Изобретение относится к области машиностроения и может быть использовано в металлообрабатывающей промышленности для изготовления формообразующего инструмента с высокими механическими свойствами, обеспечивающими сопротивление термоциклическим нагрузкам, возникающим при горячей обработке давлением жаропрочных сплавов.
Известен сплав на основе хрома, и изделие, изготовленное из него. Сплав используется для изготовления штампового инструмента для обработки деталей из жаропрочных сплавов и содержит, масс. %: Мо - 10-35, Zr - 0,3-1,5, Ti - 0,3-1,5, Fe - 1-10, O2 - 0,05-0,0,15, С - 0,1-0,5, Ni - 0,5-1,5, Cr - остальное (Патент РФ №2211875, опубл. 10.09.2003).
Изделия из сплава на основе хрома получают методом порошковой металлургии, а для достижения удовлетворительных механических свойств подвергают горячему изостатическому прессованию. Недостатком данного изобретения является низкая технологичность используемого сплава.
Другим способом, известным из уровня техники, является способ обработки сплава Х65НВФТ на основе хрома. Заготовки из него получают литьем с последующей обработкой давлением, а для получения крупнозернистой однофазной структуры и обеспечения максимальной жаростойкости сплав подвергается термической обработке (Патент РФ №2515145, опубл. 10.05.2014). Данный сплав на основе хрома является более технологичным.
Недостатком данного способа является повышенная хрупкость и недостаточная прочность изготовленного изделия, из-за которой его невозможно использовать в качестве формообразующего инструмента, испытывающего высокие термоциклические нагрузки.
Наиболее близким по технической сущности к предлагаемому изобретению и выбранным в качестве прототипа является способ изготовления изделий из труднодеформируемого сплава Х65НВФТ на основе хрома, который содержит, масс. %: Ni - 31-35, Ti - 0,05-0,3, V - 0,1-0,4, W - 1-3, с примесями О, N, Si, Al, Fe - суммарно не более 0,8%; Cr - остальное. Способ включает получение слитка, гомогенизирующий отжиг 1100-1200°С, прессование до необходимого размера, отжиг поковки при 900°С в течение 16 часов, механическую обработку для придания необходимой формы (RU 2625361 С1, опубл. 13.07.2017).
Данный способ используется для изготовления ответственных изделий термокаталитического двигателя коррекции орбиты и ориентации космических аппаратов (Бутрим В.Н. Технологические аспекты повышения свойств и качества полуфабрикатов из сплавов на основе хрома для изделий космической техники / В.Н. Бутрим // Технология легких сплавов. 2015. - №2. - с. 95-104).
Недостаток, в том числе техническая проблема, заключается в том, что полученные таким образом изделия невозможно использовать в качестве формообразующего инструмента из-за пониженных механических свойств - прочности - не более 1000 МПа, твердости - не более 35-37 HRC и относительного удлинения - не более 8%.
В основу заявленного изобретения был положен технический результат - улучшение механических свойств сплава Х65НВФТ и достижение твердости 45-50 HRC, предела прочности 1490-1500 МПа и относительного удлинения не менее 12% для сопротивления высоким термоциклическим нагрузкам, возникающим при горячей обработке давлением жаропрочных сплавов, и обеспечение возможности использования сплава Х65НВФТ для изготовления формообразующего инструмента.
Технический результат достигается тем, что изготовление изделия из сплава Х65НВФТ включает в себя гомогенизирующий отжиг отливки, последующие прессование, отжиг заготовки и механическую обработку, при этом после механической обработки осуществляют закалку от температуры 1230-1270°С и отпуск при температуре 700-800°С, что обеспечивает твердость 45-50 HRC, предел прочности 1490-1500 МПа и относительное удлинение не менее 12%.
Изобретение поясняется графическими изображениями:
На фиг. 1 изображено графическое отображение фазового состава и структуры сплавов на основе системы «Ni - Cr» в зависимости от концентрации легирующих элементов и температуры.
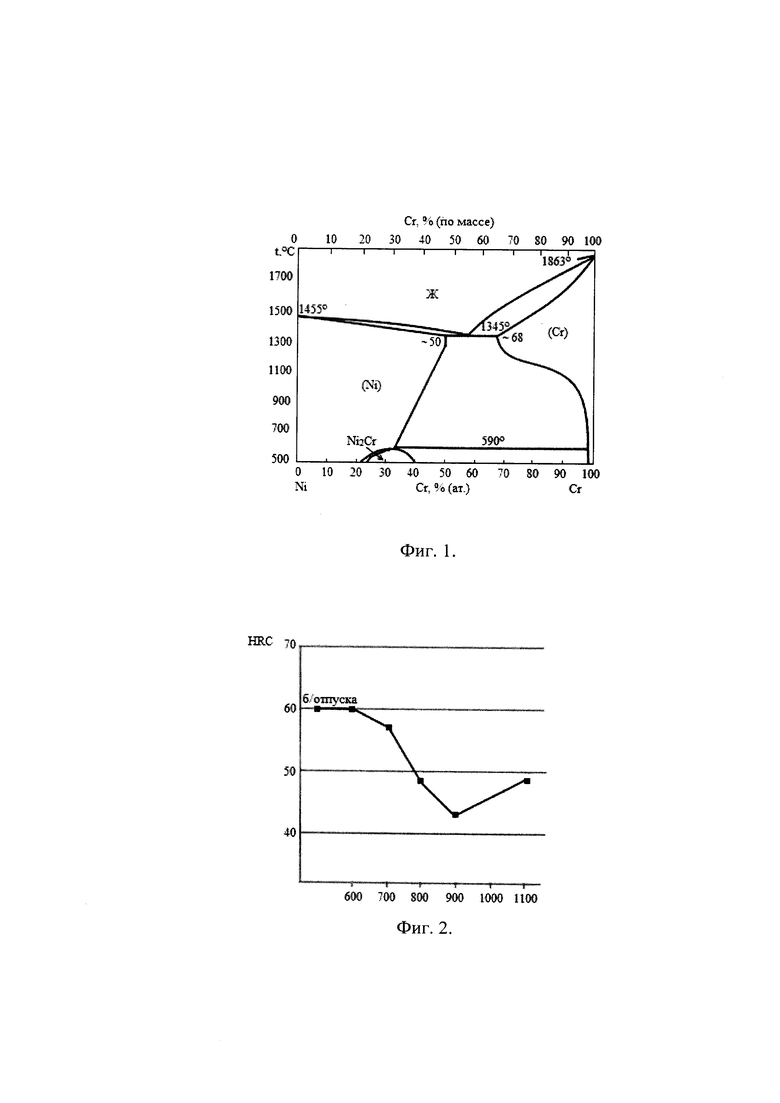
На фиг. 2 приведена зависимость твердости сплава Х65НВФТ от температуры отпуска.
Способ изготовления изделия из сплава Х65НВФТ включает гомогенизирующий отжиг отливки, последующие прессование, отжиг заготовки и механическую обработку, при этом после механической обработки осуществляют закалку от температуры 1230-1270°С и отпуск при температуре 750-800°С, что обеспечивает твердость 45-50 HRC, предел прочности 1490-1500 МПа и относительное удлинение не менее 12%.
Изделия из сплава Х65НВФТ возможно применять для изготовления формообразующего инструмента, который сохраняет работоспособность до 700-800°С (т.е. температуры отпуска сплава).
Формообразующий инструмент с такими механическими свойствами позволяет производить горячую обработку давлением жаропрочных сплавов, например на никелевой или кобальтовой основе, полужидкую штамповку металлов, а также служить материалом пресс-форм для литья сплавов с высокой температурой плавления (например, медных). Уровень пластичности определяет хорошее сопротивление термоциклическим нагрузкам.
Высокое содержание хрома обеспечивает окалиностойкость инструмента при высоких температурах эксплуатации, характерных для обработки жаропрочных сплавов.
Пример осуществления способа.
Отливку из сплава Х65НВФТ подвергают гомогенизирующему отжигу при температуре 1100-1200°С для выравнивания химического состава по объему слитка (устранению ликвации), осуществляют пластическое деформирование прессованием при температуре 1210±10°С до необходимого размера, отжигают при температуре 900°С в течение 16 часов для снижения твердости и, таким образом, улучшения обрабатываемости резанием, проводят механическую обработку для получения необходимой формы и размеров изделия и упрочняющую обработку, включающую закалку при 1230-1270°С и отпуск при 750-800°С, что обеспечивает высокие механические свойства (см. таблицу).
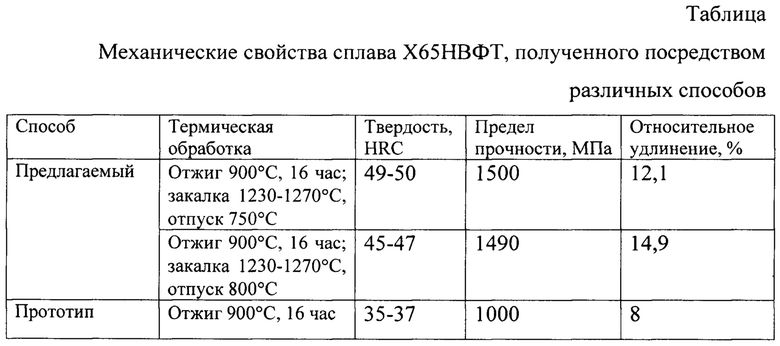
Способ изготовления изделия из сплава Х65НВФТ обеспечивает получение необходимых механических свойств следующим образом. Нагрев при закалке в однофазную область (см. фиг. 1) обеспечивает полное растворение γ - фазы, такая однофазная структура фиксируется при закалочном охлаждении. Повышение механических свойств достигается за счет твердорастворного упрочнения, а именно получения пересыщенного твердого раствора никеля в хроме - α-фазы с высокой твердостью (570±25 HV) и прочностью. При этом «мягкая» γ - фаза (380±30 HV) растворяется в α-фазе. Отпуск при заданной температуре 750-800°С снижает закалочные напряжения, вызывает выделение мелкоразмерной пластичной γ - фазы, эти диффузионные процессы приводят к повышению пластичности сплава и сопротивлению ударным нагрузкам, при этом достигается необходимая твердость 45-55 HRC (фиг. 2).
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения, позволяет получить заявленный технический результат - улучшение механических свойств сплава Х65НВФТ и достижение твердости 45-50 HRC, предела прочности 1490-1500 МПа и относительного удлинения не менее 12% и обеспечение возможности использования сплава Х65НВФТ для изготовления формообразующего инструмента за счет проведения после механической обработки упрочняющей обработки, включающей закалку при 1230-1270°С и отпуск при 750-800°С.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования при изготовлении формообразующего инструмента для осуществления горячей обработки давлением жаропрочных сплавов на никелевой и кобальтовой основе, штамповка которых сопровождается повышенными термоциклическими нагрузками;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета способов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки жаропрочного сплава Х65НВФТ на основе хрома для повышения обрабатываемости резанием | 2019 |
|
RU2725463C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНОГО И ЖАРОСТОЙКОГО СПЛАВА Х65НВФТ | 2013 |
|
RU2514899C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНОГО И ЖАРОСТОЙКОГО СПЛАВА Х65НВФТ | 2013 |
|
RU2515145C1 |
| Коррозионно-стойкая автоматная сталь | 2024 |
|
RU2838608C1 |
| ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ ДЛЯ РАБОТЫ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ И СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ДЛЯ РАБОТЫ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ | 2012 |
|
RU2575527C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ИЗ ТРУДНОДЕФОРМИРУЕМОГО СПЛАВА НА ОСНОВЕ ХРОМА | 2016 |
|
RU2625361C1 |
| ЖАРОПРОЧНЫЙ И ЖАРОСТОЙКИЙ СПЛАВ НА ОСНОВЕ ХРОМА | 2014 |
|
RU2570608C1 |
| Заготовка твердосплавной пластины из порошковой карбидостали и способ ее термообработки | 2020 |
|
RU2756600C1 |
| Высокопрочная коррозионно-стойкая сталь | 2019 |
|
RU2724766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2528687C1 |
Изобретение относится к области машиностроения и может быть использовано в металлообрабатывающей промышленности. Для обеспечения заданных механических свойств осуществляют гомогенизирующий отжиг отливки при температуре 1210±10°С для выравнивания химического состава по объему слитка (устранению ликвации), осуществляют пластическое деформирование прессованием при температуре 1210±10°С до необходимого размера, отжигают при температуре 900°С в течение 16 часов для снижения твердости и, таким образом, улучшения обрабатываемости резанием, проводят механическую обработку для получения необходимой формы и размеров изделия и упрочняющую обработку, включающую закалку от температуры 1230-1270°С и отпуск с обеспечением высоких механических свойств изделия из сплава Х65НВФТ - твердости 45-50 HRC, предела прочности 1490-1500 МПа и относительного удлинения не менее 12%. Изделие применяют в качестве формообразующего инструмента. 2 ил., 1 табл.
Способ изготовления изделия из сплава Х65НВФТ, включающий гомогенизирующий отжиг отливки, последующие прессование, отжиг заготовки и механическую обработку, отличающийся тем, что после механической обработки осуществляют закалку от температуры 1230-1270°С и отпуск при температуре 750-800°С с обеспечением твердости 45-50 HRC, предела прочности 1490-1500 МПа и относительного удлинения не менее 12%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ИЗ ТРУДНОДЕФОРМИРУЕМОГО СПЛАВА НА ОСНОВЕ ХРОМА | 2016 |
|
RU2625361C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНОГО И ЖАРОСТОЙКОГО СПЛАВА Х65НВФТ | 2013 |
|
RU2515145C1 |
| ИЗДЕЛИЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ С ВЫСОКОЙ ТЕРМОСТОЙКОСТЬЮ | 2002 |
|
RU2221073C1 |
| СПЛАВ НА ОСНОВЕ ХРОМА И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2211875C1 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2012 |
|
RU2607682C2 |

