Изобретение относится к области машиностроения, а именно к способам повышения прочности деталей с покрытиями из металлов и их сплавов.
Аналогом изобретения является способ повышения прочности детали с покрытием, включающий поверхностно-пластическое деформирование путем обкатки, с одновременным пропусканием через зону контакта инструмента с обрабатываемой поверхностью импульсного электрического тока силой 2-5 кА, напряжением 2-3 В, длительностью импульса 0,08-0,2 с и с частотой импульсов 0,16-0,4 Гц, при этом поверхностно-пластическое деформирование осуществляют в радиальном направлении с силой прижима 50-3000 Н, со скоростью перемещения пятна деформации 50-100⋅10-3 м/с при продольной подаче 0,08-0,12 мм/об (Патент РФ №2625508).
Недостатком данного способа является низкие эксплуатационные характеристики детали, обусловленные появлением трещин и раковин вдоль границ раздела покрытие-подложка и между слоями покрытия в результате возникновения остаточных напряжений при сплавлении материала покрытия с материалом подложки. К недостаткам предложенного способа также относится его применение для повышения адгезии детали с покрытиями из металлов и их сплавов, что связанно с ограничением толщины покрытия и его разрушением при толщине менее 1 мм.
Прототипом изобретения является способ повышения прочности детали с покрытием, включающий поверхностно-пластическое деформирование путем обкатки деформирующим элементом, с последующим упрочнением покрытия ультразвуковой обработкой с частотой ультразвуковых колебаний 18-22 кГц упрочняющим элементом, при этом расстояние между деформирующим и упрочняющим элементами составляет 10-30 мм, а линейная скорость перемещения пятна деформации деформирующих и упрочняющих элементов 50-100⋅10-3 м/с при продольной подаче 0,08-0,12 мм/об., при этом сила прижима деформирующего элемента составляет 50-3000 Н, а упрочняющего элемента составляет 100-1000 Н (Патент РФ №2625619).
Недостатком данного способа являются низкие эксплуатационные характеристики детали, обусловленные низкой адгезией между покрытием и подложкой. К недостаткам предложенного способа можно отнести его применение для повышения адгезии детали с покрытиями из металлов и их сплавов, что связано с ограничением толщины покрытия и невозможностью повышения показателя адгезии при толщине покрытия более 0,5 мм.
Задачей изобретения является усовершенствование способа повышения прочности детали с покрытием из металлов и их сплавов, позволяющее обеспечить повышение физико-механических свойств детали с покрытием.
Техническим результатом изобретения является повышение адгезионной прочности между покрытием и подложкой, снижение остаточных напряжений и дефектов вдоль границ раздела покрытие-подложка, а также повышение когезионной прочности.
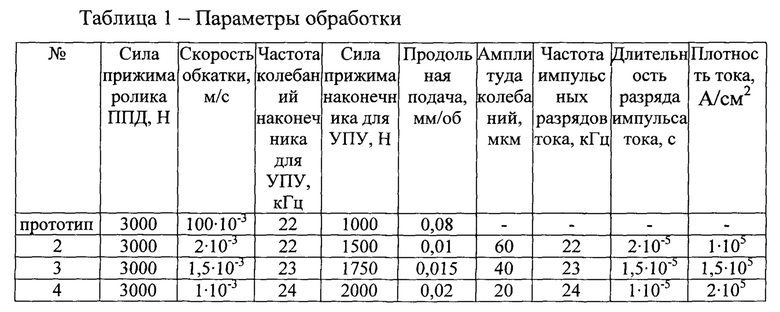
Технический результат достигается тем, что способ повышения прочности детали с покрытием, включающий поверхностно-пластическое деформирование путем обкатки деформирующим элементом, с последующим упрочнением покрытия ультразвуковой обработкой упрочняющим элементом, при этом одновременно с ультразвуковой обработкой осуществляют дополнительно обработку путем пропускания высокочастотных импульсов разряда тока через упрочняющий элемент в зону обработки к поверхности покрытия с частотой импульсных разрядов 22- 24 кГц одиночными импульсами тока плотностью 1-2⋅105 А/см2 и длительностью 1-2⋅10-5 с. Усилие прижима упрочняющего элемента во время ультразвуковой обработки 1500-2000 Н, при частоте колебаний 22-24 кГц, амплитуде 20-60 мкм., линейной скорости перемещения пятна деформации упрочняющего элемента 1-2⋅10-3 м/мин. и продольной подаче 0,01-0,02 мм/об.
Использование совместной ультразвуковой обработки и обработки высокочастотными импульсными разрядами тока на этапе формирования покрытия или на этапе последующей обработки детали с покрытием, позволяет повысить не только адгезионную прочность, но и когезионную прочность, а также значительно снизить пористость.
При деформации поверхности покрытия нанесенного на деталь упрочняющим элементом в результате пропускания импульсного разряда тока происходит разупрочнение металла, возникает так называемый электропластический эффект (или эффект Троицкого). Электропластический эффект сопровождается снятием наклепа, возникающего в результате получаемой деформации покрытием из-за воздействия на него упрочняющего элемента. В свою очередь это позволяет более эффективно проводить поверхностную деформацию, что способствует значительному снижению пористости покрытия и повышению когезионной прочности, а также увеличению плотности и площади контакта на границе раздела покрытие-подложка. Таким образом, обеспечивается выполнение главного условия для реализации термодиффузионного массопереноса между покрытием и подложкой. При этом известно, что в результате интенсивной деформации поверхности покрытия упрочняющим элементом, совершающего колебательные движения с ультразвуковой частотой при наличии импульсного электромагнитного поля, возникшего в результате прохождения импульсного разряда тока, происходит интенсивный массоперенос в металлах находящихся в твердой фазе (между материалом покрытия и материалом подложки). Благодаря этому, удается повысить адгезионную прочность за счет взаимодифузионного массопереноса материалов покрытия и детали с образованием переходной зоны, состоящей из материалов покрытия и подложки, вдоль границы раздела покрытие-подложка. Процесс массопереноса происходит по всему объему покрытия, что позволяет также значительно повысить когезионную прочность.
Проскакивающий импульсный разряд тока при прохождении через границу раздела покрытие-подложка нагревает материалы, как покрытия, так и подложки вдоль границы их сопряжения из-за различной электропроводности (электричекого сопротивления) данных материалов. Ввиду малой силы и напряжения импульсного разряда тока на границе раздела покрытие-подложка не происходит оплавление. Мгновенный нагрев и охлаждение за счет отведения тепла в тело детали имитирует процесс термоциклирования, что способствует повышению интенсивности массопереноса. При этом отсутствие на границе раздела покрытие-подложка высоких температур, приводящих к их оплавлению с образованием сварочного пятна, позволит значительно снизить остаточные напряжения и скопления дефектов вдоль границы раздела покрытие-подложка.
Обработка детали с покрытием при помощи поверхностно-пластического деформирования путем обкатки трехроликовым приспособлением с последующей одновременной ультразвуковой обработкой с дополнительной обработкой путем пропускания высокочастотных импульсов разряда тока через упрочняющий элемент в зону обработки к поверхности покрытия при указанных параметрах позволит достичь желаемый технический результат. Предложенный способ повышения прочности детали с покрытием может быть использован на этапе формирования покрытия или в качестве финишной операции обработки покрытия при широком диапазоне его толщин без возникновения дефектной структуры покрытия и детали, а также вдоль границы их раздела. При этом нежелательные для некоторых типов нагрузок остаточные напряжения имеют достаточно пониженные значения.
Пример
На специальный цилиндрический стальной образец (Сталь 45) диаметром 10 мм было нанесено покрытие из TiNi методом высокоскоростного газопламенного напыления толщиной 0,8 мм, предварительно образец был обезжирен. После чего образец подвергли поверхностно-пластическому деформированию путем обкатки трехроликовым приспособлением с последующей ультразвуковой обработкой упрочняющим элементом, при этом расстояние между деформирующим и упрочняющим элементами 15 мм. После чего образец был подвергнут испытаниям на адгезионную прочность методом сдвига.
3 других аналогичных образца подвергли поверхностно-пластическому деформированию путем обкатки трехроликовым приспособлением с одновременной ультразвуковой обработкой и дополнительной обработкой путем пропускания через упрочняющий элемент в зону обработки к поверхности покрытия высокочастотных импульсных разрядов тока. После чего эти образцы также были подвергнуты испытаниям на адгезионную прочность методом сдвига.
Параметры обработки представлены в табл.1, а результаты испытаний представлены в табл. 2.
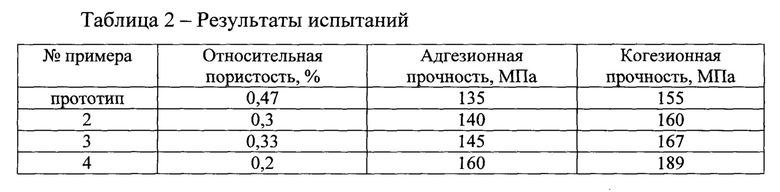
Предложенный способ повышения прочности детали с покрытием с эффектом памяти формы, обеспечивает повышение физико-механических свойств детали, за счет повышения адгезионной прочности между покрытием и подложкой, снижение остаточных напряжений, уменьшение пористости покрытия и, как следствие, повышению когезионной прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения прочности детали с покрытием | 2021 |
|
RU2777806C1 |
| Способ повышения прочности детали с покрытием | 2021 |
|
RU2777807C1 |
| Способ получения покрытия на внутренней поверхности полой детали с использованием электрического взрыва проводника | 2023 |
|
RU2805093C1 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625619C1 |
| Способ получения покрытия на внутренней поверхности полой детали с использованием электрического взрыва проводника | 2023 |
|
RU2804901C1 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625508C1 |
| Способ получения покрытия на внутренней поверхности полой детали с использованием электрического взрыва проводника | 2023 |
|
RU2804900C1 |
| Способ получения слоистого композитного покрытия | 2017 |
|
RU2671032C1 |
| Способ получения износостойкого покрытия | 2020 |
|
RU2753636C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2480533C1 |
Изобретение относится к способу повышения прочности детали с покрытием. Осуществляют поверхностно-пластическое деформирование путем обкатки деформирующим элементом с последующим упрочнением покрытия ультразвуковой обработкой упрочняющим элементом. Одновременно с ультразвуковой обработкой осуществляют пропускание высокочастотных одиночных импульсов разряда тока через упрочняющий элемент в зону обработки к поверхности покрытия с частотой импульсных разрядов 22-24 кГц, плотностью тока 1-2⋅105А/см2 и длительностью 1-2⋅10-5 с. В результате повышается адгезионная прочность между покрытием и подложкой. 1 з.п. ф-лы, 2 табл.
1. Способ обработки детали с покрытием, включающий поверхностно-пластическое деформирование путем обкатки деформирующим элементом с последующим упрочнением покрытия ультразвуковой обработкой упрочняющим элементом, отличающийся тем, что одновременно с ультразвуковой обработкой дополнительно осуществляют пропускание одиночных высокочастотных импульсов разряда тока через упрочняющий элемент в зону обработки к поверхности покрытия с частотой импульсных разрядов 22-24 кГц, плотностью тока 1-2⋅105А/см2 и длительностью 1-2⋅10-5 с.
2. Способ по п. 1, отличающийся тем, что во время ультразвуковой обработки усилие прижима упрочняющего элемента составляет 1500-2000 Н, частота колебаний 22-24 кГц, амплитуда 20-60 мкм, линейная скорость перемещения пятна деформации упрочняющего элемента 1-2⋅10-3м/мин при продольной подаче 0,01-0,02 мм/об.
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625619C1 |
| RU 2012154754 A, 27.06.2014 | |||
| US 7052363 B2, 30.05.2006. | |||

