ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области печей для плавки и/или переработки металлов и/или металлсодержащих отходов. В частности, оно относится к печам с циркуляцией слоя расплавленного металла.
УРОВЕНЬ ТЕХНИКИ
Для плавки и переработки металлов и металлсодержащих отходов используют разные печи, конфигурация, порядок работы и системы нагрева которых значительно отличаются друг от друга. В зависимости от их режима эксплуатации, печи могут относиться к печам непрерывного или периодического действия, которые могут работать на электричестве или ископаемых видах топлива. Также они могут быть классифицированы по их конфигурации. Они могут быть прямого или косвенного применения. Преимущества каждого типа печей прямо связаны с типом и объемом шихты, поскольку главным образом она определяет энергетический КПД и металлургическое качество по результатам процессов плавки или переработки.
Более того, одним аспектом, общим для всех процессов плавки или переработки является образование плавающего шлака. Способ и состояние, в котором шлак отделяют от расплавленного или перерабатываемого металла, является конкретным и отличительным признаком каждой печи, поскольку это является важным ограничением используемой операционной системы. Поэтому, тогда как в вагранке шлак автоматически извлекается непрерывно и в жидком состоянии, в индукционной печи его необходимо удалять в полутвердом состоянии вручную и периодически после каждой плавки или переработки и до опорожнения печи. В карусельных печах это осуществляют после полного выпуска металла посредством наклона или поворачивания печи перед тем, как перейти к следующей загрузке.
В любом случае, в реальности в отрасли используют разные печи, имеющие значительные различия в эксплуатационных характеристиках и работоспособности. Используемые системы основаны главным образом на прямом нагреве шихты посредством индукционных токов, излучения или конвекции. Вагранка является примером непрерывного прямого нагрева и плавки, дающим превосходное металлургическое качество, но ее недостаток заключается в высоком уровне загрязнения, поскольку в качестве источника энергии в ней используют кокс. Кроме того, следует учитывать качественные и размерные ограничения по объему загружаемой шихты, чтобы обеспечить ее достаточную проницаемость и состав для обеспечения потока восходящих газов и подходящую степень повторного науглероживания. Для электрической печи таких ограничений нет, поскольку она может принимать любой тип шихты, и единственным ограничением является ее размер, определяемый диаметром печи. Электрическая печь описана, например, в европейском патенте ЕР 0384987 В1. Однако электрические печи имеют недостаток, выражающийся в том, что необходимо охлаждать индуктор, что приводит к существенному ограничению энергетического КПД и высокой стоимости технического обслуживания из-за высокого требования к коэффициенту мощности. Газовые печи, несмотря на использование менее обременительного источника энергии, имеют даже меньший энергетический КПД и вызывают повышенные потери посредством окисления материала шихты из-за конвекционного нагрева.
В патентах США US 4060408 и US 4322245 описаны отражательные печи, в которых поверхности ванны металла разделена на несколько камер. Циркуляция металла осуществляется ротационными насосами, которые перемещают металл по каналам, выполненным в стенках, разделяющих камеры. В обоих случаях нагрев прямой и газовые горелки применяют в шихте и камере выдержки, что неизбежно приводит к окислению части металла и снижению энергетического КПД. В патентной заявке США US 2013/0249149 А1 сделана попытка решить эту задачу путем установки отражательной плиты, отделяющей шихту от горелки. Нагрев металла осуществляют посредством излучения от плиты, направленного на ванну металла в защитной атмосфере азота, чтобы предотвратить потери, вызываемые окислением. Однако три вышеуказанных предложения ограничены одним и тем же аспектом, а именно, переменным уровнем высоты ванны, который препятствует непрерывному удалению создаваемого шлака. Это приводит к необходимости выполнения ручной неоднократной очистки, создающей препятствия для эксплуатации печи. Например, в середине процесса плавки необходимо открывать заслонки для выпуска шлака.
Более того, механическое расположение роторов, погруженных в металл для циркуляции последнего, ограничивает использование таких печей для черных металлов с низкой температурой плавления, делая их неподходящими для переработки чугуна и стали, температура плавления которых не соответствует температурам, которые могут выдерживать роторы, погруженные в металл. Например, в патенте США US 8158055 B2 описан магнитный ротор, соединенный с наружным каналом, соединяющим два конца сосуда и создающий поток металла, который отбирает и повторно вводит небольшую часть расплавленного металла в камеру нагрева. Этот магнитный ротор нельзя использовать для циркуляции всего расплавленного металла, а только для выравнивания температуры и химического состава ванны.
В европейской патентной заявке ЕР 2009121 А1 описан способ переработки отходов, согласно которому слой расплавленного металла непрерывно движется, образуя замкнутый контур. Отходы задерживаются на поверхности слоя расплавленного металла. Отходы обрабатывают посредством действия постоянного и непрерывного теплообмена, создаваемого движением слоя расплавленного металла под удерживаемыми на нем отходами.
Суммируя вышесказанное, в настоящее время нет печей, которые можно эксплуатировать дискреционно (то есть, можно останавливать и запускать в любой момент, даже если печь заполнена расплавленным металлом), в которых можно целенаправленно модифицировать химический состав посредством доступа к чистому металлу - например для добавления металла с целью получения сплава, которые позволяют непрерывно удалять шлак и загружать в них любые сухие металлсодержащие отходы, при этом обеспечивая оптимальные характеристики энергопотребления.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Поэтому, цель изобретения заключается в том, чтобы предложить усовершенствованную печь для плавки и/или переработки широкой гаммы металлов и металлсодержащих отходов, причем печь отличается низким уровнем энергопотребления и высокими энергетическими и металлургическими характеристиками благодаря своей конфигурации и способу эксплуатации, при этом уровень расплавленного металла остается по существу постоянным.
Согласно одному аспекту настоящего изобретения, предложена печь, включающая резервуар с наружной стенкой и внутренней стенкой. В резервуаре выполнен замкнутый канал между внутренней стенкой и наружной стенкой. Резервуар предназначен для использования в печи с заполнением расплавленным металлом, который будет циркулировать по замкнутому каналу непрерывно и циклически.
В упомянутом резервуаре печь включает:
- по меньшей мере одну зону нагрева, включающую нагревательное средство, предназначенное для передачи энергии расплавленному металлу для перегревания последнего;
- по меньшей мере одну зону загрузки, предназначенную для загрузки металла или металлсодержащих отходов для плавки или переработки. Металл или металлсодержащие отходы при использовании в печи захватываются перегретым расплавленным металлом на его поверхности;
- зону плавки/переработки, предназначенную для приема перегретого расплавленного металла и металла или металлсодержащих отходов захваченных на его поверхности. Перегретый расплавленный металл передает свою лишнюю энергию захваченному металлу или металлсодержащим отходам, таким образом обеспечивая их плавку/переработку.
Резервуар включает центральную полость, ограниченную внутренней стенкой. Печь также включает по меньшей мере одно приводное средство, расположенное в центральной полости. По меньшей мере одно приводное средство включает ротор по меньшей мере с двумя постоянными магнитами. Ротор соединен с двигателем и предназначен для вращения под действием двигателя, создавая таким образом магнитное поле, способное вызвать непрерывную и циклическую циркуляцию расплавленного металла в зоне нагрева, зоне загрузки и зоне плавки/переработки. Энергию и распространение создаваемого магнитного поля выбирают так, чтобы влиять на большую часть расплавленного металла в резервуаре и перемещать весь расплавленный металл (с металлом и металлсодержащими отходами на его поверхности) по замкнутому каналу.
В одном конкретном варианте осуществления по меньшей мере одна зону загрузки частично или полностью перекрывается с упомянутой, по меньшей мере одной, зоной нагрева.
В одном конкретном варианте осуществления зона плавки/переработки перекрывается, по меньшей мере частично, с упомянутой, по меньшей мере одной, зоной нагрева.
Предпочтительно, ротор окружен первым теплоизолирующим веществом, расположенным между ротором и наружной поверхностью внутренней стенки резервуара, которая ограничивает центральную полость резервуара. Первое теплоизолирующее вещество определяет первый канал между ротором и внутренней стенкой теплоизолирующего вещества и второй канал между наружной стенкой первого теплоизолирующего вещества и наружной поверхностью внутренней стенки, которая ограничивает центральную полость. Печь также может включать воздуходувное средство для продувки воздуха через первый и второй каналы, чтобы подавать охлаждающий воздух на ротор для предотвращения перегрева последнего сверх определенной температуры (т.е., не выше 80°С). Первое теплоизолирующее вещество проницаемо для магнитного поля.
В одном конкретном варианте осуществления наружная поверхность внутренней стенки резервуара, которая ограничивает упомянутую полость, покрыта вторым теплоизолирующим веществом.
В одном альтернативном варианте осуществления наружная поверхность внутренней стенки резервуара, которая ограничивает упомянутую полость, изготовлена из второго теплоизолирующего вещества.
Предпочтительно, теплоизолирующее вещество выполнено из материала, выбираемого из следующих материалов: нержавеющая сталь, слюда, композитный материал или их сочетание.
В одном конкретном варианте осуществления нагревательное средство в упомянутой, по меньшей мере одной, зоне нагрева расположено по существу вне действия магнитного поля, создаваемого приводным средством. Более предпочтительно, наружная стенка резервуара определяет наружный носок или выступ, и нагревательное средство расположено в этом носке или выступе. Еще более предпочтительно, внутренняя стенка резервуара определяет внутренний носок или выступ, и упомянутое нагревательное средство расположено в пространстве, определяемом внутренним и наружным носками.
В одном конкретном варианте осуществления печь также включает зону выпуска, заканчивающуюся стенкой, предназначенной для предотвращения пропуска шлака, причем зона выпуска включает средства выпуска для переливания части расплавленного металла и/или шлака.
В одном конкретном варианте осуществления по меньшей мере одна зона плавки/переработки включает средство удержания, нижняя часть которого заканчивается немного выше уровня расплавленного металла в резервуаре. Средство удержания предназначено для того, чтобы не давать металлу или металлсодержащим отходам на поверхности расплава проходить вперед, так что отходы расплавляются по существу на поверхности слоя расплавленного металла, и расплавленный металл не может проходить под средство удержания.
Нагревательным средством предпочтительно является плазменная горелка.
Предпочтительно, угловая скорость циркулирующего расплавленного металла постоянная в зоне плавки/переработки (по всему сечению зоны плавки/переработки).
В еще одном аспекте изобретения, описанную выше печь используют для плавки или переработки черных или цветных металлов.
В заключительном аспекте изобретения предложен способ переработки или плавки металла или металлсодержащих отходов в печи. Печь включает резервуар с наружной стенкой и внутренней стенкой, причем упомянутый резервуар определяет замкнутый канал между упомянутой внутренней стенкой и упомянутой наружной стенкой. Резервуар включает по меньшей мере одну зону нагрева, по меньшей мере одну зону загрузки и по меньшей мере одну зону переработки.
Способ включает следующие этапы:
- заполнение упомянутого резервуара расплавленным металлом;
- передача энергии расплавленному металлу для перегрева упомянутого расплавленного металла (в зоне нагрева);
- загрузка металла или металлсодержащих отходов для плавки или переработки, причем упомянутый металл или металлсодержащие отходы захватываются перегретым расплавленным металлом на его поверхности (в зоне загрузки);
- прием перегретого расплавленного металла и металла или металлсодержащих отходов, захваченных на его поверхности, при этом перегретый расплавленный металл передает свою лишнюю энергию захваченному металлу или металлсодержащим отходам (в зоне плавки/переработки);
- непрерывная и циклическая циркуляция расплавленного металла по упомянутому замкнутому каналу, причем такое движение достигается за счет действия по меньшей мере одного приводного средства, расположенного в центральной полости, ограниченной упомянутой внутренней стенкой резервуара. Упомянутое по меньшей мере одно приводное средство включает ротор с по меньшей мере двумя постоянными магнитами, причем ротор соединен с двигателем и предназначен для вращения под действием упомянутого двигателя, этим создавая магнитное поле, способное вызывать непрерывную и циклическую циркуляцию расплавленного металла.
Другие преимущества и признаки изобретения станут понятны из подробного описания, приведенного ниже, и конкретно указаны в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для дополнения описания и обеспечения лучшего понимания изобретения представлен комплект чертежей. Эти чертежи являются неотъемлемой частью описания и иллюстрируют вариант осуществления изобретения, который должен рассматриваться не как ограничивающий объем изобретения, а просто как пример того, как может быть осуществлено изобретение. На фигурах чертежей показано следующее:
Фиг. 1 - вид сверху печи согласно одному варианту осуществления изобретения.
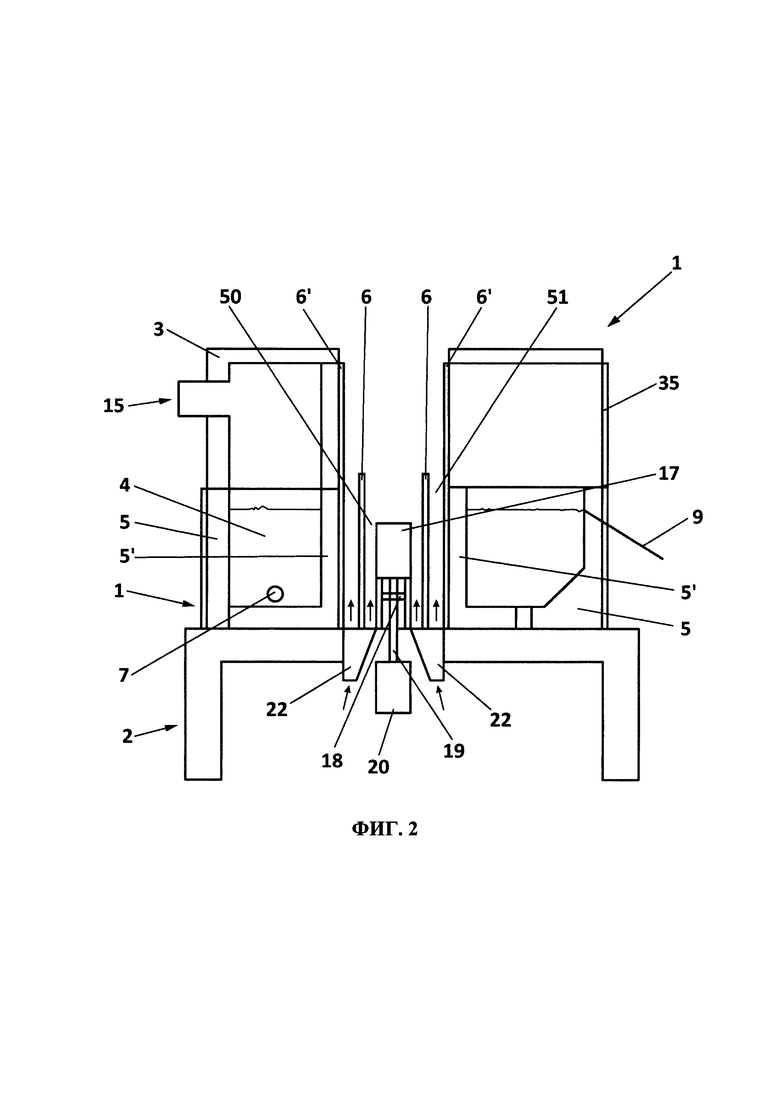
Фиг. 2 - поперечное сечение печи, ее крышки и ее ротора согласно одному варианту осуществления изобретения.
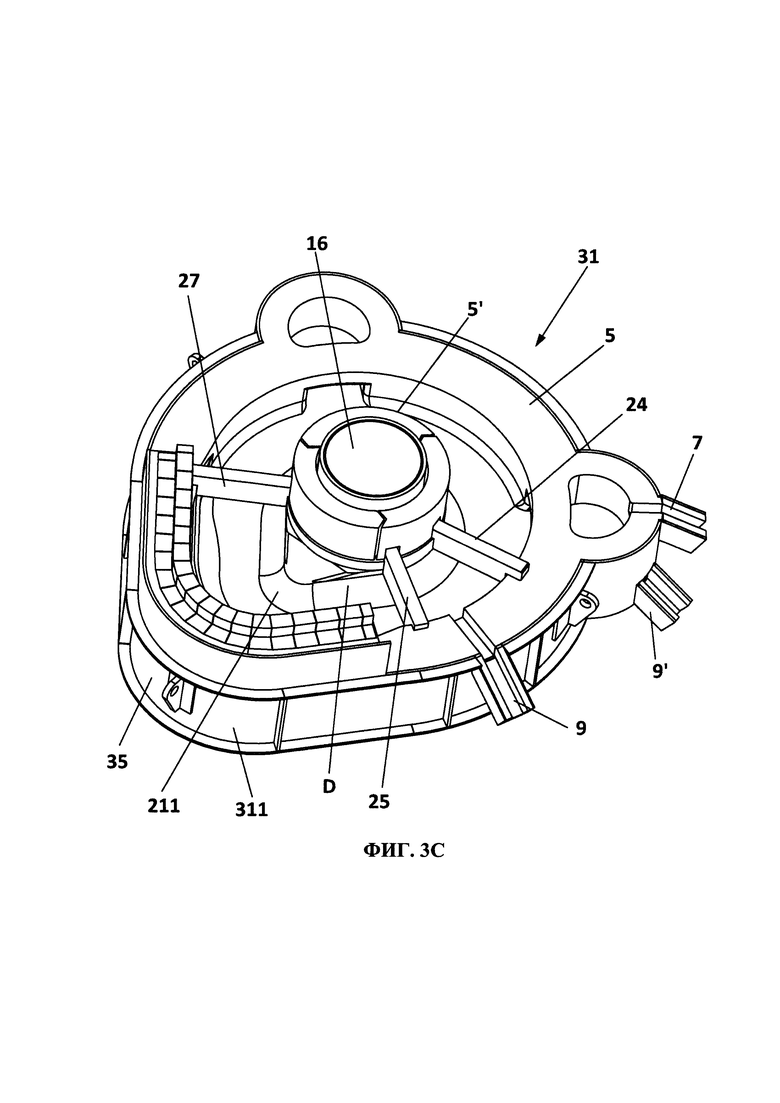
Фиг. 3A-3D - один из наиболее предпочтительных вариантов осуществления печи; Фиг. 3А-3С виды печи сбоку, Фиг. 3D - вид печи сверху.
Фиг. 4 - в разрезе печи с Фиг. 3А-3D.
Фиг. 5 - вид линии плавки или переработки твердого металла или металлсодержащих отходов и положения и функционирования стен и других элементов печи.
Фиг. 6А, 6В и 6С - возможные альтернативные конфигурации печи, включая конфигурацию роторов.
Фиг. 7 - схематически показаны силовые линии магнитного поля, создаваемого ротором.
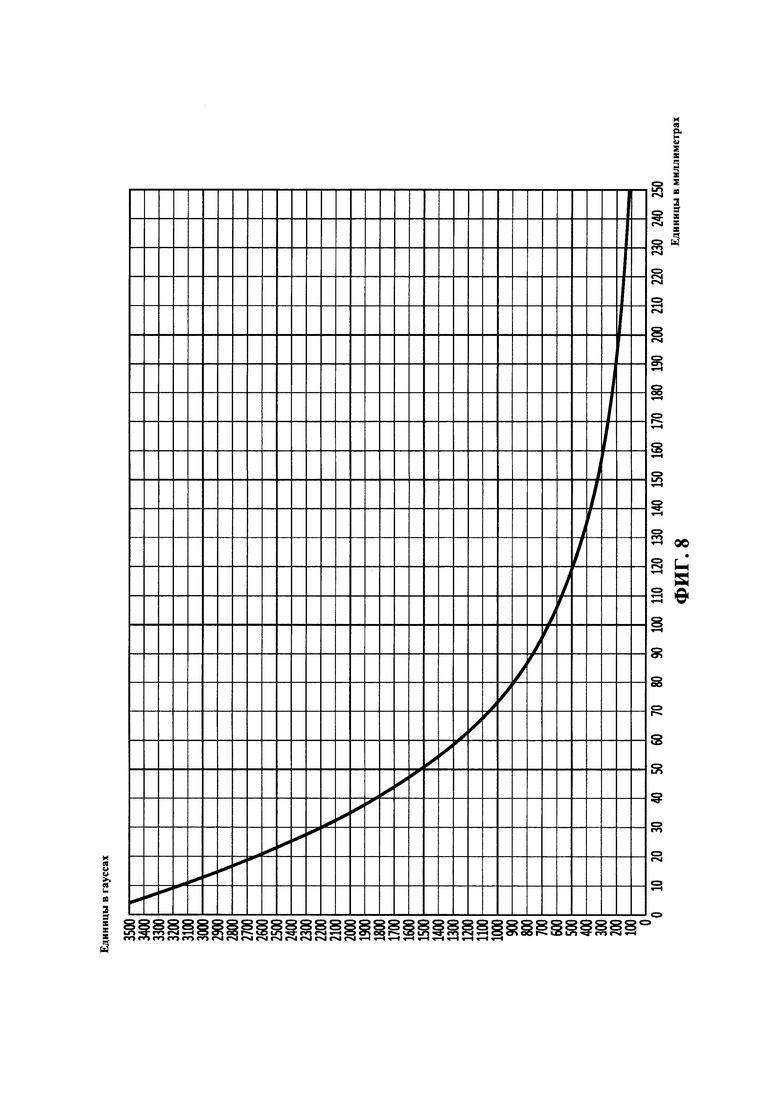
Фиг. 8 - моделирование напряженности магнитного поля как функции расстояния до ротора.
ОПИСАНИЕ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Используемый в тексте термин "включать" и его производные (например, "включающий" и т.д.) не должен истолковываться в смысле исключения, то есть, эти термины не должны истолковываться как исключающие возможность того, что то, что описано и определено, может включать другие элементы, этапы и т.д.
В контексте настоящего изобретения термин "приблизительно" и термины его семейства (например, "приблизительный" и т.д.) должны пониматься как указывающие значения, очень близкие тем, которые сопровождают такой термин. То есть, отклонение в разумных пределах от точного значения должно приниматься, поскольку специалист в данной области техники поймет, что такое отклонение от указанных значений неизбежно из-за неточностей при измерениях и т.д. То же самое относится и к терминам "около" и "по существу".
Приведенное ниже описание не должно восприниматься в ограничительном смысле, так как оно приведено только для цели описания широких принципов изобретения. Другие варианты осуществления изобретения будут описаны как пример со ссылками на вышеупомянутые чертежи, на которых показаны устройства и результаты согласно изобретению.
Ниже описан один предпочтительный вариант осуществления печи настоящего изобретения со ссылками на чертежи.
Печь изобретения основана на косвенном нагреве загруженного материала посредством циркуляции расплавленного металла, который передает энергию, необходимую для плавки или переработки загруженного твердого металла. Такой косвенный нагрев особенно важен, когда материал для переработки/плавки загружен в зону, которая не является зоной нагрева. В некоторых других случаях, когда загруженный материал может находиться в контакте с нагревательным средством (т.е. плазменной горелкой) или рядом с ним, нагревательное средство вносит соответствующий вклад в нагрев загруженного материала.
На Фиг. 1 показан вид сверху печи согласно первому варианту осуществления изобретения. На Фиг. 2 показано поперечное сечение печи согласно этому варианту осуществления изобретения. На Фиг. 1 крышки или заслонки печи сняты для того, чтобы показать элементы или детали, которые расположены в резервуаре 1 печи. Основное тело 5 резервуара 1 выполнено из огнеупорного материала, по характеристикам подходящего для плавки/переработки соответствующего материала (черных или цветных металлов). Не ограничивающими примерами подходящих огнеупорных материалов являются бетон или кирпич.
Резервуар 1 печи включает замкнутую наружную стенку 5 и замкнутую внутреннюю стенку 5', которая ограничивает центральную полость (сквозное отверстие) 16. Приводные средства 17 расположены в этой центральной полости 16. Приводным средством 17 предпочтительно является ротор 17, который включает по меньшей мере одно магнитное тело с по меньшей мере двумя постоянными магнитами. Ротор 17 установлен на вертикальной оси 19, которая соединена с электродвигателем 20. Это соединение может быть прямым или косвенным, например, посредством шкива. Предпочтительно присутствует средство охлаждения 18 для охлаждения двигателя 20, расположенное ниже ротора 17. Функция ротора 17 заключается в создании постоянного магнитного поля, когда он поворачивается (вращается) вокруг упомянутой оси 19 под действием двигателя 20. Созданное таким образом магнитное поле вызывает непрерывную и циклическую циркуляцию расплавленного металла по замкнутому каналу, определенному резервуаром 1.
На Фиг. 7 схематически показаны силовые линии магнитного поля, созданного ротором 17, имеющим шесть полюсов. Расплавленный металл при циркуляции действует как движущее средство для металла или отходов, подлежащих плавке/переработке, и для шлака. Чем ближе к ротору 17 расплавленный металл, тем больше расплавленного металла циркулирует из-за действия магнитного поля, созданного ротором. Однако угловая скорость циркулирующего расплавленного металла будет постоянной для всего объема расплавленного металла. На Фиг. 2 цифра 4 обозначает расплавленный металл 4, частично заполняющий полость резервуара. Печь подходит для плавки/переработки черных и цветных металлов из-за эффекта отталкивания, прилагаемого переменным магнитным полем к жидкому (расплавленному) металлу, поскольку он немагнитный и проводящий. Резервуар 1 расположен на опорном элементе 2. Под резервуаром 1 расположены второе опорное средство (не показано) для узла, состоящего из ротора 17 и двигателя 20.
Ротор 17 предпочтительно окружен (или заключен) первым теплоизолирующим веществом 6, показанным на Фиг. 2, которое в конкретном варианте осуществления может иметь форму цилиндра. Этот цилиндр 6 расположен между ротором 17 и наружной поверхностью внутренней стенки 5' резервуара 1. Предпочтительно, ротор 17 удален на достаточное расстояние от стенок (или одной кольцевой стенки в случае цилиндра) упомянутого первого изоляционного вещества 6, чтобы определять первый канал 50, который позволяет проходить потоку воздуха (показанному стрелками на Фиг. 2). Другими словами, полая цилиндрическая стенка изоляционного вещества 6 формирует на своей внутренней поверхности канал выхода для потока воздуха (охлаждающего). Наружная стенка изоляционного вещества 6 предпочтительно удалена на достаточное расстояние от наружной поверхности внутренней стенки 5' резервуара 1, чтобы определить второй канал 51, который также позволяет проходить потоку воздуха. Такой поток воздуха поступает от соответствующих воздуходувных устройств 22, предпочтительно воздуходувных устройств низкого давления.
Теплоизолирующее вещество 6 проницаемо для магнитного поля. Изоляционное вещество 6 включает немагнитный материал, который выдерживает высокие температуры (до 700°С). Неограничивающими примерами такого материала являются нержавеющая сталь, слюда или композитный материал и т.д. Это теплоизоляционное вещество 6 предназначено для гарантии того, что температура вокруг ротора 17 не будет превышать приблизительно 80°С, и для выполнения функции экрана от излучения печи. Высота изоляционного вещества 6 по меньшей мере равна высоте ротора 17. Она также может быть больше высоты ротора 17. На Фиг. 8 показана смоделированная напряженность магнитного поля (в гауссах), создаваемая магнитом в зависимости от расстояния.
Известные печи обычно снабжены металлической стенкой или листом 35, покрывающим огнеупор (обычно бетон или кирпич) снаружи, как показано, например, на Фиг. 2. В предпочтительном варианте осуществления, однако, такая металлическая стенка или лист снята с наружной поверхности внутренней стенки вещества (т.е., части, которая на Фиг. 2 ближе к изоляционному веществу 6). Вместо такой металлической стенки или листа использовано второе теплоизоляционное вещество 6' для обеспечения теплоизоляции, покрывающей тело резервуара. Другими словами, металлическая стенка заменена стенкой из второго изоляционного материала, предпочтительно включающего нержавеющую сталь, слюду, композитный материал или их сочетание. Таким образом, второе теплоизоляционное вещество находится в контакте с огнеупорной стенкой 5' печи. В одном альтернативном варианте осуществления второе теплоизоляционное вещество 6' использовано дополнительно к металлической стенке, которая не удалена.
Это второе теплоизоляционное вещество 6' показано на Фиг. 2. Вещество 6' вносит свой вклад в достижение желательной температуры вокруг ротора 17 (температура не выше приблизительно 80°). В предпочтительном варианте осуществления вторым теплоизоляционным вещество 6' является слюда.
При эксплуатации резервуар 1 наполнен расплавленным металлом (4 на Фиг. 2). В показанном варианте осуществления печь имеет зону загрузки А для загрузки (твердого) металла SM или металлсодержащих отходов R для плавки или переработки в резервуаре 1. В альтернативных вариантах осуществления печи могут быть несколько зон загрузки А. Как сказано выше, приводное средство 17 создает непрерывное циклическое движение расплавленного металла внутри резервуара 1. Оператор, изменяя частоту вращения ротора, может изменять скорость циркуляции расплавленного металла. При движении расплавленный металл захватывает твердый металл SM или металлсодержащие отходы R. Стрелки на Фиг. 1 показывают направление движения расплавленного металла в резервуаре 1. Расплавленный металл и загруженный металл SM или металлсодержащие отходы R поступают в зону плавки/переработки В, в которой металл или металлсодержащие отходы плавят / перерабатывают за счет теплообмена и движения расплавленного металла. В зависимости от конфигурации печи, может быть одна или несколько зон плавки / переработки В. Угловая скорость циркулирующего расплавленного металла постоянная для всего объема расплавленного металла, по меньшей мере в зоне плавки/переработки В. Угловая скорость постоянная как на поверхности, так и в резервуаре 1.
В варианте осуществления, показанном на Фиг. 1, печь включает зону нагрева D с нагревательным средством 11. В альтернативных вариантах осуществления печь может включать больше одной зоны нагрева D. В показанном варианте осуществления зона нагрева D предпочтительно расположена до зоны загрузки А, за счет чего улучшаются характеристики переработки, так как рядом с зоной нагрева расплавленный металл достигает максимальной температуры. Альтернативно, зона загрузки А может быть расположена в зоне нагрева D. В предпочтительном варианте осуществления нагревательным средством 11 является плазменная горелка. Плазменная горелка обычно установлена на опорный элемент (не показан). Этот опорный элемент позволяет поворачивать электрод (горелки) на 180°, чтобы позволить его заменить. Используется обычный электрод, например, изготовленный из графита. Энергия, подаваемая нагревательным средством 11, передается слою расплавленного металла, который циркулирует в замкнутом контуре. В этой зоне нагрева или камере D расплавленный металл (слой металла) перегревается по сравнению с температурой выпуска, так что перегретый расплавленный металл может передавать лишнюю энергию твердому металлу SM или металлсодержащим отходам R во время циркуляции. Температуру процесса регулируют и контролируют по температуре выпуска. В зависимости от значения температуры выпуска, увеличивают или уменьшают мощность нагревательного средства 11 и/или объем шихты (твердого металла SM или металлсодержащих отходов R), загружаемой в печь. Печь также включает по меньшей мере один выход для дыма 15, показанный на Фиг. 2.
В варианте осуществления, показанном на Фиг. 1, печь также включает зону С выпуска шлака и металла, расположенную после зоны плавки/ переработки В и до зоны нагрева D. Эта зона С выпуска шлака и металла включает выпускное средство 9, такое как выпускной желоб, для выпуска шлака и расплавленного металла, который поднялся выше уровня этого выпускного желоба. Шлак плавает на поверхности зоны выпуска С и циркулирует в направлении выпускного желоба 9. Альтернативно, выпускное средство может быть сформировано двумя отдельными выпускными желобами 9, 9' (показаны, например, на Фиг. 3A-3D), для отдельного выпуска шлака и расплавленного металла. Это позволяет осуществлять жесткий контроль температуры системы, контролируя температуру расплавленного металла и, таким образом, предотвращая повреждение огнеупорной стенки. Контроль температуры расплавленного металла также позволяет регулировать объем металла SM или металлсодержащих отходов R, загружаемых на слой расплавленного металла. Этим оптимизируются эксплуатационные характеристики печи. Предпочтительно в зоне выпуска С также расположена термопара 32 (или даже оптическая термопара) для контроля температуры расплавленного металла. Шлак и металл выпускают в этой зоне С, так что на поверхности расплавленного металла, когда он достигнет зоны нагрева D и зоны загрузки А, шлака не будет. Это значительно улучшает характеристики нагрева циркулирующего металла и передачу теплоты загруженному материалу. Как можно видеть, нагревательное средство 11 расположено после зоны С выпуска шлака и металла, так что расплавленный металл имеет по существу однородную температуру на его поверхности, когда он достигает зоны загрузки А.
Печь может включать разные стенки, расположенные между основным телом 5 (или наружной стенкой 5) резервуара 1 и ее внутренней стенкой 5', в связи с разными рабочими зонами, на которые она разделена. Другими словами, стенки расположены поперечно потоку или движению расплавленного металла. В зависимости от высоты каждой стенки относительно поверхности слоя расплавленного металла, каждая стенка будет позволять или не позволять проходить шлаку и/или твердому металлу или отходам, захваченным расплавленный металл. Расплавленный металл всегда проходит вниз стенок. В варианте осуществления на Фиг. 1 разделительная стенка 27 ограничивает зону нагрева D, чтобы изолировать нагревательное средство 11 от остального объема печи. Разделительную стенку 27 используют по желанию. Причина использования разделительной стенки 27 заключается в том, чтобы закрыть зону нагрева D для предотвращения выхода излучения из упомянутой зоны D. Разделительная стенка 27 предпочтительно отделяет зону загрузки А от зоны нагрева D. Нижний торец этой разделительной стенки 27 расположен приблизительно на той же высоте, но немного выше, высоты уровня слоя расплавленного металла. В частности, нижний торец разделительной стенки 27 предпочтительно расположен на такой высоте, чтобы загруженный твердый материал не мог проходить обратно в зону нагрева D из зоны загрузки А, тогда как шлак, который может образовываться в зоне нагрева D, может выходить из упомянутой зоны нагрева D. Другими словами, если процесс загрузки в зоне загрузки А оптимизирован, разделительная стенка 27 не потребуется. Нижний торец стенки 27 расположен немного выше поверхности слоя расплавленного металла. Предпочтительно, нижний торец стенки 27 расположен максимум на 5 мм выше уровня расплавленного металла. То есть, между нижним торцом стенки 27 и уровнем расплавленного металла существует минимальный зазор 5 мм. Циркулирующий расплавленный металл нагревается, захватывает и плавит загруженный материал в замкнутом контуре (зоне плавки/переработки В). В конце этой зоны плавки/переработки В расположено средство удержания 24, предпочтительно в форме удерживающей стенки. Зона С выпуска шлака и металла ограничена сифонной стенкой 25, которая входит (немного погружена) в расплавленный металл до определенной глубины, предпочтительно до 40 мм, препятствуя продвижению шлака к зоне нагрева D. Эта сифонная стенка 25 позволяет непрерывно выпускать шлак (через выпускной желоб 9) и препятствует его продвижению к зоне нагрева D. Таким образом замыкается контур циркуляции. При необходимости, в любой зоне может быть расположен выпускной желоб 7 для опорожнения резервуара 1.
Как уже было сказано, в одном конкретном варианте осуществления зона плавки / переработки В включает средство удержания отходов 24. В этом варианте осуществления, когда металл SM или металлсодержащие отходы R движущиеся по поверхности расплавленного металла X достигают средства удержания 24, оно не пропускает плавающий твердый металл SM или плавающие металлсодержащие отходы R, если они расположены на высоте выше нижнего торца средства удержания 24, тогда как расплавленный металл X вместе с металлическими частицами, которые он может включать, продолжает движение под твердым металлом SM или металлсодержащими отходами, что обеспечивает полную плавку / переработку твердого металла SM или металлсодержащих отходов R, как будет сказано ниже. Другими словами, средство удержания 24 предназначено для удержания таких отходов или твердого металла на поверхности циркулирующего металла. Средство удержания 24 может быть реализована как стенка, опирающаяся на внутреннюю поверхность резервуара 1. Предпочтительно, нижний торец удерживающей стенки 24 расположен максимум на 2 мм выше уровня расплавленного металла. То есть, между нижним торцом удерживающей стенки 24 и уровнем расплавленного металла существует минимальный зазор 2 мм. Эта высота зависит от объема металлсодержащих отходов или твердого металла SM для плавки / переработки и изменяется в зависимости от типа металлсодержащих отходов или твердого металла.
Печь, показанная на Фиг. 1, представляет базовый вариант осуществления. Печь может иметь модульную конструкцию, таким образом этот базовый вариант осуществления может быть повторен столько раз, сколько необходимо, исходя из объемов металла / металлсодержащих отходов для переработки / плавки, но всегда с одним замкнутым контуром, в котором циркулирует расплавленный металл.
В варианте осуществления, показанном на Фиг. 1, определены разные зоны (зона загрузки А, зона плавки/переработки В, зона выпуска С и зона нагрева D). Конкретные характеристики этих зон зависят от конкретных характеристик разных материалов для плавки/переработки. Таким образом, расположение и размер этих зон определены с целью получения оптимизированных характеристик печи во время эксплуатации (удельное потребление электроэнергии, рециклинг металла и износ огнеупорной стенки). Подлежащие переработке отходы обычно характеризуются их видом, составом, способом загрузки и/или требованиями и поведением во время переработки/плавки. Таким образом, в зависимости от перерабатываемых отходов и их характеристик могут быть реализованы разные варианты осуществления печи.
Вариант осуществления, показанный на Фиг. 1, можно использовать для переработки/плавки материалов с высоким содержанием металла (которые обычно плавятся относительно быстро) и большими объемами отходящих газов. Одним неограничивающим примером таких материалов является пыль электродуговой печи (ЭДП). Эти материалы могут быть переработаны в зоне плавки/переработки В посредством энергии, подаваемой циркулирующим расплавленным металлом. Для таких материалов, которые обычно дают относительно большой объем шлака, использован вариант с Фиг. 1. В частности, переработка пыли ЭДП требует присутствия двух стенок 24 и 25: стенки или средства удержания 24 в конце зоны плавки/переработки В для удержания отходов или твердого металла на поверхности слоя расплавленного металла и сифонной стенки 25 для недопущения движения шлака к зоне нагрева D. Разделительная стенка 27 может быть использована по выбору, если в зоне загрузки А чрезмерно много шихты, чтобы предотвратить движение части загруженного материала в противоположном направлении к зоне нагрева D. Шихту в зоне загрузки А контролируют для предотвращения попадания ее излишков в зону нагрева D. Разделительная стенка 27 также используется для изоляции нагревательного средства 11 от остального объема печи и предотвращения выхода излучения из упомянутой зоны D.
Если же, напротив, материал для переработки/плавки достаточно чистый и, поэтому, не создает большие объемы шлака, зона В переработки/плавки может включать одну или несколько дополнительных плазменных горелок в каком-то месте этой зоны В на большем удалении от зоны загрузки А. Неограничивающие примеры таких материалов включают лом, металлическую стружку, оксид меди или оксид железа. Поэтому из-за их небольшого газообразования и низкой температуры плавления такие материалы могут быть подвергнуты действию плазменной горелки без испарения. По этой причине загруженный материал может находиться в контакте с плазменной горелкой или рядом с ней. Именно поэтому зона загрузки А и/или зона плавки/переработки В могут перекрываться (частично или полностью) с зоной нагрева D. Эти материалы также требуют наличия двух стенок: стенки или средства удержания 24 и сифонной стенки 25 для предотвращения движения шлака к зоне нагрева D.
В еще одном альтернативном варианте осуществления печь используют для плавки / переработки материала с высокой температурой плавки / переработки и малым газообразованием, например, асбеста, отходов автомобильных катализаторов, которые обычно включают керамику и отходы нефтехимии с высокой долей молибдена. Эти материалы предпочтительно загружают (А) в зону нагрева D либо через плазменную горелку (которая полая) или рядом с ней. Материалы перерабатывают или плавят в одной зоне. Поэтому печь предпочтительно снабжена основной камерой / зоной для нагрева и переработки и небольшой зоной выпуска С в конце основной зоны. В этом случае обязательно требуются только сифонная стенка 25 и разделительная стенка 27 для предотвращения движения шлака к основной зоне (нагрева, направления и переработки) и для действия в качестве средства удержания, соответственно.
В еще одном альтернативном варианте осуществления, используемом для плавки или переработки материала с высоким газообразованием и высокой температурой переработки / плавки, материал должен быть загружен (зона А) в камеру перед зоной нагрева (D) и после зоны выпуска С. Зона нагрева D может частично перекрываться с зоной переработки / плавки В, поскольку материал можно перерабатывать/плавить в обеих зонах. Поэтому для таких материалов необходимы сифонная стенка 25 и разделительная стенка 27. Следует сказать, что в данном варианте осуществления разделительная стенка 27 работает как средство удержания.
На Фиг. 5 показан вид линии плавки или переработки твердого металла или металлсодержащих отходов и положение и функционирование стенок и других элементов печи согласно варианту осуществления, показанному на Фиг. 1. Горизонтальная линия представляет уровень расплавленного металла в резервуаре. Первым элементом является нагревательное средство 11 (предпочтительно плазменная горелка), расположенное в зоне нагрева. Плазменная горелка 11 расположена выше слоя расплавленного металла. Необязательная разделительная стенка 27 ограничивает конец зоны нагрева. Нижний торец этой разделительной стенки 27 расположен немного выше уровня слоя расплавленного металла. Твердый металл SM или металлсодержащие отходы R загружают после разделительной стенки 27, так что она не дает загруженному материалу двигаться обратно в зону нагрева. Твердый металл SM или металлсодержащие отходы R захватываются циркулирующим расплавленным металлом X в направлении стрелок. Когда циркулирующий расплавленный металл X, который захватывает металл SM или металлсодержащие отходы R, достигнет средства удержания 24, средство удержания 24 не позволит нерасплавленному металлу пройти вперед, при этом позволяя лому и расплавленному металлу проходить под средством удержания 24. Средство удержания 24 также необязательное, поскольку оно необходимо только при определенном использовании печи. Как показано на Фиг. 5, растворимая фракция металла ММ включена в слой расплавленного металла, тогда как летучая доля V - если таковая присутствует - будет перемещаться в фазу переработки / плавки и удаления, которая включает фильтрацию отходящих газов и извлечение части, представляющей ценность. Доля I, которая не растворима при температуре слоя металла и не испаряется, перемещается на поверхность слоя расплавленного металла в форме шлака I.
Средство удержания 24 выполнено таким образом, что его нижняя часть оканчивается немного выше уровня, достигаемого расплавленным металлом X в резервуаре 1. Другими словами, средство удержания 24 заканчивается на уровне относительно уровня расплавленного металла X, который достаточно выше, чтобы пропускать шлак I вперед, но не давать твердому металлу SM проходить дальше. Оно расположено на некотором расстоянии от слоя металла, которое может изменяться (в зависимости от того, для чего предназначена печь). Его цель заключается в том, чтобы не давать проходить вперед плавающим остаткам до по существу полного расплавления. Высота удерживающей стенки 24 зависит от размеров металлсодержащих отходов R или твердого металла SM, подлежащих плавке / переработке и изменяется в зависимости от типа металлсодержащих отходов R или твердого металла SM. Расплавленный металл X с шлаком I, плавающим на его поверхности, проходит по замкнутому каналу, определенному в резервуаре. Если уровень расплавленного металла превысит высоту, на которой расположен выпускной желоб (или выпускные желоба), лишний объем расплавленного металла будет выпущен из резервуара по выпускным желобам (на Фиг. 5 не показаны). Плавающий шлак не выходит из резервуара, а проходит вперед до средства удержания 24, нижний торец которого, как показано на Фиг. 5, расположен немного выше уровня расплавленного металла. Такое расположение средства удержания 24 позволяет шлаку I проходить вперед, но не дает твердому металлу SM проходить дальше. Поэтому шлак I проходит вперед до сифонной стенки 25.
Сифонная стенка 25 ограничивает зону выпуска металла и немного погружена в слой расплавленного металла. Она заходит в расплавленный металл до определенной глубины, таким образом предотвращая движение шлака I к зоне нагрева. Если используются два выпускных желоба 9, 9', лишний расплавленный металл выходит по одному из них, и шлак выходит по другому. Если используется один выпускной желоб, расплавленный металл и шлак выходят по этому одному желобу. Таким образом, расплавленный металл по существу без шлака достигает зоны нагрева. Разделительная стенка 27 ограничивает конец зоны нагрева, в которой расположена плазменная горелка 11. На Фиг. 5 также показана термопара 32, частично погруженная в слой расплавленного металла.
На Фиг. 3А-3D и 4 показан предпочтительный вариант осуществления резервуара 31 (крышки не показаны). Наружный периметр резервуара 31 представляет собой кольцевую стенку 5, которая модифицирована так, что в зоне нагрева D, то есть, в зоне, где расположено нагревательное средство 11, наружная стенка 5, вместо того, чтобы быть точно кольцевой, смещена относительно внутренней стенки 5', определяя выступ или носок 311. В одном из наиболее предпочтительных вариантов осуществления внутренний периметр резервуара 31, который изначально также представляет собой кольцевую стенку 5', определяющую полость 16, в которой расположено приводное средство 17, также модифицирован как и наружный периметр резервуара, определяя похожий выступ или носок 211. Предпочтительные формы этих выступов 211, 311 описаны ниже со ссылкой на Фиг. 4. В варианте осуществления на Фиг. 3A-3D показано двойное выпускное средство 9, 9' для отдельного выпуска шлака и расплавленного металла после превышения определенного уровня Н1, на котором расположен выпускной желоб 9 в варианте осуществления с одним выпускным желобом и выпускной желоб 9' в варианте осуществления с двумя раздельными выпускными желобами. Если используются два выпускных желоба 9, 9', то лишний расплавленный металл выпускают по одному из них, и шлак выпускают по другому. Таким образом расплавленный металл по существу без шлака достигает зоны нагрева. Альтернативно, можно использовать одно выпускное средство 9 (например выпускной желоб), как показано, например, на Фиг. 1. Также показан выпускной желоб 7 для опорожнения резервуара 1, если это необходимо. На Фиг. 4 показан предпочтительный вариант осуществления выступов 311, 211. Авторы изобретения установили, что данная конфигурация оптимизирует эксплуатационные характеристики печи, поскольку магнитное поле, создаваемое приводным средством 17 при эксплуатации, не влияет на характеристики нагревательного средства 11, которым предпочтительно является плазменная горелка.
Хотя угловая скорость циркулирующего расплавленного металла постоянная во всем объеме расплавленного металла в зоне плавки/переработки В, в зоне нагрева D эта скорость намного меньше из-за магнитного поля, поскольку магнитное поле в этой зоне намного слабее (см., например, Фиг. 8, где показаны характеристики магнитного поля в зависимости от расстояния). В этой зоне канала, где расположен выступ, расплавленный металл циркулирует в основном под действием движущей силы остального расплавленного металла.
В одном альтернативном варианте осуществления изоляция нагревательного средства 11 от действия магнитного поля, создаваемого приводным средством 17, достигается посредством другой конфигурации печи. Без выступа 311 (или выступов 211, 311) ширина канала, образующего замкнутый контур (определенный двумя стенками резервуара), постоянная, но достаточно большая, чтобы по существу исключить влияние магнитного поля, создаваемого приводным средством 17, на нагревательное средство 11, расположенное в зоне нагрева D. В данном варианте осуществления линейная скорость циркулирующего расплавленного металла уже непостоянная, причем она ниже в наружной части канала.
В предпочтительном варианте осуществления печь имеет две крышки (не показаны): первую крышку, которая закрывает зону плавки/переработки, и вторую крышку, которая закрывает зону нагрева. Крышка или крышки обеспечивают доступ одной или нескольким газовым горелкам, например, для подогрева и/или подачи дополнительной энергии на нагревательное средство 11. Стенки 24, 25, 27 могут быть прикреплены к резервуару или к крышке или крышкам.
Плавка или переработка в печи, такой как вариант осуществления изобретения на Фиг. 1 или 3A-3D, в соответствующих случаях начинается с пуска двигателя 20 для вращения магнитного ротора 17 и воздуходувки или воздуходувок и продолжается подогревом резервуара печи и плазменной камеры (зоны нагрева D) газовыми горелками до температуры на поверхности огнеупора печи (резервуар 1, 31) в зависимости от материала, который будет перерабатываться. После достижения требуемой температуры канал резервуара 1, 31 заполняют расплавленным металлом, используя разливочный ковш. Объем расплавленного металла должен быть достаточным для заполнения канала до перетока через выпускной желоб (выпускной желоб 9' на Фиг. 3A-3D). Лишний металл заполняет сифонный тигель, расположенный на вертикальной плоскости ниже желоба, и поддерживается в жидком состоянии с помощью вспомогательного нагревательного средства (например, индуктора или газа) в случае только одного желоба. В случае двух желобов лишний металл перетекает по желобу 9' в изложницу.
После регулировки угловой скорости расплавленного металла включают плазменную горелку 11 для подъема температуры металла для плавки или требуемой переработки и, после того, как она достигнута, начинают загрузку твердого материала R (или SM), который расплавляется в результате контакта с потоком расплавленного металла X при циркуляции к выпускному желобу. Введение этого металла вызывает подъем уровня ванны (слоя расплавленного металла), и происходит его переток в выпускной желоб с увлечением плавающего шлака I, если используется один общий выпускной желоб. В этом случае смесь металла и шлака разделяют во внешнем сифоне (не показан), из которого выходят два отдельных потока чистого металла и шлака. Альтернативно, если используются два выпускных желоба 9, 9', плавающий шлак выпускают из резервуара во второй выпускной желоб 9.
Для обеспечения требуемого процесса печь предпочтительно имеет две стенки, описанные выше, расположенные рядом с выпускным желобом или желобами. Первая стенка (24) расположена сразу же над желобом (или первым желобом 9' в случае двух желобов) по отношению к направлению потока и на уровне, равном высоте ванны. Как уже сказано, ее задача удерживать еще не расплавленную часть шихты, которая может продолжать плавать. Эта часть плавится под совместным действием принудительной конвекции, обеспечиваемой циркулирующим металлом на статичном элементе, и, по выбору, прямым нагревом, например, с помощью маломощной газовой горелки, расположенной над удерживающей стенкой 24. Сифонная стенка 25 расположена в задней части выпускного желоба (или между двумя желобами 9, 9' в случае двух желобов) по отношению к направлению металла, и в ванне ее торец погружен до глубины, достаточной для предотвращения пропуска шлака в камеру нагрева D, но с возможностью циркуляции металла. В случае использования двух выпускных желобов 9, 9' на наружном торце сифонная стенка 25 соединена непосредственно с вторым выпускным желобом 9, по которому шлак выходит в разделительный сифон.
Циркулирующий металл по существу без шлака поступает в камеру нагрева D, где его температуру поднимают до требуемой и достаточной для расплавления твердого материала, который загружен в зоне, где металл выходит из упомянутой камеры (зона загрузки А), таким образом снова начиная цикл плавки/переработки и захвата загруженного материала и заканчивая цикл плавки и литья. Этот процесс контролируется автоматически путем контроля температуры на выпуске, для чего предпочтительно используют термопара 32. Увеличение или уменьшение температуры на выпуске становится параметром, указывающим ход процесса и позволяет оператору выбирать рабочие параметры согласно приоритетным задачам. Увеличение или уменьшение установленной температуры на выпуске корректируется путем регулировки объема загружаемой шихты, увеличения или уменьшения прилагаемой мощности или сочетания того и другого.
Описанный процесс позволяет использовать печи в зависимости от конкретных требований, поскольку после заправки жидким металлом печь можно выдерживать в течение времени до загрузки твердой шихты. Для этого достаточно отрегулировать мощность нагрева, необходимую для поддержания подходящей температуры металла, и поддерживать угловую скорость на минимуме, необходимым для этого режима эксплуатации. Поскольку сифон включает собственную систему нагрева, процесс плавки можно прерывать и возобновлять по усмотрению оператора без каких-либо негативных последствий для работы печи.
На Фиг. 6А, 6В и 6С показаны возможные альтернативные конфигурации печи, включая конфигурацию роторов. Например, на Фиг. 6А показана печь эллиптической формы. Для того, чтобы обеспечить циркуляцию расплавленного металла, предусмотрены два ротора, расположенные по существу на конце большого радиуса эллипса резервуара. На Фиг. 6В показана печь, имеющая по существу квадратную форму. Предусмотрены четыре ротора в соответствующих углах полости, определяемой резервуаром. На Фиг. 6С показана печь треугольной конфигурации, в которой предусмотрены три ротора в соответствующих углах полости, определяемой резервуаром. Неограничивающие примеры дополнительных подходящих конфигураций включают круговую, эллиптическую и многоугольную при условии, что они включают наружный и внутренний радиус поворота для обеспечения циркуляции металла. Сечение замкнутого контура предпочтительно по существу постоянное. В этих конфигурациях может потребоваться больше одной зоны нагрева и соответствующие нагревательные средства. Нагревательное средство должно быть расположено достаточно далеко от роторов, чтобы магниты не влияли на нагревательное средство. В предпочтительных вариантах осуществления нагревательные средства (предпочтительно плазменные горелки) расположены в замкнутом канале на равном расстоянии от роторов. Это расстояние достаточно велико, чтобы на горелки не влияло магнитное поле роторов. По этой причине выступы 211, 311 используются по усмотрению и не являются строго обязательными.
Изобретение предлагает многоцелевую плавильную печь, подходящую для плавки и переработки широкой гаммы металлов и отходов и имеющую эксплуатационные, экономические и экологические преимущества над печами, используемыми в настоящее время. Высокий энергетический КПД печи изобретения основан на сочетании нескольких факторов: а) нагрев происходит предпочтительно посредством высокоэффективной плазменной дуги; b) циркуляция расплавленного металла под плазменной дугой повышает степень теплопередачи; с) контур водяного охлаждения предпочтительно ограничен фланцами электродов (вне печи, так что в самой печи охлаждения нет); d) магнитный ротор охлаждается воздухом низкого давления; е) двигатель, который обеспечивает движение металла, маломощный; f) добавление шихты в поток жидкого металла без шлака позволяет плавить материалы разных форм и конструкций; g) печь подходит для плавки практически всех типов металла (металлы на основе железа, меди и алюминия, помимо прочих); h) ее конфигурация может быть адаптирована под требования к стекловаренной печи; i) печь может эксплуатироваться в автоматическом режиме и не требует ни манипуляций внутри, ни открывания заслонок или смотровых трапов на любой стадии процесса; (j) используется полностью по выбору пользователя и может работать как в непрерывном, так и в периодическом режиме; k) перемешивание металла позволяет непрерывно корректировать химический состав путем добавления элементов сплавов.
С печью, реализованной согласно Фиг. 3A-3D, был проведен эксперимент. Резервуар определяет канал (замкнутый контур) шириной 300 мм. Канал имеет глубину 110 мм и загружен 600 кг расплавленного металла. Состав расплава (проценты по массе от совокупной массы расплава):
Температура расплавленного металла изменялась в пределах от 1350 до 1580°С. Ротор включал одно магнитное тело с 4 неодимовыми магнитами. Магнитное поле на боковой поверхности ротора (область максимального магнетизма) составляло 4300 Гс. Магнитное поле на внутренней стенке резервуара (область максимального магнетизма в резервуаре) составляло 380 Гс. Магнитное поле на наружной стенке резервуара (область минимального магнетизма в резервуаре) составляло 30 Гс. Линейная скорость на оси канала расплавленного металла составляла 18 см/с при частоте вращения ротора 40 Гц.
Далее приведены два примера применения печи. Сначала мы описываем, как можно использовать печь для плавки металла (в частности, чугуна). Затем мы описываем, как печь можно использовать для переработки стальной пыли.
Пример 1: процесс плавки: чугун.
Использование печи изобретения в качестве плавильной основано на значительном улучшении характеристик теплопередачи путем конвекции, вызываемой постоянным движением расплавленного металла вокруг сплошной массы. В статической ванне расплавленного чугуна коэффициент конвекции равен 1000 Вт/м2⋅К, однако этот коэффициент увеличивается из-за движения металла до 12000 Вт/м2⋅К при скорости циркуляции 18 см/с.
Процесс плавки начинается с установки температуры циркулирующего металла (в случае плавки чугуна температуру поднимают до 1580°С). Затем выполняют загрузку лома в задней области рядом с камерой нагрева и начинают плавку добавленного лома; при этом происходит снижение температуры циркулирующего металла. Температуру металла на выходе печи контролируют с помощью погружной термопары, расположенной в зоне выпуска металла и шлака. Эту температуру устанавливают предпочтительно на 1400°С и контролируют, регулируя объем загружаемого лома и/или мощность нагрева плазменной горелкой в камере нагрева. Плавка загруженного металла вызывает подъем уровня ванны и создает переток металла и шлака по выпускному желобу. Этот металл выпускают в тигель, который включает промежуточную стенку и два боковых желоба на разных высотах, при этом отделение металла выполняют посредством декантации и выпуска металла по нижнему желобу и шлака по верхнему желобу.
Загруженные материалы, в зависимости от их плотности и формы, могут быть погружены в ванну металла или плавать вместе со шлаком, в котором случае они будут удерживаться средствами удержания, расположенными на противоположном конце канала. Эти средства удержания расположены на достаточном расстоянии от поверхности слоя расплавленного металла, так что шлак может проходить через них, плавая поверх слоя расплавленного металла. На передней стенке печи (относительно направления циркуляции расплавленного металла) предусмотрена горелка, которая позволяет полностью ожижать полутвердый шлак, чтобы облегчить его проход в зону выпуска. В зоне выпуска расположена вторая горелка, которая поддерживает шлак в жидком состоянии, что направляет его в выпускной желоб. Для того, чтобы не допустить прохождения шлака к камере нагрева, предусмотрена стенка, частично погруженная в металл и закрывающая зону выпуска. Таким образом, поверхность металла в камере нагрева свободна от шлака для начала нового цикла перегрева и расплавления шихты.
Отсутствие шлака в зоне загрузки и непрерывное перемешивание металла посредством действия магнитного ротора позволяет добавлять элементы сплавов, необходимые для достижения соответствующего металлургического качества по требованиям к конечному продукту.
Пример 2: процесс переработки: стальная пыль
Стальная пыль, собранная во всасывающих фильтрах электродуговой печи, представляет собой материал с высокими концентрациями оксидов металлов, в основном железа, цинка и свинца. Для извлечения этих металлов путем восстановления углеродом необходимо агломерировать эту пыль с материалом с высоким содержанием углерода, в основном из группы, включающей металлургический кокс, антрацит, уголь и графит. Предпочтительной формой агломератов пыли являются брикеты высокой плотности, полученные прессованием, или гранулы, полученные в барабанном окомкователе.
Процесс восстановления оксидов металлов, содержащихся в стальной пыли, осуществляют путем добавления углерода в брикет или гранулы, чтобы восстановить оксид железа до металла для помещения в ванну расплавленного металла. Другие оксиды, Zn и Pb, сначала восстанавливают до металла и, с учетом летучести обоих металлов, помещают в систему обработки газом, где они легко окисляются в оксиды повышенной концентрации, включая, главным образом, оксид цинка и оксид свинца и, в меньшей степени, оксиды железа, хлориды, диоксид кремния, щелочь и т.д. Крупная фракция этих оксидов задерживается в системе обработки газом, которая включает один или несколько из следующих элементов: циклон, рукавный фильтр, скруббер.
Основные процессы восстановления, с учетом концентрации оксидов в сталелитейной пыли, это:
В дополнение к этим главным реакциям, происходят и другие реакции восстановления с использованием СО и побочные реакции, которые указаны в следующей таблице:
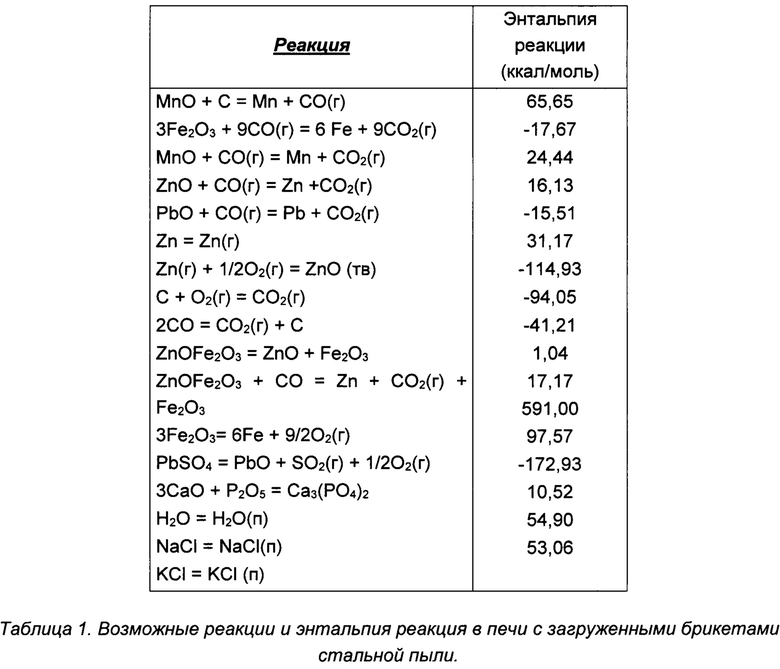
Последовательность углетермического восстановления в процессе может быть следующей:
a) Восстановление оксида цинка с помощью С и СО:
ZnO(тв)+С⇒Zn(тв)+СО(г)
ZnO(тв)+СО⇒Zn(тв)+СO2(г)
b) Часть цинка испаряется, и другая часть конденсируется на поверхности брикетов, согласно уравнениям:
Zn(тв)⇒Zn(г)
Zn(г)⇒Zn(тв)
c) Быстрое окисление газообразного цинка по уравнению:

d) Окисление цинка, сконденсировавшегося на поверхности брикета, с оксидами железа
в брикете по уравнению:
Zn(тв)+FeO⇒ZnO(тв)+Fe(тв)
e) Восстановление оксидов железа (FeO, Fe2O3, Fe3O4) с помощью углерода и СО по уравнению:
FeO+С⇒Fe(тв)+СО(г)
Fe2O3+3С⇒2Fe(тв)+3СО(г)
Fe2O3+СО⇒2Fe(тв)+3СO2(г)
f) На эти последние реакции влияет конкуренция между реакциями окисления угля и реакцией Будуара:

С+СO2(г)⇒2СО(г)
Процесс осуществляют, начиная с ванны расплавленного металла при температуре в интервале 1400-1500°С. Самовосстанавливающиеся брикеты или гранулы добавляют в ванну расплавленного металла, чтобы ускорить введение восстановленного железа в ванну расплавленного металла. Используют нижнюю часть ванны, насыщенную углеродом, чтобы не нарушать действие той части этого элемента, которая восстанавливает оксиды железа в брикетах или гранулах, для их последующего добавления в расплавленный металл, что позволяет оценивать изменения в получаемом металле в зависимости от разного происхождения перерабатываемой пыли.
Брикеты или гранулы помещают в зону загрузки, которая свободна от шлака, где они плавают на перегретом расплавленном металле, поступающем из камеры нагрева. Этот расплавленный металл передает часть своей энергии загруженным брикетам или гранулам, и процесс восстановления пыли начинается при увлечении расплавленным металлом в зону переработки. Во время этого движения металлическая фракция пыли входит в ванну расплавленного металла, летучая фракция отсасывается и оседает на фильтрах, и инертная фракция плавает на расплавленном металле в форме жидкого шлака. По прибытии к средству удержания, расположенному в конце зоны переработки на высоте максимум 2 мм от ванны, все частицы крупнее чем высота сформированного прохода задерживаются до их растворения. Плавающий шлак продолжает циркулировать под средством удержания, пока он не достигнет сифонной стенки (которая погружена в ванну на глубину максимум 40 мм), где из-за циркуляции расплавленного металла он направляется в выпускной желоб вместе с металлом, выходя из резервуара печи вместе с металлов путем перетока. На выходе смесь шлака и металла снова сифонируют в тигле с промежуточной стенкой, отделяя шлак от металла.
Процесс осуществляется автоматически путем регулировки объема загружаемого материала и тепловой мощности на основании температуры металла и шлака на выходе из печи, которую измеряют термопарой, установленной в зоне выпуска.
Суммируя вышесказанное, предложена печь многоцелевого назначения, в которой химический состав можно модифицировать по желанию благодаря доступу к чистому металлу, которая позволяет непрерывно удалять шлак и которая может быть загружена любыми сухими металлсодержащими отходами, при этом обеспечивая оптимизированные энергетические характеристики.
С другой стороны, изобретение явно не ограничено описанными конкретными вариантами осуществления, но также охватывает любые изменения, которые могут быть предложены любым специалистом в данной области техники (например, по выбору материалов, размерам, компонентам, конфигурации и т.д.), в общем объеме изобретения, определенном в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ ИЛИ РАСПЛАВЛЕННЫХ ВЕЩЕСТВ | 2009 |
|
RU2484152C2 |
| СПОСОБ ЗАПУСКА ПРОЦЕССА ПРЯМОЙ ПЛАВКИ | 2000 |
|
RU2242520C2 |
| ПЕЧЬ И СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ | 2006 |
|
RU2396363C2 |
| УСТРОЙСТВО ДЛЯ ПРЯМОЙ ПЛАВКИ | 2004 |
|
RU2343200C2 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ ДЛЯ ПОЛУЧЕНИЯ ЖИДКОГО ЧУГУНА И/ИЛИ ФЕРРОСПЛАВОВ | 2000 |
|
RU2258743C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАВКИ | 2017 |
|
RU2715924C1 |
| СПОСОБ ПЛАВЛЕНИЯ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА В ПЛАВИЛЬНОЙ УСТАНОВКЕ И ПЛАВИЛЬНАЯ УСТАНОВКА | 2014 |
|
RU2639078C2 |
| УСТАНОВКА ДЛЯ ПРЯМОЙ ВЫПЛАВКИ | 2007 |
|
RU2431681C2 |
| УСТАНОВКА ДЛЯ ПРЯМОЙ ВЫПЛАВКИ | 2007 |
|
RU2431680C2 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ | 2011 |
|
RU2591925C2 |







Изобретение относится к печи с циркулирующим слоем расплавленного металла для переработки или плавки металлов и металлсодержащих отходов. Печь содержит резервуар с наружной и внутренней стенками, образующими замкнутый канал. Резервуар предназначен для заполнения расплавленным металлом, который будет непрерывно циркулировать по замкнутому каналу. Замкнутый канал включает по меньшей мере одну зону нагрева, имеющую нагревательное средство для передачи энергии расплавленному металлу для его перегрева, по меньшей мере одну зону загрузки материала для плавки или переработки, который захватывается перегретым расплавленным металлом на поверхности, зону плавки/переработки, предназначенную для приема перегретого расплавленного металла и материала, захваченного на его поверхности, при этом перегретый расплавленный металл передает свою лишнюю энергию материалу с обеспечением его плавки/переработки. Печь имеет центральную полость, ограниченную внутренней стенкой. Печь имеет приводное средство в упомянутой полости, которое включает ротор по меньшей мере с одним магнитом. Ротор соединен с двигателем и вращается после включения двигателя, создавая магнитное поле, способное вызывать непрерывную и циклическую циркуляцию расплавленного металла. Раскрыт способ переработки и плавки металлов и металлсодержащих отходов в печи с циркулирующим расплавом металла. Обеспечивается возможность эксплуатировать дискреционно, целенаправленно модифицировать химический состав и непрерывно удалять шлак и загружать в них любые сухие металлсодержащие отходы с обеспечением оптимальных характеристик энергопотребления. 3 н. и 13 з.п. ф-лы, 8 ил., 1 табл., 2 пр.
1. Печь для плавки и переработки металлсодержащих отходов, содержащая резервуар (1, 31) с наружной стенкой (5) и внутренней стенкой (5'), расположенными с образованием замкнутого канала между упомянутой внутренней стенкой (5') и упомянутой наружной стенкой (5), центральную полость (16), ограниченную упомянутой внутренней стенкой (5'), и по меньшей мере одно приводное средство (17), расположенное в упомянутой центральной полости (16), причем упомянутое по меньшей мере одно приводное средство (17) включает ротор, имеющий по меньшей мере два постоянных магнита, соединенный с двигателем (20) и предназначенный для вращения после включения упомянутого двигателя (20) для создания магнитного поля,
отличающаяся тем, что резервуар (1, 31) предназначен для использования в печи, наполненной расплавленным металлом (X), который будет непрерывно и циклически циркулировать по упомянутому замкнутому каналу, и причем упомянутая печь включает в упомянутом замкнутом канале между упомянутой внутренней стенкой (5') и упомянутой наружной стенкой (5):
- по меньшей мере одну зону нагрева (D), включающую нагревательное средство (11), предназначенное для передачи энергии расплавленному металлу (X) для перегрева упомянутого расплавленного металла (X),
- по меньшей мере одну зону загрузки (А), предназначенную для загрузки металла (SM) или металлсодержащих отходов (R) в упомянутый расплавленный металл (X) для плавки или переработки, причем упомянутый металл (SM) или металлсодержащие отходы (R) при использовании в печи захватываются перегретым расплавленным металлом (X) на его поверхности,
- зону плавки/переработки (В), предназначенную для приема перегретого расплавленного металла (X) и металла (SM) или металлсодержащих отходов (R), захваченных на его поверхности, причем перегретый расплавленный металл (X) передает свою лишнюю энергию захваченному металлу (SM) или металлсодержащим отходам с обеспечением их плавки / переработки,
причем упомянутое магнитное поле, создаваемое упомянутым ротором, способно вызывать упомянутую непрерывную и циклическую циркуляцию расплавленного металла (X) в упомянутом замкнутом канале в зоне нагрева, зоне загрузки и зоне плавки/переработки.
2. Печь по п. 1, отличающаяся тем, что упомянутая по меньшей мере одна зона загрузки (А) частично или полностью перекрывается с упомянутой по меньшей мере одной зоной нагрева (D).
3. Печь по п. 1 или 2, отличающаяся тем, что упомянутая зона плавки/переработки (В) перекрывается, по меньшей мере частично, с упомянутой по меньшей мере одной зоной нагрева (D).
4. Печь по любому из пп. 1-3, отличающаяся тем, что упомянутый ротор (17) окружен первым теплоизолирующим веществом (6), проницаемым для магнитного поля и расположенным между ротором (17) и наружной поверхностью внутренней стенки (5') резервуара, которая ограничивает центральную полость (16), причем упомянутое первое теплоизоляционное вещество (6) определяет первый канал (50) между ротором (17) и внутренней стенкой теплоизолирующего вещества (6) и второй канал (51) между наружной стенкой первого теплоизолирующего вещества (6) и наружной поверхностью внутренней стенки (5'), которая ограничивает упомянутую центральную полость (16), и причем по меньшей мере один из упомянутых первого и второго каналов предназначен для приема потока воздуха от воздуходувного средства (22), предназначенного для подачи охлаждающего воздуха на ротор (17) для предотвращения перегрева ротора (17) сверх определенной температуры.
5. Печь по любому из пп. 1-4, отличающаяся тем, что наружная поверхность внутренней стенки (5') резервуара (1), ограничивающая упомянутую полость, покрыта вторым теплоизолирующим веществом (6').
6. Печь по любому из пп. 1-4, отличающаяся тем, что наружная поверхность внутренней стенки (5') резервуара (1), ограничивающая упомянутую полость, изготовлена из второго теплоизолирующего вещества (6').
7. Печь по любому из пп. 4-6, отличающаяся тем, что упомянутое теплоизоляционное вещество (6, 6') выполнено из материала, выбираемого из следующих материалов: нержавеющая сталь, слюда, композитный материал или их сочетание.
8. Печь по любому из предшествующих пунктов, отличающаяся тем, что в упомянутой по меньшей мере одной зоне нагрева (D) нагревательное средство (11) расположено по существу вне действия магнитного поля, создаваемого приводным средством (17).
9. Печь по п. 8, отличающаяся тем, что в упомянутой по меньшей мере одной зоне нагрева (D) наружная стенка (5) резервуара (31) определяет выступ (311), причем упомянутое нагревательное средство (11) расположено в упомянутом выступе (311).
10. Печь по пп. 8 и 9, отличающаяся тем, что в упомянутой по меньшей мере одной зоне нагрева (D) внутренняя стенка (5') резервуара (31) определяет выступ (211), причем упомянутое нагревательное средство (11) расположено в упомянутом выступе (211).
11. Печь по любому из пп. 1-10, отличающаяся тем, что она имеет зону выпуска (С), оканчивающуюся сифонной стенкой (25), предназначенной для предотвращения пропуска шлака, причем упомянутая зона выпуска (С) имеет выпускные средства (9, 9') для выпуска части расплавленного металла (X) и/или шлака (I).
12. Печь по любому из пп. 1-11, отличающаяся тем, что упомянутая по меньшей мере одна зона плавки/переработки (В) имеет средство удержания (24), нижняя часть которого расположена немного над уровнем, достигаемым расплавленным металлом (X) в резервуаре (1, 31), причем средство удержания (24) предназначено, когда циркулирующий расплавленный металл (X) и захваченный металл (SM) или металлсодержащие отходы (R) на его поверхности достигают средства удержания (24), для предотвращения прохождения вперед металла (SM) или металлсодержащих отходов (R) на поверхности расплава, так что отходы по существу расплавляются на поверхности слоя расплавленного металла, но не предотвращая прохождение расплавленного металла (X) под средством удержания (24).
13. Печь по любому из пп. 1-12, отличающаяся тем, что упомянутым нагревательным средством (11) является плазменная горелка.
14. Печь по любому из пп. 1-13, отличающаяся тем, что угловая скорость циркулирующего расплавленного металла (X) постоянная в зоне плавки/переработки (В).
15. Применение печи по любому из пп. 1-14 для плавки или переработки черных или цветных металлов.
16. Способ плавки и переработки металла (SM) или металлсодержащих отходов (R) в печи, включающей резервуар (1, 31) с наружной стенкой (5) и внутренней стенкой (5), причем в упомянутой печи образован замкнутый канал между упомянутой внутренней стенкой (5') и упомянутой наружной стенкой (5) резервуара (1, 31), отличающийся тем, что он включает следующие этапы:
- наполнение упомянутого резервуара (1, 31) расплавленным металлом (X),
- передачу энергии расплавленному металлу (X) для перегрева упомянутого расплавленного металла (X) по меньшей мере в одной зоне нагрева (D),
- загрузку металла или металлсодержащих отходов для плавки или переработки по меньшей мере в одной зоне загрузки (А), расположенной в указанном резервуаре (1, 31), причем упомянутый металл или металлсодержащие отходы захватываются перегретым расплавленным металлом (X) на его поверхности,
- прием перегретого расплавленного металла (X) и металла (SM) или металлсодержащих отходов (R), захваченных на его поверхности, по меньшей мере в одной зоне плавки/переработки (В), причем перегретый расплавленный металл (X) передает свою лишнюю энергию захваченному металлу (SM) или металлсодержащим отходам (R),
- при этом упомянутый расплавленный металл (X) непрерывно и циклически циркулирует по упомянутому замкнутому каналу, образованному между указанной внутренней стенкой (5`) и указанной наружной стенкой (5) резервуара (1, 31), причем упомянутая циркуляция осуществляется за счет действия по меньшей мере одного приводного средства (17), расположенного в центральной полости (16), ограниченной упомянутой внутренней стенкой (5') резервуара (1, 31), упомянутое по меньшей мере одно приводное средство (17) включает ротор (17), имеющий по меньшей мере два постоянных магнита, соединенный с двигателем (20) и предназначенный для вращения после включения упомянутого двигателя (20) для создания магнитного поля, способного вызывать непрерывную и циклическую циркуляцию расплавленного металла (X) в зоне нагрева, зоне загрузки и зоне плавки/переработки.
| US 8158055 B2, 17.04.2012 | |||
| US 8585962 B2, 19.02.1984 | |||
| ДВУХРЕЖИМНЫЙ ДОИЛЬНЫЙ АППАРАТ | 2004 |
|
RU2269889C1 |
| WO 2011038495 A1, 07.04.2011 | |||
| US 2011074072 A1, 31.03.2011 | |||
| WO 2014202966 A1, 24.12.2014 | |||
| US 2006180963 A1, 17.08.2006 | |||
| СПОСОБ И АППАРАТ ДЛЯ ИНДУКЦИОННОГО ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА | 2007 |
|
RU2443961C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО РАФИНИРОВАНИЯ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 2003 |
|
RU2233344C1 |

