Изобретение относится к смазочно-охлаждающим технологическим средствам (СОТС) и может быть использовано при обработке металлов резанием и отделочно-упрочняющей обработке поверхностей деталей из сталей и цветных металлов резанием и методами поверхностно-пластического деформирования (ППД).
Как известно, для этих целей в настоящее время применяют смазочно-охлаждающие жидкости (СОЖ): водные эмульсии из 5 эмульсолов или растворы неорганических электролитов и поверхностно-активных веществ (Курчик Н.Н. и др., Смазочные материалы для обработки металлов резанием, изд. "Химия", М., 1972, с. 130-155.). Примерами таких продуктов могут служить эмульсолы Э, ЭГТ, НГЛ-205, Укринол-1, ЭМУС и др., состоящие из нафтеновых, смоляных (канифольных), жирных сульфокислот (например, от очистки нефтяных дистиллятов) в виде солей с едким натрием (калием),минерального масла и стабилизатора - спирта и воды. В частности, эмульсолы Э (Э-1, Э- 10 2, Э-3) содержат нафтеновые кислоты масляного асидола - 7-12%, едкий натрий - 0.7-1.3%, этиловый спирт или этиленгликоль -1.5-2.0%, воду - 4-6%, минеральное масло - до 100% (Товарные нефтепродукты: Свойства и применение. Справочник, изд. "Химия", М., 1972. С. 346-354.). Аналогично ЭМУС: минеральное масло с добавками нефтяных сульфонатов и противоизносных присадок (Поверхностные явления и поверхностно-активные вещества (справочник), под ред. А.А. Абрамзона и Е.Д. Щукина, Л., «Химия», 1984.). Далее на месте применения такие концентраты разбавляют водой (обычно в соотношении от 1:50 до 1:10) с образованием эмульсий молочного цвета, используемых для смазки и охлаждения режущего (штампового) инструмента и обрабатываемых изделий.
Указанные эмульсии, хотя и обладают необходимыми смазочными и охлаждающими свойствами, имеют существенный недостаток - грубую дисперсность частиц и, как следствие, недостаточную устойчивость, особенно в жесткой воде, что негативно сказывается на производительности и качестве обработки металлов (эмульсиям и растворам на основе щелочных (K, Na-) солей кислот присуще также нежелательное здесь повышенное пенообразование).
Известен концентрат смазочно-охлаждающей жидкости (патент РФ №2597599, МПК С10М 173/00, С10М 109/02, С10М 105/66, C10N 30/04, C10N 30/06, C10N 30/12, C10N 40/20, 2016 г.), содержащий продукты взаимодействия триэтаноламина с олеиновой кислотой, борной кислотой, моноалкилфосфорной кислотой, целевые добавки - пеногаситель и отдушку и воду, при этом в качестве продукта взаимодействия триэтаноламина с олеиновой кислотой используют триэтаноламиновые мыла олеиновой кислоты и триэтаноламиновые мыла оксиэтилированной олеиновой кислоты на 7 молей окиси этилена, в качестве продукта взаимодействия триэтаноламина с борной кислотой используют продукт взаимодействия триэтаноламина с модифицированной борной кислотой, в качестве продукта взаимодействия триэтаноламина с моноалкилфосфорной кислотой используют продукт, где в качестве спиртового агента служит полиэтиленгликоль 400, концентрат дополнительно содержит водный раствор полиэтиленгликоля 1500 в концентрации 30-35% масс, и ингибитор меди, в качестве которого используют продукт взаимодействия бензотриазола с триэтаноламином в массовом соотношении 1:5, при следующем соотношении компонентов, мас. %: триэтаноламиновые мыла олеиновой кислоты - 10,0-20,0; триэтаноламиновые мыла оксиэтилированной олеиновой кислоты на 7 молей окиси этилена - 10,0-12,0; продукт взаимодействия триэтаноламина с модифицированной борной кислотой - 25,0-28,0; продукт взаимодействия триэтаноламина с моноалкилфосфорной кислотой, где в качестве спиртового агента служит полиэтиленгликоль 400, - 25,0-30,0; водный раствор 30-35% полиэтиленгликоля 1500 - 10,0-12,0; продукт взаимодействия бензотриазола с триэтаноламином в массовом соотношении 1:5 - 0,3-0,5; пеногаситель - 0,05-0,07; отдушка - 0,003-0,005; вода - до 100%.
Недостатком такого состава СОЖ является необходимость осуществления ее подачи поливом в зону контакта инструмента и детали при обработке детали пластическим деформированием, что значительно повышает расход СОЖ при постоянной ее подаче в зону обработки.
Известен концентрат смазочно-охлаждающей жидкости для механической обработки металлов (патент на изобретение РФ №2299235, МПК С10М 173/02, С10М 135/10, С10М 129/56, С10М 133/08, C10N 40/20, 2007 г.), принятый за прототип, включающий талловое масло или кислоты таллового масла, алканоламин, воду, спирт или гликоль или их эфиры, алкилсульфонат или алкилбензолсульфонат при следующем соотношении компонентов, мас. %:
Заявленный качественный и количественный состав СОЖ позволяет получить мелкодисперсные коллоидные растворы, устойчивые к жесткой воде. Кроме вышеназванных компонентов указанные концентраты при необходимости могут содержать также малые добавки из числа комплексонов, ингибиторов коррозии, бактерицидов, душистых веществ и т.д. При этом в качестве таллового масла пригодны легкие, дистиллированные масла, а также дистиллированные талловые кислоты с кислотным числом 70-190 мг КОН/г.
Такие СОЖ обладают рядом преимуществ: более высокой охлаждающей способностью, пожаробезопасностью, лучшими санитарно-гигиеническими характеристиками, сравнительно невысокой стоимостью рабочих растворов.
Недостатками такого состава смазочно-охлаждающей жидкости (СОЖ) являются наличие неудовлетворительных смазочных свойств и трудность вопросов регенерации и утилизации отработанных растворов. Кроме того, имеется необходимость осуществления подачи СОЖ поливом в зону контакта инструмента и детали, что значительно повышает расход СОЖ при постоянной ее подаче в зону обработки и снижает эффективность использования самого раствора СОЖ (недостаточные стойкость инструментов и величина шероховатости Ra).
Техническим результатом настоящего изобретения является разработка эффективного пластичного смазочно-охлаждающего технологического средства для обработки металлов резанием и процессов поверхностного деформирования, т.е. позволяющего уменьшить расход СОТС при постоянной ее подаче в зону обработки, повысить стойкость инструментов и уменьшить величину шероховатости Ra.
Технический результат достигается тем, что смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования, содержащее триэтаноламин, дополнительно содержит олеиновую кислоту, полиэтиленгликоль, индустриальное масло И-20 при следующем соотношении компонентов, мас. %:
Пластичные СОТС обычно представляют собой смазки в виде пасты, состав которых зависит от вида загустителя. Пластичные СОТС применяются однократно, но применение их экономически оправдано ввиду малого расхода на многих технологических операциях. Пластичные СОТС применяются также на оборудовании, где отсутствует система охлаждения, когда применение жидких СОТС по санитарно-гигиеническим условиям невозможно. Пластичные смазочные материалы используют в мелкосерийном производстве, на операциях с низкими скоростями резания (резьбонарезании, развертывании, при выполнении ручных слесарных операций и т.д.), на операциях поверхностно-пластического деформирования, в том числе, труднообрабатываемых металлов и сплавов. Методы нанесения пластичных смазок различны: погружением инструмента в смазочный материал, нанесением вручную кистью или лопаточкой на инструмент или обрабатываемую деталь, подвод к зоне резания при помощи шприца и т.д.
Для реализации изобретения необходимы следующие вещества:
- триэтаноламин (ТУ 2423-168-00203335-2007);
- олеиновая кислота техническая (Технические условия. ГОСТ 7580-91);
- полиэтиленгликоль-1000 (ТУ 2483-007 - 71150986-2006);
- индустриальное масло И-20 (ГОСТ 20799-88).
Триэтаноламин - это ингибитор коррозии.
Полиэтиленгликоль-1000 является хорошим загустителем и снижает коэффициент трения.
Масло И-20, используется в качестве базового компонента при изготовлении пластичных смазок.
Олеиновая кислота техническая предназначена для получения сложных эфиров с полиэтиленгликолем -1000.
Смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования получают смешением в указанных количествах и в следующей последовательности: триэтаноламин, олеиновую кислоту и полиэтиленгликоль-1000 (загуститель) перемешивают в течение 10 минут. Затем добавлют индустриальное масло И-20 и нагревают смесь до температуры 70-80°С и, помешивая, выдерживают состав при указанной температуре в течение одного часа при следующем соотношении компонентов, мас. %: триэтаноламин 15; олеиновая кислота 5; полиэтиленгликоль 40; индустриальное масло И-20 40.
Окончательно смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования изготовлено в виде пасты.
Технологические (станочные) испытания эффективности заявляемого смазочно-охлаждающего технологического средства для обработки металлов резанием и процессов поверхностного деформирования проведены при нарезании резьбы метчиками диаметром Мб и при обработке поверхностей деталей алмазным выглаживанием.
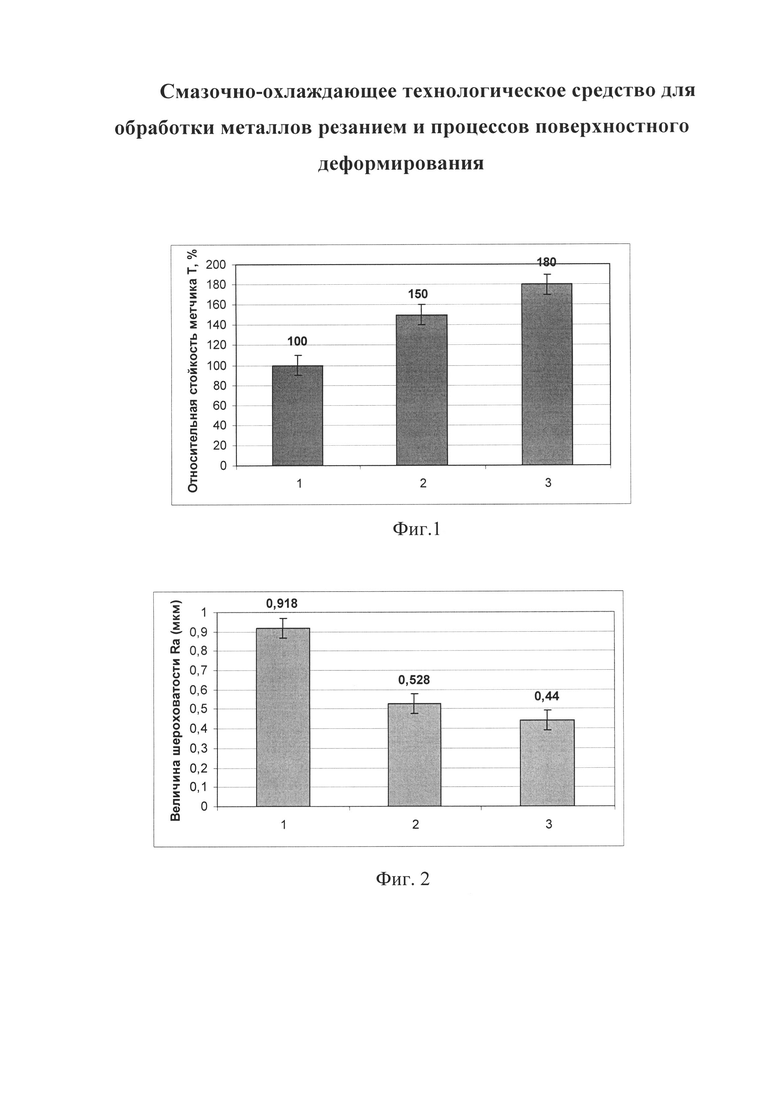
Относительная стойкость метчиков определялась при нарезании резьбы на деталях из стали 45 на радиально-сверлильном станке 2А135 с автоматической подачей инструмента и отсутствующей системой охлаждения при следующих режимах: n=12 об/мин. Обрабатываемым материалом были выбраны заготовки в форме пластин толщиной 10 мм. СОТС наносилось вручную лопаточкой на метчик. На Фиг. 1. приведены относительная стойкость метчиков при обработке стали 45: 1 - без СОТС; 2 - с известным составом СОТС (прототип); 3 - с заявляемым смазочно-охлаждающим технологическим средством для обработки металлов резанием и процессов поверхностного деформирования.
Относительная стойкость метчиков с применением заявляемого смазочно-охлаждающего технологического средства для обработки металлов резанием и процессов поверхностного деформирования на 20% выше, чем у метчиков с использованием известных растворов СОЖ - свидетельство того, что заявляемое смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования в виде пасты имеет улучшенные смазочные свойства, и за счет этого активнее проникает и удерживается в зоне контакта инструмент - обрабатываемое изделие.
Обработка алмазным выглаживанием поверхностей деталей из стали 40X13 проводилась на токарном станке типа ИЖ 250ИТВМФ1.Технология упрочнения алмазным выглаживанием включает следующие этапы:
- токарная обработка (точение) при режимах:
n=800 об/мин, S=0,15 мм/об;
- алмазное выглаживание при режимах:
n=200 об/мин, S=0,015 мм/об, сила выглаживания - 200 Н.
Измерение шероховатости Ra производилось на приборе профилометре - профилографе модели АБРИС-ПМ7, запись профилограмм - на ЭВМ.
На фиг. 2. показана гистограмма изменения шероховатости Ra в зависимости от метода обработки для деталей из стали 40X13: 1 - точение; 2 - точение + алмазное выглаживание с применением СОЖ (прототип); 3 - точение + алмазное выглаживание с применением заявляемого смазочно-охлаждающего технологического средства для обработки металлов резанием и процессов поверхностного деформирования.
Величина шероховатости Ra после обработки алмазным выглаживанием поверхностей деталей из сталей 40X13 с применением заявляемого смазочно-охлаждающего технологического средства для обработки металлов резанием и процессов поверхностного деформирования на 15-20% меньше, чем после обработки алмазным выглаживанием с использованием известных растворов смазочно-охлаждающие жидкости (СОЖ). Это свидетельство того, что заявляемое смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования в виде пасты имеет улучшенные смазочные свойства и за счет этого активнее проникает в зону контакта инструмент - обрабатываемое изделие и удерживается там во время обработки.
Таким образом, по совокупности приведенных результатов эффективность предложенных составов СОТС выше известных, что было достигнуто новым, определенным сочетанием и составом компонентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2018 |
|
RU2676690C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И АЛМАЗНЫМ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2831570C1 |
| Смазочно-охлаждающее технологическое средство для процессов поверхностного деформирования | 2017 |
|
RU2660909C1 |
| КОНЦЕНТРАТ ВОДОСМЕШИВАЕМОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2016 |
|
RU2637314C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2019 |
|
RU2708084C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2017 |
|
RU2650525C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭМУЛЬСОЛА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2133261C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ТЕХНОЛОГИЧЕСКАЯ СРЕДА ДЛЯ ОБРАБОТКИ ЦВЕТНЫХ МЕТАЛЛОВ | 2010 |
|
RU2441060C1 |
| Концентрат смазочно-охлаждающей жидкости для магнитно-абразивной обработки металлов | 2022 |
|
RU2790826C1 |
| КОНЦЕНТРАТ ВОДОСМЕШИВАЕМОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2016 |
|
RU2637315C1 |
Изобретение относится к смазочно-охлаждающим технологическим средствам и может быть использовано при обработке металлов резанием и отделочно-упрочняющей обработке поверхностей деталей из сталей и цветных металлов резанием и методами поверхностно-пластического деформирования. Смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования, содержащее триэтаноламин, дополнительно содержит олеиновую кислоту, полиэтиленгликоль, индустриальное масло И-20 при следующем соотношении компонентов, мас.%: триэтаноламин 15; олеиновая кислота 5; полиэтиленгликоль 40; индустриальное масло (И-20) 40. Технический результат состоит в разработке эффективного пластичного смазочно-охлаждающего технологического средства для обработки металлов резанием и процессов поверхностного деформирования, т.е. позволяющего уменьшить расход СОТС при постоянной ее подаче в зону обработки, повысить стойкость инструментов и уменьшить величину шероховатости. 2 ил.
Смазочно-охлаждающее технологическое средство для обработки металлов резанием и процессов поверхностного деформирования, содержащее триэтаноламин, отличающееся тем, что дополнительно содержит олеиновую кислоту, полиэтиленгликоль, индустриальное масло И-20 при следующем соотношении компонентов, мас. %:
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2005 |
|
RU2299235C2 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2015 |
|
RU2597599C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭМУЛЬСОЛА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2133261C1 |
| ЭМУЛЬСОЛ АТМ-СОЖ-2 ДЛЯ ПРИГОТОВЛЕНИЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2375418C2 |
| WO 2008051330 A1, 02.05.2008. | |||

