Изобретения относияся к области неразрушающего магнитного контроля металлических изделий и могут быть использованы при дефектоскопии насосно-компрессорных труб (НКТ) в нефтегазодобывающей отрасли непосредственно на скважине.
Известны способ и установка для магнитного контроля труб на скважине (проспект фирмы New Tech Systems установка "WellTech 4Xtm" www.newtechsystems.com). Установка включает модуль контроля поперечных дефектов и модуль контроля толщины стенки трубы и допускает перемещение труб через установку. Для контроля поперечных дефектов используется метод измерения рассеяния приложенного продольного магнитного поля на дефектах трубы, а для контроля толщины стенки - метод измерения плотности магнитного потока над поверхностью трубы в том же приложенном поле. Магнитное поле создается катушкой с постоянным током, обеспечивающим режим технического насыщения материала трубы. Оси катушки и трубы совпадают. Датчики модулей имеют прямой контакт с трубой. При прохождении муфт датчики требуется отводить от поверхности трубы, а затем опускать на нее.
Такие способ и устройство имеют ограниченное применение из-за резко пониженных возможностей работы на трубах с загрязненной поверхностью и из-за необходимости обхода муфт.
Наиболее близкими к заявляемым и принятыми в качестве прототипа являются установка для неразрушающего контроля труб и способ, который в ней реализован (патент РФ №189671, МПК G01N 27/83, приор. 20.07.2018, опубл. 30.05.2019). Установка содержит узлы магнитного контроля толщины стенки на основе датчиков Холла и контроля дефектов трубы на основе дифференциальных катушек, устанавливаемые с возможностью их перемещения относительно поверхности трубы и с возможностью охвата трубы по окружности контроля. Кроме того, в устройстве предусмотрена возможность пропускания муфт за счет автоматики разведения/сведения датчиков относительно поверхности трубы.
Способ, реализованный в установке-прототипе, включает:
- размещение на устье скважины заявляемого устройства;
- перемещение контролируемых труб в продольном направлении относительно модулей контроля дефектов и толщинометрии;
- осуществление контроля магнитными датчиками модулей, непосредственно базирующимися на трубе и перемещаемыми посредством управляемого шарнирно-рычажного механизма пантографа, позволяющего автоматически пропускать муфты колонны труб.
Недостатком установки для реализации описанного способа является ее ограниченное применение из-за непосредственного контакта корпуса узлов датчиков с поверхностью трубы. Это связано с тем, что при использовании установки для контроля загрязненных труб на корпуса узлов датчиков контроля налипают загрязнения, ухудшая их чувствительность. Необходимость введения автоматической следящей системы разведения/сведения датчиков относительно поверхности трубы для пропуска муфт ограничивает скорость контроля и усложняет конструкцию установки. Установку невозможно использовать для контроля насосных штанг из-за их малого диаметра и наличия на них скребков-центраторов и, соответственно, возникающего при этом большого зазора между штангой и датчиками.
Технической проблемой и особенностью неразрушающего контроля отдельных элементов при извлечении из скважины колонны НКТ является необходимость проведения предварительного контроля качества извлекаемой колонны насосных штанг. На сегодняшний день колонна насосных штанг удаляется из колонны НКТ без контроля. Нам неизвестны способы неразрушающего контроля штанг, которые могут быть использованы при разборке колонны. Насосные штанги контролируют в стационарных условиях ремонтных баз и на заводах-изготовителях. Необходимо разработать способ, позволяющий проводить непосредственно на выходе из скважины при помощи одной установки неразрушающий контроль как НКТ, так и насосных штанг, и установку, которая позволит осуществить этот способ.
Техническая проблема контроля качества труб на скважине состоит в том, что отдельные трубы всегда соединяются в колонну посредством муфтовых узлов, что увеличивает диаметр колонны по сравнению с диаметром единичной трубы и требует увеличения проходного отверстия установки, а кроме того, трубы колонны на выходе из скважины имеют загрязненную поверхность, что также затрудняет их контроль и требует увеличения проходного отверстия, а это влечет за собой уменьшение чувствительности датчиков. Необходимо обеспечить возможность абсолютно бесконтактного контроля труб с муфтами и с загрязненной поверхностью без существенной потери чувствительности технических средств контроля.
Технической проблемой, осложняющей проведение неразрушающего контроля штанг при разборке колонны, является малый диаметр штанг и наличие на них скребков-центраторов, что приводит к еще большему зазору между штангой и датчиками установки контроля.
Все перечисленные проблемы контроля колонны НКТ, извлекаемой из скважины, решаются за счет усовершенствования устройства для неразрушающего контроля, содержащего устанавливаемые с возможностью продольного перемещения и охвата поверхности трубы узлы контроля дефектов трубы на основе датчиков Холла и узлы контроля толщины извлекаемого элемента, и за счет введения в устройство специальной немагнитной оболочки, установленной с возможностью отсоединения, на оси устройства.
Узлы контроля толщины извлекаемого элемента и контроля дефектов трубы выполнены в виде единого модуля датчиков, содержащего датчики Холла как для контроля поперечных дефектов, так и толщины элемента. Применение датчиков Холла для контроля поперечных дефектов существенно увеличивает чувствительность контроля, что позволяет увеличить расстояние между датчиками и поверхностью контролируемого объекта. Единый модуль датчиков располагается в немагнитном корпусе так, что датчики Холла для контроля дефектов ориентированы продольно относительно оси контролируемого элемента, а датчики Холла для оценки толщины ориентированы перпендикулярно оси элемента. Немагнитный корпус имеет форму диска с центральным отверстием. Ось отверстия выставлена по оси контролируемого элемента, а сам корпус устанавливается в центральном сечении источника магнитного поля перпендикулярно оси элемента. Все датчики Холла расположены по окружности в одной плоскости. Внутренний диаметр немагнитного корпуса с датчиками Холла обеспечивает гарантированный зазор между датчиками и поверхностью контролируемого элемента, обеспечивая ее бесконтактное прохождение, что исключает влияние загрязнения и сохраняет чувствительность датчиков, а величина зазора позволяет пропускать через устройство трубы с муфтами.
В устройство дополнительно введена цилиндрическая немагнитная оболочка с коническими входом и выходом, размещенная по оси корпуса датчиков и прикрепленная к корпусу устройства с возможностью ее отсоединения. Эта оболочка центрирует на оси устройства колонну насосных штанг, поднимаемую из скважины.
Ее наличие позволяет использовать одну и ту же установку как для контроля НКТ, так и насосных штанг.
Способ неразрушающего контроля извлекаемых элементов колонны насосно-компрессорных труб содержит последовательно выполняемые операции:
1. На устье скважины размещают устройство неразрушающего контроля по методу измерения рассеяния магнитного потока. Используемое устройство содержит источник постоянного магнитного поля, блок датчиков Холла для контроля дефектов и контроля толщины извлекаемого элемента, размещенный в немагнитном корпусе с центральным отверстием, размещенным в центральном сечении источника постоянного магнитного поля в плоскости, перпендикулярной оси контролируемого элемента. Внутренний диаметр корпуса с датчиками Холла обеспечивает воздушный зазор, достаточный для прохождения муфты трубы. На оси устройства размещена цилиндрическая немагнитная оболочка с коническими входом и выходом для пропускания насосных штанг, соединенная с корпусом устройства с помощью разъемного соединения с возможностью ее отсоединения. Внешний диаметр оболочки равен диаметру контролируемой НКТ, а ее внутренний диаметр соответствует наружному диаметру скребков-центраторов насосных штанг.
2. Перед началом контроля производят калибровку устройства по контрольному образцу с искусственными дефектами для контроля штанг.
3. Устройство с упомянутой оболочкой надевают на ниппель трубы, выходящий из скважины, и закрепляют на столе станка так, что оси устройства и трубы совпадают.
4. Колонну насосных штанг с помощью наскважинного оборудования поднимают из скважины. Во время подъема колонна штанг проходит через устройство неразрушающего контроля. При этом производят регистрацию сигналов узлов контроля дефектов и узлов контроля толщины извлекаемого элемента.
5. Браковку испытуемых штанг производят путем сравнения амплитуд сигналов контролируемых штанг с пороговыми значениями амплитуд сигналов, предварительно полученных при калибровке на контрольных образцах штанг с искусственными дефектами.
6. По окончании подъема колонны штанг отсоединяют немагнитную оболочку, удаляя ее с оси устройства.
7. Перед началом контроля труб производят калибровку устройства по контрольному образцу с искусственными дефектами для контроля НКТ.
8. Колонну НКТ с помощью наскважинного оборудования поднимают из скважины. Во время подъема колонна проходит через устройство неразрушающего контроля. При этом производят регистрацию сигналов узлов контроля дефектов и узлов контроля толщины извлекаемого элемента.
9. Браковку испытуемых труб производят путем сравнения амплитуд сигналов контролируемых труб с пороговыми значениями амплитуд сигналов, предварительно полученных при калибровке на контрольных образцах труб с искусственными дефектами.
Технический результат предлагаемого решения заключается в возможности проводить непосредственно на выходе из скважины бесконтактный неразрушающий контроль как насосных штанг, так и НКТ, при помощи одной установки.
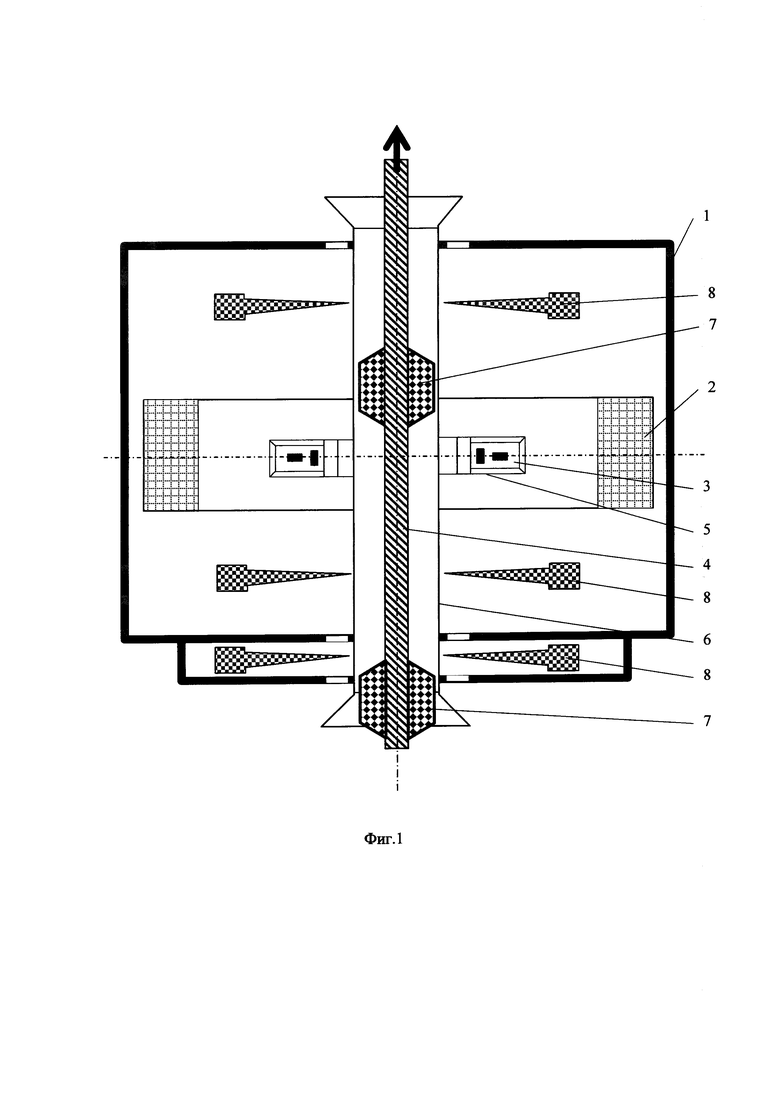
На фиг. 1 схематично изображена предлагаемая установка в момент контроля штанг.
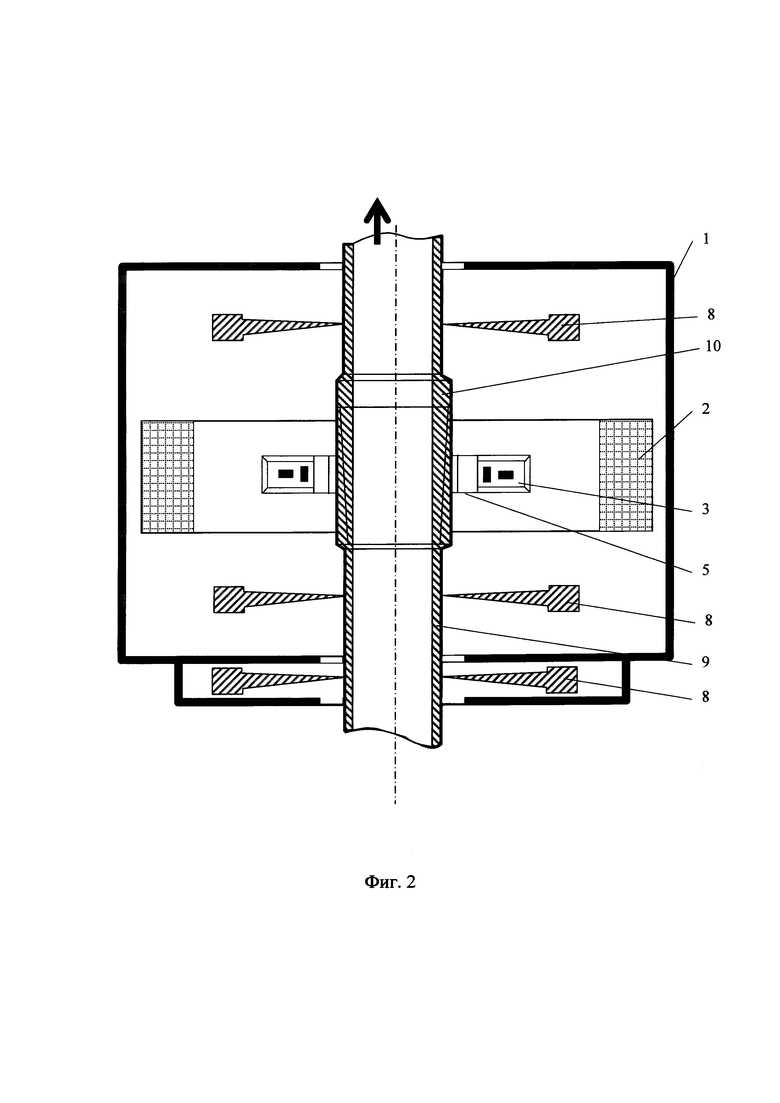
На фиг. 2 схематично изображена предлагаемая установка в момент контроля НКТ.
Установка для неразрушающего контроля насосных штанг и насосно-компрессорных труб содержит немагнитный корпус 1, в котором установлены: источник магнитного поля для намагничивания контролируемых элементов в виде катушки 2, через которую пропускают ток, блок датчиков Холла 3, продольно и поперечно ориентированных относительно оси контролируемого объекта (штанги 4 со скребками-центраторми 7 на фиг. 1 или НКТ 9 на фиг. 2) и размещенных в немагнитном корпусе 5 в центральном сечении источника поля 2 в плоскости, перпендикулярной оси контролируемой штанги или трубы. Центр корпуса 5 совпадает с осью штанги.
Внутренний диаметр немагнитного корпуса 5 блока датчиков Холла рассчитан на беспрепятственный проход колонны НКТ с муфтами.
На оси устройства во время контроля штанг (фиг. 1) располагается немагнитная цилиндрическая оболочка 6 с коническими входом и выходом, размещенная по оси немагнитного корпуса 5, прикрепленная к корпусу устройства 1 с помощью разъемного соединения и центрирующая на оси устройства колонну насосных штанг, поднимаемую из скважины. Наружный диаметр немагнитной оболочки 6 выбирают равным диаметру НКТ колонны, а внутренний диаметр оболочки 6 соответствует диаметру скребков-центраторов 7 штанги 4. Оболочка 6 может быть прикреплена к корпусу 1 с помощью любого известного разъемного соединения.
Имеются вспомогательные элементы в виде обтираторов 8, снимающих загрязнение трубы, поднимаемой из скважины.
Во время контроля НКТ (см. фиг. 2) на оси устройства располагаются элементы 1, 2, 3, 5 и 8, но отсутствует элемент 6, необходимый для контроля штанг. При этом труба 9 с муфтой замка 10 также располагаются на оси устройства.
Установка для неразрушающего контроля штанг и НКТ работает следующим образом.
Контролируемую штангу 4 или трубу 9 перемещают вдоль оси источника магнитного поля 2 через область чувствительности блока датчиков Холла 3. Контроль толщины извлекаемых элементов осуществляется датчиками Холла, ориентированными перпендикулярно оси трубы, а контроль дефектов - датчиками Холла, ориентированными продольно относительно оси трубы. Дефекты проявляются как изменения магнитного поля, рассеянного на дефектах. Датчики контроля дефектов на основе твердотельных малогабаритных датчиков Холла дают существенный выигрыш по чувствительности за счет высокого отношения сигнал/шум из-за малых площадей датчика по сравнению площадью поверхности датчиков на основе индукционных катушек. Описанное преимущество позволяет проводить контроль штанг, несмотря на то, что при этом существует большой зазор между датчиками и штангой.
Таким образом, использование предлагаемого способа и установки впервые позволяет проводить абсолютно бесконтактный контроль штанг, что весьма эффективно при использовании заявляемого устройства для контроля колонны штанг в процессе ее подъема из скважины.
После контроля колонны штанг, без использования дополнительной установки, можно провести контроль колонны НКТ, лишь отсоединив оболочку 6.
Следовательно, благодаря наличию немагнитной оболочки, закрепленной с возможностью отсоединения, можно обеспечить контроль и штанг, и труб непосредственно при их подъеме на одной установке, размещенной на скважине, что делает установку универсальной.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕМЕР-ДЕФЕКТОСКОП ДЛЯ ИССЛЕДОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ОБСАДНЫХ КОЛОНН И НАСОСНО-КОМПРЕССОРНЫХ ТРУБ НЕФТЕГАЗОВЫХ СКВАЖИН | 2010 |
|
RU2440493C1 |
| УСТРОЙСТВО ДИАГНОСТИКИ ДЕФЕКТОВ В СООРУЖЕНИЯХ ИЗ ТРУБНЫХ СТАЛЕЙ | 2015 |
|
RU2620327C1 |
| ЭЛЕКТРОМАГНИТНЫЙ МНОГОСЕКТОРНЫЙ ДЕФЕКТОСКОП | 2016 |
|
RU2622509C1 |
| Образец для неразрушающего контроля скважинных труб | 2019 |
|
RU2710477C1 |
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2257571C1 |
| Устройство намагничивания для средств неразрушающего контроля длинномерных изделий | 2019 |
|
RU2702809C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОЙ ДЕФЕКТОСКОПИИ В МНОГОКОЛОННЫХ СКВАЖИНАХ И ЭЛЕКТРОМАГНИТНЫЙ СКВАЖИННЫЙ ДЕФЕКТОСКОП | 2012 |
|
RU2507393C1 |
| ПРОФИЛЕМЕР-КАВЕРНОМЕР | 2013 |
|
RU2533480C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОЙ ДЕФЕКТОСКОПИИ СТАЛЬНЫХ ТРУБ | 2010 |
|
RU2494249C2 |
| ВНУТРИТРУБНЫЙ МНОГОКАНАЛЬНЫЙ ПРОФИЛЕМЕР | 2000 |
|
RU2164661C1 |
Использование: для неразрушающего магнитного контроля извлекаемых элементов колонны насосно-компрессорных труб. Сущность изобретения заключается в том, что выполняют контроль извлекаемых элементов колонны насосно-компрессорных труб, включающий контроль насосно-компрессорных труб методом измерения рассеяния магнитного потока при помощи устройства, содержащего источник постоянного магнитного поля, узел контроля толщины элемента на основе датчиков Холла и узел контроля дефектов, причем в процессе контроля элементы колонны пропускают через устройство и проводят регистрацию сигналов датчиков, при этом в используемом устройстве узлы контроля дефектов выполнены на основе датчиков Холла, при этом внутренний диаметр корпуса с датчиками Холла обеспечивает воздушный зазор, достаточный для прохождения муфты трубы, а используемое устройство содержит цилиндрическую немагнитную оболочку с коническими входом и выходом, размещенную по оси корпуса датчиков, прикрепленную к корпусу устройства с помощью разъемного соединения, с возможностью ее отсоединения, центрирующую на оси устройства колонну насосных штанг, поднимаемую из скважины, перед началом контроля производят калибровку устройства по контрольному образцу с искусственными дефектами для контроля штанг, после чего колонну насосных штанг с помощью наскважинного оборудования поднимают из скважины, производят регистрацию сигналов узлов контроля дефектов и контроля толщины, браковку испытуемых штанг производят путем сравнения амплитуд сигналов контролируемых штанг с пороговыми значениями амплитуд сигналов, полученных при калибровке, по окончании подъема колонны штанг отсоединяют немагнитную оболочку, удаляя ее с оси устройства, после чего производят калибровку устройства по контрольному образцу с искусственными дефектами для контроля труб, колонну труб с помощью наскважинного оборудования поднимают из скважины, во время их подъема производят регистрацию сигналов узлов контроля дефектов и контроля толщины, а браковку испытуемых труб производят путем сравнения амплитуд сигналов контролируемых труб с пороговыми значениями амплитуд сигналов, полученных при калибровке устройства для работы с трубами. Технический результат: обеспечение возможности бесконтактного контроля труб с муфтами и с загрязненной поверхностью без существенной потери чувствительности технических средств контроля. 2 н.п. ф-лы, 2 ил.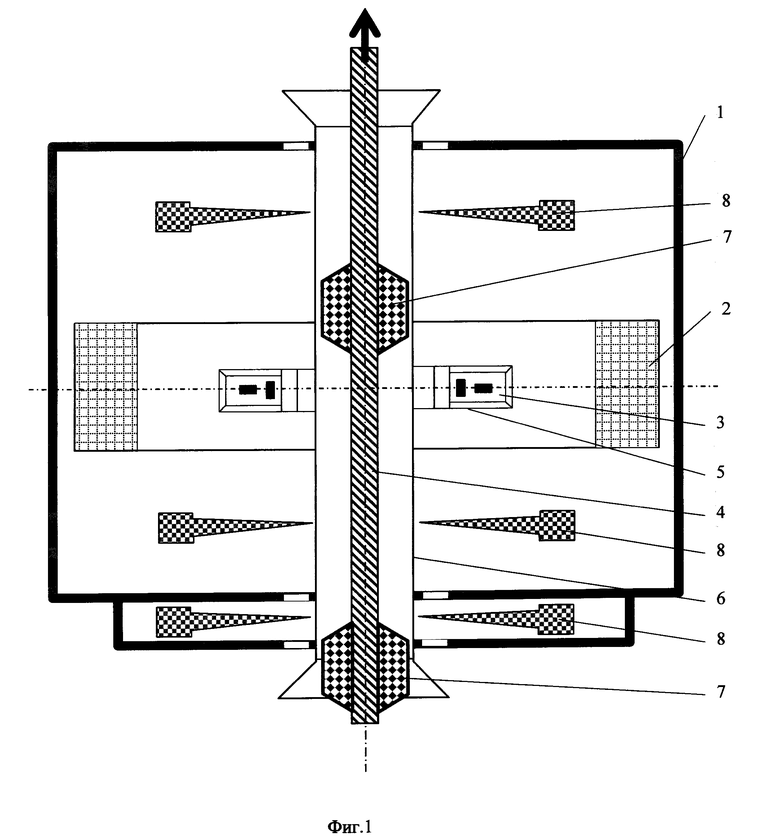
1. Способ неразрушающего контроля извлекаемых элементов колонны насосно-компрессорных труб, включающий контроль насосно-компрессорных труб методом измерения рассеяния магнитного потока при помощи устройства, содержащего источник постоянного магнитного поля, узел контроля толщины элемента на основе датчиков Холла и узел контроля дефектов, причем в процессе контроля элементы колонны пропускают через устройство и проводят регистрацию сигналов датчиков, отличающийся тем, что в используемом устройстве узлы контроля дефектов выполнены на основе датчиков Холла, при этом внутренний диаметр корпуса с датчиками Холла обеспечивает воздушный зазор, достаточный для прохождения муфты трубы, а используемое устройство содержит цилиндрическую немагнитную оболочку с коническими входом и выходом, размещенную по оси корпуса датчиков, прикрепленную к корпусу устройства с помощью разъемного соединения, с возможностью ее отсоединения, центрирующую на оси устройства колонну насосных штанг, поднимаемую из скважины, перед началом контроля производят калибровку устройства по контрольному образцу с искусственными дефектами для контроля штанг, после чего колонну насосных штанг с помощью наскважинного оборудования поднимают из скважины, производят регистрацию сигналов узлов контроля дефектов и контроля толщины, браковку испытуемых штанг производят путем сравнения амплитуд сигналов контролируемых штанг с пороговыми значениями амплитуд сигналов, полученных при калибровке, по окончании подъема колонны штанг отсоединяют немагнитную оболочку, удаляя ее с оси устройства, после чего производят калибровку устройства по контрольному образцу с искусственными дефектами для контроля труб, колонну труб с помощью наскважинного оборудования поднимают из скважины, во время их подъема производят регистрацию сигналов узлов контроля дефектов и контроля толщины, а браковку испытуемых труб производят путем сравнения амплитуд сигналов контролируемых труб с пороговыми значениями амплитуд сигналов, полученных при калибровке устройства для работы с трубами.
2. Установка для неразрушающего контроля извлекаемых элементов колонны насосно-компрессорных труб, содержащая немагнитный корпус с размещенными в нем источником постоянного магнитного поля, узлами контроля толщины извлекаемого элемента на основе датчиков Холла поперечной ориентации и узлами контроля дефектов, устанавливаемыми с возможностью продольного их перемещения вдоль контролируемого объекта и охватывающими ее поверхность, отличающаяся тем, что узлы контроля дефектов выполнены на основе датчиков Холла, продольно соориентированных относительно оси контролируемого объекта, причем узлы контроля толщины и узлы контроля дефектов выполнены в виде единого модуля датчиков, расположенного в немагнитном корпусе в центральном сечении источника постоянного магнитного поля в плоскости, перпендикулярной оси контролируемого элемента, все упомянутые датчики Холла размещены по окружности, центр которой совпадает с осью элемента, при этом внутренний диаметр корпуса с датчиками Холла обеспечивает воздушный зазор, достаточный для прохождения муфты трубы, а устройство дополнительно содержит цилиндрическую немагнитную оболочку с коническими входом и выходом, размещенную по оси корпуса датчиков, закрепленную на корпусе устройства с помощью разъемного соединения, с возможностью ее отсоединения, и центрирующую на оси устройства колонну насосных штанг, поднимаемую из скважины.
| 0 |
|
SU189671A1 | |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЭЛЕМЕНТОВ ВЫТЯНУТОЙ ФОРМЫ С ПОСТОЯННЫМ СЕЧЕНИЕМ | 1991 |
|
RU2043622C1 |
| Волноводный измеритель проходящей импульсной мощности СВЧ | 1960 |
|
SU141521A1 |
| WO 1996028727 A1, 19.09.1996 | |||
| WO 2011058370 A1, 19.05.2011 | |||
| US 7852073 B2, 14.12.2010. | |||

