Область техники, к которой относится изобретение
Трос большого диаметра для приложений подъема тяжестей, постановки на якорь и буксирования, такой как высокопрочный синтетический трос с упрочняющими элементами, который можно использовать с блоками высокого натяжения, такими как барабаны, лебедки и шкивы, в приложениях, требующих частого изгиба и прохождения вокруг шкивов и на барабанах и лебедках, в то время как трос находится под натяжением.
Синтетические тросы настоящего изобретения включают в себя, не ограничиваясь этим, тросы для подъемных кранов, тросы для развертывания морских платформ и подъемные тросы, буксирные тросы, ваеры рыболовных тралов (также известные как «траловые тросы»), глубинные опускные и подъемные тросы, тросы для швартовочных устройств с приводом, тросы для постановки на якорь нефтяных вышек, используемые с блоками, а также с блоками с приводом, тросы для сверхширокоугольных камер и параванов, используемых для сейсмических наблюдений, включая, но не ограничиваясь этим, тросы для буксировки массивов, парусные тросы, такелажные тросы для прогулочных судов, включая, но не ограничиваясь этим, парусные суда, бегучий такелаж, якорные тросы и другие промышленные применения.
Уровень техники
Составные синтетические тросы с упрочняющими элементами, формируемые из комбинации волокон из арамида и волокон из сверхвысокомолекулярного полиэтилена (HMPE) (включая волокна из UHMWPE), известны в данной области техники и были предложены, хотя и безуспешно, в качестве замены стальному тросу для использования с блоками высокого натяжения.
К настоящему времени, как известно из уровня техники, не было предложено конструкции и процесса изготовления троса, описываемых в настоящем изобретении.
Важно предложить синтетический трос из высокопрочного волокна с упрочняющими элементами для замены стального троса, потому что, в отличие от стального троса, сформированные из высокопрочных синтетических волокон усиливающие элементы не сохраняют существенного количества кинетической энергии. Благодаря сохранению большого количества кинетической энергии, когда стальной трос рвется, он представляет собой серьезную угрозу для находящихся поблизости людей. Комбинация огромной кинетической энергии находящегося под высоким натяжением стального троса с тяжелым весом стальной проволоки вызывает отскок с невероятной силой. Этот отскок является непредсказуемым, поскольку трос летит обратно змеевидным образом. Каждый год люди и особенно члены команд калечатся и погибают при отскоке рвущегося стального троса. Этот персонал зачастую работает вручную в неосвоенных регионах, имеющих низкие стандарты безопасности по сравнению с развитыми странами в плане обеспечения безопасности работников. Для ускорения замены стальных тросов на более безопасные такая замена должна быть экономически выгодной оператору. Ключевым фактором для того, чтобы синтетические заменители стального троса были экономически более выгодными, является увеличение срока их эксплуатации.
В некоторых приложениях известные высокопрочные синтетические тросы с упрочняющими элементами не являются экономичной заменой для стальных тросов, особенно в приложениях, требующих динамичного использования с блоками высокого натяжения, такими как барабаны и лебедки, то есть такого использования, где трос периодически испытывает постоянное перемещение и постоянных изгиб на блоках, находясь при этом под высоким натяжением, таким как натяжение при рабочей нагрузке усиливающего элемента тросов. Примером такого приложения является трос подъемного крана. Главной причиной, по которой известные высокопрочные синтетические тросы с упрочняющими элементами не являются экономичной заменой для стального троса в таких приложениях, является то, что известные высокопрочные синтетические тросы с упрочняющими элементами довольно быстро теряют свои качества в таких приложениях по сравнению со стальным тросом, и таким образом имеют меньший эксплуатационный срок службы в таких приложениях по сравнению со стальным тросом. Главным фактором такого быстрого ухудшения является усталость при изгибе, которая накапливается, когда трос изгибается, находясь при этом в движении и испытывая натяжение. Усталость при изгибе, накапливающаяся при высоких натяжениях в течение длительных периодов времени, производит тепловую энергию, которая накапливается внутри усиливающего элемента троса и вызывает его ускоренное разрушение.
Таким образом становится понятно, что для того, чтобы создать синтетический трос, способный заменить стальной трос в приложениях, требующих динамического использования с блоками высокого натяжения, этот синтетический трос должен обладать как высокой теплостойкостью, так и неспособностью сохранять существенное количество кинетической энергии.
Арамиды известны как чрезвычайно теплостойкие и высокопрочные синтетические волокна, которые также неспособны сохранять существенное количество кинетической энергии. Однако, как широко известно, арамиды являются неподходящим материалом для создания обычного троса. Практика доказала, что тросы для подъемных кранов, ваеры рыболовных тралов, активные швартовы и другие тросы, сформированные с использованием волокон из арамида для усиливающего элемента тросов, быстро отказывают без каких-либо предупреждений в таких приложениях и вообще в приложениях, требующих динамичного использования с блоками высокого натяжения, по сравнению со стальными тросами. Таким образом, такие тросы не используются в промышленности, и формирование усиливающих элементов таких тросов из арамидных волокон противоречит уровню техники и промышленному тренду.
Следовательно, распространенное мнение в промышленности, а также уровень техники и промышленный тренд говорят о том, что волокна из арамида не являются подходящими для формирования троса, который мог бы решить обсуждаемую проблему.
Волокна из сверхвысокомолекулярного полиэтилена (HMPE) испытывают наименьшее трение между волокнами среди высокопрочных синтетических волокон. Однако опыт и практика доказали, что тросы, сформированные с использованием волокон из HMPE, формирующих их усиливающий элемент, накапливают слишком большое количество тепловой энергии внутри усиливающего элемента троса несмотря на относительно низкое трение волокна из HMPE, а также то, что тросы, сформированные с использованием волокон из HMPE, формирующих их усиливающий элемент, отказывают в текущих приложениях и не решают обсуждаемую проблему, и считаются промышленностью неподходящими для формирования тросов для обсуждаемых приложений.
В последнее время попытки решить эту проблему фокусируются на том, чтобы смешивать волокна из арамида с волокнами из HMPE при формировании усиливающего элемента тросов. Различные конструкции высокопрочных синтетических усиливающих элементов, включающие в себя комбинацию смешивания таких волокон, известны в данной области техники. В соответствии с текущим уровнем техники и промышленным трендом при формировании такого усиливающего элемента создается однородное распределение волокон из HMPE и арамида в каждой из главных стренг, формирующих окончательный усиливающий элемент, и таким образом однородное распределение таких волокон в самом усиливающем элементе. Таким образом, в известном уровне техники различные волокна, формирующие смесь, равномерно распределяются по стренгам, формирующим усиливающий элемент, а также в самом усиливающем элементе, в соответствии с их соотношением в смеси, и не имеют концентрации одного типа волокон в одной области стренги, формирующей усиливающий элемент, и концентрации другого типа волокон в другой области стренги, формирующей усиливающий элемент. Например, если соотношение смеси составляет 1:1, то любая часть усиливающего элемента троса и/или стренги, формирующей усиливающий элемент троса, выбранная случайным образом, должна при осмотре иметь равное или очень близкое к равному количество волокон из арамида по сравнению с волокнами из HMPE. В качестве другого примера, если соотношение смеси составляет 3:2 с большим количеством волокон из арамида по сравнению с волокнами из HMPE, то любая часть усиливающего элемента троса и/или стренги, формирующей усиливающий элемент троса, выбранная случайным образом, должна при осмотре иметь соотношение волокон из арамида и волокон из HMPE, равное или очень близкое к соотношению 3:2. Кроме того, в соответствии с текущим уровнем техники и промышленным трендом при формировании составных тросов из комбинации волокон из арамида и волокон из HMPE эти волокна сначала смешиваются вместе, чтобы сформировать пряжу и/или пучок, а затем множество таких пряж и/или пучков объединяются для формирования стренги, которая затем обычно используется с множеством аналогичных стренг для формирования окончательного усиливающего элемента путем скручивания, плетения и т.п. Известный уровень техники говорит о том, что соотношение количества волокон из арамида и волокон из HMPE, то есть, соотношению смеси волокон из арамида и волокон из HMPE, формирующей каждую из главных стренг, которые формируют окончательный усиливающий элемент троса, предпочтительно составляет 50:50. Однако известны и другие диапазоны этого соотношения, например диапазоны от 60:40 до 40:60, и даже диапазон 80:20, который описан, например, в патенте US 8109072.
Однако пока еще не было предложено составного троса, который обеспечивал бы решение проблемы вызываемого усталостью при изгибе разрушения синтетических тросов с упрочняющими элементами из высокопрочного волокна, используемых в приложениях с блоками с высоким натяжением, таких как тросы для подъемного крана и т.д.
Другие предложенные решения обсуждаемой проблемы полагаются на механические процессы для обработки тросов из высокопрочных синтетических волокон, таких как волокна из HMPE или арамида, чтобы сделать тросы более стойкими в динамических приложениях с высоким натяжением.
Патентный документ WO 2004/020732 A2 раскрывает процесс производства для формирования уплотненного и предварительно растянутого троса, который, как ожидалось, решит обсуждаемую проблему. Ожидалось, что за счет уплотнения усиливающего элемента можно будет получить минимальное перемещение между его волокнами, минимизируя таким образом внутреннее трение, и таким образом минимизируя образование и накопление энергии внутреннего тепла. Также ожидалось, что за счет предварительного растяжения усиливающего элемента больше волокон в окончательно получаемом тросе будут принимать на себя напряжение, уменьшая таким образом нагрузку на волокно и минимизируя усталость при изгибе. Однако на практике тросы, сформированные в соответствии с этой публикацией, были успешными только в тех приложениях, где трос обычно используется с нагрузками, значительно более низкими, чем его номинальная рабочая нагрузка, и где периоды времени, требующие постоянного изгиба с постоянным перемещением при натяжении, являются минимальными, и таким образом у троса есть время для охлаждения, например в траловых ваерах. Однако в таких приложениях, как тросы для подъемного крана, где напряжение на тросе является высоким в течение длительных периодов времени, и где изгиб и перемещение сохраняются в течение длительных периодов времени, эти тросы показали плохие результаты и были признаны непригодными в качестве тросов для подъемного крана и в других приложениях, требующих комбинации длительных периодов времени с постоянным перемещением и постоянным изгибом константы при высоком натяжении. Таким образом, идеи патентного документа WO 2004/020732 A2, как считается в промышленности, являются неподходящими для обсуждаемого приложения и не обеспечивают работоспособного решения обсуждаемой проблемы.
Патентный документ WO 2011/027367 A2 раскрывает способы производства и трос, который включает в себя и основан на идеях и способе производства патентного документа WO 2004/020732 A2 с дополнительными стадиями процесса и дополнительной структурой, которые, как ожидалось, смогут увеличить срок службы тросов для использования в рассматриваемом приложении. Патентный документ WO 2011/027367 A2 указывает, что патентный документ WO 2004/020732 A2, в котором утверждается, что он может быть применен к волокнам из арамида, фактически является не подходящим для волокон из арамида, а также указывает, что патентный документ WO 2004/020732 A2 является подходящим только для волокон, которые могут удлиняться, а волокна из арамида не могут удлиняться. Патентный документ WO 2011/027367 A2 предполагает, что изложенные в нем идеи могли бы решить рассматриваемую проблему за счет использования волокон, которые могут удлиняться, в комбинации с его новыми идеями. Однако в то время, как идеи патентного документа WO 2011/027367 A2 действительно увеличивают срок службы троса и были успешно использованы для различных приложений, таких как приложения траловых ваеров, где периоды времени с постоянным перемещением и постоянным изгибом при высоком натяжении, равном или превышающем номинальную рабочую нагрузку тросов, являются минимальными, и таким образом у троса есть время для охлаждения, эти успехи были в значительной степени ограничены усиливающими элементами, сформированными из волокон HMPE, и оказались неподходящими для тросов подъемных кранов, а также в других приложениях, требующих комбинации длительных периодов времени с постоянным перемещением и постоянным изгибом при высоком натяжении, поскольку накопление тепловой энергии в этих приложениях продолжало приводить к чрезмерно быстрому разрушению троса с волокнами из HMPE, обладающими низкой теплостойкостью. На практике идеи патентного документа WO 2011/027367 A2 не смогли обеспечить трос для подъемного крана и, как считается в промышленности, являются неподходящими для обсуждаемого приложения и не обеспечивают работоспособного решения обсуждаемой проблемы.
Следовательно, очевидно, что тросы, сформированные в соответствии с патентными документами WO 2004/020732 A2 и WO 2011/027367 A2, не являются удовлетворительными для многих приложений подъема тяжестей, например в качестве высокопрочных синтетических тросов с упрочняющими элементами, подходящих для замены стального троса для использования на шкивах, барабанах и лебедках, где части длины троса постоянно перемещаются и изгибаются, находясь под натяжением. Фактически очевидно, что уровень техники и промышленный тренд не позволяют квалифицированному работнику использовать структуру троса, формируемую с помощью процессов, описанных в патентных документах WO 2004/020732 A2 и WO 2011/027367 A2, а также в патентных документах WO 2004/020732 A2 и WO 2011/027367 A2, в попытках удовлетворения давней потребности, описанной выше, для чего настоящее изобретение стремится предложить решение.
Таким образом также можно понять, что распространенное мнение в промышленности говорит о том, что волокна из HMPE являются абсолютно неподходящими для любого приложения, где уже известно, что синтетический трос с упрочняющими элементами является неподходящим по сравнению с проволочным тросом из-за термической усталости и/или из-за усталости при изгибе, и фактически в промышленности считается, что использование волокон из HMPE в таком приложении является нереальным.
Волокна из тефлона (PTFE) также оказались непригодными для решения проблемы, рассматриваемой в настоящем изобретении, главным образом из-за их слабых растягивающих усилий и хрупкости, в результате чего тросы, сформированные из волокон PTFE, являются абсолютно неспособными выдерживать необходимое натяжение. Таким образом также можно понять, что распространенное мнение в промышленности говорит о том, что волокна из PTFE являются абсолютно неподходящими для любого приложения, где уже известно, что синтетический трос с упрочняющими элементами является неподходящим по сравнению с проволочным тросом из-за термической усталости и/или из-за усталости при изгибе, и фактически в промышленности считается, что использование волокон из PTFE в таком приложении является нереальным.
Известны также различные другие попытки уменьшения трения внутри высокопрочного синтетического троса с упрочняющими элементами, которое сопровождается образованием и накоплением разрушающей тепловой энергии. Эти попытки включают в себя расположение смазочных покрытий и пропитывающих агентов среди и между волокнами, пряжей и стренгами, формирующими усиливающие элементы. Эти смазочные материалы и пропитывающие агенты могут наноситься как жидкости и полужидкости, и могут оставаться в жидкой форме, полужидкой форме, твердой форме и матричной форме. Эти идеи наряду с новыми изложены в вышеупомянутых патентных документах WO 2004/020732 A2 и WO 2011/027367 A2.
Патентный документ US 20140069074 предлагает покрывать стренги, сформированные из высокопрочных волокон, жидким покрытием с последующим формированием покрытых стренг в усиливающий элемент для использования в тросе. Известно множество предложений использовать смазочные вещества для покрытия стренг, а также для покрытия индивидуальных волокон и пряжи, формирующих стренги, и формировать усиливающие элементы с помощью стренг, имеющих такие смазочные покрытия. Цель таких смазочных покрытий состоит в том, чтобы предотвратить и минимизировать внутреннее трение и, таким образом, предотвратить и минимизировать повреждения троса, происходящие от внутреннего трения. Тем не менее, эти решения не смогли обеспечить решение вышеописанной проблемы, решаемой настоящим изобретением.
Таким образом, пока еще не было предложено рабочего решения проблемы вызываемого усталостью при изгибе разрушения синтетических тросов с упрочняющими элементами из высокопрочного волокна.
Частичным решением этой проблемы, которое широко используется в промышленности, является формирование комбинированного усиливающего элемента путем соединения некоторой длины высокопрочного синтетического усиливающего элемента и некоторой длины усиливающего элемента, сформированного из стального троса или цепи, а затем использование этого комбинированного усиливающего элемента таким образом, чтобы только металлический усиливающий элемент находился в контакте с блоками и шкивами, в то время как синтетический усиливающий элемент служит только в качестве легкого и принимающего на себя большое натяжение элемента, обычно находящегося в воде и не проходящего по блокам, в зависимости от приложения. Серьезная проблема с этим частичным решением заключается в том, что стальной трос и/или цепь находится под высоким натяжением, и когда какая-либо часть комбинированного усиливающего элемента неожиданно разрушается, происходит опасный и иногда смертельный отскок, описанный выше.
Другое частичное решение этой проблемы заключается в том, чтобы постоянно лить холодную воду на блоки и/или шкивы, вокруг которых намотан и разворачивается высокопрочный синтетический трос с упрочняющими элементами. Цель состоит в том, чтобы охладить трос и таким образом предотвратить вызываемое теплом разрушение синтетического усиливающего элемента. Однако это частичное решение является неэффективным, поскольку затраты на охлаждение воды, требуемые для такого решения, являются неприемлемыми, и оборудование и вода, требуемые для такого частичного решения, не всегда являются доступными. Это частичное решение не было широко использовано в промышленности.
Дополнительное осложнение этой проблемы состоит в том, что высокопрочные синтетические усиливающие элементы легко изнашиваются и быстро разрушаются за счет абразивного износа по сравнению с усиливающими элементами стального троса, и особенно при контакте с поверхностями барабанов, лебедок и шкивов под натяжением, и, следовательно, заключаются в оболочку для предотвращения повреждений синтетического усиливающего элемента. Недостаток оболочек состоит в том, что они препятствуют диссипации вышеописанной тепловой энергии, образующейся внутри усиливающего элемента, и продолжают это делать даже тогда, когда трос поливается холодной водой, что приводит к ускоренному разрушению усиливающего элемента и к уменьшению срока его службы.
Поэтому в текущем уровне техники считается, что оболочка высокопрочного синтетического троса, используемого с блоками высокого натяжения, является препятствием для диссипации разрушительной тепловой энергии, накапливающейся внутри усиливающего элемента. Поэтому в текущем уровне техники также считается, что количество материала оболочки при формировании высокопрочного синтетического троса с упрочняющими элементами для использования с блоками высокого натяжения должно быть минимизировано.
Более подробно о патентных документах WO 2004/020732 A2 и WO 2011/027367 A2, а также других примерных попытках удовлетворить эту давнюю потребность в промышленности:
Патентный документ WO 2004/020732 раскрывает способ для формирования ультравысокопрочного и легкого троса, который также уплотняет и предварительно растягивает трос. Эта публикация предполагает, что этот способ применим к волокнам из арамида. Однако в то время, как этот способ оказался очень успешным для производства тросов, в которых вызываемое внутренним трением накопление тепловой энергии, приводящее к разрушению усиливающего элемента троса, не вызывает беспокойства, поскольку части длины троса не подвергаются длительным периодам постоянного перемещения и изгиба под высоким натяжением, на практике он оказался неспособен производить синтетический трос с упрочняющими элементами из арамидного или другого высокопрочного волокна для приложений, в которых высокое внутреннее трение, приводящее к отказу из-за усталости при изгибе, представляет собой проблему, как например в тросах для подъемных кранов.
Патентный документ WO 2011/027367 A2, который является намного более поздним, чем патентный документ WO 2004/020732 A2, раскрывает способ и конструкцию для приклеивания оболочки к синтетическому усиливающему элементу, сформированному в соответствии со способом патентного документа WO 2004/020732 A2, чтобы увеличить срок службы троса при его использовании с блоками с приводом, и объясняет, что способ патентного документа WO 2004/020732 A2, как было неожиданно найдено, применим только к тем волокнам, которые могут растягиваться, таким как волокна из HMPE. Волокна из арамида не могут растягиваться, и, как раскрывает патентный документ WO 2011/027367 A2, волокна из арамида не являются подходящими ни для описанного в нем способа, ни для способа патентного документа WO 2004/020732 A2. Следовательно, очевидно, что патентный документ WO 2011/027367 A2 подсказывает квалифицированному работнику не пытаться использовать способы производства патентного документа WO 2011/027367 A2 или WO 2004/020732 A2 для формирования с помощью волокон из арамида троса, который удовлетворил бы давнюю потребность, описанную выше, поскольку этот патентный документ раскрывает, что волокна из арамида являются неподходящими для формирования тросов в соответствии с этими двумя патентными документами.
Патентный документ US 20140069074 также является более поздним, чем WO 2004/020732 A2, и раскрывает способ производства троса с использованием волокон из арамида для усиливающего элемента троса, где индивидуальные стренги, формирующие усиливающий элемент, формируются из арамидных волокон, а затем покрываются жидким синтетическим веществом перед использованием покрытых арамидных стренг для формирования усиливающего элемента. Однако практические эксперименты показали, что тросы с упрочняющими элементами из арамида, произведенные в соответствии с этой публикацией (US 20140069074), неспособны выдерживать внутреннее трение и вызываемую усталостью при изгибе тепловую энергию, связанные с использованием на барабанах и лебедках с высоким натяжением, где трос должен быть способен выдерживать длительные периоды, когда части троса постоянно перемещаются и изгибаются при высоком натяжении, и такие тросы не были успешно использованы в промышленности, например в качестве тросов для подъемных кранов.
Кроме того, практические эксперименты показали, что идеи этой публикации (например, US 20140069074) при объединении с идеями одной или обеих заявок WO 2011/027367 A2 и WO 2004/020732 также не позволяют произвести трос, подходящий для использования с блоками с приводом высокого натяжения, где трос должен быть способен выдерживать длительные периоды, когда части троса постоянно перемещаются и изгибаются при высоком натяжении. Кроме того, эксперименты показали, что ни один усиливающий элемент, сформированный в соответствии с этой публикацией (US 20140069074) при его дополнительному подверганию процессам уплотнения, описанным в одной или обеих заявках WO 2011/027367 A2 и WO 2004/020732 A2, не помог произвести трос с упрочняющими элементами из арамида, подходящий для использования с блоками с приводом высокого натяжения, где трос должен быть способен выдерживать длительные периоды, когда части троса постоянно перемещаются и изгибаются при высоком натяжении.
Таким образом, очевидно, что патентные документы WO 2004/020732 A2, WO 2011/027367 A2 и US 20140069074 в любой комбинации не помогают специалисту в данной области техники решить проблему производства троса для подъемных кранов с усиливающим элементом из арамида или другого синтетического волокна, или решить проблему производства троса с упрочняющими элементами из арамидного или другого синтетического волокна, который был бы полезным в таких приложениях, где трос используется с блоками с приводом с высоким натяжением, где трос должен быть способен выдерживать длительные периоды, когда части троса постоянно перемещаются и изгибаются при высоком натяжении. Таким образом, ни одна из этих публикаций, по отдельности или в комбинации, не обеспечила работоспособного решения описанной выше проблемы.
Фактически, известный уровень техники не обеспечивает работоспособного решения описанной выше проблемы.
На сегодняшний день в известном уровне техники отсутствуют работоспособные решения обсуждаемой проблемы.
Из-за отсутствия работоспособного решения этой проблемы стальной трос продолжает использоваться в таких приложениях, как лифтовые приложения, тросы для подъемных кранов и т.п. с блоками высокого натяжения, продолжая уносить жизни и калечить людей.
Таким образом, очевидно, что в промышленности существует и продолжает существовать давняя потребность в высокопрочном тросе с упрочняющими элементами из синтетического волокна, который имел бы увеличенный срок службы по сравнению с известными высокопрочными тросами с упрочняющими элементами из синтетического волокна, и предпочтительно такой же срок службы при использовании на барабанах, лебедках и шкивах высокого натяжения, как и стальной трос, и особенно для таких приложений, которые требуют комбинации постоянного перемещения и постоянного изгиба на блоках и шкивах при высоком натяжении и деформации, таких как тросы для подъемных кранов.
На сегодняшний день известный уровень техники еще не предложил конструкцию троса или процесс производства троса, который раскрывал бы пропорциональную компоновку для комбинации различных материалов, как в настоящем изобретении. Как дополнительно описывается ниже в настоящем документе, пропорциональная компоновка различных объединенных материалов по настоящему изобретению при объединении с процессом производства для расположения таких материалов позволяет удовлетворить вышеописанную давнюю потребность в промышленности.
Задачей настоящего изобретения является предложить конструкцию и способ изготовления троса, который удовлетворил бы давнюю потребность промышленности в тросе с упрочняющим элементом из высокопрочного синтетического волокна, окруженным оболочкой из волокна, и который являлся бы подходящим для использования с барабанами, лебедками, блоками и шкивами, в которых части троса постоянно перемещаются и изгибаются при высоких натяжениях.
ОПРЕДЕЛЕНИЯ
Для целей настоящего изобретения барабан и/или лебедка с высоким натяжением представляют собой барабан и/или лебедку с приводом, которые способны прикладывать к тросу натяжение величиной от более пяти и вплоть до нескольких тысяч тонн.
Для целей настоящего изобретения шкив с высоким натяжением представляет собой шкив и/или блок, который может использоваться с тросом с такой нагрузкой, которая дает натяжение величиной от более пяти и вплоть до нескольких тысяч тонн.
Для целей настоящего изобретения блок с приводом высокого натяжения и/или блок с высоким натяжением представляет собой барабан, лебедку, шкив, кабестан и т.п. с высоким натяжением.
Для целей настоящего изобретения высокое натяжение означает натяжение, обычно прикладываемое к тросам в качестве приемлемой рабочей нагрузки в соответствии с промышленными стандартами для приемлемых рабочих нагрузок, и включает в себя натяжения более 15% от максимального растягивающего усилия тросов. (Примечание: поскольку такие тросы являются очень прочными тросами, предназначенными для замены стального троса, их рабочие нагрузки имеют тенденцию быть очень высокими.)
Для целей настоящего изобретения трос большого диаметра представляет собой трос, имеющий диаметр десять миллиметров или больше.
Сущность изобретения
Задачей настоящего изобретения является предложить трос с высокопрочным составным синтетическим усиливающим элементом для использования с блоками высокого натяжения, который удовлетворял бы вышеупомянутую долговременную потребность промышленности.
Еще одной задачей настоящего изобретения является предложить трос с высокопрочным составным синтетическим усиливающим элементом для использования с блоками высокого натяжения, который имел бы увеличенный срок службы, и особенно который имел бы улучшенную устойчивость к постоянному изгибу на блоках и шкивах с высоким натяжением по сравнению с известными тросами с синтетическим усиливающим элементом.
Еще одной задачей настоящего изобретения является предложить трос с высокопрочным составным синтетическим усиливающим элементом для использования с блоками высокого натяжения, удовлетворяющий вышеописанным целям настоящего изобретения, который мог бы использоваться для замены стального троса в приложениях, которые включают в себя, не ограничиваясь этим, тросы для подъемных кранов, тросы для развертывания морских платформ и подъемные тросы, ваеры рыболовных тралов, якорные тросы, сейсмические тросы, якорные тросы и швартовы для нефтяных вышек, буксирные тросы, тросы для развертывания морских платформ и подъемные тросы, глубинные опускные и подъемные тросы, тросы для швартовочных устройств с приводом, тросы для постановки на якорь нефтяных вышек, используемые с блоками, а также с блоками с приводом, тросы для сверхширокоугольных камер и параванов, используемых для сейсмических наблюдений, включая, но не ограничиваясь этим, тросы для буксировки массивов, парусные тросы, такелажные тросы для прогулочных судов, включая, но не ограничиваясь этим, парусные суда, бегучий такелаж, якорные тросы, перлини, альпинистские веревки, вытяжные тросы и т.п.
Описывается способ для производства троса с высокопрочным составным синтетическим усиливающим элементом для использования с блоками высокого натяжения, включая блоки с приводом высокого натяжения, а также получаемый в результате применения такого способа трос, имеющий меньший вес и аналогичную или большую прочность, чем тросы, содержащие усиливающие элементы из стальной проволоки и используемые с блоками с высоким натяжением, причем такой трос также имеет более длительный срок службы по сравнению с известными тросами с синтетическими усиливающими элементами, включая тросы с составными синтетическими усиливающими элементами, особенно при использовании с блоками с высоким натяжением.
Раскрытие
В целом настоящее изобретение основано на удивительном и неожиданном открытии того, что стойкий к усталости при изгибе трос, имеющий высокопрочный синтетический усиливающий элемент, может быть получен путем формирования плетеного усиливающего элемента из множества стренг, каждая из которых формируется из смеси арамидных волокон в комбинации с волокнами из HMPE (включая UHMWPE), с некоторой формой и конструкцией, которые ранее не были известны; а затем обработки усиливающего элемента, сформированного из таких волокон, в соответствии со способами, которые, как известно, не были полезными с усиливающими элементами, сформированными либо из арамидных волокон, либо из волокон HMPE, для формирования усиливающих элементов троса для рассматриваемого применения, и особенно в соответствии со способами, которые, как уже известно, потерпели неудачу при их использовании с волокнами из арамида и/или волокнами из HMPE для формирования усиливающих элементов для тросов рассматриваемого применения, и в результате этого совершенно неожиданно и вопреки уровню техники и промышленному тренду может быть получен трос, имеющий увеличенный срок службы при использовании с блоками высокого натяжения, когда трос должен быть способен выдерживать длительные периоды, когда части троса постоянно перемещаются и изгибаются при высоком натяжении, например при использовании в качестве троса для подъемного крана.
В широком смысле стойкий к усталости при изгибе синтетический трос по настоящему изобретению основан на удивительном и неожиданном открытии того, что при формировании составного усиливающего элемента из множества главных стренг троса, каждая из которых имеет ядро, сформированное главным образом и предпочтительно полностью из арамидного волокна; и, кроме того, при наличии на внешней периферии каждой такой стренги концентрации волокон из HMPE, вопреки уровню техники и промышленному тренду, которые диктуют однородное распределение HMPE и арамида при формировании из них составной стренги, и где часть HMPE предпочтительно формируется как слой оболочки из волокон HMPE вокруг арамидной части каждой такой стренги, где, опять же вопреки уровню техники и промышленному тренду, такая оболочка формируется в слишком свободном виде с точки зрения промышленных стандартов для оболочки, предназначенных прежде всего для защиты заключаемого в оболочку усиливающего элемента из синтетический волокна от истирания и/или износа; и, кроме того, при последующем производстве плетеного усиливающего элемента путем сплетения вместе множества таких главных стренг троса с последующей обработкой плетеного усиливающего элемента, сформированного из множества таких главных стренг троса в соответствии с известными методиками для постоянного уплотнения и постоянного удлинения усиливающих элементов, сформированных из волокон, которые могут растягиваться, и особенно волокон из HMPE, то есть в соответствии с процессами и способами, о которых явно известно, что они неприменимы для использования с усиливающими элементами, сформированными из арамидных волокон, что противоречит уровню техники и промышленному тренду; так, чтобы постоянно удлинять и постоянно уплотнять усиливающий элемент для троса с последующим покрытием постоянно удлиненного и постоянно уплотненного усиливающего элемента внешней оболочкой в соответствии с известными стандартами, удивительно и неожиданно может быть получен очень стойкий к усталости при изгибе синтетический трос с упрочняющими элементами, полезный для тросов подъемных кранов и других приложений, в которых используются блоки высокого натяжения.
Наиболее предпочтительно, и вопреки уровню техники и промышленному тренду для формирования составных тросов высокопрочных тросов из волокон арамида и HMPE, в каждой из главных стренг троса, формирующих окончательный плетеный усиливающий элемент для троса, волокна из HMPE имеют существенно другое поперечное сечение, чем у волокон из арамида, и волокна из HMPE предпочтительно формуются в виде пленки или ленты.
Наиболее предпочтительно, и также вопреки уровню техники и промышленному тренду для формирования составных усиливающих элементов из комбинации волокон из HMPE с волокнами из арамида, отношение арамида к HMPE в каждой главной стренге троса, используемой при формировании окончательного плетеного усиливающего элемента, составляет больше чем девяносто массовых процентов арамида к HMPE, например больше чем 90:10, и конечно больше чем восемьдесят массовых процентов арамида к HMPE, например больше чем 80:20. Более предпочтительно такое отношение составляет больше чем 97:3.
Волокна из HMPE в отдельной главной стренге троса предпочтительно располагаются на внешней периферии ядра из арамида и удерживаются в такой области за счет организации в виде оболочки вокруг ядра из арамида (термин «отдельный» в настоящем документе включает в себя понятие «единичный»). Таким образом нет никакого риска того, что волокна из HMPE будут смещаться в другую область главной стренги троса, например смешиваться с ядром из арамида. Вопреки уровню техники и промышленному тренду для формирования оболочек вокруг ядра из высокопрочного волокна, оболочки из HMPE по настоящему изобретению предпочтительно формируются настолько тонкими, насколько это возможно, с учетом возможностей современной технологии. Когда оболочки формируются как плетеные оболочки, угол оплетки для плетеных оболочек выбирается более длинным, чем специалисты в данной области техники считают приемлемым для внешних оболочек, предназначенных для защиты ядер (сердечников) из синтетического высокопрочного волокна от истирания и/или износа. Таким образом, угол оплетки оболочки делается более приближенным к параллельному продольной оси главной стренги троса по сравнению с тем, что считают оптимальным и/или приемлемым специалисты в данной области техники.
Предпочтительно, и очень важно, что сжимающая сила, прикладываемая большей частью и предпочтительно любой оболочкой первичной стренги к стренге арамидного сердечника, которую она окружает, одновременно является настолько плотной, насколько это возможно, и в частности в достаточной степени плотной для того, чтобы предотвратить или по меньшей мере уменьшить относительное перемещение между волокнами из арамида, формирующими каждую стренгу сердечника; а также такой, чтобы стренга арамидного сердечника теряла свое круглое и/или первоначальное поперечное сечение при использовании для формирования плетеного троса путем плетения в полую конфигурацию оплетки с другими стренгами арамидного сердечника, которые сами по себе окружены оболочкой первичной стренги, а затем нагрева и постоянного удлинения, как описано в настоящем документе.
Наиболее предпочтительно и важно, чтобы нагрев и растяжение выполнялись таким образом, чтобы включать в себя выбор таких тепла и натяжения, которые приводят к достаточной сжимающей силе, создаваемой растяжением полой структуры оплетки усиливающего элемента, так, чтобы в окончательном постоянно удлиненном усиливающем элементе каждая стренга арамидного сердечника, которая окружена оболочкой первичной стренги (которой предпочтительно являются все первичные стренги троса), не имела круглого или овального поперечного сечения в окончательно произведенном тросе в случайном поперечном сечении, находящемся в плоскости, перпендикулярной к продольной оси троса, и рассматриваемом в направлении вдоль длины троса.
Предпочтительно каждая оболочка первичной стренги, окружающая каждую стренгу сердечника, формируется как плетеная оболочка, и предпочтительно с использованием волокна, которое имеет существенно другую форму поперечного сечения по сравнению с волокнами из арамида, формирующими каждую стренгу сердечника. Особенно предпочтительными для волокон, формирующих оболочки, которые окружают стренги сердечника, являются волокна из HMPE, имеющие сплющенную форму поперечного сечения, и предпочтительно волокна из HMPE, которые являются пленкой. Endumax является полезной пленкой из HMPE для формирования оболочек, которые окружают стренги сердечника, формируемые из арамида. Предпочтительным арамидом в настоящее время является Twaron. Хотя волокна из тефлона и волокна из полиэстера могут использоваться для формирования волокон и/или ленты и/или пленки, формирующих оболочки, которые окружают стренги сердечника, вопреки нашей предшествующей заявке WO 2017/199267 A1, мы обнаружили, что HMPE является чрезвычайно предпочтительным. Лента из HMPE может использоваться для изготовления оболочек, окружающих стренги сердечника, путем обертывания ленты вокруг стренги сердечника, например с перекрытием 20-50% или еще больше. Опять же, хотя лента из тефлона и лента из полиэстера могут использоваться в такой конструкции, мы вопреки нашей предшествующей заявке WO 2017/199267 A1 обнаружили, что HMPE в настоящее время является более предпочтительным, чем тефлон и/или полиэстер для волокон и лент для формирования оболочек, окружающих каждую стренгу сердечника плетеной оболочкой или обернутой лентой, и, что оказалось удивительным и неожиданным, использование HMPE таким образом увеличивает долговечность троса, срок службы троса и усталостную прочность троса при изгибе по сравнению с использованием тефлона и/или полиэстера для волокон и лент, формирующих оболочки, окружающие каждую стренгу сердечника плетеной оболочкой или обернутой лентой.
Наиболее предпочтительным в настоящее время процессом и конструкцией для оболочек, окружающих каждую стренгу сердечника, является формирование оболочки из множества отдельных волокон в виде пленки из HMPE, которые сплетаются вокруг каждой стренги сердечника с использованием конструкции полой оплетки. Хотя конструкция оплетки и оборудование, которые приводят к пленочным волокнам из HMPE, закручиваемым вокруг их собственной продольной оси во время их прядения вокруг стренги сердечника при создании оболочки вокруг каждой стренги сердечника, являются полезными, в настоящее время предпочтительна такая конструкция оплетки, которая не вращает пленку как волокна вокруг их продольной оси. Наиболее предпочтительно, чтобы каждая стренга оплетки, формирующая такую плетеную оболочку, окружающую стренгу, сформированную из арамидных волокон, с использованием известного оборудования, представляла собой одиночное пленочное волокно из HMPE. Одним примером такого пленочного волокна является Endumax.
Предпочтительно, чтобы пленочные стренги из HMPE, формирующие каждую полую плетеную оболочку, не вращались и не скручивались вокруг их собственной продольной оси, а скорее раскручивались вокруг их собственной продольной оси.
Преимущество раскрытого составного синтетического троса для блоков с высоким натяжением заключается в том, что он имеет более высокую стойкость к усталости при изгибе и больший срок службы по сравнению с известными синтетическими тросами для блоков с высоким натяжением, где трос должен выдерживать длительные периоды постоянного натяжения, перемещаясь и изгибаясь вокруг блоков, такими как тросы для подъемных кранов, снижая таким образом эксплуатационные затраты, способствуя таким образом использованию таких тросов для повышения безопасности операторов и экипажа, как было обсуждено выше.
Другое преимущество раскрытого составного синтетического троса для блоков с высоким натяжением состоит в том, что он улучшает предсказуемость максимального безопасного срока службы троса.
Обладая вышеописанными преимуществами, раскрытый стойкий к усталости при изгибе синтетический трос для блоков с высоким натяжением отвечает давним потребностям промышленности, поскольку он является более долгостойким синтетическим тросом для тросов подъемных кранов и для блоков с приводом по сравнению с известными синтетическими тросами.
Легко понять, что эти и другие особенности, цели и преимущества могут быть поняты или станут очевидными для специалистов в данной области техники из следующего подробного описания предпочтительного варианта осуществления, проиллюстрированного на различных чертежах.
Краткое описание чертежей
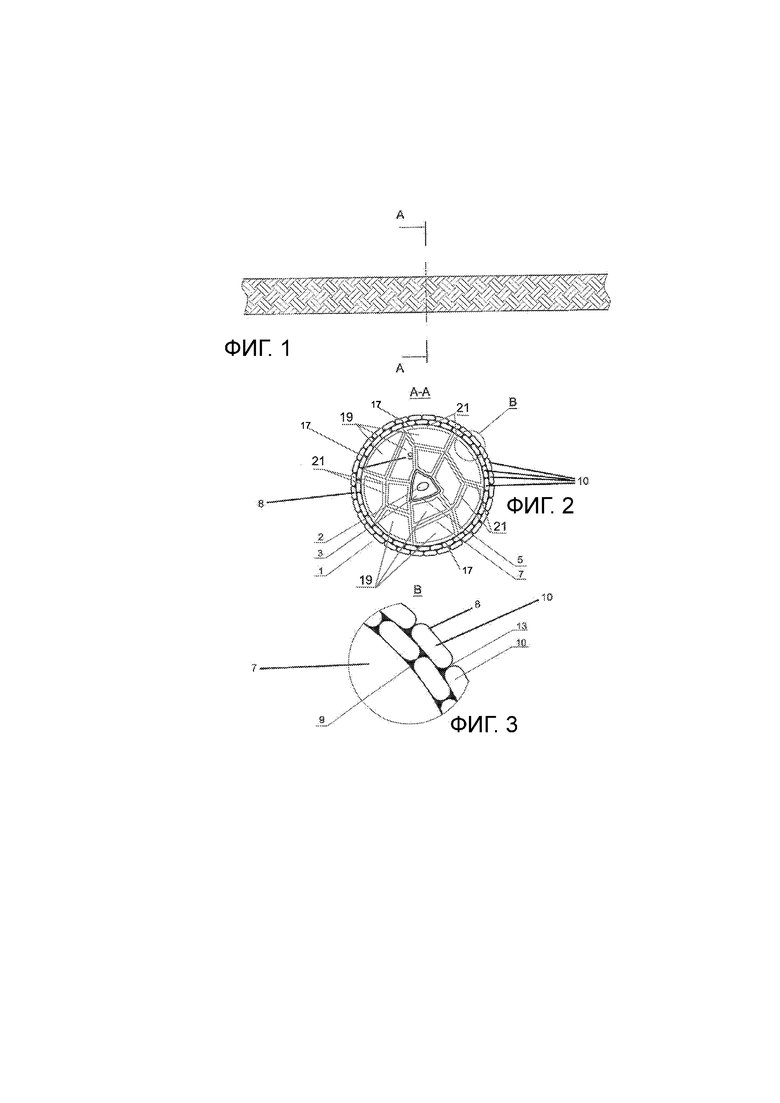
Фиг.1 представляет собой вид сверху части троса по настоящему изобретению.
Фиг.2 представляет собой вид троса по настоящему изобретению в разрезе по линии A-A, показанной на Фиг.1.
Фиг.3 представляет собой расширенный подробный вид той части поперечного сечения троса по настоящему изобретению, показанного на Фиг.2, которая обозначена ссылочным символом B. Этот подробный расширенный вид включает в себя плетеную внешнюю оболочку троса по настоящему изобретению, часть усиливающего элемента троса по настоящему изобретению, которая находится вблизи от плетеной внешней оболочки, а также связанные с ними структуры.
Наилучший способ реализации изобретения
Фиг.2 и Фиг.3 иллюстрируют существенные конструктивные компоненты одного предпочтительного варианта осуществления стойкого к усталости при изгибе составного троса по настоящему изобретению для использования с блоками высокого натяжения и блоками с приводом, который обозначается ссылочной позицией 1. Фиг.2 изображает предпочтительно термопластично формуемый поддерживающий сердечник 3, окружающий необязательный сердечник 2, который может быть способной удлиняться проводящей структурой, способной передавать информацию и/или данные, которая, например, может включать в себя термопластичный сердечник, имеющий оптоволокна, обмотанные вокруг него, и заключенный внутрь другого слоя термопласта, где термопластичное ядро и другой слой термопласта представляют собой один и тот же тип термопласта, или являются такими типами термопласта, которые прочно связываются друг с другом так, чтобы их было невозможно разделить, не повреждая всю структуру, которую они формируют, и предпочтительно которые связываются с внешней поверхностью каждого оптоволокна, или буфера, или изоляции, которая является внешней и формируется вокруг каждого оптоволокна, или который может быть свинцовым сердечником или другим формуемым поддерживающим сердечником 3, заключенным внутрь экранирующей оболочки 5. Усиливающий элемент 7 окружает комбинацию поддерживающего сердечника 3, охватывающей его экранирующей оболочки 5 и дополнительного сердечника 2. Вопреки уровню техники и промышленному тренду, составной высокопрочный синтетический усиливающий элемент формируется из негетерогенной смеси волокон арамида и HMPE, предпочтительно путем формирования составного усиливающего элемента из нескольких индивидуальных главных стренг 17 троса, каждая из которых сама по себе формируется из сердечника 19, формируемого главным образом и предпочтительно полностью из арамидных волокон, и дополнительно имеет слой 21, формируемый главным образом и предпочтительно полностью из материала HMPE, располагаемого вокруг внешней периферии сердечника.
Вопреки уровню техники и промышленному тренду, сердечники 19 предпочтительно формируются путем прямого переплетения волокон из арамида для того, чтобы сформировать стренгу, формирующую сердечники 19, без использования пряжи и/или пучков, сгруппированных вместе для того, чтобы сформировать сердечник 19. Предпочтительно каждый слой 21 имеет форму оболочки 21, известной как оболочка первичной стренги. Различные индивидуальные главные стренги 17 троса предпочтительно имеют единообразную конструкцию или подобную конструкцию. Каждый из индивидуальных арамидных сердечников 19 предпочтительно заключен внутри отдельной оболочки 21 первичной стренги, которая предпочтительно является плетеной оболочкой, формируемой из HMPE (включая UHMWPE). В некоторых вариантах осуществления, таких как с использованием пленочных стренг из HMPE, предпочтительно, чтобы каждое волокно HMPE могло формировать одну из стренг оплетки, формирующих каждую отдельную плетеную оболочку 21 из первичных стренг.
Внешняя оболочка 8 предпочтительно имеет плетеную конструкцию и приклеивается к усиливающему элементу 7 слоем 9 эластичного клейкого вещества, который предпочтительно формируется из отверждаемого клейкого вещества, такого как клейкий полиуретан, имеющий высокую эластичность и высокую прочность на срез, такой как двух- или более компонентный PUR. Предпочтительно плетеная внешняя оболочка 8 формируется из множества стренг 10 оплетки при помощи оплеточной машины, причем стренги 10 оплетки предпочтительно имеют уложенную конструкцию. Предпочтительно имеются тридцать две индивидуальные стренги 10, формирующие плетеную внешнюю оболочку 8, каждая из которых имеет 24-36 волокон, предпочтительно стойкой к истиранию конструкции, и в частности другой конструкции, чем оболочки 21 первичной стренги, которые формируются с конструкцией, которая является слишком свободной по промышленным стандартам для защитной плетеной оболочки вокруг синтетического усиливающего элемента. Выбор типа волокна и материала для защитной внешней оболочки 8 зависит от приложения, с известными полезными типами волокна, включая кевлар, полиэстер и т.п., а также включает в себя волокна из HMPE неленточного и непленочного типа, а скорее с обычным круглым или почти круглым сечением, или с сечением в виде восьмерки, и/или с параллельным расположением компонентов. Однако полезным является любое количество стренг 10, формирующих плетеную внешнюю оболочку 8, которое обеспечивает достаточное сопротивление износу и перенос усилия на усиливающий элемент 7, включая, но не ограничиваясь этим, двадцать четыре, двадцать восемь, тридцать шесть, сорок две, сорок восемь, вплоть до шестидесяти четырех и даже намного больше. Натяжение оплетки на каждой из стренг 10, формирующих плетеную внешнюю оболочку 8, во время операций плетения предпочтительно составляет приблизительно 63 кг, и может составлять от 40 до 160 кг. Важно отметить, что натяжение оплетки на каждой из стренг, формирующих плетеную оболочку 21 первичной стренги, во время операций плетения любой такой плетеной оболочки 21 первичной стренги, когда вариант плетеной оболочки выбирается для оболочек 21 первичной стренги, является более низким на одну стренгу, формирующую плетеную оболочку 21, по сравнению с натяжением оплетки на одну стренгу 10, используемым во время операций плетения при формировании плетеной внешней оболочки 8. Натяжение оплетки на каждой из стренг, формирующих плетеную оболочку 21 первичной стренги, во время операций плетения любой такой плетеной оболочки 21 первичной стренги предпочтительно составляет приблизительно семь килограммов, и может составлять от десяти граммов до тридцати килограммов, хотя опционально оно в девять раз меньше, чем натяжение оплетки на одну стренгу 10, используемое во время операций плетения при формировании плетеной внешней оболочки 8, и по меньшей мере на сорок процентов меньше.
Опционально и предпочтительно, как подробно показано на Фиг.3, заполняющий зазоры поверхности слой 13 эластичного клейкого вещества заполняет углубления на поверхности троса 1 между смежными стренгами 10 оплетки.
Для того, чтобы сформировать трос по настоящему изобретению:
Предпочтительные способы изготовления
Существуют два предпочтительных варианта осуществления настоящего изобретения: один представляет собой трос по настоящему изобретению для использования в приложениях, где трос по настоящему изобретению подвергается хранению под высоким сжимающим давлением, например, когда он используется с лебедками и барабанами с высоким натяжением, например когда он используется в качестве тралового троса; другой - когда трос по настоящему изобретению не подвергается хранению под высоким сжимающим давлением, например во многих парусных приложениях.
При формировании предпочтительного варианта осуществления настоящего изобретения для использования в тех приложениях, где трос по настоящему изобретению подвергается хранению при высоком сжимающем давлении:
Сначала обеспечивается множество волокон, которые предпочтительно являются арамидом. Примером предпочтительного в настоящее время волокна из арамида является Twaron, вопреки нашему предшествующему раскрытию. Эти волокна используются для формирования нескольких отдельных стренг, которые служат стренг 19 сердечника. Предпочтительно формируется минимум 12 отдельных стренг 19 сердечника, но для формирования усиливающего элемента предпочтительно использовать минимум 18-24 стренг сердечника. Вопреки уровню техники и промышленному тренду для формирования составных тросов из высокопрочных волокон, стренги 19 сердечника предпочтительно скручиваются прямо из арамидных волокон без первого скручивания арамидных волокон в пряжу и/или в пучки с последующим использованием этой пряжи и/или пучков для формирования стренг, используемых при формировании составного троса. Таким образом, прямое скручивание арамидных волокон в настоящее время является предпочтительным для формирования стренги 19 сердечника для целей реализации предпочтительного варианта осуществления настоящего изобретения. Скручиваемые напрямую волокна из арамида для формирования каждой стренги 19 сердечника предпочтительно свободно скручиваются вместе.
Однако (что в настоящий момент не является предпочтительным) этот процесс может быть достигнут путем первого скручивания волокон из арамида в пряжу и или пучки, а затем использования этой пряжи и/или пучков для формирования отдельных стренг 19 сердечника.
Во-вторых, опционально, но предпочтительно, после формирования нескольких отдельных стренг 19 сердечника из арамидных волокон эти стренги сердечника насыщаются пропитывающими и/или смазочными агентами с использованием известных процессов и агентов так, чтобы минимизировать потенциал трения между различными арамидными волокнами, формирующими каждую стренгу 19 сердечника.
В-третьих, каждая из отдельных стренг 19 сердечника оборачивается отдельной оболочкой 21, сформированной как уже было раскрыто выше.
Таким образом обеспечиваются несколько главных стренг 17 троса, каждая из которых сформирована из арамидных стренг 19 сердечника, окруженных оболочкой 21 из HMPE.
В-четвертых, после этого несколько, и предпочтительно - по меньшей мере двенадцать, и более предпочтительно - по меньшей мере 18-24 уже сформированных главных стренг 17 троса используются для формирования плетеного усиливающего элемента, имеющего полую плетеную конструкцию, которая достигается путем использования оплеточной машины для сплетения вместе главных стренг 17 троса вокруг покрытого экранирующей оболочкой 5 термопластичного стержня, который формирует сердечник 3, где главные стренги 17 троса формируются в полую плетеную конструкцию вокруг покрытого экранирующей оболочкой термопластичного стержня, который формирует сердечник 3. В качестве альтернативы полой оплетке, усиливающий элемент может быть параллельно уложенным (в том числе скрученным) или складчатым, но полая плетеная конструкция является наиболее предпочтительной. Для предпочтительного варианта осуществления настоящего изобретения чрезвычайно предпочтительно и важно, чтобы выбирался полый плетеный усиливающий элемент, который имеет термопластичный сердечник, имеющий в достаточной степени большой диаметр, чтобы этот сердечник мог формоваться во время его расплавления на последующих стадиях обработки, чтобы заполнить естественную внутреннюю полость, формируемую внутри полого плетеного усиливающего элемента под натяжением.
Предпочтительно, для усиливающего элемента предусматривается плетеный усиливающий элемент, в котором образующие его главные стренги 17 были растянуты так, чтобы убрать конструкционное удлинение и вызвать постоянное удлинение и постоянное уплотнение усиливающего элемента и всего его содержимого, после того, как главные стренги 17 были сплетены в усиливающий элемент, так, чтобы результирующий усиливающий элемент был неспособен удлиняться более чем на 5% до достижения предела прочности на разрыв при измерении при первоначальном натяжении 100 кг, и предпочтительно так, чтобы результирующий усиливающий элемент был неспособен удлиняться более чем на 3,5% до достижения предела прочности на разрыв при измерении при первоначальном натяжении 100 кг. Для того, чтобы сформировать такой вариант осуществления настоящего изобретения, который заключается в формировании усиливающего элемента для предпочтительной формы по настоящему изобретению, используются следующие дополнительные стадии:
Во-первых, обеспечивается термопластичный удлиненный объект и, в частности, сердечник, сформированный из полиэтилена, например, стержень из полиэтилена, который в конечном счете формирует сердечник 3.
Во-вторых: экранирующая оболочка 5 формируется вокруг термопластичного стержня 3. Предпочтительным способом достичь этого является плетение плотно сотканной плетеной экранирующей оболочки 5 вокруг термопластичного стержня 3. Непрерывные элементарные волокна для формирования экранирующей оболочки выбираются так, чтобы они не становились жидкими или полужидкими при температуре, выбираемой для изменения фазы термопластичного стержня, и чтобы они имели намного более высокую температуру размягчения, чем материал термопластичного стержня. Полиэстер является подходящим для этого.
В-третьих: главные стренги 17 троса помещаются на бобины, которые загружаются на каретки оплеточной машины, способной формировать полые оплетки, и плетутся вокруг термопластичного стержня, окруженного экранирующей оболочкой, чтобы сформировать полый плетеный усиливающий элемент, включающий в себя термопластичный сердечник, окруженный экранирующей оболочкой.
В-четвертых, плетеный усиливающий элемент, имеющий термопластичный стержень, окруженный экранирующей оболочкой, в качестве его сердечника, подвергается затем натяжению и нагреву, предпочтительно сначала натяжению, а затем нагреву при сохранении натяжения, таким образом и при таких условиях, чтобы термопласт, выбранный для формирования термопластичного сердечника, становился полужидким, то есть расплавленным, при температуре, которая используется для постоянного удлинения плетеного усиливающего элемента путем приложения приблизительно 13% от разрушающего усилия для холодного усиливающего элемента к горячему усиливающему элементу. Экранирующая оболочка 5 в основном или полностью останавливает выход фазово-измененного термопластичного сердечника из экранирующей оболочки. Таким образом, большая часть термопластичного сердечника не может выйти из экранирующей оболочки, даже когда термопластичный сердечник становится жидким или полужидким, то есть расплавленным, несмотря на огромные сжимающие усилия, приложенные к фазово-измененному термопластичному сердечнику в результате высокого натяжения усиливающего элемента, которое может постоянно удлинять усиливающий элемент при условиях, описанных в настоящем документе.
Предпочтительное натяжение, используемое в раскрытых процессах для формирования раскрытого троса, составляет приблизительно тринадцать - пятнадцать процентов (13-15%) от прочности на разрыв усиливающего элемента, когда такая прочность измеряется при комнатной температуре, причем полезными могут быть 22%, и в некоторых случаях даже больше.
Важно отметить, что натяжение, прикладываемое к усиливающему элементу, и таким образом обязательно также прикладываемое к непрерывным элементарным волокнам, формирующим усиливающий элемент, предпочтительно представляет собой статическое натяжение и/или в целом статическое натяжение и/или очень медленно меняющееся натяжение. После приложения предопределенного натяжения (включая приблизительно предопределенное натяжение), и во время нахождения под таким предопределенным натяжением одновременно усиливающий элемент, его непрерывные элементарные волокна и его термопластичный сердечник нагреваются до предопределенной температуры и/или до приблизительно предопределенной температуры, как было описано выше в настоящем документе, причем наиболее предпочтительной является минимальная температура в восемьдесят (80) градусов Цельсия. Затем к усиливающему элементу может быть применено другое натяжение, которое выбирается так, чтобы постоянно удлинить усиливающий элемент на желаемую величину, а также постоянно уплотнить его, например, вызвать уменьшение полного диаметра усиливающего элемента, до желаемой величины, которые также являются количеством, что уменьшает способность волокон из арамида, формирующих первичные стренги троса, перемещаться друг относительно друга.
В-пятых, когда плетеный усиливающий элемент и его термопластичный сердечник и экранирующая оболочка термопластичного сердечника удлинены и уплотнены на предопределенную величину так, чтобы создать ультракомпактный трос и уменьшить полный внешний диаметр троса по меньшей мере на 3%, а также по меньшей мере на 15%, а также от 15-30% и вплоть до 45% по сравнению с полным внешним диаметром троса до стадий вытяжки и нагрева, удлиненный усиливающий элемент и его удлиненный термопластичный сердечник охлаждаются при сохранении достаточного натяжения, вытягивая таким образом термопластичный сердечник 3 и другие компоненты во время процесса охлаждения так, чтобы все такие компоненты охлаждались до их соответствующих твердых состояний, находясь под натяжением, что приводит к тому, что охлажденные главные стренги 17 троса, сформированные из стренг 19 сердечника, а также охлажденные отдельные оболочки 21 первичных стренг, окружающие стренги 19 сердечника, а также усиливающий элемент и его заключенный в экранирующую оболочку термопластичный сердечник 3 становятся постоянно удлиненными, и усиливающий элемент становится постоянно уплотненным, и термопластичный сердечник становится постоянно деформированным для того, чтобы адаптировать, и наиболее предпочтительно и адаптировать, и полностью заполнить естественную внутреннюю полость плетеного усиливающего элемента 7, которая образуется, когда окончательно сформированный усиливающий элемент находится под натяжением. Термопластичный стержень 3 выбирается с достаточными диаметром и массой для того, чтобы обеспечить заполнение естественной внутренней полости усиливающего элемента под натяжением. Таким образом, термопластичный сердечник меняет свою форму во время описанного выше процесса производства так, чтобы термопластичный сердечник поддерживал главные стренги 17 троса в их идеальных положениях, препятствуя их перемещению из-за сил, прикладываемых на блоках высокого натяжения, за счет выбора достаточных диаметра и массы для того, чтобы обеспечить заполнение образующейся внутренней полости усиливающего элемента, а также за счет сначала изменения твердого состояния на расплавленное, и поддержания его в расплавленном состоянии в то время как усиливающий элемент постоянно удлиняется и постоянно уплотняется, и сохранения усиливающего элемента под натяжением, то есть подвергания его деформации, при охлаждении усиливающего элемента, а также термопластичного сердечника, так, чтобы он снова стал твердым, в то время как усиливающий элемент поддерживается под достаточным натяжением, чтобы сохранить желаемую величину постоянного удлинения. Этот процесс приводит к тому, что усиливающий элемент:
a) приобретает более низкую способность к растяжению, чем до того, как он был постоянно удлинен и постоянно уплотнен, и до того, как его термопластичный сердечник заполнил его внутреннюю полость;
b) приобретает существенно меньший диаметр и большую компактность, чем до его постоянного удлинения и постоянного уплотнения;
c) получает меньшую способность к относительным перемещениям между волокнами из арамида, формирующими первичные стренги троса; и
c) приобретает постоянную твердую форму термопластичного сердечника, имеющего на своей поверхности экранирующую оболочку, также принимающую ту же самую форму, что и внешняя поверхность сердечника, который поддерживает внутреннюю полость постоянно удлиненного полого плетеного усиливающего элемента таким образом, чтобы непрерывные элементарные волокна и стренги оплетки, формирующие усиливающий элемент, были значительно менее способны перемещаться друг относительно друга в направлении, перпендикулярном к длинному размеру постоянно удлиненного усиливающего элемента, по сравнению с усиливающим элементом до постоянного удлинения, чтобы уменьшить износ при трении непрерывных элементарных волокон друг о друга, а также чтобы препятствовать разрушению троса, особенно при высоких сжимающих усилиях, таких как те, которые образуются во время намотки и хранения на барабане с высоким натяжением, причем необходимое натяжение для достижения такого результата для любой конкретной смеси LCP и HMPE, формируемой в соответствии с настоящим изобретением, может быть экспериментально определено специалистом в данной области техники после прочтения настоящего раскрытия.
Удивительно и неожиданно, и прямо противоречит уровню техники и промышленному тренду то, что составной усиливающий элемент по настоящему изобретению извлекает выгоду из вышеописанного процесса производства несмотря на то, что его главные стренги троса формируются главным образом из арамидных волокон.
В-шестых, опционально и предпочтительно, эластичное клейкое вещество, в частности полиуретановая смесь из двух или более компонентов, используется для приклеивания сформированного усиливающего элемента к внешней плетеной оболочке 8. Эластичное клейкое вещество выбирается в качестве текучего отверждаемого клейкого вещества. В то время как оно находится в жидкой и/или полужидкой (включая «текучую») фазе, оно помещается на внешнюю поверхность предпочтительно постоянно удлиненного усиливающего элемента так, чтобы оно контактировало с поверхностями множества отдельных оболочек 21 первичных стренг. Затем предпочтительно плетеная внешняя оболочка 8 формируется вокруг этой комбинации постоянно удлиненного усиливающего элемента и текучего отверждаемого клейкого вещества, все еще находящегося в его текучей фазе.
Окончательно сформированный и окончательно обработанный усиливающий элемент предпочтительно имеет эластичное клейкое вещество, расположенное на нем непосредственно перед внешней оболочкой 8, сплетенной вокруг усиливающего элемента.
Примеры настоящего изобретения:
1. Синтетический трос, который может использоваться в приложении с блоками высокого натяжения, то есть в приложении, требующем изгиба вокруг блоков с высоким натяжением с одновременной деформацией, что может также включать в себя перемещение с одновременным изгибом вокруг блоков с высоким натяжением с одновременной деформацией, который имеет внешнюю оболочку (8), окружающую по меньшей мере усиливающий элемент (7), который является составным усиливающим элементом (7), содержащим: (i) волокна из арамида; и (ii) волокна из HMPE, причем этот составной усиливающий элемент составляет главные стренги (17) троса, по меньшей мере их большую часть и предпочтительно все главные стренги (17) троса, каждая из которых содержит: (a) сердечник (19) сформированный главным образом и предпочтительно полностью из: (i) арамидных волокон; и (b) структуру (21), которая располагается главным образом вокруг внешней периферии каждого упомянутого сердечника (19), и которая формируется главным образом и предпочтительно полностью из HMPE.
2. Синтетический трос по примеру 1, содержащий плетеный усиливающий элемент, сформированный из множества главных стренг (17) троса, где большая часть и предпочтительно каждая из упомянутого множества главных стренг (17) троса дополнительно характеризуются тем, что: (i) главным образом и предпочтительно полностью волокна из арамида формируют волокнистую часть упомянутых сердечников (19) стренг; и (ii) каждая упомянутая структура (21), которая располагается вокруг внешней периферии каждого из упомянутых сердечников (19) стренг, также располагается главным образом на внешней периферии главной стренги (17) троса, с которой связана структура (21).
3. Трос по примеру 1 или 2, в котором структура (21) большинства и предпочтительно каждой из упомянутых главных стренг (17) троса формируется как оболочка (21) из волокон HMPE, и располагается вокруг своего сердечника (19), причем этот сердечник (19) сформирован из арамидных волокон.
4. Трос по любоу из примеров 1-3, в котором массовое отношение арамида к HMPE в усиливающем элементе (7) составляет минимум 80:20.
5. Трос по примеру 4, в котором это массовое отношение составляет минимум 90:10 и более предпочтительно минимум 97:3.
6. Трос примера 5, в котором большинство и предпочтительно каждая оболочка (21) формируется как полая плетеная оболочка из стренг оплетки.
7. Трос по примеру 6, в котором большинство и предпочтительно все стренги оплетки, формирующие большинство и предпочтительно каждую полую плетеную оболочку (21), представляют собой нить из пленки HMPE.
8. Трос по любому из примеров 4-7, в котором волокна, формирующие большинство и предпочтительно каждый сердечник (19), представляют собой арамидные волокна, которые являются волокном Twaron, и в котором арамидные волокна имеют поперечное сечение, отличающееся от поперечного сечения материала, формируемого главным образом и предпочтительно полностью из HMPE, формирующего оболочку (21), где пленочные волокна HMPE формируют оболочку (21).
9. Трос по любому из примеров 5-8, в котором большинство и предпочтительно все части (19) сердечника формируются главным образом из арамидных волокон, и предпочтительно волокон Twaron, и в котором большинство и предпочтительно все части (19) сердечника, а также связанные с ними оболочки (21), имеют поперечные сечения, перпендикулярные продольной оси любого из (i) главной стренги (17) троса или (ii) усиливающего элемента (7), имеющие некруглую форму.
10. Трос по примеру 9, в котором поперечные сечения не являются ни эллиптическими, ни овальными.
11. Трос по любому из примеров 8-10, в котором пленочные стренги, формирующие каждую полую плетеную оболочку (21), не вращаются или не скручиваются вокруг их собственной продольной оси на длине усиливающего элемента (7) по меньшей мере более 20 см, и предпочтительно на всей длине усиливающего элемента.
12. Трос по любому из примеров 1-11, в котором большинство и предпочтительно каждая часть (19) сердечника не содержит пряжи.
13. Способ изготовления троса, имеющего составной усиливающий элемент, содержащий по меньшей мере следующие стадии:
1) Обеспечение термопластичного удлиненного объекта (3) и, в частности, сердечника (3), сформированного из PE, и предпочтительно сформированного в виде стержня из PE;
2) Формирование экранирующей оболочки (5) вокруг термопластичного стержня (3);
3) Формирование нескольких стренг (17), каждая из которых включает в себя волокна из арамида; и (ii) материал, сформированный главным образом и предпочтительно полностью из HMPE;
4) Загрузка оплеточной машины, способной формировать полую плетеную оболочку, по меньшей мере несколькими стренгами (17), полученными на третьей стадии, и использование загруженной оплеточной машины для формирования полого плетеного усиливающего элемента (7) вокруг комбинации по меньшей мере термопластичного сердечника (3) и связанной с ним экранирующей оболочки (5);
5) Подвергание плетеного усиливающего элемента (7), окружающего термопластичный сердечник (3), заключенный в экранирующую оболочку (5), натяжению и нагреву, предпочтительно сначала натяжению, а затем нагреву, подходящему для изменения фазы термопластичного сердечника (3) на полужидкую, выбирая при этом натяжение, которое может быть постоянным или переменным, и которое по меньшей мере в некоторый момент во время приложения натяжения будет достаточным для постоянного удлинения и постоянного уплотнения усиливающего элемента;
6) Определение того, что произошло желаемое растяжение, а также желаемое уплотнение усиливающего элемента со всем его содержимым, с последующим охлаждением усиливающего элемента и всего его содержимого по меньшей мере до тех пор, пока термопластичный сердечник не достигнет твердой фазы, сохраняя при этом натяжение достаточным для того, чтобы сохранить желаемое растяжение и уплотнение усиливающего элемента,
причем этот способ содержит стадию выбора формирования стренг (17) как (a) сердечника (19), формируемого главным образом и предпочтительно полностью из арамидных волокон; и (b) структуры (21), которая располагается главным образом вокруг внешней периферии упомянутого сердечника (19) и формируется главным образом и предпочтительно полностью из HMPE.
14. Способ по примеру 13, дополнительно содержащий выбор формирования большинства и предпочтительно каждой из стренг (17) с пропорционально большими количествами волокон из арамида по сравнению с количеством материала, формируемого главным образом и предпочтительно полностью из HMPE.
15. Способ любого из примеров 13 или 14, дополнительно содержащий выбор формирования структуры (21) как слоя, расположенного вокруг внешней периферии связанного с ним сердечника (19).
16. Способ по примеру 15, дополнительно содержащий формирование большинства и, предпочтительно, каждого слоя (21) как плетеной оболочки, достаточно плотной для того, чтобы она уменьшала относительное перемещение волокон из арамида, формирующих связанный с ней сердечник (19), а также так, чтобы любой такой сердечник (19) и любая такая оболочка (21) были впоследствии постоянно деформированы во время стадий постоянного удлинения и уплотнения, а также так, чтобы они приняли форму поперечного сечения, не являющуюся ни круглой, ни овальной, ни эллиптической.
17. Способ по примеру 16, дополнительно содержащий формирование большинства и предпочтительно каждого слоя (21) как оболочки, в достаточной степени свободной вокруг связанного с ней сердечника (19), так, чтобы любой такое сердечник (19), а также любая такая оболочка (21) были впоследствии постоянно деформированы во время стадий постоянного удлинения и уплотнения без разрушения оболочки (21), а также так, чтобы они приняли форму поперечного сечения, не являющуюся ни круглой, ни овальной, ни эллиптической.
18. Способ по любому из примеров 14-17, дополнительно содержащий выбор насыщения большинства и предпочтительно всех волокнистых сердечников (19) смазочным веществом, которое контактирует с волокнами перед формированием слоя (21), чтобы минимизировать потенциал для трения между различными волокнами, а также выбор проведения насыщения перед формированием слоев (21) вокруг сердечников (19), а также перед формированием усиливающего элемента (7) из различных стренг (17).
19. Способ по любому из примеров 14-18, дополнительно содержащий выбор для усиливающего элемента (7) массового отношения волокон из арамида к HMPE, составляющего минимум 80:20.
20. Способ по примеру 19, в котором упомянутое массовое отношение составляет минимум 90:10.
21. Процесс по примеру 20, в котором упомянутое массовое отношение составляет минимум 97:3.
22. Способ по любому из примеров 17-21, дополнительно содержащий выбор формирования по меньшей мере некоторых и предпочтительно каждой из упомянутых оболочек (21) из пленки HMPE.
23. Способ по примеру 22, дополнительно содержащий выбор формирования по меньшей мере некоторых и предпочтительно каждой из упомянутых оболочек (21) путем обертывания пленки из HMPE вокруг сердечника.
24. Способ по любому из примеров 17-22, дополнительно содержащий выбор формирования по меньшей мере некоторых и предпочтительно каждой из упомянутых оболочек (21) как плетеных оболочек, а также выбор для стренг оплетки, формирующих упомянутые плетеные оболочки, нити, сформированной из пленки HMPE.
Промышленная применимость
Тросы, сформированные в соответствии с настоящим изобретением, могут использоваться в качестве тросов для подъемных кранов, тросов для развертывания морских платформ и подъемных тросов, буксирных тросов, ваеров рыболовных тралов (также известных как «траловые тросы»), глубинных опускных и подъемных тросов, тросов для швартовочных устройств с приводом, тросов для постановки на якорь нефтяных вышек, используемых с блоками, а также с блоками с приводом, глубоководных швартовов, глубоководных тросов для лебедок, тросов для сверхширокоугольных камер и параванов, используемых для сейсмических наблюдений, включая, но не ограничиваясь этим, тросы для буксировки массивов, парусные тросы, такелажные тросы для прогулочных судов, включая, но не ограничиваясь этим, парусные суда, бегучий такелаж, якорные тросы, перлини и т.п.
Хотя настоящее изобретение было описано в терминах предпочтительного варианта осуществления, следует понимать, что такое раскрытие является чисто иллюстративным, и не должно интерпретироваться как ограничивающее. Следовательно, без отступлений от духа и области охвата настоящего изобретения, различные переделки, модификации и/или альтернативные приложения настоящего изобретения могут быть реализованы специалистами в данной области техники после прочтения предшествующего раскрытия. Соответственно предполагается, что прилагаемая формула изобретения охватывает все такие переделки, модификации или альтернативные приложения, которые соответствуют истинному духу и области охвата настоящего изобретения.
Предлагается составной трос, имеющий внешнюю оболочку (8), окружающую по меньшей мере усиливающий элемент (7), имеющий высокопрочные синтетические волокна и являющийся составным усиливающим элементом (7), сформированным с помощью комбинации волокон из арамида и волокон из HMPE, содержащим неоднородное распределение волокон из арамида и из HMPE, при этом массовое отношение арамида к HMPE в усиливающем элементе (7) предпочтительно составляет минимум 80:20. 3 з.п. ф-лы, 3 ил.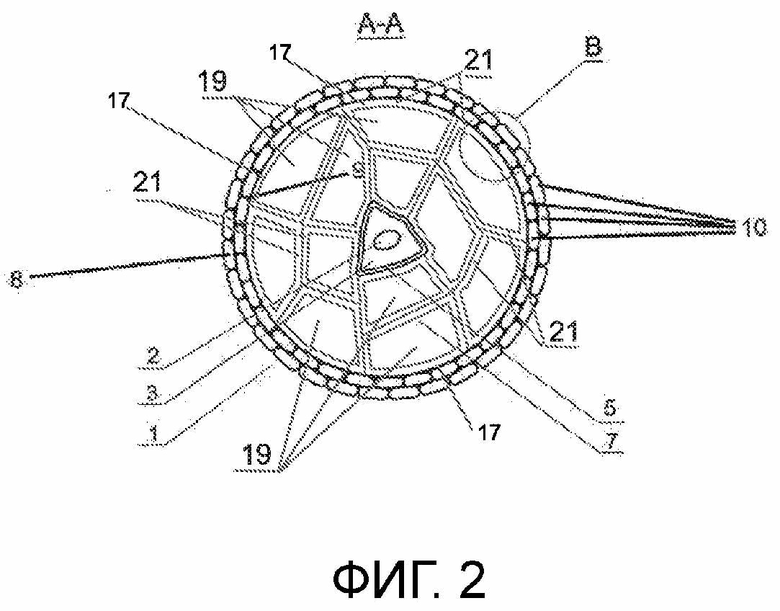
1. Составной трос, имеющий внешнюю оболочку (8), окружающую по меньшей мере усиливающий элемент (7), причем усиливающий элемент (7) имеет высокопрочные синтетические волокна и является составным усиливающим элементом (7), сформированным с помощью комбинации волокон из арамида и волокон из HMPE, при этом составной усиливающий элемент состоит из главных стренг (17) троса, которые состоят из сердечника (19), сформированного из волокон из арамида, и оболочки (21), которая сформирована как полая плетеная конструкция из плетеных стренг оплетки из волокон из HMPE и располагается вокруг внешней периферии сердечника (19), причем составной усиливающий элемент содержит неоднородное распределение волокон из арамида и волокон из HMPE.
2. Трос по п.1, в котором массовое отношение арамида к HMPE в усиливающем элементе (7) выбирается из группы, состоящей из:
i) минимум 80:20;
ii) минимум 85:15;
iii) минимум 88:12;
iv) минимум 90:10;
v) минимум 93:17;
vi) минимум 95:5;
vii) минимум 97:3;
viii) минимум 99:1.
3. Трос по п.1, в котором массовое отношение арамида к HMPE в усиливающем элементе (7) находится в диапазоне, выбираемом из группы, состоящей из:
a) от 80:20 до 99:1;
b) от 85:15 до 99:1;
c) от 88:12 до 99:1;
d) от 90:10 до 99:1;
e) от 93:7 до 99:1;
f) от 95:5 до 99:1;
g) от 97:3 до 99:1;
h) от 90:10 до 99,9:1.
4. Трос по п.1, в котором волокна из HMPE представляют собой волокна в форме ленты.
| US 20110197564 A1, 18.08.2011 | |||
| Способ переработки шкур хряков с дублением их для изготовления нижнебойных гонков | 1934 |
|
SU41111A1 |
| Канат и способ его изготовления | 1983 |
|
SU1590049A3 |
| WO 2004020732 A2, 11.03.2004 | |||
| US 20090301052 A1, 10.12.2009 | |||
| US 5771673 A1, 30.06.1998. | |||

