Изобретение относится к исследованию свойств материала и может быть использовано для определения деформационной способности оксидной пленки на внутренней поверхности труб пароперегревателей из аустенитных и перлитных сталей для получения прогноза дальнейшей работоспособности труб.
Известен способ, изложенный в а.с. СССР №1012131, согласно которому из наиболее нагреваемых зон котла вырезают образцы, измеряют на них толщину оксидной пленки на внутренней поверхности труб, по ней определяют глубину коррозии и с помощью специальных номограмм эквивалентную температуру эксплуатации и остаточную долговечность металла. В этом способе отбраковка труб проводится по эквивалентной температуре и уровню длительной прочности, но не учитывается сплошность оксидной пленки и поэтому не предотвращаются хрупкие разрушения труб из-за трещин в оксидной пленке на внутренней поверхности труб.
Наиболее близким по технической сущности к предлагаемому способу является способ определения работоспособности труб пароперегревателя по патенту РФ №2036466, принятый за прототип. Сущность этого известного решения заключается в том, что из зон наиболее вероятного разрушения труб пароперегревателя вырезают образцы, измеряют их диаметры, проводят испытание на сплющивание до образования первой трещины в оксидной пленке на внутренней поверхности образца и по результатам испытаний судят о работоспособности трубы пароперегревателя. Образец с оксидной пленкой на его внутренней поверхности помещают между плитами, из которых нижняя - неподвижная, а верхняя - подвижная. Испытание на сплющивание ведут при непрерывном наблюдении вплоть до появления первой трещины в оксидной пленке на внутренней поверхности образца. На момент появления первой трещины фиксируют перемещение верхней плиты, определяют увеличение внутреннего диаметра образца и по полученному значению прироста диаметра с помощью экспериментально полученной зависимости деформации ε в сжатой зоне и увеличению диаметра определяют значение относительной деформации ε, по которому судят о работоспособности трубы. Если ε меньше 1,3%, то труба считается неработоспособной. Если ε больше или равна 1,3%, то труба считается работоспособной до следующего капитального ремонта.
К недостаткам данного способа можно отнести невозможность визуально точно определить момент времени появления первой трещины в оксидной пленке на внутренней поверхности образца из трубы пароперегревателя, что снижает точность определения относительной деформации ε и, следовательно, снижает точность прогноза дальнейшей работоспособности трубы пароперегревателя. В известном способе испытание образца проводят при комнатной температуре, а трубы пароперегревателя эксплуатируются при температуре (420-690°С). При температуре выше комнатной прочностные свойства оксидной пленки понижаются, поэтому проведение испытания при комнатной температуре не обеспечивает установление точного момента времени появления первой трещины в оксидной пленке, что снижает надежность прогноза работоспособности трубы парогенератора.
Задачей изобретения является повышение точности определения момента времени появления первой трещины в оксидной пленке на внутренней поверхности образца при эксплуатационной температуре парогенератора, что позволяет повысить точность прогноза дальнейшей работоспособности трубы парогенератора.
Технический результат, обусловленный изобретением, заключается в повышении точности определения момента времени появления первой трещины в оксидной пленке на внутренней поверхности образца при эксплуатационной температуре парогенератора, что позволяет повысить точность прогноза дальнейшей работоспособности трубы парогенератора.
Указанный технический результат достигается благодаря тому, что в способе определения работоспособности труб пароперегревателя, заключающемся в том, что вырезают по меньшей мере один образец из трубы пароперегревателя, измеряют внутренний диаметр образца, проводят испытание на сплющивание, по деформации образца, соответствующей появлению первой трещины в оксидной пленке на внутренней поверхности образца, судят о работоспособности трубы пароперегревателя, при этом предусмотрены следующие отличия: нагревают образец до температуры эксплуатации пароперегревателя перед испытанием и с момента начала испытания на сплющивание осуществляют синхронизированную со сплющиванием видеосъемку внутренней поверхности образца видеокамерами до образования сплошной полосы металла без оксидной пленки на внутренней поверхности образца, по анализу видеозаписи определяют моменты осыпания первых чешуек оксидной пленки и появления первой трещины в оксидной пленке.
Благодаря тому, что испытание образца на сплющивание производят при температуре эксплуатации пароперегревателя, повышается точность прогноза дальнейшей работоспособности трубы пароперегревателя, так как при повышенных температурах из-за химических реакций оксида железа прочность оксидной пленки уменьшается.
Благодаря тому, что с момента начала испытания на сплющивание осуществляют синхронизированную со сплющиванием видеосъемку внутренней поверхности образца видеокамерами до образования сплошной полосы металла без оксидной пленки на внутренней поверхности образца, по анализу видеозаписи определяют моменты осыпания первых чешуек оксидной пленки и появления первой трещины в оксидной пленке, то и момент времени осыпания первых чешуек и появления первой трещины в оксидной пленке устанавливают точнее, чем при простом визуальном наблюдении при проведении испытания, следовательно, точнее определяют величины деформации, необходимые для создания прогноза, что повышает точность прогноза дальнейшей работоспособности трубы парогенератора. Так как видеосъемка внутренней поверхности образца синхронизирована со сплющиванием образца, то точнее определяется перемещение верхней плиты испытательного устройства и определение внутреннего диаметра сплющенного образца, благодаря чему повышается точность измерения внутреннего диаметра образца, что повышает точность прогноза дальнейшей работоспособности трубы парогенератора.
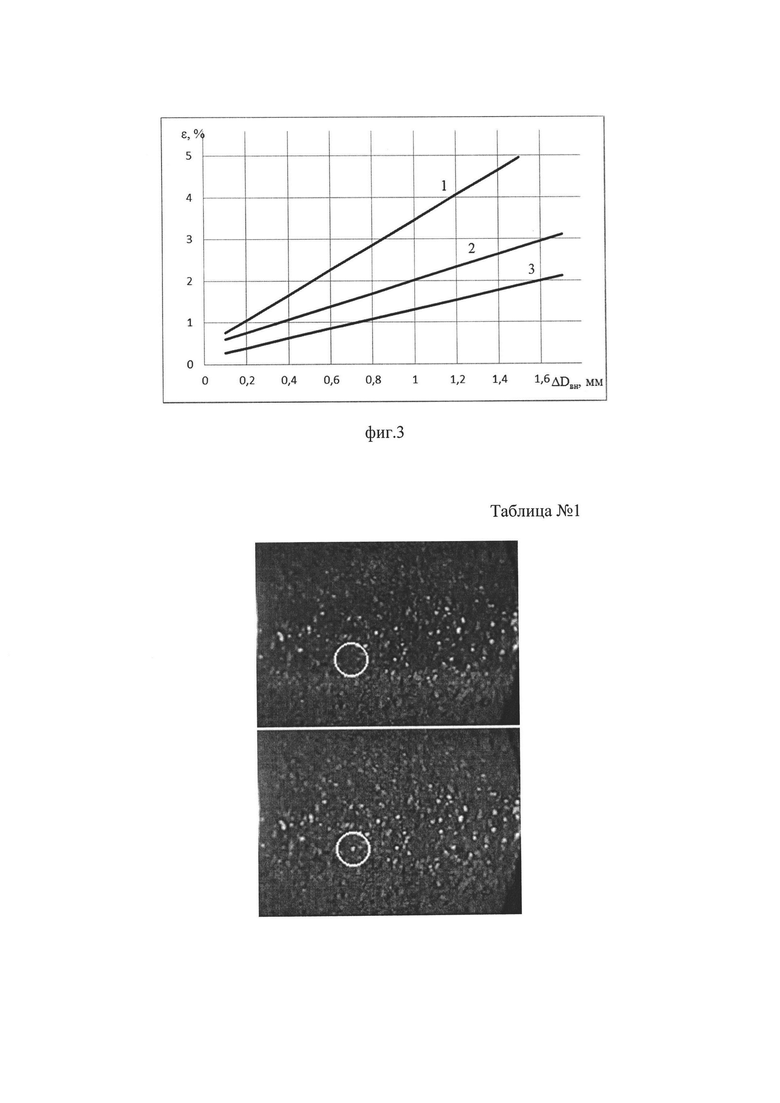
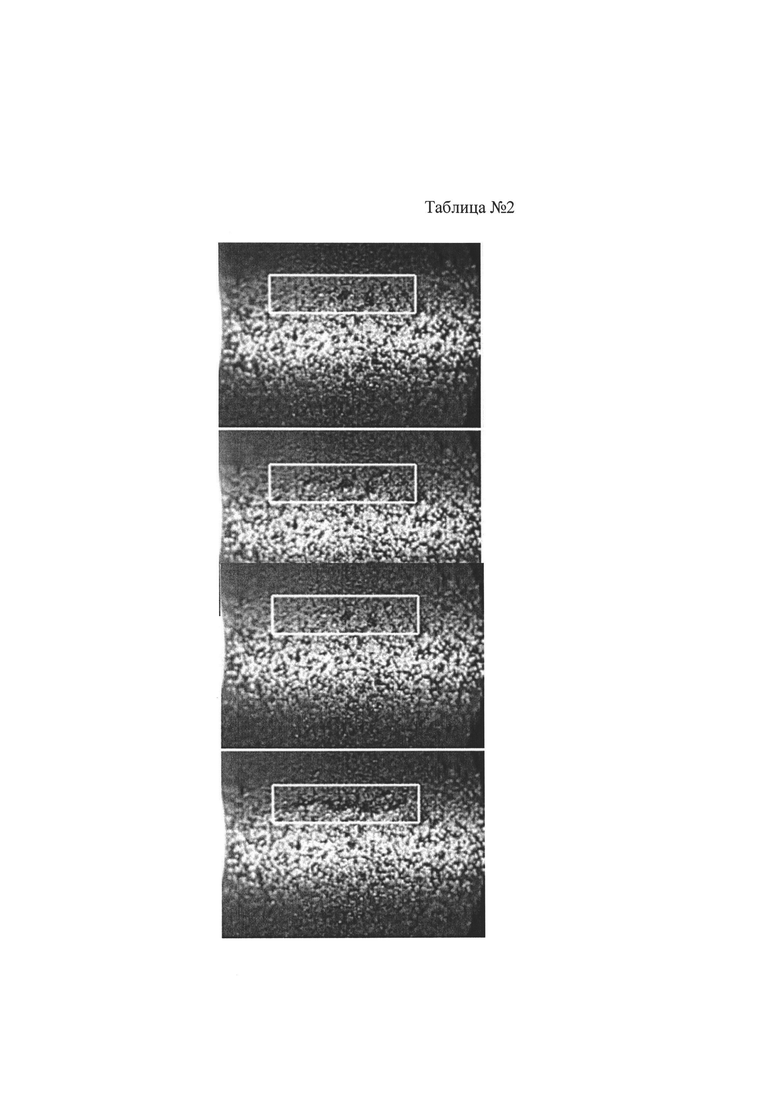
Способ определения работоспособности труб пароперегревателя осуществляют с помощью универсальной испытательной машины, предназначенной для сжатия образцов. На фиг. 1 представлены схематически элементы для проведения испытания образца; на фиг. 2 - фото появившейся оголенной полосы металла без оксидной пленки на внутренней поверхности образца; на фиг. 3 - зависимости между относительной деформацией е в сжатой зоне образца и увеличением внутреннего диаметра ΔDвн образца; в таблице 1 приведены фотографии (сверху вниз) процесса опадения первых чешуек оксидной пленки; в таблице 2 приведены фотографии (сверху вниз) формирования трещины в оксидной пленке.
На фиг. 1 представлен вертикальный разрез образца 1 с оксидной пленкой 2 на внутренней поверхности образца 1. На образце 1 установлена как минимум одна термопара 3. К внешней стенке образца 1 подключены электроконтакты 4. Образец устанавливают на неподвижном стенде 5 универсальной испытательной машины на сжатие, содержащей подвижную траверсу 6 и индикатор 7, отображающий текущие показания испытательной машины (время, ход подвижной траверсы 6, силы, воздействующей на образец 1). Для видеофиксации испытания установлены как минимум две видеокамеры 8.
Заявляемый способ осуществляют следующим образом. Изготавливают образец 1 путем вырезания из трубы пароперегревателя так, чтобы не повредить оксидную пленку 2. Замеряют внутренний диаметр Dвн образца 1. Устанавливают образец 1 на неподвижный стенд 5 универсальной испытательной машины для сжатия образцов. Устанавливают на образец 1 как минимум одну термопару 3. С помощью электрических контактов 4 нагревают образец 1 до температуры эксплуатации пароперегревателя (420-690°С). Устанавливают по меньшей мере две видеокамеры 8 таким образом, чтобы внутренняя поверхность образца 1 с оксидной пленкой 2 в зоне сжатия и индикатор 7 попадали в кадр каждой видеокамеры. Проводят испытание на сплющивание путем перемещения вниз подвижной траверсы 6 на образец 1 с одновременной видеофиксацией до момента появления сплошной полосы металла на внутренней стенке образца 1. На полученных видеозаписях регистрируются начальные моменты двух стадий изменения состояния оксидной пленки 2 в зоне сжатия:
1. появление одной-двух осыпавшихся чешуек оксидной пленки;
2. появление первых трещин в оксидной пленке.
Для каждого из этих моментов обе записи с видеокамер 8 синхронизируют с данными индикатора 7, создаваемыми испытательной машиной, используя в качестве критерия синхронизации ход положения Hi верхней подвижной траверсы 6. По кадрам видеозаписи замеряют расстояния между внутренними поверхностями сжатых зон Diвн, где i - номер стадии. Измеренное расстояние сравнивают с исходным внутренним диаметром трубы D0вн и определяют увеличение внутреннего диаметра ΔDвн=Diвн-D0вн. С помощью известных зависимостей, представленных на фиг. 3 (Стандарт организации. Основные элементы котлов, турбин и трубопроводов ТЭС. Контроль состояния металла. Нормы и требования: СТО 70238424.27.100.005-2008. - Взамен СТО 17330282.27.100.005-2008; введ. 01.07.2008. - М.: НП «ИНВЭЛ», 2008. - 596 с.,), между деформацией в сжатой зоне ε и увеличением диаметра ΔDвн, определяют значение деформации на каждой стадии εi.
О работоспособности трубы судят по полученным значениям деформаций в сжатой зоне. Труба считается неработоспособной при следующих условиях:
- ε2≤1,3%
- ε2>1,3%, но ε2-ε1≤0,5%
- отсутствует стадия появления трещин,
где ε1 - относительная деформация образца на момент появления одной-двух осыпавшихся чешуек оксидной пленки;
ε2 - относительная деформация образца на момент появления первой трещины в оксидной пленке.
Пример. В пароперегревателях высокого давления из стали марки 12Х18НТ12Т, эксплуатируемых при температуре 420-690°С были сделаны вырезки образцов входных и выходных труб длиной 35 мм. Микрометром измерен внутренний диаметр Dвн образцов, который составил 24-28 мм. Образцы устанавливали на неподвижном стенде 5 универсальной испытательной машины Shimadzu AG-X plus 250кN. На образец 1 устанавливали термопару 3 ТХА типа К. Через медные электроконтакты производили нагрев образца до температуры 490°С. Устанавливали две видеокамеры 8: Canon EOS 700D с объективом Canon EF 100mm f/2.8 Macro USM и Canon EOS 1200D с объективом Canon EF-S 18-135mm f/3.5-5.6 IS STM таким образом, чтобы внутренняя стенка образца 1 в зоне сжатия и индикатор 7 попадали в кадры видеокамер 8. Путем перемещения вниз подвижной траверсы 6 проводили испытание образца на сплющивание до образования сплошной полосы металла без оксидной пленки на внутренней поверхности образца 1 (фиг. 2). По результатам испытания проводился анализ видеозаписей и регистрирование моментов появления одной-двух осыпавшихся чешуек (Таблица №1) и появление первой трещины (Таблица №2) на оксидной пленке внутренней поверхности образца 1. Для фиксации момента появления трещины находили на видеозаписи изображение трещины, затем, путем возврата изображения назад, находили момент возникновения этой трещины, что проиллюстрировано в таблице №2, где на изображениях сверху вниз показано образование трещины, которая зафиксирована явно. Записи видеокамер синхронизировались с полученным на испытательной машине ходом перемещения Hi подвижной траверсы 6. Замеряли внутренний диаметр между внутренними поверхностями сжатых зон Diвн, вычисляли увеличение внутреннего диаметра ΔDвн и по экспериментальной зависимости (фиг. 3) определяли εi. На основе полученных значений были сделаны выводы, что для образцов, выполненных из сплава 12Х18НТ12Т, выполняются условия ε2>1,3% и ε2-ε1>0,5%, следовательно трубы являются работоспособными и возможна их дальнейшая эксплуатация.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТОСПОСОБНОСТИ ТРУБ ПАРОПЕРЕГРЕВАТЕЛЯ | 1992 |
|
RU2036466C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В АЛЮМИНИЕВЫХ СПЛАВАХ, ДЕФОРМИРУЕМЫХ В ВОДНОЙ СРЕДЕ | 2018 |
|
RU2698519C1 |
| ДИСТАНЦИОННЫЙ СПОСОБ РАННЕГО ОБНАРУЖЕНИЯ ПОВРЕЖДЕНИЙ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2624995C2 |
| Способ испытания листовых материалов (варианты) | 2015 |
|
RU2613495C2 |
| СПОСОБ МЕХАНИЧЕСКОГО ИСПЫТАНИЯ НА СПЛЮЩИВАНИЕ С АНАЛИЗОМ АКУСТИКО-ЭМИССИОННЫХ СИГНАЛОВ | 2011 |
|
RU2497109C2 |
| Способ теплопрочностных испытаний керамических обтекателей | 2018 |
|
RU2697481C1 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
| Способ испытания листовых материалов | 2015 |
|
RU2620781C1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВАХ | 2015 |
|
RU2618760C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
Изобретение относится к исследованию свойств материала и может быть использовано для определения деформационной способности оксидной пленки на внутренней поверхности труб пароперегревателей из аустенитных и перлитных сталей для получения прогноза дальнейшей работоспособности труб. Способ определения работоспособности труб пароперегревателя включает вырезание, по меньшей мере, одного образца из трубы пароперегревателя, измерение внутреннего диаметра образца, проведение испытания на сплющивание, по деформации образца, соответствующей появлению первой трещины в оксидной пленке на внутренней поверхности образца, судят о работоспособности трубы пароперегревателя, при этом нагревают образец до температуры эксплуатации пароперегревателя перед испытанием и с момента начала испытания на сплющивание осуществляют синхронизированную со сплющиванием видеосъемку внутренней поверхности образца видеокамерами до образования сплошной полосы металла без оксидной пленки на внутренней поверхности образца, по анализу видеозаписи определяют моменты осыпания первых чешуек оксидной пленки и появления первой трещины в оксидной пленке. Техническим результатом является повышении точности прогноза дальнейшей работоспособности трубы парогенератора. 3 ил., 2 табл.
Способ определения работоспособности труб пароперегревателя, заключающийся в том, что вырезают по меньшей мере один образец из трубы пароперегревателя, измеряют внутренний диаметр образца, проводят испытание на сплющивание, по деформации образца, соответствующей появлению первой трещины в оксидной пленке на внутренней поверхности образца, судят о работоспособности трубы пароперегревателя, отличающийся тем, что нагревают образец до температуры эксплуатации пароперегревателя перед испытанием и с момента начала испытания на сплющивание осуществляют синхронизированную со сплющиванием видеосъемку внутренней поверхности образца видеокамерами до образования сплошной полосы металла без оксидной пленки на внутренней поверхности образца, по анализу видеозаписи определяют моменты осыпания первых чешуек оксидной пленки и появления первой трещины в оксидной пленке.
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТОСПОСОБНОСТИ ТРУБ ПАРОПЕРЕГРЕВАТЕЛЯ | 1992 |
|
RU2036466C1 |
| WO 2003052318 A1, 26.06.2003 | |||
| 0 |
|
SU182291A1 | |
| СПОСОБ КОНТРОЛЯ КОРРОЗИОННЫХ ПРОЦЕССОВ | 2017 |
|
RU2648198C1 |
| Способ определения коррозионно-эрозионного разрушения внутрискважинного оборудования | 1990 |
|
SU1748024A1 |

