Изобретение относится к области модификации поверхностных слоёв материалов импульсными электронными пучками, для эффективной обработки которых требуется их предварительный нагрев до определенной температуры, и может быть использовано для улучшения их физико-механических свойств (твёрдости, износостойкости, трещиностойкости и др.) за счёт измельчения структуры. Технический результат – повышение эксплуатационных характеристик обрабатываемых изделий, например, массивных фильер, в которых режущая часть выполнена из твердых сплавов, режущего инструмента из твердых сплавов.
Известно устройство, представляющее собой источник электронов с плазменным эмиттером «СОЛО», который получил свое развитие из электронного газонаполненного диода на основе дугового разряда, инициируемого пробоем по поверхности диэлектрика [1]. Устройство создавало импульсный пучок электронов с плотностью тока на поверхности обрабатываемого материала до 100 А/см2 за счет самофокусировки с диаметра 80 мм до 30 мм. Длительность импульса до 30 мкс и энергия электронов до 20 кэВ позволяли достигать плотности энергии десятки Дж/см2 и применять такой пучок для модификации поверхности металлических материалов. Переход к разрядной ячейке с контрагирующим каналом позволил увеличить ресурс работы разрядной ячейки [2]. Кроме того, источник электронов работал в аксиальном транспортирующем магнитном поле, позволяющем управлять диаметром генерируемого пучка. Пучок не смещался относительно коллектора от импульса к импульсу, контрагирующий канал позволил снизить давление рабочего газа в области эмиссионного электрода, и, как следствие, увеличилась электрическая прочность ускоряющего промежутка. На его основе были созданы установки для модификации поверхности материалов на глубину до нескольких десятков микрометров путем облучения импульсным электронным пучком субмиллисекундной длительности [3-4].
Известно устройство, представленное в [5]. В этом электронном источнике, также как и в [1,2] плазменный эмиттер электронов состоит из катодной полости, в центре которой расположена разрядная ячейка с цилиндрическим Mg катодом. Катодная полость крепится на изолятор, а к изолятору присоединён анод дугового разряда с мелкоструктурной сеткой из нержавеющей стали. Для облегчения процесса зажигания дугового разряда в конструкции предусмотрен вспомогательный цилиндрический анод. При напуске аргона и установлении давления в области эмиссионной сетки в районе 0,5х10-2 Па между поджигающим электродом и катодом подается импульс высокого напряжения и на катоде возникает катодное пятно. Дуговой разряд замыкается на эмиссионную сетку диаметром около 40 мм, находящуюся под потенциалом анода через контрагирующий канал в основании катодной полости. Контрагирующий канал имеет диаметр около 6 мм и давление между катодной полостью и анодной полостью может разниться в несколько раз. Благодаря этому разряд стабильно зажигается и горит даже при относительно низких значениях тока (около 10 А). Увеличение диаметра контрагирующего канала приводит к снижению стабильности горения дугового разряда, особенно при низких токах разряда из-за уменьшения давления в катодной полости.
Высокое ускоряющее напряжение (до 30 кВ) прикладывается между сетчатым эмиссионным электродом и заземлённым ускоряющим электродом. Блок питания ускоряющего напряжения обеспечивает режим работы с частичным разрядом накопительной емкости. Под действием постоянного ускоряющего напряжения происходит извлечение электронов из плазмы через ячейки сетки и ускорение их до энергии, соответствующей приложенному напряжению. Сетка формирует и стабилизирует границу плазмы, позволяя получать пучок с относительно однородным распределением плотности эмиссионного тока. Извлеченные из катодной плазмы и ускоренные электроны производят ионизацию газа в ускоряющем промежутке и пространстве дрейфа. В результате ионизации газа электронным пучком труба дрейфа заполняется плазмой в течение нескольких микросекунд. Через это время в газонаполненном диоде реализуется система, состоящая из катодной плазменной эмиссионной поверхности, стабилизированной сеткой, и плазменного анода с подвижной плазменной границей, которая устанавливается в соответствии с законом «степени трёх вторых» для ионного тока в ускоряющем промежутке. Эмитированные плазменным катодом электроны ускоряются в слое между катодной и анодной плазмами и попадают в дрейфовое пространство. Здесь происходит компенсация пространственного заряда пучка ионами, образовавшимися в результате ионизации газа. С целью стабилизации электронного пучка в ускоряющем промежутке и трубе дрейфа система помещена в продольное магнитное поле, создаваемое магнитными катушками. Они создают либо однородное поле в диапазоне (0.01-0.1) Тл, либо магнитное поле заданной конфигурации для изменения размеров пучка на коллекторе (изделии). Данный источник электронов с широким диапазоном рабочих параметров позволяет осуществлять предварительный нагрев обрабатываемых керамических изделий до температуры 700°С при более низких значениях плотности энергии пучка и затем после локального нагрева изделия осуществлять модификацию поверхности импульсами с повышенными значениями плотности энергии электронного пучка, при которой происходят фазовые переходы [6], то есть наблюдается расплав поверхностного слоя на глубину нескольких микрометров.
Недостатком данного устройства является то, что весьма сложным является обеспечение равномерного предварительного нагрева протяженных и габаритных изделий даже при наличии двух- [5,7] и трехосных [8] манипуляторов, и практически сложно реализовать поддержание температуры поверхности с высокой точностью, чего требует технология обработки ряда металлокерамических и металлических сплавов, даже при использовании нескольких режимов работы электронного источника. Это и является основным недостатком данного устройства для обработки массивных и протяженных изделий.
Наиболее близким аналогом заявленного изобретения является устройство для обработки поверхности изделий [9]. В этом устройстве, так же, как и в [5], плазменный эмиттер электронов состоит из катодной полости, в центре которой расположена разрядная ячейка с основным цилиндрическим Mg катодом и дополнительным Mg катодом для снижения задержки зажигания разряда. Главным отличием от [5] является использование в разрядной системе на нижнем основании катодной полости нескольких контрагирующих каналов диаметром 6,5 мм, через которые горит дуговой разряд на цилиндрическую вставку и эмиссионную сетку, находящиеся под потенциалом анода, что обеспечивает при выборе определенной величины магнитного поля необходимое распределение плотности разрядного тока по сечению эмиссионной сетки, позволяющее получить электронный пучок увеличенного диаметра. Однако основным недостатком этого устройства является то, что обработка электронным пучком, генерируемым данным устройством, не обеспечивает возможность независимого нагрева и поддержания стабильного контролируемого значения температуры поверхности массивных и протяженных изделий.
Задачей заявляемого изобретения является формирование двух соосных интенсивных импульсных низкоэнергетичных (до 30 кэВ) электронных пучков широкого сечения, один из которых является основным пучком, обеспечивающим модификацию поверхности, а второй кольцевой пучок независимо от работы основного пучка электронов – независимый и контролируемый нагрев поверхности габаритных изделий из металлокерамики до требуемой фоновой температуры и её поддержание при относительно низких значениях плотности энергии в импульсах, не допускающих преждевременную модификацию поверхности изделия.
Технический результат заявляемого изобретения заключается в независимом и контролируемом нагреве поверхности габаритных изделий из металлокерамики до требуемой фоновой температуры перед процессом модификации интенсивным импульсным электронным пучком субмиллисекундной длительности путем использования отдельного импульсно-периодического или квазистационарного электронного пучка низких энергий, эффективность генерации которого определяется только КПД систем электропитания ускоряющего напряжения и разряда, генерирующего плазму в плазменном эмиттере.
Технический результат заявляемого изобретения достигается формированием двух независимых соосных электронных пучков - основного технологического электронного пучка на оси источника электронов и вспомогательного кольцевого электронного пучка с диаметром, большим, чем у основного электронного пучка, для объёмного подогрева габаритного металлокерамического изделия до необходимой температуры. Две независимые разрядные системы расположены внутри одного плазменного эмиттера с единой эмиссионной сеткой, питаются от двух независимых систем электрического питания, работающих асинхронно или синхронно, и позволяют формировать основной круглый и вспомогательный кольцевой электронные пучки, извлекаемые из плазменного эмиттера. Электроны после извлечения ускоряются в одном и том же ускоряющем промежутке между эмиссионным сеточным электродом и ускоряющим электродом, и транспортируются в пространстве дрейфа в магнитном поле, создаваемом соленоидами. Такой подход позволяет независимо регулировать такие параметры пучков круглого и кольцевого сечения, как ток пучка, частота следования и длительность импульсов, геометрические размеры пучка на коллекторе. Описанное решение позволяет сделать конструкцию компактной при отсутствии взаимного влияния отдельных магнитных систем.
Заявляемое устройство для обработки поверхности металлических и металлокерамических изделий, включающее источник электронов для создания электронного пучка с плазменным эмиттером, содержащим цилиндрическую катодную полость с двумя основаниями, анод в виде эмиссионного электрода с мелкоструктурной сеткой, вспомогательный анод дугового разряда, электрически подключенный к эмиссионному электроду, при этом одно из оснований катодной полости выполнено с контрагирующими каналами, вакуумную камеру с соленоидами, ускоряющим электродом и трубой с пространством для дрейфа пучка электронов и коллектором для установки обрабатываемого изделия, при этом эмиттер содержит основную разрядную ячейку с выходными контрагирующими каналами, установленную в центре одного из оснований катодной полости и внутри нее, обеспечивающую генерацию плазмы для формирования основного технологического электронного пучка на оси источника электронов. Эмиттер содержит вспомогательные разрядные ячейки с выходными контрагирующими каналами, установленные в указанном основании катодной полости и внутри нее, при этом основная и вспомогательная разрядные ячейки имеют электродную систему, включающую поджигающий электрод, цилиндрический катод и кольцевой магнит, устройство содержит две независимые системы электропитания, выполненные с возможностью асинхронной или синхронной работы, первая из которых соединена с основной разрядной ячейкой, а вторая - с вспомогательными разрядными ячейками, а указанные вспомогательные разрядные ячейки расположены по периметру указанного основания для обеспечения формирования кольцевого электронного пучка большего диаметра, чем у основного технологического электронного пучка, для подогрева основного объема обрабатываемого изделия до требуемой температуры.
Плазменный эмиттер может быть выполнен цилиндрическим.
Вспомогательная разрядная ячейка в качестве цилиндрического катода может содержать магниевый катод.
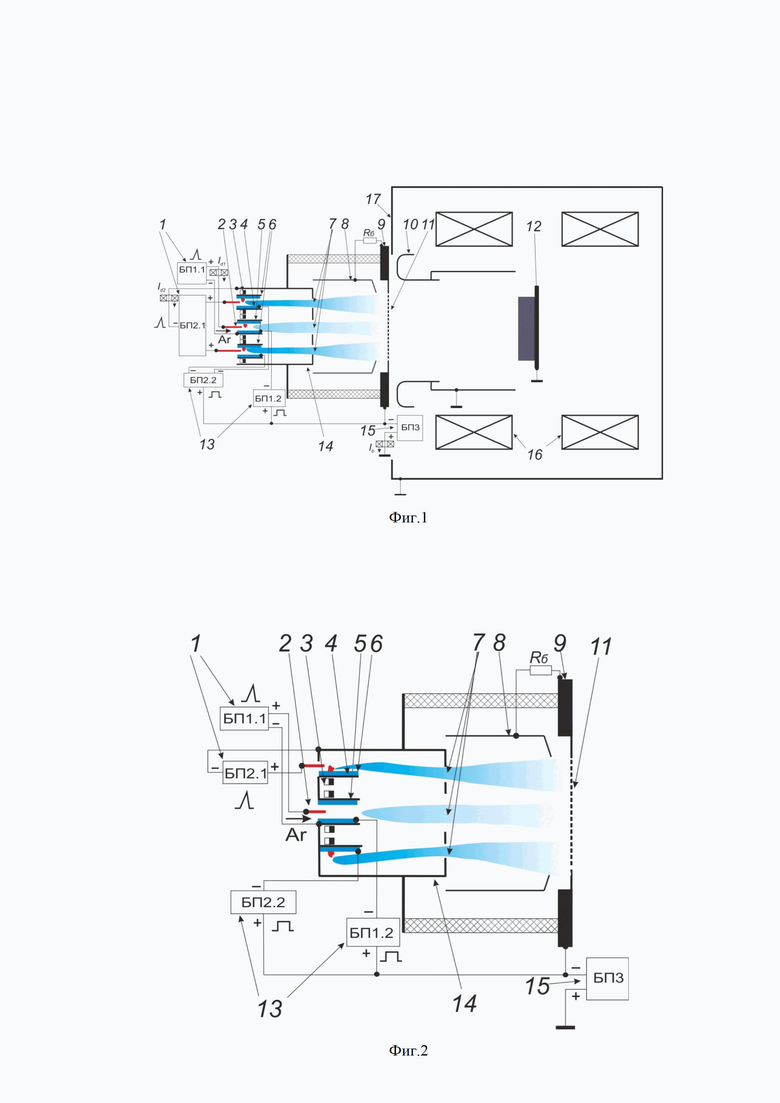
Схема устройства для обработки поверхности металлических и металлокерамических изделий. Схема электронного источника с плазменным эмиттером на базе трёх разрядных ячеек, питаемых от двух независимых систем электрического питания: 1 – блоки питания поджига (БП1.1 – блок питания поджига основной разрядной системы (~10 мкс, 10 кВ), БП2.1 – блок питания поджига вспомогательной разрядной системы (~10 мкс, 10 кВ)), 2 – поджигающий электрод основной разрядной системы, 3 – кольцевой магнит, 4 – Mg-катод, 5 – основная разрядная ячейка, 6 – вспомогательные разрядные ячейки, 7 – контрагирующие каналы, 8 – вспомогательный анод, 9 – анод разряда, 10 – ускоряющий электрод и труба дрейфа пучка, 11 – эмиссионный сеточный электрод, 12 –коллектор с обрабатываемым изделием, 13 – блоки питания разряда (БП2.1– блок питания основной разрядной системы (10-500 мкс, 10-500 А, режим одиночных импульсов и с частотой до 20 Гц), БП2.2– блок питания вспомогательной разрядной системы (10-1000 мкс, 10-100 А, режим одиночных импульсов и с частотой до 20 Гц)), 14 – катодная полость, 15 – блок питания ускоряющего напряжения БП3 (1-30 кВ), 16 – соленоиды, 17 – вакуумная камера.
Пример 1
Устройство, представленное на фиг. 1, работает следующим образом. Плазменный эмиттер включает цилиндрическую катодную полость 14, внутри которой на её основании располагаются несколько разрядных ячеек на основе дугового разряда. На оси системы находится основная разрядная ячейка 5, а на периферии по диаметру вспомогательные разрядные ячейки 6. И основная, и вспомогательные разрядные ячейки имеют цилиндрический магниевый катод 4, поджигающий электрод 2 и кольцевой магнит 3 для создания арочного магнитного поля, локализующего катодное пятно в определенной области. На другом основании катодной полости имеется несколько контрагирующих каналов 7 диаметром 10 мм. В катодную полость 14 напускается рабочий газ аргон до давления в диапазоне (0.01 – 0.1) Па. При инициировании катодного пятна в основной разрядной ячейке путем подачи высоковольтного поджигающего импульса между поджигающим электродом 2 и катодом 4 с параметрами импульса до 10 кВ длительностью ~ 10 мкс от блока питания БП1.1 (во вспомогательных разрядных ячейках от БП2.1) инициируется катодное пятно на поверхности цилиндрического магниевого катода и при приложении разрядного напряжения величиной до нескольких сотен вольт от блока питания разряда БП1.2 (для вспомогательных разрядных ячеек от блока питания БП2.2) между катодом и анодом 9 и анодным электродом 11, перекрытым мелкоструктурной сеткой (размер ячейки 0.3х0.3 мм) зажигается импульсный дуговой разряд, формируя газоразрядную плазму с концентрацией ~1012 см-3. Для облегчения зажигания и более стабильного горения дуговых разрядов используется вспомогательный анод 8, подключенный через балластное сопротивление Rб величиной 51 Ом к эмиссионному электроду. Блок питания разряда БП1.2 обеспечивает следующие параметры основных разрядных импульсов: длительность импульса (10-500) мкс, ток разряда (10-500) А, режим одиночных импульсов и с частотой до 20 Гц, а блок питания БП2.2 следующие параметры вспомогательных разрядных импульсов: длительность импульса (10-1000) мкс, ток разряда (10-100) А, режим одиночных импульсов и с частотой до 20 Гц. Горение разрядов в основной и вспомогательных разрядных ячейках обеспечивает формирование плазмы в плазменном эмиттере. При горении разряда в основной разрядной ячейке максимум концентрации формируемой плазмы в области эмиссионного сеточного электрода формируется на оси системы. При горении разряда во вспомогательных разрядных ячейках область с максимальной концентрацией плазмы формируется на периферии эмиссионного электрода на радиусе, на котором расположены центральные оси вспомогательных разрядных ячеек. При подаче высоковольтного напряжения от источника постоянного напряжения БП3 величиной 1-30 кВ из эмиттерной плазмы через ячейки мелкоструктурной эмиссионной сетки 11 извлекаются электроны и ускоряются в сформированном вблизи эмиссионного окна ускоряющем потенциальном двойном слое, формируя электронный пучок, транспортируемый в трубе дрейфа 10 до коллектора 12. При горении разряда в основной разрядной ячейке (вспомогательные разрядные ячейки не работают) формируется основной осесимметричный электронный пучок круглого сечения, а при работе вспомогательных разрядных ячеек (основная разрядная ячейка не работает) формируется кольцевой электронный пучок. При одновременной работе основной и вспомогательных разрядных ячеек формируется двойной электронный пучок с переменной по сечению пучка плотностью электронного тока. Для фокусировки электронного пучка используются два соленоида 16. При протекании тока через катушки магнитного поля величиной (0,1-20) А катушки формируют на оси устройства аксиальное магнитное поле величиной (0.01 – 0.1) Тл.
Таким образом, для получения основного круглого и дополнительного кольцевого пучков используются две независимые разрядные системы. Основная разрядная система в виде основной разрядной ячейки и центрального контрагирующего канала размещается на оси катодной полости, а дополнительная разрядная система построена на основе трех идентичных по принципу действия разрядных ячеек. Блоки питания поджига и блоки питания разряда дополнительной разрядной системы БП2.1 и БП2.2 соответственно синхронизированы во времени. Для генерации вспомогательного кольцевого пучка в катодной полости имеется 6 контрагирующих каналов. Их количество определяет азимутальную однородность плотности электронного тока по его сечению. Малое количество отверстий обусловлено тем, что подогревающий изделие электронный пучок не предназначен для модификации и поэтому нет критической необходимости добиваться высокой однородности. Для того чтобы сформировать основной и вспомогательный электронные пучки, без изменения параметров основного электронного пучка используется диаметр эмиссионной сетки, равный 80 мм.
При обработке изделия из твердых сплавов перед обработкой основным электронным пучком круглого сечения происходит подогрев изделия вспомогательным электронным пучком при величине тока соленоидов ~10 А. Параметры электронного пучка для подогрева изделия составляют: частота следования импульсов – 3 Гц, ток пучка -50 А, длительность импульсов 250 мкс, ускоряющее напряжение 15 кэВ. После подогрева изделия пучком до 700°С вспомогательные разрядные ячейки выключаются, включается основная разрядная ячейка для формирования основного электронного пучка круглого сечения. При величине тока соленоидов ~10 А на поверхность коллектора с обрабатываемым изделием из твердого сплава 12 транспортируется электронный пучок диаметром ~1.5 см (в области коллектора) при токе 150 А, длительности импульса 200 мкс, плотности энергии ~60 Дж/см2. После обработки импульсным электронным пучком на поверхности изделия из твердого сплава формируется отпечаток диаметром ~1.5 см. В области отпечатка глубина модифицированной зоны твердого сплава с измельченной структурой составляет ~20 мкм.
Пример 2
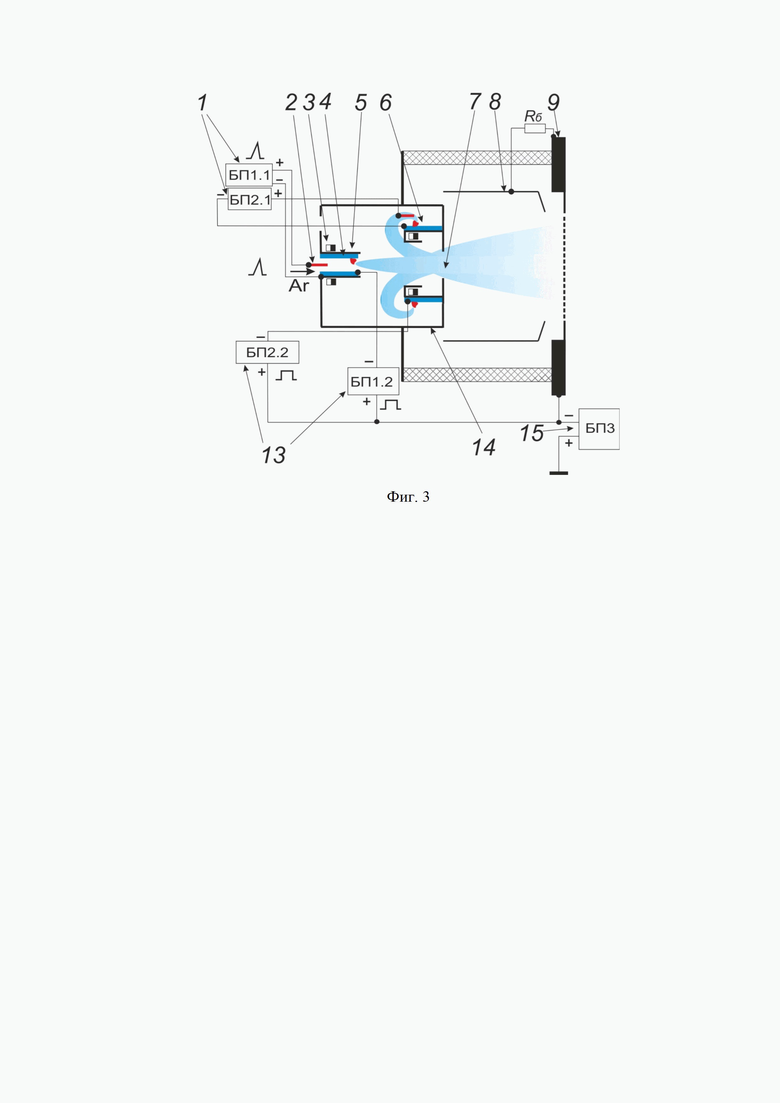
Кольцевой пучок электронов, обеспечивающий нагрев металлокерамического изделия до требуемой фоновой температуры обработки 700°С при относительно невысоком импульсном значении плотности энергии (до 15 Дж/см2) для поверхности твердого сплава, не имеет жестких требований по однородности плотности электронного тока по сечению электронного пучка. Для снижения количества разрядных ячеек, генерирующих эмиссионную плазму для формирования вспомогательного подогревающего электронного пучка используется дуговой разряд с катодным пятном, перемещающимся по круговой орбите под аркой магнитного поля, формируемого кольцевым магнитом на внешней или внутренней поверхности цилиндрического катода с диаметром большим, чем половина диаметра цилиндрического плазменного эмиттера и равным 60 мм. Дуговой разряд горит на вспомогательный анод 8 и на анодный эмиссионный сеточный электрод в центре цилиндрической разрядной системы с параметрами: длительность импульса (10-1000) мкс, ток разряда (10-100) А, режим одиночных импульсов и с частотой до 20 Гц. Такая система представлена на фиг. 2. Время прохождения катодного пятна по периметру цилиндра составляет доли секунды. При относительно медленном (~10 мм/мин) перемещении подогреваемого металлокерамического изделия неоднородность подогревающего электронного пучка приемлема для получения требуемого результата по нагреву изделия.
Пример 3
На фиг. 3 представлено устройство, в котором так же, как и в примере 2, используется вспомогательная разрядная ячейка с цилиндрическим магниевым катодом диаметром 60 мм, на внешней поверхности которого горит и перемещается по круговой орбите катодное пятно. Вспомогательная разрядная ячейка обеспечивает следующие параметры: длительность импульса (10-1000) мкс, ток разряда (10-100) А, режим одиночных импульсов и с частотой до 20 Гц. Разрядная ячейка располагается на одном и том же торце цилиндрического плазменного эмиттера, что и выходное контрагирующее отверстие диаметром 15 мм, при этом контрагирующее отверстие находится внутри цилиндрического катода на оси плазменного эмиттера. Такая конфигурация позволяет обеспечить отсутствие прямой видимости между эмиссионным сеточным электродом и катодным пятном. В данном случае формируемая вспомогательной разрядной ячейкой плазма более однородна, а кольцевой пучок более однородный по сечению пучка. Конфигурация позволяет получать более однородный пучок большого сечения (~70 мм) при одновременной работе основной и вспомогательной разрядных ячеек.
Приведенные примеры показывают технический результат, достигаемый в предлагаемом изобретении.
Цитируемая литература
1. Девятков В. Н., Коваль Н. Н., Щанин П. М. Генерация и транспортировка сильноточных низкоэнергетичных электронных пучков в системе с газонаполненным диодом //Журнал технической физики. – 1998. – Т. 68. – №. 1. – С. 44-48.
2. Devyatkov V. N. et al. Generation and propagation of high-current low-energy electron beams //Laser and Particle Beams. – 2003. – Т. 21. – №. 2. – С. 243-248.
3. Sсhanin P. M. et al. A facility for metal surface treatment with an electron beam //Instruments and Experimental Techniques. – 2005. – Т. 48. – №. 1. – С. 117-121.
4. N. N. Koval, S. V. Grigoryev, V. N. Devjatkov, N. S. Sochugov, I. R. Arslanov, A. V. Mikov, V. G. Podkovyrov, and K. Uemura, “Automated power complex for pulse surface treatment of materials by electron beam,” in Proc. 8th Int. Conf. Modification Mater. Particle Beams Plasma Flows, Tomsk, Russia, 2006, pp. 79–85.
5. Девятков В.Н., Коваль Н.Н. Плазменный сеточный катод на основе контрагированного дугового разряда низкого давления в неоднородном магнитном поле //Известия высших учебных заведений. Физика. – 2017. – Т. 60. – №. 10/2. – С. 32-38.
6. Коваль Н.Н. и др. Электроразрядное оборудование и технологии создания наноструктурных слоёв и покрытий // Ученые записки Петрозаводского государственного университета. – №2(107). –Март. 2010 г. – с. 86-95.
7. Григорьев С. В. и др. Электронно-пучковая установка" СОЛО-М" для модификации поверхности металлических и металлокерамических материалов //Известия высших учебных заведений. Физика. – 2014. – Т. 57. – №. 11-3. – С. 58-62.
8. Шугуров В. В., Коваль Н. Н., Девятков В. Н. Комплексная установка электронно-ионно-плазменного инжиниринга поверхности //Современные методы и технологии создания и обработки материалов. – 2017. – С. 346-356.
9. Девятков В.Н. и др. Плазменные сетчатые катоды на основе контрагированного дугового разряда для генерации импульсного интенсивного низкоэнергетического электронного пучка в плазмонаполненном диоде с продольным магнитным полем, Труды VI международного Крейнделевского семинара «Плазменного эмиссионная обработка», Улан-Удэ, Издательство Бурятского научного центра СО РАН, 2018, с.26-31, рис.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАЗМЕННЫЙ ИСТОЧНИК ЭЛЕКТРОНОВ НА ОСНОВЕ ПЕННИНГОВСКОГО РАЗРЯДА С РАДИАЛЬНО СХОДЯЩИМСЯ ЛЕНТОЧНЫМ ПУЧКОМ | 2003 |
|
RU2256979C1 |
| Плазменный источник электронов с системой автоматического поджига тлеющего разряда в полом катоде, функционирующий в среднем вакууме | 2023 |
|
RU2816693C1 |
| Плазменный эмиттер импульсного форвакуумного источника электронов на основе дугового разряда | 2020 |
|
RU2759425C1 |
| СПОСОБ ИМПУЛЬСНОГО ЭЛЕКТРОННО-ПУЧКОВОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2016 |
|
RU2619543C1 |
| СПОСОБ ГЕНЕРАЦИИ ЭЛЕКТРОННОГО ПУЧКА ДЛЯ ИСТОЧНИКОВ ЭЛЕКТРОНОВ С ПЛАЗМЕННЫМИ ЭМИТТЕРАМИ И АНОДНОЙ ПЛАЗМОЙ | 2021 |
|
RU2780805C1 |
| Плазменный эмиттер | 1978 |
|
SU746769A1 |
| ШИРОКОАПЕРТУРНЫЙ ПЛАЗМЕННЫЙ ЭМИТТЕР | 1996 |
|
RU2096857C1 |
| СПОСОБ ГЕНЕРАЦИИ ЭЛЕКТРОННОГО ПУЧКА ДЛЯ ЭЛЕКТРОННО-ПУЧКОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2020 |
|
RU2746265C1 |
| ГЕНЕРАТОР ОБЪЕМНОЙ ГАЗОРАЗРЯДНОЙ ПЛАЗМЫ | 2000 |
|
RU2175469C1 |
| Управляемый коммутатор | 1983 |
|
SU1112431A1 |
Изобретение относится к устройствам для обработки поверхности металлических и металлокерамических изделий. Устройство включает эмиттер, который содержит вспомогательные разрядные ячейки с выходными контрагирующими каналами, установленные в указанном основании катодной полости и внутри нее, при этом основная и вспомогательная разрядные ячейки имеют электродную систему, включающую поджигающий электрод, цилиндрический катод и кольцевой магнит, устройство содержит две независимые системы электропитания, выполненные с возможностью асинхронной или синхронной работы, первая из которых соединена с основной разрядной ячейкой, а вторая - с вспомогательными разрядными ячейками, а указанные вспомогательные разрядные ячейки расположены по периметру указанного основания для обеспечения формирования кольцевого электронного пучка большего диаметра, чем у основного технологического электронного пучка, для подогрева основного объема обрабатываемого изделия до требуемой температуры. Технический результат заключается в обеспечении независимого и контролируемого нагрева поверхности габаритных изделий до требуемой фоновой температуры перед процессом модификации интенсивным импульсным электронным пучком субмиллисекундной длительности путем использования отдельного импульсно-периодического или квазистационарного электронного пучка низких энергий, эффективность генерации которого определяется только КПД систем электропитания ускоряющего напряжения и разряда, генерирующего плазму в плазменном эмиттере. 2 з.п. ф-лы, 3 пр., 3 ил.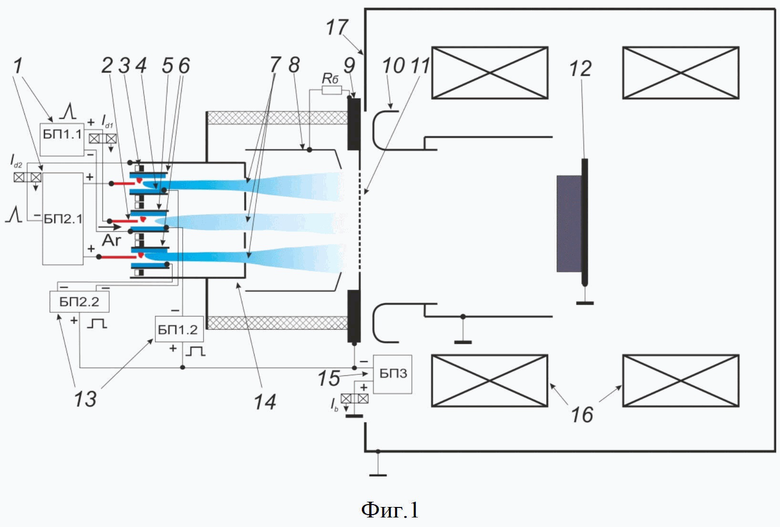
1. Устройство для обработки поверхности металлических и металлокерамических изделий, включающее источник электронов для создания электронного пучка с плазменным эмиттером, содержащим цилиндрическую катодную полость с двумя основаниями, анод в виде эмиссионного электрода с мелкоструктурной сеткой, вспомогательный анод дугового разряда, электрически подключенный к эмиссионному электроду, при этом одно из оснований катодной полости выполнено с контрагирующими каналами, вакуумную камеру с соленоидами, ускоряющим электродом и трубой с пространством для дрейфа пучка электронов и коллектором для установки обрабатываемого изделия, при этом эмиттер содержит основную разрядную ячейку с выходными контрагирующими каналами, установленную в центре одного из оснований катодной полости и внутри нее, обеспечивающую генерацию плазмы для формирования основного технологического электронного пучка на оси источника электронов, отличающееся тем, что эмиттер содержит вспомогательные разрядные ячейки с выходными контрагирующими каналами, установленные в указанном основании катодной полости и внутри нее, при этом основная и вспомогательные разрядные ячейки имеют электродную систему, включающую поджигающий электрод, цилиндрический катод и кольцевой магнит, устройство содержит две независимые системы электропитания, выполненные с возможностью асинхронной или синхронной работы, первая из которых соединена с основной разрядной ячейкой, а вторая - с вспомогательными разрядными ячейками, а указанные вспомогательные разрядные ячейки расположены по периметру указанного основания для обеспечения формирования кольцевого электронного пучка большего диаметра, чем у основного технологического электронного пучка, для подогрева основного объема обрабатываемого изделия до требуемой температуры.
2. Устройство по п. 1, отличающееся тем, что плазменный эмиттер выполнен цилиндрическим.
3. Устройство по п.1 или 2, отличающееся тем, что вспомогательные разрядные ячейки в качестве цилиндрического катода содержат магниевый катод.
| ДЕВЯТКОВ В.Н | |||
| и др., Плазменные сетчатые катоды на основе контрагированного дугового разряда для генерации импульсного интенсивного низкоэнергетического электронного пучка в плазмонаполненном диоде с продольным магнитным полем, Труды VI международного Крейнделевского семинара "Плазменная эмиссионная обработка", Улан-Удэ, Издательство Бурятского |

