Изобретение относится к области неразрушающего контроля, в частности - к дефектоскопии ферромагнитных материалов, и может быть использовано для контроля различных деталей, сплошных или полых длинномерных изделий, например таких, как насосно-компрессорная труба и насосная штанга нефтяной колонны, или же при контроле таких протяженных объектов, как трубопровод.
Известен способ магнитной дефектоскопии длинномерных ферромагнитных изделий, в соответствии с которым участки контролируемого изделия с помощью системы намагничивания последовательно намагничивают до состояния насыщения и посредством магниточувствительных датчиков сканируют поверхность изделия в зоне намагничивания. При этом фиксируют величину магнитного поля и преобразуют ее в электрические информационные сигналы, которые затем считывают через коммутатор, усиливают и последовательно передают в блок обработки. Блок обработки определяет параметры поля рассеяния дефекта и параметры поля фона, суммирует их с параметрами полей типовых дефектов, которые хранятся в его базе данных, и полученное значение сравнивает с измеренными параметрами поля. По результатам сравнения блок обработки выдает информацию, исходя из которой принимают решение о качестве контролируемого изделия [1].
Основным недостатком этого способа является низкая чувствительность, обусловленная тем, что от каждого из датчиков в блок обработки поступает сигнал, представляющий собой суперпозицию сигналов от дефекта и от фоновой составляющей.
Вместе с этим, при осуществлении данного способа производится обработка больших массивов информации, приводящая к увеличению продолжительности процесса контроля, который в значительной степени осложнен дополнительными искажениями, являющимися следствием коммутации большого количества сигналов.
Известен способ магнитной дефектоскопии длинномерных ферромагнитных изделий, наиболее близкий к предлагаемому по технической сущности и достигаемому результату при его использовании, который предопределяет дифференцированную обработку информационных сигналов и принят в качестве прототипа.
В соответствии с этим способом контроля полых изделий, участки стенок изделия последовательно намагничивают до состояния магнитного насыщения, сканируют поверхность изделия в зоне намагничивания магниточувствительными датчиками, объединенными в многозвенный преобразователь, создают информационные сигналы, формируют вспомогательный сигнал (по терминологии прототипа - “опорный”), производят обработку сигналов и по ее результатам определяют качество контролируемого изделия.
При этом вспомогательный сигнал принимают равным среднему значению выходных сигналов всех датчиков преобразователя, умноженному на корректирующую поправку (по терминологии прототипа - коэффициент запаса с заранее задаваемым значением, большим единицы), а обработку сигналов производят путем сравнения величины выходных сигналов всех датчиков преобразователя с величиной вспомогательного сигнала и путем формирования сигнала наличия дефекта в стенке объекта на пути перемещения определенного датчика преобразователя при превышении значения выходного сигнала этого датчика величины вспомогательного сигнала [2].
Такая дифференцированная обработка информационных сигналов, в сравнении с вышеохарактеризованным способом, позволяет повысить точность идентификации обнаруживаемых дефектов и сократить продолжительность процесса контроля изделия, но не обеспечивает требуемых, в частности при контроле насосно-компрессорных труб, чувствительности и достоверности получаемых результатов, что и является основным недостатком этого способа.
Этот недостаток обусловлен тем, что данный способ не позволяет автоматически учитывать, во-первых, изменения поля фона, вызванные смещением изделия относительно оси устройства контроля или из-за локального изменения магнитных свойств изделия, а во-вторых, учитывать как разброс параметров датчиков, так и погрешности в их установке.
Данный способ реализуется с помощью устройства, которое содержит систему намагничивания, магниточувствительные датчики, размещенные между полюсными наконечниками системы намагничивания равномерно по периметру контролируемого изделия и конструктивно объединенные в преобразователь, усилители, число которых равно числу датчиков, блок управления с числом входов, равным числу датчиков, и блок обработки. В данном устройстве выход каждого датчика соединен с прямым входом одного усилителя и с одним из входов блока управления, выход которого соединен с инверсными входами всех усилителей, а выходы всех усилителей подключены к входам блока обработки [2].
Недостатком этого устройства является его конструктивная сложность, обусловленная тем, что на обработку одновременно поступают все сформированные сигналы.
Технической задачей, на решение которой направлено настоящее изобретение, в части способа является повышение чувствительности и достоверности обнаружения дефектов даже в условиях изменений магнитного поля, вызванных смещением контролируемого изделия относительно оси устройства контроля, или другими реальными условиями работы, например, изменением величины тока системы подмагничивания, а в части устройства - упрощение его конструкции.
Поставленная задача достигается за счет того, что в способе магнитной дефектоскопии ферромагнитных изделий, включающем намагничивание участка контролируемого изделия, сканирование его поверхности магниточувствительными датчиками, создание информационных сигналов и их обработку, осуществляемую с введением корректирующей поправки и заключающуюся в формировании сигнала о наличии дефекта и вспомогательного сигнала, вырабатываемого в виде средней величины сигналов с датчиков, и последующее определение качества контролируемого изделия, согласно изобретению, формирование вспомогательного сигнала осуществляют из информационных сигналов по меньшей мере двух датчиков, расположенных преимущественно с разных сторон основного датчика и преимущественно рядом с ним, а формирование сигнала о наличии дефекта - посредством вычитания из величины информационного сигнала основного датчика значений вспомогательного сигнала и корректирующей поправки, которая составляет преимущественно ±10% от величины вспомогательного сигнала, при этом для определения качества изделия из сигналов о наличии дефекта выбирают сигнал с максимальной амплитудой.
Поставленная задача в части устройства достигается за счет того, что устройство для магнитной дефектоскопии ферромагнитных изделий, включающее систему намагничивания, по меньшей мере один многозвенный преобразователь и блок обработки сигналов, вход которого взаимосвязан с преобразователем, в котором каждое измерительное звено образовано магниточувствительным датчиком и последовательно соединенным с ним усилителем, а датчики сгруппированы в технологическую цепочку и расположены так, что их центры лежат на одной условной линии, которая своей формой повторяет профиль поверхности контролируемого изделия, согласно изобретению дополнительно снабжено блоком выбора максимума, выход которого соединен с входом блока обработки, преобразователь дополнительно снабжен двумя магниточувствительными датчиками, а каждое измерительное звено - сумматором, выход которого соединен с инверсным входом усилителя этого звена, причем блок выбора максимума образован узлом инвертора и узлами выбора, количество которых соответствует числу измерительных звеньев, а дополнительные датчики установлены с разных концов технологической цепочки датчиков и каждый из них соединен с сумматором наиболее близкого к нему измерительного звена, при этом вход каждого узла выбора соединен с выходом измерительного звена, каждый из двух входов сумматора соединен с магниточувствительным датчиком, который в технологической цепочке датчиков расположен рядом с датчиком измерительного звена этого сумматора.
Достижению поставленной задачи способствует и то, что в блоке выбора максимума узел инвертора и узел выбора выполнены идентичными, а каждый из них образован взаимосвязанными между собой операционным усилителем, тремя резисторами и четырьмя диодами, причем в цепь отрицательной обратной связи операционного усилителя последовательно с первым резистором включены встречно-параллельно первый и второй диоды, а инверсный вход операционного усилителя через второй резистор соединен с входом узла, при этом выход операционного усилителя через третий диод, включенный в прямом направлении, и через четвертый диод, включенный в обратном направлении, соединен соответственно с первым и вторым выходами узла, а катод третьего диода через третий резистор соединен с общим проводом.
Вместе с этим, достижению поставленной задачи способствует также и то, что в блоке выбора максимума первые выходы всех узлов выбора и выход узла инвертора соединены между собой и выведены на блок обработки, а вторые выходы всех узлов выбора соединены с входом узла инвертора.
Изобретение поясняется чертежами, на которых представлены:
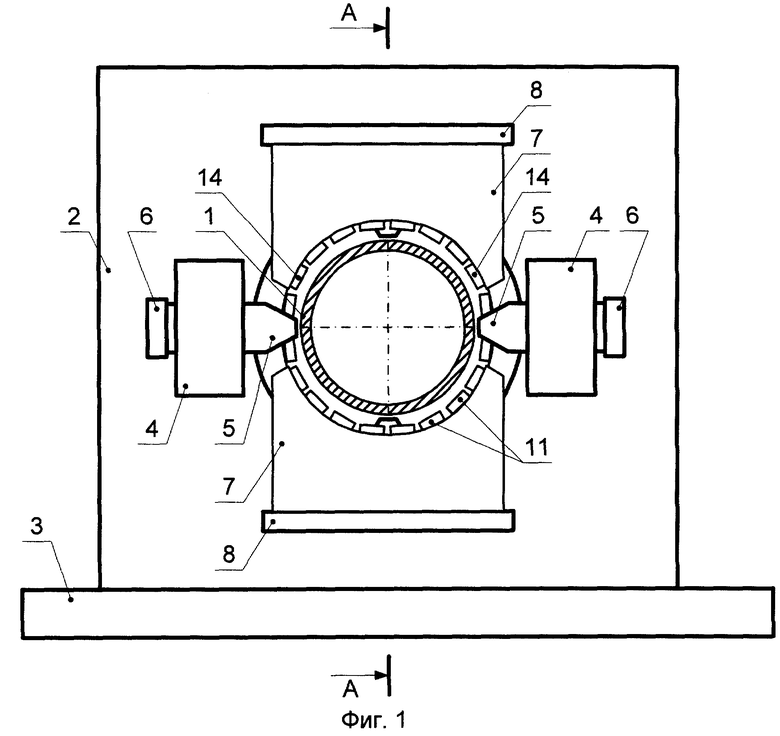
на фиг.1 - устройство для магнитной дефектоскопии стальных труб, вид спереди;
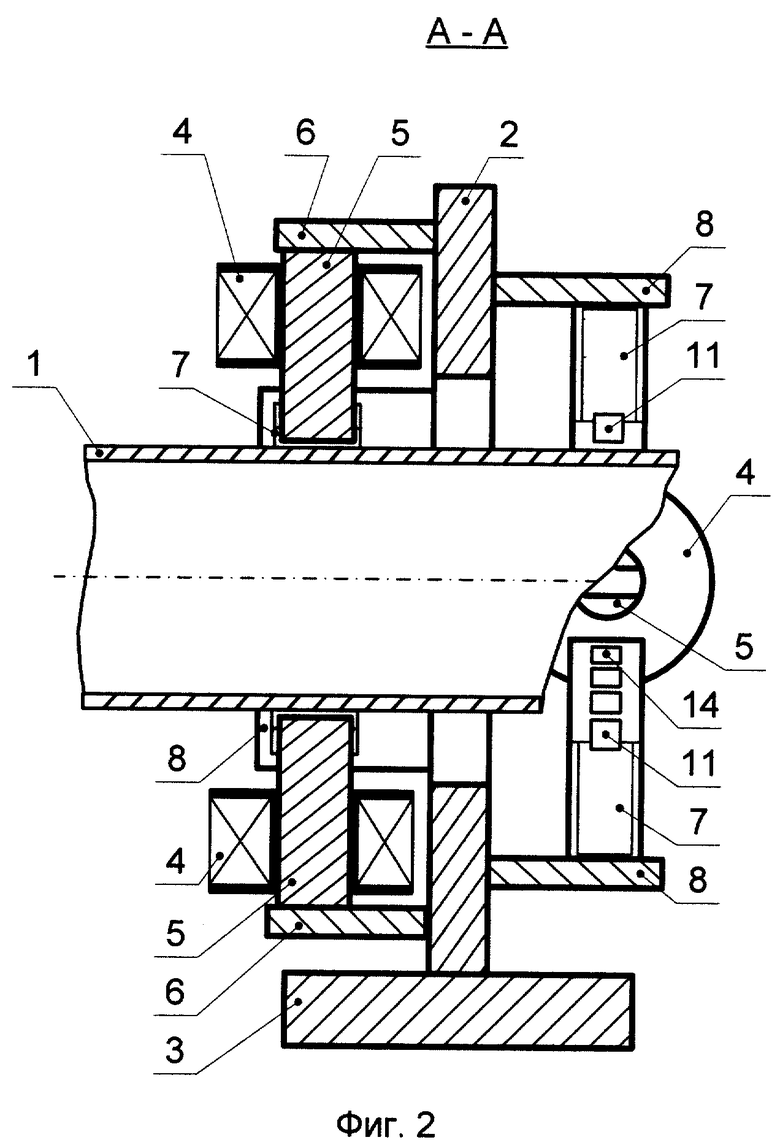
на фиг.2 - разрез по А-А устройства фиг.1;
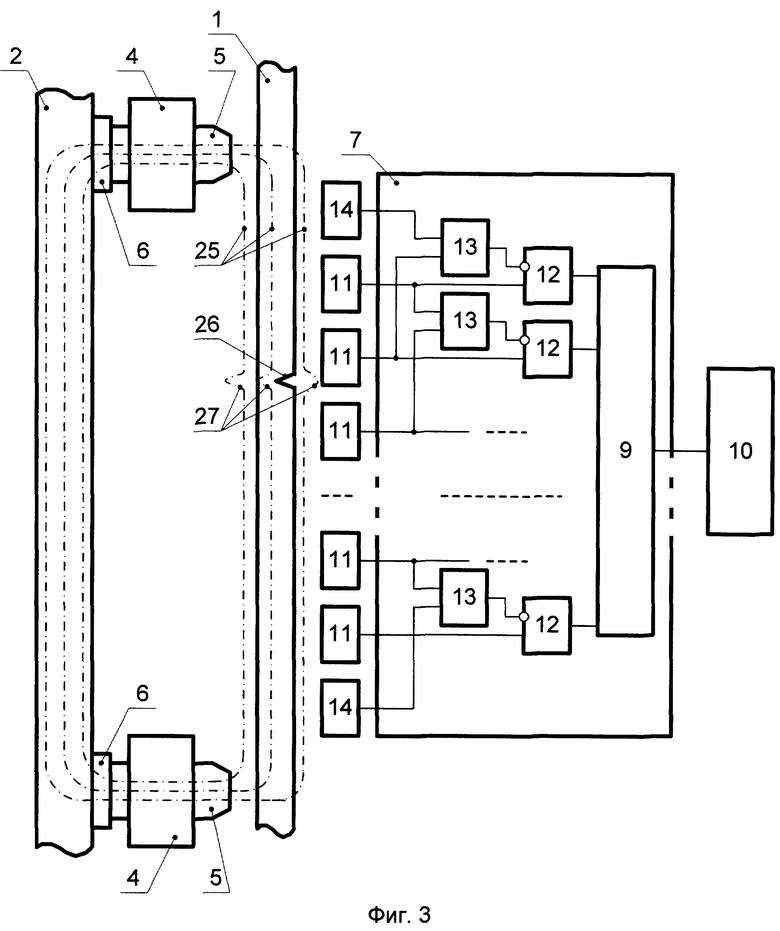
на фиг.3 - структурная схема многозвенного преобразователя и процесс работы устройства;
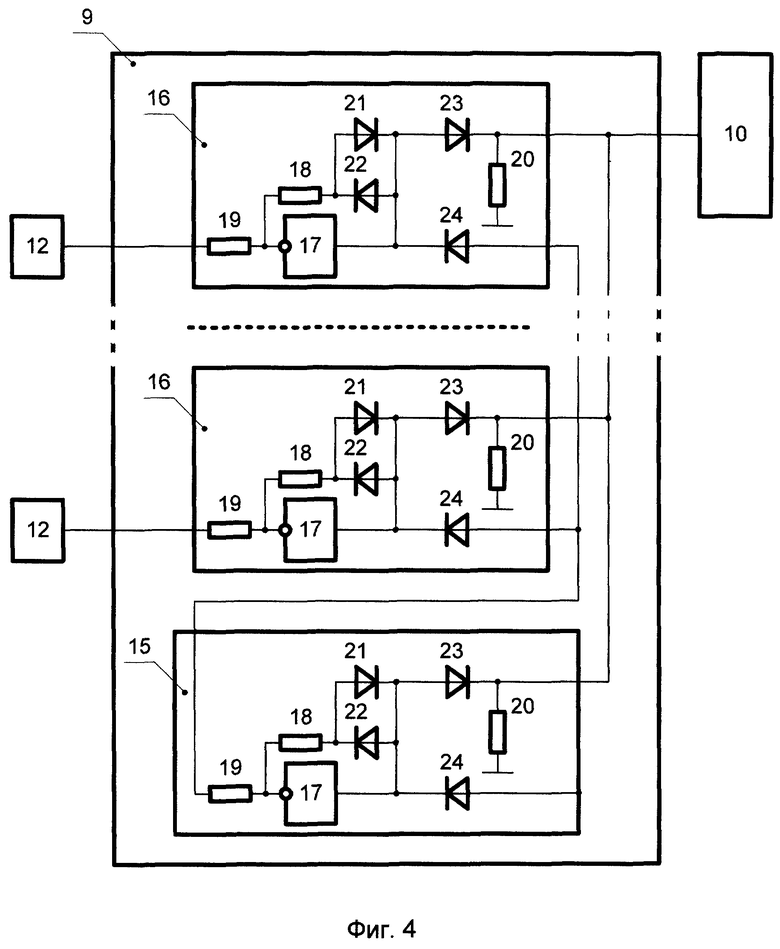
на фиг.4 - вариант выполнения блока выбора максимума;
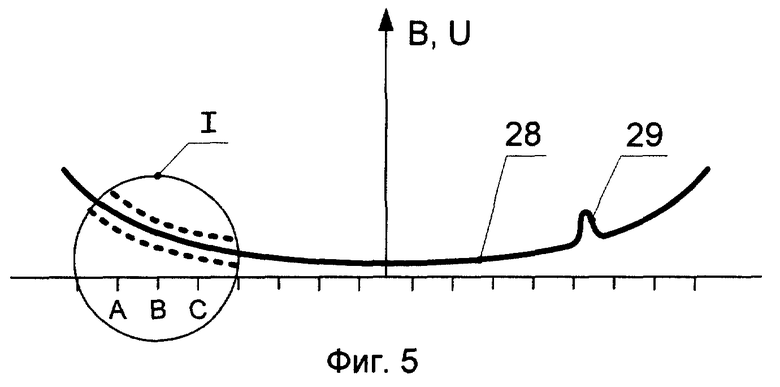
на фиг.5 и фиг.6 - график распределения тангенциальной составляющей индукции магнитного поля.
Ниже приводится пример конкретного выполнения устройства для магнитной дефектоскопии ферромагнитных изделий, в частности стальных насосно-компрессорных труб, не исключающий других вариантов его осуществления в объеме формулы изобретения.
Устройство для магнитной дефектоскопии стальных труб 1 (фиг.1 и 2), смонтировано на вертикально установленной стальной стойке 2, которая жестко закреплена на основании 3 и выполнена с центральным сквозным отверстием (на фиг.1 и 2 позицией не обозначено), диаметр которого превышает диаметр контролируемой трубы.
Система намагничивания устройства содержит два идентичных узла намагничивания, которые расположены с разных сторон стойки 2 и развернуты один относительно другого на 90°. Каждый узел намагничивания включает две катушки 4 и два стальных полюсных наконечника 5, каждый из которых посредством стального фланца 6 жестко закреплен на стойке 2 и выполнен с плоским заостренным рабочим концом.
Система сканирования и формирования сигналов устройства образована двумя идентичными узлами, которые расположены с разных сторон стойки 2, развернуты один относительно другого на 90° и установлены между узлами намагничивания. При этом каждый из них включает два многозвенных преобразователя 7, которые размещены между полюсными наконечниками 5 и посредством фланцев 8 закреплены на стойке 2.
Система обработки данных в устройстве образована (фиг.3) измерительными звеньями всех четырех преобразователей 7, четырьмя блоками выбора максимума 9, расположенными преимущественно по одному в каждом из преобразователей 7, и одним блоком обработки 10, представляющим собой преимущественно персональный компьютер, снабженный аналого-цифровым преобразователем и соответствующим программным обеспечением. Каждое измерительное звено преобразователя 7 содержит основной магниточувствительный датчик 11, последовательно соединенный с усилителем 12, и сумматор 13, выход которого соединен с инверсным входом усилителя 12.
Основные магниточувствительные датчики 11 преобразователя 7, корпус которого выполнен из немагнитного материала, сгруппированы в технологическую цепочку и расположены так, что их центры находятся на одинаковом расстоянии от контролируемого изделия и лежат на одной условной линии, которая своей формой повторяет профиль поверхности контролируемого изделия. Технологическая цепочка датчиков преобразователя 7 снабжена двумя дополнительными магниточувствительными датчиками 14, которые идентичны основным датчикам и установлены с разных концов технологической цепочки. Каждый из двух входов сумматора 13 соединен с магниточувствительным датчиком, который в технологической цепочке датчиков расположен рядом с датчиком 11 измерительного звена этого сумматора. Коэффициенты передачи усилителей 12 по обоим его входам установлены одинаковыми, а сумматора 13 - равным 0,5 с возможностью регулировки в пределах ±10%. Выходы всех усилителей 12 соединены с входами блока выбора максимума 9, выход которого одновременно является и выходом преобразователя 7 и соединен с входом блока обработки 10.
Блок выбора максимума 9 (фиг.4) образован узлом инвертора 15 и узлами выбора 16, количество которых соответствует числу измерительных звеньев в преобразователе 7. Вход каждого узла выбора 16 соединен с выходом усилителя 12 измерительного звена. Первые выходы всех узлов выбора 16 и узла инвертора 15 соединены между собой и выведены на блок обработки 10, а вторые выходы всех узлов выбора 16 соединены с входом инвертора 15.
Узлы выбора 16 и узел инвертора 15 выполнены идентично, и каждый из них образован взаимосвязанными между собой операционным усилителем 17, тремя резисторами 18-20 и четырьмя диодами 21-24. В цепь отрицательной обратной связи операционного усилителя 17 последовательно с первым резистором 18 включены встречно-параллельно первый 21 и второй 22 диоды. Инверсный вход операционного усилителя 17 через второй резистор 19 соединен с входом каждого узла 15 и 16, а его выход через третий диод 23, включенный в прямом направлении, и через четвертый диод 24, включенный в обратном направлении, соединен соответственно с первым и вторым выходами каждого узла 15 и 16. При этом катод третьего диода 23 через третий резистор 20 соединен с общим проводом (на фиг.4 позицией не обозначен).
Физическая сущность предлагаемого способа магнитной дефектоскопии состоит в следующем.
В основу работы устройства положен магнитный метод, заключающийся в последовательном намагничивании стенок стальной трубы до состояния, близкого к магнитному насыщению, и регистрации магниточувствительными датчиками, например датчиками Холла, магнитных полей, несущих информацию о дефектах стенок трубы. Намагничивание трубы поперечное, т.е. силовые линии поля направлены перпендикулярно дефектам, расположенным в продольном направлении на поверхностях или в теле трубы. Преобразователи формируют электрические сигналы, пропорциональные величине индукции магнитного поля над дефектом. Сигналы от преобразователей поступают на вход блока обработки, например, на аналого-цифровой преобразователь промышленного компьютера. Дальнейшая обработка сигналов осуществляется в цифровой форме. Блок обработки анализирует полученные сигналы по принятому алгоритму, оценивает глубину обнаруженных дефектов и определяет координаты их расположения на трубе. Автоматическому контролю качества труб предшествует подготовка устройства к работе, заключающаяся в установке пороговых значений по величине сигналов от искусственных дефектов, нанесенных на стандартных образцах.
Процесс формирования преобразователями 7 электрических сигналов, пропорциональных величине индукции магнитного поля над дефектом, представлен на фиг.3 (на фиг.3 сечение трубы в плоскости намагничивания показано условно развернутым по прямой линии). Силовые линии 25 магнитного поля, в основном, сосредоточены в стенках трубы 1. Часть силовых линий 25 рассеивается в пространстве, образуя поле фона. При наличии в изделии 1 дефекта 26 на поле фона накладывается поле рассеяния 27 от дефекта. Величина поля фона (фиг.5) может существенно превышать величину поля рассеяния (на фиг.5 центры основных 11 и дополнительных 14 датчиков условно размещены на оси абсцисс). Магниточувствительные основные датчики 11 и дополнительные датчики 14 ориентированы на тангенциальную составляющую магнитного поля. Они реагируют на индукцию суммарного магнитного поля, образованного сложением тангенциальных составляющих индукции поля фона 28 и индукции поля рассеяния дефекта 29, и преобразуют ее в электрические сигналы, выраженные напряжением U.
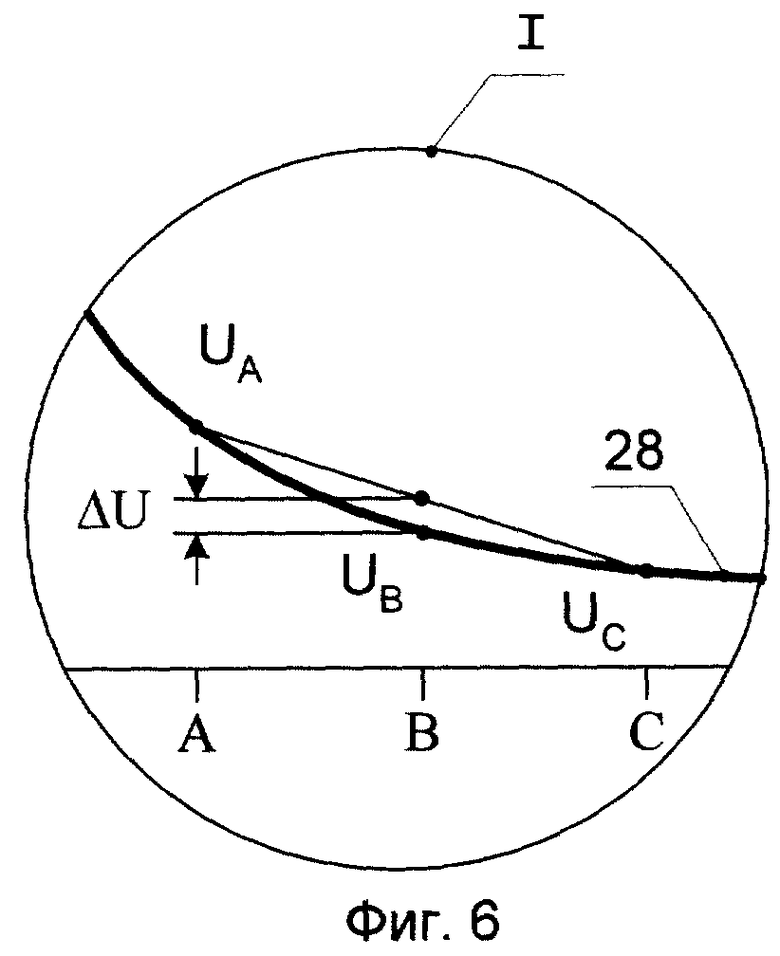
Несмотря на малое расстояние между соседними датчиками, изменение индукции магнитного поля вблизи каждого датчика носит нелинейный характер. На фиг.6 показано распределение сигналов от тангенциальной составляющей магнитного поля в месте расположения основных датчиков 11, условно обозначенных буквами А, В, С. Для того, чтобы повысить чувствительность устройства, необходимо полностью скомпенсировать все помеховые факторы в произвольной точке, например в точке В. Для этого из сигнала UB датчика 11, размещенного в этой точке, вычитают среднее, например среднее арифметическое, значение сигналов от соседних с ним датчиков UA, UC и корректирующую поправку ΔU, вызванную нелинейностью распределения индукции магнитного поля по рабочей поверхности преобразователя, и добиваются равенства выражения нулю при отсутствии дефекта:

где UPB - сигнал помехи в точке В,
UA - сигнал от датчика, размещенного в точке А,
UB - сигнал от датчика, размещенного в точке В,
UC - сигнал отдатчика, размещенного в точке С,
ΔU - величина корректирующей поправки.
Кроме того, с этой же целью вводят автоматическую коррекцию величины поправки ΔU в зависимости от индукции поля фона в месте размещения датчиков. Для этого в технологической цепочке датчиков выбирают несколько, например один - два, опорных датчиков и по их сигналам формируют напряжение, управляющее величиной корректирующей поправки ΔU, которая в своих значениях составляет ±10% от среднего значения сигналов. В качестве опорных могут быть использованы датчики как соседние с основным датчиком 11 (фиг.3), так и более удаленные от него, в том числе и крайние в цепочке, то есть дополнительные датчики 14. В качестве опорных датчиков наиболее целесообразно выбрать соседние с основным датчиком 11. При этом введение корректирующей поправки по выражению (1) обеспечивают регулировкой коэффициента передачи каждого сумматора 13 в диапазоне значений преимущественно ±10% относительно среднего значения 0,5. Диапазон изменений ±10% обусловлен максимальным изменением индукции магнитного поля между соседними датчиками.
Реализация предлагаемого способа осуществляется следующим образом.
На этапе настройки устройства в системе сканирования размещают эталонный объект контроля 1, по своим размерам и материалу соответствующий контролируемым изделиям и не имеющий дефектов. По этому эталону при включенной системе намагничивания производят балансировку каждого измерительного звена всех преобразователей 7, для чего с помощью регулировки коэффициента передачи каждого сумматора 13 устанавливают напряжение на выходе каждого усилителя 12, близким к нулю, например, в диапазоне ±30 мВ. За счет этого обеспечивается компенсация поля фона, разброса параметров датчиков 11 и 14, погрешности в их установке и прочие локальные помехи.
В случае возможного изменения условий работы устройства после балансировки преобразователей, например, при смещении контролируемой трубы относительно оси устройства, выходные сигналы с датчиков изменятся пропорционально, что может быть представлено как перемещение участка кривой вверх или вниз (на фиг.5 это изменение условно показано пунктирными линиями).
При таком изменении условий работы величина корректирующей поправки ΔU, установленная при балансировке, сохраняет свое значение, и на выходе каждого усилителя 12 будет сохраняться минимальное напряжение.
На этапе работы устройства через его систему сканирования посредством рольганга (на фиг.1 и 2 не показан) пропускают контролируемые трубы. При поступлении в систему сканирования дефектного участка трубы 1, сигнал от основного датчика 11, размещенного на наименьшем расстоянии от дефекта 26, будет пропорционален суммарной индукции магнитного над этим дефектом. Измерительное звено вычтет из этого сигнала фоновую составляющую и вышеуказанные локальные помехи, ориентируясь на сигналы опорных датчиков, под которыми в данный момент нет дефектов. В результате на выходе усилителя 12 появится сигнал, пропорциональный продольному сечению дефекта.
В каждый момент времени на выходе нескольких усилителей 12 могут появиться сигналы от дефектов, имеющие разную полярность и амплитуду. Эти сигналы поступают в блок выбора максимума 9 (фиг.4) и подаются на операционные усилители 17. Первый и второй резисторы 18 и 19 устанавливают коэффициент передачи каждого операционного усилителя 17, преимущественно равным единице. На третьем резисторе 20 происходит выбор максимального по амплитуде положительного сигнала с выхода усилителей 17, на втором резисторе 19 усилителя 17, входящего в узел инвертора, - максимального отрицательного сигнала. Первый и второй диоды 21, 22 в цепи обратной связи усилителя 17 обеспечивают равномерность коэффициента передачи для сигналов различной величины. Максимальный по амплитуде отрицательный сигнал инвертируется узлом инвертора 15 и также участвует в сравнении на третьих резисторах 20. В результате на выходе блока 9 будет выделен максимальный по амплитуде сигнал из совокупности сигналов, поданных на его входы. Этот сигнал соответствует наиболее крупному дефекту в сечении трубы 1, находящемся в данный момент времени под датчиками 11.
По сигналам с выхода блока выбора максимума 9 блок обработки 10 вырабатывает сигнал о наличии дефекта по определенному алгоритму, например, при превышении амплитуды сигнала от блока 9 выше определенного порога, что и позволяет судить о качестве контролируемого изделия. Так, при амплитуде сигналов с преобразователя в диапазоне от 0,1 до 8 В, порог величиной в 2 В будет соответствовать наличию дефекта, выраженного уменьшением толщины стенки трубы примерно на 20%.
Предложенные способ и устройство реализованы в магнитном дефектоскопе продольных дефектов насосно-компрессорных труб. Зона контроля каждого преобразователя составляет дугу 100°, таким образом четыре преобразователя охватывают всю окружность трубы. Для труб с внешним диаметром 60-89 мм каждый преобразователь содержит по 16-20 датчиков Холла типа SS495A. Блок обработки реализован на компьютере, содержащем аналого-цифровой преобразователь. Чувствительность дефектоскопа соответствует искусственному дефекту - риске длиной 15 мм, шириной 0,2 мм и глубиной 0,7 мм. Зазор между рабочей поверхностью преобразователя и трубой составляет 4-6 мм. Уровень шумов преобразователя не превышает 0,5 В, что при пороге срабатывания 2 В позволяет повысить вероятность обнаружения дефектов, недопустимых для насосно-компрессорных труб, до 95%. Дефектоскоп сохраняет свои параметры при скорости перемещения труб от 0 до 1 м/с, при осевых смещениях трубы на ±1 мм и при колебаниях тока в катушках намагничивания до ±15%.
Сопоставительный анализ известного и предложенного способов магнитной дефектоскопии ферромагнитных изделий показывает значительные преимущества последнего из них. Так, чувствительность улучшена примерно в два раза, а вероятность обнаружения дефектов повышена на 15% при более простой конструкции устройства, с помощью которой этот способ реализуется
Источники информации
1. Устройство для магнитного контроля. Патент РФ №2095804, МПК G 01 N 27/82.
2. Способ магнитной дефектоскопии и устройство для осуществления этого способа. Патент РФ №2133032, МПК G 01 N 27/83.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1997 |
|
RU2133032C1 |
| Магнитотелевизионный дефектоскоп | 1990 |
|
SU1739277A1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| ЭЛЕКТРОННО-МЕХАНИЧЕСКИЙ МАГНИТНЫЙ ОРТОГРАФ | 1994 |
|
RU2115114C1 |
| КОМПЛЕКС ВНУТРИТРУБНОЙ ДЕФЕКТОСКОПИИ С ТРОСОВОЙ ПРОТЯЖКОЙ | 2015 |
|
RU2586258C1 |
| СПОСОБ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ КАНАТА И АВТОМАТИЗИРОВАННЫЙ ДЕФЕКТОСКОП ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2589496C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРИТРУБНОЙ МАГНИТНОЙ ДЕФЕКТОСКОПИИ СТЕНОК СТАЛЬНЫХ ТРУБОПРОВОДОВ | 1993 |
|
RU2102737C1 |
| МАГНИТНЫЙ ДЕФЕКТОСКОП ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ | 2015 |
|
RU2587695C1 |
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ И ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2319955C2 |
| Магнитотелевизионный дефектоскоп | 1991 |
|
SU1779991A1 |
Изобретение относится к области неразрушающего контроля и может быть использовано для дефектоскопии ферромагнитных изделий, например стальных труб. Сущность: способ включает намагничивание участка изделия, сканирование его поверхности магниточувствительными датчиками, создание информационных сигналов, их обработку и последующее определение качества изделия. Обработка заключается в формировании вспомогательного сигнала, вырабатываемого в виде средней величины сигналов соседних с основным двух датчиков, и сигнала о наличии дефекта, получаемого посредством вычитания из величины сигнала основного датчика значений вспомогательного сигнала и корректирующей поправки. Устройство включает систему намагничивания, многозвенный преобразователь и блок выбора максимума, выход которого соединен с входом блока обработки сигналов. В преобразователе каждое измерительное звено образовано датчиком, последовательно соединенным с ним усилителем и сумматором, выход которого соединен с инверсным входом усилителя. Датчики сгруппированы в технологическую цепочку. Каждый из двух входов сумматора соединен с датчиком, который в технологической цепочке расположен рядом с датчиком измерительного звена этого сумматора. Выходы всех усилителей соединены с входами блока выбора максимума, выход которого соединен с входом блока обработки. Технический результат - повышение чувствительности и достоверности обнаружения дефектов. 2 н. и 2 з.п. ф-лы, 6 ил.
| СПОСОБ МАГНИТНОЙ ДЕФЕКТОСКОПИИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1997 |
|
RU2133032C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНОГО КОНТРОЛЯ | 1996 |
|
RU2095804C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ | 1996 |
|
RU2118816C1 |
| US 5502382 А, 26.03.1996 | |||
| US 3967194 А, 27.06.1976. | |||

