ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[001] Сплавы на основе титана известны своей низкой плотностью (60% плотности от таковой у стали) и своей высокой прочностью. Кроме того, сплавы на основе титана могут характеризоваться хорошими коррозиестойкими свойствами. Чистый титан характеризуется кристаллической структурой (гпу) альфа-фазы.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
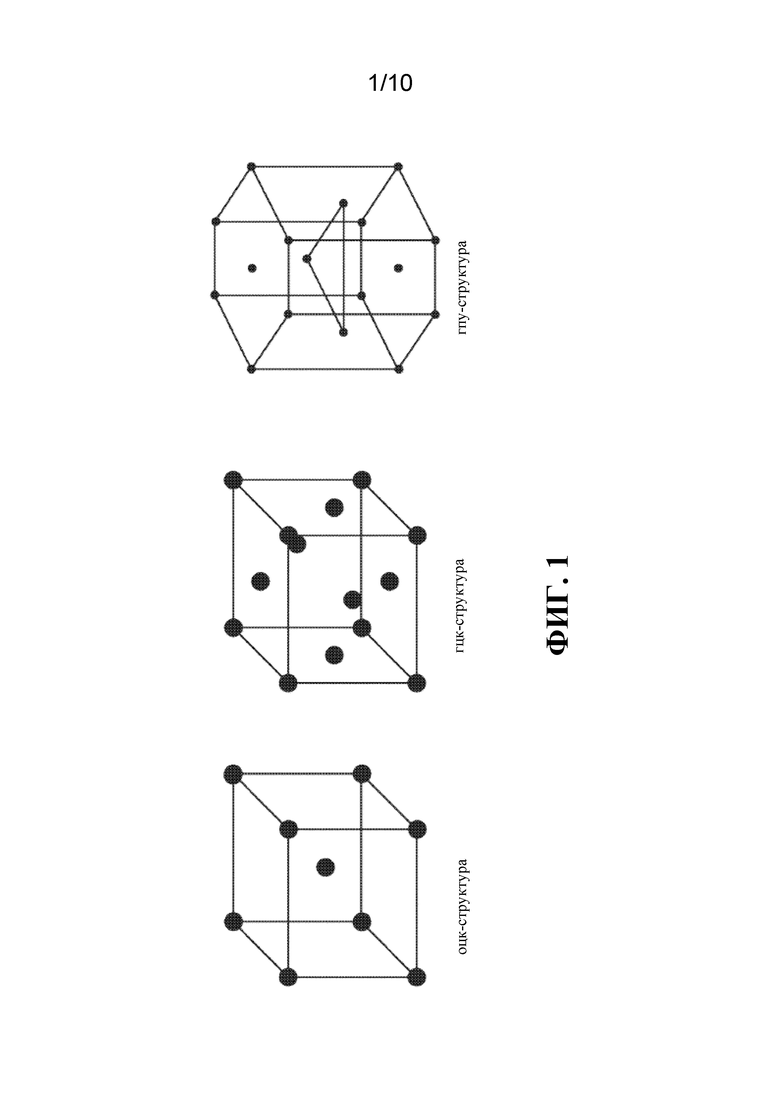
[002] В целом настоящая патентная заявка относится к новым материалам с оцк-структурой (бета) (например, сплавам), изготовленным из титана, алюминия, ванадия и железа, имеющих однофазную область с объемно-центрированной кубической (оцк) структурой твердого раствора при температуре, которая непосредственно ниже температуры солидуса материала («новые материалы»). Как известно специалистам в данной области техники и как показано на фиг. 1, объемно-центрированная кубическая (оцк) элементарная ячейка содержит атомы в каждом из восьми углов куба и дополнительно один атом в центре куба. Каждый из угловых атомов является углом другого куба, так что угловые атомы являются совместными для восьми элементарных ячеек. Благодаря уникальным составам, описанным в данном документе, в новых материалах может обеспечиваться однофазная область с оцк-структурой твердого раствора при температуре, которая непосредственно ниже температуры солидуса материала. Новые материалы также могут характеризоваться высокой точкой ликвидуса и узким равновесным интервалом замораживания (например, для ограничения микросегрегации во время затвердевания), что делает их подходящими для получения слитков посредством традиционной обработки, а также посредством порошковой металлургии, литья, аддитивного производства и их комбинаций (гибридная обработка).
[003] Новые материалы с оцк-структурой в целом включают 2,0-6,0 вес. % Al, 4,0-12,0 вес. % V и 1,0-5,0 вес. % Fe, при этом остальная часть представляет собой титан, любые необязательные второстепенные элементы и неизбежные примеси, где материал включает достаточное количество титана, алюминия, ванадия и железа для обеспечения оцк кристаллической структуры. Некоторая небольшая доля альфа-фазы (гпу) может присутствовать в сплаве вследствие твердофазного превращения при низкой температуре. В нижеприведенной таблице представлены некоторые неограничивающие примеры применимых новых материалов в виде сплавов.
Таблица 1. Пример сплавов на основе титана
[004] Используемый в данном документе термин «сплавообразующие элементы» подразумевает элементы, представляющие собой алюминий, ванадий, железо и титан, из сплава, при этом они находятся в пределах ограничений состава, определенных в данном документе. Используемый в данном документе термин «второстепенные элементы» включает модификаторы границы зерна, вспомогательные вещества для литья и/или материалы для контроля структуры зерна и т. п., которые можно применять в сплаве, такие как, среди прочих, кремний, иттрий, эрбий, углерод, кислород и бор. В одном варианте осуществления температура перехода в бета-фазу у новых сплавов составляет не более 850°C. В одном варианте осуществления для обеспечения образования дополнительных выделений при повышенных температурах материалы могут необязательно включать достаточное количество одного или более из следующих второстепенных элементов:
Si: не более 1 вес. %,
Y: не более 1 вес. %,
Er: не более 1 вес. %,
C: не более 0,5 вес. %,
O: не более 0,5 вес. %,
B: не более 0,5 вес. %.
Хотя количество такого(таких) необязательного(-ых) дополнительного(-ых) элемента(-ов) в материале должно быть достаточным для обеспечения получения упрочняющих выделений, количество такого(таких) необязательного(-ых) дополнительного(-ых) элемента(-ов) должно быть также ограничено для избежания образования частиц первичной фазы.
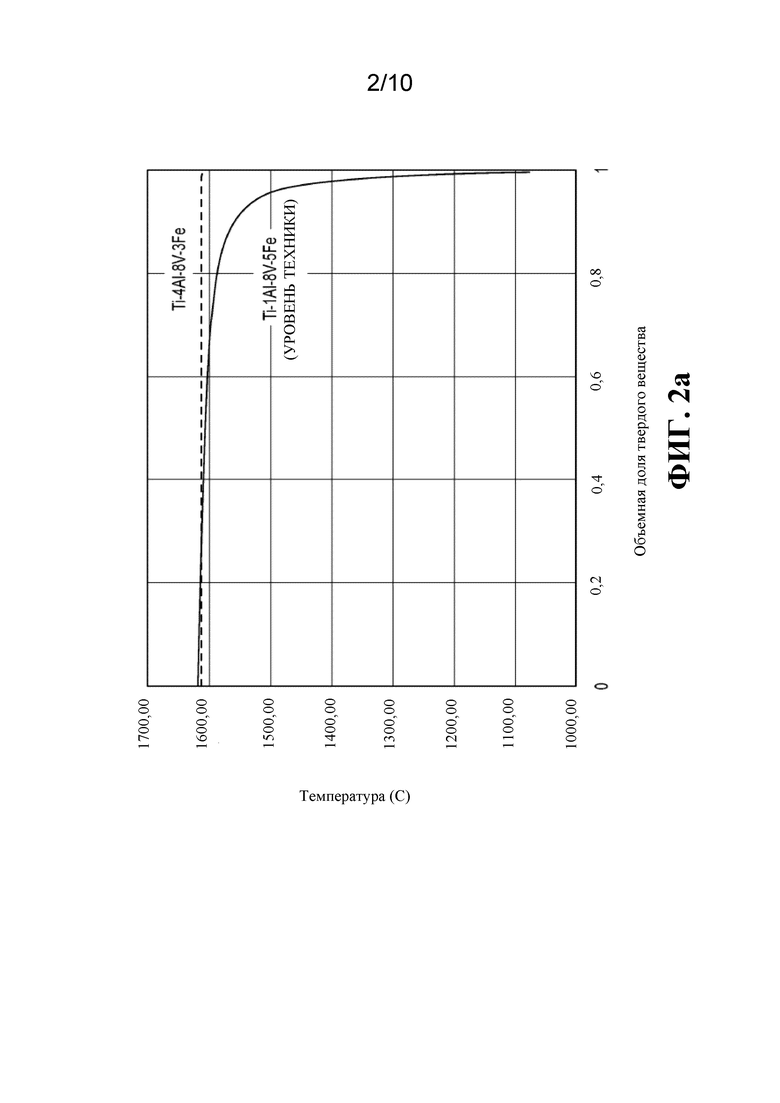
[005] Новые материалы могут характеризоваться узким интервалом замораживания, что может привести к ограниченному образованию горячих трещин и/или ограниченной микросегрегации (или их отсутствию). Более того, как показано на фиг. 2a и в нижеприведенных таблицах 1-2, новые сплавы могут затвердевать почти как чистый металл, который характеризуется постоянной температурой при совместном существовании жидкой и твердой фазы.
[006] В нижеприведенных таблицах 2-3 представлены некоторые неограничивающие примеры температуры ликвидуса, температуры солидуса, равновесного интервала замораживания, неравновесного интервала замораживания, температуры перехода в бета-фазу, температуры растворения, выделившейся(-ихся) фазы(фаз) и значения плотности для одного варианта осуществления новых сплавов.
Таблица 2. Свойства сплава (рассчитанные)
(°C)
темп. солидуса
(°C)
(Уровень техники)
Таблица 3. Свойства сплавов (продолж.)
в бета-фазу (°C)
темп. растворения (°C)
(г/см3)
(Уровень техники)
[007] Новые сплавы, описанные в данном документе, характеризуются узким интервалом замораживания как в состоянии равновесия, т. е. интервал температур от ликвидуса до солидуса, так и в неравновесном состоянии, т. е. интервал температур от ликвидуса до температуры конечного эвтектического превращения для прогнозируемого способа затвердевания. Равновесный интервал замораживания может отображать способ с низкой скоростью затвердевания, такой как литье по выплавляемой модели, выращивание монокристалла или разливка в большие слитки. Неравновесное состояние может отображать способ с достаточно высокой скоростью охлаждения, включая, среди прочих, тонкостенное литье в металлических формах и аддитивное производство, при которых равновесие достигается на границе раздела твердое вещество/жидкость. По сравнению с традиционным сплавом сплав по настоящему изобретению характеризуется более высокой температурой перехода в бета-фазу, что указывает на более высокую термическую устойчивость гпу-фазы (α) сплава для применений при повышенных температурах.
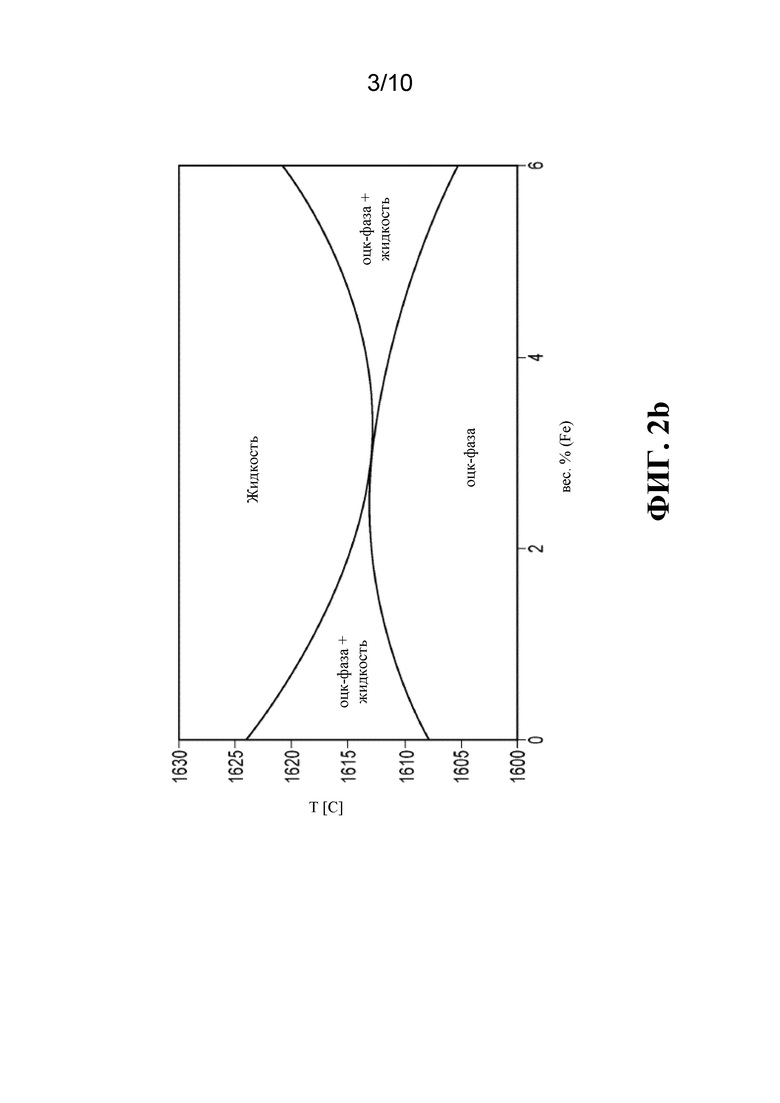
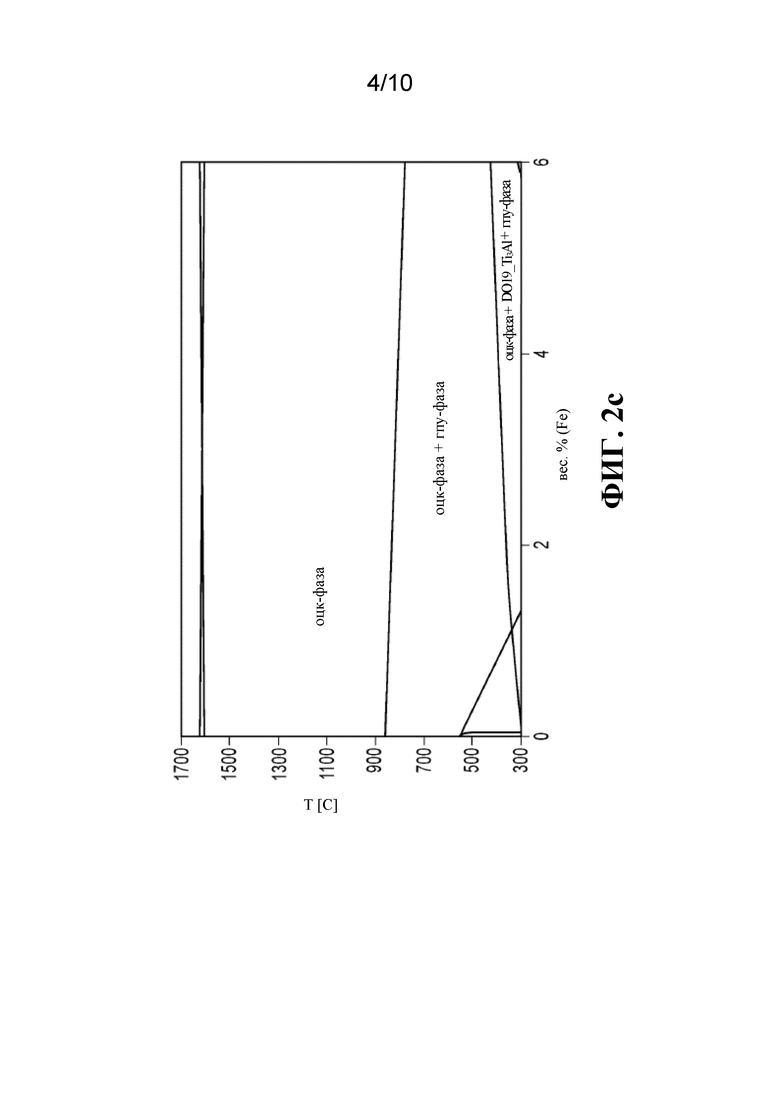
[008] Как указано выше, новые сплавы на основе титана в целом включают 1,0-5,0 вес. % Fe. На фиг. 2b показано влияние содержания железа на интервал замораживания сплава Ti-4Al-8V-XFe. Сплав характеризуется узким интервалом замораживания, в частности, в случае приблизительно 3 вес. % Fe. Равновесный интервал замораживания является более узким, чем приблизительно 5°C в случае от приблизительно 1 до 5 вес. % Fe. Влияние содержания железа на равновесие фазовых областей сплава Ti-4Al-8V-XFe в твердом состоянии показано на фиг. 2c. Это указывает на то, что устойчивость фаз бета (β) и Ti3Al (α2) увеличивается с увеличением содержания Fe. Увеличенная устойчивость бета-фазы может ухудшать прочность сплава при повышенных температурах, а увеличенная устойчивость Ti3Al может уменьшать пластичность сплава. В одном варианте осуществления сплав включает по меньшей мере 1,5 вес. % Fe. В другом варианте осуществления сплав включает по меньшей мере 2,0 вес. % Fe. В еще одном варианте осуществления сплав включает по меньшей мере 2,25 вес. % Fe. В другом варианте осуществления сплав включает по меньшей мере 2,5 вес. % Fe. В одном варианте осуществления сплав включает не более 4,75 вес. % Fe. В другом варианте осуществления сплав включает не более 4,5 вес. % Fe. В еще одном варианте осуществления сплав включает не более 4,25 вес. % Fe. В другом варианте осуществления сплав включает не более 4,0 вес. % Fe. В еще одном варианте осуществления сплав включает не более 3,75 вес. % Fe. В другом варианте осуществления сплав включает не более 3,5 вес. % Fe. В одном варианте осуществления сплав включает 1,0-4,25. вес. % Fe. В другом варианте осуществления сплав включает 1,5-4,0 вес. % Fe. В еще одном варианте осуществления сплав включает 2,0-4,0 вес. % Fe. В другом варианте осуществления сплав включает 2,25-3,75 вес. % Fe. В еще одном варианте осуществления сплав включает 2,5-3,5 вес. % Fe.
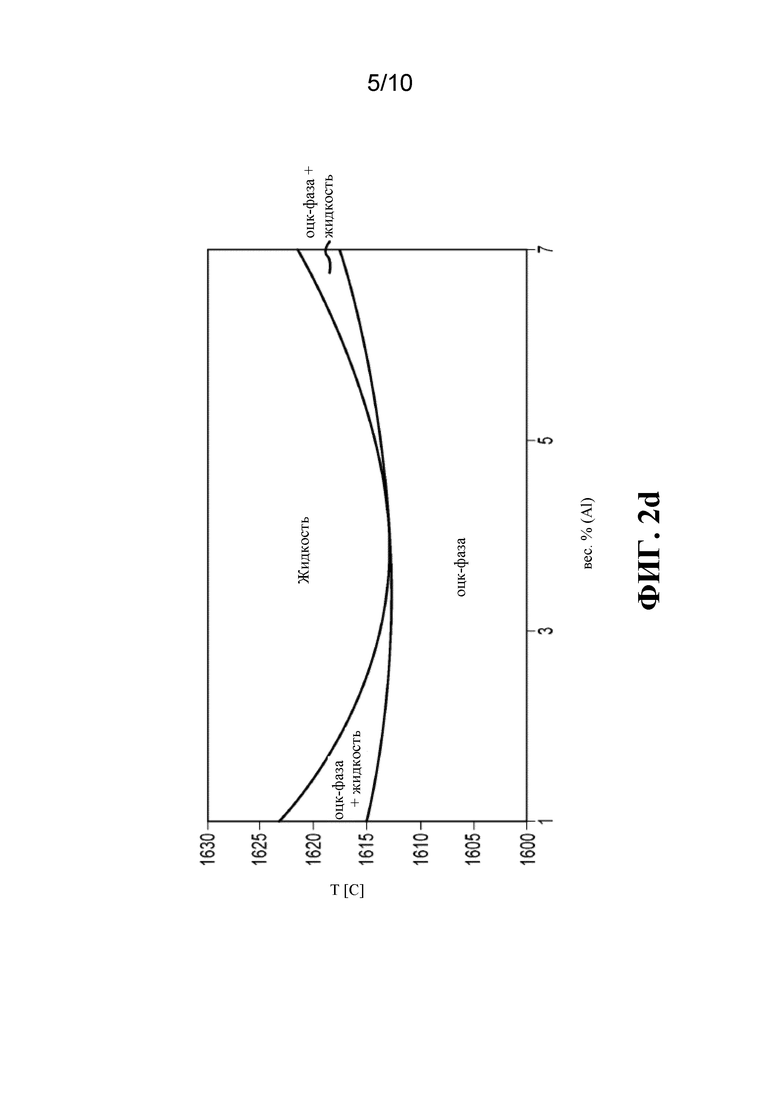
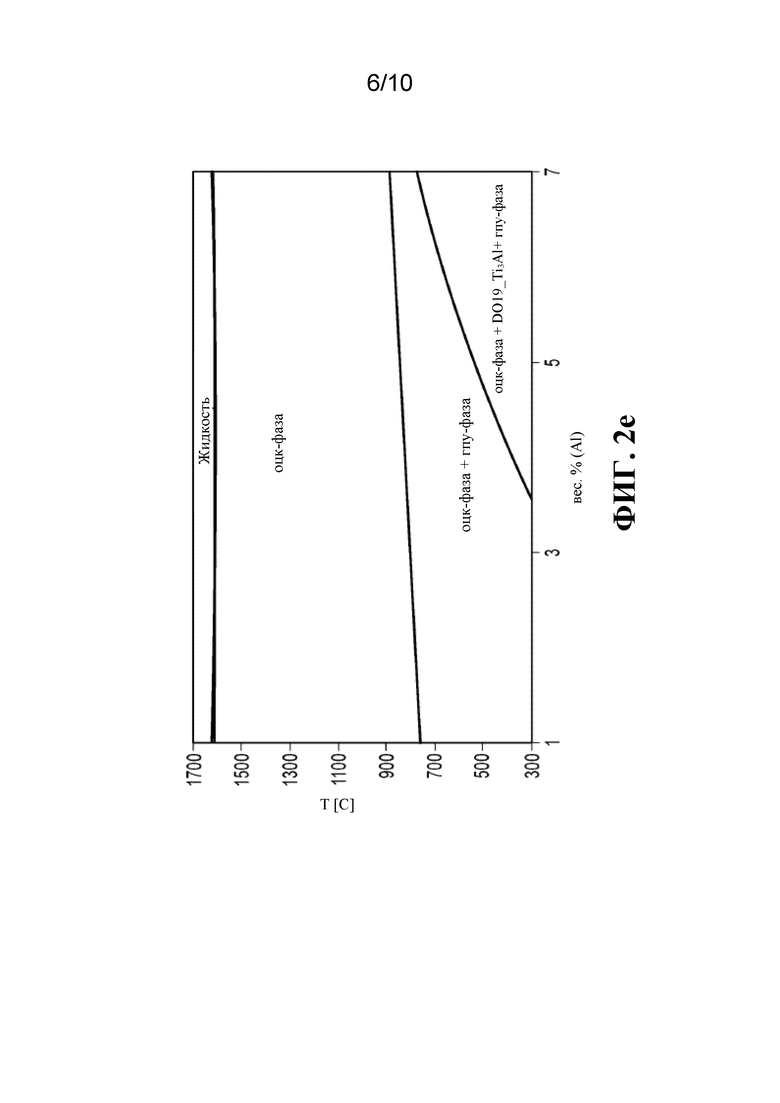
[009] Как указано выше, новые сплавы на основе титана в целом включают 2,0-6,0 вес. % Al. Влияние содержания алюминия на равновесный интервал замораживания сплавов Ti-8V-3Fe-XAl показано на фиг. 2d. На ней показано, что минимальный интервал замораживания существует при примерно 4 вес. % Al. Интервал замораживания является более узким, чем примерно 5°C в случае от приблизительно 2 до 6 вес. % Al. На фиг. 2e показано влияние содержания алюминия на равновесие фазовых областей сплава Ti-8V-3Fe-XAl в твердом состоянии. Как показано на фиг. 2e, как гпу-фаза (α), так и фаза Ti3Al (α2) стабилизировались с увеличением содержания алюминия в сплаве. Как отмечалось выше, гпу-фаза (α) увеличивает прочность при повышенных температурах, но Ti3Al (α2) может уменьшать пластичность сплава. В одном варианте осуществления сплав включает по меньшей мере 2,0 вес. % Al. В другом варианте осуществления сплав включает по меньшей мере 2,25 вес. % Al. В еще одном варианте осуществления сплав включает по меньшей мере 2,5 вес. % Al. В другом варианте осуществления сплав включает по меньшей мере 2,75 вес. % Al. В еще одном варианте осуществления сплав включает по меньшей мере 3,0 вес. % Al. В одном варианте осуществления сплав включает не более 6,0 вес. % Al. В другом варианте осуществления сплав включает не более 5,75 вес. % Al. В еще одном варианте осуществления сплав включает не более 5,5 вес. % Al. В другом варианте осуществления сплав включает не более 5,25 вес. % Al. В еще одном варианте осуществления сплав включает не более 5,0 вес. % Al. В одном варианте осуществления сплав включает 2,25-5,75 вес. % Al. В другом варианте осуществления сплав включает 2,25-5,5 вес. % Al. В еще одном варианте осуществления сплав включает 2,5-5,25 вес. % Al. В другом варианте осуществления сплав включает 2,75-5,25 вес. % Al. В другом варианте осуществления сплав включает 3,0-5,0 вес. % Al.
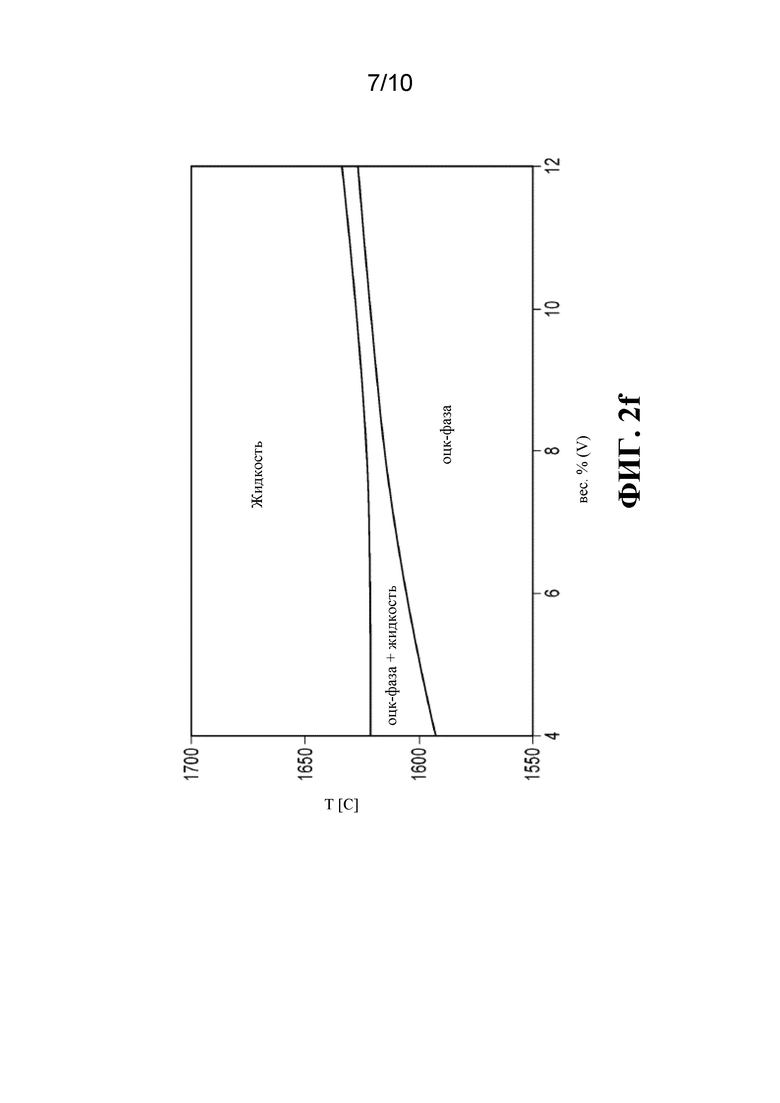
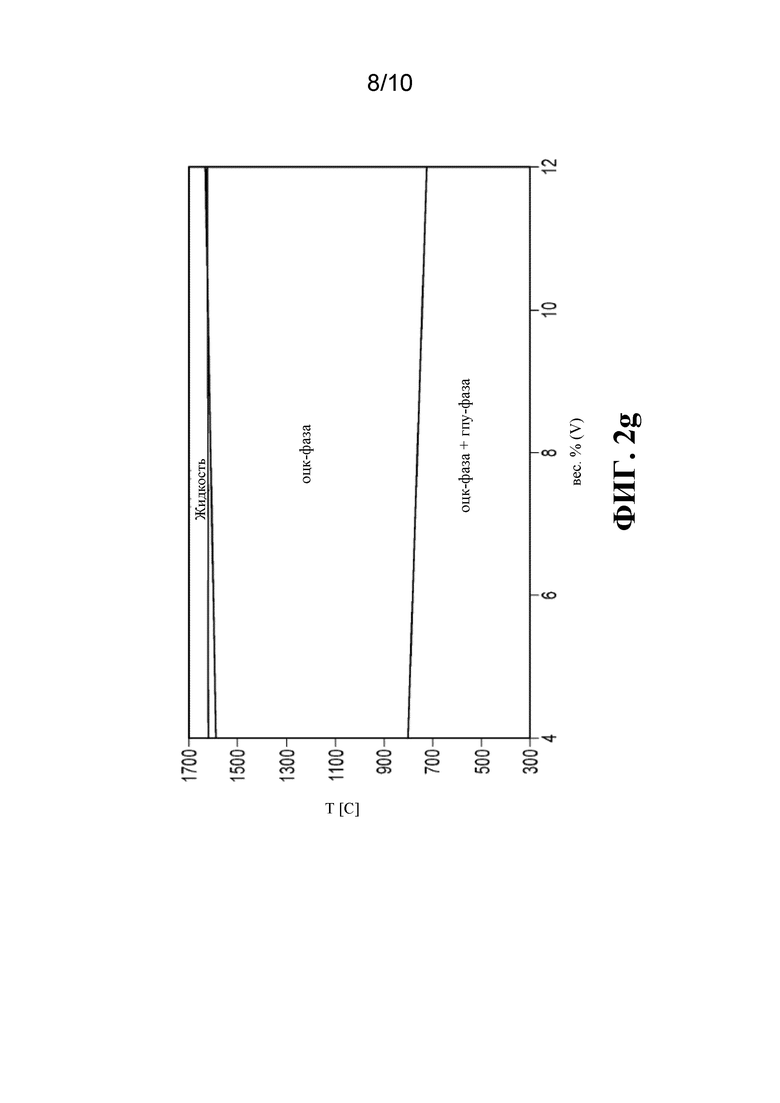
[0010] Как указано выше, новые сплавы на основе титана в целом включают 4,0-12,0 вес. % V. Влияние содержания ванадия на равновесный интервал замораживания сплава Ti-4Al-3Fe-XV показано на фиг. 2f. На фиг. 2g показано влияние содержания ванадия на равновесие фазовых областей сплава Ti-4Al-3Fe-XV в твердом состоянии. Как показано на фиг. 2g, бета-фаза (β) стабилизируется при увеличении содержания ванадия в сплаве. Как отмечалось выше, бета-фаза (β) может уменьшать прочность сплава, в частности, при повышенных температурах. В одном варианте осуществления сплав включает по меньшей мере 5,0 вес. % V. В другом варианте осуществления сплав включает по меньшей мере 5,5 вес. % V. В еще одном варианте осуществления сплав включает по меньшей мере 6,0 вес. % V. В другом варианте осуществления сплав включает по меньшей мере 6,5 вес. % V. В еще одном варианте осуществления сплав включает по меньшей мере 7,5 вес. % V. В одном варианте осуществления сплав включает не более 12,0 вес. % V. В другом варианте осуществления сплав включает не более 11,0 вес. % V. В еще одном варианте осуществления сплав включает не более 10,0 вес. % V. В другом варианте осуществления сплав включает не более 9,5 вес. % V. В еще одном варианте осуществления сплав включает не более 9,0 вес. % V. В другом варианте осуществления сплав включает не более 8,75 вес. % V. В еще одном варианте осуществления сплав включает не более 8,5 вес. % V. В одном варианте осуществления сплав включает 5,0-11,0 вес. % V. В другом варианте осуществления сплав включает 5,0-10,0 вес. % V. В еще одном варианте осуществления сплав включает 5,5-9,5 вес. % V. В другом варианте осуществления сплав включает 6,0-9,0 вес. % V. В еще одном варианте осуществления сплав включает 6,5-8,75 вес. % V. В еще одном варианте осуществления сплав включает 7,0-8,75 вес. % V. В другом варианте осуществления сплав включает 7,5-8,5 вес. % V.
[0011] В одном варианте осуществления новый материал с оцк-структурой включает 2,0-6,0 вес. % Al, 6,0-8,75 вес. % V и 1,0-4,25 вес. % Fe, при этом остальная часть представляет собой титан и неизбежные примеси, где материал включает достаточное количество титана, алюминия, ванадия и железа для обеспечения оцк кристаллической структуры.
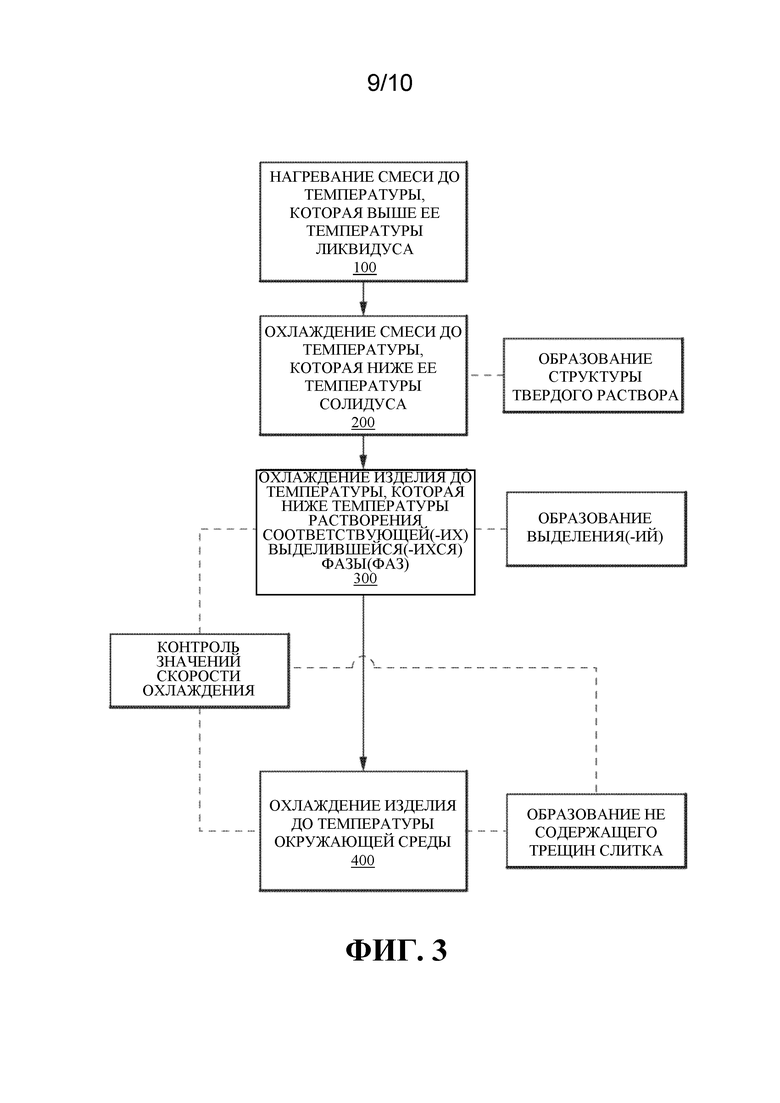
[0012] В одном подходе и со ссылкой на фиг. 3 способ получения нового материала включает стадии (100) нагревания смеси, содержащей Ti, Al, V и Fe и в пределах составов, описанных выше, до температуры, которая выше температуры ликвидуса смеси, с образованием таким образом жидкости, (200) c охлаждения смеси от температуры, которая выше температуры ликвидуса, до температуры, которая ниже температуры солидуса, при этом вследствие охлаждения смесь образует твердое изделие, характеризующееся оцк (объемно-центрированной кубической) структурой твердого раствора (потенциально с другими фазами из-за микросегрегации), и при этом смесь содержит достаточное количество Ti, Al, V и Fe для получения оцк-структуры твердого раствора, и (300) охлаждения твердого изделия до температуры, которая ниже температуры растворения выделившейся(-ихся) фазы(фаз) смеси, с образованием таким образом одной или более выделившихся фаз в оцк-структуре твердого раствора твердого изделия, при этом смесь содержит достаточное количество Ti, Al, V и Fe для получения выделившихся фаз с оцк-структурой твердого раствора. В одном варианте осуществления твердый раствор с оцк-структурой представляет собой первую фазу, образующуюся из жидкости.
[0013] В одном варианте осуществления контролируемое охлаждение материала используется для того, чтобы способствовать получению подходящего конечного изделия. Например, способ может включать стадию (400) охлаждения смеси до температуры окружающей среды, и при этом способ может включать осуществление контроля значений скорости охлаждения во время осуществления по меньшей мере стадий охлаждения (300) и (400), так что после завершения стадии (400), т. е. при достижении температуры окружающей среды, получают не содержащий трещин слиток. Контролируемое охлаждение можно выполнять, например, посредством использования подходящей водоохлаждаемой литейной формы.
[0014] Используемый в данном документе термин «слиток» означает литое изделие любой формы. Термин «слиток» включает заготовку. Используемый в данном документе термин «не содержащий трещин слиток» означает слиток, который в достаточной степени не содержит трещин, так что его можно применять в качестве слитка для обработки. Используемый в данном документе термин «слиток для обработки» означает слиток, подходящий для последующей обработки до конечного изделия. Последующая обработка может включать, например, горячую обработку и/или холодную обработку с помощью любого из прокатки, ковки, экструзии, а также снятия напряжения путем сжатия и/или растяжения.
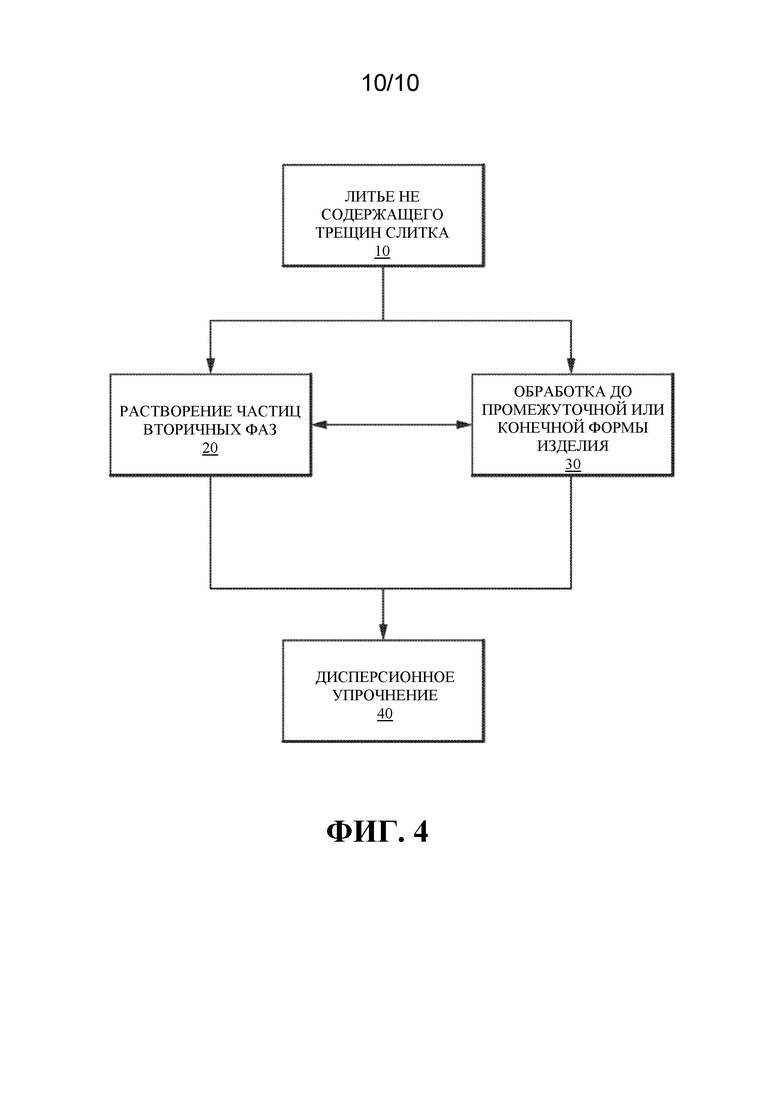
[0015] В одном варианте осуществления не содержащее трещин изделие, такое как не содержащий трещин слиток, при необходимости можно подвергать обработке с получением конечного кованого изделия из материала. Например, и со ссылкой на фиг. 3-4, вышеописанные стадии (100) - (400) на фиг. 3 можно рассматривать как стадию (10) литья, показанную на фиг. 4, приводящую к вышеописанному не содержащему трещин слитку. В других вариантах осуществления не содержащее трещин изделие может представлять собой не содержащую трещин заготовку, полученную, например, посредством литья, аддитивного производства или порошковой металлургии. В любом случае, не содержащее трещин изделие можно дополнительно подвергать обработке с получением кованого конечного изделия, характеризующегося оцк-структурой твердого раствора, необязательно с одной или более фазами выделений в нем. Эта дополнительная обработка в соответствующих случаях может включать любую комбинацию нижеописанных стадий растворения (20) и обработки (30) с получением формы конечного изделия. Как только получают форму конечного изделия, материал можно подвергать дисперсионному упрочнению (40) для получения упрочняющих выделений. Форма конечного изделия может представлять собой, например, прокатное изделие, экструдированное изделие или кованое изделие.
[0016] Продолжая ссылаться на фиг. 4, в результате стадии (10) литья слиток может включать некоторые частицы вторичных фаз. Следовательно, способ может включать одну или более стадий растворения (20), где слиток, форму промежуточного изделия и/или форму конечного изделия нагревают до температуры, которая выше температуры растворения соответствующего(-их) выделения(-й), но ниже температуры солидуса материала, с растворением таким образом некоторых или всех частиц вторичных фаз. Стадия (20) растворения может включать вымачивание материала в течение времени, достаточного для растворения соответствующих частиц вторичных фаз. После вымачивания материал может быть охлажден до температуры окружающей среды для последующей обработки. В качестве альтернативы, после вымачивания материал может быть немедленно подвергнут горячей обработке посредством стадии (30) обработки.
[0017] Стадия (30) обработки в целом включает горячую обработку и/или холодную обработку слитка и/или формы промежуточного изделия. Горячая обработка и/или холодная обработка может включать, например, прокатку, экструзию или ковку материала. Обработка (30) может происходить перед и/или после любой стадии (20) растворения. Например, после завершения стадии (20) растворения можно обеспечить охлаждение материала до температуры окружающей среды, а затем повторно нагреть до подходящей температуры для горячей обработки. В качестве альтернативы, материал можно подвергать холодной обработке при приблизительно значениях температуры окружающей среды. В некоторых вариантах осуществления материал можно подвергать горячей обработке, охлаждению до температуры окружающей среды, а затем подвергать холодной обработке. В еще других вариантах осуществления горячую обработку можно начинать после вымачивания на стадии (20) растворения, так что повторное нагревание изделия не является необходимым для горячей обработки.
[0018] Стадия (30) обработки может привести к выделению частиц вторичных фаз. В этом случае, при необходимости можно использовать любое число стадий (20) растворения после обработки для растворения некоторых или всех частиц вторичных фаз, которые могли образоваться вследствие стадии (30) обработки.
[0019] После любых подходящих стадий (20) растворения и обработки (30) форму конечного изделия можно подвергать дисперсионному упрочнению (40). Дисперсионное упрочнение (40) может включать нагревание формы конечного изделия до температуры, которая выше применяемой температуры(температур) растворения в течение времени, достаточного для растворения по меньшей мере некоторых частиц вторичных фаз, выделившихся вследствие обработки, а затем быстрое охлаждение формы конечного изделия до температуры, которая ниже применяемой температуры(температур) растворения с образованием таким образом частиц выделений. Дисперсионное упрочнение (40) будет дополнительно включать выдерживание изделия при целевой температуре в течение времени, достаточного для образования упрочняющих выделений, а затем охлаждение изделия до температуры окружающей среды, с получением таким образом подвергнутого термической обработке конечного изделия, содержащего упрочняющие выделения в нем. В одном варианте осуществления подвергнутое термической обработке конечное изделие содержит ≥ 0,5 об. % упрочняющих выделений. Упрочняющие выделения предпочтительно расположены в матрице оцк-структуры твердого раствора с приданием таким образом прочности изделию посредством взаимодействий с дислокациями.
[0020] Благодаря структуре и составу новых материалов, в новых материалах может быть получена улучшенная комбинация свойств, такая как улучшенная комбинация по меньшей мере двух, среди прочих, из плотности, пластичности, прочности и трещиностойкости. Таким образом, новые материалы могут найти применение в различных областях применения, таких как применение в низкотемпературных областях применения (например, низкотемпературной области применения в автомобильной промышленности, как, например, в качестве элемента, предназначенного для автомобильных или аэрокосмических устройств).
[0021] Новые материалы, описанные выше, также можно применять для получения изделий или заготовок, полученных посредством литья. Полученные посредством литья изделия представляют собой такие изделия, которые достигают их конечной или близкой к конечной формы изделия после процесса литья. Новые материалы могут быть отлиты в любую требуемую форму. В одном варианте осуществления новые материалы отливают в компонент для автомобильной или аэрокосмической промышленности (например, отливают в компонент двигателя). После литья полученное посредством литья изделие можно подвергать любым подходящим стадиям растворения (20) или дисперсионного упрочнения (40), как описано выше. В одном варианте осуществления изготовленное посредством литья изделие по сути состоит из Ti, Al, V и Fe и в пределах составов, описанных выше. В одном варианте осуществления полученное посредством литья изделие включает ≥ 0,5 об. % упрочняющих выделений.
[0022] Хотя данная патентная заявка в целом была описана, как относящаяся к материалам в виде сплавов с оцк-матрицей, содержащим одну или более из вышеуказанных перечисленных выделившихся фаз в них, следует понимать, что другие упрочняющие фазы могут быть применимы к новым материалами в виде сплавов с оцк-матрицей, и все такие упрочняющие фазы (когерентные или некогерентные) могут оказаться полезными в материалах в виде сплавов с оцк-структурой, описанных в данном документе.
Аддитивное производство новых материалов
[0023] Вышеописанные новые материалы также можно изготавливать посредством аддитивного производства. Используемый в данном документе термин «аддитивное производство» означает «способ соединения материалов с целью создания объектов из данных 3D модели, обычно послойно, в отличие от методик субтрактивного производства», как определено в документе ASTM F2792-12a, под названием «Стандартные термины для аддитивных производственных технологий». Новые материалы можно изготовлять с помощью любой подходящей методики аддитивного производства, описанной в данном стандарте ASTM, такой как, среди прочих, разбрызгивание связующего, нанесение материала с помощью направленного энергетического воздействия, прессование материала выдавливанием, разбрызгивание материала, расплавление материала в заранее сформированном слое или соединение листовых материалов.
[0024] В одном варианте осуществления способ аддитивного производства включает нанесение последовательных слоев одного или более порошков, и затем выборочное плавление и/или спекание порошков с образованием слой за слоем изготовленной посредством аддитивного производства детали (изделия). В одном варианте осуществления в способах аддитивного производства используют один или более, среди прочих, из селективного лазерного спекания (SLS), селективного лазерного плавления (SLM) и электронно-лучевого плавления (EBM). В одном варианте осуществления в способе аддитивного производства используют систему аддитивного производства с помощью прямого лазерного спекания металлов (DMLS) EOSINT M 280 или аналогичную систему, доступную от EOS GmbH (Robert-Stirling-Ring 1, 82152 Крайллинг/Мюнхен, Германия).
[0025] В качестве одного примера исходное сырье, такое как порошок или проволока, содержащие сплавообразующие элементы и любые необязательные второстепенные элементы (или по сути состоящие из них) и в пределах составов, описанных выше, можно применять в устройстве для аддитивного производства с получением изготовленной посредством аддитивного производства детали, содержащей оцк-структуру твердого раствора, необязательно с выделившейся(-имися) фазой(-ами) в ней. В некоторых вариантах осуществления изготовленная посредством аддитивного производства деталь представляет собой не содержащую трещин заготовку. Порошки можно выборочно нагревать до температуры, которая выше температуры ликвидуса материала, с образованием таким образом ванны расплава, содержащей образующие сплав элементы и любые необязательные второстепенные элементы, с последующим быстрым отверждением ванны расплава.
[0026] Как указано выше, аддитивное производство можно применять для послойного получения металлического изделия (например, изделия из сплава), например, с помощью слоя металлического порошка. В одном варианте осуществления слой металлического порошка применяют для получения изделия (например, изделия из сплава с заданными физическими свойствами). Используемый в данном документе термин «слой металлического порошка» и тому подобное означает слой, содержащий металлический порошок. Во время аддитивного производства частицы с одинаковым или разным составом могут плавиться (например, быстро плавиться) и затем затвердевать (например, в отсутствие гомогенного смешивания). Таким образом, можно получать изделия, характеризующиеся гомогенной или негомогенной микроструктурой. Один вариант осуществления способа получения изготовленной посредством аддитивного производства детали может включать (a) диспергирование порошка, содержащего образующие сплав элементы и любые необязательные второстепенные элементы; (b) выборочное нагревание части порошка (например, с помощью лазера) до температуры, которая выше температуры ликвидуса конкретной детали, подлежащей образованию; (c) образование ванны расплава, содержащей образующие сплав элементы и любые необязательные второстепенные элементы; и (d) охлаждение ванны расплава со скоростью охлаждения, составляющей по меньшей мере 1000°C в секунду. В одном варианте осуществления скорость охлаждения составляет по меньшей мере 10000°C в секунду. В другом варианте осуществления скорость охлаждения составляет по меньшей мере 100000°C в секунду. В другом варианте осуществления скорость охлаждения составляет по меньшей мере 1000000°C в секунду. При необходимости стадии (a)-(d) можно повторять до тех пор, пока не будет получена деталь, т. е. до тех пор, пока не будет образована/получена конечная изготовленная посредством аддитивного производства деталь. Конечная деталь, изготовленная посредством аддитивного производства, содержащая оцк-структуру твердого раствора, необязательно с выделившейся(-имися) фазой(-ами) в ней, может иметь сложную геометрию или может иметь простую геометрию (например, в виде листа или пластины). После получения или во время него изготовленное посредством аддитивного производства изделие можно деформировать (например, посредством одного или более из прокатки, экструзии, ковки, растяжения, сжатия).
[0027] Порошки, применяемые для аддитивного производства нового материала, можно получить посредством тонкого распыления материала (например, слитка или расплава) для нового материала с образованием порошков с подходящими размерами относительно способа аддитивного производства, подлежащего применению. Используемый в данном документе термин «порошок» означает материал, содержащий множество частиц. Порошки можно применять в слое порошка для получения изделия из сплава с заданными физическими свойствами с помощью аддитивного производства. В одном варианте осуществления один и тот же основной порошок применяют в ходе всего процесса аддитивного производства для получения металлического изделия. Например, конечное металлическое изделие с заданными физическими свойствами может содержать одну область/матрицу, полученную посредством использования в целом одного и того же металлического порошка во время процесса аддитивного производства. В качестве альтернативы, конечное металлическое изделие с заданными физическими свойствами может содержать по меньшей мере две отдельно полученные различающиеся области. В одном варианте осуществления можно применять разные типы слоев металлического порошка для получения металлического изделия. Например, первый слой металлического порошка может содержать первый металлический порошок, и второй слой металлического порошка может содержать второй металлический порошок, отличный от первого металлического порошка. Первый слой металлического порошка можно применять для получения первого слоя или части изделия из сплава, и второй слой металлического порошка можно применять для получения второго слоя или части изделия из сплава. Используемый в данном документе термин «частица» означает мельчайший фрагмент вещества, характеризующийся размером, подходящим для применения в порошке для слоя порошка (например, размером от 5 микрон до 100 микрон). Частицы можно получить, например, посредством тонкого распыления.
[0028] Изготовленную посредством аддитивного производства деталь можно подвергать любым подходящим стадиям растворения (20), обработки (30) и/или дисперсионного упрочнения (40), как описано выше. При использовании, стадии растворения (20) и/или обработки (30) можно выполнять в отношении промежуточной формы изготовленной посредством аддитивного производства детали и/или можно выполнять в отношении конечной формы изготовленной посредством аддитивного производства детали. При использовании стадию (40) дисперсионного упрочнения в целом выполняют относительно конечной формы изготовленной посредством аддитивного производства детали. В одном варианте осуществления изготовленная посредством аддитивного производства деталь по сути состоит из образующие сплав элементов и любых второстепенных элементов и примесей, таких как любые составы материала, описанные выше, необязательно с ≥ 0,5 об. % выделившейся фазы(выделившихся фаз) в них.
[0029] В другом варианте осуществления новый материал представляет собой заготовку для последующей обработки. Заготовка может представлять собой слиток, изготовленной посредством литья изделие, изготовленное посредством аддитивного производства изделие или изготовленной посредством порошковой металлургии изделие. В одном варианте осуществления заготовка имеет форму, которая является близкой к конечной требуемой форме конечного изделия, но заготовка рассчитана на последующую обработку с достижением конечной формы изделия. Таким образом, заготовку можно подвергать обработке (30), например, посредством ковки, прокатки, или экструзии с получением промежуточного изделия или конечного изделия, причем промежуточное или конечное изделие можно подвергать любым дополнительным подходящим стадиям растворения (20), обработки (30) и/или дисперсионного упрочнения (40), описанным выше, с получением конечного изделия. В одном варианте осуществления обработка предусматривает горячее изостатическое прессование (ГИП) для сжатия детали. В одном варианте осуществления заготовку из сплава можно сжать и можно уменьшить ее пористость. В одном варианте осуществления температуру проведения ГИП поддерживают ниже начальной температуры плавления заготовки из сплава. В одном варианте осуществления заготовка может представлять собой изделие с формой, близкой к заданной.
[0030] В одном подходе используют электронно-лучевые (EB) или плазменно-дуговые методики с получением по меньшей мере части изготовленной посредством аддитивного производства детали. Электронно-лучевые методики могут способствовать получению более крупных деталей, чем легко полученные с помощью методик аддитивного производства с помощью лазера. В одном варианте осуществления способ включает подачу проволоки малого диаметра (например, диаметром ≤ 2,54 мм) в участок механизма подачи проволоки электроннолучевой пушки. Проволока может характеризоваться составами, описанными выше. Электронный луч (EB) нагревает проволоку до температуры, которая выше точки ликвидуса детали, подлежащего образованию, с последующим быстрым отверждением (например, по меньшей мере 100°C в секунду) ванны расплава с образованием отложившегося материала. Проволока может быть изготовлена посредством традиционного способа отливки или посредством способа уплотнения порошка. При необходимости данные стадии можно повторять до тех пор, пока не будет получено конечное изделие. Подачу проволоки при применении плазменной дуги можно подобным образом применять со сплавами, раскрытыми в данном документе. В одном варианте осуществления, не проиллюстрированном, электронно-лучевое (EB) или плазменно-дуговое устройство для аддитивного производства может использовать несколько разных проволок с соответствующими несколькими разными источниками излучения, причем каждый из проволок и источников подлежит подаче и при необходимости активации с получением изделия, содержащего металлическую матрицу, содержащую образующие сплав элементы и любые необязательные второстепенные элементы.
[0031] В другом подходе способ может включать (a) выборочное распыление одного или более металлических порошков по направлению к подложке для наращивания или на нее; (b) нагревание с помощью источника излучения металлических порошков и необязательно подложки для наращивания до температуры, которая выше температуры ликвидуса изделия, подлежащего образованию, с образованием таким образом ванны расплава; (c) охлаждение ванны расплава с образованием таким образом твердой части металлического изделия, где охлаждение предусматривает охлаждение при скорости охлаждения, составляющей по меньшей мере 100°C в секунду. В одном варианте осуществления скорость охлаждения составляет по меньшей мере 1000°C в секунду. В другом варианте осуществления скорость охлаждения составляет по меньшей мере 10000°C в секунду. Стадию (c) охлаждения можно осуществлять путем перемещения источника излучения в сторону от ванны расплава и/или путем перемещения подложки для наращивания с ванной расплава в сторону от источника излучения. При необходимости стадии (a)-(c) можно повторять до тех пор, пока не будет получено металлическое изделие. Стадию (a) распыления можно осуществлять с помощью одного или более сопел и при необходимости состав порошков металлов можно изменять с получением конечного металлического изделия с заданными физическими свойствами, содержащего металлическую матрицу, при этом металлическая матрица содержит образующие сплав элементы и любые необязательные второстепенные элементы. Состав металлического порошка, подлежащего нагреванию, в любой момент времени можно изменять в режиме реального времени посредством использования разных порошков в разных соплах и/или посредством изменения состава(составов) порошка, подаваемого(подаваемых) в любое сопло в режиме реального времени. Деталь может представлять собой любую подходящую подложку. В одном варианте осуществления подложка для наращивания сама по себе является металлическим изделием (например, изделием из сплава).
[0032] Как указано выше, можно применять сварку для получения металлического изделия (например, для получения изделия из сплава). В одном варианте осуществления изделие получают посредством операции плавления, применяемой в отношении материалов-предшественников в виде множества металлических компонентов разного состава. Материалы-предшественники могут быть представлены в соприкосновении относительно друг друга для обеспечения одновременного плавления и смешивания. В одном примере плавление происходит в процессе электродуговой сварки. В другом примере во время аддитивного производства можно выполнять плавление с помощью лазера или электронного луча. Операция плавления приводит к тому, что множество металлических компонентов смешивается в расплавленном состоянии и образует металлическое изделие, например, в виде сплава. Материалы-предшественники могут быть представлены в виде множества физически отдельных форм, таких как множество удлиненных нитей или волокон металлов или сплавов металлов разного состава, или удлиненной нити или трубы первого состава и смежного порошка второго состава, например, содержащихся в трубе или нити с одним или более слоями оболочки. Материалы-предшественники могут быть сформированы в структуру, например, скрученного или плетеного кабеля, или проволоки с множеством нитей или волокон, или трубы с наружной оболочкой и порошком, содержащимся в ее полости. Структуру затем можно обработать с подверганием ее части, например, конца, операции плавления, например, посредством использования ее в качестве сварочного электрода или в качестве исходного материала для аддитивного производства. При таком использовании, структура и ее компоненты материалов-предшественников могут быть расплавлены, например, при непрерывном или дискретном процессе с образованием сварного шва, или линии, или точек материала, нанесенного для аддитивного производства.
[0033] В одном варианте осуществления металлическое изделие представляет собой полученную посредством сварки деталь или вставку, расположенные между материалом или материалом, подлежащим сварке, и соединенные с ним, например, две детали из одного или разных материалов или деталь из одного материала с отверстием, которое по меньшей мере частично заполняет вставка. В другом варианте осуществления во вставке появляется переходная зона изменяющегося состава относительно материала, к которому ее приваривают, так что полученную комбинацию можно рассматривать как изделие из сплава.
Новые материалы, состоящие по сути из оцк-структуры твердого раствора
[0034] Хотя в вышеприведенном раскрытии в целом описан способ получения новых материалов с оцк-структурой, содержащих выделившуюся(-иеся) фазу(-ы) в них, также возможно получить материал, состоящий по сути из оцк-структуры твердого раствора. Например, после получения слитка, кованой детали, изготовленного посредством литья изделия или изготовленной посредством аддитивного производства детали, как описано выше, материал может быть гомогенизирован, например, способом, описанным выше относительно стадии (20) растворения. При подходящем быстром охлаждении выделение любых частиц вторичных фаз может быть ингибировано/ограничено с получением таким образом материала с оцк-структурой твердого раствора по сути без любых частиц вторичных фаз, т. е. материала, состоящего по сути из оцк-структуры твердого раствора.
Свойства сплава
[0035] В новых материалах может обеспечиваться улучшенная комбинация свойств. Все механические свойства, приведенные в данном разделе, измеряли в продольном (L) направлении, если не указано иное. В данном разделе «подвергнутый термической обработке» означает, что раствор подвергали термической обработке, затем закаливали в воде, после чего подвергали термической обработке при 515°C в течение 2 часов и затем охлаждали воздухом.
[0036] В одном подходе в новом материале обеспечивается предел текучести при растяжении (TYS) в литом состоянии, составляющий по меньшей мере 715 МПа, при тестировании в соответствии с ASTM E8 при комнатной температуре (к. т.). В одном варианте осуществления в новом материале обеспечивается TYS в литом состоянии при к. т., составляющий по меньшей мере 725 МПа. В другом варианте осуществления в новом материале обеспечивается TYS в литом состоянии при к. т., составляющий по меньшей мере 735 МПа. В еще одном варианте осуществления в новом материале обеспечивается TYS в литом состоянии при к. т., составляющий по меньшей мере 745 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в литом состоянии при к. т., составляющий по меньшей мере 755 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в литом состоянии при к. т., составляющий по меньшей мере 765 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в литом состоянии при к. т., составляющий по меньшей мере 775 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в литом состоянии при к. т., составляющий по меньшей мере 785 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в литом состоянии при к. т., составляющий по меньшей мере 795 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в литом состоянии при к. т., составляющий по меньшей мере 805 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в литом состоянии при к. т., составляющий по меньшей мере 815 МПа. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 0,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 1,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 1,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 2,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 2,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 3,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 3,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 4,0%.
[0037] В одном подходе в новом материале может обеспечиваться предел прочности на растяжение (UTS) в литом состоянии, составляющий по меньшей мере 840 МПа при тестировании в соответствии с ASTM E8 при комнатной температуре (к. т.). В одном варианте осуществления в новом материале может обеспечиваться UTS в литом состоянии при к. т., составляющий по меньшей мере 850 МПа. В другом варианте осуществления в новом материале может обеспечиваться UTS в литом состоянии при к. т., составляющий по меньшей мере 860 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться UTS в литом состоянии при к. т., составляющий по меньшей мере 870 МПа. В другом варианте осуществления в новом материале может обеспечиваться UTS в литом состоянии при к. т., составляющий по меньшей мере 880 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться UTS в литом состоянии при к. т., составляющий по меньшей мере 890 МПа. В другом варианте осуществления в новом материале может обеспечиваться UTS в литом состоянии при к. т., составляющий по меньшей мере 900 МПа. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 0,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 1,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 1,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 2,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 2,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 3,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 3,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в литом состоянии при к. т., составляющее по меньшей мере 4,0%.
[0038] В одном подходе в новом материале может обеспечиваться TYS, составляющий по меньшей мере 900 МПа, в подвергнутом термической обработке состоянии при тестировании в соответствии с ASTM E8 при комнатной температуре. В одном варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 950 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1000 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1025 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1050 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1075 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1100 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1125 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1150 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1175 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1200 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1225 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1250 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1275 МПа. В другом варианте осуществления в новом материале может обеспечиваться TYS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1300 МПа. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 0,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 1,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 1,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 2,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 2,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 3,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 3,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 4,0%.
[0039] В одном подходе в новом материале может обеспечиваться UTS, составляющий по меньшей мере 1000 МПа, в подвергнутом термической обработке состоянии при тестировании в соответствии с ASTM E8 при комнатной температуре. В одном варианте осуществления в новом материале может обеспечиваться UTS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1050 МПа. В другом варианте осуществления в новом материале может обеспечиваться UTS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1100 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться UTS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1150 МПа. В другом варианте осуществления в новом материале может обеспечиваться UTS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1200 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться UTS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1225 МПа. В другом варианте осуществления в новом материале может обеспечиваться UTS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1250 МПа. В еще одном варианте осуществления в новом материале может обеспечиваться UTS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1275 МПа. В другом варианте осуществления в новом материале может обеспечиваться UTS в подвергнутом термической обработке состоянии при к. т., составляющий по меньшей мере 1300 МПа. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 0,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 1,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 1,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 2,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 2,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 3,0%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 3,5%. В любом из данных вариантов осуществления в новом материале может обеспечиваться удлинение в подвергнутом термической обработке состоянии при к. т., составляющее по меньшей мере 4,0%.
[0040] В одном подходе в новых материалах могут обеспечиваться улучшенные свойства по сравнению со сплавом Ti-6Al-4V с такой же формой изделия и термической обработкой при тестировании в соответствии с ASTM E8 при комнатной температуре. В одном варианте осуществления в новых материалах может обеспечиваться TYS при к. т., по меньшей мере на 3,0% выше по сравнению с изделием на основе Ti-6Al-4V с такой же формой изделия и термической обработкой. В одном варианте осуществления в новых материалах может обеспечиваться TYS при к. т., по меньшей мере на 5,0% выше по сравнению с изделием на основе Ti-6Al-4V с такой же формой изделия и термической обработкой. В одном варианте осуществления в новых материалах может обеспечиваться TYS при к. т., по меньшей мере на 7,0% выше по сравнению с изделием на основе Ti-6Al-4V с такой же формой изделия и термической обработкой. В одном варианте осуществления в новых материалах может обеспечиваться TYS при к. т., по меньшей мере на 9,0% выше по сравнению с изделием на основе Ti-6Al-4V с такой же формой изделия и термической обработкой. В одном варианте осуществления в новых материалах может обеспечиваться TYS при к. т., по меньшей мере на 11,0% выше по сравнению с изделием на основе Ti-6Al-4V с такой же формой изделия и термической обработкой. В одном варианте осуществления в новых материалах может обеспечиваться TYS при к. т., по меньшей мере на 13,0% выше по сравнению с изделием на основе Ti-6Al-4V с такой же формой изделия и термической обработкой. В одном варианте осуществления в новых материалах может обеспечиваться TYS при к. т., по меньшей мере на 15,0% выше по сравнению с изделием на основе Ti-6Al-4V с такой же формой изделия и термической обработкой. В любом из данных вариантов осуществления в новых материалах может обеспечиваться более высокий TYS при эквивалентном удлинении.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0041] На фиг. 1 показано схематическое изображение элементарных ячеек c оцк-, гцк- и гпу-структурой.
[0042] На фиг. 2a показано графическое представление способа затвердевания сплавов Ti-4Al-8V-3Fe и Ti-1Al-8V-5Fe по модели Шейла.
[0043] На фиг. 2b представлен график, показывающий влияние содержания железа на интервал замораживания сплава Ti-4Al-8V-XFe.
[0044] На фиг. 2c представлен график, показывающий влияние содержания железа на равновесие фазовых областей сплава Ti-4Al-8V-XFe в твердом состоянии.
[0045] На фиг. 2d представлен график, показывающий влияние содержания алюминия на равновесный интервал замораживания сплава Ti-8V-3Fe-XAl.
[0046] На фиг. 2e представлен график влияния содержания алюминия на равновесие фазовых областей сплава Ti-8V-3Fe-XAl в твердом состоянии.
[0047] На фиг. 2f представлен график влияния содержания ванадия на равновесный интервал замораживания сплава Ti-4Al-3Fe-XV.
[0048] На фиг. 2g представлен график, показывающий влияние содержания ванадия на равновесие фазовых областей сплава Ti-4Al-3Fe-XV.
[0049] На фиг. 3 представлена блок-схема одного варианта осуществления способа получения нового материала.
[0050] На фиг. 4 представлена блок-схема одного варианта осуществления способа получения кованого изделия, характеризующегося оцк-структурой твердого раствора с одним или более выделениями в нем.
ПОДРОБНОЕ ОПИСАНИЕ
Пример 1
[0051] Ti-4Al-8V-3Fe и традиционный сплав Ti-6Al-4V отливали посредством дуговой плавки в форму прутов. После отливки механические свойства сплавов в литом состоянии измеряли в соответствии с ASTM E8, при этом результаты показаны в таблицах 3-4. Образцы сплава Ti-4Al-8V-3Fe в подвергнутом термической обработке состоянии представляли собой раствор, который подвергали термической обработке при 760°C в течение 0,5 часа, затем закаливали в воде, после чего подвергали термической обработке при 515°C в течение 2 часов и затем охлаждали воздухом. Механические свойства подвергнутых термической обработке сплавов затем тестировали в соответствии с ASTM E8, при этом результаты показаны в таблице 4 ниже. Все указанные свойства прочности и удлинения получали при тестировании в продольном (L) направлении.
Таблица 4. Свойства традиционного Ti-6Al-4V
Таблица 5. Свойства Ti-4Al-8V-3Fe
[0052] Как показано в таблицах 4-5, предел текучести при растяжении сплава Ti-4Al-8V-3Fe улучшался по сравнению со сплавом Ti-6Al-4V при тестировании при комнатной температуре без соответствующего уменьшения предела прочности на растяжение.
[0053] Хотя различные варианты осуществления новой технологии, описанной в данном документе, были подробно описаны, очевидно, что модификации и адаптации этих вариантов осуществления будут очевидны специалистам в данной области техники. Однако следует четко понимать, что эти модификации и адаптации находятся в пределах сущности и объема раскрытой в данном документе технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЕ АЛЮМИНИЕВО-МЕДНЫЕ СПЛАВЫ, СОДЕРЖАЩИЕ ВАНАДИЙ | 2010 |
|
RU2524288C2 |
| УСОВЕРШЕНСТВОВАННЫЕ СПОСОБЫ ЧИСТОВОЙ ОБРАБОТКИ ЭКСТРУДИРОВАННЫХ ТИТАНОВЫХ ИЗДЕЛИЙ | 2017 |
|
RU2709568C1 |
| АЛЮМИНИЙ-ЛИТИЕВЫЕ СПЛАВЫ СЕРИИ 2ХХХ | 2012 |
|
RU2587009C2 |
| АЛЮМИНИЙ-ЛИТИЕВЫЕ СПЛАВЫ СЕРИИ 2ХХХ | 2013 |
|
RU2659529C2 |
| УЛУЧШЕННЫЕ ПЛОТНЫЕ КОВКИЕ СПЛАВЫ НА ОСНОВЕ АЛЮМИНИЯ СЕРИИ 7XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2018 |
|
RU2745433C1 |
| УЛУЧШЕННЫЕ ТОЛСТЫЕ ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 7XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2752487C2 |
| СПЛАВЫ НА ОСНОВЕ АЛЮМИНИЯ И ЛИТИЯ СЕРИИ 2XXX | 2019 |
|
RU2815234C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2017 |
|
RU2705841C1 |
| СПЛАВ Al-Zn-Mg-Cu | 2004 |
|
RU2353693C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ КОВАНЫХ ИЗДЕЛИЙ И ДРУГИХ ОБРАБОТАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2702888C1 |
Изобретение относится к металлургии, в частности к получению изделий из титановых сплавов с использованием аддитивных технологий. Титановый сплав содержит, мас.%: алюминий 2,0-6,0, ванадий 4-8,75, железо 1,0-5,0, остальное - титан, неизбежные примеси и один или более необязательных второстепенных элементов, выбранных из кремния до 1 мас.%, иттрия до 1 мас.%, эрбия до 1 мас.%, углерода до 0,5 мас.%, кислорода до 0,5 мас.% и бора до 0,5 мас.%. Количество титана, алюминия, ванадия и железа в сплаве достаточно для обеспечения температуры бета-перехода не более 850ºC. Изделие из титанового сплава получают путем нанесения последовательных слоев сырья и затем выборочного плавления с образованием изделия. Обеспечивается получение материала с высокой точкой ликвидуса и узким равновесным интервалом кристаллизации, ограничивающим микросегрегацию при затвердевании. 3 н. и 17 з.п. ф-лы, 4 ил., 5 табл., 1 пр.
1. Титановый сплав, состоящий из:
2,0-6,0 мас.% Al;
4-8,75 мас.% V и
1,0-5,0 мас.% Fe;
остатка Ti, необязательных второстепенных элементов и неизбежных примесей;
при этом необязательные второстепенные элементы содержат один или более из:
Si до 1 мас.%;
Y до 1 мас.%;
Er до 1 мас.%;
C до 0,5 мас.%;
O до 0,5 мас.% и
B до 0,5 мас.%;
при этом титановый сплав включает достаточное количество Ti, Al, V и Fe для обеспечения температуры бета-перехода не более 850 °C.
2. Титановый сплав по п. 1, при этом сплав включает по меньшей мере 1,5 мас.% Fe.
3. Титановый сплав по п. 1, при этом сплав включает не более 4,75 мас.% Fe.
4. Титановый сплав по п. 1, при этом сплав включает по меньшей мере 2,25 мас.% Al.
5. Титановый сплав по п. 1, при этом сплав включает не более 5,75 мас.% Al.
6. Титановый сплав по п. 1, при этом сплав включает по меньшей мере 5,0 мас.% V.
7. Титановый сплав по п. 1, при этом сплав включает не более 8,5 мас.% V.
8. Деталь из титанового сплава, содержащая любой из титановых сплавов по пп. 1-7, при этом деталь из титанового сплава выполнена в виде изготовленного по аддитивной технологии изделия.
9. Способ получения изделия из титанового сплава, включающий:
(a) применение сырья в устройстве для аддитивного производства, причем сырье состоит из:
2,0-6,0 мас.% Al;
4-8,75 мас.% V и
1,0-5,0 мас.% Fe;
остатка Ti, необязательных второстепенных элементов и неизбежных примесей;
при этом необязательные второстепенные элементы содержат один или более из:
Si до 1 мас.%;
Y до 1 мас.%;
Er до 1 мас.%;
C до 0,5 мас.%;
O до 0,5 мас.% и
B до 0,5 мас.%;
при этом сырье включает достаточное количество Ti, Al, V и Fe для обеспечения температуры бета-перехода не более 850 °C;
(b) получение металлического изделия в устройстве для аддитивного производства путем нанесения последовательных слоев сырья и затем выборочного плавления с образованием изделия.
10. Способ по п. 9, в котором сырье содержит порошковое сырье, при этом способ включает:
(a) распределение металлического порошка порошкового сырья в слое и/или распыление металлического порошка порошкового сырья по направлению к подложке или на нее;
(b) выборочное нагревание части металлического порошка выше его температуры ликвидуса с образованием ванны расплава;
(c) охлаждение ванны расплава с образованием части металлического изделия, при этом охлаждение содержит охлаждение со скоростью охлаждения по меньшей мере 100 °C в секунду; и
(d) повторение стадий (a)-(c) до получения металлического изделия.
11. Способ по п. 9, в котором сырье содержит сырье в виде проволоки, при этом способ включает:
(a) применение источника излучения для нагрева сырья в виде проволоки выше его температуры ликвидуса с созданием ванны расплава, содержащей Ti, Al, V и Fe;
(b) охлаждение ванны расплава со скоростью охлаждения по меньшей мере 1000 °C в секунду и
(c) повторение стадий (a)-(b) до получения металлического изделия.
12. Способ по любому из пп. 10-11, в котором скорость охлаждения достаточна для образования по меньшей мере одной выделившейся фазы.
13. Способ по п. 12, в котором упомянутая по меньшей мере одна выделившаяся фаза содержит Ti3Al.
14. Способ по любому из пп. 12-13, в котором металлическое изделие содержит по меньшей мере 0,5 об.% выделившейся фазы.
15. Способ по п. 9, который включает обработку давлением металлического изделия.
16. Способ по п. 15, в котором металлическое изделие представляет собой изготовленную по аддитивной технологии конечную деталь, и при этом обработка давлением представляет собой обработку давлением изготовленной по аддитивной технологии конечной детали.
17. Способ по п. 15, в котором стадия получения включает:
первую стадию получения части металлического изделия с применением сырья;
вторую стадию получения другой части металлического изделия с применением сырья;
при этом обработка давлением происходит по меньшей мере после упомянутых первой или второй стадий получения.
18. Способ по п. 17, в котором обработка давлением происходит между упомянутыми первой стадией получения и второй стадией получения.
19. Способ по любому из пп. 15-18, в котором обработка давлением содержит горячее изостатическое прессование.
20. Способ по любому из пп. 15-18, в котором обработка давлением содержит одно или более из прокатки, ковки и прессования выдавливанием.
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| US 20140053956 A1, 27.02.2014 | |||
| СПЛАВ НА ОСНОВЕ ТИТАНА | 2002 |
|
RU2228966C1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА | 2004 |
|
RU2269584C1 |
| US 2012202085 A1, 09.08.2012 | |||
| US 2016008903 A1, 14.01.2016. | |||

