ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к технической области синтетических тросов, и более конкретно к тросу, который предпочтительно сделан из синтетического полимерного материала, который имеет довольно высокую прочность на разрыв, и который также имеет малый вес по сравнению с тросом со стальной проволокой, и который может использоваться вместе с блоками с приводом, тяговыми лебедками, лебедками с приводом, барабанами с приводом, барабанными лебедками, шпилевыми лебедками с приводом, и в целом с любым вращающимся элементом и/или поворотным элементом, выполненным с возможностью прикладывать усилие к тросу (в дальнейшем совокупно упоминаемыми как «блоки с приводом»). Такие синтетические тросы включают в себя, не ограничиваясь этим, тросы для подъемных кранов, тросы для развертывания морских платформ и подъемные тросы, буксирные тросы, ваеры рыболовных тралов (также известные как «траловые тросы»), глубинные опускные и подъемные тросы, тросы для швартовочных устройств с приводом, тросы для постановки на якорь нефтяных вышек, используемые с блоками, а также с блоками с приводом, тросы для сверхширокоугольных камер и параванов, используемых для сейсмических наблюдений, включая, но не ограничиваясь этим, тросы для буксировки массивов, парусные тросы, такелажные тросы для прогулочных судов, включая, но не ограничиваясь этим, парусные суда, бегучий такелаж, якорные тросы, перлини и т.п.
УРОВЕНЬ ТЕХНИКИ
Из-за высокой стоимости сырья, необходимого для производства синтетических высокопрочных тросов, таких как тросы из современных синтетических материалов, включая UHMWPE (ultrahigh molecular weight polyethylene) и др., важно увеличить как долговечность, так и прочность синтетических высокопрочных тросов, которые могут быть получены при заданном количестве материала. Увеличение долговечности важно для того, чтобы уменьшить затраты на замену. Дополнительно к этому, увеличение долговечности может позволить использование тросов пониженного диаметра, и таким образом более легких и менее дорогих в развертывании, поскольку в известном уровне техники выбираются исходные диаметры больше необходимых для того, чтобы обеспечить минимальную требуемую долговечность троса благодаря ожидаемой скорости уменьшения прочности троса и предельной долговечности. Увеличение прочности важно для уменьшения как затрат на сырье и на процесс производства, так и затрат на оборудование для переноса, подъема, стабилизации и/или поддержания устойчивой плавучести и веса тросов, а также уменьшения сопротивления таких тросов в воде и в воздухе. При использовании лебедок, барабанов и тяговых лебедок, то есть блоков с приводом, особенно важно облегчить использование таких тросов на таких блоках с приводом. Кроме того, важно увеличить срок службы таких тросов, чтобы получить наибольшее экономическое преимущество от инвестиций в любой такой трос.
В известном уровне техники при образовании высокопрочных синтетических элементов для высокопрочного троса используется самое прочное искусственное волокно, доступное по определенной стандартной цене и подходящее для определенной среды предполагаемого использования. Известно, что синтетические высокопрочные тросы обладают тем недостатком, что они являются очень дорогими. Кроме того, синтетические высокопрочные тросы склонны к намного более быстрому разложению и отказу по сравнению со стальными тросами при их использовании на блоках с приводом, как в защищенных средах, так и в высокотемпературных и абразивных средах, в отличие от использования таких синтетических высокопрочных тросов в статических условиях применения.
Еще одна проблема заключается в том, что высокопрочные синтетические волокна, которые являются самыми легкими и самыми желательными для многих условиях применения, требующих минимального веса, вследствие того, что они являются относительно легкими по весу как на воздухе, так и в воде, такие как UHMWPE, также подвержены ползучести. И наоборот, те высокопрочные синтетические волокна, которые являются наименее склонными к ползучести или которые считаются не подверженными ползучести, такие как арамиды, являются значительно более тяжелыми, чем UHMWPE. Многочисленные попытки уменьшения веса высокопрочных синтетических тросов с одновременным устранением ползучести включают в себя объединение волокон арамида с волокнами UHMWPE, а также объединение лиотропных и/или термотропных полимерных волокон с волокнами полиолефина для того, чтобы образовать синтетические усиливающие элементы из комбинации таких волокон. Известно множество публикаций и продуктов с такими комбинациями волокон. Главная идея состоит в том, что, поскольку пределы прочности при растяжении волокон арамида и UHMWPE подобны, и поскольку волокна UHMWPE значительно легче волокон арамидов, то объединяя эти типы волокон в синтетический усиливающий элемент, можно уменьшить вес этого усиливающего элемента по сравнению с образованием усиливающего элемента исключительно из волокон арамида, одновременно устраняя ползучесть, как в том случае, когда все полностью нагруженные волокна являются волокнами Арамида, предотвращая ползучесть усиливающего элемента.
Однако в то время как проблема ползучести была в значительной степени решена известным уровнем техники, известные высокопрочные тросы с синтетическими усиливающими элементами продолжают испытывать относительно высокую скорость деградации в высокотемпературных условиях применения по сравнению с тросами со стальной проволокой, поскольку стальная проволока имеет в несколько раз более высокую температуру разложения по сравнению даже с волокнами арамида. Эти условия применения могут включать в себя высокотемпературные условия применения или могут включать в себя условия применения, в которых постоянный изгиб и/или изгибная усталость приводят к высоким температурам, особенно в тех областях троса, которые находятся в контакте с блоками с приводом или рядом с ними и/или с пассивными шкивами.
Тем не менее, благодаря их относительно легкому весу и также благодаря их относительные малым диаметрам для данной прочности, а также благодаря их способности не ржаветь и не окисляться в воздухе и влажной окружающей среде с заметной скоростью по сравнению с тросами с металлическими нитями, высокопрочные синтетические тросы известного уровня техники, такие как тросы, сделанные из арамидов (таких как Technora®), UHMWPE и т.п., являются весьма желательными во многих условиях применения, где необходимы малый вес и минимальные диаметры, чтобы минимизировать нагрузки на структуру, особенно в тросах для подъемных кранов и тросах для глубоководной швартовки; чтобы минимизировать стоимость структур, к которым крепятся эти тросы; а также в таких условиях применения, где требуется низкое сопротивление, например для буксировки и швартовки, где относительно малые диаметры таких синтетических высокопрочных тросов обеспечивают пониженное сопротивление среды по сравнению с другими синтетическими тросами.
Благодаря преимуществам легкости, которые предлагают высокопрочные тросы с синтетическими усиливающими элементами, продолжаются попытки успешного широкомасштабного промышленного внедрения высокопрочных тросов с синтетическими усиливающими элементами для их использования с блоками с приводом. Однако очень высокая стоимость таких высокопрочных тросов с синтетическими усиливающими элементами по сравнению с тросами с усиливающими элементами из стальной проволоки (то есть «проволочными тросами»), а также то, что такие высокопрочные тросы с синтетическими усиливающими элементами при их использовании с блоками с приводом подвержены довольно быстрому износу при высоких температурах по сравнению с тросами со стальной проволокой, приводят к тому, что сегодня высокопрочные тросы с синтетическими усиливающими элементами для использования с блоками с приводом занимают лишь ограниченную долю рынка.
Однако также известно, что высокопрочные тросы с синтетическими усиливающими элементами являются намного более безопасными для операторов и экипажа, чем проволочные тросы, по той причине, что высокопрочные тросы с синтетическими усиливающими элементами не сохраняют кинетическую энергию на заметном уровне по сравнению с тросами со стальной проволокой, и таким образом во время случайного разрыва не вызывают отдачи, как тросы со стальной проволокой, которая являлась причиной множества несчастных случаев.
Публикация WO 2004/020732 раскрывает кабель, имеющий термопластичный сердечник внутри плетеного синтетического усиливающего элемента. Этот кабель является удлиняющимся при нагреве кабелем, обладающим ультракомпактностью, и является полезным для условий применения с блоками с приводом и высоким натяжением. В одном варианте осуществления раскрыт кабель, в котором материал термопластичного сердечника контактирует как с синтетическим усиливающим элементом, так и с плетеной синтетической оболочкой, образованной вокруг внешней стороны усиливающего элемента. Однако этот вариант осуществления не был коммерчески принят по описанным выше причинам, то есть вследствие того, что прочность кабеля уменьшается при такой конструкции. Во всех вариантах осуществления согласно данной публикации указывается, что растяжение при нагреве и уплотнение кабеля достигаются либо одновременным нагревом и вытяжкой с натяжением комбинации усиливающего элемента, термопластичного сердечника и второй оболочки, образованной вокруг термопластичного сердечника, а также содержащейся внутри усиливающего элемента, целью которой является предотвращение неуправляемого потока расплавленной фазы термопластичного сердечника во время обработки троса, либо путем сначала применения тепла, а затем применения натяжения.
Публикация WO 2011/027367 раскрывает кабель, образованный из трех различных синтетических веществ, при этом усиливающий элемент адгезивно соединяется с плетеной оболочкой синтетическим веществом, которое отличается от синтетического вещества, образующего оболочку и усиливающий элемент, а также отличается от другого синтетического вещества, образующего сердечник, содержащийся внутри синтетического усиливающего элемента, и при этом упругость синтетического вещества, адгезивно соединяющего синтетический усиливающий элемент с синтетической оболочкой, является более высокой, чем упругость любых других синтетических веществ, образующих кабель. Этот кабель нашел большее коммерческое признание для использования с блоками с приводом с высоким натяжением по сравнению с кабелем, описанным в вышеупомянутой публикации WO 2004/020732, и является практически реализуемым синтетическим тросом в известном уровне техники для использования с блоками с приводом с высоким натяжением, такими как траулерные лебедки, например ваеры рыболовного трала, и кабель и описанные процессы его изготовления представляют как уровень техники, так и тренд в промышленности. Однако при использовании в условиях применения с блоками с приводом, которые требуют постоянного изгиба, например вокруг шкивов, те части этого кабеля, которые находятся в контакте с блоком с приводом и/или пассивным шкивом или находятся вблизи от них, или те части этого кабеля, которые испытывают постоянный изгиб, продолжают отказывать с более высокой частотой по сравнению с тросами со стальной проволокой в том же самом условии применения, уменьшая привлекательность этого троса и его использование в промышленности.
Из-за чрезвычайно высокой стоимости высокопрочных тросов с синтетическим усиливающим элементом по сравнению с тросами со стальной проволокой, а также из-за их преждевременного разрушения и маленького срока службы при использовании с блоками с приводом по сравнению с тросами со стальной проволокой, использование высокопрочных тросов с синтетическим усиливающим элементом с блоками с приводом было ограничено. Например, большинство траулеров в мире даже в высокоразвитых регионах продолжают использовать трос со стальной проволокой в качестве ваеров рыболовного трала, несмотря на большой вес и проблемы с безопасностью, вызываемые таким большим весом, когда такой трос хранится на траловой лебедке, то есть неустойчивость судна, и хорошо известно, что вес такого хранившегося на лебедке троса часто был одной из причин опрокидывания судов.
Таким образом, очевидно, что в промышленности по-прежнему существует давно испытываемая потребность в высокопрочном тросе с синтетическим усиливающим элементом, который имел бы намного более длительный срок службы по сравнению с известным высокопрочным тросом с синтетическим усиливающим элементом при его использовании с блоками с приводом и/или шкивами, для того, чтобы способствовать внедрению в промышленность более безопасных тросов в интересах операторов и экипажа.
ОПРЕДЕЛЕНИЯ
Синонимы:
Термины «нить»; «волокно»; и «непрерывное элементарное волокно», в единственном или во множественном числе, являются синонимами для целей настоящего изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение высокопрочного троса с синтетическим усиливающим элементом для использования с блоками с приводом, который удовлетворял бы вышеупомянутую давно испытываемую потребность промышленности.
Задачей настоящего изобретения является обеспечение высокопрочного троса с синтетическим усиливающим элементом с возможностью использования с блоками с приводом, который имел бы улучшенную устойчивость к постоянному изгибу на блоках с приводом и шкивах по сравнению с известным тросом с синтетическим усиливающим элементом, и таким образом показывал бы улучшенное сохранение прочности с течением времени по сравнению с известными тросами с синтетическим усиливающим элементом.
Другой задачей настоящего изобретения является обеспечение высокопрочного троса с синтетическим усиливающим элементом с возможностью использования с блоками с приводом, и который обладал бы улучшенной прочностью.
Еще одной задачей настоящего изобретения является обеспечение высокопрочного троса с синтетическим усиливающим элементом с возможностью использования с блоками с приводом, который показывал бы улучшенное сохранение прочности с течением времени, и особенно который имел бы улучшенную устойчивость к постоянному изгибу на блоках с приводом и шкивах по сравнению с известными тросами с синтетическим усиливающим элементом.
Еще одной задачей настоящего изобретения является обеспечение высокопрочного троса с синтетическим усиливающим элементом с возможностью использования с блоками с приводом, решающий вышеперечисленные задачи настоящего изобретения, который мог бы использоваться вместо тросов со стальным усиливающим элементом для условиях применения, включающих, не ограничиваясь этим, ваеры рыболовного трала, якорные тросы, сейсмические тросы, якорные тросы и швартовы для нефтяных вышек, буксирные тросы, тросы для развертывания морских платформ и подъемные тросы, глубинные опускные и подъемные тросы, тросы для швартовочных устройств с приводом, тросы для постановки на якорь нефтяных вышек, используемые с блоками, а также с блоками с приводом, тросы для сверхширокоугольных камер и параванов, используемых для сейсмических наблюдений, включая, но не ограничиваясь этим, тросы для буксировки составов, парусные тросы, такелажные тросы для прогулочных судов, включая, но не ограничиваясь этим, парусные суда, бегучий такелаж, якорные тросы, перлини, альпинистские веревки, вытяжные тросы и т.п.
Описывается способ для производства высокопрочного троса с синтетическим усиливающим элементом, который может использоваться с блоками с приводом, а также продукт, получаемый в результате применения такого способа, причем такой трос имеет более легкий вес и прочность, аналогичную или большую, чем у троса со стальным усиливающим элементом, используемого с блоками с приводом, причем такой трос также имеет более длительный срок службы по сравнению с известным тросом с синтетическим усиливающим элементом, и в частности улучшенное сохранение прочности с течением времени при его использовании с блоками с приводом и/или шкивами.
ОПИСАНИЕ
В наиболее широком смысле настоящее изобретение основано на удивительном и неожиданном открытии того, что стойкость к изгибной усталости, вызываемой нагревом троса, имеющего высокопрочный синтетический усиливающий элемент, образованный из волокон, которые считаются стойкими к нагреву, и особенно из волокон арамида, может быть увеличена путем объединения некоторым неизвестным ранее образом волокон, которые являются менее стойкими к нагреву, чем волокна арамида.
В широком смысле долговечный синтетический трос для блоков с приводом согласно настоящему изобретению основан на удивительном открытии того, что путем образования троса из множества первичных прядей, каждая из которых образуется из комбинации (i) волокон арамида и (ii) других, значительно менее термостойких волокон, при этом волокна арамида образуют главным образом тело пряди, а менее термостойкие волокна концентрируются во внешних областях каждой пряди, образования усиливающего элемента вокруг термопластичного сердечника и подвергания усиливающего элемента нагреву с растяжением и последующему охлаждению под натяжением для постоянного уплотнения и постоянного удлинения усиливающего элемента с последующим окружением усиливающего элемента внешней оболочкой, может быть получен трос с высокопрочным синтетическим усиливающим элементом, имеющий длительный срок службы и улучшенную стойкость к изгибной усталости, вызываемой сильным нагревом при использовании с блоками с приводом и/или шкивами.
Предпочтительно образованный таким образом трос имеет более длительный срок службы при его использовании с блоками с приводом и/или шкивами по сравнению с известными тросами с синтетическим усиливающим элементом.
Долговечный синтетический трос для блоков с приводом согласно настоящему изобретению включает в себя: первое синтетическое вещество, которое предпочтительно образует сердечник, который располагается внутри усиливающего элемента троса; синтетический усиливающий элемент, образованный вокруг сердечника посредством плетеной полой конструкции из множества индивидуальных первичных прядей (которые сами могут быть образованы из нитей других подпрядей), при этом каждая из индивидуальных первичных прядей образована из второго синтетического вещества; третье синтетическое вещество, образующее множество оболочек индивидуальных первичных прядей, при этом каждая из по меньшей мере некоторых и предпочтительно всех индивидуальных первичных прядей окружена предпочтительно одной из оболочек индивидуальных первичных прядей, образованных из третьего синтетического вещества; а также окончательную внешнюю оболочку, окружающую усиливающий элемент, образованный из первичных прядей, каждая из которых предпочтительно окружена оболочкой первичной пряди, причем второе синтетическое вещество имеет более высокую температуру разложения, чем третье синтетическое вещество, предпочтительно в 1,7-1,9 раз больше, и имеет более высокую жесткость, чем второе синтетическое вещество, причем сжимающее усилие, прикладываемые большинством и предпочтительно любой оболочкой первичной пряди к первичной пряди, которую она окружает, меньше по сравнению со сжимающей силой, прикладываемой окончательной внешней оболочкой к усиливающему элементу.
Предпочтительно сжимающее усилие, прикладываемое большинством и предпочтительно любой оболочкой первичной пряди к первичной пряди, которую она окружает, является в достаточной степени низким, так что каждая из первичных прядей легко деформируется во время производства троса и принимает некруглое поперечное сечение в окончательном тросе, тогда как сам окончательный трос принимает поперечное сечение, которое является круглым или овальным, или которое кажется случайному наблюдателю невооруженным глазом круглым или овальным, безотносительно к неровностям поверхности в результате образования плетеной оболочки (например без учета щелей и углублений между переплетениями плетеной оболочки, хотя они предпочтительно заполняются четвертым синтетическим веществом, которое будет обсуждено ниже).
Предпочтительно, возможно, четвертое синтетическое вещество контактирует с оболочками первичных прядей, образованными из третьего синтетического вещества, и адгезивно соединяет оболочки первичных прядей, образованные из третьего синтетического вещества, с окончательной внешней оболочкой, окружающей усиливающий элемент, которая предпочтительно является плетеной оболочкой, окружающей полый плетеный усиливающий элемент, причем четвертое синтетическое вещество является более эластичным по сравнению со всеми из первого, второго и третьего синтетических веществ.
Предпочтительно третье синтетическое вещество является менее хрупким, чем по меньшей мере второе синтетическое вещество.
Предпочтительно пятое синтетическое вещество образует плетеную оболочку вокруг термопластичного сердечника, и такая оболочка является полой оплеткой вокруг термопластичного стержня до того, как усиливающий элемент будет оплетен вокруг термопластичного стержня.
Наиболее предпочтительно и жизненно важно, чтобы второе синтетическое вещество имело более высокую температуру разложения, чем третье синтетическое вещество, и особенно температуру разложения, которая была бы по меньшей мере на сто градусов Цельсия выше, чем температура разложения третьего синтетического вещества, и более предпочтительно по меньшей мере на сто тридцать градусов Цельсия выше, чем температура разложения третьего синтетического вещества, и еще более предпочтительно приблизительно на сто сорок градусов Цельсия больше или даже еще выше, чем температура разложения третьего синтетического вещества. В некоторых вариантах осуществления предпочтительно, чтобы температура разложения второго синтетического вещества была по меньшей мере на триста градусов по Цельсию выше, чем температура разложения третьего синтетического вещества, например, на 350-370 градусов Цельсия выше.
Предпочтительно третье синтетическое вещество используется при образовании оболочки, окружающей каждую из первичных прядей, которые образованы из второго синтетического вещества и которые образуют полый плетеный усиливающий элемент. В одном варианте осуществления настоящего изобретения третье синтетическое вещество экструдируется и/или пултрудируется поверх первичной пряди для образования оболочки первичной пряди. В другом варианте осуществления настоящего изобретения третье синтетическое вещество образовано в виде ленты. Затем каждая из индивидуальных первичных прядей, образованных из второго синтетического вещества, которые предназначены быть главными прядями, образующими усиливающий элемент троса, обматывается лентой. Предпочтительно лента, образованная из третьего синтетического вещества, обматывается вокруг индивидуальных первичных прядей таким образом, чтобы края ленты накладывались друг на друга, например с наложением в пятьдесят процентов. Степень такого наложения является такой, что после описанного в настоящем документе этапа вытяжки лента продолжает покрывать всю внешнюю поверхность любой отдельной первичной пряди, вокруг которой лента используется для образования отдельной оболочки первичной пряди. Обмотанные пряди затем используются для образования полого плетеного усиливающего элемента таким образом, чтобы индивидуальные оболочки первичных прядей, образованные из третьего синтетического вещества, контактировали друг с другом после того, как первичные пряди будут сплетены вместе для образования полого плетеного усиливающего элемента. Другими словами, обмотанные первичные пряди затем используются для образования полого плетеного усиливающего элемента таким образом, чтобы конструкция полого плетеного усиливающего элемента имела несколько плетеных первичных прядей, образованных из второго синтетического вещества, при этом каждая из нескольких и предпочтительно всех первичных прядей, образованных из второго синтетического вещества, индивидуально окружена оболочкой, образованной из третьего синтетического вещества, при этом в окончательном полом плетеном усиливающем элементе различные индивидуальные оболочки первичных прядей, образованных из третьего синтетического вещества, контактируют друг с другом. В другом варианте осуществления, который является теперь наиболее предпочтительным вариантом осуществления, третье синтетическое вещество используется для образования других прядей, или волокон, или непрерывных элементарных волокон, которые используются для образования плетеных оболочек вокруг первичных прядей, образованных из второго синтетического вещества, чтобы образовать плетеные оболочки первичных прядей вместо экструдированных и/или пултрудированных или намотанных из ленты оболочек первичных прядей. В одном варианте осуществления третье синтетическое вещество используется для образования уплощенные и/или лентообразные прядей, и уплощенные и/или лентообразные пряди, образованные из третьего синтетического вещества, не скручиваются вокруг их продольной оси и/или главным образом скручиваются вокруг их продольной оси при образовании плетеных оболочек первичных прядей вокруг индивидуальных прядей, образованных из второго синтетического вещества, или могут скручиваться вокруг их продольной оси, когда они используются для образования плетеных оболочек первичных прядей, хотя случай, в котором они не скручиваются вокруг их продольной оси при их использовании для образования плетеных оболочек первичных прядей, в настоящее время является предпочтительным.
В настоящее время предпочтительным веществом и структурой для образования второго синтетического вещества является непрерывное элементарное волокно из лиотропного полимера и/или непрерывное элементарное волокно из термотропного полимера. Полезными являются арамиды, такие как Technora®. В настоящее время предпочтительным является недавно разработанное волокно T200WD. Предпочтительно эти волокна и/или непрерывные элементарные волокна, образованные из второго синтетического вещества, используются затем для того, чтобы образовать нити; эти нити затем используются для того, чтобы образовать пряди; затем пряди окружаются оболочками, образованными из третьего синтетического вещества; и затем пряди, окруженные такими оболочками, используются для образования полого плетеного усиливающего элемента.
В настоящее время предпочтительным веществом для образования третьего синтетического вещества является политетрафторэтилен (PTFE - polytetrafluoroethylene). UHMWPE также считается полезным, как и HMPE.
Наиболее предпочтительно способ включает в себя дополнительный этап, на котором перед окружением прядей, образованных из второго синтетического вещества, оболочками, образованными из третьего синтетического вещества, включают вокруг и между волокна, образующие усиливающий элемент, четвертое синтетическое вещество, которое выполнено с возможностью адгезивного соединения различных волокон, образующих усиливающий элемент, причем такое четвертое синтетическое вещество имеет упругость меньше, чем упругость второго синтетического вещества.
Преимущество раскрытого синтетического троса для блоков с приводом состоит в том, что он имеет большую стойкость к термической усталости, которая вызывается усталостью при многократном изгибе, чем известные синтетические тросы для блоков с приводом, уменьшая таким образом долгосрочные затраты на использование троса и способствуя таким образом использованию таких тросов в средах, где такие тросы являются более безопасными для операторов и экипажа, как было обсуждено выше.
Обладая такими преимуществами, раскрытый синтетический трос для блоков с приводом отвечает давним ожиданиям промышленности.
Легко понять, что эти и другие особенности, цели и преимущества могут быть поняты или станут очевидными для специалистов в данной области техники из следующего подробного описания предпочтительного варианта осуществления, проиллюстрированного на различных чертежах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
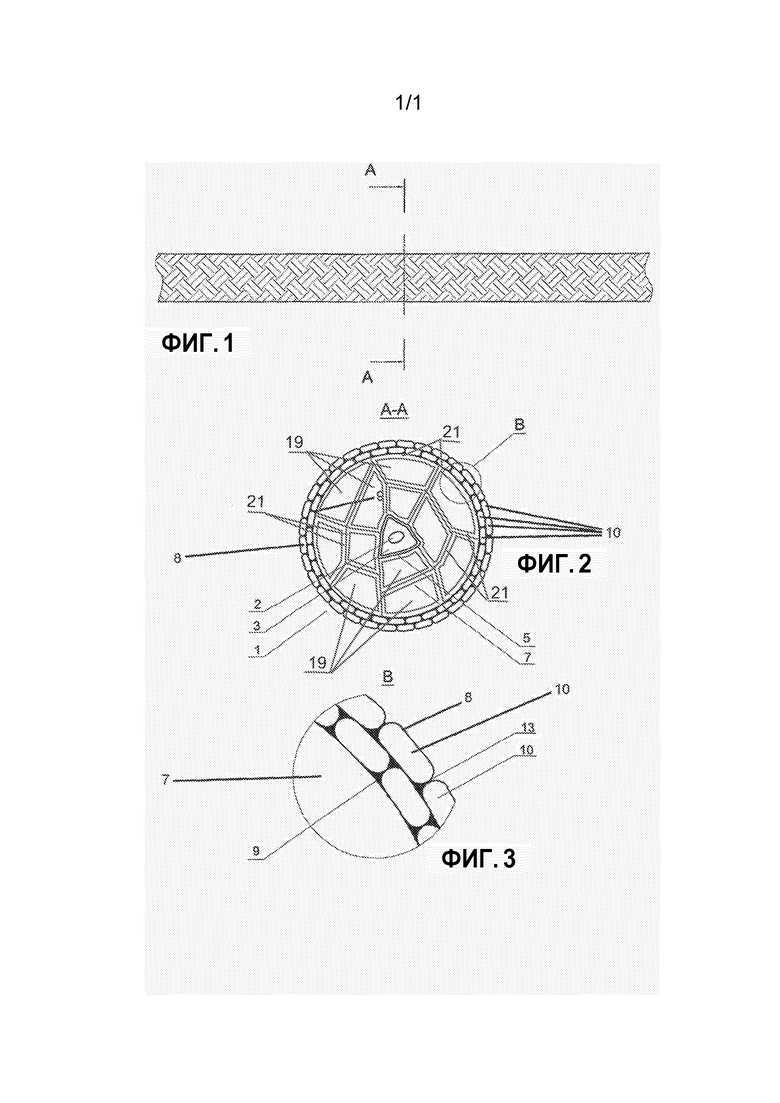
Фиг. 1 представляет собой вид сверху части троса согласно настоящему изобретению.
Фиг. 2 представляет собой вид троса согласно настоящему изобретению в разрезе по линии A-A, показанной на Фиг. 1.
Фиг.3 представляет собой расширенный подробный вид той части поперечного сечения троса согласно настоящему изобретению, показанного на Фиг. 2, которая обозначена ссылочным символом B. Этот подробный расширенный вид включает в себя плетеную внешнюю оболочку троса согласно настоящему изобретению, часть усиливающего элемента троса согласно настоящему изобретению, которая находится вблизи от плетеной внешней оболочки, а также связанные с ними структуры.
НАИЛУЧШИЙ СПОСОБ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Фиг. 2 и Фиг. 3 иллюстрируют существенные конструктивные компоненты одного из наиболее предпочтительных вариантов осуществления для использования с блоками с приводом высокого натяжения долговечного синтетического троса 1 для блоков с приводом согласно настоящему изобретению. Фиг. 2 изображает предпочтительно термопластичный поддерживающий сердечник 3, охватывающий дополнительный сердечник 2, который может быть удлиняемой проводящей структурой, выполненной с возможностью передавать информацию и/или данные, или который может быть свинцовым сердечником и т.п., причем поддерживающий сердечник 3 находится внутри экранирующей оболочки 5. Усиливающий элемент 7 окружает комбинацию поддерживающего сердечника 3, охватывающей его экранирующей оболочки 5 и дополнительного сердечника 2. Усиливающий элемент образован из нескольких индивидуальных первичных прядей 19. Различные индивидуальные первичные пряди 19 предпочтительно имеют единообразную конструкцию или подобную конструкцию. Каждая из индивидуальных первичных прядей 19 окружена отдельной оболочкой 21 первичной пряди. Каждая из индивидуальных первичных прядей 19 образована из волокон и/или непрерывных элементарных волокон второго синтетического вещества, которое предпочтительно является арамидом. Каждая отдельная оболочка 21 первичной пряди образована из третьего синтетического вещества, и предпочтительно образуется либо из обмоточной ленты из PTFE, либо из плетеной оболочки, образованной из PTFE, HMPE или UHMWPE.
Внешняя оболочка 8 предпочтительно имеет плетеную конструкцию и адгезивно соединяется с усиливающем элементом 7 слоем 9 эластичного адгезивного вещества, который предпочтительно образуется из отверждаемого адгезивного вещества, такого как клейкий полиуретан, имеющий высокую эластичность и высокую прочность на срез, такой как двух- или более компонентный PUR (polyurethane rubber). Предпочтительно плетеная внешняя оболочка 8 образована из множества прядей 10 оплетки посредством оплеточной машины, причем пряди 10 оплетки предпочтительно имеют уложенную конструкцию. Предпочтительно имеется тридцать две индивидуальных пряди 10, образующих плетеную внешнюю оболочку 8, каждая из которых имеет 24-36 волокон UHMWPE или HMPE, предпочтительно стойкой к истиранию конструкции. Однако полезным является любое количество прядей 10, образующих плетеную внешнюю оболочку 8, которое обеспечивает достаточное сопротивление износу и перенос усилия на усиливающий элемент, включая, но не ограничиваясь этим, двадцать четыре, двадцать восемь, тридцать шесть, сорок две, сорок восемь, вплоть до шестидесяти четырех и даже намного больше. Натяжение оплетки на каждой из прядей 10, образующих плетеную внешнюю оболочку 8, во время операций плетения предпочтительно составляет приблизительно 63 кг, и может составлять от 40 до 160 кг. Важно отметить, что натяжение оплетки на каждой из прядей, образующих плетеную оболочку 21 первичной пряди, во время операций плетения любой такой плетеной оболочки 21 первичной пряди, когда вариант плетеной оболочки выбирается для оболочек 21 первичной пряди, является более низким на одну прядь, образующую плетеную оболочку 21, по сравнению с натяжением оплетки на одну прядь 10, используемым во время операций плетения при образовании плетеной внешней оболочки 8. Натяжение оплетки на каждой из прядей, образующих плетеную оболочку 21 первичной пряди, во время операций плетения любой такой плетеной оболочки 21 первичной пряди предпочтительно составляет приблизительно семь килограммов, и может составлять от десяти граммов до тридцати килограммов, хотя возможно оно в девять раз меньше, чем натяжение оплетки на одну прядь 10, используемое во время операций плетения при образовании плетеной внешней оболочки 8, и по меньшей мере на сорок процентов меньше.
Возможно и предпочтительно, как подробно показано на Фиг. 3, заполняющий зазоры поверхности слой 13 эластичного адгезивного вещества заполняет углубления на поверхности троса 1 между смежными прядями 10 оплетки. Сердечник 2 является возможным, и предпочтителен для условий применения развертывания и поиска в глубоководных районах, ваеров рыболовного трала, а также в случае некоторых других условий применения, но не обязательно в случае якорных тросов и швартовов и/или якорных тросов глубоководных нефтяных платформ или парусных тросов, хотя в некоторых случаях он может использоваться в таких условиях применения.
Поддерживающий сердечник 3 также определяет первую синтетическую часть троса согласно настоящему изобретению, упомянутую выше, а слой 9 эластичного адгезивного вещества также определяет вторую синтетическую часть троса согласно настоящему изобретению, как было упомянуто выше.
Для того, чтобы образовать трос согласно настоящему изобретению:
ПРЕДПОЧТИТЕЛЬНЫЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ
Имеется два предпочтительных варианта осуществления настоящего изобретения: один представляет собой трос согласно настоящему изобретению для использования в условиях применения, где трос согласно настоящему изобретению подвергается хранению под высоким сжимающим давлением, например, когда он используется с лебедками и барабанами с высоким натяжением, например когда он используется в качестве тралового троса; другой - когда трос согласно настоящему изобретению не подвергается хранению под высоким сжимающим давлением, например во многих парусных условиях применения.
При образовании предпочтительного варианта осуществления настоящего изобретения для использования в тех условиях применения, где трос согласно настоящему изобретению подвергается хранению при высоком сжимающем давлении:
Во-первых, обеспечивают множество волокон и/или непрерывных элементарных волокон, образованных из второго синтетического вещества, которое предпочтительно является арамидом, и предпочтительно новым волокном, известным как T200WD. Эти волокна и/или непрерывные элементарные волокна используются для образования нескольких различных первичных прядей 19. Предпочтительно образуют двенадцать различных первичных прядей 19. Первичные пряди 19 могут быть образованы непосредственно из волокон и/или непрерывных элементарных волокон, либо сначала могут быть образованы нити, и уже эти нити могут использоваться для образования первичных прядей 19. Первичные пряди 19 могут быть плетеными, включая свободное плетение, чтобы обеспечить заметное конструкционное удлинение, но крученые, и особенно слегка крученые, что является подходящим для арамидов, и полученные с использованием известных способов образования прядей из арамидов для использования в плетеных тросах, являются предпочтительными.
Во-вторых, каждую из различных (термин «различный» в настоящем документе включает в себя «индивидуальный») первичных прядей 19 окружают отдельной оболочкой 21, также упоминаемой в настоящем документе как «оболочка первичной пряди». Каждая оболочка 21 индивидуальной первичной пряди предпочтительно образована из третьего синтетического вещества, имеющего описанные выше свойства, и в частности образована из PTFE и менее предпочтительно из HMPE или UHMWPE. Оболочка 21 индивидуальной первичной пряди может быть образована путем обматывания ленты, образованной из PTFE, вокруг каждой пряди таким образом, чтобы края ленты накладывались друг на друга. Степень такого наложения является такой, что после описанного в настоящем документе этапа вытяжки лента продолжает покрывать всю внешнюю поверхность любой отдельной первичной пряди 19, вокруг которой эта лента используется для образования отдельной оболочки 21 первичной пряди. Наложение на пятьдесят процентов считается полезным. Однако в настоящее время предпочтительно образовывать каждую оболочку 21 индивидуальной первичной пряди как плетеную оболочку, в которой пряди, образованные из PTFE, могут использоваться в качестве прядей для образования каждой такой плетеной оболочки 21 первичной пряди. В качестве альтернативы PTFE, UHMWPE также является подходящим веществом для третьего синтетического вещества или ленты, как и непрерывные элементарные волокна из HMPE. Когда плетеная оболочка выбирается для индивидуальных первичных оболочек 21, предпочтительно выбирать образование плетеных индивидуальных первичных оболочек 21 с углом оплетки, который отличается от угла оплетки любой внешней оболочки 8, которая может быть образована на последующих этапах, как описано в настоящем документе. Наиболее предпочтительно, чтобы угол оплетки, выбираемый для образования плетеных индивидуальных первичных оболочек 21, был меньше, чем угол оплетки, выбираемый для образования внешней оболочки 8, то есть чтобы он был «углом более длинной оплетки» или «более острым» углом оплетки по сравнению с углом оплетки, выбираемым для образования внешней оболочки 8, причем термины «угол более длинной оплетки» и «более острый угол оплетки» имеют одно и то же значение и будут понятны специалистам в данной области техники. Угол оплетки, выбираемый для индивидуальных оболочек 21, может быть подобен (включая понятие «равен») углу крутки при образовании первичных прядей 19 из волокон. Таким образом, тот же самый угол, определяемый волокнами и/или непрерывными элементарными волокнами или нитями, образующими первичные пряди 19, относительно продольной оси прямой (не изогнутой) первичной пряди 19, может быть выбран в качестве угла оплетки для образования индивидуальных оболочек 21, когда выбирается образование индивидуальных оболочек 21 с плетеной конструкцией, и предпочтительно с полой плетеной конструкцией, как более подробно будет описано ниже.
В-третьих, каждую из нескольких, и предпочтительно двенадцати отдельных первичных прядей 19 окружают отдельной оболочкой 21 первичной пряди.
В-четвертых, первичные пряди 19, окруженные оболочкой 21 первичной пряди, используют для образования плетеного усиливающего элемента, имеющего плетеную полую конструкцию, которая достигается путем использования оплеточной машины для образования двенадцати (или другого количества) первичных прядей 19, каждая из которых окружается отдельной оболочкой 21, вокруг термопластичного стержня, который образует сердечник 3, при этом первичные пряди 19 образованы в полую плетеную конструкцию вокруг термопластичного стержня, образующего сердечник 3. В то время как двенадцать прядей 19 составляют предпочтительное количество, возможно использовать от 8 до 48 прядей. В качестве альтернативы полой оплетке, усиливающий элемент может быть параллельно уложенным (в том числе скрученным) или складчатым, но полая плетеная конструкция является предпочтительной. Для предпочтительного варианта осуществления настоящего изобретения чрезвычайно предпочтительно и важно, чтобы выбирался полый плетеный усиливающий элемент, который имеет термопластичный сердечник, поддерживающий естественную внутреннюю форму полого плетеного усиливающего элемента при натяжении, приближающемся к прочности усиливающего элемента на разрыв. Предпочтительно для усиливающего элемента предусматривается плетеный усиливающий элемент, в котором образующие его первичные пряди 19 были растянуты так, чтобы убрать конструкционное удлинение и вызвать уплотнение тела троса, например усиливающего элемента и всего его содержимого, после того, как первичные пряди 19 были сплетены в усиливающий элемент, так, чтобы результирующий усиливающий элемент был неспособен удлиняться более чем на 5% до достижения предела прочности на разрыв при измерении при первоначальном натяжении 1000 кг, и предпочтительно так, чтобы результирующий усиливающий элемент был неспособен удлиняться более чем на 4% до достижения предела прочности на разрыв при измерении при первоначальном натяжении 1000 кг.
При образовании усиливающего элемента для предпочтительной формы согласно настоящему изобретению используются следующие дополнительные этапы, на которых:
Во-первых, обеспечивают термопластичный удлиненный объект, и в частности сердечник, образованный из полиэтилена, например, стержень из полиэтилена, который в конечном счете образует сердечник 3.
Во-вторых, плотно оплетают плетеную экранирующую оболочку 5 вокруг термопластичного стержня. Непрерывные элементарные волокна для образования экранирующей оболочки, которые не становятся жидкими или полужидкими при температуре, выбираемой для изменения фазы термопластичного стержня, и которые имеют намного более высокую температуру размягчения, делаются из синтетического вещества, отличающегося от первого, второго, третьего или четвертого синтетических веществ, то есть из пятого синтетического вещества. Полиэстер является подходящим для этого.
В-третьих, первичные пряди 19, каждая из которых окружена в отдельную оболочку 21 первичной пряди, помещают на бобины, которые загружаются на каретки оплеточной машины, выполненной с возможностью образования полой оплетки, и плетут вокруг термопластичного стержня, окруженного экранирующей оболочкой, чтобы образовать полый плетеный усиливающий элемент, включающий в себя термопластичный сердечник, окруженный экранирующей оболочкой.
В-четвертых, плетеный усиливающий элемент, имеющий термопластичный стержень, окруженный экранирующей оболочкой, в качестве его сердечника, подвергается затем натяжению и нагреву, предпочтительно сначала натяжению, а затем нагреву при сохранении натяжения, таким образом и при таких условиях, чтобы термопласт, выбранный для образования термопластичного сердечника, становился полужидким, то есть расплавленным, при температуре, которая используется для постоянного удлинения плетеного усиливающего элемента путем приложения приблизительно 13% от разрушающего усилия для холодного усиливающего элемента к горячему усиливающему элементу. Экранирующая оболочка в основном или полностью останавливает выход фазово измененного термопластичного сердечника из экранирующей оболочки. Таким образом, большая часть термопластичного сердечника не может выйти из экранирующей оболочки, даже когда термопластичный сердечник становится жидким или полужидким, то есть расплавленным, несмотря на огромные сжимающие усилия, приложенные к фазово измененному термопластичному сердечнику в результате высокого натяжения усиливающего элемента, которое может постоянно удлинять усиливающий элемент при условиях, описанных в настоящем документе.
Предпочтительное натяжение, используемое в раскрытых процессах для образования описанного троса, составляет приблизительно тринадцать - пятнадцать процентов (13-15%) от прочности на разрыв усиливающего элемента, когда такая прочность измеряется при комнатной температуре, причем полезными могут быть 22%, и в некоторых случаях даже больше.
Важно отметить, что натяжение, прикладываемое к усиливающему элементу, и таким образом обязательно также прикладываемое к непрерывным элементарным волокнам, образующим усиливающий элемент, предпочтительно представляет собой статическое натяжение и/или в целом статическое натяжение и/или очень медленно меняющееся натяжение. После приложения заданного натяжения (включая приблизительно заданное натяжение), и во время нахождения под таким заданным натяжением одновременно усиливающий элемент, его непрерывные элементарные волокна и его термопластичный сердечник нагреваются до заданной температуры и/или до приблизительно заданной температуры, как было описано выше в настоящем документе, причем наиболее предпочтительной является минимальная температура в восемьдесят (80) градусов Цельсия. Использование длинной печи, имеющей множество натяжных барабанов, выполненных с возможностью вмещения очень длинного усиливающего элемента и вращающихся с различными скоростями для поддержания натяжения на различных участках усиливающего элемента, расположенных между различными натяжными барабанами, и таким образом удлинение непрерывных элементарных волокон, образующих усиливающий элемент, а также термопластичного сердечника, также образующего усиливающий элемент, является очень полезным, особенно для обеспечения непрерывного процесса производства.
В-пятых, когда плетеный усиливающий элемент и его термопластичный сердечник и экранирующая оболочка термопластичного сердечника удлинены на заданную величину так, чтобы создать ультракомпактный трос и уменьшить полный внешний диаметр троса на 30-45% по сравнению с полным внешним диаметром троса до этапов вытяжки и нагрева, удлиненный усиливающий элемент и его удлиненный термопластичный сердечник охлаждаются при сохранении достаточного натяжения, вытягивая таким образом первичные пряди 19 и термопластичный сердечник 3 во время процесса охлаждения так, чтобы все такие компоненты охлаждались до их соответствующих твердых состояний, находясь под натяжением, что приводит к тому, что охлажденные первичные пряди 19, а также охлажденные отдельные оболочки 21 первичных прядей, окружающие первичные пряди 19, а также усиливающий элемент и его термопластичный сердечник 3 становятся постоянно удлиненными для того, чтобы усиливающий элемент:
a) приобрел более низкое удлинение, чем до его постоянного удлинения;
b) приобрел существенно меньший диаметр и большую компактность, чем до его постоянного удлинения;
c) приобрел постоянную твердую форму термопластичного сердечника, имеющего на своей поверхности экранирующую оболочку, также принимающую ту же самую форму, что и внешняя поверхность сердечника, который поддерживает внутреннюю полость постоянно удлиненного полого плетеного усиливающего элемента таким образом, чтобы непрерывные элементарные волокна и пряди оплетки, образующие усиливающий элемент, были значительно менее способны перемещаться относительно друг друга в направлении, перпендикулярном к продольному размеру постоянно удлиненного усиливающего элемента, по сравнению с усиливающим элементом до постоянного удлинения, чтобы уменьшить износ при трении непрерывных элементарных волокон друг о друга, а также чтобы препятствовать разрушению троса, особенно при высоких сжимающих усилиях, таких как те, которые образуются во время намотки и хранения на барабане с высоким натяжением, причем необходимое натяжение для достижения такого результата для любого конкретного типа непрерывного элементарного волокна может быть экспериментально определено специалистом в данной области техники после прочтения настоящего раскрытия.
Это охлаждение также лучше всего достигается и выполняется с использованием натяжных барабанов, вращающихся с различными скоростями так, чтобы поддерживать натяжение на удлиненном усиливающем элементе и его компонентах во время всего процесса охлаждения и периода, который препятствует их укорочению, так что окончательно охлажденный усиливающий элемент имеет значения удлинения при разрыве, описанные выше в настоящем документе для наиболее предпочтительного варианта осуществления настоящего изобретения, а также другие свойства, описанные выше в настоящем документе, что также может быть достигнуто и в непрерывном способе производства.
В-шестых, возможно и предпочтительно, эластичное адгезивное вещество, которое является четвертым синтетическим веществом, используется для адгезивное соединение образованного усиливающего элемента к внешней плетеной оболочке 8. Четвертое синтетическое вещество выбирается в качестве текучего отверждаемого адгезивного вещества. В то время как оно находится в жидкой и/или полужидкой (включая «текучую») фазе, оно помещается на внешнюю поверхность предпочтительно постоянно удлиненного усиливающего элемента так, чтобы оно контактировало с поверхностями множества отдельных оболочек 21 первичных прядей, образованных из третьего синтетического вещества. Затем предпочтительно плетеная внешняя оболочка 8 образуется вокруг комбинации постоянно удлиненного усиливающего элемента и текучего отверждаемого адгезивного вещества. Отверждаемое адгезивное вещество помещается на усиливающий элемент при температуре, которая является более низкой, чем температура фазового перехода третьего синтетического вещества. Когда плетеная оболочка выбирается для индивидуальной оболочки 21 первичной пряди, предпочтительно выбирают образование плетеной индивидуальной оболочки 21 первичной пряди с таким углом оплетки, который отличается от угла оплетки внешней оболочки 8. Наиболее предпочтительно, чтобы угол оплетки, выбираемый для образования индивидуальной оболочки 21 первичной пряди, был меньше, чем угол оплетки, выбираемый для образования внешней оболочки 8. Угол оплетки внутренней оболочки 21 является углом между (i) воображаемой линией, проходящей коаксиально и параллельно продольной оси первичной пряди 19, окруженной плетеной индивидуальной оболочкой 21 первичной пряди, когда первичная прядь 19 не искривлена и не изогнута, и является прямой; и (ii) продольным размером, видимым для любой индивидуальной пряди оплетки, образующей плетеную конструкцию оболочки 21 первичной пряди при виде сверху, и когда первичная прядь 19, окруженная оболочкой 21 первичной пряди, является прямой (не изогнутой). Аналогичным образом угол оплетки внешней оболочки 8 является углом между: (a) воображаемой линией, проходящей коаксиально и параллельно продольной оси троса, когда трос является прямым; и (b) продольным размером, видимым для любой индивидуальной пряди оплетки, образующей плетеную конструкцию внешней оболочки 8, при виде сверху, когда трос является прямым.
В отличие от известного уровня техники, знаний в данной области техники и тенденций в отрасли образования плетеных оболочек, угол оплетки, выбираемый для индивидуальных оболочек 21, предпочтительно может быть подобным (включая и равенство) углу крутки, выбираемому для образования первичных прядей 19 из волокон. Таким образом, тот же самый угол, определяемый волокнами и/или непрерывными элементарными волокнами или нитями, образующими первичные пряди 19, относительно продольной оси прямой первичной пряди 19, может быть выбран в качестве угла оплетки для образования индивидуальных оболочек 21, когда выбирается образование индивидуальных оболочек 21 с плетеной конструкцией, и предпочтительно с полой плетеной конструкцией.
При выборе для образования по меньшей мере одной и предпочтительно всех индивидуальных оболочек 21 первичных прядей с плетеной конструкцией этап процесса дополнительно и наиболее предпочтительно модифицируется путем дополнительного выбора натяжения оплетки для образования по меньшей мере одной и предпочтительно всех индивидуальных оболочек 21 первичных прядей, которое меньше, чем натяжение оплетки для образования внешней оболочки 8 вокруг окончательно образованного и окончательно обработанного усиливающего элемента, который предпочтительно имеет эластичное адгезивное вещество, расположенное снаружи окончательно обработанного усиливающего элемента перед тем, как внешняя оболочка 8 будет оплетена вокруг усиливающего элемента.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Тросы, образованные в соответствии с настоящим изобретением, могут использоваться в качестве тросов для подъемных кранов, тросов для развертывания морских платформ и подъемных тросов, буксирных тросов, ваеров рыболовных тралов (также известных как «траловые тросы»), глубинных опускных и подъемных тросов, тросов для швартовочных устройств с приводом, тросов для постановки на якорь нефтяных вышек, используемых с блоками, а также с блоками с приводом, глубоководных швартовов, глубоководных тросов для лебедок, тросов для сверхширокоугольных камер и параванов, используемых для сейсмических наблюдений, включая, но не ограничиваясь этим, тросы для буксировки массивов, парусные тросы, такелажные тросы для прогулочных судов, включая, но не ограничиваясь этим, парусные суда, бегучий такелаж, якорные тросы, перлини и т.п.
Хотя настоящее изобретение было описано в терминах предпочтительного варианта осуществления, следует понимать, что такое раскрытие является чисто иллюстративным, и не должно интерпретироваться как ограничивающее. Следовательно, без отступлений от идеи и объема настоящего изобретения, различные изменения, модификации и/или альтернативные условия применения настоящего изобретения могут быть реализованы специалистами в данной области техники после прочтения предшествующего раскрытия. Соответственно предполагается, что прилагаемая формула изобретения охватывает все такие изменения, модификации или альтернативные условия применения, которые соответствуют первоначальной идее и объему настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОЙКИЙ К УСТАЛОСТИ ПРИ ИЗГИБЕ СОСТАВНОЙ ТРОС | 2018 |
|
RU2749526C1 |
| СТОЙКИЙ К УСТАЛОСТИ ПРИ ИЗГИБЕ СОСТАВНОЙ ТРОС | 2018 |
|
RU2780784C2 |
| СИНТЕТИЧЕСКИЙ ТРОС ИЛИ КАБЕЛЬ С ПОДДЕРЖИВАЮЩИМ СЕРДЕЧНИКОМ (ВАРИАНТЫ) | 2020 |
|
RU2817585C2 |
| КАБЕЛЬ ИЗ СИНТЕТИЧЕСКИХ ВОЛОКОН С ИНДИКАЦИЕЙ УДЛИНЕНИЯ И НАГРЕВА | 2020 |
|
RU2785870C1 |
| ВЫСОКОПРОЧНЫЙ КАБЕЛЬ ДЛЯ ПЕРЕДАЧИ ДАННЫХ | 2020 |
|
RU2789701C1 |
| УЛУЧШЕННЫЙ КАБЕЛЬ СОНАРА ВЕРХНЕЙ ПОДБОРЫ С ВЫСОКИМ РАЗРЕШЕНИЕМ | 2020 |
|
RU2790203C1 |
| КОМБИНИРОВАННЫЙ ТРОС ИЛИ КОМБИНИРОВАННАЯ ПРЯДЬ | 2013 |
|
RU2617031C2 |
| ТРОСООБРАЗНОЕ УСТРОЙСТВО | 2005 |
|
RU2369674C2 |
| Синтетический трос | 1990 |
|
SU1751248A1 |
| РАСШИРЯЕМЫЙ ШЛАНГ (ВАРИАНТЫ), УЗЕЛ ШЛАНГА И СПОСОБ | 2009 |
|
RU2459131C2 |
Раскрыт способ образования троса, содержащего высокопрочный синтетический усиливающий элемент, а также получаемый трос, содержащий множество слоев крученых и плетеных нитей, в котором индивидуальные оболочки, окружающие индивидуальные пряди, состоят из такого материала, как HMPE, PTFE или UHMWPE, с более низкой температурой разложения, чем у материала упомянутых прядей, являющегося арамидом, причем способ содержит этап, на котором подвергают части троса нагреву и натяжению, чтобы тем самым предварительно вытянуть и создать неравномерную или некруглую форму упомянутых прядей, а также дополнительно этап, на котором выбирают комбинацию углов оплетки и крутки, а также сжимающего усилия оплетки для обеспечения удельной прочности и соотношения удлинения между индивидуальными слоями троса. 2 н. и 52 з.п. ф-лы, 3 ил. 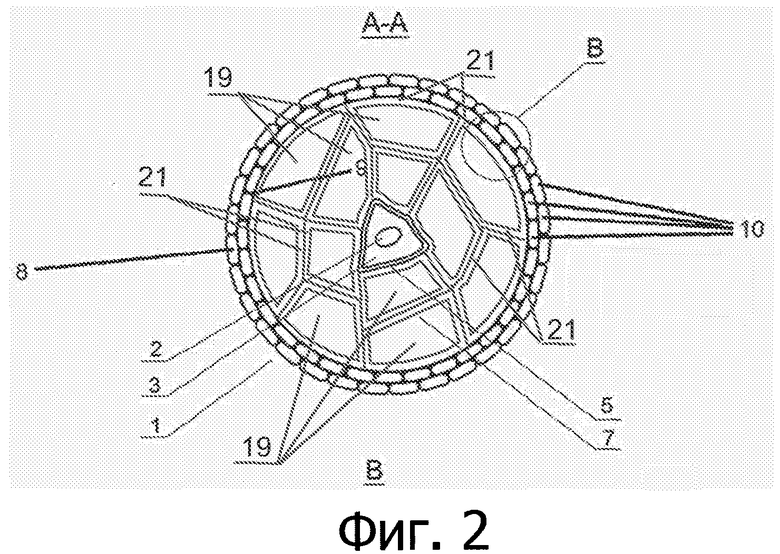
1. Способ образования синтетического троса (1), содержащий этапы, на которых:
a) обеспечивают сердечник (3), образованный по меньшей мере из первого синтетического вещества, в качестве которого выбирают термопластичное вещество;
b) окружают сердечник текучим экраном, выполненным с возможностью удерживания внутри текучего экрана по меньшей мере большей части и предпочтительно всего первого синтетического вещества, когда первое синтетическое вещество находится в полужидкой фазе;
c) обеспечивают несколько индивидуальных первичных прядей (19), образованных из волокон, образованных по меньшей мере из второго синтетического вещества, и выбирают для волокон главным образом и предпочтительно исключительно волокна, которые являются волокнами арамида;
и отличающийся этапами, на которых:
d) образуют из третьего синтетического вещества по меньшей мере несколько индивидуальных оболочек (21), причем по меньшей мере оболочка (21) образована вокруг и окружает по меньшей мере одну из нескольких индивидуальных первичных прядей (19), образованных из второго синтетического вещества, так что каждая из по меньшей мере некоторых и предпочтительно всех индивидуальных первичных прядей (19), образованных из второго синтетического вещества, окружена по меньшей мере одной из индивидуальных оболочек (21), образованных из третьего синтетического вещества, причем третье синтетическое вещество, образующее по меньшей мере некоторые из оболочек (21), имеет более низкую температуру разложения, чем второе синтетическое вещество;
e) далее образуют полый плетеный усиливающий элемент (7) вокруг сердечника (3) из нескольких индивидуальных первичных прядей (19), при этом по меньшей мере некоторые и предпочтительно все индивидуальные первичные пряди (19), используемые при образовании полого плетеного усиливающего элемента (7), имеют по меньшей мере оболочку (21);
f) подвергают усиливающий элемент натяжению и нагреванию для того, чтобы создать в сердечнике нетвердую фазу и сделать усиливающий элемент и сердечник уплотненными и удлиненными; с последующим охлаждением усиливающего элемента и сердечника под натяжением для того, чтобы усиливающий элемент и сердечник стали постоянно уплотненными и постоянно удлиненными; и
g) окружают усиливающий элемент внешней оболочкой (8),
при этом производится трос, имеющий по меньшей мере усиливающий элемент, образованный по меньшей мере главным образом из синтетических волокон.
2. Способ по п. 1, дополнительно отличающийся этапом, на котором выбирают для третьего синтетического вещества такое вещество, которое является менее хрупким, чем второе синтетическое вещество.
3. Способ по п. 2, дополнительно отличающийся этапом, на котором выбирают образование по меньшей мере одной и предпочтительно всех индивидуальных оболочек (21) посредством плетеной конструкции.
4. Способ по п. 3, дополнительно отличающийся этапом, на котором выбирают образование по меньшей мере одной из индивидуальных плетеных оболочек (21), содержащей волокна, образующие плетеную конструкцию, образующую плетеную оболочку.
5. Способ по п. 4, дополнительно отличающийся этапом, на котором выбирают волокна, содержащие НМРЕ.
6. Способ по п. 4, дополнительно отличающийся этапом, на котором выбирают волокна, содержащие PTFE.
7. Способ по п. 5, отличающийся дополнительным этапом, на котором выбирают внешнюю оболочку (8) с полой плетеной конструкцией, а также выбирают адгезивное соединение полого плетеного усиливающего элемента (7) с полой плетеной внешней оболочкой (8) посредством этапов: выбора расположения по меньшей мере четвертого синтетического вещества в текучей фазе на внешней поверхности нескольких из индивидуальных оболочек (21), образованных из третьего синтетического вещества, при этом такое четвертое синтетическое вещество, когда оно находится в отвержденном и/или твердом состоянии, является эластичным и адгезивным веществом; с последующим образованием полой плетеной внешней оболочки (8) вокруг полого плетеного усиливающего элемента (7), и выбора образования полой плетеной внешней оболочки (8), сжимающей внешние поверхности по меньшей мере частей нескольких из внутренних индивидуальных оболочек (21), образованных из третьего синтетического вещества.
8. Способ по п. 6, отличающийся дополнительным этапом, на котором выбирают внешнюю оболочку (8) с полой плетеной конструкцией, а также выбирают адгезивное соединение полого плетеного усиливающего элемента (7) с полой плетеной внешней оболочкой (8) посредством этапов: выбора расположения по меньшей мере четвертого синтетического вещества в текучей фазе на внешней поверхности нескольких из индивидуальных оболочек (21), образованных из третьего синтетического вещества, при этом такое четвертое синтетическое вещество, когда оно находится в отвержденном и/или твердом состоянии, является эластичным и адгезивным веществом; с последующим образованием полой плетеной внешней оболочки (8) вокруг полого плетеного усиливающего элемента (7), и выбора образования полой плетеной внешней оболочки (8), сжимающей внешние поверхности по меньшей мере частей нескольких из внутренних индивидуальных оболочек (21), образованных из третьего синтетического вещества.
9. Способ по п. 7, дополнительно содержащий этап, на котором выбирают приложение сжимающего усилия большей частью и предпочтительно всеми оболочками (21) по меньшей мере к некоторым, и предпочтительно к любой первичной пряди (19), причем сжимающее усилие является в достаточной степени низким, так что каждая из первичных прядей (19) деформируется во время производства троса и принимает некруглое поперечное сечение в окончательном тросе при виде в плоскости, перпендикулярной продольному размеру троса.
10. Способ по п. 8, дополнительно содержащий этап, на котором выбирают приложение сжимающего усилия большей частью и предпочтительно всеми оболочками (21) по меньшей мере к некоторым, и предпочтительно к любой первичной пряди (19), причем сжимающее усилие является в достаточной степени низким, так что каждая из первичных прядей (19) деформируется во время производства троса и принимает некруглое поперечное сечение в окончательном тросе при виде в плоскости, перпендикулярной продольному размеру троса.
11. Способ по п. 9, дополнительно содержащий этап, на котором выбирают образование по меньшей мере некоторых из индивидуальных плетеных оболочек (21) из уплощенных волокон.
12. Способ по п. 10, дополнительно содержащий этап, на котором выбирают образование по меньшей мере некоторых из индивидуальных плетеных оболочек (21) из уплощенных волокон.
13. Способ по п. 11, дополнительно содержащий этап, на котором выбирают плетение оболочки из уплощенных волокон таким образом, что по меньшей мере некоторые из уплощенных волокон раскручены вокруг их продольной оси.
14. Способ по п. 12, дополнительно содержащий этап, на котором выбирают плетение оболочки из уплощенных волокон таким образом, что по меньшей мере некоторые из уплощенных волокон раскручены вокруг их продольной оси.
15. Способ по п. 2, дополнительно отличающийся этапом, на котором выбирают образование по меньшей мере одной и предпочтительно всех индивидуальных оболочек (21), содержащих обмоточную ленту.
16. Способ по п. 15, дополнительно отличающийся этапом, на котором выбирают ленту, содержащую НМРЕ.
17. Способ по п. 15, дополнительно отличающийся этапом, на котором выбирают ленту, содержащую PTFE.
18. Способ по п. 15, дополнительно содержащий этап, на котором выбирают приложение сжимающего усилия большей частью и предпочтительно всеми оболочками (21) по меньшей мере к некоторым, и предпочтительно к любой первичной пряди (19), окруженной любой оболочкой (21), причем сжимающее усилие является в достаточной степени низким, так что каждая из первичных прядей (19) деформируется во время производства троса и принимает некруглое поперечное сечение в окончательном тросе при виде в плоскости, перпендикулярной продольному размеру троса.
19. Способ по п. 16, дополнительно содержащий этап, на котором выбирают приложение сжимающего усилия большей частью и предпочтительно всеми оболочками (21) по меньшей мере к некоторым, и предпочтительно к любой первичной пряди (19), причем сжимающее усилие является в достаточной степени низким, так что каждая из первичных прядей (19) деформируется во время производства троса и принимает некруглое поперечное сечение в окончательном тросе при виде в плоскости, перпендикулярной продольному размеру троса.
20. Способ по п. 17, дополнительно содержащий этап, на котором выбирают приложение сжимающего усилия большей частью и предпочтительно всеми оболочками (21) по меньшей мере к некоторым, и предпочтительно к любой первичной пряди (19), причем сжимающее усилие является в достаточной степени низким, так что каждая из первичных прядей (19) деформируется во время производства троса и принимает некруглое поперечное сечение в окончательном тросе при виде в плоскости, перпендикулярной продольному размеру троса.
21. Способ по п. 18, отличающийся дополнительным этапом, на котором выбирают внешнюю оболочку (8) с полой плетеной конструкцией, а также выбирают адгезивное соединение полого плетеного усиливающего элемента (7) с полой плетеной внешней оболочкой (8) посредством этапов: выбора расположения по меньшей мере четвертого синтетического вещества в текучей фазе на внешней поверхности нескольких из индивидуальных оболочек (21), образованных из третьего синтетического вещества, при этом такое четвертое синтетическое вещество, когда оно находится в отвержденном и/или твердом состоянии, является эластичным и адгезивным веществом; с последующим образованием полой плетеной внешней оболочки (8) вокруг полого плетеного усиливающего элемента (7), и выбора образования полой плетеной внешней оболочки (8), сжимающей внешние поверхности по меньшей мере частей нескольких из внутренних индивидуальных оболочек (21), образованных из третьего синтетического вещества.
22. Способ по п. 19, отличающийся дополнительным этапом, на котором выбирают внешнюю оболочку (8) с полой плетеной конструкцией, а также выбирают адгезивное соединение полого плетеного усиливающего элемента (7) с полой плетеной внешней оболочкой (8) посредством этапов: выбора расположения по меньшей мере четвертого синтетического вещества в текучей фазе на внешней поверхности нескольких из индивидуальных оболочек (21), образованных из третьего синтетического вещества, при этом такое четвертое синтетическое вещество, когда оно находится в отвержденном и/или твердом состоянии, является эластичным и адгезивным веществом; с последующим образованием полой плетеной внешней оболочки (8) вокруг полого плетеного усиливающего элемента (7), и выбора образования полой плетеной внешней оболочки (8), сжимающей внешние поверхности по меньшей мере частей нескольких из внутренних индивидуальных оболочек (21), образованных из третьего синтетического вещества.
23. Способ по п. 20, отличающийся дополнительным этапом, на котором выбирают внешнюю оболочку (8) с полой плетеной конструкцией, а также выбирают адгезивное соединение полого плетеного усиливающего элемента (7) с полой плетеной внешней оболочкой (8) посредством этапов: выбора расположения по меньшей мере четвертого синтетического вещества в текучей фазе на внешней поверхности нескольких из индивидуальных оболочек (21), образованных из третьего синтетического вещества, при этом такое четвертое синтетическое вещество, когда оно находится в отвержденном и/или твердом состоянии, является эластичным и адгезивным веществом; с последующим образованием полой плетеной внешней оболочки (8) вокруг полого плетеного усиливающего элемента (7), и выбора образования полой плетеной внешней оболочки (8), сжимающей внешние поверхности по меньшей мере частей нескольких из внутренних индивидуальных оболочек (21), образованных из третьего синтетического вещества.
24. Способ по п. 1, отличающийся дополнительным этапом, на котором переплетают первичные пряди (19) непосредственно из волокон и/или непрерывных элементарных волокон.
25. Способ по п. 2, отличающийся дополнительным этапом, на котором переплетают первичные пряди (19) непосредственно из волокон и/или непрерывных элементарных волокон.
26. Способ по п. 18, отличающийся дополнительным этапом, на котором переплетают первичные пряди (19) непосредственно из волокон и/или непрерывных элементарных волокон.
27. Способ по п. 19, отличающийся дополнительным этапом, на котором переплетают первичные пряди (19) непосредственно из волокон и/или непрерывных элементарных волокон.
28. Способ по п. 20, отличающийся дополнительным этапом, на котором переплетают первичные пряди (19) непосредственно из волокон и/или непрерывных элементарных волокон.
29. Способ по п. 1, в котором трос имеет более длительный срок службы при его использовании с блоками с приводом и/или шкивами по сравнению с известными тросами с синтетическим усиливающим элементом.
30. Способ по п. 2, в котором трос имеет более длительный срок службы при его использовании с блоками с приводом и/или шкивами по сравнению с известными тросами с синтетическим усиливающим элементом.
31. Трос, имеющий твердый сердечник (3), образованный по меньшей мере из первого синтетического вещества, которое является главным образом термопластичным веществом, и имеющий усиливающий элемент (7), образованный из первичных прядей (19), образованных по меньшей мере из второго синтетического вещества, и плетеный вместе с полой плетеной конструкцией, окружающей твердый сердечник (3), причем первичные пряди (19) образованы главным образом из второго синтетического вещества, содержащего главным образом непрерывные элементарные волокна арамида,
отличающийся тем, что третье синтетическое вещество образует несколько индивидуальных оболочек (21), при этом по меньшей мере одна из нескольких индивидуальных оболочек (21) окружает по меньшей мере одну из одиночных нитей (19), образованных из второго синтетического вещества, так что каждая из по меньшей мере некоторых и предпочтительно всех одиночных нитей (19) окружена по меньшей мере одной из индивидуальных оболочек (21); причем третье синтетическое вещество имеет более низкую температуру разложения, чем второе синтетическое вещество.
32. Трос по п. 31, в котором третье синтетическое вещество является менее хрупким, чем второе синтетическое вещество.
33. Трос по п. 31, в котором третье синтетическое вещество является более эластичным, чем второе синтетическое вещество.
34. Трос по п. 31, в котором эластичное адгезивное вещество, образованное из четвертого синтетического вещества, адгезивно соединяет внутренние поверхности полой плетеной внешней оболочки (8) с частями внешних поверхностей по меньшей мере нескольких из внутренних оболочек (21), образованных из третьего синтетического вещества, при этом третье синтетическое вещество является более эластичным, чем второе синтетическое вещество, и менее эластичным, чем четвертое синтетическое вещество.
35. Трос по п. 32, в котором эластичное адгезивное вещество, образованное из четвертого синтетического вещества, адгезивно соединяет внутренние поверхности полой плетеной внешней оболочки (8) с частями внешних поверхностей по меньшей мере нескольких из внутренних оболочек (21), образованных из третьего синтетического вещества, при этом третье синтетическое вещество является более эластичным, чем второе синтетическое вещество, и менее эластичным, чем четвертое синтетическое вещество.
36. Трос по п. 35, в котором эластичное адгезивное вещество, образованное из четвертого синтетического вещества, адгезивно соединяет внутренние поверхности полой плетеной внешней оболочки (8) с частями внешних поверхностей по меньшей мере нескольких из внутренних оболочек (21), образованных из третьего синтетического вещества, при этом третье синтетическое вещество является более эластичным, чем второе синтетическое вещество, и менее эластичным, чем четвертое синтетическое вещество.
37. Трос по п. 31, при этом по меньшей мере одна и предпочтительно все индивидуальные оболочки (21) имеют плетеную конструкцию.
38. Трос по п. 37, в котором плетеная конструкция содержит волокна.
39. Трос по п. 38, в котором волокна содержат PTFE.
40. Трос по п. 39, в котором волокна содержат НМРЕ.
41. Трос по п. 40, в котором волокна НМРЕ имеют уплощенную форму.
42. Трос по п. 41, в котором волокна НМРЕ, имеющие уплощенную форму, включают в себя по меньшей мере некоторые волокна, которые раскручены вокруг их продольной оси.
43. Трос по п. 31, в котором по меньшей мере некоторые и предпочтительно все индивидуальные оболочки (21) содержат обмоточную ленту.
44. Трос по п. 43, в котором обмоточная лента содержит PTFE.
45. Трос по п. 43, в котором обмоточная лента содержит НМРЕ.
46. Трос по п. 31, в котором по меньшей мере большинство прядей (19) имеют некруглое поперечное сечение при виде в плоскости, перпендикулярной продольному размеру троса.
47. Трос по п. 37, в котором по меньшей мере большинство прядей (19) имеют некруглое поперечное сечение при виде в плоскости, перпендикулярной продольному размеру троса.
48. Трос по п. 38, в котором по меньшей мере большинство прядей (19) имеют некруглое поперечное сечение при виде в плоскости, перпендикулярной продольному размеру троса.
49. Трос по п. 46, в котором по меньшей мере большинство первичных прядей (19) сплетены непосредственно из волокон и/или непрерывных элементарных волокон.
50. Трос по п. 47, в котором по меньшей мере большинство первичных прядей (19) сплетены непосредственно из волокон и/или непрерывных элементарных волокон.
51. Трос по п. 48, в котором по меньшей мере большинство первичных прядей (19) сплетены непосредственно из волокон и/или непрерывных элементарных волокон.
52. Трос по п. 49, долговечность которого при его использовании с блоками с приводом и/или шкивами с нагрузкой по меньшей мере 2000 кг и вплоть до 2000 т превышает долговечность известных синтетических тросов предшествующего уровня техники.
53. Трос по п. 50, долговечность которого при его использовании с блоками с приводом и/или шкивами с нагрузкой по меньшей мере 2000 кг и вплоть до 2000 т превышает долговечность известных синтетических тросов предшествующего уровня техники.
54. Трос по п. 51, долговечность которого при его использовании с блоками с приводом и/или шкивами с нагрузкой по меньшей мере 2000 кг и вплоть до 2000 т превышает долговечность известных синтетических тросов предшествующего уровня техники.
| WO 2011027367 A2, 10.03.2011 | |||
| WO 2007101035 A2, 07.09.2007 | |||
| US 7059091 B2, 13.06.2006. |

