Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится к способу плавления металлического материала в плавильной установке, содержащей средство подачи садка металлического материала, например металлолома и нежелезного материала, в электродуговую плавильную печь. Кроме того, предлагаемое изобретение относится к плавильной установке, выполненной с возможностью осуществления этого способа.
Предпосылки создания предлагаемого изобретения
В данной области техники известны установки для плавления металлического материала с непрерывной подачей последнего, такие плавильные установки содержат электродуговую плавильную печь, сопряженную с устройством для подачи садка металлического материала, которую осуществляют через боковое отверстие, выполненное в стенке корпуса электродуговой плавильной печи.
Электродуговая плавильная печь содержит по меньшей мере корпус, в котором обычно выполнено боковое отверстие, и свод печи, закрывающий ее сверху. Через отверстия, выполненные в своде печи, во внутреннее пространство последней введены электроды.
Упомянутое средство непрерывной подачи может представлять собой подающее устройство вибрационного типа, выполненное с возможностью выполнять первичную упредительную загрузку печи и взаимодействовать с электродуговой плавильной печью, с одной стороны, и системой подачи металлолома - с другой.
Средство непрерывной подачи может быть также связано со средством переноса, выполненным с возможностью перемещения подающего устройства с приданием ему различных положений относительно печи, например, с целью обеспечить равномерное, регулярное и однородное распределение садка металлического материала внутри печи. Известны, в частности, решения, при которых конец подающего устройства расположен заподлицо с внутренней поверхностью стенки печи, например, в процессе непрерывной подачи металлолома и на расстоянии от нее, например, в процессе выполнения стадии выпуска плавки из печи, когда печь наклоняют таким образом, чтобы была обеспечена возможность выпуска жидкого металла, благодаря чему печь и подающее устройство не мешают друг другу.
Известно также решение, при котором в установке с непрерывной подачей подлежащего плавлению металлического материала применяют загрузочную систему, в которой использованы корзины для осуществления первичной упредительной загрузки печи с созданием на поде печи некоторого скопления металлического материала, подлежащего плавлению при запуске цикла. Когда это скопление металлического материала будет полностью расплавлено, устанавливают подающее устройство и запускают процесс подачи металлолома в печь. Обычно количество металлического материала, загружаемого с помощью корзины, необходимо для создания так называемого «болота», то есть количества жидкого металла, который всегда присутствует внутри корпуса печи и остается даже после выпуска плавки.
Известно, что в применяемых в настоящее время процессах с непрерывной подачей подлежащего плавлению металлического материала количество металлического материала, образующего «болото», составляет приблизительно 50% жидкого металла, содержащегося внутри печи до выпуска плавки. Это позволяет начать стадию плавления вскоре после выпуска плавки, однако недостатком такой технологии является интенсивное изнашивание жароупорного материала, которым облицована внутренняя поверхность стенки печи.
В течение времени от одного выпуска плавки до следующего предусмотрены стадии, требующие подачи электрической энергии (это состояние далее может называться «питание включено»), и стадии, на которых питание не подают (это состояние далее может называться «питание выключено»). Эти стадии соответствуют режимам выгрузки подлежащего плавлению металлического материала в печь.
Количество садка металлического материала внутри печи обычно соответствует степени расплавления металлолома внутри электроплавильной печи.
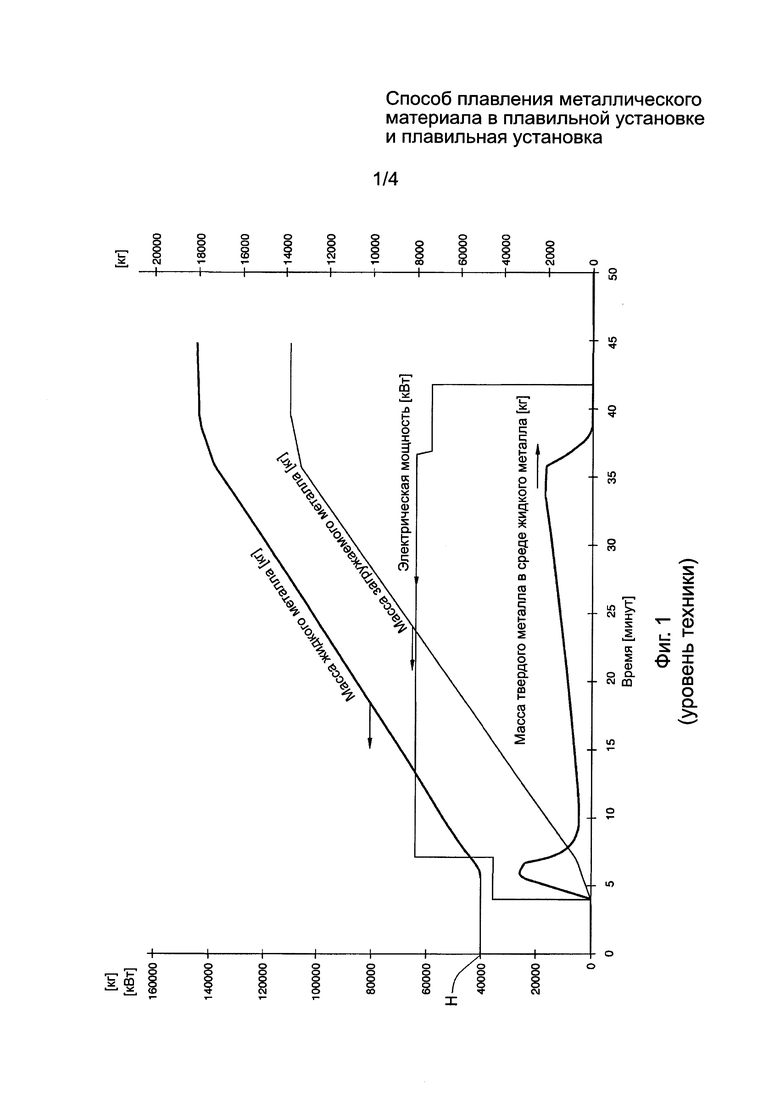
В частности, как показано на фиг. 1, который относится к способам, традиционно используемым в предшествующем уровне техники, количество загружаемой твердой массы металлического материала, по существу, равно количеству твердого металлического материала, который расплавлен. При такой технологии в среде жидкой массы, во всяком случае, происходит расплавление только малой части упомянутой твердой массы металлического материала.
Температуру ванны расплавленной стали поддерживают равной 1560°C или выше.
Перед стадией выпуска плавки для облегчения последней температуру ванны расплавленной стали доводят до величины от 1600°C до 1650°C. При таких температурах расплавленная сталь является в высокой степени химически активной по причине присутствия в ней кислорода в высокой концентрации, а также в высокой степени турбулентной по причине интенсивной конвекции, которая имеет место в среде расплавленной стали.
Эти два фактора являются причиной интенсивного изнашивания жароупорного покрытия стенок электродуговой плавильной печи, что влечет за собой сокращение срока службы упомянутого жароупорного покрытия и необходимость часто приостанавливать работу плавильной установки для проведения технического обслуживания и текущего ремонта.
Химическую активность расплавленной стали понижают путем раскисления, обеспечиваемого способами успокоения ванны, которыми предусмотрено введение в ванну расплавленной стали веществ, которые вступают в реакцию с кислородом.
Такое введение в ванну расплавленной стали реагирующих с кислородом веществ требует определенного времени для завершения химических реакций. В течение этого временного интервала протекают процессы эрозии и коррозии жароупорных стенок печи.
Высокая температура, которую поддерживают для жидкой стали, обеспечивает экспоненциальное протекание химических реакций, однако она же сопряжена с недостатком, состоящим в повышении скорости деградации жароупорного покрытия внутренней поверхности печи.
В данной области техники известно также использование дополнительного средства подвода энергии, такого как, например, газовые горелки, которые располагают на стенках печи и которые предусмотрены для нагревания металлолома, загружаемого в печь.
Может быть использовано также такое средство подачи энергии, которое выполнено с возможностью высокоскоростного вдувания кислорода, струя которого через слой шлака проникает в расплавленный металл, в результате чего увеличивается выделение в ванну расплавленного металла тепловой энергии за счет экзотермических реакций окисления элементов, образующих сплав с железом.
Однако для сохранения своей целостности, которая может быть нарушена такими факторами, как очень высокая температура, всплески или раздувы шлака и (или) расплавленного металла, средство подачи энергии должно быть расположено на определенном расстоянии от ванны расплавленного металла. А это означает потери в эффективности.
Кроме того, пламя от средства подачи энергии не обеспечивает достаточно высокой производительности, когда это средство связано с рабочим процессом с плоской ванной. Кроме того, взаимодействие между пламенем, которое является в высшей степени турбулентным, и поверхностью ванны, которая защищена шлаком, может нарушить нормальный ход металлургического процесса при плавлении.
В публикации US 5.654.976 А раскрыт способ плавления лома черных металлов в электродуговой печи с погруженной дугой. При применении технологии с погруженной дугой электродуговой разряд происходит между электродом и ванной, а не между электродом и садком металла, как это имеет место в печах, которые описывались ранее. Кроме того, электродуговые печи с погруженной дугой используются только для получения оксидов или сплавов железа, но не для получения стали. Кроме того, в материалах публикации US 5.654.976 А не раскрыто средства для уменьшения изнашивания жароупорного покрытия, во всяком случае, раскрываемая в упомянутой публикации технология требует совершенно другого подхода, так как, как было сказано выше, к технологии с погруженной дугой должны предъявляться требования, отличающиеся от требований, предъявляемых к технологии с «открытой» дугой.
В публикации US 6.693.948 В1 раскрыты способ и устройство для электродугового плавления холодного железа, предусматривающие поддержание количества загруженного материала в печи и в шахте предварительного нагревания даже после выпуска плавки жидкой стали. Однако решению, раскрытому в упомянутой публикации, присущ тот недостаток, что количество загружаемого холодного материала, представляющего собой металлолом, поддерживается также в процессе выпуска плавки жидкой стали, и недостаток состоит в том, что жидкая сталь подвергается загрязнению металлоломом и не обеспечена возможность должного металлургического контроля расплавленного продукта.
Цели предлагаемого изобретения
Одна из целей предлагаемого изобретения состоит в сокращении потерь тепловой энергии от ванны расплавленного металла.
Еще одна цель предлагаемого изобретения состоит в уменьшении изнашивания жароупорного покрытия стенок электроплавильной печи и, следовательно, в устранении необходимости частой приостановки работы плавильной установки для проведения технического обслуживания и текущего ремонта, чем обеспечивается преимущество, состоящее в повышении общей производительности установки.
Еще одна цель предлагаемого изобретения состоит в обеспечении возможности использования с высокой степенью эффективности альтернативных и вспомогательных форм энергии (то есть не электрической энергии).
Заявитель разработал, испытал и осуществил предлагаемое изобретение с целью преодоления недостатков предшествующего уровня техники и достижения этой и других целей и обеспечения преимуществ.
Краткое описание предлагаемого изобретения
Предлагаемое изобретение описано и охарактеризовано в независимых пунктах формулы изобретения, в то время как в зависимых пунктах формулы изобретения описаны другие признаки предлагаемого изобретения или варианты главной изобретательской идеи.
В соответствии с указанными выше целями предлагаемого изобретения способ плавления металлического материала согласно предлагаемому изобретению осуществляется в плавильной установке, которая содержит по меньшей мере электроплавильную печь, имеющую корпус, выполненный с возможностью введения в его внутреннее пространство металлического материала, например металлолома различных размеров, и средство подачи для загрузки, возможно, в непрерывном режиме, металлического материала во внутреннее пространство корпуса печи.
Предлагаемый способ содержит по меньшей мере стадию загрузки, на которой металлический материал, возможно, в непрерывном режиме, загружают во внутреннее пространство корпуса печи с помощью средства подачи, стадию плавления, на которой металлический материал плавят, и стадию выпуска плавки, на которой расплавленный металлический материал выпускают.
Согласно одному из характеристических признаков предлагаемого изобретения в течение стадии плавления выполняют по меньшей мере первую подоперацию, состоящую в загрузке металлического материала во внутреннее пространство корпуса печи в большом количестве (по массе) в единицу времени, так что образуется соответствующее большое скопление твердого металлического материала во внутреннем пространстве корпуса печи, и по меньшей мере последующую вторую подоперацию, состоящую в регулировании количества выгруженного во внутреннее пространство корпуса печи металлического материала таким образом, чтобы в среде постепенно образующейся жидкой ванны поддерживать количество массы твердого металлического материала, по существу, равной количеству металлического материала, образующего упомянутое скопление.
В частности, управление средством подачи осуществляют посредством управляющего устройства, которое выполнено с возможностью регулирования количества загружаемого металлического материала.
При таком решении в среде металлического материала, который расплавлен, и (или) в смеси с ним в любой момент присутствует определенное и желаемое количество твердого металлического материала, в результате чего температура жидкой фазы поддерживается на уровне более низком, чем в известных способах, благодаря чему понижается вероятность возникновения явления нестабильности расплавленного металла из-за конвекционных потоков. Благодаря этому обеспечивается значительное уменьшение изнашивания жароупорного покрытия стенок корпуса печи и устраняется необходимость частой приостановки работы плавильной установки для проведения технического обслуживания и текущего ремонта с целью восстановления этого покрытия.
Кроме того, поддержание температуры жидкой фазы обеспечивает возможность проводить успокоение ванны расплавленной стали, благодаря чему понижается ее химическая активность. При таком решении обеспечена возможность дальнейшего уменьшения износа жароупорного покрытия стенок корпуса печи, а также возможность повышения качества получаемой стали.
Согласно еще одному признаку предлагаемого изобретения количество твердого металлического материала, образующего скопление, составляет от 25% до 45% общего количества расплавленного материала выпускаемой плавки.
Согласно одному из обеспечивающих преимущество вариантов осуществления предлагаемого изобретения количество твердого металлического материала, образующего скопление, составляет от 30% до 40%, предпочтительно - от 32% до 38%.
Согласно еще одному признаку предлагаемого изобретения средство подачи расположено сбоку от корпуса печи и над ним, а металлический материал образует скопление, высота которого близка к уровню расположения средства подачи. В частности, средство подачи может содержать конвейер, возможно, соединенный со средством создания вибраций, и с помощью средства позиционирования расположено вблизи одного края корпуса печи для загрузки садка металла.
Во внутреннем пространстве корпуса печи в любой момент скопление твердого металлического материала выступает над уровнем расплавленного металлического материала.
Согласно еще одному признаку предлагаемого изобретения по достижении максимальной загрузки корпуса плавильной печи предусмотрено выполнение третьей подоперации, в ходе которой подача садка уменьшается вплоть до полного прекращения, то есть процесс загрузки приостанавливают, чтобы обеспечить полное расплавление металлического материала, находящегося в печи. Процесс выпуска плавки осуществляют только после расплавления всей массы твердого металлического материала, так что обеспечен превосходный металлургический контроль стали, гарантирующий отсутствие загрязнения твердым металлоломом.
Предлагаемым способом предусмотрено также, что в процессе осуществления стадии выпуска расплавленного металлического материала из корпуса печи остается невыпущенным определенное количество расплавленного материала, известное под термином «болото», благодаря чему обеспечена возможность быстрого запуска следующей стадии плавления.
Уровень «болота» в предлагаемом способе составляет, по существу, половину от того, как это имеет место в предшествующем уровне техники, в частности составляет от 10% до 25% от расплавленного металлического материала, содержащегося в корпусе печи перед стадией выпуска плавки. Это позволяет повысить общую производительность предлагаемой установки.
Согласно одному из вариантов осуществления предлагаемого изобретения по меньшей мере между упомянутыми первой и второй подоперациями и (или) в процессе выполнения этих первой и второй подопераций осуществляют подведение дополнительной тепловой энергии с помощью дополнительного нагревательного средства, действие которого основано на сжигании топлива, например, такого как набор газовых горелок. При таком решении обеспечена возможность дальнейшего увеличения тепловой энергии, используемой для расплавления металлического материала.
Согласно еще одному варианту осуществления предлагаемого изобретения средство подачи энергии расположено вблизи скопления твердого металлического материала для повышения температуры металлического материала, только что загруженного во внутреннее пространство корпуса плавильной печи. Конкретное расположение позволяет придать надлежащее направление пламени средства подачи энергии и привести его в непосредственный контакт со скоплением металлического материала, обеспечивая его эффективное нагревание. Кроме того, упомянутое скопление твердого металлического материала служит барьером, предохраняющим от возможных всплесков и от высоких температур расплавленного металлического материала, которые могут повлиять на средство подачи энергии. Это позволяет повысить срок службы и сделать менее частыми приостановки работы плавильной установки для проведения технического обслуживания и текущего ремонта средства подачи энергии.
Кроме того, предлагаемое устройство относится к установке для осуществления способа плавления металлического материала, описанного выше.
Краткое описание прилагаемых графических материалов
Эти и другие признаки предлагаемого изобретения станут понятны из последующего подробного описания одного из предпочтительных вариантов его осуществления (которым, однако, не ограничивается объем предлагаемого изобретения) со ссылками на прилагаемые чертежи.
На фиг. 1 представлены графики, характеризующие рабочие параметры плавильной печи с непрерывной загрузкой при осуществлении известного способа плавления металлического материала.
На фиг. 2 представлены графики, характеризующие рабочие параметры плавильной печи с непрерывной загрузкой при осуществлении способа плавления металлического материала согласно предлагаемому изобретению.
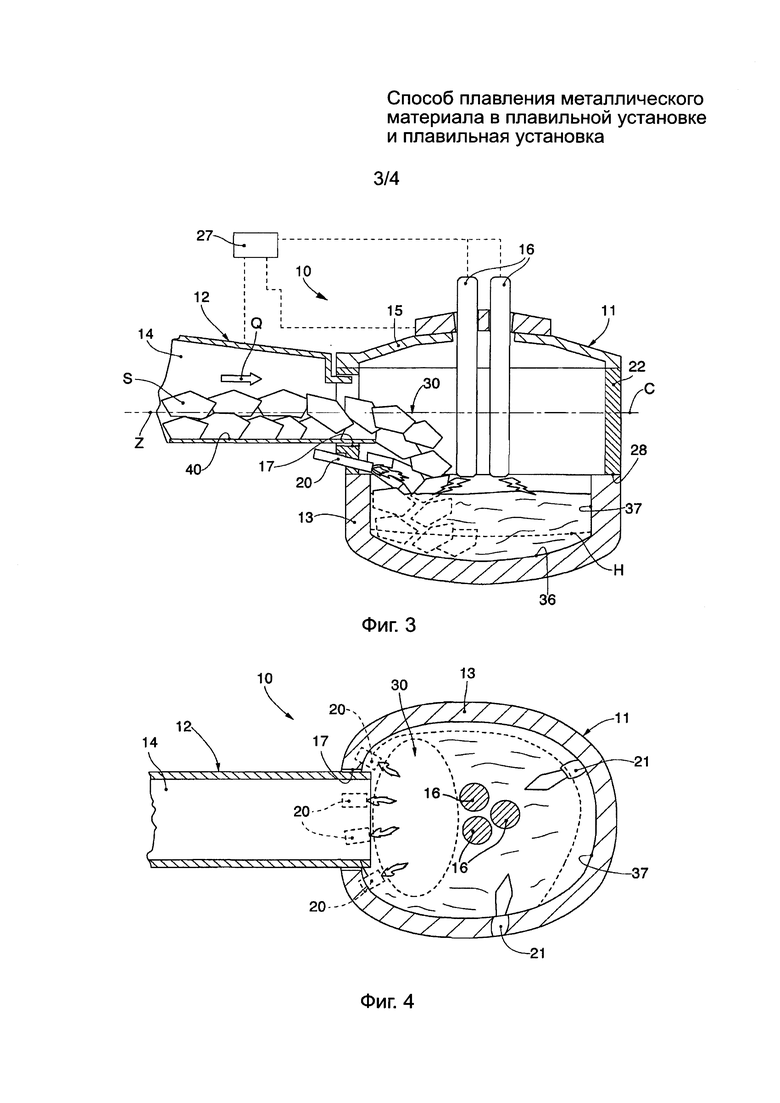
На фиг. 3 схематично в боковом разрезе показана установка согласно предлагаемому изобретению.
На фиг. 4 эта же установка схематично изображена на виде сверху.
На фиг. 5 изображен частичный вид установки, выполненной с возможностью реализации с ее помощью способа согласно предлагаемому изобретению.
Для облегчения понимания, где возможно, для идентификации одинаковых общих элементов использованы одинаковые числовые ссылочные обозначения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
На прилагаемых чертежах с фиг. 3 по фиг. 5 показана плавильная установка 10 для плавления металлического материала, которая содержит по меньшей мере электродуговую плавильную печь 11 и примыкающее к ней средство подачи 12 садка металла, такого как, например, металлолом S (см. фиг. 3), выполненное с возможностью перемещения упомянутого металлолома S по направлению, задаваемому осью подачи Z.
Металлолом S обычным способом загружают на средство подачи 12 садка металла; предметы, из которых состоит этот металлолом S, имеют определенный размер, который может варьироваться в широких пределах.
Плавильная печь 11 содержит в качестве своих существенных частей корпус 13 печи и свод 15 печи, расположенный над упомянутым корпусом 13 печи и закрывающий его.
В своде 15 печи выполнено три отверстия, предназначенные для введения через них и возможного удержания с их помощью трех электродов 16, которые выполнены с возможностью порождения электрической дуги в садке металла, находящегося во внутреннем пространстве корпуса 13 печи.
Свод 15 и электроды 16 (см. фиг. 5) связаны с подъемно-поворотными устройствами 24, которые выполнены с возможностью поднимать свод 15 и электроды 16, в том числе независимо друг от друга.
Корпус 13 печи (см. фиг. 5) имеет под 36 и боковую стенку 37, которые выполнены из жароупорного материала, обеспечивающего стойкость к высоким температурам, достигаемым на стадии плавления, и к весьма агрессивной среде.
Корпус 13 печи имеет глубину D (см. фиг. 5), которая определяет максимальное количество жидкого металла и, возможно, шлака, которые могут содержаться во внутреннем пространстве корпуса 13 печи.
Корпус 13 печи (см. фиг. 5) установлен на опорах (на чертежах не показаны), и предусмотрено исполнительное средство 28, выполненное с возможностью приводить корпус 13 печи во вращение вокруг определенной оси вращения С.
Упомянутая ось вращения С, по существу, совмещена с упоминавшейся выше осью подачи Z средства подачи 12 подлежащего плавлению металлического материала или расположена вблизи этой оси подачи Z.
Кроме того, плавильная печь 11 содержит также панель 22, которая имеет нижний край 28, лежащий на верхнем крае корпуса 13 печи. Упомянутая панель 22, по существу, простирается вместе со стенками корпуса 13 печи, и над нею расположен свод 15 печи, закрывающий корпус 13 печи.
Корпус 13 печи и панель 22 вблизи их общих соединительных краев содержат средство герметизации (на чертежах не показаны), назначением которого является предотвращение рассеяния тепла и (или) утечек газообразных продуктов.
В панели 22 выполнено отверстие 17, через которое средство подачи 12 подлежащего плавлению металлического материала устанавливают для подачи металлолома S.
В процессе нормальной работы плавильной печи 11 средство подачи 12 подлежащего плавлению металлического материала расположено таким образом, что его край, через который происходит выгрузка металлического материала, находится заподлицо со стенкой панели 22 и корпуса 13 печи.
Высота панели 22 соответствует величине упомянутого отверстия 17, размеры которого, в свою очередь, согласованы с соответствующими размерами средства подачи 12 подлежащего плавлению металлолома S. Форма и расположение отверстия 17 в панели 22 определяются также перемещениями, которым подвергается корпус 13 печи на протяжении сталелитейного процесса.
В частности, предусмотрено такое расположение отверстия 17, при котором обеспечено совмещение или приблизительное совмещение оси вращения С корпуса 13 печи и оси подачи Z средства подачи 12.
При соблюдении этого условия обеспечивается возможность выпуска расплавленного металла или удаления шлака без необходимости отведения назад средства подачи 12. Благодаря этому решению обеспечивается сокращение длительности процесса, поскольку, как только выпуск плавки завершен, сразу обеспечена возможность начинать операции загрузки без необходимости ждать включения электрической дуги.
В частности, отверстие 17 удалено от нижнего края 28 панели 22 на определенное расстояние по высоте F, которое в некоторых вариантах осуществления предлагаемого изобретения по отношению к глубине D корпуса 13 печи составляет от 0,3 до 3, предпочтительно - от 0,5 до 2,5, еще более предпочтительно - от 0,5 до 1,5 величины последней.
Участок панели 12, приходящийся на высоту F, работает на удержание металлолома S, загружаемого с помощью средства подачи 12, как будет более подробно описано в дальнейшем.
С панелью 22 и сводом 15 печи соединены средства теплообмена, в качестве которых в рассматриваемом варианте использованы теплообменники с набором труб, выполненных, например, в виде охладительных панелей, чтобы гарантировать панели 22 и своду 15 печи механическую прочность даже при высоких температурах.
Чтобы обеспечить соблюдение упомянутого условия совмещения оси вращения С корпуса 13 печи и оси подачи Z средства подачи 12, средству подачи 12 придают подходящую форму, обеспечивающую для корпуса 13 печи возможность беспрепятственного вращения как в процессе выпуска плавки, так и в процессе удаления шлака.
В частности, средство подачи (см. фиг. 3-5) содержит конвейер 14 вибрационного типа, который выполнен с возможностью перемещения металлолома S вперед по направлению к корпусу 13 печи с определенной нормой подачи Q, которая варьируется в соответствии с параметрами процесса, как это будет описано далее.
Упомянутый конвейер 14 имеет, по существу, трапециевидное сечение с плоским дном 40, и его конец, с которого осуществляется выгрузка металлолома S, расположен на определенном расстоянии Е от нижнего края отверстия 17 (см. фиг. 5).
В других вариантах осуществления предлагаемого изобретения поверхность дна 40 может быть вогнутой в сторону той свой поверхности, на которой находится металлолом S.
Кроме того, оконечный участок конвейера 14 установлен на тележке, оснащенной вибрационными устройствами 23 (см. фиг. 5) и позиционным устройством 25, которые на чертежах показаны только частично.
Упомянутое позиционное устройство 25, в качестве которого в рассматриваемом варианте использован гидравлический цилиндр, выполнено с возможностью перемещать упомянутую тележку, а с нею и конвейер 14 по направлению к отверстию 17 панели 22 и от него с целью выгрузки металлолома S во внутреннее пространство корпуса 13 печи.
Хотя конвейер 14 выполнен с возможностью перемещения в горизонтальном направлении к печи 11 и от нее, относительно корпуса 13 печи он всегда находится на одном и том же уровне.
Конвейер 14 или, возможно, вибрационные устройства 23 работают под управлением управляющего устройства 27 (см фиг. 3), которое выполнено с возможностью регулирования нормы загрузки Q металлолома S, перемещаемого по конвейеру к корпусу 13 печи и загружаемого в его внутреннее пространство.
В других вариантах осуществления предлагаемого изобретения могут использоваться средства подачи других типов, например транспортерные ленты.
В панели 22 между ее нижним краем 28 и нижним краем отверстия 17 установлены дополнительные источники энергии 20, в качестве которых в рассматриваемом варианте осуществления предлагаемого изобретения использованы горелки, назначением которых является подача дополнительной тепловой энергии.
В частности, горелки 20 (см. фиг. 4), которых в рассматриваемом варианте четыре, связаны с панелью 22 вблизи той стороны, где происходит выгрузка металлолома S, и расположены, по существу, вблизи центральной линии высоты F.
Известным образом использованы также средства вдувания кислорода 21 стержневого типа, выполненные с возможностью вдувания кислорода в ванну жидкой стали с целью удаления из нее нежелательных элементов.
В способе плавления металлического материала согласно предлагаемому изобретению предусмотрена стадия запуска плавильной установки 10, на которой с помощью средства подачи 12 загружают плавильную печь 11 металлоломом S, который равномерно распределяют по поду корпуса 13 печи.
На стадии запуска плавильной установки 10 может быть также использована корзина, как это имеет место в предшествующем уровне техники. В этом случае свод 15 печи и электроды 16 поднимают относительно корпуса 13 печи и смещают вбок, обеспечивая доступ для корзины.
Затем (см. фиг. 3 и фиг. 4) сводом 15 печи закрывают корпус 13 печи, подводят электроды 16 и вводят их во внутреннее пространство корпуса 13 печи через отверстия в своде 15 печи, после чего начинают процесс плавления садка металла, обеспечивая определенный уровень «болота» Н (см. фиг. 3) из расплавленного металлического материала, который в рассматриваемом случае, по существу, равен уровню «болота» Н, который впоследствии будет поддерживаться от одного выпуска плавки до другого.
Когда плавильная установка 10 будет приведена в нормальное рабочее состояние, во внутреннем пространстве корпуса 13 печи от одного выпуска плавки до другого будет поддерживаться уровень «болота» Н в диапазоне от приблизительно 10% до 25% от общего количества жидкого металла, присутствующего в корпусе 13 печи перед выпуском плавки.
Как можно видеть из сравнения графиков, один из которых относится к предшествующему уровню техники (фиг. 1), а другой - к предлагаемому изобретению (фиг. 2), при одной и той же производительности плавильной установки 10 (в рассматриваемом случае приблизительно 130 т/ч) при использовании предлагаемого изобретения уровень «болота» Н, по существу, уменьшен наполовину, чем обеспечено повышение производительности.
Вслед за стадией выпуска расплавленного металла, то есть, сразу же после этой стадии, предлагаемым способом предусмотрено выполнение стадии непрерывной загрузки металлолома S с одновременным или по меньшей мере частично одновременным выполнением стадии подачи электрической энергии на электроды 16 (состояние «питание включено») и, следовательно, с последующей стадией плавления загруженного металла.
Согласно варианту осуществления предлагаемого изобретения, в котором средство подачи 12 выполнено с возможностью оставаться в рабочем положении также и в ходе выполнения стадии выпуска плавки или удаления шлака, по завершении этих стадий средство подачи 12 может немедленно возобновлять подачу металлического материала в плавильную печь 11 до возобновления подачи электрической энергии (приведения установки в состояние «питание включено»).
По завершении плавления садка металла подачу электрической энергии прерывают (приводят установку в состояние «питание выключено») и выполняют стадию выпуска плавки.
При выполнении этих стадий сначала выполняют первую подоперацию 31 (см. фиг. 2), которая состоит в том, что металлолом S (см. фиг. 3 и фиг. 4) загружают во внутреннее пространство корпуса 13 печи в достаточно большом количестве, так чтобы по меньшей мере вблизи отверстия 17 было образовано скопление 30 массы твердого металлолома S.
Упомянутое скопление 30 представляет собой массу твердого металлического материала, и его высота близка к высоте отверстия 17, то есть вершина скопления 30 находится почти на одном уровне с дном 40 конвейера 14.
Упомянутая первая подоперация 31 состоит в том, что с помощью средства подачи 12 в плавильную печь 11 загружают металлолом S с удельной нормой подачи (масса в единицу времени на единицу мощности) от приблизительно 50 (кг/мин)/МВт до приблизительно 150 (кг/мин)/МВт, предпочтительно - на уровне приблизительно 100 (кг/мин)/МВт.
Например (и это не более чем пример), в плавильной печи 11 номинальной мощностью приблизительно 60 МВт норма подачи Q металлолома S составляет от приблизительно 3000 кг/мин до приблизительно 9000 кг/мин, предпочтительно - от приблизительно 6000 кг/мин до приблизительно 7000 кг/мин.
Упомянутую норму подачи Q металлолома S поддерживают в течение приблизительно 10-20%, предпочтительно - приблизительно 13-17% времени между включением и выключением питания электродов - в данном случае это приблизительно 6 минут.
Норма подачи Q металлолома S является параметром, регулируемым управляющим устройством 27, связанным с конвейером 14.
Одновременно с этой первой подоперацией 31, или же в ее ходе, или же по ее завершении начинают плавление металлического материала - при включении питания электродов. В варианте осуществления предлагаемого изобретения, к которому относятся графики на фиг. 2, плавление металлического материала начинают с задержкой приблизительно 2 минуты от первой подоперации 31.
По завершении первой подоперации 31 предусмотрена вторая подоперация 32, которая состоит в том, что норму подачи Q металлолома S уменьшают, обеспечивая для электродов 16 возможность плавления металлического материала, которое, по существу, согласовано с количеством металлолома S, загружаемого с помощью конвейера 14.
При осуществлении упомянутой второй подоперации 32 норму подачи Q металлолома S регулируют таким образом, чтобы поддерживать в среде ванны жидкой стали количество твердой массы металлолома от 25% до 45%, предпочтительно - от 30% до 40%, еще более предпочтительно - от приблизительно 32% до приблизительно 38% от общего количества жидкого металла, который позже будет выпущен.
Удельную норму подачи Q металлолома S поддерживают, по существу, на постоянном уровне от приблизительно 75 (кг/мин)/МВт до приблизительно 85 (кг/мин)/МВт. Например (и это не более чем пример), в плавильной печи 11 номинальной мощностью приблизительно 60 МВт норма подачи Q металлолома S составляет от приблизительно 4500 кг/мин до приблизительно 5000 кг/мин.
Баланс между массой металлолома, подаваемого в плавильную печь, и количеством плавящейся твердой массы поддерживают в течение приблизительно 10%-20%, предпочтительно - приблизительно 13%-17% времени между включением и выключением питания электродов - в данном случае это приблизительно 13 минут.
Твердая масса, находящаяся в среде жидкой стали, работает как аккумулятор тепла, называемый также «термальным маховиком», и обеспечивает возможность поддержание стали уже в расплавленном состоянии при температуре ниже, чем температура, до которой ее надо довести в предшествующем уровне техники.
Благодаря поддержанию стали в расплавленном состоянии при более низкой температуре обеспечено поддержание ванны в состоянии стабильности, так что обеспечено уменьшение изнашивания стенок корпуса печи и, следовательно, устраняется необходимость частой приостановки работы плавильной установки для проведения технического обслуживания и текущего ремонта этих стенок.
Затем, по достижении загрузки плавильной печи, близкой к максимальной, при выполнении третьей подоперации 33 (см. фиг. 2) норму подачи Q металлолома S уменьшают, в данном случае сначала наполовину, а затем, по существу, приостанавливают или, во всяком случае, поддерживают на минимальном уровне. При этом обеспечивают возможность плавления всей твердой массы, находящейся в среде жидкого металла.
В конце третьей подоперации 33 загрузку плавильной печи полностью прекращают, и весь твердый металлический материал переходит в жидкое состояние.
В ходе третьей подоперации 33 или по ее завершении предусмотрена также стадия перегрева жидкой стали, которую осуществляют по известной технологии для достижения желаемых термальных и химических характеристик ванны расплавленного металла.
Между первой подоперацией 31 и третьей подоперацией 33 и (или) в их ходе предусмотрено также подведение дополнительной тепловой энергии с помощью горелок 20.
Упомянутые горелки 20 связаны с панелью 22, которая находится вблизи скопления 30 металлолома S, поэтому они нагревают металлолом S непосредственно, открытым пламенем.
Кроме того, скопление 30 металлолома S, по меньшей мере в течение выполнения второй подоперации 32, имеет, по существу, постоянную величину и, поэтому, образует барьер для возможных всплесков или для высоких температур жидкого металла, благодаря чему обеспечивается увеличение срока службы горелок 20 и возможность расположить их ближе к скоплению 30 твердой массы; все это обеспечивает преимущество, состоящее в сокращении времени технического обслуживания и повышении эффективности горелок 20.
В течение второй и третьей подопераций предусмотрены такие действия, как введение кислорода (как описывалось выше), введение углерода для уменьшения образования оксидов железа и введение известняка (гидроксида кальция) и магнезита (карбоната магния) для изменения состава шлака и обеспечения возможности протекания процесса дефосфоризации.
Кроме того, по меньшей мере в течение второй и третьей подопераций вносят добавки с целью увеличения объема шлака (операция, известная как вспенивание шлака), что обеспечивает защиту ванны расплавленного металла от окисления, а также создает барьер для потерь тепловой энергии на излучение, которое создается ванной расплавленного металла и электрическими дугами от электродов 16.
В конце третьей подоперации подачу электрической энергии приостанавливают, создавая состояние «питание выключено», это стадия выпуска расплавленной стали, для чего корпус 13 печи наклоняют.
На стадии выпуска плавки предусмотрена возможность вращения корпуса 13 печи до тех пор, пока не будет достигнут уровень «болота» Н, о чем говорилось выше.
В зависимости от процесса, который нужно осуществить, предлагаемое изобретение также обеспечивает возможность произвести удаление шлака перед стадией выпуска плавки или в ее ходе, для чего корпус 13 печи поворачивают в направлении, противоположном направлению его поворота при выполнении стадии выпуска плавки. Напротив, если корпус 13 печи не поворачивают для удаления шлака, а наклоняют в противоположную сторону с целью удержания шлака внутри корпуса 13 печи, то плавильная печь 11 согласно предлагаемому изобретению обеспечивает возможность удержания большего количества шлака, благодаря тому, что шлак не вытекает через отверстие 17, используемое для загрузки металлолома S.
Сразу по завершении стадии выпуска плавки выпускное отверстие закрывают и корпус 13 печи путем поворота возвращают в его нормальное положение.
Во время этой последней операции при условии, что конвейер 14 остается в своем положении внутри корпуса 13 печи, можно уже начинать загрузку металлолома S немедленно по завершении выпуска плавки. При таком решении обеспечивается возможность для существенного сокращения непроизводительных потерь времени и создаются условия для выдерживания плавки в ванне до полного успокоения жидкой стали «болота».
Должно быть понятно, что без выхода за пределы объема предлагаемого изобретения возможны модификации описанного выше способа плавления металлического материала и (или) добавление к нему новых стадий.
Должно быть понятно также, что, хотя предлагаемое изобретение описано только на нескольких примерах его осуществления, специалист в данной области техники способен без труда создать другие эквивалентные с точки зрения изобретательского замысла варианты способа плавления металлического материала, характеристики которого изложены в формуле изобретения и, следовательно, находятся в определяемом формулой изобретения объеме охраны.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СТАЛИ | 2019 |
|
RU2787016C2 |
| СПОСОБ ПЛАВКИ МЕТАЛЛОЛОМА | 2011 |
|
RU2584374C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2576277C2 |
| СПОСОБ ОХЛАЖДЕНИЯ КОРПУСА ПЛАВИЛЬНОГО АГРЕГАТА И ПЛАВИЛЬНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2383837C1 |
| СПОСОБ ЗАПУСКА ПЛАВИЛЬНОГО ПРОЦЕССА | 2012 |
|
RU2630155C2 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ТРЕХФАЗНОГО ТОКА | 2010 |
|
RU2420597C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ЗАВОДА И СПОСОБ ЕЕ РАБОТЫ | 2018 |
|
RU2762438C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ (ВАРИАНТЫ) | 2013 |
|
RU2516248C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 1992 |
|
RU2066818C1 |


Изобретение относится к металлургии и может быть использовано для плавления металлического материала в плавильной установке. В способе на стадии загрузки осуществляют первую подоперацию, на которой загружают упомянутый металлический материал в количестве от 25 до 45% от общего количества расплавленного материала, содержащегося внутри печи перед стадией выпуска плавки и подлежащего выпуску по завершении стадии плавления, вторую подоперацию загрузки и плавления, на которой норму подачи металлического материала уменьшают с помощью управляющего устройства, чтобы в среде постепенно образующейся ванны жидкого металла было обеспечено поддержание количества твердой массы упомянутого металлического материала, третью подоперацию, на которой норму подачи подвергают дальнейшему уменьшению до прекращения процесса загрузки для обеспечения возможности полного расплавления всего металлического материала в плавильной печи, при этом стадию выпуска плавки выполняют при расплавлении всей массы твердого металлического материала. Плавильная печь содержит свод, закрывающий корпус и выполненный отдельно от последнего, и панель, расположенную между корпусом и сводом, при этом в панели выполнено отверстие для установки через него упомянутого средства подачи, причем упомянутый корпус имеет глубину D, а нижний край упомянутого отверстия по высоте удален от нижнего края панели на расстояние, которое составляет от 0,3 до 3D. Изобретение позволяет сократить тепловые потери от ванны расплавленного металла, уменьшить изнашивание жаропрочного покрытия стен печи и сократить время технического обслуживания. 2 н. и 12 з.п. ф-лы, 5 ил.
1. Способ плавления металлического материала (S) в плавильной установке, содержащей по меньшей мере электрическую плавильную печь (11), имеющую по меньшей мере корпус (13), выполненный с возможностью загрузки в его внутреннее пространство упомянутого металлического материала (S), и средство подачи (12), выполненное с возможностью загрузки упомянутого металлического материала (S) во внутреннее пространство упомянутого корпуса (13), при этом способ включает по меньшей мере одну стадию загрузки упомянутого металлического материала (S) во внутреннее пространство упомянутого корпуса (13) с помощью упомянутого средства подачи (12), стадию загрузки и плавления, в ходе которой осуществляют плавление упомянутого металлического материала (S), и выполняемую после нее стадию выпуска плавки, в ходе которой выпускают расплавленный материал, отличающийся тем, что на упомянутой стадии загрузки выполняют по меньшей мере одну первую подоперацию (31), состоящую в том, что в корпус (13) для получения накопления (30) твердого материала загружают упомянутый металлический материал (S) в количестве от 25 до 45% от общего количества расплавленного материала, содержащегося внутри печи перед стадией выпуска плавки и подлежащего выпуску по завершении стадии плавления, по меньшей мере одну следующую за первой вторую подоперацию загрузки и плавления (32), состоящую в том, что норму подачи (Q), с которой упомянутый металлический материал (S) выгружают во внутреннее пространство корпуса (13), уменьшают с помощью управляющего устройства (27) таким образом, что норма подачи (Q) металлического материала, загружаемого в электрическую плавильную печь (11) при выполнении упомянутой подоперации, по существу, соответствует количеству металлического материала, подвергающегося расплавлению, чтобы в среде постепенно образующейся ванны жидкого металла было обеспечено поддержание количества твердой массы упомянутого металлического материала (S), по существу, равного количеству металлического материала (S), образующего упомянутое первоначальное накопление (30), и третью подоперацию (33), состоящую в том, что норму подачи подвергают дальнейшему уменьшению до прекращения процесса загрузки для обеспечения возможности полного расплавления всего металлического материала, находящегося в плавильной печи, при этом стадию выпуска плавки выполняют при расплавлении всей массы твердого металлического материала.
2. Способ по п. 1, отличающийся тем, что по меньшей мере между упомянутыми первой подоперацией загрузки (31) и второй подоперацией загрузки и плавления (32) и /или в процессе выполнения этих подопераций осуществляют подведение дополнительной тепловой энергии с помощью дополнительного нагревательного средства (20), действие которого основано на сжигании топлива.
3. Способ по п. 2, отличающийся тем, что упомянутое дополнительное нагревательное средство (20) располагают вблизи упомянутого накопления (30) твердого металлического материала (S) для его нагревания.
4. Способ по п. 1, отличающийся тем, что упомянутое количество металлического материала (S), образующего упомянутое накопление (30), составляет от 30 до 40%, предпочтительно - от 32 до 38% от общего количества выпускаемого жидкого металла.
5. Способ по п. 1, отличающийся тем, что в ходе выполнения первой подоперации (31) обеспечивают норму подачи (Q) от приблизительно 50 до приблизительно 150 (кг/мин)/МВт, предпочтительно - приблизительно 100 (кг/мин)/МВт.
6. Способ по любому из пп. 1-5, отличающийся тем, что в ходе выполнения второй подоперации загрузки и плавления (32) норму подачи (Q) обеспечивают, по существу, на постоянном уровне от 75 до 85 (кг/мин)/МВт.
7. Способ по любому из пп. 1-5, отличающийся тем, что стадию загрузки металлического материала (S) во внутреннее пространство корпуса (13) осуществляют немедленно по завершении стадии выпуска плавки.
8. Способ по любому из пп. 1-5, отличающийся тем, что средство подачи (12) располагают сбоку и сверху от упомянутого корпуса (13), а массу металлического материала в накоплении (30) располагают таким образом, чтобы она увеличивалась в высоте до достижения высоты, близкой к уровню расположения упомянутого средства подачи (12).
9. Способ по любому из пп. 1-5, отличающийся тем, что в ходе выполнения стадии выпуска плавки упомянутый расплавленный металлический материал выпускают из корпуса (13), оставляя внутри него для последующей стадии плавления определенный уровень (Н) жидкого металлического материала, при этом количество жидкого металлического материала, определяющего упомянутый уровень (Н), составляет от 10 до 25% от общего количества жидкого металла.
10. Плавильная установка для плавления металлического материала способом по п. 1, содержащая по меньшей мере одну электрическую печь (11), имеющую по меньшей мере один корпус (13), выполненный с возможностью загрузки в его внутреннее пространство упомянутого металлического материала (S), и средство подачи (12), выполненное с возможностью загрузки упомянутого металлического материала (S) во внутреннее пространство упомянутого корпуса (13), при этом установка дополнительно содержит управляющее устройство (27), выполненное с возможностью регулирования нормы подачи (Q) металлического материала (S) упомянутым средством подачи (12) для первоначального накапливания твердого металлического материала во внутреннем пространстве корпуса (13) и последующего поддержания в среде постепенно образующейся ванны жидкого металла такого количества твердой массы упомянутого металлического материала (S), которое, по существу, равно количеству металлического материала, образующего упомянутое накопление (30), при этом упомянутая плавильная печь содержит свод (15), закрывающий корпус (13) и выполненный отдельно от последнего, и панель (22), расположенную между корпусом (13) и сводом (15), при этом в упомянутой панели (22) выполнено отверстие (17) для установки через него упомянутого средства подачи (12), причем упомянутый корпус (13) имеет глубину D, а нижний край упомянутого отверстия (17) по высоте удален от нижнего края (28) панели (22) на расстояние, которое составляет от 0,3 до 3D.
11. Установка по п. 10, отличающаяся тем, что нижний край упомянутого отверстия (17) по высоте удален от нижнего края (28) панели (22) на расстояние (F), которое составляет от 0,5 до 2,5D.
12. Установка по п. 10, отличающаяся тем, что нижний край упомянутого отверстия (17) по высоте удален от нижнего края (28) панели (22) на расстояние (F), которое составляет от 0,5 до 1,5D.
13. Установка по п. 10, отличающаяся тем, что снабжена дополнительным нагревательным средством (20), связанным с упомянутым корпусом (13) и предназначенным для нагрева по меньшей мере упомянутого скопления (30) твердого металлического материала.
14. Установка по п. 13, отличающаяся тем, что упомянутое дополнительное нагревательное средство (20) расположено вблизи области выгрузки металлического материала (S) в положении выше уровня жидкого металла, достигаемого перед стадией выпуска плавки.
| US 5654976 A1, 05.08.1997 | |||
| US 6693948 B2, 17.02.2004 | |||
| ДУГОВАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ С ИСПОЛЬЗОВАНИЕМ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ | 2005 |
|
RU2374582C2 |

