Изобретение относится к уплотнительной технике и может применяться в машиностроении для уплотнения вращающихся валов.
Широко известны магнитожидкостные уплотнения валов, например, «Вакуумное уплотнение» (авторское свидетельство СССР №420836, МПК F16J 15/40, 1974 г.), «Машитожидкостное уплотнение» (авторское свидетельство СССР №631726, МПК F16J 15/40, 1978 г.), «Магнитно-жидкостное уплотнение» (авторское свидетельство СССР №881441, МПК F16J 15/40, 1981 г.), в которых магнитная система, состоящая из кольцевого магнита с полюсными приставками, образует с валом кольцевую полость под магнитную жидкость, причем на поверхностях полюсных приставок и/или вала выполнены различные элементы (канавки, зубцы, выступы и т.д.), перераспределяющие магнитный поток в рабочем зазоре.
Недостатками данных уплотнений являются повышенный момент трения, что обусловлено наличием большой величины шероховатости поверхностей полюсных приставок, вала и их элементов.
Известно магнитожидкостное уплотнение вала (патент на изобретение РФ №2353840, МПК F16J 15/43, 2009 г.), в котором магнитная система уплотнения состоит из постоянного магнита и полюсных приставок, охватывающих вал и образующих с валом зазор, заполненный магнитной жидкостью, при этом образующие зазор поверхности полюсных приставок и/или вала имеют концентраторы магнитного потока, выполненные в виде зубцов, выступов, а кромки полюсных приставок и вала, контактирующие с магнитной жидкостью, закруглены.
Данное магнитожидкостное уплотнение имеет тот же недостаток -повышенный момент трения.
Известно также магнитожидкостное уплотнение вала (патент на изобретение РФ №2531070, МПК F16J 15/43, 2014 г.) принятое за прототип, содержащее магнитную систему, состоящую из постоянного магнита и полюсных приставок, охватывающих вал и образующих с валом зазор, заполненный магнитной жидкостью. Образующие зазор поверхности полюсных приставок и/или вала имеют концентраторы магнитного потока, выполненные в виде зубцов или выступов с закругленными кромками. Поверхности полюсных приставок, концентраторов и вала, контактирующие с магнитной жидкостью, подвергнуты пластическому поверхностному деформированию твердосплавным, керамическим или алмазным выглаживателем.
Недостатком прототипа является малый межремонтный срок службы электродвигателей и других устройств, содержащих магнитожидкостные уплотнения, и работающих в тяжелых и загрязненных условиях, из-за невысокой износостойкости поверхности вала, контактирующего с нанодисперсной магнитной жидкостью. Поверхностный слой вращающегося вала изнашивается и разрушается в результате отрицательного воздействия на поверхностный слой частиц пыли, внешних абразивных и других материалов при попадании их в зазор с нанодисперсной магнитной жидкостью. Происходит износ вала и увеличение зазора в магнитожидкостном уплотнении ведущие к снижению надежности герметизации, в этом случае необходима замена вала.
Технический результат заключается в увеличении межремонтного срока службы устройств, содержащих магнитожидкостные уплотнения вала при уменьшении момента трения.
Технический результат достигается тем, что магнитожидкостное уплотнение вала с пониженным моментом трения, содержащее магнитную систему, состоящую из охватывающих вал постоянного магнита и полюсных приставок, снабженных на обращенных к валу поверхностях концентраторами магнитного потока, поверхности концентраторов, контактирующие с магнитной жидкостью, подвергнуты пластическому поверхностному пластическому деформированию, дополнительно содержит сменную втулку, установленную на валу, один торец которой взаимодействует с внутренним торцом фланца вала, а второй с торцом фиксирующей гайки, образующую с полюсными приставками зазор, заполненный магнитной жидкостью, контактирующая с магнитной жидкостью поверхность сменной втулки подвергнута термической обработке, а затем механической обработке и поверхностному пластическому деформированию, при этом поверхности концентраторов, контактирующие с магнитной жидкостью, перед обработкой поверхностным пластическим деформированием подвергнуты термической обработке.
Сущность изобретения поясняется графическими иллюстрациями.
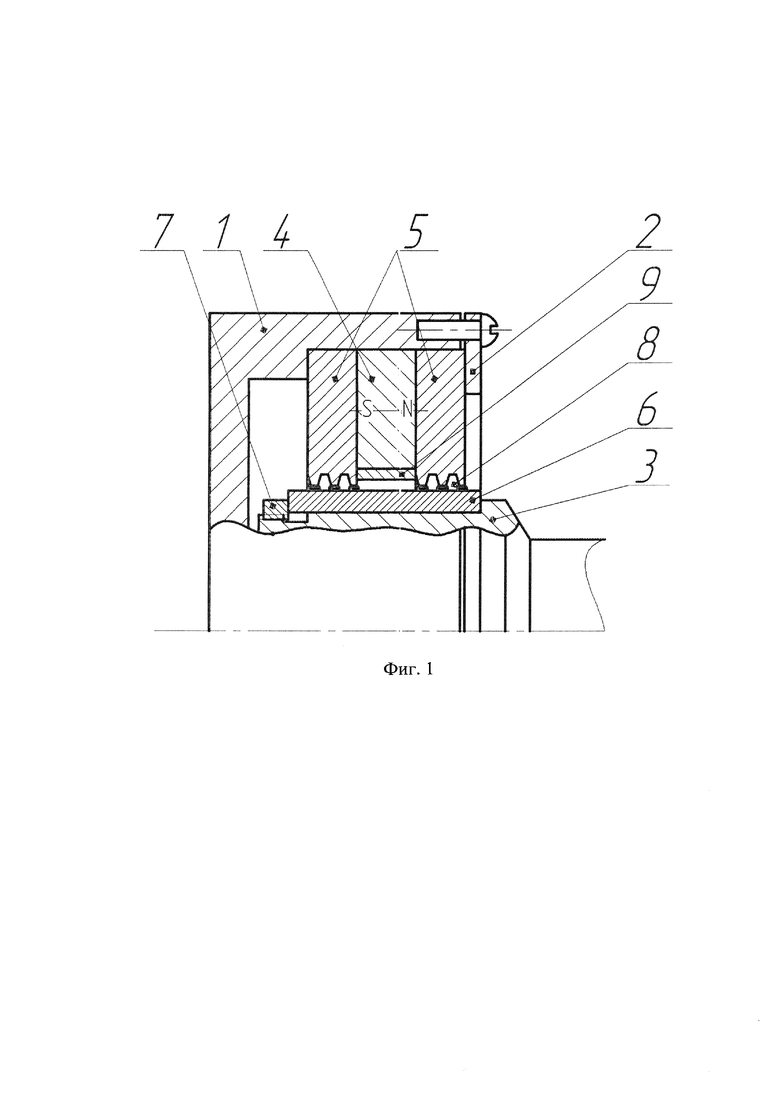
На фиг. 1 приведено магнитожидкостное уплотнение вала с пониженным моментом трения.
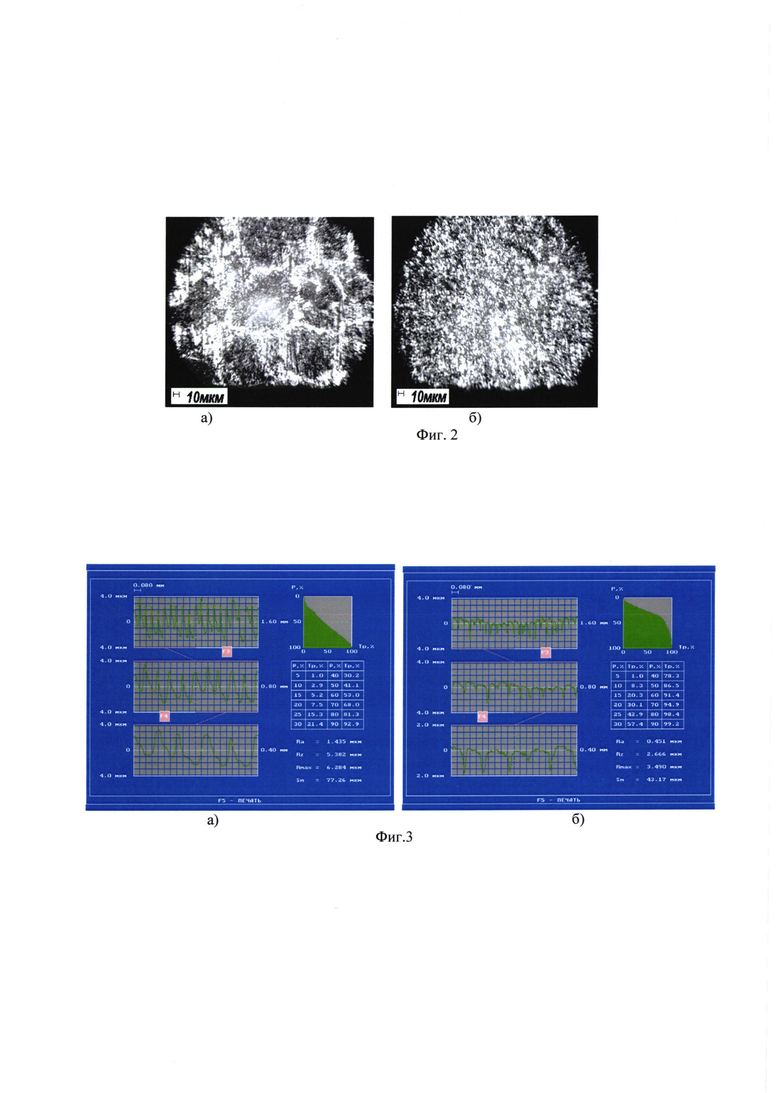
На фиг. 2.а. показаны фотографии структуры стали 40X13 до термообработки, на фиг. 2.б. показаны фотографии структуры стали 40X13 после термообработки.
На фиг. 3.а. представлены профилограммы шероховатости Ra в зависимости от метода обработки поверхности детали (сменной втулки) из стали 40X13 при обработке точением после термообработки, на фиг. 3.б. представлены профилограммы шероховатости Ra в зависимости от метода обработки поверхности детали (сменной втулки) из стали 40X13 при последовательных термообработке, обработке точением и обработке алмазным выглаживанием.
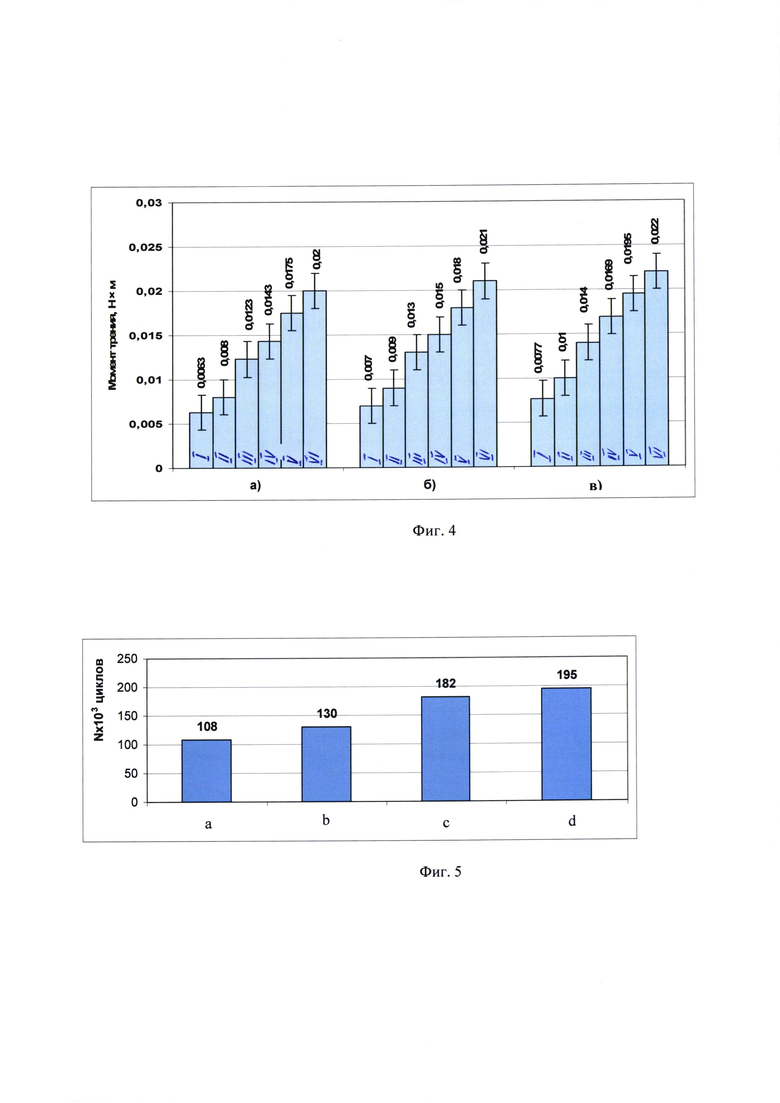
На фиг. 4. показано изменение моментов трения в зазоре заявляемого магнитожидкостного уплотнения: I - частота вращения вала 600 об/мин без магнитной жидкости (МЖ); II - частота вращения вала 600 об/мин с МЖ; III - частота вращения вала 1200 об/мин с МЖ; IV - частота вращения вала 1800 об/мин с МЖ; V - частота вращения вала 2400 об/мин с МЖ; VI - частота вращения вала 3000 об/мин с МЖ. Диаметр постоянного магнита D=15 мм. Величина шероховатости Ra наружной поверхности сменной втулки из стали 40X13:
а) - Ra=0,451 мкм (при последовательных термообработке, обработке точением и обработке алмазным выглаживанием);
б) - Ra=0,540 мкм (при обработке точением без термообработки и обработке алмазным выглаживанием);
в) - Ra=1,435 мкм (при обработке точением после термообработки).
На фиг. 5 представлена гистограмма влияния метода обработки на износ поверхности сменной втулки из стали 40X13: а - при обработке точением без термообработки; b - при обработке последовательно точением и алмазным выглаживанием без термообработки; с - при последовательных термообработке и обработке точением; d - при последовательных термообработке, обработке точением и алмазным выглаживанием.
Магнитожидкостное уплотнение вала с пониженным моментом трения содержит корпус 1 с крышкой 2, в котором установлена магнитная система, состоящая из охватывающих вал 3 постоянного магнита 4 и полюсных приставок 5. Поверхности полюсных приставок 5, обращенные к валу 3, снабжены концентраторами магнитного потока в виде зубцов. Сменная втулка 6 установлена на валу 3. Один торец сменной втулки 6 взаимодействует с внутренним торцом фланца вала 3, а второй с - торцом фиксирующей гайки 7. Сменная втулка 6 образует с полюсными приставками зазор, заполненный магнитной жидкостью 8. Между полюсными приставками 5 установлена немагнитная втулка 9, охватывающая концентрично с равномерным зазором вал 3 и препятствующая залипанию магнитной жидкости к постоянному магниту 4. Выполнение втулки 6 сменной снижает износ вала устройств, содержащих магнитожидкостные уплотнения. Заявляемое уплотнение можно использовать и в устройствах, вал которых выполнен из немагнитного материала. Кроме того, вал можно будет изготавливать не из дорогостоящей стали 40X13, а, например, из стали 45, что существенно уменьшает себестоимость изготовления электродвигателей и других устройств, содержащих магнитожидкостнке уплотнения. Из дорогостоящей стали 40X13 можно будет изготавливать только сменные втулки. Поверхности концентраторов полюсных приставок 5, контактирующие с магнитной жидкостью, подвергнуты термической обработке, затем пластическому поверхностному пластическому деформированию. Контактирующая с магнитной жидкостью поверхность сменной втулки 6 подвергнута термической обработке, а затем механической обработке и поверхностному пластическому деформированию.
Магнитожидкостное уплотнение вала с пониженным моментом трения работает следующим образом. Постоянный магнит 4 в уплотнении служит источником магнитного поля. Создаваемый им магнитный поток полюсными приставками 5 подводится к зазору между ними и сменной втулкой 6, закрепленной на валу 3. Концентраторы магнитного потока (зубцы) полюсных приставок 5 перераспределяют рабочий магнитный поток в зазоре, и поле становится резко неоднородным. Магнитная жидкость 8 втягивается под зубцы, где поле имеет максимальную напряженность и образует герметичные кольцевые пробки с повышенным внутренним давлением. Перепад давлений, удерживаемый уплотнением, определяется суммой перепадов всех магнитожидкостных пробок под зубцами. Поверхности, концентраторов полюсных приставок, контактирующие с магнитной жидкостью, подвергнуты термической обработке, затем пластическому поверхностному деформированию твердосплавным, керамическим или алмазным выглаживателем. Контактирующая с магнитной жидкостью поверхность сменной втулки 6, например, из стали 40X13, подвергнута термической обработке, а затем механической обработке и поверхностному пластическому деформированию. Термическая обработка (закалка) включает нагрев до температуры 1050-1180°С для полной растворимости карбидов и отпуск в масле для снятия напряжений. Результатом этого процесса является изменение размеров и формы зерна. Характерной особенностью рассматриваемой стали является крупнозернистость (фиг. 2.а.). При увеличении размеров зерна магнитная проницаемость и потери па вихревые токи возрастают, потери на гистерезис и коэрцитивная сила уменьшаются, а величина микротвердости HV и износостойкость уменьшаются Кроме того, в процессе термической обработки дислокационная структура изменяется. Плотность дислокаций увеличивается. Перестройка дислокационной структуры и обусловленные ею магнитные свойства магнитомягких материалов зависят от скорости нагревания, температуры, времени выдержки и скорости охлаждения в процессе термической обработки. После термообработки происходит уменьшение величины зерна (фиг. 2.б.). После термической обработки поверхности, через которые замыкается магнитный поток и которые контактирует с нанодисперсной магнитной жидкостью, до сборки уплотнения подвергают механической обработке, например, точением и обрабатывают одним из известных способов поверхностного пластического деформирования твердосплавным, керамическим или алмазным выглаживателем. При выглаживании поверхности выступы шероховатости, повышающие напряженность магнитного поля, сминаются и заполняют впадины, поверхность приобретает ровный вид с редкими впадинами. Впадины не концентрируют, а частично ослабляют магнитное поле около поверхности. Силы взаимодействия частиц в цепочках ослабевают, уменьшаются силы взаимодействия цепочек с поверхностями вала и концентраторов на полюсных приставках, что снижает момент трения и момент страгивания уплотнения. Это снимает разогрев уплотнения при высоких скоростях вращения бала, магнитная жидкость сохраняет свою работоспособность длительное время, что увеличивает срок службы уплотнения. Таким образом, в рабочем зазоре предлагаемого уплотнения, около магнитопроводящих поверхностей, контактирующих с магнитной жидкостью, отсутствуют зоны с чрезмерно высокой напряженностью поля, это снижает силы взаимодействия цепочек из частиц жидкости с поверхностями вала и концентраторов поля. Такое уплотнение обладает пониженным моментом трения, моментом страгивания, в уплотнении исключается перегрев магнитной жидкости, что повышает его надежность и ресурс.
Эффективность применения заявляемого магнитожидкостного уплотнения вала с пониженным моментом трения подтверждена экспериментально, результаты приведены на фиг. 2-5.
Обработка поверхностей контактирующих с магнитной жидкостью алмазным выглаживанием проводилась на токарном станке типа ИЖ 250 ИТВМФ1.
Из приведенных на фиг. 2-5 данных видно, применение термообработки, точения и алмазного выглаживания обеспечивает наименьшую шероховатость. Исходная величина шероховатости Ra поверхности сменной втулки из стали 40X13 после точения составляет 1,435 мкм, а после алмазного выглаживания - 0,540 мкм. После термообработки, точения и алмазного выглаживания величина шероховатости Ra поверхности составляет 0,451 мкм (фиг. 3).
Применение сменной втулки и полюсных приставок с концентраторами, поверхности которых, контактирующие с магнитной жидкостью, обладают уменьшенной величиной шероховатости Ra, обеспечивает уменьшение момента трения в зазоре магнитожидкостного уплотнения (фиг. 4).
Термообработка и последующее механическая обработка и алмазное выглаживание существенно увеличивают износостойкость поверхностного слоя деталей, контактирующих (магнитной жидкостью (фиг. 5).
Таким образом, оснащение магнитожидкостного уплотнения сменной втулкой, а также использование сменной втулки и полюсных приставок, поверхности которых, контактирующие с магнитной жидкостью, подвергнуты термической обработке, а затем механической обработке и поверхностному пластическому деформированию обеспечивает увеличение межремонтного срока службы устройств, содержащих магнитожидкостные уплотнения вала. Заявляемся уплотнение обладает надежностью, повышенным ресурсом работы и расширенными функциональными возможностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения ресурса и надежности магнитожидкостных герметизаторов | 2019 |
|
RU2721967C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА С ПОНИЖЕННЫМ МОМЕНТОМ ТРЕНИЯ | 2013 |
|
RU2531070C1 |
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА И НАДЕЖНОСТИ УСТРОЙСТВ С НАНОДИСПЕРСНОЙ МАГНИТНОЙ ЖИДКОСТЬЮ | 2013 |
|
RU2536863C2 |
| Смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования | 2017 |
|
RU2674162C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2013 |
|
RU2529275C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2009 |
|
RU2403476C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2004 |
|
RU2302573C2 |
| Магнитожидкостное уплотнение | 1989 |
|
SU1820114A1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2007 |
|
RU2353840C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2014 |
|
RU2563562C1 |
Изобретение относится к уплотнительной технике и может применяться в машиностроении для уплотнения вращающихся валов. Магнитожидкостное уплотнение вала с пониженным моментом трения, содержащее магнитную систему, состоящую из охватывающих вал постоянного магнита и полюсных приставок, снабженных на обращенных к валу поверхностях концентраторами магнитного потока, при этом поверхности концентраторов, контактирующие с магнитной жидкостью, подвергнуты поверхностному пластическому деформированию, дополнительно содержит сменную втулку, установленную на валу, один торец которой взаимодействует с внутренним торцом фланца вала, а второй - с торцом фиксирующей гайки, образующую с полюсными приставками зазор, заполненный магнитной жидкостью, контактирующая с магнитной жидкостью поверхность сменной втулки подвергнута термической обработке, а затем механической обработке и поверхностному пластическому деформированию, при этом поверхности концентраторов, контактирующие с магнитной жидкостью, перед обработкой поверхностным пластическим деформированием подвергнуты термической обработке. Технический результат заключается в увеличении межремонтного срока службы устройств, содержащих магнитожидкостные уплотнения вала при уменьшении момента трения. 5 ил.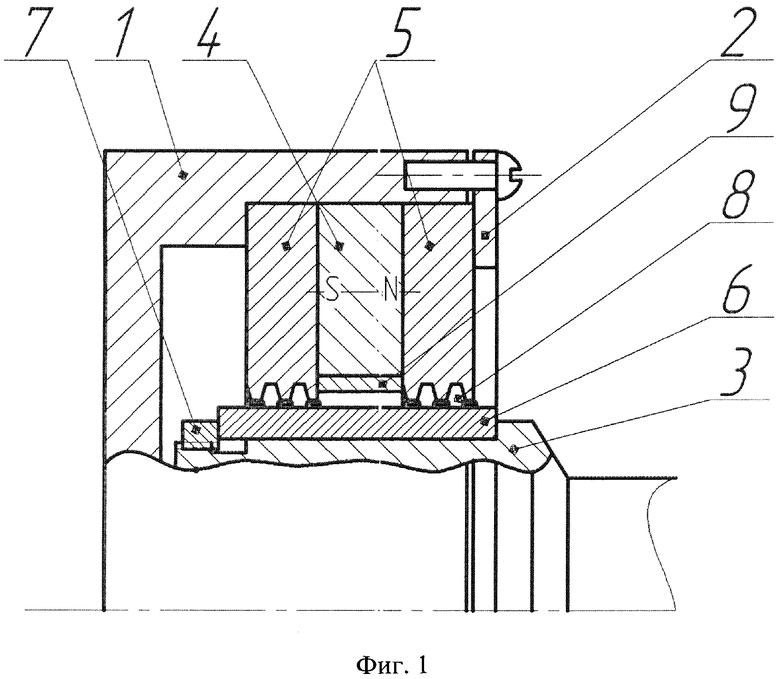
Магнитожидкостное уплотнение вала с пониженным моментом трения, содержащее магнитную систему, состоящую из охватывающих вал постоянного магнита и полюсных приставок, снабженных на обращенных к валу поверхностях концентраторами магнитного потока в виде зубцов, поверхности концентраторов, контактирующие с магнитной жидкостью, подвергнуты поверхностному пластическому деформированию отличающееся тем, что содержит сменную втулку, установленную на валу, один торец которой взаимодействует с внутренним торцом фланца вала, а второй - с торцом фиксирующей гайки, образующую с полюсными приставками зазор, заполненный магнитной жидкостью, контактирующая с магнитной жидкостью поверхность сменной втулки подвергнута термической обработке, а затем механической обработке и поверхностному пластическому деформированию, при этом поверхности концентраторов, контактирующие с магнитной жидкостью, перед обработкой поверхностным пластическим деформированием подвергнуты термической обработке.
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА С ПОНИЖЕННЫМ МОМЕНТОМ ТРЕНИЯ | 2013 |
|
RU2531070C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2007 |
|
RU2353840C1 |
| Магнитно-жидкостное уплотнение | 1979 |
|
SU881441A1 |
| Магнитожидкостное уплотнение | 1982 |
|
SU1048217A1 |
| СПОСОБ НАБЛЮДЕНИЯ ЗА ПРОСТРАНСТВОМ НА ФОНЕ ЯРКОГО УДАЛЕННОГО ИСТОЧНИКА СВЕТА | 2007 |
|
RU2356066C2 |

