Изобретение относится к области технологии машиностроения, а именно к термической обработке заготовок из сплава Х65НВФТ на основе хрома (состав, масс. %: Cr - основа; Ni - 32; Ti - 0,5; V - 0,25; W - 1,5; примеси, н/б: О - 0,08; N - 0,04 Si - 0,1; Al - 0,06; Fe - 0,5) и предназначено для обеспечения снижения твердости и повышение обрабатываемости резанием данного материала.
Известно, что обработка резанием жаропрочных сплавов и, соответственно, сплава Х65НВФТ, затруднена вследствие высокой твердости, прочности, большого сопротивления пластическому деформированию. Улучшение обрабатываемости резанием достигается снижением твердости.
Известна термическая обработка заготовок (прутков) из сплава в соответствии с ТУ 1850-540-56897835-2012 «Прутки, прессованные из сплава Х65НВФТ (ВХ4)», включающая отжиг при 900°С с изотермической выдержкой в течение 16 часов с последующим охлаждением на воздухе. Недостатком данной термической обработки является то, что такая термическая обработка обеспечивает твердость не ниже 36-38HRC. При обработке резанием сплава с такой высокой твердостью наблюдается повышенный износ режущего инструмента и его низкая стойкость.
Наиболее близким по технической сущности к предлагаемому изобретению, его аналогом (прототипом) является термическая обработка с регламентируемым режимом охлаждения после изотермической выдержки при отжиге, включающая нагрев заготовок до температуры отжига 900°С, изотермическую выдержку в течение 16 часов и охлаждение, при этом охлаждение заготовок после изотермической выдержки проводят со скоростью 30-50°С/час до температуры в интервале 650-550°С, а затем охлаждают на воздухе (патент RU №2514899 опубл. 10.05.2014). При этом достигается снижение твердости 34-36 HRC. Недостатком данной термической обработки является то, что при такой обработки твердость обрабатываемость сплава невысокая.
В основу заявленного изобретения, его технической задачей является снижение твердости заготовок и, таким образом, улучшения обрабатываемости резанием, позволяющей повысить стойкость инструмента или увеличить скорость резания при обработке заготовок из жаропрочного и жаростойкого сплава Х65НВФТ.
Техническим результатом заявленного изобретения является получение заготовок (прутков) из жаропрочного сплава Х65НВФТ с твердостью не более 28-30 HRC.
Для достижения указанного результата прутки после прессования подвергают изотермической выдержке в течение 16 часов с охлаждением на воздухе в соответствии с ТУ1850-540-56897835-2012, а затем выполняют отжиг, включающий нагрев заготовок до температуры 12280-1300°С, изотермическую выдержку в течение 4-6 часов, охлаждение на воздухе и последующую закалку от 900-950°С с охлаждением в масле или на воздухе для обеспечения твердости 28-30 HRC.
Пример осуществления способа термической обработки жаропрочного сплава Х65НВФТ на основе хрома
Прутки, предварительно подвергнутые изотермической выдержке при 900°С в течение 16 часов для снятия остаточных напряжений, подвергают отжигу, включающему нагрев заготовок до 1280-1300°С, изотермическую выдержку в течение 4-6 часов, охлаждение на воздухе и последующей закалке от 900-950°С с охлаждением в масле или на воздухе.
Такая термическая обработка обеспечивает крупнозернистую структуру более твердой α-фазы (твердый раствор никеля в хроме решетка ОЦК) и максимальное объемное количество в структуре γ-фазы (твердый раствор хрома в никеле, решетка ГЦК), обладающей, меньшей твердостью, чем α-фаза.
При высокой температуре отжига 1280-1300°С, близкой к линии солидус, происходит интенсивный рост зерна только α-фазы, т.к. нагрев осуществляется в однофазную α-область (фиг. 1), коагуляция γ-фазы, выделяющейся из пересыщенного твердого раствора происходит в процессе охлаждения от высокой температуры изотермической выдержки.
Крупнозернистые структуры обладают пониженной прочностью и твердостью, в соответствии с законом Петча-Холла:
σв=σ0×D-1/2 (1), где σв - предел прочности; σ0 - константа материала; D - средний размер зерна.
Однако охлаждение на воздухе после изотермической выдержки при отжиге не позволяет получить структуру с максимальным объемным количеством γ-фазы (менее 40% в соответствии с диаграммой «Ni-Cr» (см. фиг. 1). Получение в структуре максимального количества у - фазы, обладающей меньшей твердостью, достигается фиксацией фазового состава, получаемого закалкой от 900-950°С - температуры, для которой наблюдается более крутой подъем линии сольвус, примыкающей к однофазной области α-фазы, чем линии сольвус, примыкающий к области γ-фазы (фиг. 1).
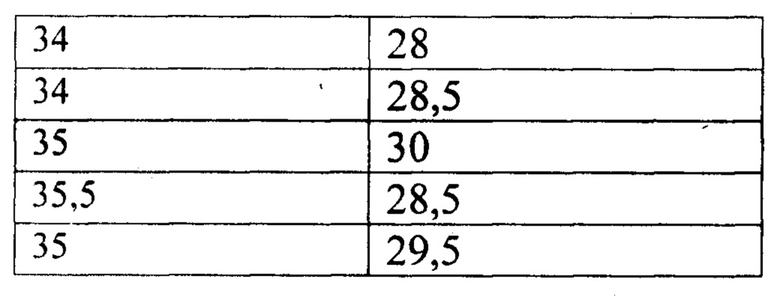
На фиг. 2а показана структура сплава после нагрева до 1280-1300°С и охлаждения на воздухе. На фиг. 2б - после нагрева до 1280-1300°С, охлаждения на воздухе и последующей закалки от 950°С. Такая термическая обработка позволят понизить твердость фаз: α ~ с 580 (фиг. 2а) до 500 HV (фиг. 2б), γ - 430 (фиг. 2а) до 380 (фиг. 2б) и макротвердость сплава до 28-30 HRC по сравнению с твердостью прототипа 34-36 HRC (табл. 1).

Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата - снижение твердости жаропрочного сплава Х65НВФТ на основе хрома, что позволяет повысить скорость резания при точении заготовок из сплава Х65НВФТ твердосплавным инструментом на 20-30% без потери стойкости инструмента.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса термической обработки жаропрочного сплава Х65НВФТ на основе хрома, снижения его твердости, что позволяет повысить скорость резания при точении заготовок из данного материала.
для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНОГО И ЖАРОСТОЙКОГО СПЛАВА Х65НВФТ | 2013 |
|
RU2514899C1 |
| Способ изготовления изделия из сплава Х65НВФТ | 2019 |
|
RU2708194C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНОГО И ЖАРОСТОЙКОГО СПЛАВА Х65НВФТ | 2013 |
|
RU2515145C1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| СПОСОБ СТАРЕНИЯ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2366725C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ЗАГОТОВОК | 2012 |
|
RU2532874C2 |
| Способ изготовления лопаток газотурбинных двигателей из деформированных заготовок сплава на основе орторомбического алюминида титана | 2022 |
|
RU2790704C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВ | 2013 |
|
RU2530598C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МОНОКРИСТАЛЛИЧЕСКИХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2353701C1 |

Изобретение относится к области машиностроения и может быть использовано в металлообрабатывающей промышленности. Для получения твердости не более 28-30 HRC с целью улучшенной обрабатываемости резанием заготовок из сплава Х65НВФТ, осуществляют нагрев заготовок, полученных прессованием, до температуры 900°С, изотермическую выдержку в течение 16 часов и охлаждение для устранения остаточных напряжений, после охлаждения выполняют отжиг при 1280-1300°С в течение 4-6 часов с охлаждением на воздухе и последующую закалку с 900-950°С с охлаждением в масле или на воздухе. 2 ил., 1 табл.
Способ термической обработки заготовок из сплава Х65НВФТ, включающий нагрев заготовок до температуры 900°С, изотермическую выдержку в течение 16 часов и охлаждение, отличающийся тем, что после охлаждения выполняют отжиг при 1280-1300°С в течение 4-6 часов с охлаждением на воздухе и последующую закалку с 900-950°С с охлаждением в масле или на воздухе.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНОГО И ЖАРОСТОЙКОГО СПЛАВА Х65НВФТ | 2013 |
|
RU2514899C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНОГО И ЖАРОСТОЙКОГО СПЛАВА Х65НВФТ | 2013 |
|
RU2515145C1 |
| KR 1020050063010 A, 28.06.2005 | |||
| JP 5271840 A, 19.10.1993. | |||

