ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее раскрытие в целом относится к технической области кабелей и, в частности, к кабелю, который делается из синтетического полимерного материала, демонстрирует высокую жесткость и прочность на разрыв, и который включает в себя провода для передачи сигналов данных и/или силовые провода.
УРОВЕНЬ ТЕХНИКИ
Становится все более важным уменьшать вес кабелей, а также избегать опасных событий отдачи, которые происходят при разрыве тросов/кабелей во время использования. Проблема заключается в том, что более легкие тросы с меньшей отдачей или с малой отдачей изготавливаются из синтетических силовых элементов, которые, хотя и имеют меньший вес по сравнению со стальными тросами, а также являются более прочными или такими же прочными, что и стальные тросы, не могут обеспечить адекватную защиту оптоволоконных проводов для передачи информации, содержащихся внутри кабеля. По этой причине кабели со стальным тросом продолжают использоваться во многих приложениях, требующих развертывания оптоволоконных проводов внутри кабеля, и проблема опасной отдачи продолжает наносить вред операторам и экипажу.
Другие проблемы, возникающие при включении оптоволоконных кабелей в кабели из стального троса, заключаются в том, что в некоторых случаях кабели из стального троса слишком тяжелы, чтобы функционировать должным образом, и, следовательно, не могут быть развернуты. Это препятствовало внедрению в промышленность передового оборудования и технологий, которые можно использовать, например, для увеличения разрешения данных, передаваемых по таким кабелям, чтобы иметь возможность предотвратить вред окружающей среде в режиме реального времени от оборудования, работающего удаленно, что очень важно для подводных приложений в нефтегазовой отрасли, где правильное размещение и работа оборудования на больших глубинах требует высокой степени точности, которая, в свою очередь, требует высокого качества передачи данных для наилучшего предотвращения аварий, наносящих ущерб окружающей среде. В других приложениях высококачественная передача данных требуется для работы оборудования, которое защищает морских млекопитающих от вреда, а также для защиты от непреднамеренного вылова нецелевой рыбы в ходе рыболовных операций, которые должны вылавливать только определенную рыбу, определяемую обычно государственными учреждениями, ответственными за обеспечение сохранения рыбных запасов на уровне устойчивого использования. Это также очень важно для морских млекопитающих, птиц и других рыб, поскольку любая случайно пойманная рыба сокращает запасы пищи для этих важных существ.
Например, буксируемый трал обычно включает в себя датчик гидролокатора верхней подборы для отслеживания раскрыва трала и косяков рыбы перед тралом. Кабель передачи данных, то есть кабель гидролокатора верхней подборы, который иногда называют третьим проводом, включает в себя провод для передачи сигналов данных от датчика гидролокатора верхней подборы на буксирующее судно. Как для успешности коммерческого рыболовства, так и для здоровья морских млекопитающих и морских птиц, зависящих от здоровых рыбных запасов, чрезвычайно важно разработать и внедрить технологию, позволяющую легко идентифицировать и различать разные виды рыб, а также взрослую рыбу и рыбную молодь. Рыбы, как правило, собираются в косяки в соответствии с их возрастной группой, например взрослые особи и молодь собираются в различных косяках, а также в соответствии с их видом, то есть косяки лосося, сайды и сельди являются независимыми друг от друга. Однако при существующей технологии невозможно точно дифференцировать разные возрастные группы рыб одного и того же вида, а также существующая технология не позволяет надежно дифференцировать разные виды, когда такие виды смешиваются в одном регионе. В результате молодь и маломерные рыбы продолжают вылавливаться в больших количествах, даже если они не являются целевыми, и, как следствие, нецелевые виды, как правило, вылавливаются в больших количествах, даже если их отлов не приносит экономической выгоды.
Объяснить, как случайно вылавливается какой-либо вид рыбы, даже если это не приносит экономической выгоды, можно следующим образом: Например, при ловле аляскинского минтая промысловая флотилия часто случайно вылавливает многие тысячи тонн нецелевых видов, таких как сельдь, лосось, кальмары и др. Некоторые из этих нецелевых видов запрещены к вылову законом, например, лосось или сельдь, и идея этого запрета заключается в том, что никто не должен получать финансовую выгоду от вылова нецелевой рыбы. Эта политика возникла в результате конфликта между коренными жителями и другими береговыми рыболовными организациями, занимающимися лососем и сельдью, а также современными рыболовными флотами в открытом море. Таким образом, лосось и сельдь, пойманные в водах Аляски рыболовными флотами в открытом море, учитываются правительственными властями, затем вывозятся в море и выбрасываются за борт. Либо, как в случае с кальмаром, улов продается по низкой цене. Подобные ситуации существуют и в большинстве других рыболовных регионов. Кроме того, с помощью предшествующих технологий косяки молодых особей, таких как минтай, а также других рыб не могут быть легко отделены от косяков взрослых рыб. Таким образом, много тысяч тонн рыбной молоди уничтожаются даже при том, что они слишком малы для филе, и используется только для приготовления рыбной муки, что очень плохо.
Таким образом, легко понять, что важно защитить от непреднамеренного вылова нецелевые виды рыб, молодь и малоразмерную рыбу. Для достижения этой цели необходимо определять состав рыбных косяков, выявленных и намеченных промысловыми судами, такими как среднеглубинные/океанические траулеры, в месте расположения самих орудий лова. Например, вследствие того, что во время промысловых операций положение среднеглубинного/океанического трала может быть удалено от траулера более чем на полкилометра, а также из-за боковых течений и различных направлений потока между поверхностными течениями, действующими на траулер, и глубинными течениями, действующими непосредственно на трал, положение трала чаще всего не соответствует ориентации траулера, тянущего трал. По этой причине гидроакустическое оборудование на борту тралового судна не позволяет точно определить, какие косяки рыбы находятся непосредственно на пути раскрыва самого трала. Это можно определить только с помощью гидролокатора, расположенного непосредственно на самой траловой сети. Следовательно, если необходимо защитить нецелевые виды рыб и молодь, а не отловить их, необходимо, чтобы гидролокатор, расположенный на самом трале, мог определять разницу между видами рыб, молодью и малоразмерной рыбой и, более того, передавать эту информацию на траловое судно. В настоящее время различные организации работают над технологией для таких гидролокаторов, и можно с уверенностью сказать, что достигнут достаточный технический прогресс, и с помощью известных технологий можно создать гидролокатор, который может точно различать разные виды рыб, а также молодь и взрослую рыбу. Использование такого оборудования на гидролокаторе верхней подборы трала, например, позволило бы оператору тралового судна различать, и таким образом избегать прохождения раскрыва трала на пути косяков молоди и нецелевых видов рыбы.
Проблема заключается в том, что текущий уровень техники не предлагает кабеля гидролокатора верхней подборы, который был бы способен передавать достаточно высококачественный сигнал данных для того, чтобы позволить использовать гидролокаторы очень высокого разрешения, которые способны различать различные виды рыб, а также молодь и малоразмерную рыбу. Следовательно, даже если возможно создать гидролокатор, который способен это сделать, его по-прежнему невозможно использовать, потому что с помощью известных кабелей гидролокатора верхней подборы невозможно передавать сигнал с достаточно высоким разрешением на расстояния, существующие между гидролокатором верхней подборы и траловым судном, чтобы извлечь выгоду из использования такой информации с высоким разрешением. Невозможность реального использования такого оборудования очевидно тормозит разработку такого оборудования. Таким образом, можно понять, что в отрасли существует давно назревшая потребность в кабеле гидролокатора верхней подборы, способном передавать достаточно мощный сигнал данных, который позволяет использовать оборудование, способное различать рыбу разных видов, а также взрослую рыбу и молодь, чтобы можно было избежать ловли нецелевой рыбы и молоди.
В настоящее время традиционные силовые элементы обычных кабелей гидролокатора верхней подборы делаются из стали и включают в себя центральный металлический провод, окруженный многослойными, скрученными или плетеными медными проводами. Плетеные медные провода, окружающие центральный провод, защищают сигнал данных, передаваемый по центральному медному проводу, от электромагнитных помех, которые ухудшают качество передаваемых сигналов данных. Кабели гидролокатора верхней подборы могут иметь длину до 4000 м, и помимо их главной функции передачи сигналов данных они также иногда используются для увеличения раскрыва трала за счет подъема верхней подборы. Поэтому кабель гидролокатора верхней подборы иногда называют третьим тросом.
При использовании с тралом кабель гидролокатора верхней подборы должен поглощать нагрузку, возникающую в результате килевой качки траулера при волнении на море. Килевая качка заставляет корму траулера, где расположена лебедка третьего троса, передавать пульсирующие толчки на разматываемый с нее кабель гидролокатора верхней подборы. Килевая качка значительно увеличивает сжимающее усилие, прикладываемое к кабелю гидролокатора верхней подборы на лебедке, тем самым соответственно повышая вероятность того, что провод сигнала данных кабеля гидролокатора верхней подборы может быть поврежден.
Одним из недостатков обычного стального кабеля гидролокатора верхней подборы является его вес. Вес стального кабеля гидролокатора верхней подборы отрицательно сказывается на работе трала и производительности рыболовных снастей. Длинный стальной кабель гидролокатора верхней подборы, простирающийся между траулером и тралом, будет опускаться ниже верхней подборы трала. Кроме того, лебедка кабеля гидролокатора верхней подборы траулера часто испытывает недостаток мощности для натяжения стального кабеля гидролокатора верхней подборы, поскольку лебедка выдерживает его вес.
Стальной кабель гидролокатора верхней подборы, который опускается ниже верхней подборы трала, обязательно проходит через косяки рыбы, находящиеся перед раскрывом трала. Прохождение стального кабеля гидролокатора верхней подборы через косяк пугает рыбу, и косяк поворачивается боком. Поворот косяка боком может уменьшить улов, потому что часть рыбы избегает раскрыва трала.
Другой недостаток стального кабеля гидролокатора верхней подборы проявляется тогда, когда кабель рвется. Порванный стальной кабель гидролокатора верхней подборы благодаря его весу сначала падает вниз, а затем начинает прорезать и повреждать трал. Аналогичным образом, когда траулер поворачивает, буксируя трал, часто становится трудно управлять стальным кабелем гидролокатора верхней подборы так, чтобы избежать контакта между кабелем и траловыми тросами и/или бриделями. Контакт между кабелем гидролокатора верхней подборы и траловыми тросами и/или бриделями может повредить кабель гидролокатора верхней подборы и траловые тросы и/или бридели, как по отдельности, так и все вместе. Аналогичным образом иногда кабель гидролокатора верхней подборы контактирует с траловой доской. Контакт между кабелем гидролокатора верхней подборы и траловой доской может привести либо к перерезанию кабеля, либо к запутыванию кабеля с траловой доской, в результате чего траловая доска становится неуправляемой. Решение любой из предыдущих проблем, связанных с использованием стального кабеля гидролокатора верхней подборы, требует извлечения, ремонта и/или перенастройки рыболовных снастей.
С течением времени ржавчина также разрушает стальной кабель гидролокатора верхней подборы. Кроме того, стальные кабели гидролокатора верхней подборы трудно соединять, потому что они обычно состоят из двух скрученных слоев стальной проволоки, один из которых скручен по часовой стрелке, а другой - против часовой стрелки.
Кабели, сделанные из синтетических полимерных материалов, обладают физическими свойствами, сильно отличающимися от свойств проводников, например оптических волокон и проводов из меди, алюминия или других металлов. В большинстве случаев эластичность проводов является очень низкой, в то время как синтетические полимерные материалы обычно обладают большей эластичностью. Скручивание скрученных и/или плетеных волокон и/или нитей синтетических полимерных материалов в кабель дополнительно увеличивает эластичность готового кабеля из-за пустот, которые возникают между волокнами и/или нитями. Прямой проводник, ориентированный параллельно кабелю или находящийся внутри кабеля, сделанного из синтетических полимерных материалов, имеет тенденцию рваться при первоначальном приложении натяжения, которое растягивает кабель. Конструктивная эластичность кабелей, сделанных из синтетических полимерных материалов, может быть уменьшена путем растягивания кабеля в горячем или холодном состоянии. Растягивание кабеля, сделанного из синтетических полимерных материалов, снижает эластичность за счет сжатия волокон и/или нитей, а также удаления пустот.
Волокна и/или нити, изготовленные из сверхвысокопрочных синтетических полимерных материалов, таких как сверхвысокомолекулярный полиэтилен («UHMWPE»), HMPE, Кевлар (TM) и Тварон (TM); углеродные волокна; ароматический полиэстер, например Вектран (ТМ); термореактивный полиуретан, например Зилон (ТМ); и ароматический сополиамид, например Текнора (ТМ); обычно имеют удлинение при растяжении на разрыв от 2 до 10%. Кабель, сделанный из таких материалов, обычно имеет конструктивное растяжение 2-5%. Если внутри или вместе с кабелем, изготовленным из такого синтетического полимерного материала, помещается проводник, он должен выдерживать это удлинение, не ломаясь или не становясь хрупким, что в конечном итоге приводит к преждевременному выходу проводника из строя.
Известны сигнальные кабели для передачи энергии и передачи данных, использующие синтетические волокна в качестве силового элемента. Например, Cortland Cable Company предлагает такие кабели для буксировочных кабелей сейсмометров/магнитометров, гидролокаторов бокового обзора и буксировочных кабелей для видеонаблюдения, а также сейсмических кабелей на дне океана. Такие кабели при привязке к дистанционно управляемому транспортному средству («ROV») работают при низком натяжении и незначительном волнении. Сильные удары волн нехарактерны для текущих применений кабелей ROV и неподвижных океанских кабелей или для других применений известных нестальных кабелей, несущих кабели питания и кабели для передачи данных. Фактически, в данной области хорошо известно, что ROV не должны использоваться с такими тросами в условиях волнения, в которых обычно работают траулеры.
Фактически, правильно будет сказать, что когда требуется высокое натяжение в сочетании с повторяющимися намотками под натяжением на барабан лебедки и хранением под натяжением на этом барабане, как это происходит с кабелем гидролокатора верхней подборы трала, изготовление воспринимающего натяжение кабеля передачи данных, имеющего проводник, окруженный силовым элементом, сформированным из искусственных волокон, не является преимущественным выбором промышленности. Одной из причин того, что промышленность продолжает полагаться на тяжелые кабели передачи данных с прочными стальными элементами, является то, что многие прошлые эксперименты с оболочкой проводов (включая волоконно-оптические линии, медные провода и т.д.) в силовых элементах, таких как слои плетеной оболочки из синтетических полимерных волокон, либо вышли из строя в приложениях с высоким натяжением, таких как описанные выше, либо не смогли обеспечить уровень разрешения, то есть качество принимаемого сигнала, такой же или лучше, чем в традиционных конструкциях.
Патентный документ WO 2004/020732 A2 раскрывает кабель, имеющий термопластичный сердечник, заключенный в плетеную, соэкструдированную или пултрудированную оболочку. Во время изготовления кабель нагревается до температуры, при которой термопластичный сердечник становится жидким или полужидким. При нагревании до этой температуры кабель растягивается, так что он становится постоянно удлиненным. Во время растяжения материал горячего термопластичного сердечника заполняет пустоты в окружающей оболочке. Для дополнительной прочности и/или жесткости термопластичный сердечник может включать в себя центральное внутреннее волокно или нить силового элемента, отличающееся от термопластичного сердечника и выполненное из металлического или полимерного материала. Использование металлического центрального внутреннего силового элемента для передачи сигналов данных не работает, потому что во время изготовления кабеля металлический провод либо ломается, либо становится настолько хрупким, что выходит из строя преждевременно.
В попытке удовлетворить давнюю потребность промышленности наша предшествующая заявка WO 2009/142766 A2 предлагает нестальной воспринимающий натяжение кабель передачи данных и подачи питания, способный выдерживать очень высокие нагрузки, такие как те, которые испытывает кабель гидролокатора верхней подборы трала, а также способный наматываться на барабане или лебедку под высоким натяжением, и который может быть намотан и размотан с лебедки, подвергающейся волновым ударам рыболовецкого траулера, без быстрого повреждения кабеля, в частности ранее двадцати четырех календарных месяцев с даты первого использования. К сожалению, хотя эти раскрытия встретили некоторое признание, особенно в отношении проводников, сформированных из металлических нитей, включенных в описанные кабели гидролокатора верхней подборы, попытки включить оптоволокно/оптоволоконные провода в соответствии с этими идеями потерпели неудачу, поскольку эти оптоволоконные провода сломались при первом же использовании кабеля.
В попытке дополнительно улучшить разрешение сигнала данных и таким образом удовлетворить вышеописанные остающиеся давно ощущаемые потребности в отрасли в отношении кабелей гидролокатора верхней подборы, спустя несколько лет после нашей вышеупомянутой первоначальной публикации мы предложили дальнейшие и последующие идеи, воплощенные в последующей заявке WO 2017/149553 A1. Эти идеи включают в себя идеи, относящиеся к увеличению разрешения сигнала, передаваемого с помощью любых металлических проводников для передачи сигнала данных, а также любых волоконно-оптических проводников, которые могут использоваться при формировании кабеля гидролокатора верхней подборы. В то время как эти идеи заметно улучшили разрешение сигнала металлических проводников, используемых с описанными кабелями гидролокатора верхней подборы, попытки использовать оптоволокно/оптоволоконные провода с такими кабелями гидролокатора верхней подборы также подведенного, поскольку эти оптоволоконные провода также сломались при первом же использовании кабеля.
Таким образом, очевидно, что в отрасли продолжает существовать давно назревшая потребность в улучшении качества сигнала данных и/или разрешения для кабелей гидролокатора верхней подборы и для других кабелей передачи данных, использующих оптоволоконные провода.
ЗАДАЧИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является предложить кабель для передачи данных из прочного синтетического волокна, способный наматываться на лебедку под натяжением и волновыми ударами, испытываемыми рыболовецким траулером, который остается неповрежденным в течение по меньшей мере 24 календарных месяцев его коммерческого применения с даты первого использования, и который обеспечивает более высокое разрешение и/или качество сигнала, передаваемого посредством оптоволоконных проводов, содержащихся в кабеле для передачи данных, по сравнению с предшествующими нестальными кабелями для передачи данных, описанными в патентных документах заявителя WO 2009/142766 A2 и WO 2017/149553 A1, и в частности имеет в достаточной степени высокое качество и разрешение передаваемого сигнала данных для того, чтобы можно было использовать оборудование, способное различать различные виды рыб, молодь и малоразмерную рыбу.
Другой задачей настоящего изобретения является предложить кабель для передачи данных из прочного синтетического волокна, способный наматываться на лебедку и оставаться неповрежденным под натяжениями и волновыми ударами, испытываемыми, например, рыболовецкими траулерами и сейсмическими судами, в частности имеющими водоизмещение свыше 100 т и даже свыше 3000 т.
Другой задачей настоящего изобретения является предложить кабель для передачи данных из прочного синтетического волокна, способный наматываться на лебедку при натяжении свыше 100 кг, который остается неповрежденным в течение по меньшей мере 24 календарных месяцев его коммерческого применения с даты первого использования на траулерах или сейсмических судах с водоизмещением свыше 200 т.
Другой задачей настоящего изобретения является предложить нестальной кабель для передачи данных, который не перекручивается при ослаблении.
Другой задачей настоящего изобретения является предложить высокопрочный кабель для передачи данных, способный наматываться на лебедку при натяжении, имеющий силовой элемент, сформированный предпочтительно из синтетических волокон, обладающий малым весом и низкой отдачей, который имеет более высокое разрешение и/или качество сигнала, передаваемого по оптоволоконным проводам, содержащимся в кабеле, по сравнению с известными кабелями, и который также необязательно содержит силовые провода, такие как коаксиальный кабель, внутри сердечника высокопрочного кабеля для передачи данных.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение основано на удивительном и неожиданном открытии, заключающемся в том, что путем подвешивания внутри гибкого твердого материала оптоволоконного провода, который сам формируется в виде спирали, чтобы сформировать основной кабель, образуемый комбинацией (i) оптоволоконного провода, определяющего спираль; и (ii) гибкого твердого материала, внутри которого подвешен (и предпочтительно полностью заключен в оболочку) оптоволоконный провод, определяющий спираль, и использования основного кабеля в качестве поддерживающего сердечника для (предпочтительно плетеного) силового элемента, сформированного из полимерного материала, который предпочтительно поддерживает естественную форму внутренней полости силового элемента под натяжением, достаточной величиной которого является, например, 10% или более от максимальной силы натяжения силового элемента, можно получить неожиданно долговечный высокопрочный кабель для передачи данных с высоким разрешением.
Настоящее изобретение дополнительно основано на удивительном и неожиданном открытии, заключающемся в том, что с помощью процесса производства высокопрочного кабеля для передачи данных, который включает в себя новую стадию обеспечения дополнительной фиксации между сердечником, содержащим термопластичный материал, и оптоволоконным проводом (проводами), спирально намотанным вокруг сердечника, причем такая дополнительная фиксация является дополнительной к любой фиксации, полученной из того факта, что оптоволоконный провод (провода) соединяется с сердечником, будучи расположенным спиральным способом вокруг него, и что путем обеспечения этой дополнительной фиксации перед размещением термопластичного материала вокруг комбинации оптоволоконного провода (проводов) и сердечника так, чтобы заключить оптоволоконный провод (провода) внутри термопластичного материала и/или между сердечником и термопластичным материалом; а затем формирования по меньшей мере слоя оболочки силового элемента из полимерного материала вокруг заключенного в оболочку оптоволоконного провода (проводов), спирально намотанного вокруг сердечника, можно получить высокопрочный кабель для передачи данных, имеющий очень высокое качество сигнала, удовлетворяя таким образом потребность, давно ощущавшуюся в промышленности.
Предпочтительно сердечник, вокруг которого спирально намотаны оптоволоконные провода, формируется из термопластичного материала, и по меньшей мере имеет внешний слой из термопластичного материала, и также предпочтительно термопластичный материал, расположенный вокруг комбинации сердечника и оптоволоконных проводов, спирально намотанных вокруг сердечника, является термопластичным материалом, который создает очень прочную связь с термопластичным материалом, формирующим сердечник, и по меньшей мере с термопластичным материалом, формирующим внешний слой сердечника, например формирующим слой сердечника, с которым контактируют спирально намотанные оптоволоконные провода. Идеально и предпочтительно образуемая связь является неразрывной. Например, в идеале связь должна быть настолько прочной, чтобы термопластичный материал, который располагается вокруг комбинации сердечника и оптоволоконных проводов, спирально намотанных вокруг него, не мог в твердой фазе отделиться от термопластичного материала, формирующего сердечник.
Еще более предпочтительно термопластичный материал, который располагается вокруг комбинации сердечника и оптоволоконных проводов, спирально намотанных вокруг него, является термопластичным материалом, который создает очень прочную связь, и предпочтительно неразрывную связь как с (i) термопластичным материалом, формирующим сердечник, а также по меньшей мере и особенно с термопластичным материалом, формирующим внешний слой сердечника; так и с (ii) оптоволоконными проводами и/или с внешним слоем и/или внешней частью оптоволоконных проводов, таким как любой буферный материал, изоляционный материал или другой материал, формирующий внешний слой оптоволоконных проводов.
Таким образом, в одном аспекте настоящее изобретение предлагает высокопрочный кабель для передачи данных, имеющий силовой элемент и сердечник, причем высокопрочный кабель для передачи данных содержит по всей длине основной кабель, содержащий упомянутый сердечник, а также содержащий по меньшей мере один оптоволоконный провод, расположенный спиральным образом; и полностью заключенный в оболочку из твердого, гибкого материала. Таким образом, обычно по меньшей мере один оптоволоконный кабель располагается в форме спирали вокруг сердечника.
В одном варианте осуществления высокопрочный кабель для передачи данных заключен в твердый, гибкий материал, будучи зажатым и/или заключенным между: (a) слоем твердого, гибкого материала, содержащим по меньшей мере поверхность сердечника, и в некоторых вариантах осуществления весь сердечник от центра до его поверхности; и (b) слоем твердого, гибкого материала, содержащим слой, находящийся снаружи от поверхности сердечника.
Слой твердого, гибкого материала, содержащий поверхность сердечника (или весь сердечник), и слой твердого, гибкого материала, содержащий слой, который является внешним по отношению к поверхности сердечника, предпочтительно постоянно связаны друг с другом. Таким образом, в некоторых вариантах осуществления прочность соединения по существу равна или выше прочности на разрыв одного или обоих материалов.
В некоторых вариантах осуществления каждый из слоя твердого, гибкого материала, содержащего по меньшей мере поверхность сердечника, и слоя твердого, гибкого материала, содержащего слой, который является внешним по отношению к поверхности сердечника, содержит идентичное вещество, и они постоянно связаны друг с другом, что означает, что в некоторых вариантах осуществления слой, содержащий по меньшей мере поверхность слоя сердечника, который является внешним по отношению к поверхности сердечника, выполнен по существу из того же или из того же самого материала.
В одном варианте осуществления высокопрочного кабеля для передачи данных: (i) слой твердого, гибкого материала, содержащий по меньшей мере поверхность сердечника; (ii) слой твердого, гибкого материала, содержащий слой, который является внешним по отношению к поверхности сердечника; и (iii) слой, содержащий оптоволоконный провод, постоянно связаны друг с другом. В некоторых вариантах осуществления каждый из этих трех слоев содержит идентичное вещество, и они постоянно связаны друг с другом, что означает, что в некоторых вариантах осуществления они сделаны по существу из одного и того же или идентичного материала. В вариантах осуществления, содержащих указанные три слоя, предпочтительно, чтобы все они были постоянно связаны друг с другом.
Твердый гибкий слой снаружи сердечника (т.е. окружающий оптоволоконный кабель) имеет толщину, измеряемую от самого внешнего края оптоволоконного проводника до внешней поверхности указанного слоя, которая предпочтительно как минимум в четыре раза больше диаметра оптической трубы (22, 22A) оптоволоконного провода, и предпочтительно в 4-200 раз больше диаметра оптической трубы оптоволоконного провода.
В некоторых вариантах осуществления настоящего изобретения высокопрочный кабель для передачи данных содержит экран для защиты от потока, где комбинация экрана для защиты от потока и внешней поверхности твердого, гибкого слоя, окружающего сердечник, соответствуют внутренней стенке полости окружающего силового элемента кабеля, причем этот силовой элемент предпочтительно представляет собой полый плетеный силовой элемент. В некоторых вариантах осуществления высокопрочного кабеля для передачи данных граница между твердым, гибким слоем (3), окружающим сердечник, и поверхностью сердечника имеет форму, которая не соответствует внутренней стенке полости силового элемента. В некоторых таких вариантах осуществления граница между твердым, гибким слоем (3), окружающим сердечник, и поверхностью сердечника имеет форму без выпуклых углублений, если смотреть снаружи сердечника (например, наружу из сердечника).
В некоторых вариантах осуществления высокопрочный кабель для передачи данных содержит множество оптоволоконных проводов, каждый из которых предпочтительно полностью заключен в твердый, гибкий материал, формирующий поверхность сердечника (или весь сердечник), и твердый, гибкий материал, формирующий слой (3). Предпочтительно, чтобы внешняя часть оптоволоконного провода не контактировала непосредственно с внешней стороной любого другого оптоволоконного проводника в любой точке по длине основного кабеля.
В другом аспекте настоящее изобретение предлагает процесс для производства высокопрочного кабеля для передачи данных, содержащий стадии
(i) расположения спиральным образом по меньшей мере одного оптоволоконного провода вокруг сердечника, содержащего термопластичный материал, который формирует по меньшей мере поверхность сердечника;
(ii) затем расположения дополнительного термопластичного материала вокруг комбинации сердечника и по меньшей мере одного оптоволоконного провода, который спиральным образом располагается вокруг сердечника, чтобы полностью заключить оптоволоконный провод внутрь термопластичного материала;
(iii) затем отверждения термопластичных материалов для того, чтобы сформировать основной кабель (10);
(iv) затем формирования экрана для защиты от потока вокруг основного кабеля;
(v) затем формирования полого плетеного силового элемента, содержащего синтетический материал, вокруг основного кабеля, покрытого экраном для защиты от потока; с последующим натяжением полученного кабеля и нагревом, достаточным для обеспечения постоянной деформации термопластичного материала, составляющего слой (3), не вызывая при этом нарушения структурной целостности слоя (3), а также для обеспечения возможности удлинения и уплотнения полученного кабеля и силового элемента, содержащего упомянутый полученный кабель;
(vi) затем определения того, что была достигнута желаемая величина удлинения и уплотнения полученного кабеля и силового элемента, содержащего указанный полученный кабель, с последующим охлаждением полученного кабеля до температуры, при которой содержащий термопластичный материал слой (3), не может быть постоянно деформированным, не вызывая нарушения структурной целостности слоя (3), тем самым постоянно удлиняя и уплотняя силовой элемент, а также полученный кабель, и заставляя слой (3) в комбинации с экраном для защиты от потока соответствовать внутренней стенке полости силового элемента. Процесс для производства высокопрочного кабеля передачи данных характеризуется следующими стадиями:
а. обеспечения сердечника, предпочтительно содержащего термопластичный материал и предпочтительно имеющего внешний поверхностный слой из термопластичного материала, и необязательно содержащего любые провода и/или другие элементы внутри сердечника;
b. расположения по меньшей мере одного и вплоть до нескольких оптоволоконных проводов в спиральной форме вокруг внешней стороны сердечника;
с. необязательно, но наиболее предпочтительно, обеспечения дополнительной фиксации между сердечником и оптоволоконными проводами, которые образуют спираль вокруг сердечника;
d. расположения дополнительного термопластичного материала вокруг комбинации сердечника и оптоволоконных проводов, спирально расположенных вокруг сердечника, чтобы заключить оптоволоконные провода между сердечником и термопластичным материалом;
е. формирования экрана для защиты от потока вокруг комбинации сердечника, оптоволоконных проводов, спирально расположенных вокруг сердечника, и термопластичного материала, расположенного вокруг комбинации сердечника и оптоволоконных проводов, спирально расположенных вокруг сердечника;
f. формирования предпочтительно плетеного слоя оболочки силового элемента из полимерного материала вокруг экрана для защиты от потока и элементов, содержащихся в нем;
g. расположения в текучем состоянии вокруг слоя оболочки силового элемента затвердевающего эластичного клейкого вещества, такого как многокомпонентный смешанный полиуретан; и
h. формирования защитного покрытия вокруг слоя оболочки силового элемента и эластичного клейкого вещества, формируя таким образом улучшенный высокопрочный, легкий и устойчивый к раздавливанию силовой оптоволоконный кабель с высоким разрешением для передачи данных по настоящему изобретению.
Наиболее предпочтительно, чтобы термопластичный материал сердечника и дополнительный термопластичный материал выбирались так, чтобы связь, образующаяся между (а) твердой фазой дополнительного термопластичного материала; и (b) твердой фазой термопластичного материала, формирующего сердечник, и/или по меньшей мере формирующего внешнюю часть сердечника, была настолько прочной, чтобы эти два термопластичных материала не могли быть разделены. То есть они не могут быть полностью отделены друг от друга, и любая попытка сделать это приведет к неровному разрыву, в результате чего нельзя будет получить структуру, имеющую исключительно дополнительный термопластичный материал, и/или имеющую исключительно сердцевину без дополнительного термопластичного материала. Эта связь предпочтительно является неразрывной. Еще более предпочтительно, чтобы дополнительный термопластичный материал и термопластичный материал сердечника были одним и тем же термопластичным материалом.
Еще более предпочтительно, чтобы дополнительный термопластичный материал образовывал прочную связь с материалом, образующим внешний слой оптоволоконных проводов. Еще более предпочтительно, чтобы и термопластичный материал, формирующий сердечник и/или формирующий по меньшей мере внешнюю поверхность сердечника, и дополнительный термопластичный материал оба образовывали прочную связь с материалом, формирующим внешний слой оптоволоконных проводов.
Далее, в отличие от существующего уровня техники и отраслевого тренда в области промышленности для устойчивых к раздавливанию кабелей питания и передачи данных, сформированных из синтетических полимерных силовых элементов, например кабелей заявителя предшествующего уровня техники, и перед раскрытыми выше стадиями производства: «g. расположение в текучем состоянии вокруг слоя оболочки силового элемента затвердевающего эластичного клейкого вещества, такого как многокомпонентный смешанный полиуретан; и h. формирование защитного покрытия вокруг слоя оболочки силового элемента и эластичного клейкого вещества», кабель по настоящему изобретению, сформированный с помощью раскрытых выше стадий (a) - (f) и не имеющий защитного покрытия вокруг слоя оболочки силового элемента и клейкого слоя, который приклеивает такое покрытие к слою оболочки силового элемента, теперь может быть растянут в холодном состоянии. Например, он может быть растянут при температуре, которая является в достаточной степени низкой, чтобы не вызывать плавления термопластичного материала. Полезным считается натяжение в 15-80% от максимальной растягивающей силы слоя оболочки силового элемента. Затем кабель может быть оснащен защитным покрытием, таким как плетеная оболочка, которая приклеивается к слою оболочки силового элемента эластичным клейким веществом. Или, альтернативно и необязательно, а также перед стадиями: «g. расположение в текучем состоянии вокруг слоя оболочки силового элемента затвердевающего эластичного клейкого вещества, такого как многокомпонентный смешанный полиуретан; и h. формирование защитного покрытия вокруг слоя оболочки силового элемента и эластичного клейкого вещества», дополнительные последующие стадии включают в себя растягивание на глубину нагревания кабеля, сформированного с помощью вышеописанных стадий (a) - (f) и не имеющего защитного покрытия вокруг слоя оболочки силового элемента и клейкого слоя, который приклеивает такое покрытие к слою оболочки силового элемента, следующим образом:
(i) приложение первого натяжения к слою оболочки силового элемента, и таким образом ко всем элементам, содержащимся внутри слоя оболочки силового элемента (слой оболочки силового элемента и все элементы, содержащиеся внутри него, также могут упоминаться в настоящем документе в целом как «незавершенный кабель»);
(ii) приложение тепла к незавершенному кабелю по настоящему изобретению, причем такое тепло выбирается так, чтобы заставить термопластичный материал внутри незавершенного кабеля по настоящему изобретению достичь расплавленного, например полужидкого состояния. Необязательно, и как экспериментально определено, независимо от желания, в отличие от уровня техники и отраслевого тренда, тепло можно выбирать и применять так, чтобы только часть сердечника достигала расплавленного состояния, особенно так, чтобы его было достаточно для того, чтобы часть сердечника, наиболее близкая к внешней стороне незавершенного кабеля, достигала расплавленного состояния, но недостаточно для того, чтобы часть сердечника, наиболее близкая к продольной центральной оси незавершенного кабеля, достигала расплавленного состояния. Это может быть достигнуто путем регулирования как температуры, так и продолжительности воздействия тепла, например, путем протягивания незавершенного кабеля через печь, регулируя тепло, средства применения тепла, например лучистое тепло с обдувом горячим воздухом или паром или без него и т.п., а также скорость прохождения кабеля через печь и ее длину, пока не будет экспериментально достигнут набор параметров и/или формула для конкретного диаметра и конструкции незавершенного кабеля, позволяющий расплавить только те части термопласта в кабеле, которые находятся около его внешней поверхности, не вызывая при этом плавления тех частей термопласта в кабеле, которые находятся ближе к его продольной центральной оси. Таким образом, например, сердечник 1 может оставаться твердым, в то время как дополнительный термопластичный слой 3 может достигать расплавленного состояния во время обработки кабеля.
(iii) приложение натяжения к слою оболочки силового элемента незавершенного кабеля, достаточного для удлинения слоя оболочки полого плетеного силового элемента и структур, содержащихся в слое оболочки полого плетеного силового элемента (таких как спирали из оптоволокна), на предопределенную величину, которая не вызывает разрушения оптоволоконных проводов, и которая также устраняет конструктивное удлинение слоя оболочки силового элемента, одновременно уменьшая его диаметр и диаметр незавершенного кабеля;
(iv) определение того, что достигнута желаемая величина удлинения и предпочтительно предопределенная величина удлинения по меньшей мере слоя оболочки силового элемента;
(v) охлаждение слоя оболочки силового элемента и элементов, содержащихся внутри нее, предпочтительно при поддержании натяжения на слое оболочки силового элемента и таким образом также при поддержании натяжения на элементах, содержащихся внутри нее, например внутри незавершенного кабеля, до тех пор, пока термопластичный материал, содержащийся внутри слоя оболочки силового элемента, не достигнет твердого состояния, а также так, чтобы комбинация элементов, содержащихся внутри слоя оболочки силового элемента, приобрела форму, соответствующую и адаптированную к естественной форме стенок, сформированных внутренней полостью полого плетеного силового элемента, и предпочтительно, но не обязательно, также так, чтобы в результате оптические провода, содержащиеся внутри охлаждаемого незавершенного кабеля, испытывали некоторое сжатие и/или уменьшение их длины, приблизительно на 0,5% или меньше, но может быть больше;
(vi) нанесение на внешнюю поверхность слоя оболочки силового элемента любых дополнительных элементов или вещества, например полиуретана или другого эластичного клейкого вещества в текучем состоянии; после чего
(vii) в то время как эластичное клейкое вещество все еще находится в текучем состоянии (если такое вещество было выбрано для использования), формирование защитного покрытия вокруг слоя оболочки силового элемента и слоя эластичного клейкого вещества и/или других элементов, расположенных снаружи слоя оболочки силового элемента, формируя тем самым улучшенный усиленный синтетическим волокном кабель для передачи данных с высокой разрешающей способностью по настоящему изобретению.
Сформированный таким образом высокопрочный кабель для передачи данных по настоящему изобретению обеспечивает гораздо более высокое качество сигнала данных и/или разрешение по сравнению с известными высокопрочными кабелями для передачи данных, что позволяет использовать оборудование, которое в настоящее время находится в разработке, но не может использоваться, например, с известными кабелями для передачи данных, и которое позволяет идентифицировать виды рыб и различать их размеры, позволяя тем самым избежать вылова нецелевой рыбы, а также молоди и малоразмерной рыбы, улучшая таким образом здоровье рыбных промыслов, морских млекопитающих и морских птиц, а также рыбацких сообществ, которые зависят от них, достигая при этом целей настоящего раскрытия.
Обладая перечисленными выше преимуществами, описанный нестальной высокопрочный кабель для передачи данных отвечает потребностям, давно ощущаемым в отрасли.
Эти и другие особенности, цели и преимущества станут понятными или очевидными для специалиста в данной области техники из следующего подробного описания предпочтительного варианта осуществления, проиллюстрированного на различных чертежах.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой вид в перспективе высокопрочного кабеля для передачи данных в соответствии с настоящим раскрытием, который показывает различные слои в одном варианте его осуществления;
Фиг. 1A представляет собой вид сбоку высокопрочного кабеля для передачи данных, показанного на Фиг. 1, который аналогично показывает его различные слои;
Фиг. 2, 3 и 4 показывают стадии производства для формирования основного кабеля 10 высокопрочного кабеля для передачи данных в соответствии с настоящим раскрытием.
Фиг. 3A представляет собой поперечное сечение по линии 3A, показанной на Фиг. 3;
Фиг. 4A представляет собой поперечное сечение по линии 4A, показанной на Фиг. 4;
Фиг. 5 показывает вид сбоку основного кабеля 10, изображенного на Фиг. 4, высокопрочного кабеля для передачи данных, показанного на Фиг. 1 и Фиг. 1A, где спиральные оптоволоконные провода 2, а также первый силовой элемент 8, полностью заключенные в термопластичный материал 1, 3, и таким образом также полностью заключенные в основной кабель 10, показаны пунктирными линиями, как на рентгеновском снимке.
Фиг. 6 представляет собой поперечное сечение по линии 6, показанной на Фиг. 1;
Фиг. 7 представляет собой вид сбоку, изображающий профиль основного кабеля 10 после завершения стадий нагрева и натяжения высокопрочного кабеля для передачи данных (выполняемых перед установкой внешнего покрытия 7 и клейкого слоя 6), где слой 5 оболочки силового элемента и слой 4 экрана для защиты от потока не показаны на чертеже, чтобы можно было рассмотреть основной кабель 10, и где части оптоволоконных проводов 2, заключенные в основной кабель 10, показаны пунктирными линиями.
Фиг. 8 представляет собой поперечное сечение высокопрочного кабеля для передачи данных, изображенного на Фиг. 1 и Фиг. 1A, по линии 6, показанной на Фиг. 1 и Фиг. 1A, показывающее различные слои высокопрочного кабеля 20 для передачи данных, где собранный высокопрочный кабель для передачи был нагрет и растянут перед установкой клейкого слоя 6 и окончательного внешнего покрытия 7.
Фиг. 9 и Фиг. 9A представляют собой вид в перспективе и вид сбоку, соответственно, альтернативного варианта осуществления высокопрочного кабеля для передачи данных настоящего раскрытия, показывающие различные его слои, где коаксиальный кабель был включен в сердечник 1 и основной кабель 10.
Фиг. 10 представляет собой поперечное сечение альтернативного высокопрочного кабеля для передачи данных, изображенного на Фиг. 9 и Фиг. 9A, по линии 10, показанной на Фиг. 9 и Фиг. 9A, показывающее различные слои окончательно собранного высокопрочного кабеля 20 для передачи данных, где окончательно собранный высокопрочный кабель для передачи был нагрет и растянут перед установкой клейкого слоя 6 и окончательного внешнего покрытия 7.
Фиг. 11 представляет собой вид сбоку высокопрочного кабеля для передачи данных настоящего раскрытия, показывающий различные его слои, где часть каждого оптоволоконные провода 2 была оторвана от основного кабеля 10, что привело к разрыву слоя 3, а также слоя 1, причем материал слоя 1 и слоя 3 приклеился к внешнему буферному/изоляционному слою оптоволоконных проводов с такой силой адгезии, которая достаточна для того, чтобы по меньшей мере части материала слоя 1 отделились от другого материала слоя 1 и остались присоединенными к частям буферного/изоляционного слоя оптоволоконных проводов 2 во время и после отрыва части оптоволоконных проводов 2 от слоя 3, и таким образом от основного кабеля 10 (тем самым также формируя канавки в основном кабеле 10, которые раньше были заняты комбинацией отрезка оптоволоконного провода 2, а также частями материала, образующего слой 1 и 3).
Фиг. 12 представляет собой перпендикулярное длинной оси оптоволоконного провода 2 поперечное сечение одного типа оптоволоконного провода 2, используемого в качестве примера формирования высокопрочного кабеля для передачи данных настоящего раскрытия, и показывающее различные слои и элементы, составляющие оптоволоконный провод 2, включая сердечник 41; облицовку 43 и буфер 45 (буфер 45 также известен как «буферный слой», «покрытие», «оболочка» или «изоляция»). В целях настоящего раскрытия комбинация сердечника 41 и оболочки 43, содержащаяся в любом оптоволоконном проводнике, используемом при формировании любого варианта осуществления высокопрочного кабеля для передачи данных настоящего раскрытия, формирует блок, известный как «оптическая труба», обозначенный на Фиг. 12 ссылочной цифрой 22. В целях настоящего раскрытия самая большая ширина любой оптической трубы, используемой в любом оптоволоконном проводе, используемом при формировании высокопрочного кабеля для передачи данных настоящего раскрытия, называется в настоящем документе диаметром оптической трубы и получается путем измерения расстояния вдоль воображаемой прямой линии, проходящей через поперечное сечение оптической трубы с ее самой большой шириной, как показано на Фиг. 12 воображаемой прямой линией 33.
Фиг. 13 представляет собой перпендикулярное длинной оси оптоволоконного провода 2 поперечное сечение другого типа оптоволоконного провода, используемого в качестве примера формирования высокопрочного кабеля для передачи данных настоящего раскрытия, и показывающее различные слои и элементы оптоволоконного провода. Оптоволоконный провод, показанный на Фиг. 13, содержит слои и элементы, подобные оптоволоконному проводу, показанному на Фиг. 12, включая: сердечник 41A, облицовку 43A и буфер 45 (также известный как «буферный слой», «покрытие», «оболочка» или «изоляция»), за исключением того, что оптоволоконный провод 2 на Фиг. 13 содержит дополнительный облицовочный слой 47, который также известен как «внешняя облицовка» и/или как «слой внешней облицовки», следовательно слой облицовки 43A необязательно также известен как «внутренняя облицовка» и/или «слой внутренней облицовки». В целях настоящего раскрытия «оптическая труба» оптоволоконного провода, показанного на Фиг. 13, а также любого оптоволоконного провода, используемого при формировании любого высокопрочного кабеля для передачи данных настоящего раскрытия, также формируется комбинацией сердечника и облицовки (которая в случае оптоволоконного провода, показанного на Фиг. 13, включает в себя внутреннюю и внешнюю облицовку 43A и 47), обозначенной ссылочной цифрой 22A. В целях настоящего раскрытия самая большая ширина любой оптической трубы, используемой в любом оптоволоконном проводе, используемом при формировании высокопрочного кабеля для передачи данных настоящего раскрытия, называется в настоящем документе диаметром оптической трубы и получается путем измерения расстояния вдоль воображаемой прямой линии, проходящей через поперечное сечение оптической трубы с ее самой большой шириной, как показано на Фиг. 13 воображаемой прямой линией 33А.
Фиг. 14 показывает в перспективе поперечное сечение альтернативного основного кабеля по настоящему изобретению в плоскости, перпендикулярной продольной оси альтернативного основного кабеля.
ПОДРОБНОЕ ОПИСАНИЕ
Фиг. 1 и Фиг. 1A показывают высокопрочный кабель 20 для передачи данных по настоящему изобретению, включающий в себя: сердечник 1, содержащий термопластичный материал и связанный с первым силовым элементом 8 (см. также Фиг. 2); по меньшей мере один и предпочтительно несколько оптоволоконных проводов 2, спирально расположенных вокруг сердечника 1 (см. также Фиг. 3), которые могут быть любым типом полезного оптоволоконного провода, хотя неожиданно было найдено, что предпочтительным является единственный оптоволоконный провод; дополнительный термопластичный слой 3, охватывающий спирально расположенные оптоволоконные провода между слоем 3 и внешней поверхностью сердечника 1 (см. также Фиг. 4); экран 4 для защиты от потока; слой 5 оболочки силового элемента; эластичный клейкий слой 6 и защитное внешнее покрытие 7.
Сердечник 1 предпочтительно формируется из термопластичного материала. Однако сердечник 1 может включать в себя металлические и/или другие провода (не показаны на Фиг. 1) и/или другие элементы (не показаны на Фиг. 1), расположенные внутри сердечника, такие как коаксиальный силовой и/или информационный кабель (см. элементы, обозначенные ссылочными цифрами 21, 22 и 23 на Фиг. 9, Фиг. 9A, Фиг. 10 и Фиг. 11, показывающих внутренний сердечник 1 с коаксиальным кабелем); и/или такие как плетеный провод из медных нитей, и/или такие как электромагнитный экран, описанный в наших предшествующих публикациях, ссылки на которые были приведены выше. Части сердечника 1, не занятые элементами, необходимыми для изготовления и/или функционирования высокопрочного кабеля для передачи данных, предпочтительно формируются из термопластичного материала. Независимо от того, какая конструкция используется для сердечника 1, внешний поверхностный слой сердечника 1 формируется из термопластичного материала и имеет толщину до стадий растяжения в диапазоне от приблизительно 0,5 мм до приблизительно 4 мм, предпочтительно от приблизительно 1,5 мм до приблизительно 4 мм.
Предпочтительно для всех вариантов осуществления высокопрочного кабеля для передачи данных по настоящему изобретению: сердечник 1 имеет круглое поперечное сечение (хотя, менее предпочтительно, он может иметь овальное, или квазиовальное, или квазикруглое, или эллиптическое поперечное сечение); и когда сердечник 1 имеет круглое поперечное сечение, диаметр сердечника 1 предпочтительно составляет от тридцати двух до двухсот шестидесяти четырех, и предпочтительно от сорока до шестидесяти четырех диаметров оптической трубы оптоволоконного провода, используемого при формировании высокопрочного кабеля для передачи данных по настоящему изобретению. Как было неожиданно найдено, такие варианты осуществления обеспечивают более высокое разрешение передаваемых данных и отличаются от известного уровня техники и отраслевого тренда, как показано на иллюстративном примере в наших ранее опубликованных патентных заявках. Когда сердечник 1 имеет поперечное сечение, которое не является идеально круглым, диаметр сердечника 1, измеряемый как диаметр при наибольшей ширине поперечного сечения, предпочтительно имеет значение в вышеупомянутых диапазонах.
В одном особенно предпочтительном варианте осуществления высокопрочного кабеля для передачи данных по настоящему изобретению сердечник 1 предпочтительно непосредственно связан с первым силовым элементом 8. Это может быть достигнуто путем формирования сердечника 1 вокруг первого силового элемента 8, например, путем экструзии термопластичного стержня вокруг первого силового элемента 8 (см. Фиг. 2), или, в качестве альтернативы, например, путем сначала экструдирования термопластичного стержня для того, чтобы сформировать сердечник 1, а затем плетения полой оплетки вокруг термопластичного стержня, чтобы получить оплетенный первый силовой элемент 8, что может быть выполнено с использованием обычной оплеточной машины. В настоящее время предпочтительно, чтобы сердечник 1 формировался вокруг первого силового элемента 8, как показано на Фиг. 1 и Фиг. 2, и чтобы первый силовой элемент 8 не контактировал с поверхностью сердечника 1. В настоящее время для формирования первого силового элемента 8 предпочтительно использовать силовой элемент, способный сохранять свою целостность при температурах вплоть до 120 градусов Цельсия, предпочтительно вплоть до 200 градусов Цельсия, и особенно при температурах вплоть до 270 градусов Цельсия, такой как арамидная нить или переплетенные нити из полиэстера. В настоящее время предпочтительно, чтобы силовой элемент не формировался из термопластичного материала.
Однако в качестве альтернативы, как показано на Фиг. 9-11, где изображен альтернативный вариант осуществления высокопрочного кабеля для передачи данных, проиллюстрированного на Фиг. 1 и Фиг. 1A, где сборка коаксиального кабеля была включена в сердечник 1, как показано элементами 21, 22 и 23, когда желательно включить металлический провод внутрь сердечника 1, первый силовой элемент 8 может быть расположен внутри плетеного металлического проводника 21, и комбинация плетеного металлического проводника 21 и первого силового элемента 8 затем может быть непосредственно соединена с сердечником 1, предпочтительно путем экструзии термопластичного слоя 22 вокруг комбинации плетеного металлического проводника 21 и первого силового элемента 8, чтобы сформировать стержень, который определяет сердечник 1; и, кроме того, электромагнитный экран 23 может быть сформирован снаружи термопластичного слоя 22, например, путем укладки медных нитей в двух противоположных направлениях слоя, где такой электромагнитный экран 23 также может служить проводником и/или проводящей петлей, а затем термопластичный слой, формирующий внешность сердечника 1, может быть сформирован вокруг этого электромагнитного экрана.
Оптоволоконные провода, используемые при формировании любого высокопрочного кабеля для передачи данных по настоящему изобретению, предпочтительно имеют снаружи оболочки буферный слой, который имеет достаточную толщину и формируется из достаточно стойкого к истиранию материала, чтобы он мог выдерживать истирание, возникающее во время производственного процесса, без его полного удаления в каком-либо положении с внешней поверхности оболочки, и мог сохранять свою целостность при температурах вплоть до 200 градусов Цельсия, и особенно при температурах вплоть до 250 градусов Цельсия, еще более предпочтительно при температурах вплоть до 270 градусов Цельсия; и, кроме того, предпочтительно, чтобы такой буферный слой состоял из материала, который включает в себя смесь материалов, где один материал в смеси является тем же самым термопластичным материалом, что и использующийся при формировании слоев 1 и/или 3, предпочтительно полиэтиленом или нейлоном, и в настоящее время предпочтительна комбинация силикона с термопластичным материалом. Пример такого буферного слоя обозначен ссылочной цифрой 45 на Фиг. 12 и Фиг. 13.
Ссылочная цифра 19 на Фиг. 5 показывает шаг оптоволоконных проводов, спирально расположенных вокруг сердечника 1: оптоволоконные провода предпочтительно спирально располагаются вокруг сердечника 1 с шагом, который равен 160-480, и предпочтительно 336-480 диаметрам оптической трубы по меньшей мере для одного и предпочтительно для всех оптоволоконных проводов, формируемых в высокопрочный кабель для передачи данных.
Как показано на Фиг. 5: Для любого варианта осуществления высокопрочного кабеля для передачи данных по настоящему изобретению дополнительный термопластичный слой 3 предпочтительно формируется так, чтобы он полностью покрывал внешние поверхности 15 оптоволоконных проводов 2 слоем 13 термопластичного материала, имеющим толщину, выбираемую так, чтобы после окончательного производства высокопрочного кабеля для передачи данных оптоволоконные провода оставались заключенными в термопласт даже после того, как комбинация основного кабеля 10, заключенная в экран 4 для защиты от потока, необязательно, но предпочтительно, будет деформирована посредством растяжения при нагревании, как описано в настоящем документе, чтобы соответствовать и поддерживать внутреннюю полость силового элемента 5 (см. Фиг. 8).
Вновь ссылаясь на Фиг. 5: для любого варианта осуществления высокопрочного кабеля для передачи данных по настоящему изобретению: Предпочтительно, когда он расположен вокруг сердечника и оптоволоконных проводов, спирально обмотанных вокруг сердечник, дополнительный термопластичный слой 3 имеет толщину, измеряемую от самого внешнего края 15 оптоволоконного провода до поверхности 17 слоя 3 основного кабеля 10, которая предпочтительно составляет минимум 4, и может находиться в диапазоне от 4 до 66 диаметров оптической трубы этого оптоволоконного провода. Другими словами, для любого высокопрочного кабеля для передачи данных по настоящему изобретению предпочтительно, чтобы толщина той части дополнительного термопластичного слоя 3, которая является внешней от самого внешнего края 15 буферного слоя 45 оптоволоконного провода, формирующего высокопрочный кабель для передачи данных, находилась в диапазоне от 4 до 66 диаметров оптической трубы этого оптоволоконного провода.
Экран 4 для защиты от потока может быть любым слоем, который останавливает и/или практически останавливает прохождение расплавленных (например, «полужидких») фаз термопластичного материала через экран для защиты от потока. Предпочтительно экран для защиты от потока формируется путем плотного сплетения полиэфирных волокон или нитей с такой плотной структурой оплетки, что расплавленные фазы термопласта, содержащиеся в дополнительном термопластичном слое 3, а также содержащиеся внутри сердечника 1, не проходят и/или практически не проходят через экран для защиты от потока. Когда желательно реализовать опциональный, но менее предпочтительный вариант осуществления высокопрочного кабеля для передачи данных по настоящему изобретению путем формирования высокопрочного кабеля для передачи данных, опуская стадии нагревания кабеля до тех пор, пока термопластичный материал в сердечнике 1 и/или слой 3 не достигнет расплавленного состояния, что идет вразрез уровню техники и отраслевому тренду, экран для защиты от потока может быть опущен, и таким образом экран для защиты от потока является опциональным и не обязательным в таких вариантах осуществления, что также идет вразрез уровню техники и отраслевому тренду.
Слой 5 оболочки силового элемента предпочтительно формируется из суперволокна, такого как HMPE, и когда выбирается вариант теплового растяжения высокопрочного кабеля для передачи данных при температуре фазового перехода термопласта или около нее, этот слой предпочтительно формируется с помощью 24-прядевой оплеточной машины, чтобы получить полый плетеный слой 5 оболочки силового элемента из 24 прядей, например с конструкцией прядей «2×24» и еще более предпочтительно «3×24», что идет вразрез с уровнем техники и отраслевым трендом использования 12-прядевой оплеточной машины для изготовления полого плетеного слоя 5 оболочки силового элемента из 12 прядей. Когда выбирается нагревание и растяжение высокопрочного кабеля для передачи данных по настоящему изобретению, такая стадия выполняется перед установкой эластичного клейкого слоя 6 и внешнего покрытия 7 таким образом, чтобы в результате получилась комбинация внешнего слоя 3 основного кабеля 10 и экрана 4 для защиты от потока, охватывающего основной кабель 10, деформируемая так, чтобы она адаптировалась к внутренней полости полого плетеного силового элемента (а также чтобы заставить основной кабель 10 принять волнообразный профиль на виде сверху, см. Фиг. 7), причем, наиболее предпочтительно, не деформируя слой термопластичного материала, который является наиболее внешним от сердечника 1 и вокруг которого оптоволоконные провода формируют свою спираль (см. Фиг. 8), который может быть определен путем формирования внешнего слоя термопластичного материала сердечника 1 другого цвета, чем слой 3 термопластичного материала, и определения того, деформируется ли их граница раздела в результате нагрева и растяжения, при этом цель состоит в том, чтобы удалить конструктивное растяжение и вызвать уплотнение силового элемента, не деформируя сердечник 1, что идет вразрез с уровнем техники и отраслевым трендом, как было проиллюстрировано нашими предшествующими патентными заявками, где оптоволоконные провода вдавливались в сердечник 1 в результате стадий растяжения и/или стадий нагрева и растяжения.
Эластичный клейкий слой 6 предпочтительно представляет собой тип полиуретана, такой как смешанный из двух или более компонентов полиуретан, который предпочтительно наносится в текучем состоянии на внешнюю поверхность слоя оболочки силового элемента непосредственно перед формированием защитного покрытия 7 вокруг слоя оболочки силового элемента. В результате эластичный клейкий слой 6 связывает слой оболочки силового элемента с защитным покрытием.
Процессы производства
Способ производства высокопрочного кабеля для передачи данных по настоящему изобретению включает в себя стадии:
(а) Стадия 1: обеспечение гибкого сердечника 1 из твердого материала (см. Фиг. 2), и предпочтительно сердечника 1, связанного с первым силовым элементом 8, который располагается внутри и в центре сердечника 1, как показано на Фиг. 1, Фиг. 1A и Фиг. 2. Сердечник 1 содержит гибкий твердый термопластичный материал, и когда он не содержит никаких других элементов, кроме первого силового элемента 8, предпочтительно содержит, в дополнение к первому силовому элементу 8, только гибкий твердый термопластичный материал (сам первый силовой элемент 8 в идеале формируется из нетермопластичного материала, как было описано выше). Сердечник 1 предпочтительно имеет форму кабеля и/или стержня с круглым поперечным сечением; или форму удлиненного объекта с круглым поперечным сечением в плоскости, перпендикулярной продольной оси сердечника 1. Важно отметить, что какие бы элементы не входили в состав сердечника 1, такие как, например, металлический провод для электропитания, сердечник 1 имеет внешний поверхностный слой, сформированный из гибкого твердого термопластичного материала.
(b) Стадия 2: расположение по меньшей мере одного и вплоть до нескольких оптоволоконных проводов 2 в виде спирали вокруг внешней стороны сердечника (см. Фиг. 3). Эта стадия может быть выполнена с использованием намоточной машины, такой как машина, которая вращается вокруг центральной точки одной или нескольких бобин и/или шпулек, каждая из которых несет намотанный на нее оптоволоконный провод. Гибкий сердечник 1 непрерывно пропускается через центральную ось намоточной машины, например путем разматывания с питающей катушки и наматывания на приемную катушку, предпочтительно с направляющими, удерживающими сердечник 1, пропускаемый через центральную точку намотки намоточной машины, расположенными вдоль центральной оси намоточной машины. Необходимо следить за тем, чтобы оптоволоконные провода разматывались с бобин и/или шпулек в направлении, перпендикулярном или по меньшей мере более перпендикулярном к продольной оси бобин и/или шпулек, так, чтобы оно было параллельно этой оси, чтобы оптоволоконным проводам не передавалось вращение. Оптоволоконные провода, и таким образом шпульки и/или бобины, располагаются на одинаковом расстоянии друг от друга (см. Фиг. 3A), и оптоволоконные провода наматываются и располагаются на термопластичной поверхности сердечника 1 (см. также Фиг. 3A). Например, если имеется четыре оптоволоконных провода, имеется четыре шпульки и/или бобины, расположенные под углом шестьдесят градусов друг к другу. Если имеется три оптоволоконных провода, тогда аналогично имеется три шпульки и/или бобины, расположенные под углом сто двадцать градусов друг к другу. Если имеется два оптоволоконных провода, то имеется две шпульки и/или бобины, расположенные под углом сто восемьдесят градусов друг к другу. Когда только один оптоволоконный провод используется для формирования высокопрочного кабеля для передачи данных по настоящему изобретению, тогда предпочтительно прядь, и/или нить, и/или волокно, которое не является оптоволоконным проводом, также располагается на сердечнике 1 спиральным образом в том же самом положении и с помощью тех же средств и оборудования, что и второй оптоволоконный провод, если бы он использовался, в результате чего получается спиральный оптоволоконный провод и спиральная прядь, которая не является оптоволоконным проводом, которая также может быть прядью из термопластичного материала или, например, полиэстера. Еще более предпочтительно, когда используется только один оптоволоконный провод, тогда две пряди, и/или нити, и/или волокна располагаются спирально вокруг сердечника 1, причем эти три элемента, например один оптоволоконный провод и две пряди, и/или нити, и/или волокна, которые не являются оптоволоконным проводом, располагаются под углом сто двадцать градусов друг к другу и наматываются на сердечник 1 с помощью тех же средств и оборудования, которые используются при намотке на сердечник 1 трех оптоволоконных проводов. В этом случае эти две пряди, и/или нити, и/или волокна могут быть прядями из термопластичного материала или, например, полиэстера.
(с) Стадия 3: необязательно, но наиболее предпочтительно, обеспечение дополнительной фиксации между сердечником и оптоволоконными проводами, которые образуют спираль вокруг сердечника;
(d) Стадия 4: расположение дополнительного термопластичного материала 3 вокруг комбинации сердечника 1 и оптоволоконных проводов 2, спирально обмотанных вокруг сердечника 1, чтобы заключить оптоволоконные провода между сердечником 1 и термопластичным материалом 3 (см. Фиг. 4), и отверждение дополнительного термопластичного материала 3, чтобы полностью заключить спирально расположенные оптоволоконные провода внутрь твердого, гибкого материала, сформированного в виде стержня и/или кабеля, получая таким образом основной кабель 10 (см. также Фиг. 5). Полиэтилен и различные формы полиэтилена являются подходящими для термопластичного материала сердечника 1 и слоя 3. Эта стадия может быть выполнена путем размещения после вышеупомянутой центральной точки намотки экструзионной головки, которая экструдирует текучий термопластичный материал вокруг комбинации: сердечника 1 и всего, что соединено с сердечником 1, например, любых оптоволоконных проводов, спирально намотанных вокруг сердечника 1; а также любых прядей, и/или нитей, и/или волокон, спирально намотанных вокруг сердечника 1 (например, когда используется только один, или в некоторых случаях когда используются только два оптоволоконных провода), и протягивания и/или иного пропускания «кабеля», сформированного этой комбинацией, через экструзионную головку при экструзии (предпочтительно под давлением) термопластичного материала, чтобы сформировать слой 3, предпочтительно выбирая температуру расплавленного термопластичного материала, а также давление экструдирования и время экструзии, которые вызывают размягчение (но не разжижение) поверхности термопластичной внешней части сердечника 1, создавая в то же время достаточное давление для того, чтобы частично протолкнуть оптоволоконные провода на внешнюю термопластичную поверхность сердечника 1 так, чтобы они зафиксировались в поверхности сердечника 1, с последующим отверждением термопластичного материала, формирующего слой 3 (при продолжении подачи сердечника 1), формируя таким образом основной кабель 10.
Для дальнейшего обсуждения основного кабеля 10: Фиг. 5 показывает вид сбоку того, что является стадией производства основного кабеля 10 наиболее предпочтительного варианта осуществления высокопрочного кабеля для передачи данных в соответствии с настоящим изобретением (например, основного кабеля, который является результатом стадий 1-4, особенно обязательных стадий 1, 2 и 4, и предпочтительно необязательной стадии 3) и перед заключением основного кабеля внутрь экрана для защиты от потока или силового элемента, и конечно же любыми выбранными стадиями нагревания и растяжения), где формирующий сердечник 1 термопластичный материал, а также любой термопластичный материал и/или элементы, формирующие сердечник 1, а также дополнительный термопластичный материал, формирующий слой 3 основного кабеля, не показаны на чертеже, за исключением периферийного контура термопластичного материала, формирующего слой 3, чтобы сделать видимыми спиральные оптоволоконные провода 2, которые полностью заключены в твердый, гибкий термопластичный материал. Хотя на Фиг. 5 показаны три оптоволоконных провода, часто предпочтительнее один, хотя может использоваться любое необходимое количество. Соответственно, на Фиг. 5 показан основной кабель 10, содержащий оптоволоконный провод 2, расположенный в виде спирали и полностью заключенный в гибкий твердый материал.
Обсудив основной кабель 10, получаемый в результате стадий 1-4, продолжим обсуждение последующих стадий производства:
(e) Стадия 5: необязательно, и в том случае, когда желательно нагреть и растянуть высокопрочного кабеля для передачи данных после добавления силового элемента, последующая стадия формирует экран 4 для защиты от потока (см. Фиг. 6) вокруг основного кабеля 10 (предпочтительно непосредственно вокруг дополнительного термопластичного материала, формирующего слой 3, расположенный вокруг комбинации сердечника 1 и оптоволоконных проводов 2, спирально намотанных вокруг сердечника);
(f) Стадия 6: формирование предпочтительно плетеного слоя 5 оболочки силового элемента из полимерного материала вокруг термопластичного материала, формирующего слой 3 (см. Фиг. 1), или, если был выполнена необязательная стадия формирования экрана 4 для защиты от потока вокруг слоя 3, тогда слой оболочки силового элемента формируется вокруг экрана для защиты от потока путем растяжения всех элементов, содержащихся внутри экрана для защиты от потока; гарантируя при этом, что оптоволоконные провода остаются неповрежденными, и таким образом формируя высокопрочный кабель для передачи данных по настоящему изобретению.
Предпочтительной конструкцией для слоя оболочки силового элемента является полая плетеная конструкция, предпочтительно в которой имеется равное количество прядей S и Z, образующих полую оплетку, причем каждая основная прядь оплетки предпочтительно имеет уплощенную форму. Каждая такая прядь оплетки предпочтительно имеет ширину, которая минимум в два раза больше ее высоты, особенно когда она находится в сформированном слое полой плетеной оболочки силового элемента. Каждая такая прядь оплетки предпочтительно также состоит из множества нитей. Предпочтительно каждая такая прядь оплетки содержит две нити, каждая из которых не имеет плетеной или параллельной укладки, а предпочтительно имеет скрученную/уложенную конструкция, особенно с длинной скруткой и/или неплотной скруткой, в соответствии с отраслевыми стандартами для неплотной скрутки для HMPE и/или другого выбранного волокна. Важно и предпочтительно, чтобы каждая такая нить была сформирована достаточно рыхлой, например достаточно свободно скрученной/уложенной, чтобы натяжение плетения, прикладываемое устройством для плетения, деформировало каждую такую нить в сплющенную форму, имеющую большую ширину по сравнению с ее высотой в конечном слое оболочки полого плетеного силового элемента. Таким образом, пряди оплетки принимают уплощенную форму с соотношением сторон больше двух к одному. Иными словами, поскольку имеется минимум две нити, формирующие каждую прядь оплетки, формирующей слой оболочки силового элемента, и поскольку каждая такая нить имеет такую же высоту и ширину, что и другие такие нити, формирующие одну прядь оплетки, и поскольку каждая такая нить имеет большую ширину по сравнению со своей высотой после процесса плетения, окончательная прядь оплетки, которая формируется как минимум из двух нитей, должна в результате удлинения и/или определять уплощенную форму, имеющую большую ширину по сравнению с ее высотой, где ширина в два или более раз больше высоты.
В отличие от уровня техники и отраслевого тренда высокопрочный кабель для передачи данных по настоящему изобретению может использоваться в том состоянии, в котором он находится на вышеописанной стадии 6, предпочтительно после нанесения защитного покрытия, которое приклеивается к силовому элементу с помощью эластичного клейкого слоя. Однако это является нежелательным. Наиболее предпочтительно, и вопреки уровню техники и отраслевому тренду высокопрочный кабель для передачи данных, сформированный способами, описанными выше в стадиях 1-6, (и не имеющий клейкого слоя 6 и внешнего покрытия 7), дополнительно подвергается стадиям нагрева высокопрочного кабеля для передачи данных, выбираемого так, чтобы он был достаточным для того, чтобы предпочтительно обеспечить деформацию термопластичного слоя 3 без изменения фазы содержащего термопластичный материал сердечника 1; и еще более предпочтительно, и также в отличие от уровня техники и отраслевого тренда, также без изменения фазы содержащего термопластичный материал слоя 3 и/или высокопрочного кабеля для передачи данных (например так, чтобы исключить изменение фазы упомянутого термопласта с твердой на расплавленную и/или жидкую), причем эти стадии объединяются со стадиями растяжения кабеля на заданную величину для постоянного удлинения и постоянного уплотнения слоя оболочки силового элемента и основного кабеля 10, особенно так, чтобы уменьшить его диаметр, а также диаметр и среднюю толщину всего высокопрочного кабеля для передачи данных (без клейкого слоя 6 и внешнего покрытия 7), с последующим охлаждением высокопрочного кабеля для передачи данных (без его клейкого слоя 6 и внешнего покрытия 7), предпочтительно при сохранении достаточного натяжения кабеля, чтобы сохранить его удлинение и уплотнение, так, чтобы комбинация внешней части термопластичного слоя 3 в сочетании с экраном 4 защиты от потока приобрела форму, которая соответствует и поддерживает естественную внутреннюю поверхность стенки полости полого плетеного силового элемента, сохраняя при этом заданную величину удлинения и уплотнения так, чтобы постоянно удлинять и постоянно уплотнять, а также постоянно уменьшать диаметр кабеля. В отличие от уровня техники и отраслевого тренда, как было показано в наших предыдущих патентных заявках, величины тепла, натяжения и времени в одном предпочтительном варианте осуществления предпочтительно выбираются таким образом, чтобы заставить комбинацию термопластичного слоя 3 и экрана 4 для защиты от потока деформироваться так, чтобы адаптироваться к естественной форме стенки внутренней полости полого плетеного силового элемента 5, при этом наиболее предпочтительно: (i) не смещая оптоволоконных проводов 2; (ii) предотвращая смещение оптоволоконных проводов 2 в материале сердечника 1 после стадий нагрева и растяжения по сравнению с их положением до стадий нагрева и растяжения; и (iii) предотвращая переплетение оптоволоконных проводов с сердечником 1 по сравнению с их положением относительно сердечника 1 до стадий нагрева и растяжения.
Следующей стадией производства высокопрочного кабеля для передачи данных может быть покрытие слоя оболочки силового элемента защитным покрытием 7, которое предпочтительно приклеивается к слою оболочки силового элемента с помощью эластичного клейкого слоя 6.
Сформированный таким образом высокопрочный кабель для передачи данных по настоящему изобретению обеспечивает гораздо более высокое качество сигнала данных и/или разрешение по сравнению с известными высокопрочными кабелями для передачи данных, что позволяет использовать оборудование, которое в настоящее время находится в разработке, но не может использоваться с известными высокопрочными кабелями для передачи данных, и которое позволяет идентифицировать виды рыб и различать их размеры, позволяя тем самым избежать вылова нецелевой рыбы, а также молоди и малоразмерной рыбы, улучшая таким образом здоровье рыбных промыслов, морских млекопитающих и морских птиц, а также рыбацких сообществ, которые зависят от них, достигая при этом целей настоящего раскрытия.
Удивительно и неожиданно то, что путем объединения стадий обеспечения дополнительной фиксации между сердечником и оптоволоконными проводами, спирально намотанными вокруг сердечника, то есть более сильной фиксации, чем та, которая получается путем спиральной намотки оптоволоконных проводов вокруг сердечника 1, с последующими стадиями расположения дополнительного термопластичного материала 3 так, чтобы полностью заключить спирально намотанные оптоволоконные провода 2 внутрь термопластичного материала, где термопластичный материал сердечника 1 также образует поверхность сердечника 1 и является совместимым и формирует плотную и предпочтительно неразрывную связь с термопластичным материалом, используемым для формирования дополнительного слоя 3 термопластичного материала, и предпочтительно является тем же самым материалом, что и термопластичный материал слоя 3, с последующим отверждением и/или охлаждением слоя 3, формируя таким образом основной кабель 10, с последующим формированием слоя оболочки полимерного силового элемента, предпочтительно из волокон HMPE, вокруг слоя 3 (и необязательно экрана для защиты от потока), так что даже без теплового растяжения с температурами, достаточными для того, чтобы термопласт одного или обоих сердечника 1 и слоя 3 достиг расплавленной фазы, формируется высокопрочный кабель для передачи данных с высоким разрешением сигнала.
Ключевая стадия обеспечения дополнительной фиксации между сердечником 1 и оптоволоконными проводами, спирально намотанными вокруг сердечника 1, может быть выполнена любым подходящим способом, который предотвращает скольжение оптоволоконного провода вдоль сердечника 1, и особенно любым подходящим способом, который мешает оптоволоконному проводу скользить вдоль сердечника 1, и/или который сохраняет первоначальную спиральную форму оптоволоконных проводов, так что спиральная форма оптоволоконных проводов не изменяется во время дальнейших стадий обработки, включая, но не ограничиваясь этим, стадию расположения дополнительного термопластичного материала 3 вокруг оптоволоконных проводов и сердечника 1, чтобы полностью заключить оптоволоконные провода внутрь термопластичного материала.
Другими словами, фиксация между оптоволоконными проводами и сердечником, вокруг которого они расположены, увеличивается, чтобы обеспечить сопротивление скольжению по сердечнику и/или изменению формы спирали оптоволоконных проводов большее, чем то, которое обеспечивается лишь тем, что оптоволоконные провода располагаются спиральным способом вокруг сердечника. Примеры включают в себя:
1. расположение липкого вещества, такого как клейкое вещество, на внешней поверхности сердечника перед намоткой оптоволоконных проводов вокруг сердечника спиральным образом. Липкое вещество могло быть расположено путем пропускания сердечника через ванну такого липкого вещества, которое не сохнет слишком быстро, или путем распыления, нанесения валиком или кистью такого вещества на сердечник. Это вещество должно быть совместимо с расплавленными фазами термопласта, выбранного для термопластичного сердечника и для дополнительного термопластичного материала, формирующего слой 3.
2. приклеивание оптоволоконных проводов к сердечнику, вокруг которого они наматываются, например, путем их связывания на месте двусторонней клейкой лентой.
3. нагревание оптоволоконных проводов перед их намоткой вокруг сердечника так, чтобы сочетание их температуры и натяжения на оптоволоконных проводниках при наложении их на сердечник заставляло их вытеснять часть материала на поверхность сердечника и формировать углубленную дорожку, такую как канавка на поверхности сердечника, внутри которой помещается по меньшей мере часть ширины спиральных оптоволоконных проводов.
4. нагревание сердечника или по меньшей мере его поверхности перед спиральной намоткой оптоволоконных проводов вокруг сердечника так, чтобы комбинация тепла и натяжения на оптоволоконных проводах при их спиральной намотке на сердечник заставляла оптоволоконные провода вытеснять часть материала на поверхность сердечника и формировать углубленную дорожку, такую как канавка на поверхности сердечника, внутри которой помещается по меньшей мере часть ширины каждого оптоволоконного провода.
5. распыление или нанесение иным способом клейкого вещества на оптоволоконные провода перед их спиральной намоткой вокруг сердечника так, чтобы они прилипали к сердечнику и сопротивлялись перемещению по длине сердечника.
6. распыление или расположение иным способом клейкого вещества на комбинации оптоволоконных проводов и сердечника после их спиральной намотки вокруг сердечника так, чтобы оптоволоконные провода стали приклеенными к сердечнику и сопротивлялись перемещению вдоль него.
7. предпочтительным в настоящее время способом дополнительной фиксации между сердечником и оптоволоконными проводами, спирально намотанными вокруг сердечника, является пропускание сердечника, который уже имеет оптоволоконные провода, расположенные вокруг него в форме спирали, через нагревательный элемент, который использует тепло, такое как лучистое тепло, при температуре и продолжительности воздействия, достаточных для возбуждения (предпочтительно термопластичной) поверхности сердечника, с последующим достижением комбинацией сердечника и оптоволоконных проводов более низкой температуры, чем температура внутри нагревательного элемента, и особенно температуры, при которой термопласт находится в твердой фазе, с последующим размещением дополнительного термопластичного материала вокруг комбинации сердечника и оптоволоконных проводов, спирально расположенных вокруг него.
После выполнения стадии обеспечения дополнительной фиксации между сердечником и оптоволоконными проводами, спирально расположенными вокруг него, предпочтительно выполняется стадия расположения дополнительного термопластичного материала, формирующего слой 3 вокруг комбинации сердечника 1 и оптоволоконных проводов, спирально расположенных вокруг него. Удивительно и неожиданно было обнаружено, что для выполнения этой стадии предпочтительно использовать тип экструдирования, известный как экструдирование под давлением. После того, как дополнительный термопластичный материал, формирующий слой 3 был расположен так, чтобы полностью заключить оптоволоконные провода внутрь термопласта слоя 3 и термопласта по меньшей мере поверхности сердечника 1, следующая стадия должна сформировать экран для защиты от потока вокруг термопластичного слоя 3, с последующими стадиями производства, описанными выше, для формирования слоя оболочки силового элемента, эластичного клейкого слоя и защитного покрытия.
Альтернативные варианты осуществления сердечника
Фиг. 14 показывает в перспективе поперечное сечение альтернативного основного кабеля 110 по настоящему изобретению в плоскости, перпендикулярной продольной оси альтернативного основного кабеля 110. Как показано, альтернативный основной кабель 110 включает в себя вариант основного кабеля 10, который включает в себя коаксиальный кабель 111, содержащийся внутри основного кабеля 10, и дополнительно включает в себя несколько дополнительных проводов 112, которые заключены в жесткий материал 114, предпочтительно жесткий термопластичный материал, который предпочтительно является тем же самым термопластом, что и слой 3 основного кабеля 10. Как показано, несколько дополнительных проводов 112 располагаются снаружи основного кабеля 10. Наиболее предпочтительно экран 4 защиты от потока формируется вокруг и закрывает основной кабель 10, и наиболее предпочтительно несколько дополнительных проводов 112 располагаются снаружи как основного кабеля 10, так и экрана 4 для защиты от потока, который покрывает основной кабель 10. Несколько дополнительных проводов 112 предпочтительно укладываются параллельно вокруг основного кабеля 10, но могут быть скручены.
Предпочтительный в настоящее время способ формирования альтернативного основного кабеля 110 включает в себя стадии:
A) обеспечение законченного основного кабеля 10, произведенного как описано выше, покрытого экраном 4 для защиты от потока;
B) обеспечение нескольких стержней 116, где каждый стержень содержит провод 112, заключенный в жесткий материал 114, который предпочтительно является тем же самым термопластичным материалом, что и слой 3, и где каждый стержень 116 покрыт экраном 117 для защиты от потока, который предпочтительно формируется из плотно сплетенных полиэфирных волокон и/или нитей, которые предпочтительно сплетены в виде полой оплетки, но также может быть любым слоем, который останавливает и/или в основном препятствует прохождению расплавленных (например, «полужидких») фаз термопластичного материала через экран для защиты от потока;
C) расположение желаемого количества стержней 116, предпочтительно параллельно, вокруг основного кабеля 10, формируя тем самым альтернативный основной кабель 110; и
D) расположение экрана 4A для защиты от потока вокруг основного кабеля 110, где экран 4A для защиты от потока предпочтительно формируется из плотно сплетенных полиэфирных волокон и/или нитей, которые предпочтительно сплетены в виде полой оплетки, но также может быть любым слоем, который останавливает и/или в основном препятствует прохождению расплавленных (например, «полужидких») фаз термопластичного материала через экран для защиты от потока.
Хотя стержни 116 могут иметь любую форму поперечного сечения, в настоящее время предпочтительно, чтобы сами стержни 116 формировались таким образом, чтобы иметь коническую форму 118 поперечного сечения (если смотреть в плоскости, перпендикулярной длинному размеру любого такого стержня 116), такую как, например, усеченный клин, чтобы облегчить их расположение при параллельной укладке вокруг основного кабеля 10.
Предпочтительно, чтобы каждый провод 112 присоединялся к силовому элементу (не показан) перед заключением в оболочку и/или другой слой термопластичного материала, например, путем прикрепления к волокну и/или нити из HMPE или арамида, например будучи сформированным в виде полой оплетки из медных и/или других металлических нитей вокруг силового элемента, где такой силовой элемент предпочтительно имеет более высокую температуру размягчения и/или температуру разрушения по сравнению с жестким материалом 114.
После того, как экран 4A для защиты от потока сформирован вокруг внешней стороны альтернативного основного кабеля 110, остальная часть процессов производства, описанных выше, которые происходят после формирования экрана 4 для защиты от потока основного кабеля 10, выполняются аналогичным образом для альтернативного основного кабеля 110, чтобы получить альтернативный вариант кабеля по настоящему изобретению, который может, например, использоваться в качестве комплектного троса для соединения плавучих судов с воздушными змеями, которые используются на таких судах в качестве паруса.
Способы использования
Со ссылкой на Фиг. 11: для использования высокопрочного кабеля для передачи данных по настоящему изобретению он должен быть присоединен к опрашивающему устройству или другому оборудованию, такому как гидролокатор, для чего необходимо обнажить оптоволоконные разъемы. Это предпочтительно может быть выполнено, во-первых, путем удаления частей покрытия 7, клейкого слоя 6, силового элемента 5 и экрана 4 защиты от потока, чтобы в результате основной кабель 10 выходил наружу и/или выступал из поверхности 44, образуемой обрезанными краями покрытия, клейкого слоя, силового элемента и экрана для защиты от потока; во-вторых, путем нагревания наружной поверхности слоя 3 выступающей части основного кабеля 10 (предпочтительно его самого дальнего конца 51), что, например, может быть выполнено путем направления потока нагретого воздуха из воздушного пистолета на часть оптоволоконного провода, видимую через предпочтительно просвечивающий термопластичный слой 3, формирующий внешнюю поверхность основного кабеля 10, в течение времени, достаточного для того, чтобы размягчить термопластичный материал, непосредственно контактирующий с выбранной частью оптоволоконного провода; с последующим выниманием оптоволоконного провода из слоя 3, что может быть выполнено путем прощупывания вдоль него остроконечными плоскогубцами или пинцетом, а затем захвата оптоволоконного провода на его дальнем конце 61; с последующим осторожным отрывом выбранного оптоволоконного провода от размягченного термопластичного слоя 3 основного кабеля 10; с последующей приостановкой и нагреванием следующей области термопластичного слоя 3 основного кабеля 10, которая находится снаружи от оставшихся в оболочке частей выбранного оптоволоконного провода; с последующим продолжением отрывания от основного кабеля 10 выбранного оптоволоконного провода до тех пор, пока он не будет обнажен и извлечен из основного кабеля 10 на длину, достаточную для того, чтобы его можно было соединить с другим оптоволоконным проводом, который соединяет оптоволоконный провод, формирующий высокопрочный кабель для передачи данных, с другими оптоволоконными проводами, соединяющимися с другим оборудованием. Когда кабель для передачи данных также включает в себя коаксиальный кабель или силовой провод, он также высвобождается из основного кабеля 10, как показано на Фиг. 11, чтобы сделать его доступным для соединения с другим оборудованием.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Кабель для передачи данных по настоящему изобретению может использоваться в качестве кабеля гидролокатора верхней подборы, а также может использоваться для соединения и связи, а при наличии металлического силового провода 21 и подачи питания к блокам гидролокатора, расположенным в других областях трала в дополнение к верхней подборе, и может, например, служить кабелем гидролокатора для блоков гидролокатора, установленных на средней части трала, мешке или мотне/кутке трала. Кабель для передачи данных также может разворачиваться с барабанов основных тросов траулера и служить двойной цели, например в качестве тралового троса, а также кабеля гидролокатора верхней подборы, и таким образом, например, связываться с гидролокатором верхней подборы или другим устройством в рыболовных снастях через траловый трос, а не через специализированный кабель гидролокатора верхней подборы.
Кабель для передачи данных по настоящему изобретению также может служить в качестве высокопрочного кабеля для передачи данных для траловых тросов, и таким образом, например, связываться с гидролокатором верхней подборы или другим устройством в рыболовных снастях через траловый трос, а не через специализированный улучшенный устойчивый к раздавливанию силовой и волоконный кабель с высокой разрешающей способностью, который также может использоваться в качестве буксирного троса, глубоководной лебедки, кранового троса, сейсмической линии, глубоководной швартовки, линии в стволе скважины, троса или линии ROV, сверхширокоугольной камеры для сейсмического наблюдения или в качестве несущего кабеля для передачи данных и/или энергии, подводящего кабеля для буксируемых массивов сейсмического наблюдения и/или энергетического кабеля. Ожидается, что при использовании в качестве линии ствола скважины и/или кабеля в стволе скважины целесообразно сделать окончательное внешнее покрытие из уложенной стальной проволоки для бронирования кабеля. Однако в большинстве других применений ожидается, что описанное выше плетеное покрытие будет наиболее полезным. При использовании в качестве сейсмической сверхширокоугольной камеры или в качестве троса подъемного крана, или в любом применении, требующем термостойкости, включая кабель в стволе скважины, ожидается, что будет полезным, чтобы силовой элемент был сформирован из полой плетеной конструкции из 24 прядей, что идет вразрез с уровнем техники и отраслевым трендом, где наиболее полезной считается конструкция прядей 2×24 или, еще более предпочтительно, конструкция прядей 3×24, где каждая из 24 прядей формируется из пряди арамида, которая заключена внутрь оболочки из HMPE, или PTFE, или полиэстера, а затем эти пряди плетутся вместе в полый плетеный 24-прядный силовой элемент, который предпочтительно представляет собой конструкцию прядей по меньшей мере 2×24 или 3×24. Когда использующийся в любом применении, требующем термостойкости, обнаружения тепла, обнаружения удлинения или обнаружения разрыва, или обнаружения области кабеля, ответственной за отказ какой-либо способности кабеля передавать данные и/или энергию, ожидается полезным, что улучшенный высокопрочный облегченный устойчивый к раздавливанию силовой оптоволоконный кабель с высоким разрешением по настоящему изобретению содержит для своих оптических волокон волокна такого типа, который может использоваться с запросчиками, которые считывают и интерпретируют рассеяние Бриллюэна и/или длины волн обратного рамановского рассеяния, и, в частности, с оптическими волокнами, способными передавать точно интерпретируемые длины волн бриллюэновского рассеяния и/или длины волн обратного рамановского рассеяния, чтобы можно было контролировать удлинение и/или нагрев оптических волокон в любой области по длине оптического волокна. Таким образом, путем пропускания света через оптические волокна таким образом, чтобы можно было считывать бриллюэновское рассеяние и/или обратное рамановское рассеяние, и интерпретировать длины волны Бриллюэна и/или Рамана с помощью подходящего запросчика, могут быть определены растяжение и/или нагрев в конкретных положениях вдоль контролируемого оптического волокна, и таким образом удлинение кабеля может быть определено в конкретных положениях вдоль его длины; и таким образом удлинение силового элемента кабеля, а также его температура могут быть определены в конкретных положениях вдоль кабеля; и таким образом можно определить целостность силового элемента кабеля, а также определить, подходит ли кабель для непрерывного использования в конкретном приложении, или его лучше заменить. Важно отметить, что предшествующие попытки использования длин волны бриллюэновского рассеяния и/или обратного рамановского рассеяния для отслеживания удлинения и/или нагрева оптических волокон в любой области по их длине и/или длине кабеля, содержащего оптические волокна, потерпели неудачу, и предшествующий уровень техники не предложил конструкции и способа кабеля для передачи данных по настоящему изобретению. Важно отметить, что в отрасли давно существует убежденность и тренд минимизировать изгиб оптоволоконных проводов, содержащихся внутри кабелей любого типа, включая, но не ограничиваясь этим, яхтенные кабели, включая использование таких оптоволоконных проводов для контроля нагрева и/или удлинения как оптоволоконных проводов, так и содержащих их кабелей. Это идет вразрез с современным уровнем техники, а также отраслевым трендом и общепринятыми представлениями, что оптоволоконный провод, имеющий спиральную форму и используемый для формирования сердечника кабеля в соответствии с описанными в настоящем документе способами и конструкцией, может передавать сигналы данных высокого разрешения. Тот факт, что кабель по настоящему изобретению функционирует таким образом, идет вразрез с распространенными мнениями в отрасли.
Таким образом, настоящее изобретение также основано на удивительном и неожиданном открытии того, что путем формирования кабеля для передачи данных с помощью процесса, включающего в себя стадии:
подвешивания в гибком твердом материале по меньшей мере одного и предпочтительно двух оптоволоконных проводов, определяющих спираль (или, альтернативно, определяющих двойную спираль; или, в случае трех или более оптоволоконных проводов, определяющих другие спиральные формы), чтобы сформировать основной кабель, образованный комбинацией (i) оптоволоконных проводов, определяющих спираль (и/или двойную спираль или другую спираль); и (ii) гибкого твердого материала, внутри которого подвешены (и предпочтительно полностью заключены) оптоволоконные провода, определяющие спираль, и с использованием основного кабеля в качестве поддерживающего сердечника для (предпочтительно плетеного) силового элемента, сформированного из полимерного материала, и предпочтительно где основной кабель поддерживает естественную форму внутренней полости стренги, чтобы температуру и удлинение кабеля можно было контролировать с помощью следующих стадий:
a) выбора оптоволоконных проводов, способных передавать длины волн бриллюэновского и/или обратного рамановского рассеяния;
b) пропускания света через оптические волокна таким образом, чтобы можно было считывать длины волн бриллюэновского и/или обратного рамановского рассеяния;
c) интерпретации длин волн Бриллюэна и/или Рамана с помощью подходящего устройства опроса, чтобы определить удлинение и/или нагрев в определенных местах вдоль оптического волокна или волокон, подлежащих мониторингу;
d) корреляции конкретных положений вдоль оптического волокна или волокон, контролируемых с помощью конкретных местоположений, по длине кабеля передачи данных, содержащего оптическое волокно или волокна; и соответствующих конкретным положениям вдоль контролируемых оптического волокна или волокон;
таким образом определении удлинения силового элемента кабеля, а также его температуры в упомянутых конкретных положениях вдоль кабеля.
Затем для или в определении целостности силового элемента кабеля следующим шагом является сопоставление известных значений удлинения и нагрева для силового элемента кабеля с точками данных, указывающими, что силовой элемент либо безопасен в использовании, либо должен быть заменен.
Альтернативно, но менее желательно, предполагается полезным, чтобы кабель по настоящему изобретению содержал в качестве своих оптических волокон оптические волокна с оптоволоконной решеткой Брэгга, в которых имеется несколько различных структур брэгговской решетки в одном волокне, соответствующих различным местоположениям по длине оптического волокна и отражающих длину волны и/или длины волн, которые отличаются от некоторых, всех или большей части других рисунков брэгговской решетки в других местах по длине оптического волокна, и таким образом по всей длине кабеля. Размещение оптоволокна с решеткой Брэгга в спиральной конструкции и подвешивание и/или заключение такого оптического волокна в жесткий материал в несущем кабеле идет вразрез с современным уровнем техники и отраслевым трендом, и неожиданно позволяет осуществлять полезный мониторинг тепла, удлинения и деформации с использованием в остальном известных способов.
Хотя настоящее изобретение было описано в терминах предпочтительного варианта осуществления, следует понимать, что такое раскрытие является чисто иллюстративным, и не должно интерпретироваться как ограничивающее. Следовательно, без отступлений от духа и области охвата настоящего изобретения, различные переделки, модификации и/или альтернативные приложения настоящего изобретения могут быть реализованы специалистами в данной области техники после прочтения предшествующего раскрытия. Соответственно предполагается, что прилагаемая формула изобретения охватывает все такие переделки, модификации или альтернативные приложения, которые соответствуют истинному духу и области охвата настоящего изобретения.
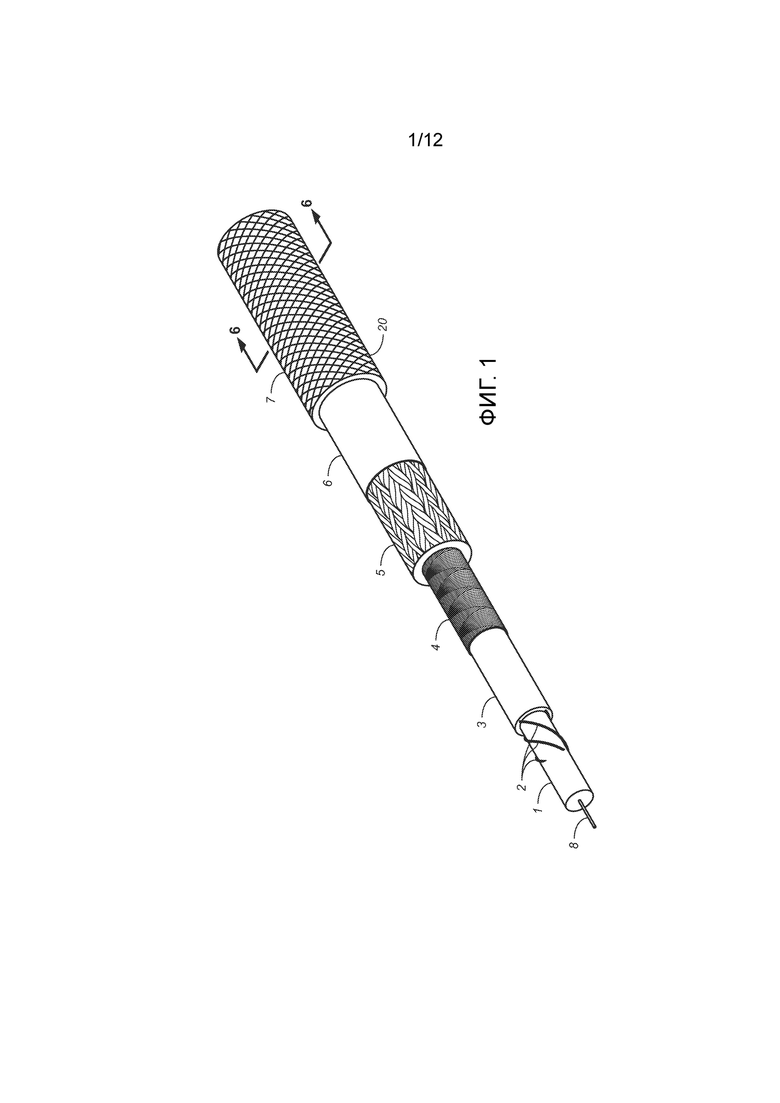
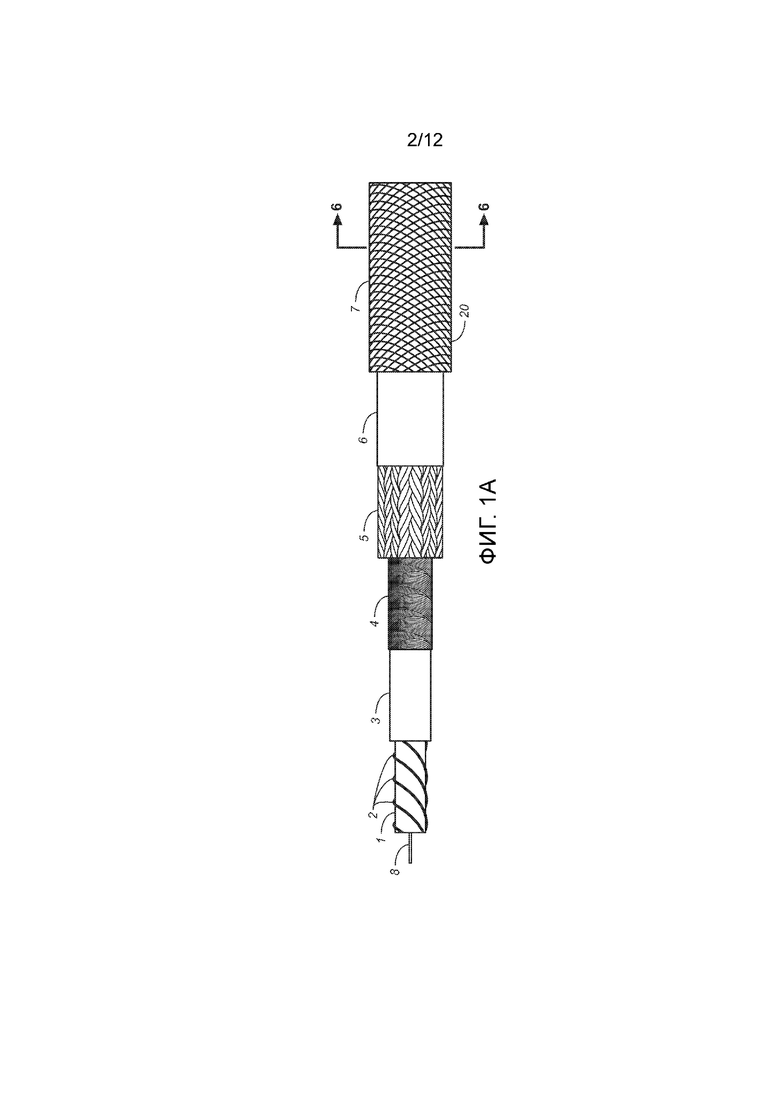
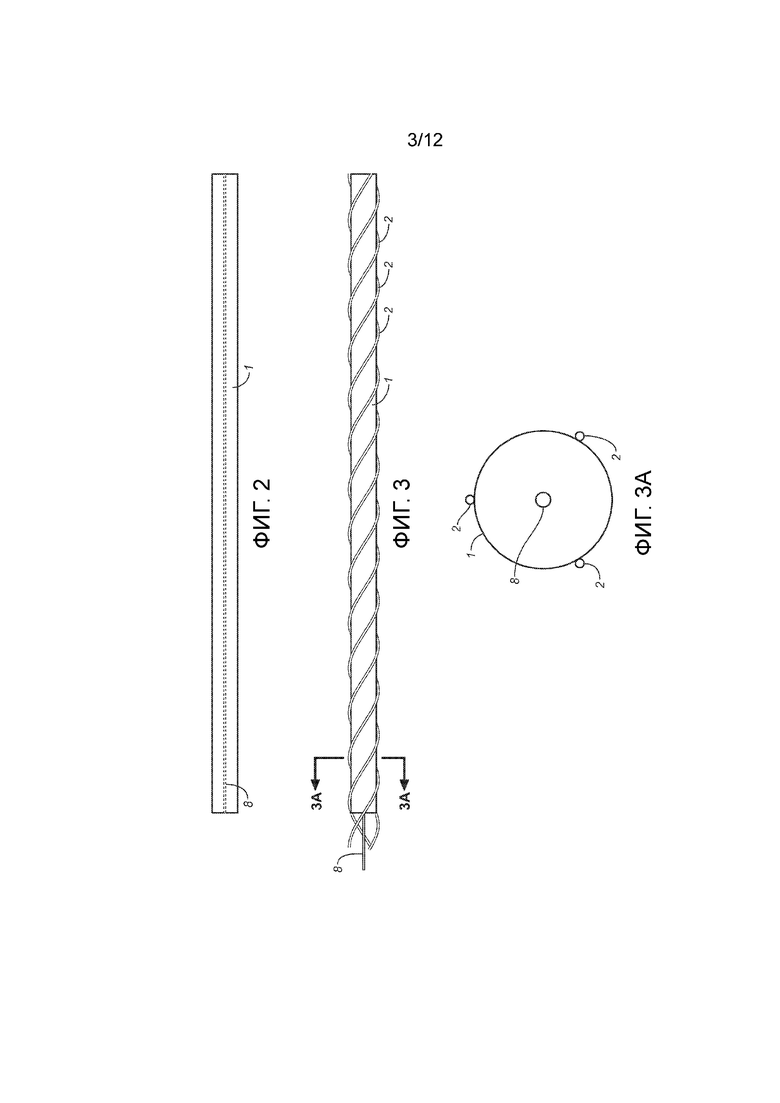
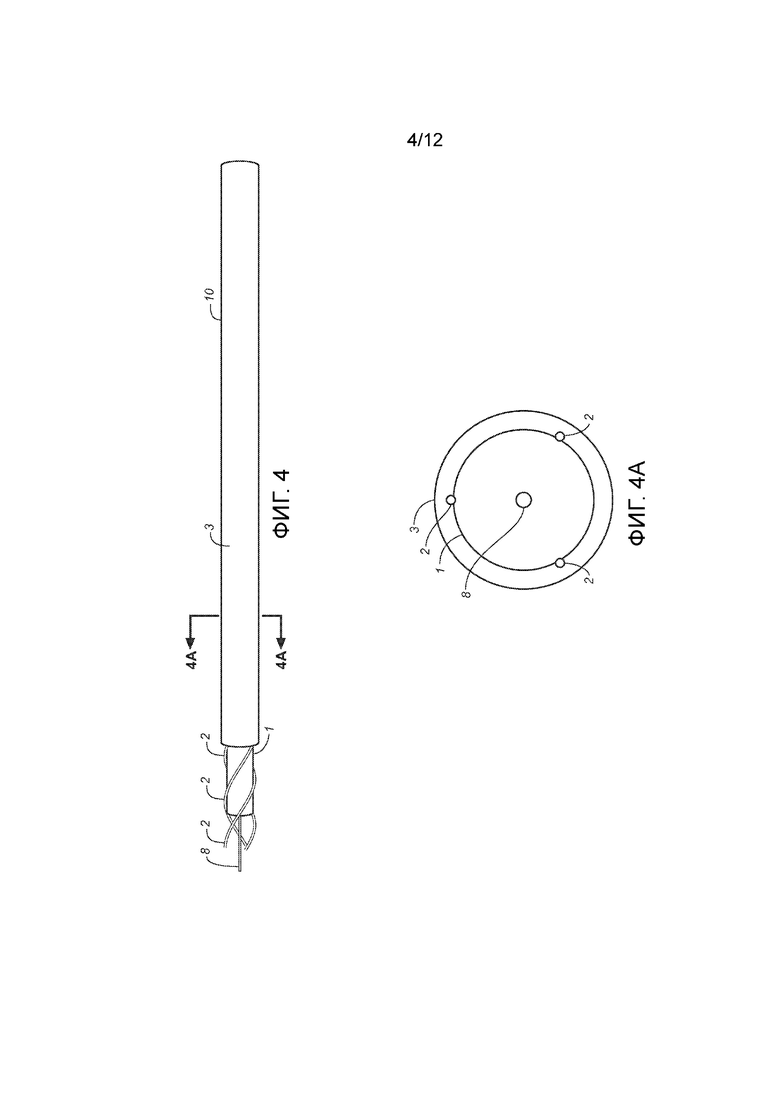
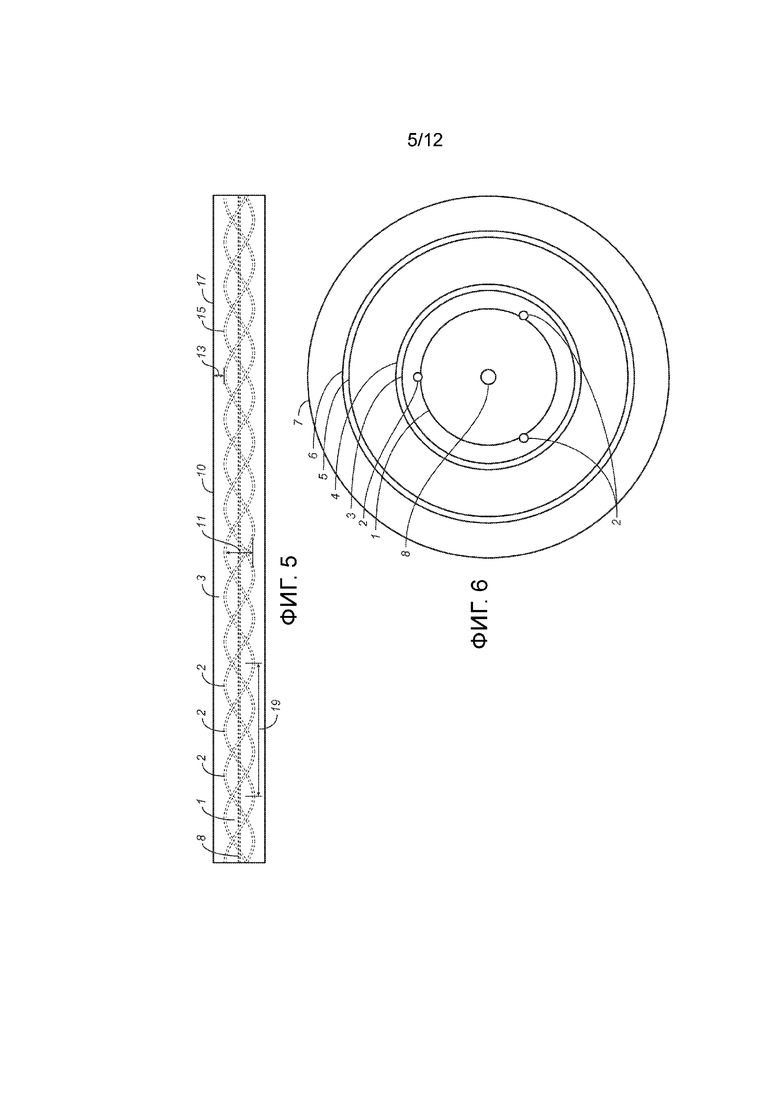
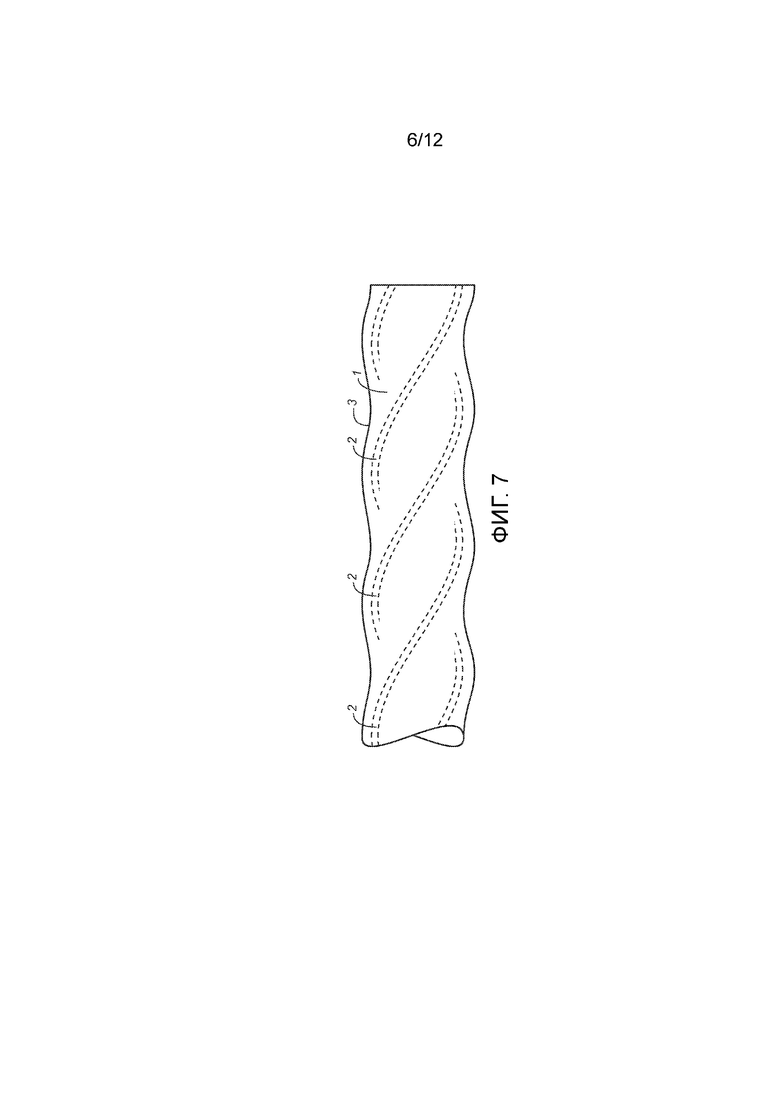
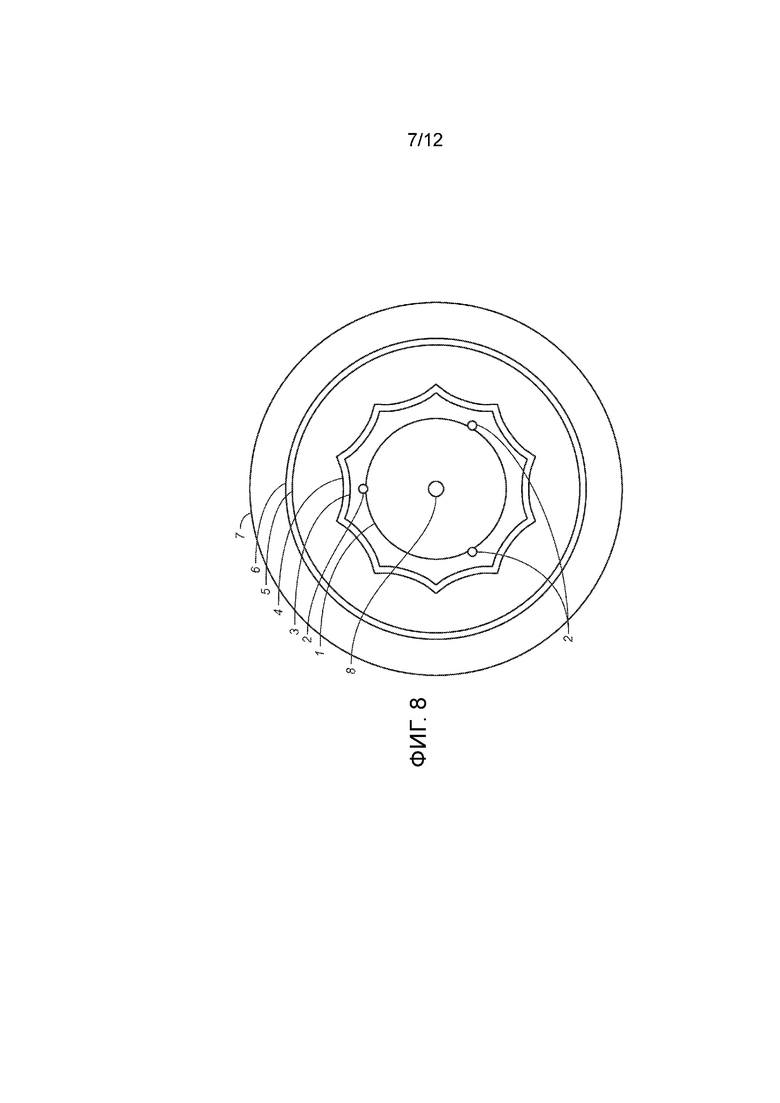
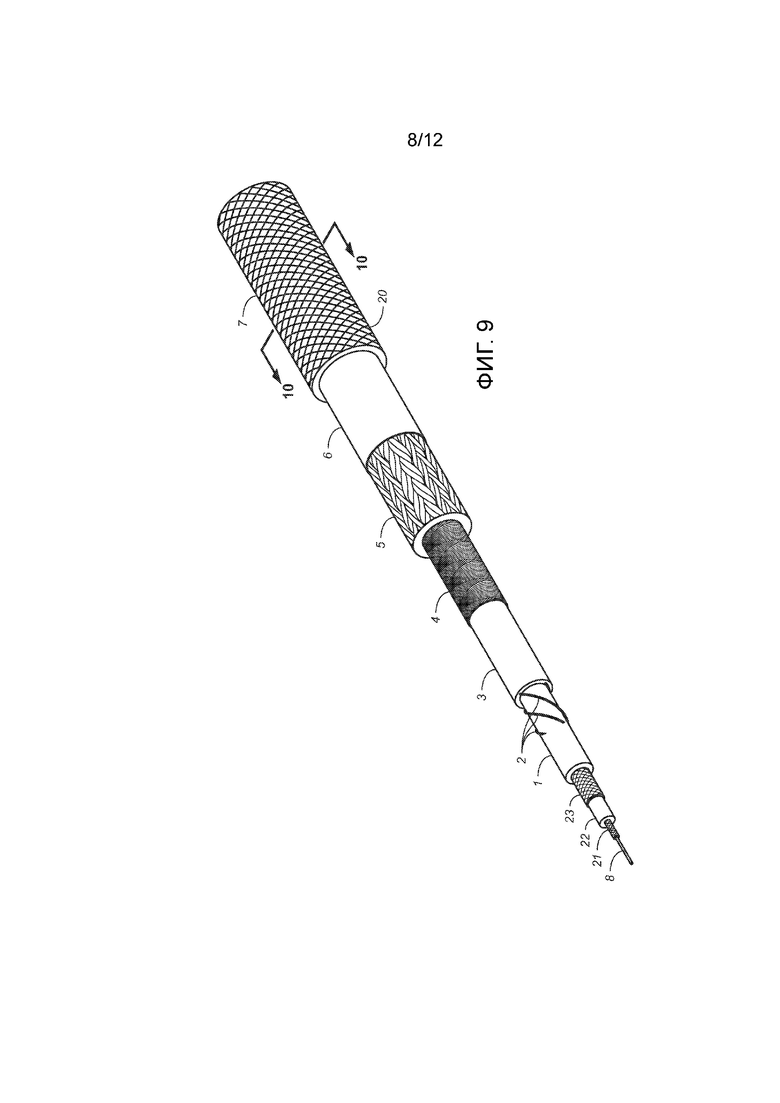
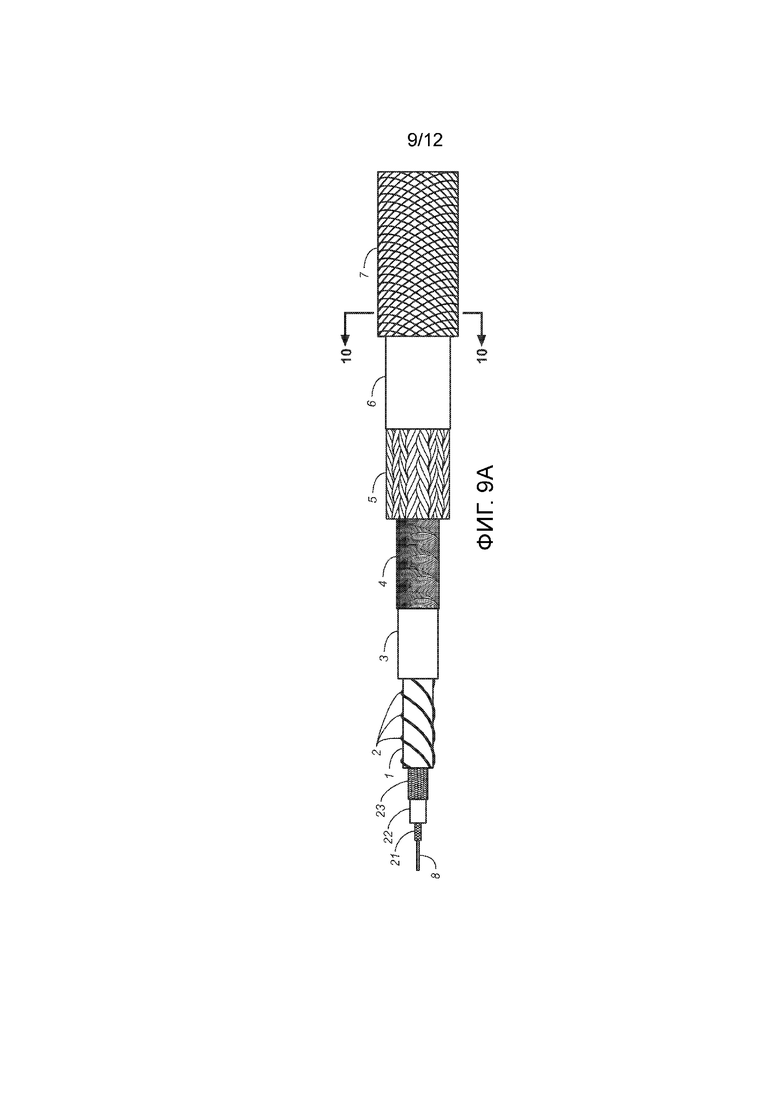
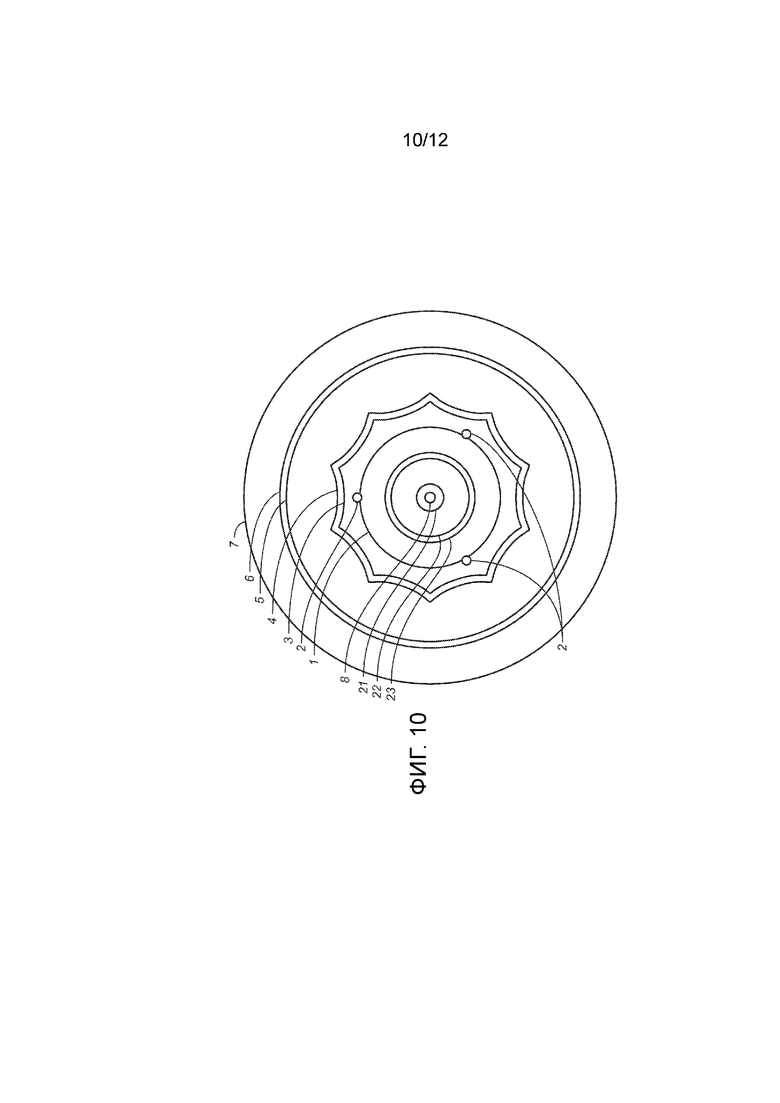
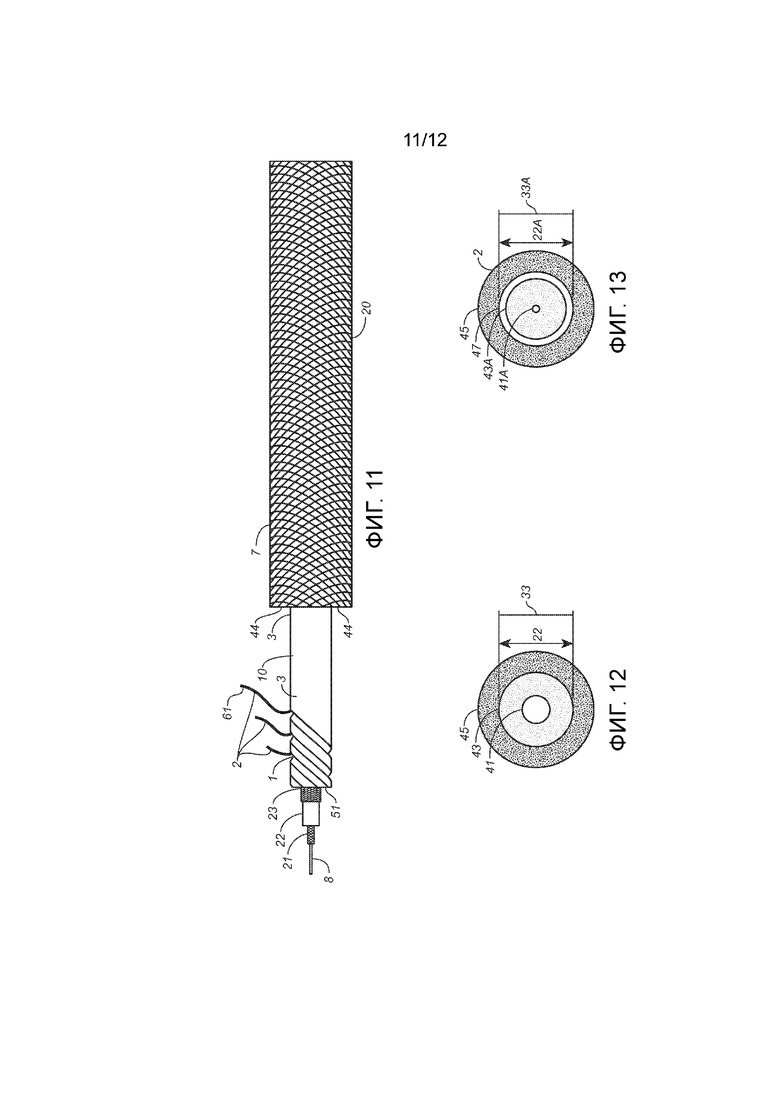
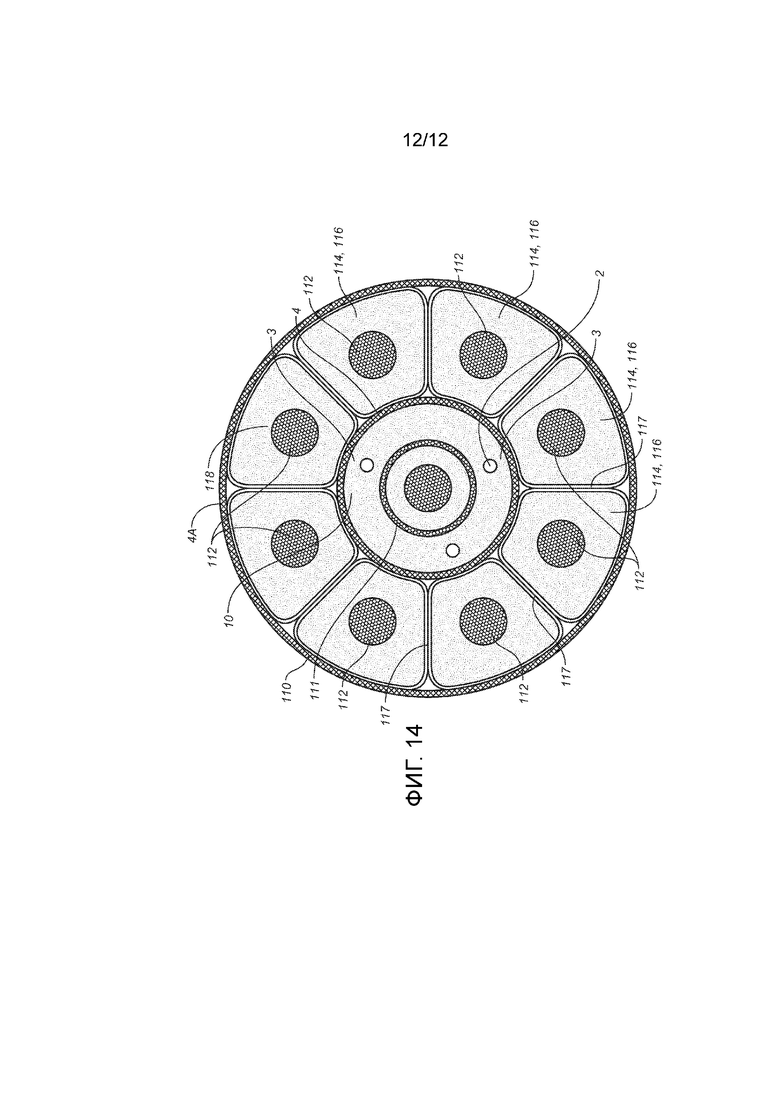
Использование: в области электротехники. Технический результат – повышение разрешения и качества сигнала, передаваемого посредством оптоволоконных проводов, содержащихся в кабеле, при повышении прочности кабеля. Для изготовления высокопрочного кабеля: располагают спиральным образом оптоволоконный провод (2) вокруг сердечника (1), содержащего термопластичный материал, располагают спиральным образом дополнительный термопластичный материал (3) вокруг комбинации сердечника (1) и оптоволоконного провода (2), отверждают термопластичные материалы для формирования основного кабеля (10). Затем формируют экран (4) вокруг основного кабеля (10)и полый плетеный силовой элемент, содержащий синтетический материал, вокруг основного кабеля, покрытого экраном. Натягивают и нагревают полученный кабель, не разрушая при этом структурную целостность слоя (3). Определяют, что достигнута желаемая величина удлинения и уплотнения полученного кабеля и силового элемента, содержащего указанный полученный кабель, с последующим охлаждением полученного кабеля до температуры окружающей среды при сохранении натяжения кабеля. 2 з.п. ф-лы, 18 ил. 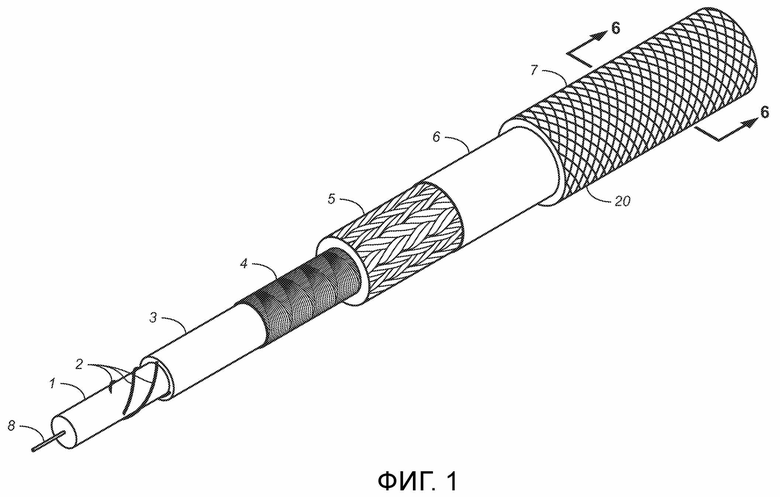
1. Процесс производства кабеля для передачи данных, содержащий этапы:
(i) расположения спиральным образом по меньшей мере одного оптоволоконного провода (2) вокруг сердечника (1), содержащего термопластичный материал, формирующий поверхность сердечника (1);
(ii) затем расположения дополнительного термопластичного материала (3) вокруг комбинации сердечника (1) и оптоволоконного провода (2), который спиральным образом располагается вокруг сердечника (1) так, чтобы полностью заключить оптоволоконный провод внутрь термопластичного материала;
(iii) затем отверждения термопластичных материалов для того, чтобы сформировать основной кабель (10);
(iv) затем формирования экрана (4) для защиты от потока вокруг основного кабеля (10);
(v) затем формирования полого плетеного силового элемента, содержащего синтетический материал, вокруг основного кабеля, покрытого экраном для защиты от потока; с последующим натяжением полученного кабеля и нагревом, достаточным для обеспечения постоянной деформации термопластичного материала, составляющего слой (3), не разрушая при этом структурную целостность слоя (3), а также для обеспечения возможности удлинения и уплотнения полученного кабеля и силового элемента, содержащего упомянутый полученный кабель;
(vi) затем определения того, что достигнута желаемая величина удлинения и уплотнения полученного кабеля и силового элемента, содержащего указанный полученный кабель, с последующим охлаждением полученного кабеля до температуры окружающей среды при сохранении натяжения кабеля.
2. Процесс по п. 1, дополнительно содержащий выбор температуры для нагрева термопластичного слоя (3), которая позволяет деформировать термопластичный слой (3), не вызывая при этом фазового изменения содержащего термопластичный материал слоя (3).
3. Процесс по п. 1, дополнительно содержащий выбор температуры для нагрева термопластичного слоя (3), которая позволяет деформировать термопластичный слой (3), сохраняя при этом термопластичный материал (3) в твердой фазе.
| US 2002121388 A1, 05.09.2002 | |||
| US 2014216782 A1, 07.08.2014 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| US 2013336623 A1, 19.12.2013 | |||
| СПОСОБ ЗАЩИТЫ ЗАЖИЛ^НЫХ УСТРОЙСТВ СТЫКОВЫХ ЭЛЕКТРОСВАРОЧНЫХ МАШИН | 0 |
|
SU171487A1 |
| Контактор переменного тока | 1960 |
|
SU139698A1 |

