5, 6 оказывает негативное влияние кривизна пластин и выравнивание по верхней кромке О. Отверстие 6 во внутренней пластине 2 находится несколько ниже, чем отверстие 5 в наружной пластине 1. Таким образом, остающийся сквозной проем 4, который появляется, так сказать, как пересечение двух отверстий 5, 6 в проекции одного на другое, сокращается относительно индивидуальных отверстий 5, 6.
Сквозной проем 4 предусматривается для крепления держателя, который зажимается как зажимной элемент между сквозным проемом 4 и нижней кромкой U. Расстояние между поверхностями, выступающими дальше всего на обеих сторонах, представляет собой дистанцию х зажима - другими словами, расстояние, которое должно быть перекрыто зажимным элементом. Как это видно из фигуры, дистанция х зажима обусловливается
- с одной стороны, нижней областью бокового края отверстия 5 наружной пластины 1, и
- с другой стороны, нижней кромкой U внутренней пластины 2.
Вследствие производственных допусков позиционирование пластин 1, 2 друг на друге, и тем самым также дистанция х зажима, подвержены определенной вариации. Эта вариация в отношении дистанции х зажима делает более затруднительным надежный монтаж зажимных держателей в производственной серии.
Фиг. 3 изображает вид в разрезе через многослойное боковое стекло согласно изобретению. Здесь отверстие 5 в наружной пластине 1 выполнено более крупным, чем отверстие 6 во внутренней пластине 2. Например, оба отверстия 5, 6 являются круглыми, с отверстием 5 в наружной пластине, имеющим диаметр 16 мм, и отверстием 6 во внутренней пластине 2, имеющим диаметр 14 мм. Два отверстия 5, 6 (более точно, центр отверстий 5, 6) имеют, здесь также, одинаковое расстояние от их соответствующей нижней кромки U. Две пластины 1, 2 выровнены по существу заподлицо по верхней кромке О.
В результате большего диаметра отверстия 5 в наружной пластине 1 нижняя область бокового края отверстия 5 размещается ниже, чем соответствующая область бокового края отверстия 6 во внутренней пластине 2. Дистанция х зажима тем самым зависит только от внутренней пластины 2, а именно, от ее отверстия 6 и от ее нижней кромки U. Обусловленная изготовлением вариация в отношении дистанции х зажима тем самым значительно сокращается. Размер сквозного проема 4 соответствует размеру отверстия 6 во внутренней пластине 2, который, в изображенном примере, размещается полностью внутри отверстия 5 в наружной пластине 1 (на основе проекции одного на другое).
Фиг. 4 изображает боковое окно из Фиг. 3 со вставленным зажимным элементом 8. Зажимной элемент 8 выполнен из пластмассы и зажимается между нижней кромкой U и сквозным проемом 4. Он служит как держатель для присоединения бокового стекла к подъемному устройству в боковой дверце легкового автомобиля. С помощью конструкции согласно изобретению отверстий 5, 6 в пластинах 1, 2, области нижней кромки U и сквозного проема 4, которые воспринимают зажимающее давление зажимного элемента 8, образованы только внутренней пластиной 2.
Фиг. 5 изображает вид в разрезе через боковое стекло согласно изобретению в еще одном варианте исполнения. В отличие от варианта исполнения в Фиг. 3, отверстие 6 имеет меньшее расстояние от нижней кромки наружной пластины 1, чем отверстие 5 от нижней кромки внутренней пластины 2 (по измерению в каждом случае от центра отверстия). Отверстие 6 тем самым смещено даже дальше вниз относительно отверстия 5. В результате этого отверстие 5 в наружной пластине 1 может быть выполнено меньшим, тем не менее обеспечивая то, что его нижняя область не выступает за пределы области отверстия 6 во внутренней пластине 2. Дополнительно улучшается совмещение отверстий 5, 6.
Фиг. 6 изображает вид в разрезе через боковое стекло согласно изобретению в еще одном варианте исполнения. Как в варианте исполнения согласно Фиг. 3, отверстия 5, 6 двух пластин 1, 2 имеют одинаковое расстояние от соответствующей нижней кромки U. Однако две пластины 1, 2 размещены друг на друге и выровнены так, что нижняя кромка U является по существу плоской. Поскольку сквозные проемы 4 размещаются вблизи нижней кромки U, смещение отверстий 5, 6 друг относительно друга в результате кривизны пластины сокращается, и их совмещение улучшается. Таким образом, отверстие 5 в наружной пластине 1 может быть выполнено меньшим. Приемлемым является систематическое смещение, которое развивается у верхней кромки О, благоприятствуя лучшему совмещению отверстий 5, 6.
В изображенных вариантах исполнения отверстие 7 в промежуточном слое 3 в каждом случае выполняется большим, чем отверстия 5, 6 в пластинах 1, 2. Тем самым сквозной проем 4 остается свободным от термопластичного материала, и не создаются помехи монтажу зажимного элемента 8. Однако в зависимости от используемого зажимного элемента 8, также может быть желательной защита бокового края сквозного проема 4 термопластичным материалом. Таким образом, в альтернативных вариантах исполнения отверстие 7 может быть выполнено меньшим, чем отверстия 5, 6 в пластинах 1, 2, так, что термопластичный материал промежуточного слоя 3 растекается по сквозному проему 4.
Фиг. 7 изображает технологическую блок-схему способа согласно изобретению в примерном варианте исполнения для изготовления многослойного бокового стекла согласно изобретению.
Список кодовых номеров позиций
(1) первая пластина/наружная пластина
(2) вторая пластина/внутренняя пластина
(3) термопластичный промежуточный слой
(4) сквозной проем в боковом стекле
(5) отверстие в наружной пластине 1
(6) отверстие во внутренней пластине 2
(7) отверстие в промежуточном слое 3
(8) зажимной элемент
(x) дистанция зажима бокового стекла
(O) верхняя кромка
(U) нижняя кромка
(V) передняя кромка
(H) задняя кромка
I поверхность наружной стороны наружной пластины 1
II поверхность внутренней стороны наружной пластины 1
III поверхность наружной стороны внутренней пластины 2
IV поверхность внутренней стороны внутренней пластины 2
A-A' линия разреза
Группа изобретений относится к боковому стеклу транспортного средства, способу изготовления бокового окна и применению бокового стекла в качестве бокового стекла транспортного средства. Боковое стекло с верхней кромкой (О), нижней кромкой (U), передней кромкой (V) и задней кромкой (Н), по меньшей мере, включает первую пластину (1) и вторую пластину (2), которые соединены друг с другом термопластичным промежуточным слоем (3). Первая пластина (1), вторая пластина (2) и термопластичный промежуточный слой (3) имеют по отверстию (5, 6, 7). Упомянутые отверстия совмещены так, что сквозной проем (4) для крепления зажимного элемента (8) проходит через все боковое стекло. Отверстие (5) в первой пластине (1) является более крупным, чем отверстие (6) во второй пластине (2). Обеспечивается надежность крепления при упрощении изготовления. 3 н. и 11 з.п. ф-лы, 7 ил.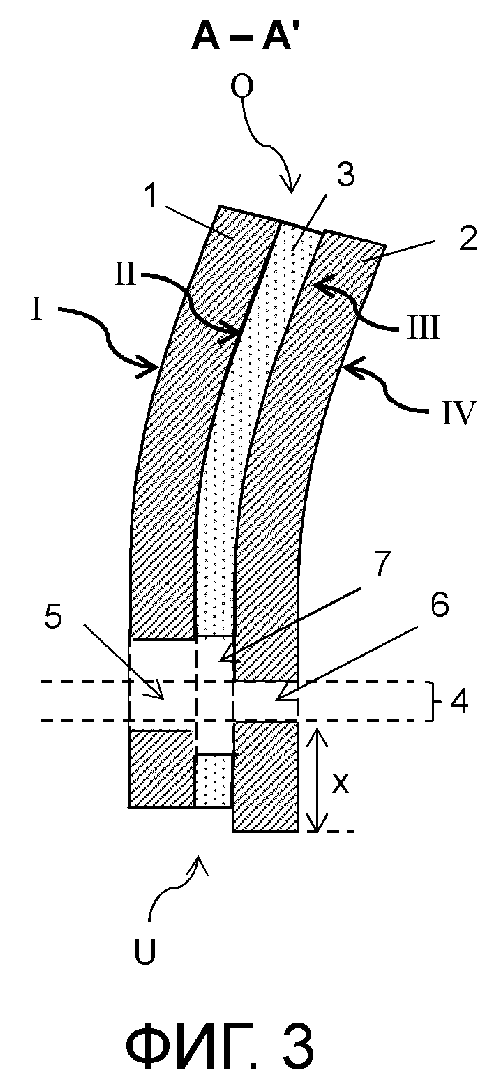
1. Боковое стекло транспортного средства с верхней кромкой (О), нижней кромкой (U), передней кромкой (V) и задней кромкой (Н), по меньшей мере, включающее первую пластину (1) и вторую пластину (2), которые соединены друг с другом термопластичным промежуточным слоем (3),
причем первая пластина (1), вторая пластина (2) и термопластичный промежуточный слой (3) имеют по отверстию (5, 6, 7),
причем отверстия (5, 6, 7) в первой пластине (1), во второй пластине (2) и в термопластичном промежуточном слое (3) совмещены так, что сквозной проем (4) для крепления зажимного элемента (8) проходит через все боковое стекло,
причем отверстие (5) в первой пластине (1) является более крупным, чем отверстие (6) во второй пластине (2),
причем между сквозным проемом (4) и нижней кромкой (U) зажат зажимной элемент (8).
2. Боковое стекло по п. 1, которое изогнуто так, что поверхность (I) первой пластины (1), обращенная в противоположную от промежуточного слоя (3) сторону, изогнута выпукло, а поверхность (IV) второй пластины (2), обращенная в противоположную от промежуточного слоя (3) сторону, изогнута вогнуто.
3. Боковое стекло по п. 1 или 2, в котором точка на боковом краю отверстия (6) во второй пластине (2) с наименьшим расстоянием от нижней кромки (U) выступает за пределы точки на первой пластине (1).
4. Боковое стекло по одному из пп.1-3, в котором площадь отверстия (5) в первой пластине (1) является большей по меньшей мере на 10%, чем площадь отверстия (6) во второй пластине (2).
5. Боковое стекло по одному из пп.1-4, в котором первая пластина (1) представляет собой наружную пластину, а вторая пластина (2) представляет собой внутреннюю пластину бокового стекла.
6. Боковое стекло по п. 5, в котором первая пластина (1) и вторая пластина (2) размещены заподлицо по верхней кромке (О), а отверстие (5) в первой пластине (1) имеет меньшее расстояние от нижней кромки (U), чем отверстие (6) во второй пластине (2).
7. Боковое стекло по одному из пп.1-5, в котором первая пластина (1) и вторая пластина (2) размещены заподлицо по нижней кромке (U), а отверстия (5, 6) в первой пластине (1) и во второй пластине (2) имеют по существу одинаковое расстояние от нижней кромки (U).
8. Боковое стекло по одному из пп.1-7, в котором отверстие (7) в промежуточном слое (3) является более крупным, чем отверстия (5, 6) в первой пластине (1) и во второй пластине (2).
9. Боковое стекло по одному из пп.1-7, в котором отверстие (7) в промежуточном слое (3) является меньшим, чем отверстия (5, 6) в первой пластине (1) и во второй пластине (2).
10. Боковое стекло по одному из пп.1-9, в котором первая пластина (1) и/или вторая пластина (2) имеет, у соответствующего отверстия (5, 6), сжимающее напряжение на кромке по меньшей мере 20 МПа, предпочтительно по меньшей мере 30 МПа.
11. Боковое стекло по одному из пп.1-10, в котором первая пластина (1) и/или вторая пластина (2) имеет поверхностное натяжение по меньшей мере 20 МПа, предпочтительно по меньшей мере 30 МПа, в частности предпочтительно по меньшей мере 40 МПа.
12. Боковое стекло по одному из пп.1-11, в котором раковины на краях отверстий (5, 6) первой пластины (1) и второй пластины (2) имеют размер не более 750 мкм, предпочтительно не более 500 мкм.
13. Способ изготовления бокового окна, имеющего непрерывное крепежное отверстие, в котором
(а) выполняют в каждом из первой пластины (1), второй пластины (2) и термопластичного промежуточного слоя (3) по отверстию (5, 6, 7), причем отверстие (5) в первой пластине (1) выполняют более крупным, чем отверстие (6) во второй пластине (2),
(b) размещают первую пластину (1), термопластичный промежуточный слой (3) и вторую пластину (2) по всей площади поверх друг друга с образованием пакета, причем отверстия совмещают так, что сквозной проем (4) проходит через весь пакет,
(с) первую пластину (1) соединяют со второй пластиной (2) посредством промежуточного слоя (3) путем ламинирования,
(d) зажимают зажимной элемент (8) между сквозным проемом (4) и нижней кромкой (U).
14. Применение бокового стекла по одному из пп.1-12 в качестве открываемого бокового стекла транспортного средства, предпочтительно легкового автомобиля.
| УПАКОВКА ДЛЯ СТЕРЖНЕОБРАЗНЫХ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И ЗАГОТОВКА ДЛЯ НЕЕ | 2008 |
|
RU2418727C1 |
| US 2008092464 A1, 24.04.2008 | |||
| DE 19710824 C1, 17.09.1998 | |||
| WO 2014191812 A1, 04.12.2014 | |||
| СИСТЕМА СНАБЖЕНИЯ ЗДАНИЯ ТЕПЛОМ И ХОЛОДНОЙ ВОДОЙ (СИСТЕМА 3 Т) | 2005 |
|
RU2287743C1 |
| RU 2011137016 A, 20.03.2013. | |||

