ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к металлургии, конкретно - к способам и устройствам для перемешивания жидкого металла (алюминий, его сплавы) в ваннах печей отражательного типа.
В индукционных печах большая часть мощности магнитного поля используется для нагрева, перемешивание жидкого металла - сопутствующий процесс. Изобретение направлено на предоставление способа и аппарата, предназначенного главным образом для индукционного перемешивания жидкого металла.
УРОВЕНЬ ТЕХНИКИ
Известен метод и аппарат (USP 5,948,138, Sep. 7, 1999, Issidorov, "Method and apparatus for stirring of molten metal using electromagnetic field", C22B 9/187) для перемешивания жидкого металла в ванне печи с использованием электромагнитного поля. Индуктор бегущего магнитного поля установлен вдоль вертикальной стенки печи. В стенке имеется проточный тракт с каналом для жидкого металла. Струя жидкого металла, поступающая в ванну из канала, направлена главным образом вдоль стенки ванны.
Интенсивность струйного перемешивания в середине ванны меньше, чем вдоль стенки, поэтому для плавления твердого металла в середине ванны необходимо дополнительное механическое перемешивание.
Другим недостатком, ограничивающим применение данного метода и аппарата, является необходимость длительной остановки печи для демонтажа индуктора и замены плит для очистки канала от шлаков.
Известна печь (USP 4,685,657, Aug. 11, 1987. Kunio Okubo, Ise et al. "Melting Furnace", C22B 9/16) со стационарным карманом вдоль торца печи, под дном которого установлен индуктор. Дно кармана и дно ванны расположены на одном уровне.
Металл перекачивается вдоль кармана и поступает в ванну через окно в стенке печи. Интенсивность перемешивания в середине ванны меньше, чем по краям.
Известно изобретение (USP 4,355,789, Oct. 26, 1982, Boris Dolzhenkov at al. "Gas pump for stirring molten metal"), цель которого - предоставление устройства для перемешивания, не требующего какой-либо существенной перестройки плавильной печи и которое должно обеспечить эффективное струйное перемешивание жидкого металла в ванне плавильной печи. Перемешивание осуществляется в пульсирующем режиме.
Поставленная цель не достигнута, т.к. масса жидкого металла, которая может быть выброшена в ванну печи в виде струи, не может превышать вместимости трубы устройства. К недостаткам данного устройства относятся трудоемкость очистки трубы от шлаков и сложность механического привода перемещения трубы насоса.
Проблема предоставления устройства, для установки которого не требуется значительной переделки печи, частично решена согласно заявке на патент (Peel et al. "Furnaces and methods of melting", US Patent Application Publication, Pub. №: US 2005/0035503 A1, Feb. 17, 2005. Int. C1. C21C 5/42).
Перемешиватель выполнен в виде модуля, включающего электромагнитный насос и тигель, которые соединены с печью трубами. Недостатками данного устройства являются необходимость постоянной циркуляции во избежание замораживания в трубах жидкого металла и трудоемкость демонтажа всего устройства для очистки от шлака.
К существенным недостаткам следует отнести и то, что поверхность жидкого металла в воронке, образующейся при вращении жидкого металла в тигле, окисляется и окисная пленка заволакивается в объем перекачиваемого жидкого металла.
В качестве прототипа, в котором наиболее близко достигнуты цели изобретения, предлагается заявка на патент (Houghton, "Apparatus for stirring molten metal comprising electromagnetic induction", UK Patent application GB 2389645 A, 17.12.2003).
В состав аппарата входит индуктор бегущего магнитного поля и проточный тракт в виде желоба в блоке. Блок встроен в стенку ванны печи. Жидкий металл циркулирует под действием бегущего магнитного поля индуктора, установленного под наклонным дном желоба. Скрап (дробленый металл, стружка) подается в желоб на поверхность перекачиваемого металла, и эти материалы замешиваются в жидкий металл. После реверсирования направления распространения бегущего магнитного поля жидкий металл поднимается по наклонному желобу и переливается из печи в другую емкость. Недостатки:
- при уровне жидкого металла ниже верхнего торца индуктора магнитное поле вдоль верхней части индуктора не используется для перемешивания жидкого металла,
- интенсивное перемешивание, окисление и замешивание оксидов при переливе жидкого металла,
- трудоемкость, тяжелые условия труда и необходимость остановки печи на длительный срок при замене плит в дне желоба над индуктором.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение направлено на предоставление способа и аппарата для более эффективного по сравнению с аналогами перемешивания жидкого металла в ванне печи отражательного типа с использованием бегущего магнитного поля промышленной частоты (50÷60 Гц), не требующего для установки аппарата значительного переустройства печи и для ремонта которого требуется минимальная по продолжительности остановка печи. Аппарат предназначен для использования в составе печей как для плавления твердого металла, так и печей-миксеров с жидким металлом для рафинирования жидкого металла и приготовления сплавов.
Модификации аппарата могут использоваться для замешивания и плавления в струе перекачиваемого жидкого металла различных видов дробленого скрапа, а также для перелива жидкого металла из печи.
Задача достигается путем создания такого характера перемешивания, при котором жидкий металл из верхнего слоя в ванне печи, нагретого пламенем горелок, погружается в зоне действия бегущего магнитного поля и движется в виде плоской затопленной струи вдоль дна ванны печи со скоростью, необходимой для размывания завалки твердого металла на дне ванны. В отличие от известных методов на жидкий металл действуют бегущим магнитным полем вдоль горизонтальной плоскости - дна камеры на высоте над дном ванны от 0,1 H до 0,5 H, где H - глубина ванны печи. Способ осуществляется с использованием аппарата, который выполнен в виде отдельного модуля, включающего в свой состав индуктор бегущего магнитного поля и блок, вдоль продольной оси которого расположен проточный тракт, выполненный в виде камеры, ограниченной по длине торцевой стенкой блока, индуктор расположен горизонтально под камерой, модуль снабжен средствами для его перемещения и крепления на стенке ванны печи. Модуль собирается до установки на печь. В стенке ванны установлен блок-переходник с окном, имеющим с наружной стороны стенки форму и размеры камеры в приставном блоке. Ширина окна в блоке-переходнике увеличивается в сторону ванны.
Камера, дно которой расположено выше дна ванны, заполняется жидким металлом, после того как температура жидкого металла превысит температуру плавления твердого. Эффективность перемешивания при этом выше, чем на ранней стадии плавления, когда уровень жидкого металла ниже 0,1 H - глубины ванны, и температура жидкого металла равна температуре кристаллизации. Максимальная высота - 0,5 H - ограничивается тем, что с увеличением высоты дна камеры над дном ванны уменьшается высота столба жидкого металла над дном камеры, которая определяет металлостатическое давление, под действием которого жидкий металл перетекает из ванны в камеру. Это приводит к уменьшению поступления в камеру из ванны жидкого металла, увеличению потерь электромагнитной мощности на перемешивание жидкого металла непосредственно в камере и, как следствие - к снижению скорости поступления струи в ванну печи.
Давление жидкого металла на дно камеры, расположенной выше дна ванны, меньше на Δh=(0,1-0,5)H, и опасность протечки жидкого металла через плиты, отделяющие индуктор, меньше, чем в известных аппаратах аналогичного назначения.
Струйное перемешивание осуществляют в пульсирующем режиме. Скорость поступления струи в ванну в диапазоне от 0,5 до 5,0 м/с и масса перекачиваемого в течение одного периода жидкого металла от 0,3 до 3,0 G массы жидкого металла в ванне печи устанавливаются в зависимости от стадии технологического процесса.
Рафинирование жидкого металла в ванне печи осуществляют путем продувки перекачиваемого металла газофлюсовой смесью в камере аппарата. Смесь продувают в зоне, где жидкий металл изменяет направление движения и погружается к дну камеры.
Для плавления в струе перекачиваемого жидкого металла дробленого скрапа, стружки аппарат имеет модификацию, отличающуюся тем, что торцевая стенка камеры выполнена с уклоном в сторону стенки печи, и над камерой установлен механизм подачи указанных материалов.
Характер движения жидкого металла вдоль и по высоте камеры, при котором нижний слой металла движется в противоположном по отношению к верхнему направлении, позволяет реализовать способ плавления твердого металла в камере, который отличается тем, что струя жидкого металла, движущаяся вдоль поверхности, размывает нижнюю часть подаваемого в камеру дробленого твердого металла подобно тому, как осуществляется плавление слитков крупного скрапа в ванне печи. Плавление продолжается при погружении струи с захваченными кусками скрапа, дальнейшем ее передвижении вдоль дна камеры и затем - в ванне печи. Твердый материал погружается в жидкий металл в камере под действием своего веса (дробленый монолитный лом), а стружка и другие виды легковесного дробленого скрапа притапливаются механическими устройствами, например шнеком.
При таком способе плавления снижаются потери металла и его загрязнение оксидами.
Модификация аппарата, которая предназначена для осуществления дополнительной функции - перелива жидкого металла, отличается тем, что в торцевой стенке камеры имеется канал, примыкающий в нижней части к дну камеры, а в верхней - к желобу для перелива жидкого металла из ванны печи в другую емкость. Жидкий металл под действием бегущего магнитного поля, распространяющегося вдоль дна в сторону торцевой стенки камеры, разгоняется вдоль дна камеры, поднимается по каналу и далее по желобу переливается в емкость за пределами ванны печи. В модификации аппарата для индукционно-сифонного перелива динамический напор струи обеспечивает подъем жидкого металла по каналу на высоту, достаточную для вытеснения воздуха из трубы-сифона над камерой, и перелив жидкого металла из печи происходит как под действием магнитного поля, так и в результате использования эффекта сифона.
Описываемый способ перелива позволяет реализовать способ плавления дробленого скрапа, отличающийся тем, что последующее после перелива части жидкого металла плавление скрапа производится в остающемся в ванне жидком металле, уровень которого - минимальный до начала подачи скрапа и максимальный - по окончании подачи, выдерживается в оптимальном диапазоне.
КОНСТРУКЦИЯ. КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет далее описано при помощи примера со ссылкой на прилагаемые чертежи.
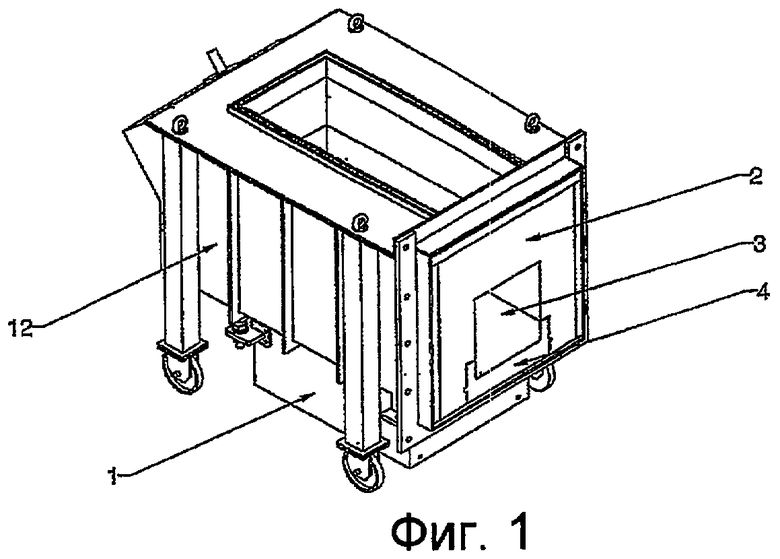
Фиг.1 - модуль в собранном виде.
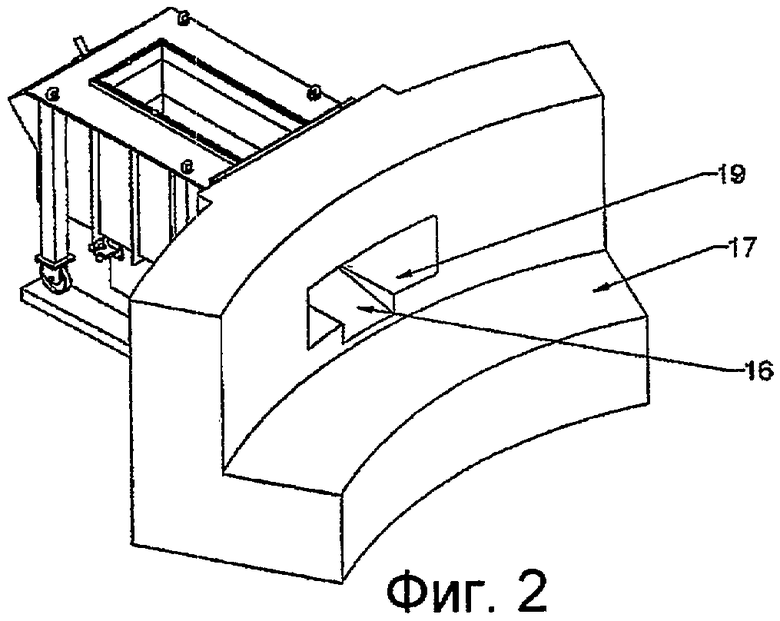
Фиг.2 - общий вид модуля на стенке круглой печи.
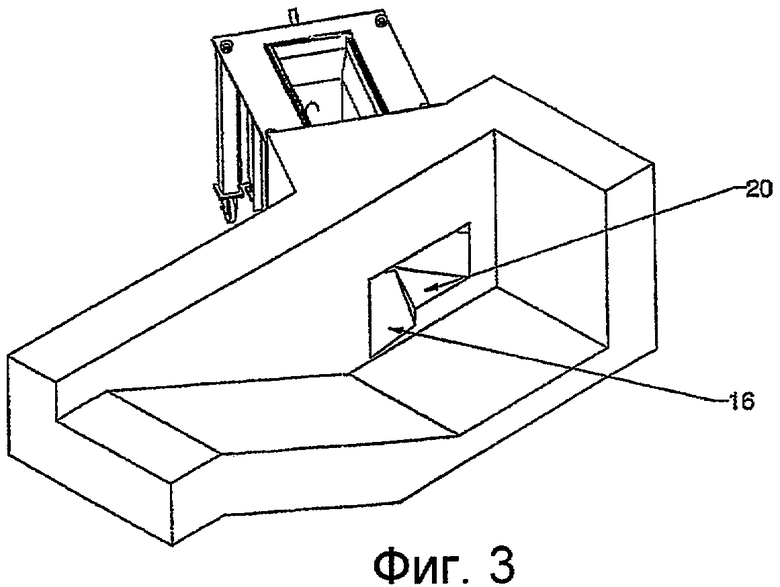
Фиг.3 - общий вид модуля на стенке прямоугольной печи.
Фиг.4 - модуль (модификация с камерой рафинирования), продольный разрез.
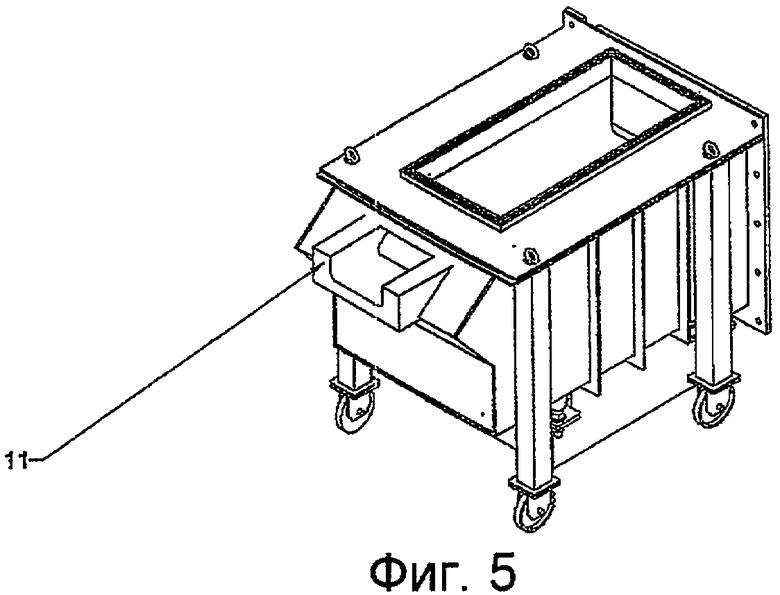
Фиг.5 - модуль (модификация для замешивания стружки, перелива жидкого металла).
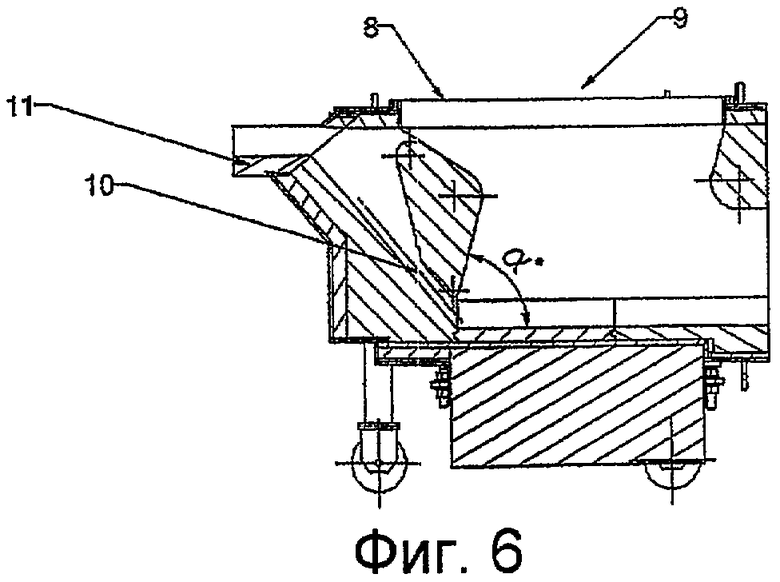
Фиг.6 - модуль (модификация для замешивания стружки, перелива жидкого металла), продольный разрез.
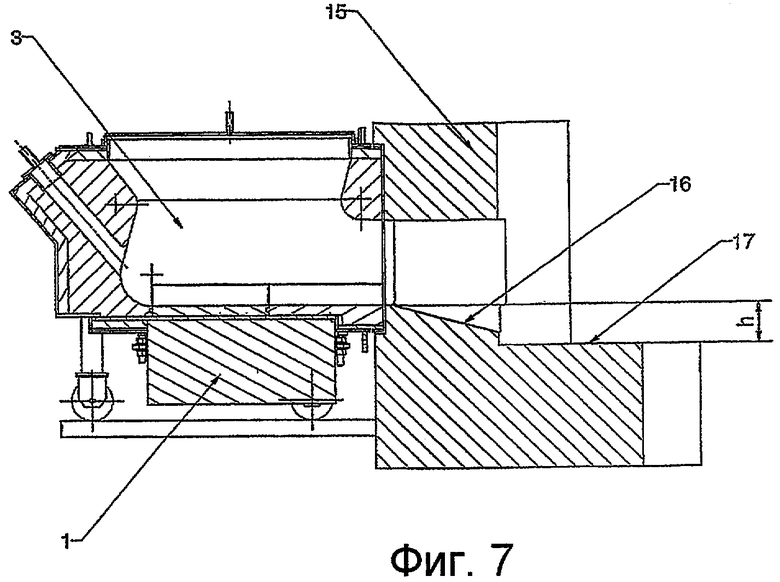
Фиг.7 - модуль на стенке круглой печи, продольный разрез.
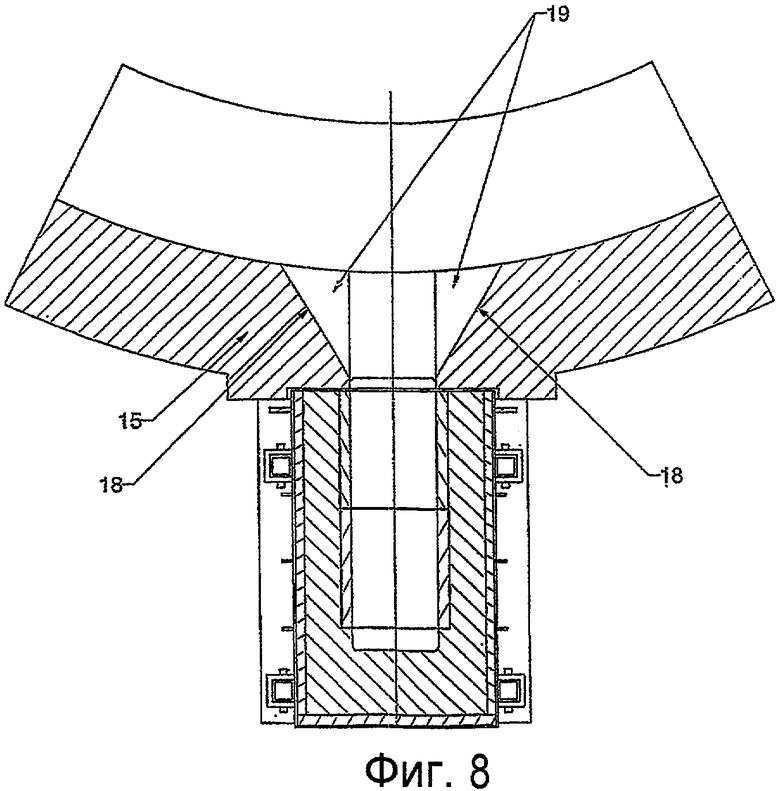
Фиг.8 - модуль на стенке круглой печи, горизонтальный разрез.
Модуль фиг.1, 4, 5 включает в свой состав индуктор 1 бегущего магнитного поля и прямоугольный бетонный блок 2, вдоль которого имеется камера 3. Дно камеры 3 между продольными стенками блока перекрыто плитами 4, над камерой 3 установлена крышка 5. В торце камеры 3 имеется наклонное отверстие 6, к которому присоединена труба 7 для подачи в камеру газофлюсовой смеси. Угол наклона торцевой стенки к дну камеры α=60-80°. К крышке 8 фиг.6 примыкает система 9 подачи в камеру дробленого скрапа, стружки. В торце этой камеры имеется канал 10, выполненный в виде плоской щели, высота которой в пределах (1,0-2,0)d” (d” - глубина проникновения переменного магнитного поля в жидкий металл). В верхней части камеры к каналу примыкает желоб 11.
Блок 2 с камерой размещен в металлическом корпусе 12. Индуктор 1 и корпус 12 снабжены прижимами 13 для фиксации индуктора 1 на корпусе 12. Корпус имеет стойки 14 с колесами и грузозахватные приспособления для подъема и перемещения модуля.
Модуль устанавливается на стенке ванны печи. Глубина ванны - H. Продольная ось модуля фиг.2, 8 проходит через центр круглой ванны. В стенке ванны имеется блок-переходник 15 с окном, размеры и профиль которого с наружной стороны стенки соответствуют камере 3 в приставном модуле. Нижняя часть 16 окна в блоке 15 имеет по ширине камеры 3 уклон в сторону дна 17 ванны печи. Боковые стенки 18 окна в блоке-переходнике 15 расположены под углом к продольной оси, и окно в переходнике расширяется в сторону ванны, причем нижняя часть 19 расширяющихся в блоке участков окна вдоль боковых стенок 18 расположена на уровне дна окна в камере 3.
При установке модуля на стенке прямоугольной печи фиг.3 окно в блоке расширяется со стороны ванны в одну из сторон, и этот участок окна 20 имеет на виде в плане форму треугольника.
ОПИСАНИЕ РАБОТЫ
Модуль собирается до установки на печь. Блок-переходник устанавливается в проем в стенке ванны печи. На поверхность блока-переходника в стенке ванны приклеивают прокладки из упругого нагревостойкого материала и прижимают модуль к блоку-переходнику.
Твердый металл (слитки, скрап) загружают на дно ванны, затем нагревают и плавят под действием пламени горелок печи. На начальной стадии плавления температура жидкого металла, стекающего на дно ванны, равна температуре кристаллизации. Перемешивание при уровне ниже 0,1 H и соответственно при низком теплосодержании жидкого металла неэффективно. Камера 3 модуля, дно которой расположено выше дна ванны на h=(0,1-0,5)H, заполняется на более поздней стадии плавления. Перемешивание начинают (1-я стадия) после подъема уровня жидкого металла над дном камеры. Жидкий металл из камеры 3 под действием бегущего магнитного поля, индуцированного расположенным под дном камеры индуктором 1, возвращается в ванну печи.
На этой стадии температура верхнего слоя жидкого металла превышает температуру плавления твердого металла, и перемешивание дает возможность обеспечить прогрев и промывку камеры поступающим из ванны жидким металлом. Режим перемешивания: скорость струи на входе в ванну и продолжительность перемешивания минимальные.
Жидкий металл из верхнего слоя в ванне перетекает в камеру 3 на смену перекачиваемому. При этом жидкий металл движется по высоте камеры 3 в противоположных направлениях и с разными скоростями. В зоне действия бегущего магнитного поля, распространяющегося вдоль индуктора со скоростью 30-60 м/с, скорость движения плоской струи вдоль дна камеры 3 максимальная и быстро снижается по мере удаления от дна камеры. Толщина b перекачиваемого слоя - плоской струи определяется глубиной d проникновения переменного магнитного поля (50÷60 Гц) в жидкий металл и вязкостью жидкого металла. Максимальная толщина слоя b в пределах b=3d. Градиент скоростей движения по высоте камеры 3 приводит к возникновению в камере 3 градиента давления и, как следствие - вертикальной циркуляции жидкого металла. Металл из верхнего слоя, имеющий более высокую температуру и, соответственно - более легкий, чем у дна, засасывается в зону пониженного давления к дну камеры 3 и возвращается в ванну печи в виде затопленной струи. При движении вдоль наклонного дна окна в блоке-переходнике 15 струя погружается вследствие "эффекта прилипания к твердой поверхности" и далее распространяется вдоль дна ванны печи. В печи, имеющей круглую форму, струя жидкого металла проходит через центр ванны с максимальной скоростью, обеспечиваемой аппаратом, и размывает основание завалки твердого металла на дне. При этом в ванне печи образуются два направленных навстречу друг другу циркуляционных контура, жидкий металл из которых смешивается в окне в блоке-переходнике 15 и при движении вдоль камеры аппарата. Смешивается та часть жидкого металла, которая перетекает в камеру вдоль боковых стенок 18 над дном 19 расширяющихся в блоке-переходнике 15 участков окна.
В печи с прямоугольной формой ванны модуль устанавливается так, что его продольная ось проходит под углом к стенке печи и струя направлена в сторону поднимающегося к дверному проему печи участка дна ванны. Жидкий металл перетекает из ванны в камеру главным образом вдоль стенки расширяющегося к ванне участка окна в блоке-переходнике, и жидкий металл в ванне под действием струи, поступающей из камеры, приводится так же, как и в печи с круглой ванной, во вращательное движение.
Скорость поступления струи жидкого металла в ванну регулируется путем изменения напряжения на обмотке индуктора. Диапазон регулирования (0,5-1,1)Uном. При напряжении менее 0,5 Uном передаваемая в жидкий металл мощность не превышает 25% от номинальной, и регулировка напряжения ниже этого значения нецелесообразна. Верхний предел напряжения ограничивается, как правило, техническими характеристиками комплектующего оборудования. Скорость струи может регулироваться путем изменения частоты переменного тока и соответственно - бегущего магнитного поля.
Перемешивание осуществляют в пульсирующем режиме, чередуя перемешивание продолжительностью 3-10 минут, в течение которого перекачивают от 0,5 G до 3,0 G, где G, т - масса жидкого металла в ванне печи, паузами продолжительностью от 3 минут и более. Перемешивание в пульсирующем режиме имеет по сравнению с непрерывным перемешиванием преимущества, т.к. с одной стороны увеличивается степень турбулизации жидкого металла в ванне печи, а с другой - уменьшается за счет пауз продолжительность включения индуктора и соответственно снижается расход электрической энергии и облегчается тепловой режим работы индуктора. Максимально интенсивное перемешивание осуществляют после того, как твердый металл полностью расплавится на стадии нагрева жидкого металла до заданной температуры и при обработке жидкого металла флюсами. Минимальная интенсивность (скорость струи не более 1,0 м/c) - на стадии промывки при заполнении камеры перетекающим из ванны жидким металлом. Очистку жидкого металла от водорода и оксида алюминия осуществляют путем продувки перекачиваемого жидкого металла газофлюсовой смесью. Смесь подается в жидкий металл через наклонное отверстие в торце блока под давлением, необходимым для вытеснения жидкого металла из отверстия.
Газофлюсовая смесь барботируется через движущийся навстречу жидкий металл. Инертный газ с остатками флюса заполняет объем камеры над жидким металлом и обеспечивает защиту интенсивно перемешиваемой всплывающими пузырями газа поверхности металла от окисления.
Перемешивание жидкого металла на стадии рафинирования осуществляется в непрерывном режиме (без пауз).
В модификации аппарата фиг.5, 6 для плавления дробленого скрапа, стружки материал подают в камеру через отверстие в крышке 8 над камерой 3.
Дробленый материал увлекается струей жидкого металла к дну камеры, переносится в ванну печи и плавится в перемешиваемом металле.
После завершения плавления дробленого материала и подъема уровня в ванне до номинального значения наплавленный на этой стадии жидкий металл переливают из плавильной печи в другую емкость. Для выполнения этой операции изменяют порядок чередования фаз обмотки индуктора - реверсируют направление распространения бегущего магнитного поля.
Жидкий металл под действием магнитного поля, распространяющегося в сторону торцевой стенки камеры 3, разгоняется вдоль дна камеры и поднимается по каналу 10. Динамический напор струи, движущейся вдоль дна камеры, обеспечивает подъем жидкого металла по каналу на высоту, достаточную для перелива жидкого металла из печи по желобу 11. Перелив жидкого металла из печи может происходить как под действием только магнитного поля, так и в результате дополнительного использования градиента потенциальной энергии из-за разницы уровней между переливаемым металлом в камере и емкости, куда происходит перелив. Для осуществления этого способа перелива к каналу в верхней его части присоединяют трубу-сифон и заполняют ее жидким металлом, вытесняя из нее воздух. Жидкий металл поднимается по каналу и начинает переливаться по трубе сифона под действием магнитного поля.
Последующее после перелива части жидкого металла плавление скрапа производится в остающемся в ванне жидком металле.
После перелива жидкого металла из печи производится очистка стенок камеры от шлаков. Периодичность чисток устанавливается технологическим регламентом.
Для ремонта модуль снимается с печи. При этом не требуется охлаждать печь, как это необходимо для ремонта аппарата - прототипа. Взамен снятого на печь может быть установлен резервный модуль, продолжительность остановки печи при этом сводится к минимуму.
Способ индукционного струйного перемешивания, предназначенного для повышения эффективности плавления металла в ванне печи, будет пояснен на следующем примере.
Описание способа приводится для печи отражательного типа с круглой ванной, снабженной горелками для нагрева и плавления твердого металла, загружаемого на дно ванны. Вместимость ванны - масса жидкого металла 60 т. В стенке ванны имеется проем, в котором расположен блок-переходник. Участок дна окна в блоке-переходнике с наружной стороны стенки находится на высоте 250 мм над дном ванны. Глубина ванны - 900 мм.
Модуль установлен на стенке печи и примыкает к окну в стенке ванны. Дно камеры в модуле расположено на высоте 250 мм относительно дна ванны печи. Индуктор расположен под дном камеры. Длина камеры 1300 мм. Материал для изготовления блоков, плит - бетон CARATH 1400LC AL, REFRAX RC.
Модуль закреплен на корпусе печи болтами, между торцом блока и блоком-переходником в стенке ванны имеется прокладка из упругого материала (Duraboard, 10 мм).
Электрическое питание: 400 В, 50 Гц, 3 фазы, мощность 65 кВт. Твердый металл (слитки, скрап) загружают на дно ванны, включают горелки и нагревают металл. Перемешивание жидкого металла начинают после расплавления части металла, достаточной для подъема уровня жидкого металла на высоту 300-350 мм над дном ванны печи.
Режим перемешивания: напряжение на индукторе 280-320 B, продолжительность перемешивания/пауз - 3/3 мин. Продолжительность цикла устанавливают по продолжительности подъема уровня жидкого металла на высоту 500-550 мм.
Режим последующего перемешивания: напряжение на индукторе - 100% (400 В, Рном кВт), продолжительность перемешивания/пауз - 5/5 мин, продолжительность цикла - до полного расплавления твердого металла. Скорость плоской струи на входе в ванну 3,0 м/c. Массовая подача до 12 т/мин.
Продолжительность перемешивания/пауз при нагреве жидкого металла до заданной температуры 6/3 мин.
Следующая операция - удаление из жидкого металла водорода и оксида алюминия - осуществляется продувкой перекачиваемого жидкого металла газофлюсовой смесью. Смесь подается в жидкий металл через наклонное отверстие в торце блока под давлением 0,5-1,0 бap. Продолжительность перемешивания жидкого металла в непрерывном режиме (без пауз) 20-30 минут. Глубина очистки - 40-50% от исходного содержания примесей. По сравнению с перемешиванием аппаратом-прототипом скорость плавления при использовании заявляемого способа и аппарата увеличивается на 20%, расход топлива и потери металла снижаются на 15% и 25% соответственно.
Очистка стенок камеры от шлака выполняется при снятой крышке после перелива жидкого металла из печи.
Демонтаж модуля для замены плит производится с периодичностью 12 месяцев и больше.
Способ индукционного струйного перемешивания в печи для плавления дробленого монолитного скрапа и других видов измельченного скрапа поясняется на следующем примере.
Модуль установлен на торцевой стенке ванны 30 т печи прямоугольной формы. Продольная ось модуля направлена под углом 60° относительно торца печи. Глубина ванны 750 мм. Дно модуля расположено на высоте 100 мм над дном ванны. Индуктор установлен под дном камеры, длина индуктора 900 мм, длина камеры 1300 мм.
В ванну печи загружают и плавят 12-14 т монолитного скрапа, достаточно для заполнения ванны жидким металлом на высоту 300-350 мм. Жидкий металл нагревают до 750-760°C. Металл плавят и нагревают до заданной температуры, обеспечивая перемешивание согласно описанному выше способу. Дробленый материал начинают подавать в камеру модуля при уровне перекачиваемого жидкого металла над дном камеры 200-250 мм. Скорость подачи - до 5 т/чac. Жидкий металл перекачивается через камеру непрерывно до окончания подачи материала. Масса переплавляемого дробленого скрапа 16-18 т. Дробленый материал погружается в жидкий металл и плавится в условиях интенсивного перемешивания жидкого металла в камере. Плавление твердого металла в жидком завершается в ванне, в которой металл перемешивается струей, поступающей из камеры. Массовая подача и скорость поступления струи жидкого металла в ванну - 10-12 т/мин и 2,5-3,0 м/c соответственно.
Дробленую стружку подают в камеру и притапливают в жидкий металл шнековым питателем.
Режим перемешивания по окончании подачи твердого материала в камеру в процессе завершения плавления материала в ванне и нагрева жидкого металла - пульсирующий (5/5 мин).
Перелив жидкого металла из плавильной печи в печь-копильник осуществляют по каналу в торцевой стенке камеры. Направление перекачивания жидкого металла изменяют на противоположное путем переключения порядка чередования фаз обмотки индуктора. Жидкий металл под действием бегущего магнитного поля движется вдоль дна к торцу камеры, поднимается по каналу в стенке камеры и переливается по желобу в другую емкость.
Продолжительность перелива 12-15 мин.
Переливают такое количество металла (16-18 т), которое дает возможность продолжения плавления дробленого материала в оставшемся в печи жидком металле.
Подачу и плавление дробленого материала продолжают до накопления в ванне печи 30 т жидкого металла и затем снова переливают из печи 16-18 т металла.
При переходе на другой сортамент жидкий металл, остающийся в ванне после перелива под действием бегущего магнитного поля (h=150-200 мм - "болото"), сливают через летку полного слива.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для циркуляции металла | 1983 |
|
SU1127912A1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ МГД-ПЕРЕМЕШИВАТЕЛЬ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 1988 |
|
RU1642828C |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ПЕРЕМЕШИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2656193C2 |
| ПЕЧЬ-МИКСЕР | 2015 |
|
RU2610099C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕЛИВА ЖИДКОГО МЕТАЛЛА ИЛИ ЭЛЕКТРОПРОВОДЯЩИХ ЖИДКОСТЕЙ | 2002 |
|
RU2225279C2 |
| ПЕЧЬ-МИКСЕР | 2013 |
|
RU2543022C1 |
| Индукционная печь | 1983 |
|
SU1183810A2 |
| Установка для получения сплавов алюминия | 1979 |
|
SU855351A1 |
| СПОСОБ ВОЗДЕЙСТВИЯ ЭЛЕКТРОМАГНИТНЫМ ПОЛЕМ НА РАСПЛАВ МЕТАЛЛА И ИНДУКТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2759178C2 |
| УСТАНОВКА С ВРАЩАЮЩЕЙСЯ ПЕЧЬЮ ДЛЯ ПЛАВЛЕНИЯ АЛЮМИНИЯ БЕЗ ПРИМЕНЕНИЯ СОЛЕЙ С ОТСЕВОМ И СБОРОМ ШЛАКОВ | 2003 |
|
RU2353681C2 |

Изобретение относится к области металлургии, в частности к способу и устройству индукционного перемешивания жидкого металла в ванне печи отражательного типа под действием бегущего магнитного поля частотой 50-60 Гц. На жидкий металл действуют магнитным полем на высоте (0,1 - 0,5)Н от дна ванны печи, где Н - глубина ванны, скорость поступления струи в ванну и массовую подачу жидкого металла регулируют путем изменения напряжения на обмотке индуктора в пределах (0,5-1,1)Uном сети, жидкий металл в ванне перемешивают в пульсирующем режиме, чередуя периоды перемешивания паузами. Аппарат выполнен в виде модуля, в состав которого входит каркас с размещенным в нем блоком, вдоль продольной оси которого расположен проточный тракт, выполненный в виде камеры, ограниченной по длине торцевой стенкой блока. Индуктор расположен горизонтально под дном камеры, продольная ось камеры и ось индуктора находятся в одной вертикальной плоскости. Каркас имеет грузозахватные устройства для подъема и перемещения модуля, фланец и детали для крепления модуля на стенке ванны печи. Изобретение позволяет осуществлять струйное перемешивание жидкого металла в ванне печи, плавить дробленый скрап в струе перекачиваемого металла, очищать жидкий металл методом продувки газофлюсовой смесью, при этом продолжительность остановок печи для замены модуля сокращается по сравнению со стационарным электромагнитным полем до 50%. 2 н. и 9 з.п. ф-лы, 8 ил.
1. Способ индукционного перемешивания жидкого металла в ванне печи отражательного типа под действием бегущего магнитного поля частотой 50-60 Гц, отличающийся тем, что магнитным полем на жидкий металл действуют в горизонтальном направлении вдоль плоскости - дна камеры, расположенной за стенкой печи, жидкий металл под действием магнитного поля перекачивают из камеры в ванну вдоль дна в виде плоской затопленной струи, в камеру жидкий металл перетекает на смену вытесненному преимущественно из верхнего слоя в ванне, при движении вдоль камеры жидкий металл погружается к дну и изменяет направление движения на противоположное по отношению к направлению движения на входе в камеру, магнитным полем на жидкий металл действуют на высоте (0,1-0,5)H от дна ванны, где H - глубина ванны, скорость поступления струи в ванну и массовую подачу жидкого металла регулируют путем изменения напряжения на обмотке индуктора в пределах (0,5-1,1)Uном сети, жидкий металл в ванне перемешивают в пульсирующем режиме, чередуя периоды перемешивания паузами.
2. Способ по п.1, в котором рафинирование жидкого металла в ванне печи осуществляют продувкой перекачиваемого металла газофлюсовой смесью в камере, и замкнутый объем камеры над жидким металлом заполняют барботируемым газом.
3. Способ по п.1, в котором дробленый скрап подают на поверхность движущегося вдоль камеры жидкого металла, и плавят достаточное для заполнения ванны печи до номинального уровня количество твердого металла, направление перемещения бегущего магнитного поля вдоль дна камеры реверсируют, и жидкий металл из ванны переливают под действием магнитного поля в печь-копильник, миксер или другую емкость, оставляя часть жидкого металла в ванне плавильной печи, затем реверсируют магнитное поле, возобновляют подачу дробленого скрапа в камеру и продолжают плавление скрапа в перекачиваемом жидком металле.
4. Аппарат для индукционного перемешивания жидкого металла способом по п.1, причем аппарат выполнен в виде модуля и включает в свой состав индуктор бегущего магнитного поля частотой 50-60 Гц, проточный тракт из стойкого против воздействия жидкого металла материала, каркас с размещенным в нем блоком, вдоль продольной оси которого расположен проточный тракт, выполненный в виде камеры, ограниченной по длине торцевой стенкой блока, индуктор расположен горизонтально под дном камеры, продольная ось камеры и ось индуктора находятся в одной вертикальной плоскости, а каркас имеет грузозахватные устройства для подъема и перемещения, фланец и детали для крепления модуля на стенке ванны печи.
5. Аппарат по п.4, в котором в торце блока выполнено окно, в стенке ванны с внешней стороны установлен блок-переходник с окном, размеры и профиль которого тождественны окну камеры в торце блока, при этом нижняя часть окна в блоке-переходнике выполнена по ширине камеры с уклоном в сторону дна ванны печи.
6. Аппарат по п.4, в котором в торцевой стенке камеры имеется канал, к которому присоединена труба для продувки жидкого металла газофлюсовой смесью.
7. Аппарат по п.4, в котором камера снабжена крышкой с отверстием, к которому присоединена система подачи в камеру дробленого скрапа, стружки.
8. Аппарат по п.4, в котором в торцевой стенке камеры имеется наклонный канал в виде плоской щели, к каналу в верхней его части присоединен желоб для перелива жидкого металла из ванны печи в другую емкость, высота щели-канала на участке, прилегающем к дну камеры - в пределах (1-2)d, где d - глубина проникновения переменного (50-60 Гц) магнитного поля в жидкий металл.
9. Аппарат по п.4, в котором в торцевой стенке камеры выполнен наклонный канал, к верхней части которого присоединена труба-сифон для перелива жидкого металла из ванны печи в другую емкость.
10. Аппарат по п.7, в котором в торцевой стенке камеры имеется наклонный канал в виде плоской щели, к каналу в верхней его части присоединен желоб для перелива жидкого металла из ванны печи в другую емкость, высота щели-канала на участке, прилегающем к дну камеры - в пределах (1-2)d, где d - глубина проникновения переменного (50-60 Гц) магнитного поля в жидкий металл.
11. Аппарат по п.8, в котором к наклонному каналу в верхней его части присоединена труба-сифон для перелива жидкого металла из ванны печи в другую емкость.
| СПОСОБ И УСТРОЙСТВО ПИЛОТИРОВАНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА, ОПТИМИЗИРУЮЩИЕ УПРАВЛЕНИЕ ЭЛЕРОНАМИ В КОНФИГУРАЦИИ С УВЕЛИЧЕННОЙ ПОДЪЕМНОЙ СИЛОЙ | 2007 |
|
RU2389645C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Устройство для перемешивания жидкого металла с добавками | 1975 |
|
SU532459A1 |
| Устройство для перемешивания жидкого металла с добавками | 1989 |
|
SU1630868A1 |
| СТАТОР ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА | 1998 |
|
RU2130359C1 |

