ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к многослойному оконному стеклу, способу производства многослойного оконного стекла, а также к его применению, в частности в качестве автомобильного оконного стекла.
Многослойные оконные стекла состоят, по меньшей мере, из одного первого листа стекла, или наружного листа стекла, второго листа стекла, или внутреннего листа стекла, и полимерного промежуточного слоя, который соединяет наружный лист стекла с внутренним листом стекла. Многослойные оконные стекла используют, например, в качестве автомобильных оконных стекол или оконных стекол для зданий. Многослойные оконные стекла могут найти применение в форме плоских или изогнутых многослойных оконных стекол.
В зависимости от варианта применения, может потребоваться, чтобы многослойное оконное стекло имело, по меньшей мере, одно сквозное отверстие, например, для крепления многослойного оконного стекла к устройству крепления, например, бокового окна автомобиля, или для крепления на многослойном оконном стекле навесного оборудования, например, антенны. Многослойные оконные стекла, имеющие сквозное отверстие, известны. Ниже приведены некоторые примеры известного уровня техники.
В WO 2005/040537 описан способ производства многослойного оконного стекла со сквозным отверстием из двух листов стекла и одного связующего промежуточного слоя, при этом, между листами стекла и вокруг сквозного отверстия расположен уплотнительный элемент, предназначенный для изоляции сквозного отверстия от промежуточного слоя.
US 4124367 относится к способу производства изогнутого многослойного ветрового стекла, по меньшей мере, с одним сквозным отверстием.
В DE 19710824 С1 описан крепежный элемент для многослойного оконного стекла, при этом внутренний и наружный листы стекла, соответственно, снабжены разными отверстиями, при этом отверстия предназначены для крепления навесного оборудования.
DE 69400415 Т2 относится к многослойному оконному стеклу со сквозным отверстием для проходящего сквозь многослойное оконное стекло винтового соединения.
В DE 102006056501 А1 описано многослойное оконное стекло со сквозным отверстием, в которое может быть вставлено крепежное устройство для таких объектов, как антенны.
В JP Н07-186023 А описан инструмент для скашивания кромки отверстия в ламинированном стекле, образованном двумя листами стекла и расположенной между ними пленкой из поливинилбутираля, для автомобиля, при этом верхнюю и нижнюю кромку каждого листа стекла делают скошенной.
US 2006/134377 относится к системе для монтажа из двух листов стекла, которые имеют, соответственно, отверстие с коническими участками на противоположных сторонах и которые соединяют посредством входящей в зацепление с отверстиями зажимной системы. Зазор, остающийся между двумя листами стекла, заполняют, например, пленкой из PVB.
В US 4124367 А описан способ производства ламинированного изогнутого многослойного стекла с отверстием вблизи края для стеклоочистителя, в соответствии с которым два изогнутых листа стекла и находящуюся между ними полимерную пленку, в каждом из которых имеется отверстие, располагают так, чтобы отверстия совпадали, и ламинируют полученный блок.
Для создания сквозного отверстия в многослойном оконном стекле в листах многослойного оконного стекла сверлят отверстия, при этом отверстия часто нужно размещать относительно близко к краю. Вследствие этого листы стекла и производимое из них многослойное оконное стекло становятся хрупкими, в частности, в области отверстий.
В итоге в процессе производства многослойного оконного стекла со сквозным отверстием раскалывается и становится негодной большая часть стекол. В частности, когда листы для изогнутого оконного стекла изгибают в печи, велика процентная доля расколотых стекол. Естественно, особенно в рамках промышленного производства, а также с экономической и экологической точки зрения, это очень неудовлетворительно. Во время использования, когда в сквозных отверстиях обычно установлены устройства, многослойные оконные стекла, в частности, в области сквозного отверстия, подвергаются повышенным нагрузкам, что также может вызывать трещины и надломы. Часто и монтаж устройств, таких как устройства крепления, на или в сквозных отверстиях недостаточно прост, что может вести к временным потерям.
В основе изобретения лежит задача устранения или, по меньшей мере, смягчения описанных выше недостатков известного уровня техники. В частности, в основе изобретения лежит задача обеспечения многослойного оконного стекла со сквозными отверстиями, которое, по сравнению с обычными многослойными оконными стеклами со сквозными отверстиями, более прочно в отношении раскалывания и образования трещин, и при производстве которого уменьшена процентная доля расколотых листов стекла или многослойных оконных стекол. Листам стекла и многослойным оконным стеклам должна быть придана большая прочность.
Эта задача согласно изобретению решена посредством многослойного оконного стекла по пункту 1 формулы изобретения. Другие варианты осуществления изобретения касаются способа производства соответствующего изобретению многослойного оконного стекла и его использования согласно другим независимым пунктам формулы изобретения. Предпочтительные варианты осуществления изобретения очевидны из зависимых пунктов формулы изобретения.
Соответствующим изобретению способом изготовления многослойного оконного стекла может быть изготовлено многослойное оконное стекло, по меньшей мере, с одним сквозным отверстием, при производстве или монтаже которого процентная доля расколотого и, следовательно, негодного стекла по сравнению с процентной долей при производстве или монтаже обычного многослойного оконного стекла со сквозными отверстиями без скошенной кромки существенно уменьшена, в частности, на той стадии производства, когда листы стекла изгибают в печи. Соответствующее изобретению многослойное оконное стекло, вероятно, и при эксплуатации, когда на сквозном отверстии закреплено устройство, такое как крепежный элемент или навесное оборудование, обнаруживает повышенную прочность по сравнению с многослойными оконными стеклами с обычными сквозными отверстиями. Посредством выполнения скошенной кромки достигается, в целом, повышенная прочность листов стекла и производимого из них многослойного оконного стекла.
Другое преимущество состоит в том, что монтаж устройства, такого как крепежный элемент, или навесного оборудования на сквозном отверстии многослойного оконного стекла упрощается.
Соответственно, изобретение относится к многослойному оконному стеклу, по меньшей мере, с одним сквозным отверстием, включающему первый лист стекла, второй лист стекла и, по меньшей мере, один полимерный промежуточный слой между первым и вторым листами стекла, при этом сквозное отверстие образовано отверстием в первом листе стекла, отверстием в полимерном промежуточном слое и отверстием во втором листе стекла, при этом отверстие в первом листе стекла представляет собой отверстие со скошенной кромкой, которое имеет скошенную кромку на обеих сторонах первого листа стекла, отверстие во втором листе стекла представляет собой отверстие со скошенной кромкой, которое имеет скошенную кромку на обеих сторонах второго листа стекла.
В частности, многослойное оконное стекло представляет собой ламинат, в котором первый и второй листы стекла соединены друг с другом путем ламинирования посредством, по меньшей мере, одного полимерного промежуточного слоя.
Термины «отверстие» и «сквозное отверстие» в данном контексте имеют одинаковое значение и относятся к отверстию, проходящему с одной стороны имеющего отверстие компонента до другой стороны имеющего отверстие компонента. Для проведения различия с отверстием в отдельном компоненте, отверстие в многослойном оконном стекле в данном документе, если не указано иное, называется сквозным отверстием.
Соответствующее изобретению многослойное оконное стекло, по меньшей мере, с одним сквозным отверстием включает или состоит из первого листа стекла, по меньшей мере, с одним отверстием, второго листа стекла, по меньшей мере, с одним отверстием и, по меньшей мере, одного полимерного промежуточного слоя, по меньшей мере, с одним отверстием, который расположен между первым и вторым листами стекла. Указанные отверстия в первом листе стекла, втором листе стекла и полимерном промежуточном слое расположены так, что в многослойном оконном стекле они лежат друг над другом и образуют сквозное отверстие в многослойном оконном стекле. Указанные отверстия в первом листе стекла, втором листе стекла и полимерном промежуточном слое, предпочтительно, расположены так, что их центры находятся на или, по существу, на центральной оси сквозного отверстия в многослойном оконном стекле.
По меньшей мере, одно отверстие в первом листе стекла и, по меньшей мере, одно отверстие во втором листе стекла, которые вместе, по меньшей мере, с одним отверстием в полимерном промежуточном слое образуют сквозное отверстие, могут иметь разные размеры, однако, предпочтительно, имеют одинаковые размеры или, по существу, одинаковые размеры. Если они имеют разные размеры, то приведенные ниже величины диаметра сквозного отверстия относятся к диаметру того отверстия в листе стекла, которое меньше отверстия в другом листе стекла.
Отверстие, по меньшей мере, в одном полимерном промежуточном слое или полимерной пленке, которое вместе с отверстиями в первом листе стекла и втором листе стекла образует сквозное отверстие, может иметь такой же или, по существу, такой же размер, что и отверстие в первом листе стекла и/или втором листе стекла. Однако в некоторых случаях может быть целесообразным, чтобы отверстие, по меньшей мере, в одном полимерном промежуточном слое или полимерной пленке было больше, чем отверстия в первом и втором листах стекла. Преимущество этого может заключаться в том, что во время ламинирования растекающийся материал промежуточного слоя не будет просачиваться в сквозное отверстие. Приведенные размеры, по меньшей мере, одного отверстия в полимерном промежуточном слое относятся к состоянию полимерного промежуточного слоя или полимерной пленки до ламинирования.
По меньшей мере, одно сквозное отверстие, предпочтительно, является круглым. Преимущество круглого сквозного отверстия заключается в простоте выполнения и малой чувствительности к повреждению. Кроме того, большая часть предусмотренных для этого крепежных систем или навесного оборудования рассчитана на круглые сквозные отверстия. Однако в отдельных случаях, по меньшей мере, одно сквозное отверстие также может иметь иную форму, например, эллиптическую или неправильную. Подразумевается, что форма отверстий в первом и втором листах стекла и, вообще, также форма отверстия, по меньшей мере, в одном полимерном промежуточном слое обычно соответствует форме сквозного отверстия. Следовательно, по меньшей мере, одно отверстие со скошенной кромкой в первом листе стекла, по меньшей мере, одно отверстие со скошенной кромкой во втором листе стекла и, обычно, по меньшей мере, одно отверстие, по меньшей мере, в одном полимерном промежуточном слое, предпочтительно, круглые.
Предпочтительно, по меньшей мере, одно сквозное отверстие имеет диаметр в диапазоне от 5 до 100 мм, предпочтительно, от 10 до 30 мм. Если имеется два или более сквозных отверстия, они могут иметь разный или, предпочтительно, одинаковый диаметр. Подразумевается, что эти величины относятся к круглым сквозным отверстиям. Сквозные отверстия некруглой формы, предпочтительно, имеют некоторую площадь поверхности, соответствующую площади поверхности круглого сквозного отверстия с указанным выше диаметром. Диаметр и окружность сквозного отверстия не включают скошенную кромку, т.е. не охватывают область скошенной кромки.
Наименьшее расстояние между краем многослойного оконного стекла и окружностью, по меньшей мере, одного сквозного отверстия может составлять, например, по меньшей мере, 5 мм, предпочтительно, по меньшей мере, 10 мм и/или, например, самое большее, 40 мм, предпочтительно, самое большее 35 мм.
Соответствующее изобретению многослойное оконное стекло отличается, в частности, тем, что отверстие в первом листе стекла и отверстие во втором листе стекла, которые вместе с отверстием, по меньшей мере, в одном полимерном промежуточном слое образуют сквозное отверстие, соответственно, являются отверстиями со скошенной кромкой. Приведенные далее величины и пояснения в отношении отверстия со скошенной кромкой вне зависимости друг от друга в равной степени распространяются на отверстие со скошенной кромкой в первом листе стекла и на отверстие со скошенной кромкой во втором листе стекла.
Отверстие со скошенной кромкой представляет собой отверстие с фаской, т.е. со скошенной поверхностью на краю отверстия. Выполнение фаски означает скашивание кромки. Также могут быть употреблены такие синонимы, как снимать фаску или заваливать кромку. Фаска отверстия со скошенной кромкой находится, предпочтительно, на всей окружности отверстия.
Отверстие со скошенной кромкой в первом листе стекла снабжено фасками на обеих сторонах первого листа стекла, т.е. отверстие со скошенной кромкой имеет две фаски, при этом при монтаже многослойного оконного стекла одна фаска находится на стороне, обращенной наружу, и одна фаска - на стороне, обращенной к полимерному промежуточному слою. Точно так же отверстие со скошенной кромкой второго листа стекла снабжено фасками на обеих сторонах второго листа стекла.
Геометрия фасок первого и второго листов стекла, описываемая посредством угла α фаски и высоты h фаски, соответствует обычным диапазонам. Каждый из этих параметров для фасок отверстий со скошенной кромкой первого и второго листов стекла может быть одинаковым или разным.
Например, фаски могут характеризоваться углом α в диапазоне от 35° до 55°.
Например, фаски могут характеризоваться высотой h в диапазоне от 0,1 до 1 мм, предпочтительно, от 0,3 до 0,8 мм. С точки зрения допустимой погрешности, высота фаски составляет, предпочтительно, от 0,3±0,2 мм до 0,8±0,2 мм.
Так называемое шелушение представляет собой дефект, который может возникать на краю фасок. Предпочтительно, величина шелушения должна быть насколько возможно небольшой, в оптимальном случае шелушение вообще должно отсутствовать. Величина шелушения на краю фасок, если оно есть, предпочтительно, меньше 1000 микрометров (мкм), предпочтительно, меньше 500 мкм.
Многослойное оконное стекло имеет одно или несколько сквозных отверстий указанного типа. Подразумевается, что при наличии более одного такого сквозного отверстия первый лист стекла, второй лист стекла и, по меньшей мере, один полимерный слой, соответственно, имеют более одного отверстия, и вышеуказанные величины справедливы также для каждого дополнительного сквозного отверстия.
Многослойное оконное стекло может иметь, например, одно, два, три, четыре или более сквозных отверстий, при этом каждое сквозное отверстие, соответственно, образовано отверстием со скошенной кромкой в первом листе стекла, отверстием, по меньшей мере, в одном полимерном промежуточном слое и отверстием со скошенной кромкой во втором листе стекла. Многослойное оконное стекло, предпочтительно, имеет 1 или 2 отверстия.
Первый лист стекла и второй лист стекла могут иметь одинаковую толщину или разную толщину. Предпочтительно, первый лист стекла и второй лист стекла независимо друг от друга имеют толщину в диапазоне от 0,3 до 10 мм, предпочтительно, от 0,5 до 5 мм. Первый лист стекла и второй лист стекла, как правило, образуют наружные стороны многослойного оконного стекла. Если нужно, они могут быть снабжены наружным покрытием.
Первый лист стекла и второй лист стекла могут быть изготовлены из одинакового материала или из разных материалов. Они представляют собой листы стекла и могут быть образованы, например, из неорганического стекла и/или органического стекла, т.е. органических полимеров. В одном из предпочтительных вариантов осуществления изобретения, первый лист стекла и/или второй лист стекла изготовлены из листового стекла, кварцевого стекла, боросиликатного стекла, кальциево-натриевого стекла, щелочно-алюмосиликатного стекла, поликарбоната и/или полиметакрилата. Предпочтительно, первый лист стекла и/или второй лист стекла изготовлены из плоского листового стекла.
Первый лист стекла и/или второй лист стекла могут быть изготовлены из незакаленного стекла, частично термически или химически закаленного стекла (TVG) или термически или химически закаленного стекла (ESG). Обработка частично закаленного или закаленного стекла сопряжена с трудностями. Поэтому такие стадии обработки, как нарезка листов стекла, выполнение в них отверстий и снятие фасок обычно осуществляют до процесса закалки или частичной закалки. Также может идти речь об эмалированном стекле. Эмалированное стекло представляет собой, например, термически закаленное стекло, снабженное красочным слоем эмали, например, в ходе процесса закалки.
В одном из предпочтительных вариантов осуществления изобретения первый лист стекла и/или второй лист стекла изготовлены из частично закаленного стекла, предпочтительно, термически частично закаленного стекла. Особенно предпочтительно, первый лист стекла и второй лист стекла изготовлены из частично закаленного стекла. При применении частично закаленного стекла особенно выражено указанное выше преимущество в отношении уменьшения сколов во время производства и использования.
Краевое напряжение сжатия у сквозного отверстия зависит, в том числе, от толщины стекол и предварительного напряжения. Предпочтительно, краевое напряжение сжатия больше 10 МПа, более предпочтительно, больше 15 МПа. Краевое напряжение растяжения, предпочтительно, больше 4 МПа.
Поверхностное напряжение сжатия первого листа стекла и поверхностное напряжение сжатия второго листа стекла, предпочтительно, больше 20 МПа, предпочтительно, больше 30 МПа.
Краевое напряжение сжатия, краевое напряжение растяжения, поверхностное напряжение сжатия определяют для многослойного оконного стекла. Краевое напряжение сжатия измеряют при помощи измерительного прибора для изменения краевого напряжения (например, Шарплеса (Sharples)). Поверхностное напряжение сжатия измеряют при помощи измерительного прибора для изменения поверхностного напряжения сжатия. Как известно специалистам, выбор надлежащего измерительного прибора зависит от того, идет ли речь о прозрачном, тонированном, матированном или эмалированном стекле.
Например, для прозрачного многослойного оконного стекла без трафаретной печати краевое напряжение сжатия измеряют при помощи прибора Шарплеса. Речь идет об измерительном приборе на основе метода пропускания фирмы Sharples Stress Engineer Ltd., основанном на принципе Сенармона. Этот прибор ориентируют под прямым углом к кромке в месте измерения. Для измерения краевого напряжения сжатия поворотный диск компенсатора поворачивают до тех пор, пока середина темной линии не достигнет кромки стекла (шлифованной кромки). Угол поворота является мерой краевого напряжения сжатия.
Поверхностное напряжение сжатия может быть измерено, например, при помощи измерительного прибора SCALP 05 фирмы GlasSterss Ltd. Этот измерительный прибор вместе с контактной жидкостью располагают в месте измерения. Для такого многослойного оконного стекла, как боковое стекло автомобиля, измерение проводят в пяти надлежащих местах (одно в центре и для каждой кромки). Из полученных отдельных величин рассчитывают среднее значение. Принцип измерения этим измерительным прибором может быть описан следующим образом. Во время измерения происходит оптическая модуляция поляризации лазерного луча в результате индуцированного напряжением двойного лучепреломления в стекле и посредством модулятора SCALP. Модулированное лазерное излучение рассеивается частицами стекла (упругое рэлеевское рассеяние), при этом интенсивность рассеянного излучения зависит от состояния поляризации лазерного луча. Во время измерения прибор SCALP фиксирует изменения интенсивности рассеянного излучения вдоль лазерного луча. На основании этой информации может быть вычислено абсолютное оптическое запаздывание в каждой точке вдоль лазерного луча. Напряжение рассчитывают на основании градиента оптического запаздывания.
По меньшей мере, один полимерный промежуточный слой имеет, по меньшей мере, одно отверстие, которое участвует в создании, по меньшей мере, одного сквозного отверстия.
По меньшей мере, один полимерный промежуточный слой, предпочтительно, представляет собой термопластичный промежуточный слой. Для создания, по меньшей мере, одного полимерного промежуточного слоя, как правило, применяют одну или несколько полимерных пленок. По меньшей мере, один полимерный промежуточный слой или полимерная пленка выполняет роль ламинирующего слоя, т.е. соединяет, или ламинирует, первый лист стекла, второй лист стекла и, при необходимости, другие промежуточные слои путем склеивания.
По меньшей мере, один полимерный промежуточный слой может быть образован, например, из одной или нескольких полимерных пленок, например, 1, 2 или 3 полимерных пленок, в частности, термопластичных полимерных пленок. Такие термопластичные слои или термопластичные полимерные пленки известны специалистам и имеются в продаже.
Полимерный промежуточный слой или полимерная пленка, например, пленка PVB, имеет толщину от 0,1 до 2 мм, более предпочтительно, от 0,3 до 1 мм, обычно, 0,38 мм или 0,76 мм или 0,81 мм. Величины толщины относятся, соответственно, к полимерному промежуточному слою или полимерной пленке.
Полимер по меньшей мере одного полимерного промежуточного слоя или полимерной пленки содержит или представляет собой, например, поливинилбутираль (PVB), этиленвинилацетат (EVA), полиуретан, их сополимер, их производную или их смесь, при этом пленки PVB или образованные из PVB слои являются особенно предпочтительными. Помимо полимера, в частности, термопластичного полимера, полимерный промежуточный слой, при необходимости, может содержать обычные добавки, такие как, например, пластификатор или наполнитель.
Помимо, по меньшей мере, одного полимерного промежуточного слоя или полимерной пленки, которые нужны для ламинирования, многослойное оконное стекло, при необходимости, может включать один или несколько дополнительных полимерных слоев, которые также расположены между первым и вторым листами стекла и выполняют роль функциональных слоев, например, полимерную пленку, отражающую инфракрасное излучение, например, полистирольную пленку, которая, если нужно, имеет покрытие, например, из серебра, при этом такой слой или пленка, предпочтительно, находится между двумя указанными выше полимерными промежуточными слоями. Подразумевается, что когда такие дополнительные полимерные слои, являющиеся функциональными слоями, имеются, они также имеют, по меньшей мере, одно отверстие, предназначенное для создания сквозного отверстия.
Первый лист стекла, второй лист стекла и/или, по меньшей мере, один полимерный слой могут быть прозрачными и бесцветными, однако также тонированными, матированными или окрашенными.
Соответствующее изобретению многослойное оконное стекло может быть плоским или изогнутым в одном или нескольких направлениях в пространстве. Соответствующее изобретению многослойное оконное стекло, предпочтительно, представляет собой изогнутое многослойное оконное стекло. В изогнутом многослойном оконном стекле первый лист стекла и второй лист стекла, предпочтительно, снабжают одним или несколькими сквозными отверстиями до изгибания. Однако многослойное оконное стекло также может быть плоским, например, когда оно предназначено для установки в автобусах, поездах или тракторах.
Многослойное оконное стекло, предпочтительно, является оконным стеклом для транспортных средств, предпочтительно, стеклом для автомобилей, в частности стеклом для легковых автомобилей, которые обычно являются изогнутыми. В одном из предпочтительных вариантов своего осуществления соответствующее изобретению многослойное оконное стекло представляет собой боковое стекло, в частности открывающееся боковое стекло автомобиля, в частности легкового автомобиля.
По меньшей мере, одно сквозное отверстие может служить для монтажа устройства крепления или навесного оборудования, такого как антенна. Устройство крепления может представлять собой крепежный элемент, вставляемый в одно или несколько сквозных отверстий для монтажа многослойного оконного стекла в автомобиле.
Изобретение также относится к использованию соответствующего изобретению многослойного оконного стекла в качестве оконного стекла для сооружений, в частности зданий или, особенно, в качестве стекла для транспортных средств, предпочтительно, автомобилей. Транспортное средство может представляют собой наземное, морское или воздушное транспортное средство, предпочтительно, является автомобилем, особенно предпочтительно, легковым автомобилем. Предпочтительно использование в качестве бокового стекла транспортного средства, в частности открывающегося бокового стекла, особенно предпочтительно, для легковых автомобилей.
Изобретение также относится к способу изготовления соответствующего изобретению многослойного оконного стекла, включающему следующие стадии, на которых:
а) подготавливают первый лист стекла, по меньшей мере, с одним отверстием со скошенными кромками, которое имеет фаски на обеих сторонах листа стекла, второй лист стекла, по меньшей мере, с одним отверстием со скошенными кромками, которое имеет фаски на обеих сторонах листа стекла, и, по меньшей мере, один полимерный промежуточный слой, по меньшей мере, с одним отверстием,
b) располагают, по меньшей мере, один полимерный промежуточный слой между первым листом стекла и вторым листом стекла, при этом, по меньшей мере, одно отверстие со скошенными кромками первого листа стекла, по меньшей мере, одно отверстие со скошенными кромками второго листа стекла и отверстие, по меньшей мере, одного полимерного промежуточного слоя размещают так, чтобы в полученном блоке образовалось сквозное отверстие; и
с) соединяют первый лист стекла со вторым листом стекла путем ламинирования посредством, по меньшей мере, одного полимерного промежуточного слоя.
Для создания, по меньшей мере, одного полимерного промежуточного слоя, как правило, применяют одну или несколько полимерных пленок. Понятия «полимерные пленки» и «пленки из полимера» в контексте настоящей заявки синонимичны. Изобретение также относится к способу изготовления соответствующего изобретению многослойного оконного стекла, включающему следующие стадии, на которых:
а) подготавливают первый лист стекла, по меньшей мере, с одним отверстием со скошенными кромками, которое имеет фаски на обеих сторонах листа стекла, второй лист стекла, по меньшей мере, с одним отверстием со скошенными кромками, которое имеет фаски на обеих сторонах листа стекла, и, по меньшей мере, одну полимерную пленку, по меньшей мере, с одним отверстием,
b) располагают, по меньшей мере, одну полимерную пленку между первым листом стекла и вторым листом стекла, при этом, по меньшей мере, одно отверстие со скошенными кромками первого листа стекла, по меньшей мере, одно отверстие со скошенными кромками второго листа стекла и отверстие, по меньшей мере, одной полимерной пленки размещают так, чтобы в полученном блоке образовалось сквозное отверстие; и
с) соединяют первый лист стекла со вторым листом стекла путем ламинирования посредством, по меньшей мере, одной полимерной пленки.
Для образования, по меньшей мере, одного отверстия со скошенными кромками в первом и втором листах стекла первый и второй листы стекла снабжают заданным числом отверстий, например, путем сверления, при этом, сверление алмазным инструментом известно. Затем отверстия в первом и втором листах стекла обычным образом снабжают фасками, например, при помощи обычного зенкерного инструмента. При сверлении и снятии фасок необходимо следить за тем, чтобы такие дефекты, как шелушение, были, по возможности, сведены к минимуму.
Если в качестве первого листа стекла и/или второго листа стекла применяют закаленное или частично закаленное стекло, эти листы стекла, как правило, снабжают отверстиями со скошенными кромками до проведения процесса закалки или частичной закалки.
По меньшей мере, одно отверстие, по меньшей мере, в одном полимерном промежуточном слое или применяемой в его качестве полимерной пленке может быть выполнено, например, путем вырезания или высекания.
Если многослойное стекло должно быть изогнутым, первый лист стекла и второй листа стекла, предпочтительно, до ламинирования изгибают, при этом, пригодны обычные в данной области способы изгибания. Изгибание проводят, предпочтительно, только после выполнения отверстий в отдельных листах стекла, так как в плоских стекла проще выполнять отверстия.
Обычно первый и второй листы стекла могут быть изогнуты, например, способом изгибания под действием силы тяжести. Для этого плоские листы стекла укладывают на форму с заданной геометрией и медленно нагревают в печи до температуры, близкой к температуре размягчения, или до температуры размягчения, благодаря чему лист стекла под действием силы тяжести опускается в форму. Предпочтительно, первый и второй листы стекла одновременно подвергают изгибанию под действием силы тяжести, располагая их один на другом, при этом, между двумя листами стекла, как правило, предусматривается наличие разделителя.
После расположения компонентов первый лист стекла соединяют со вторым листом стекла посредством, по меньшей мере, одной полимерной пленки путем ламинирования. Ламинирование с целью получения стеклопакета может быть осуществлено обычными способами, например, способом с применением вакуумного мешка способом с применением вакуумного кольца, способом каландрования, вакуумного ламинирования, автоклавным способом или их сочетанием. При этом соединение первого листа стекла и второго листа стекла посредством, по меньшей мере, одной полимерной пленки обычно выполняют под действием тепла, вакуума и/или давления.
Описанные выше предпочтительные варианты осуществления многослойного оконного стекла также соответствующим образом распространяются на способ.
Далее изобретение поясняется на не имеющих ограничительного характера примерах его осуществления со ссылкой на прилагаемые чертежи.
На чертежах показано:
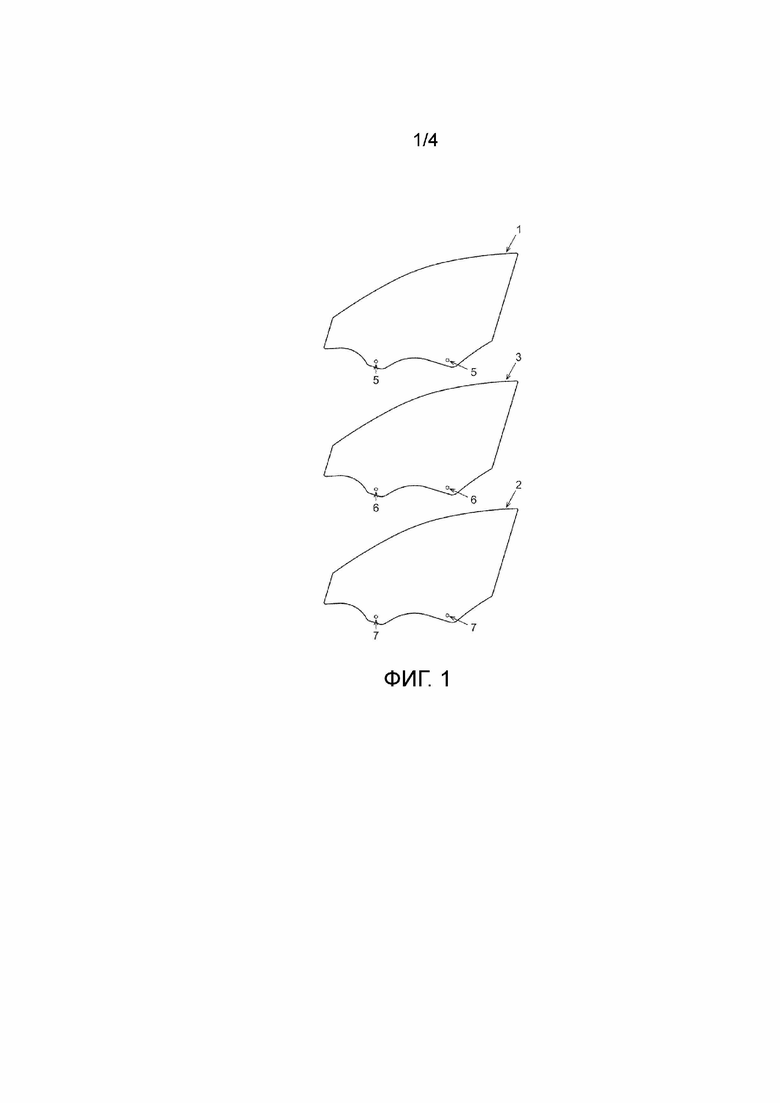
Фиг. 1 - первый лист 1 стекла с двумя отверстиями 5 со скошенными кромками, второй лист 2 стекла с двумя отверстиями 7 со скошенными кромками и полимерный промежуточный слой 3 с двумя отверстиями 6;
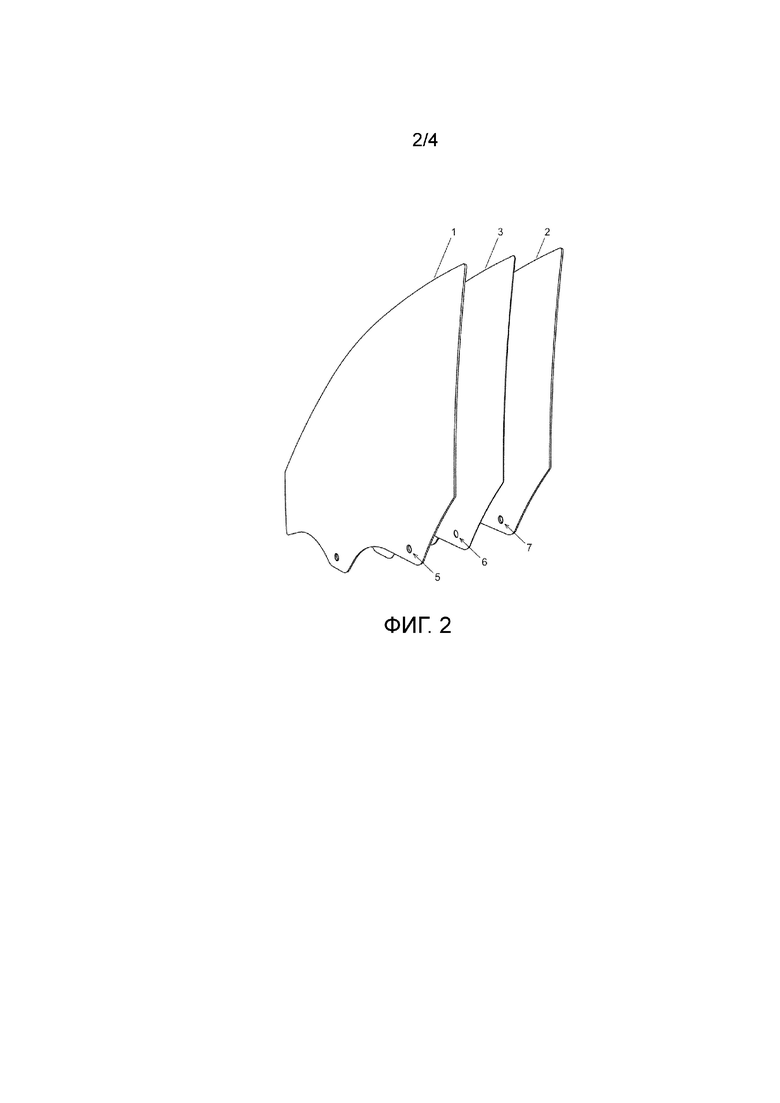
Фиг. 2 - вид с пространственным разделением деталей одного из вариантов осуществления соответствующего изобретению многослойного оконного стекла из показанных на фиг. 1 компонентов;
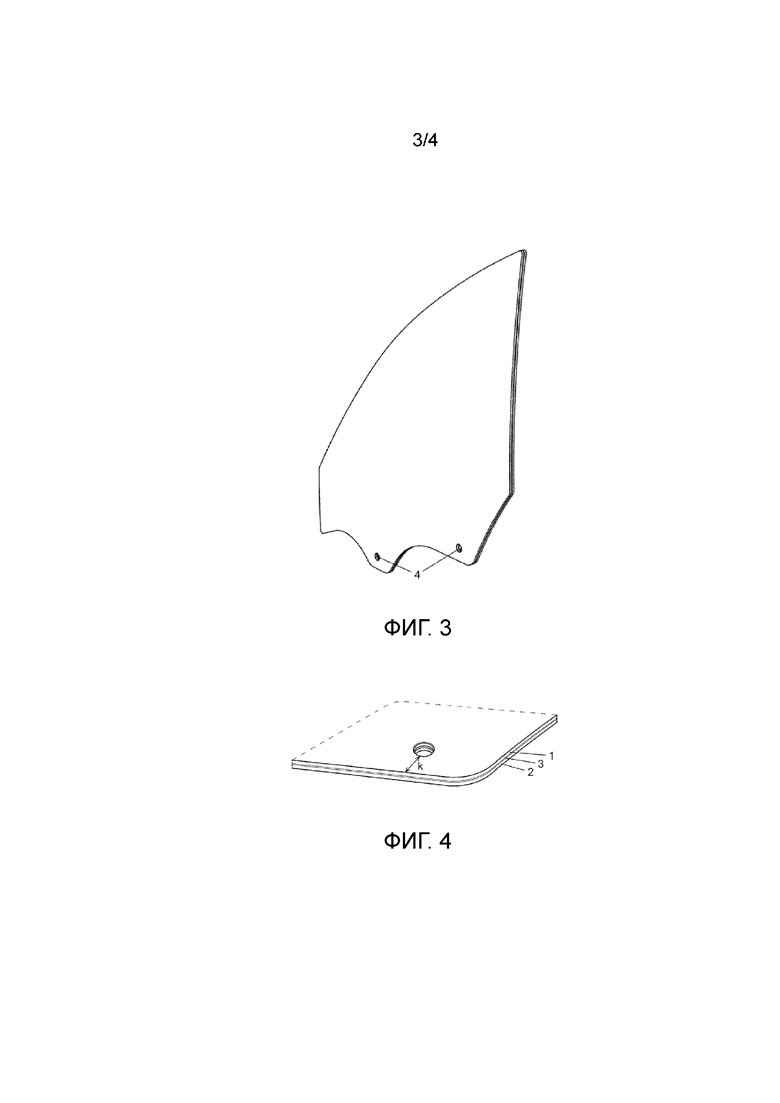
Фиг. 3 - соответствующее изобретению многослойное оконное стекло согласно фиг. 2 с двумя сквозными отверстиями 4;
Фиг. 4 - вырез в перспективе многослойного оконного стекла согласно фиг. 2, на котором показано сквозное отверстие 4 и кратчайшее расстояние от него до края многослойного оконного стекла;
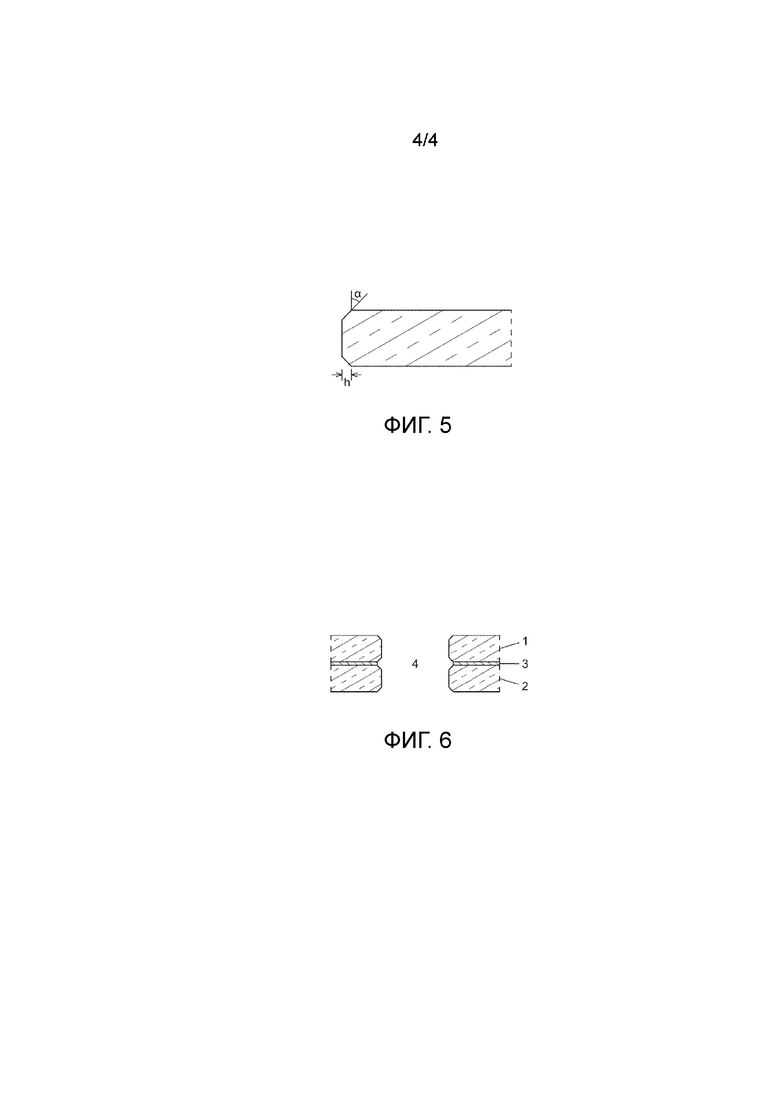
Фиг. 5 - схематичный частичный вырез отверстия со скошенной кромкой в листе стекла (первого листа стекла или второго листа стекла) в поперечном разрезе, при этом, показана только одна сторона отверстия. Отверстие со скошенной кромкой на обеих сторонах листа стекла (верхней и нижней поверхностях листа стекла) снабжено фасками. На упрощенной схеме показан угол α фаски (для верхней фаски) и высота h фаски (для нижней фаски).
Фиг. 6 - вид сбоку сквозного отверстия 4 в соответствующем изобретению многослойном оконном стекле, при этом, как отверстие 5 со скошенной кромкой в первом листе 1 стекла, так и отверстие 7 со скошенной кромкой во втором листе 2 стекла, соответственно, снабжены фасками, одной в направлении окружающей среды и одной в направлении полимерного промежуточного слоя 3.
Подразумевается, что конкретная форма показанного на фигурах многослойного оконного стекла служит только для наглядности, и изобретение не ограничивается представленными формами.
ПРИМЕР
Было изготовлено оконное стекло, схематично показанное на фиг. 1-6. Оконное стекло было изготовлено изогнутым (на фигурах не показано). Полученное изогнутое многослойное оконное стекло имеет следующие характеристики:
Первый лист стекла: частично закаленное стекло толщиной 2,1 мм,
Полимерная пленка: пленка PVB толщиной 0,76 мм,
Второй лист стекла: частично закаленное стекло толщиной 1,6 мм,
Сквозное отверстие: количество: 2, диаметр: 14,5 мм, кратчайшее расстояние до края оконного стека: 21,75 мм, параметры фасок: угол фаски 45°, высота фаски 0,5 мм.
Еще не подвергнутые частичной закалке первый лист стекла и второй лист стекла снабдили отверстиями со скошенными кромками. Затем первому и второму листам стекла одновременно придали заданную форму путем изгибания под действием силы тяжести. Затем листы стекла подвергли частичной термической закалке.
Наконец, листы стекла сложили вместе с пленкой PVB, в которой были высечены надлежащие отверстия. Пару стекол с пленкой PVB между ними предварительно соединили, например, при помощи каландрового вала или другим способом удаления воздуха, после чего подвергли окончательному соединению в автоклаве.
Благодаря настоящему изобретению, в котором используются листы стекла с отверстиями со скошенными кромками, становится возможным сокращение процентной доли расколотого стекла в процессе производства многослойного оконного стекла на 20-50% по сравнению с производством аналогичного многослойного оконного стекла с обычным сквозным отверстием без фасок.
Список обозначений на чертежах
1 - Первый лист стекла
2 - Второй лист стекла
3 - Полимерный промежуточный слой или пленка
4 - Сквозное отверстие
5 - Отверстие со скошенной кромкой в первом листе стекла
6 - Отверстие в полимерном промежуточном слое или пленке
7 - Отверстие со скошенной кромкой во втором листе стекла
α - Угол фаски
h - Высота фаски
k - Кратчайшее расстояние от края многослойного оконного стекла до окружности сквозного отверстия.
Изобретение относится к области изготовления многослойного остекления и касается способа получения многослойного оконного стекла со сквозным отверстием со скошенными кромками. Способ включает стадии, на которых: а) подготавливают первый лист стекла, по меньшей мере, с одним отверстием со скошенными кромками, которое имеет фаски на обеих сторонах листа стекла, второй лист стекла, по меньшей мере, с одним отверстием со скошенными кромками, которое имеет фаски на обеих сторонах листа стекла, и, по меньшей мере, один полимерный промежуточный слой, по меньшей мере, с одним отверстием, b) располагают, по меньшей мере, один полимерный промежуточный слой между первым листом стекла и вторым листом стекла, при этом, по меньшей мере, одно отверстие со скошенными кромками первого листа стекла, по меньшей мере, одно отверстие со скошенными кромками второго листа стекла и отверстие, по меньшей мере, одного полимерного промежуточного слоя размещают так, чтобы в полученном блоке образовалось, по меньшей мере, одно сквозное отверстие; и с) соединяют первый лист стекла со вторым листом стекла путем ламинирования посредством, по меньшей мере, одного полимерного промежуточного слоя. Изобретение обеспечивает способ производства многослойного оконного стекла, при котором процентная доля расколотого стекла по сравнению c производством многослойного оконного стекла с обычными сквозными отверстиями без фасок значительно уменьшается. 12 з.п. ф-лы, 1 пр., 6 ил.
1. Способ изготовления многослойного оконного стекла, по меньшей мере, с одним сквозным отверстием (4), включающего первый лист (1) стекла, второй лист (2) стекла и, по меньшей мере, один полимерный промежуточный слой (3) между первым и вторым листами стекла, при этом сквозное отверстие (4) образовано отверстием (5) в первом листе (1) стекла, отверстием (6) в полимерном промежуточном слое (3) и отверстием (7) во втором листе (2) стекла, причем отверстие (5) в первом листе стекла представляет собой отверстие со скошенной кромкой, которое имеет скошенную кромку на обеих сторонах первого листа (1) стекла, отверстие (7) во втором листе (2) стекла представляет собой отверстие со скошенной кромкой, которое имеет скошенную кромку на обеих сторонах второго листа (2) стекла, при этом способ включает стадии, на которых:
а) подготавливают первый лист стекла (1), по меньшей мере, с одним отверстием (5) со скошенными кромками, которое имеет фаски на обеих сторонах листа (1) стекла, второй лист (2) стекла, по меньшей мере, с одним отверстием (7) со скошенными кромками, которое имеет фаски на обеих сторонах листа (2) стекла, и, по меньшей мере, один полимерный промежуточный слой (3), по меньшей мере, с одним отверстием (6),
b) располагают, по меньшей мере, один полимерный промежуточный слой (3) между первым листом (1) стекла и вторым листом (2) стекла, при этом, по меньшей мере, одно отверстие (5) со скошенными кромками первого листа (1) стекла, по меньшей мере, одно отверстие (7) со скошенными кромками второго листа (2) стекла и отверстие (6), по меньшей мере, одного полимерного промежуточного слоя (3) размещают так, чтобы в полученном блоке образовалось, по меньшей мере, одно сквозное отверстие (4); и
с) соединяют первый лист (1) стекла со вторым листом (2) стекла путем ламинирования посредством, по меньшей мере, одного полимерного промежуточного слоя (3).
2. Способ изготовления многослойного оконного стекла по п. 1, в котором фаски имеют угол α в диапазоне от 35° до 55°.
3. Способ изготовления многослойного оконного стекла по п. 1 или 2, в котором фаски имеют высоту h в диапазоне от 0,1 до 1 мм, предпочтительно, от 0,3 до 0,8 мм.
4. Способ изготовления многослойного оконного стекла по любому из пп. 1-3, в котором первый лист (1) стекла и второй лист (2) стекла изготовлены из частично закаленного стекла.
5. Способ изготовления многослойного оконного стекла по любому из пп. 1-4, в котором краевое напряжение сжатия у сквозного отверстия (4) больше 10 МПа, предпочтительно, больше 20 МПа.
6. Способ изготовления многослойного оконного стекла по любому из пп. 1-5, в котором поверхностное напряжение сжатия первого листа стекла (1) и поверхностное напряжение сжатия второго листа (2) стекла больше 20 МПа, предпочтительно, больше 30 МПа.
7. Способ изготовления многослойного оконного стекла по любому из пп. 1-6, в котором величина шелушения, если оно есть, на краю фасок меньше 1000 мкм, предпочтительно, меньше 500 мкм.
8. Способ изготовления многослойного оконного стекла по любому из пп. 1-7, в котором кратчайшее расстояние k от края многослойного оконного стекла до окружности, по меньшей мере, одного сквозного отверстия (4) составляет, по меньшей мере, 5 мм, предпочтительно, по меньшей мере, 10 мм и/или, самое большее, 40 мм, предпочтительно, самое большее, 35 мм.
9. Способ изготовления многослойного оконного стекла по любому из пп. 1-8, в котором, по меньшей мере, одно сквозное отверстие (4) имеет диаметр в диапазоне от 5 до 100 мм, предпочтительно, от 10 до 30 мм.
10. Способ изготовления многослойного оконного стекла по любому из пп. 1-9, в котором первый лист (1) стекла и/или второй лист (2) стекла независимо друг от друга имеют толщину в диапазоне от 0,3 до 10 мм, предпочтительно, от 0,5 до 5 мм.
11. Способ изготовления многослойного оконного стекла по любому из пп. 1-10, в котором первый лист (1) стекла и/или второй лист (2) стекла изготовлены из неорганического стекла и/или органического стекла, предпочтительно, из листового стекла, кварцевого стекла, боросиликатного стекла, кальциево-натриевого стекла, щелочно-алюмосиликатного стекла, поликарбоната и/или полиметакрилата.
12. Способ изготовления многослойного оконного стекла по любому из пп. 1-11, в котором, по меньшей мере, одно сквозное отверстие (4) соответствует одному, двум, трем, четырем или более сквозным отверстиям, при этом каждое сквозное отверстие (4), соответственно, образовано отверстием (5) со скошенной кромкой в первом листе (1) стекла, отверстием (6), по меньшей мере, в одном полимерном промежуточном слое (3) и отверстием (7) со скошенной кромкой во втором листе (2) стекла.
13. Способ изготовления многослойного оконного стекла по любому из пп. 1-12, при этом многослойное оконное стекло представляет собой изогнутое многослойное оконное стекло.
| JP H-07186023 A, 25.07.1995 | |||
| US 4124367 A, 07.11.1978 | |||
| US 2006134377 A1, 22.06.2006 | |||
| DE 19710824 C1, 17.09.1998. |

