ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Данная заявка притязает на приоритет предварительной заявки на патент США № 62/172,572, поданной 8 июня 2015, которая полностью включена в данным документ путем ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее изобретение относится в целом к барьерному материалу из целлюлозных волокон, который является воздухопроницаемым и не проницаемым для жидкостей, и, более конкретно, но не в качестве ограничения, к ламинатам, которые обладают как характеристиками надежного барьера для жидкостей, так и высокой воздухопроницаемостью для использования в одноразовых впитывающих изделиях, таких как подгузники для младенцев, урологические трусы для взрослых, натягиваемое нижнее белье и прокладки, используемые при недержании мочи, наматрасники, женские гигиенические изделия и хирургические рубашки/халаты, простыни/салфетки и маски.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0003] Одноразовые впитывающие изделия получили широкое распространение на рынке для разнообразных применений, включая уход за младенцами и взрослыми, страдающими недержанием, с учетом того, как подобные изделия могут обеспечить эффективное и удобное впитывание и удерживание жидкостей, сохраняя достаточный уровень комфорта для носителя. Однако существует потребность в материалах нижних листов, которые могут обеспечить уровень воздухопроницаемости, более похожий на тканый текстильный материал обычной одежды, сохраняя достаточную непроницаемость для жидкостей для их намеченного использования. Впитывающие изделия с воздухопроницаемым нижним листом могут обеспечить повышенный комфорт для носителя за счет содействия поддержанию естественного потоотделения через кожу для уменьшения нагрева и потения закрытых участков тела. Так называемые «дышащие» пленки нижних листов, которые в настоящее время используются в отрасли по производству гигиенических изделий, обеспечивают возможность медленной диффузии молекул воды через них, но обеспечивают ничтожно малую воздухопроницаемость.
[0004] Непроницаемость ткани и нетканых материалов для жидкостей, достаточная для определенных конечных применений, может быть достигнута посредством волокон, которые имеют углы контакта с приближающейся водой, составляющие менее 90°, если нетканый материал состоит из достаточно малых пор. Например, полученный аэродинамическим способом из расплава компонент полипропиленового нетканого материала со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) обеспечивает малые поры, необходимые для повышения непроницаемости для жидкостей сборок для ног в подгузнике для младенца. В то время как поры достаточно малы для обеспечения некоторой непроницаемости для жидкостей, они все же достаточно большие для сохранения высокого уровня воздухопроницаемости. Недавние попытки дополнительно повысить непроницаемость нетканых материалов для жидкостей и уменьшить поверхностную плотность нетканого материала, необходимого для выполнения функций, сосредоточились на изготовлении нетканых материалов с более тонкими волокнами, которые могут создать распределение еще более мелких пор. Например, в патенте США № 5,885,909, включенном в данный документ путем ссылки, раскрыто использование волокон субденье для нетканых структур для обеспечения большой устойчивости к гидростатическому напору при высокой воздухопроницаемости. В другом примере, а именно патенте США 7,195,621, включенном в данный документ путем ссылки, используется нижний лист из нетканого материала, полученного аэродинамическим способом из расплава, для одноразового предмета одежды для повышения воздухопроницаемости.
[0005] В публикации заявки на патент США US 2005/0245159, включенной в данный документ путем ссылки, раскрыт воздухопроницаемый барьерный композиционный материал, содержащий спрессованный материал из гидрофобных целлюлозных волокон, подвергнутых пневмоукладке, и термоскрепленных полиолефиновых волокон. Однако при данном типе композиционного материала из волокон невозможно обеспечить равномерное распределение достаточно малых пор.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Данное раскрытие изобретения включает слои из целлюлозных волокон, такие как бумага или санитарно-гигиеническая бумага, с гидрофобной проклейкой, которая придает гидрофобные свойства целлюлозным волокнам, при этом при отсутствии гидрофобной проклейки в противном случае можно ожидать, что слой из целлюлозных волокон будет проявлять гидрофильные свойства. Гидрофобные свойства делают предлагаемые слои из целлюлозных волокон пригодными для использования в качестве барьерных слоев в различных одноразовых впитывающих изделиях, например, таких как подгузники для младенцев, урологические трусы для взрослых, натягиваемое нижнее белье и прокладки, используемые при недержании мочи, наматрасники, женские гигиенические изделия и хирургические рубашки/халаты, простыни/салфетки и маски. Например, такие целлюлозные барьерные слои могут быть выполнены с возможностью проявления низкой или заданной проницаемости для жидкостей при одновременном проявлении также уровней воздухопроницаемости, превышающих ожидаемые. Низкая или заданная проницаемость для жидкостей может, например, характеризоваться минимальным указанным гидростатическим напором. В некоторых вариантах осуществления слой из целлюлозных волокон содержит низкопористый лист материала из целлюлозных волокон, например, с поверхностной плотностью в диапазоне приблизительно 17-45 граммов на квадратный метр, при этом данная единица измерения также может быть обозначена г/м2. В некоторых вариантах осуществления предлагаемые слои из целлюлозных волокон могут быть крепированными; например, предлагаемые слои из целлюлозных волокон могут содержать один или более листов крепированной бумаги или крепированной санитарно-гигиенической бумаги.
[0007] Данное раскрытие изобретения также включает многослойные ламинаты и способы изготовления многослойных ламинатов, которые содержат один из предлагаемых целлюлозных барьерных слоев, присоединенный к опорному слою, содержащему синтетический нетканый материал. Предлагаемые целлюлозные барьерные слои могут быть прикреплены, например, непосредственно или непрямым образом к опорному слою, например, с помощью одного или более из: адгезива, ультразвуковой сварки или соединения другого типа.
[0008] Предлагаемые ламинаты могут быть выполнены с возможностью проявления хорошей или желательной непроницаемости для жидкостей. Хорошая или желательная непроницаемость для жидкостей может быть, например, продемонстрирована ламинатом, выполненным так, что он имеет минимальную указанную устойчивость к гидростатическому напору и/или остается свободным от точечных отверстий под указанным гидростатическим напоре в течение указанного промежутка времени. Предлагаемые ламинаты также могут быть выполнены с возможностью обеспечения уровней воздухопроницаемости, превышающих ожидаемые. Например, предлагаемые ламинаты могут быть выполнены с возможностью обеспечения как непроницаемости для жидкостей при отсутствии точечных отверстий, так и воздухопроницаемости, сопоставимой с полиэфирной/хлопчатобумажной тканью. Данные свойства делают варианты осуществления предлагаемых ламинатов пригодными и желательными для использования в качестве воздухопроницаемого нижнего листа вместо менее воздухопроницаемых или воздухонепроницаемых материалов нижних листов, таких как полимерные пленки, которые часто используются в качестве материалов нижних листов в одноразовых впитывающих изделиях. Когда предлагаемые ламинаты используются в таких одноразовых впитывающих изделиях, которые включают в себя впитывающую сердцевину, или включены в них, опорный слой, как правило, обращен от сердцевины и целлюлозный барьерный слой, как правило, обращен к сердцевине и также находится ближе к коже носителя во время использования, так что верхний или внутренний целлюлозный барьерный слой улучшает воздухопроницаемость по отношению к традиционной полимерной пленке, в то время как нижний или наружный опорный слой обеспечивает конструктивную опору и дополнительную защиту от утечки жидкостей.
[0009] По меньшей мере, некоторые варианты осуществления предлагаемых ламинатов также имеют механические свойства, такие как прочность при растяжении в направлении перемещения полуфабриката в машине и/или поперечном направлении, которые позволяют использовать в ламинате нетканые материалы с более низкой поверхностной плотностью по сравнению с традиционно используемыми для нижних листов. Например, опорный слой предлагаемых ламинатов может содержать нетканый материал с поверхностной плотностью, составляющей всего 17 г/м2, которая ниже, чем, как правило, используемая для нижних листов из нетканых материалов, при одновременном обеспечении достаточной механической целостности во время использования. В некоторых вариантах осуществления опорный слой содержит лист нетканого материала со структурой SMS и поверхностной плотностью, составляющей приблизительно 17-42 г/м2, который выдерживает большой гидростатический напор.
[0010] В некоторых вариантах осуществления гидрофобная проклейка включена только в слой из целлюлозных волокон перед присоединением целлюлозного барьерного слоя к опорному слою из нетканого материала. Например, проклеивающее средство может быть добавлено в суспензию целлюлозы перед формированием листа материала из целлюлозных волокон или может быть нанесено на отделочной операции, например, в клеильном прессе или устройстве для нанесения покрытия, после сушки сформированного листа материала из целлюлозных волокон, но перед присоединением к нетканому материалу посредством ламинирования. В вариантах осуществления, в которых гидрофобная проклейка добавлена перед присоединением целлюлозного барьерного слоя к опорному слою, ламинат может включать в себя только два слоя: целлюлозный барьерный слой и опорный слой из нетканого материала. В то время как гидрофобная бумага изготавливается для других применений, полагают, что подобную гидрофобную бумагу независимо от того, является ли она крепированной или некрепированной, не соединяли ранее путем ламинирования с неткаными материалами для применения в качестве барьерных слоев во впитывающих изделиях.
[0011] В других вариантах осуществления гидрофобная проклейка включена в целлюлозный барьерный слой после присоединения целлюлозного барьерного слоя к опорному слою. Например, ламинат может быть окончательно обработан водным раствором проклеивающего средства и высушен для придания гидрофобности целлюлозному барьерному слою. Димер алкилкетена (AKD) представляет собой один пример такого проклеивающего средства. В вариантах осуществления, в которых гидрофобная проклейка добавлена после присоединения целлюлозного барьерного слоя к опорному слою, ламинат может включать в себя третий слой, выполненный с возможностью стабилизации целлюлозных волокон во время процесса пропитки. Подобный стабилизирующий слой может содержать, например, лист нетканого материала фильерного способа производства и/или может иметь поверхностную плотность, составляющую приблизительно 8-12 г/м2. В таких вариантах осуществления крупносерийное промышленное производство многослойного ламината данных типов может предусматривать двухэтапный процесс, включающий ламинирование слоев с последующей обработкой водным раствором, например, в клеильном прессе для отделки бумаги или в плюсовке для отделки текстильных материалов. Ламинирование может быть выполнено, например, посредством адгезива, такого как нитевидный адгезив, или посредством термоскрепления. Несмотря на то, что каждый из данных процессов ламинирования и пропитки/шлихтования известен по отдельности в уровне техники, полагают, что данные процессы не использовались ранее вместе для изготовления гидрофобных ламинатов. В некоторых вариантах осуществления, в которых гидрофобная проклейка добавлена после ламинирования, слой из целлюлозных волокон является крепированным и, следовательно, включает в себя, например, один или более слоев крепированной санитарно-гигиенической бумаги. Слой из волокон может быть крепирован, например, когда каждый лист сначала образуют посредством крепирования на машине, или после формирования листа посредством крепирования вне машины.
[0012] Некоторые варианты осуществления предлагаемых воздухопроницаемых многослойных нижних листов содержат: барьерный слой из целлюлозных волокон, имеющий гидрофобную проклейку, при этом барьерный слой имеет воздухопроницаемость, составляющую более 0,5 куб. фута в минуту на 1 кв. фут (0,1524 м3/(мин⋅м2)), и выполнен с возможностью выдерживать гидростатический напор, превышающий 200 мм Н2О; и опорный слой, расположенный под слоем из волокон и присоединенный к нему, при этом опорный слой содержит нетканый материал; при этом барьерный слой и опорный слой образуют ламинат.
[0013] В некоторых вариантах осуществления предлагаемых воздухопроницаемых многослойных нижних листов ламинат выполнен с возможностью оставаться свободным от точечных отверстий при 400 мм Н2О в течение 10 минут при использовании Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях).
[0014] В некоторых вариантах осуществления предлагаемых воздухопроницаемых многослойных нижних листов барьерный слой имеет поверхностную плотность между 15 граммами на квадратный метр (г/м2) и 45 г/м2.
[0015] В некоторых вариантах осуществления предлагаемых воздухопроницаемых многослойных нижних листов барьерный слой содержит два листа материала из целлюлозных волокон, при этом каждый лист имеет поверхностную плотность от 15 г/м2 до 20 г/м2.
[0016] В некоторых вариантах осуществления предлагаемых воздухопроницаемых многослойных нижних листов барьерный слой является крепированным. В некоторых подобных вариантах осуществления барьерный слой имеет относительное удлинение от 5% до 55%.
[0017] В некоторых вариантах осуществления предлагаемых воздухопроницаемых многослойных нижних листов барьерный слой прикреплен к опорному слою посредством нитевидного адгезива или мест скрепления, образованных термоскреплением.
[0018] В некоторых вариантах осуществления предлагаемых воздухопроницаемых многослойных нижних листов опорный слой имеет поверхностную плотность, не превышающую 20 г/м2. В таких вариантах осуществления опорный слой содержит нетканый материал со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), выполненный с возможностью выдерживать гидростатический напор, превышающий 150 мм Н2О.
[0019] Некоторые варианты осуществления предлагаемых одноразовых впитывающих изделий содержат: вариант осуществления предлагаемых воздухопроницаемых многослойных нижних листов, проницаемый для жидкостей, верхний лист и впитывающую сердцевину, расположенную между верхним листом и воздухопроницаемым многослойным нижним листом, при этом впитывающая сердцевина содержит целлюлозный волокнистый материал и/или полимерные частицы со сверхвысокой впитывающей способностью (SAP), при этом воздухопроницаемый многослойный нижний лист присоединен к верхнему листу.
[0020] В некоторых вариантах осуществления предлагаемых одноразовых впитывающих изделий впитывающее изделие выполнено с возможностью по существу не уменьшать поверхностное натяжение солевого раствора или мочи, проходящего (-ей) через верхний лист к барьерному слою. В некоторых подобных вариантах осуществления впитывающее изделие дополнительно содержит принимающий/распределительный слой (ADL), расположенный между впитывающей сердцевиной и верхним листом, при этом ADL выполнен с возможностью по существу не уменьшать поверхностное натяжение солевого раствора или мочи, проходящего (-ей) через ADL к барьерному слою.
[0021] Некоторые варианты осуществления предлагаемых одноразовых впитывающих изделий дополнительно содержат сжимаемый слой, содержащий лист материала, который имеет некоторую толщину и который поддается сжатию в направлению его толщины, при этом сжимаемый слой расположен между барьерным слоем и сердцевиной или между барьерным слоем и опорным слоем. В некоторых подобных вариантах осуществления сжимаемый слой имеет протяженность, отличающуюся от воздухопроницаемого многослойного нижнего листа.
[0022] В некоторых вариантах осуществления предлагаемых одноразовых впитывающих изделий изделие образует урологические трусы, барьерный слой имеет воздухопроницаемость, превышающую 0,5 куб. фута в минуту на 1 кв. фут (0,1524 м3/(мин⋅м2)), и выполнен с возможностью выдерживать гидростатический напор, превышающий 600 мм Н2О, и ламинат выполнен с возможностью оставаться свободным от точечных отверстий при 800 мм Н2О в течение 10 минут при использовании Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях).
[0023] В некоторых вариантах осуществления предлагаемых одноразовых впитывающих изделий изделие образует натягиваемый предмет нижнего белья или прокладку, используемую при недержании мочи, барьерный слой имеет воздухопроницаемость, превышающую 1,5 куб. фута в минуту на 1 кв. фут (0,4572 м3/(мин⋅м2)), и выполнен с возможностью выдерживать гидростатический напор, превышающий 400 мм Н2О, и ламинат выполнен с возможностью оставаться свободным от точечных отверстий при 600 мм Н2О в течение 10 минут при использовании Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях).
[0024] В некоторых вариантах осуществления предлагаемых одноразовых впитывающих изделий изделие образует наматрасник, барьерный слой имеет воздухопроницаемость, превышающую 1,5 куб. фута в минуту на 1 кв. фут (0,4572 м3/(мин⋅м2)), и выполнен с возможностью выдерживать гидростатический напор, превышающий 400 мм Н2О, и ламинат выполнен с возможностью оставаться свободным от точечных отверстий при 400 мм Н2О в течение 10 минут при использовании Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях).
[0025] Некоторые варианты осуществления предлагаемых одноразовых впитывающих изделий дополнительно содержат разделительный слой, расположенный между барьерным слоем и опорным слоем, при этом разделительный слой включает в себя множество пустот или промежуточных пространств на, по меньшей мере, поверхности разделительного слоя, которая обращена к барьерному слою. В некоторых подобных вариантах осуществления разделительный слой имеет протяженность, отличающуюся от воздухопроницаемого многослойного нижнего листа.
[0026] В некоторых вариантах осуществления предлагаемых способов изготовления одноразового впитывающего изделия способ включает: выполнение проницаемого для жидкостей, верхнего листа, впитывающей сердцевины, опорного слоя из нетканого материала и слоя из целлюлозных волокон, имеющего гидрофобную проклейку, и соединение верхнего листа, барьерного слоя и опорного слоя вместе так, чтобы впитывающая сердцевина удерживалась между верхним листом и барьерным слоем, и барьерный слой удерживался между сердцевиной и опорным слоем.
[0027] Некоторые варианты осуществления предлагаемых способов дополнительно включают: выполнение принимающего/распределительного слоя (ADL) и присоединение ADL к верхнему листу так, чтобы ADL удерживался между верхним листом и впитывающей сердцевиной.
[0028] В некоторых вариантах осуществления предлагаемых способов верхний лист и ADL выполнены с возможностью по существу не уменьшать поверхностное натяжение солевого раствора или мочи, проходящего (-ей) через верхний лист и ADL к барьерному слою.
[0029] Термин «суперабсорбент» или «материал со сверхвысокой впитывающей способностью» или «SAP (полимер со сверхвысокой впитывающей способностью)» относится к водонабухающему, водонерастворимому органическому или неорганическому материалу, способному при наиболее благоприятных условиях впитывать водный раствор, содержащий 0,9 массового процента хлорида натрия, в количестве, по меньшей мере, приблизительно в 15 раз превышающем их массу, более желательно, по меньшей мере, в 30 раз превышающем их массу. Материалы со сверхвысокой впитывающей способностью могут быть природными, синтетическими и модифицированными природными полимерами и материалами. Кроме того, материалы со сверхвысокой впитывающей способностью могут представлять собой неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
[0030] Термин «одноразовый» относится к изделиям, которые предназначены для выбрасывания после ограниченного использования вместо стирки или восстановления иным образом для повторного использования.
[0031] «Впитывающая сердцевина» означает структуру, как правило, расположенную между верхним листом и нижним листом впитывающего изделия и содержащую материалы, подобные SAP и/или целлюлозным волокнам, которые выполнены с возможностью впитывания жидкости во впитывающем изделии. Впитывающая сердцевина может также включать в себя покрывающий слой или обертывающий материал. Покрывающий слой или обертка может содержать: нетканые материалы, SAP, целлюлозные или нецеллюлозные материалы, пленки, волокна или основу, образованную из любых одного, двух или всех данных материалов в комбинации.
[0032] «Слой» при использовании данного термина в единственном числе может представлять собой один элемент или множество элементов. Например, множество листов могут вместе образовывать один слой, например, такой как слой с определенной функциональностью, которой способствуют листы слоя.
[0033] «Нетканые» материалы согласно определению Международной ассоциации производителей изделий одноразового использования и нетканых материалов (INDA) определяются в широком смысле как структуры из листов или полотен, скрепленные вместе перепутыванием волокон или элементарных волокон механическим, термическим или химическим способом. Они представляют собой плоские пористые листы, которые образованы непосредственно из отдельных волокон или из расплавленного пластика или пластиковой пленки. Они не изготовлены посредством ткачества или вязания и не требуют превращения волокон в пряжу. Поверхностная плотность нетканых материалов обычно выражена в г/м2 или граммах на квадратный метр.
[0034] «Нижний лист из нетканого материала» представляет собой слой основы в наружном покрывающем материале. Нижний лист из нетканого материала наиболее часто представляет собой слой из нетканого материала, обращенный от носителя.
[0035] «Пленка» означает слой материала, подобный мембране и образованный из одного или более полимеров, который не имеет формы, состоящей преимущественно из подобной холсту структуры из волокон и/или других волокон. Пленка, называемая в данном раскрытии изобретения «полимерной пленкой», представляет собой пленку, которая размещена в наружном покрывающем ламинате. Полимерная пленка может быть воздухопроницаемой или воздухонепроницаемой.
[0036] Термин «не проницаемый для жидкостей» при его использовании при описании слоя или многослойного ламината означает, что жидкость, такая как моча, не будет проходить через слой или ламинат при обычных условиях использования в направлении, по существу перпендикулярном к плоскости слоя или ламината в точке контакта с жидкостью.
[0037] «Ламинирование» представляет собой технологию изготовления материала в виде множества слоев так, чтобы композиционный материал имел преимущества всех соединенных слоев, например, такие как повышенная механическая прочность или долговечность, повышенная стабильность, более низкая водопроницаемость и/или другие свойства. Ламинат представляет собой объект, соединенный без возможности разъединения и скрепленный посредством тепла, давления, сварки или адгезивов.
[0038] Термин «скрепленный» относится к объединению, склеиванию, соединению, прикреплению двух элементов или тому подобному. Два элемента будут считаться скрепленными вместе, когда они прикреплены непосредственно друг к другу или непрямым образом друг к другу, например, при непосредственном прикреплении каждого из них к промежуточным элементам.
[0039] «Направление перемещения полуфабриката в машине» или «MD» применительно к изготовлению нетканого рулонного материала относится к направлению вдоль материала или ламината, по существу параллельному по отношению к направлению перемещения материала или ламината вперед через производственную линию, на которой изготавливается материал или ламинат. «Поперечное направление» или «CD» применительно к изготовлению нетканого материала или ламината относится к направлению вдоль материала, по существу перпендикулярному к направлению перемещения материала или ламината вперед через производственную линию, на которой изготавливается материал или изделие. «Направление Z» означает перпендикуляр к плоскости, аппроксимированной посредством направления перемещения холста в машине и поперечного направления.
[0040] В используемом в данном раскрытии изобретения смысле «нитевидный адгезив» представляет собой адгезив, который наносят в виде элементарных нитей между двумя элементами, подлежащими соединению. Нитевидные адгезивы могут включать, например, термоплавкие термопластичные адгезивы. В отличие от адгезивов других типов, которые могут быть распределены в виде сравнительно однородного слоя по поверхности, подлежащей соединению, элементарная нить из нитевидного адгезива является удлиненной и наносится вдоль отдельной траектории, так что соединение двух слоев путем ламинирования посредством нитевидного адгезива, как правило, обеспечит скрепление данных двух слоев так, что при этом зоны между нитями остаются без адгезива, например, так, что на характеристики слоев в свободных от адгезива зонах не оказывают влияния изменения или они не подвергаются изменениям, которые в противном случае мог бы вызвать адгезив, например, при заполнении или закрытии пор. Примеры оборудования для нанесения нитевидного адгезива включают, например, технические средства UFD Fiberized Spray, поставляемые компанией ITW Dynatech, Control Coat Applicator, поставляемый компанией Nordson, а также оборудование от других поставщиков.
[0041] Термин «соединенный» означает соединенный, хотя и необязательно напрямую и необязательно механически; два предмета, которые «соединены», могут составлять одно целое друг с другом. При использовании артиклей ʺaʺ и ʺanʺ подразумеваются один или более, если данное раскрытие изобретения явным образом не требует иного. Термин «по существу/в основном» означает «в значительной степени, но необязательно полностью то, что указано» и охватывает то, что указано; например, «по существу 90 градусов» «охватывает» 90 градусов и «по существу параллельный» «охватывает» параллельный - как это понимается средним специалистом в данной области техники. В любом раскрытом варианте осуществления термин «по существу» может быть заменен выражением «в пределах [процентов]» от того, что указано, при этом значение в процентах включает 0,1, 1, 5 и 10 процентов.
[0042] Кроме того, устройство или система, которое (-ая) выполнено (-а) с определенной конфигурацией, имеет, по меньшей мере, данную конфигурацию, но оно (она) также может быть выполнено (-а) с конфигурациями, отличными от конкретно описанных.
[0043] Термины «содержать» и его любая форма, такая как «содержит» и «содержащий», «иметь» и его любая форма, такая как «имеет» и «имеющий», и «включать в себя» и его любая форма, такая как «включает в себя» и «включающий в себя», представляют собой неограничивающие глаголы-связки. В результате устройство, которое «содержит», «имеет» или «включает в себя» один или более элементов, «обладает» данными одним или более элементами, но не ограничено «обладанием» только данными элементами. Аналогичным образом, способ, который «содержит», «имеет» или «включает» один или более этапов, «обладает» данными одним или более этапами, но не ограничен «обладанием» только данными одним или более этапами.
[0044] Любой вариант осуществления любых из устройств, систем и способов скорее может состоять или состоит по существу из любых - чем содержит/включает/имеет любые - из описанных этапов, элементов и/или признаков. Таким образом, в любом из пунктов формулы изобретения термин «состоящий из» или «состоящий по существу из» может быть заменен на любой из неограничивающих глаголов-связок, приведенных выше, для изменения объема данного пункта формулы изобретения по отношению к тому, каким он был бы в противном случае, посредством использования неограничивающего глагола-связки.
[0045] Признак или признаки одного варианта осуществления могут быть применены для других вариантов осуществления, даже несмотря на то, что это не описано или не проиллюстрировано, если это явным образом не запрещается данным раскрытием изобретения или характером вариантов осуществления.
[0046] Ниже описаны некоторые подробности, связанные с вариантами осуществления, описанными выше, и другими вариантами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0047] Фиг.1А показывает схематический вид в разрезе первого, 2-слойного варианта осуществления предлагаемых ламинатов, в котором нижний из слоев пригоден для использования в качестве нетканого материала нижнего нижнего листа впитывающего изделия.
[0048] Фиг.1В показывает схематический вид в разрезе второго, 2-слойного варианта осуществления предлагаемых ламинатов, в котором нижний из слоев пригоден для использования в качестве нетканого материала нижнего нижнего листа впитывающего изделия.
[0049] Фиг.1С показывает схематический вид в разрезе третьего, 3-слойного варианта осуществления предлагаемых ламинатов, в котором нижний из слоев пригоден для использования в качестве нетканого материала нижнего нижнего листа впитывающего изделия.
[0050] Фиг.2 показывает схематический вид в разрезе четвертого варианта осуществления предлагаемых ламинатов, в котором ламинат используется вместе с дополнительным нетканым материалом нижнего нижнего листа или включает в себя данный материал во впитывающем изделии.
[0051] Фиг.3 показывает на графике с логарифмическим масштабом по обеим осям взаимосвязь между выдерживаемым гидростатическим напором жидкости и воздухопроницаемостью полученных аэродинамическим способом из расплава и промышленных изделий из нетканых материалов.
[0052] Фиг.4 показывает график, показывающий зависимость между выдерживаемым гидростатическим напором жидкости и воздухопроницаемостью нетканых материалов и варианта осуществления предлагаемых ламинатов.
[0053] Фиг.5 показывает таблицы, показывающие изменения характеристик при испытании на целостность для прототипов наматрасников, включающих в себя варианты осуществления предлагаемых ламинатов или поставляемый на рынок, нижний лист.
[0054] Фиг.6А и 6В показывают соответственно виды сверху и в разрезе одного варианта осуществления предлагаемых одноразовых впитывающих изделий.
[0055] Фиг.7А и 7В показывают соответственно виды сверху и в разрезе другого варианта осуществления предлагаемых одноразовых впитывающих изделий.
ПОДРОБНОЕ ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0056] Настоящее раскрытие изобретения направлено на слои из целлюлозных волокон, которые были обработаны гидрофобной проклейкой для обеспечения гидрофобных свойств, и к многослойным ламинатам, которые содержат такой слой из целлюлозных волокон. Слои из целлюлозных волокон включают в себя главным образом или полностью целлюлозные волокна. К примерам таких слоев из целлюлозных волокон относятся бумага и санитарно-гигиеническая бумага, например, такая как низкопористая санитарно-гигиеническая бумага, полученная гидравлическим способом формирования холста. В некоторых вариантах осуществления слой из целлюлозных волокон является крепированным. Предлагаемые ламинаты обеспечивают как высокую непроницаемость для жидкостей, так и высокую воздухопроницаемость, и могут быть пригодными для впитывающих гигиенических изделий, наматрасников, хирургических рубашек/халатов и простыней/салфеток и масок. Как описано ниже более подробно, было обнаружено, что состав волокон листа из целлюлозных волокон, а также физические свойства листа, включая поверхностную плотность и относительное удлинение, могут быть выбраны для обеспечения распределения размеров пор, которое может обеспечить как высокую устойчивость к гидростатическому напору жидкости, так и высокую воздухопроницаемость.
[0057] Примеры предлагаемых ламинатов показаны на фиг.1А, 1В, 1С и 2. Фиг.1А показывает первый вариант 10 осуществления предлагаемых ламинатов, который пригоден для использования в качестве барьера для жидкостей в, по меньшей мере, некоторых одноразовых впитывающих изделиях. Например, ламинат 10 может быть использован вместо полимерной пленки или барьерного слоя другого типа над нижним листом из нетканого материала или вместо как барьерного слоя из полимерной пленки, так и нижнего листа из нетканого материала в одноразовых впитывающих изделиях. В показанном варианте осуществления ламинат 10 содержит слой 14 из целлюлозных волокон, имеющий гидрофобную проклейку, которая обеспечивает функционирование слоя 14 в качестве барьера для жидкостей, и опорный слой 18, присоединенный к целлюлозному барьерному слою. В данном варианте осуществления опорный слой 18 содержит лист нетканого материала и расположен под барьерным слоем 14 и прикреплен к нему. В показанном варианте осуществления опорный слой 18 прикреплен к барьерному слою 14 посредством адгезива 22, который может включать в себя, например, нитевидный адгезив. Как показано в данном случае и описано ниже более подробно, комбинация целлюлозного барьерного слоя 14 и опорного слоя 18 из нетканого материала образует ламинат, который является воздухопроницаемым и по существу водонепроницаемым. Ламинат 10 может быть описан как двухслойный вариант осуществления, поскольку он включает в себя два основных функциональных слоя, в частности, барьерный слой 14 и опорный слой 18.
[0058] Термины «под», «над», «внутри» и «снаружи», используемые в данном раскрытии изобретения в контексте описания слоев, которые пригодны для использования в одноразовых изделиях, используются для описания положения одного слоя относительно других слоев или компонентов при общей базисной точке, определяемой пользователем впитывающего изделия во время использования. Например, в варианте осуществления, показанном на фиг.1А, барьерный слой 14 выполнен с возможностью его размещения ближе к верхнему листу и ближе к впитывающей сердцевине, опорный слой 18 предназначен для размещения «под» барьерным слоем и «снаружи» от него, поскольку опорный слой 18 предназначен для размещения его дальше от пользователя, чем барьерный слой 14, когда ламинат 10 включен в одноразовое изделие в качестве нижнего листа или нижнего барьера для жидкостей и изделие используется. Аналогичным образом, для данного варианта осуществления барьерный слой 14 выполнен с возможностью его размещения «над» опорным слоем и «внутри» от него, поскольку барьерный слой 14 предназначен для его размещения ближе к пользователю, чем опорный слой 18, когда ламинат 10 включен в одноразовое изделие в качестве нижнего листа или нижнего барьера для жидкостей и изделие используется.
[0059] Фиг.1В показывает второй вариант 10а осуществления предлагаемых ламинатов. Ламинат 10а конструктивно похож на ламинат 10 тем, что ламинат 10а также содержит целлюлозный барьерный слой 14а, имеющий гидрофобную проклейку, и опорный слой 18, присоединенный к слою из волокон. Однако ламинат 10а отличается от ламината 10 тем, что барьерный слой 14а ламината 10а содержит два листа 26 материала из целлюлозных волокон, такие как бумага или санитарно-гигиеническая бумага, которые соединены вместе. Например, в некоторых вариантах осуществления листы 26 прикреплены друг к другу посредством адгезива, такого как нитевидный адгезив. Как описано выше для барьерного слоя 14 ламината 10, один или оба из листов 26 могут быть крепированными; например, предлагаемые слои из целлюлозных волокон могут содержать один или более листов крепированной бумаги или крепированной тонкой/санитарно-гигиенической бумаги. В данном варианте осуществления каждый из листов 26 может иметь более низкую поверхностную плотность, чем один лист материала, образующего опорный слой 14 в ламинате 10 по фиг.1А. Например, в некоторых вариантах осуществления каждый из листов 26 может иметь поверхностную плотность от 15 г/м2 до 20 г/м2, например, поверхностную плотность, по существу равную 17 г/м2. Как и в случае ламината 10, ламинат 10а может быть описан как двухслойный вариант осуществления, поскольку он включает в себя два основных функциональных слоя, в частности, барьерный слой 14а и опорный слой 18, при этом барьерный слой 14а образован комбинацией листов 26.
[0060] В вариантах осуществления по фиг.1А и 1В и как описано ниже более подробно, барьерные слои 14 и 14а образованы листами материала из целлюлозных волокон, в которых гидрофобная проклейка включена только в материал из целлюлозных волокон, а не добавлена после присоединения барьерного слоя к опорному слою 18, и, следовательно, проклейка также не включена в опорный слой 18. Например, проклеивающее средство может быть добавлено в суспензию целлюлозы перед формированием листов материала из целлюлозных волокон. В альтернативном варианте проклеивающее средство может быть нанесено на отделочной операции, например, в клеильном прессе или устройстве для нанесения покрытия, после сушки сформированного листа материала из целлюлозных волокон, но или перед соединением слоев, например 14 и 18, вместе для образования ламината, или перед соединением листов, например листов 26, вместе для образования барьерного слоя, например, барьерного слоя 14а.
[0061] Фиг.1С показывает третий вариант 10b осуществления предлагаемых ламинатов. Ламинат 10b конструктивно похож на ламинат 10 тем, что ламинат 10b также содержит целлюлозный барьерный слой 14, имеющий гидрофобную проклейку, и опорный слой 18, присоединенный к барьерному слою. Однако ламинат 10b отличается от ламината 10 тем, что ламинат 10b дополнительно содержит стабилизирующий слой 30 из нетканого материала, расположенный над барьерным слоем 14 и присоединенный к нему. В показанном варианте осуществления стабилизирующий слой 30 прикреплен к барьерному слою 14 посредством адгезива 22, такого как нитевидный адгезив. В отличие от ламинатов 10 и 10а ламинат 10b может быть описан как трехслойный вариант осуществления, поскольку он включает в себя три основных функциональных слоя, в частности, барьерный слой 14, опорный слой 18 и стабилизирующий слой 30. Хотя это не показано на фиг.1С, волокнистый слой ламината 10b может включать в себя два или более листов 26 материала из целлюлозных волокон аналогично тому, что показано для барьерного слоя 14а на фиг.1В.
[0062] В вариантах осуществления, которые включают в себя верхний стабилизирующий слой 30, подобный показанному на фиг.1С, и, как описано ниже более подробно, гидрофобная проклейка может быть включена в целлюлозный барьерный слой после присоединения целлюлозного барьерного слоя к опорному слою. Например, ламинат может быть окончательно обработан водным раствором проклеивающего средства, такого как димер алкилкетена (AKD), и высушен для придания гидрофобности слою из целлюлозных волокон. В вариантах осуществления, в которых гидрофобная проклейка добавлена после присоединения слоя из целлюлозных волокон к опорному слою, ламинат может включать в себя третий слой, выполненный с возможностью стабилизации целлюлозных волокон во время процесса пропитки. Например, в некоторых вариантах осуществления стабилизирующий слой 30 содержит лист неотделанного нетканого материала фильерного способа производства с поверхностной плотностью, составляющей приблизительно 8-12 г/м2.
[0063] Фиг.2 показывает четвертый вариант 100 осуществления предлагаемых ламинатов. Ламинат 100 конструктивно похож на ламинат 10 тем, что ламинат 100 также содержит целлюлозный барьерный слой 14, имеющий гидрофобную проклейку, и опорный слой 18, присоединенный к барьерному слою. Однако ламинат 100 отличается от ламината 10 тем, что ламинат 100 дополнительно содержит дополнительный разделительный слой 34, расположенный между барьерным слоем 14 и опорным слоем 18. Как описано ниже более подробно, разделительный слой может содержать нетканый материал, пленку с отверстиями или другой материал, который образует пространство, которое может принимать жидкость и может быть занято жидкостью, которая может нежелательным образом проходить через барьерный слой 14, для уменьшения вероятности прохождения такой жидкости также через опорный слой 18. Например, свободное пространство в разделительном слое может, тем самым, обеспечить пространство, занимаемое жидкостью, с нижней стороны барьерного слоя 14 для уменьшения давления, которое в противном случае жидкость могла бы создать между барьерным слоем 14 и опорным слоем 18, и, таким образом, уменьшения вероятности того, что жидкость будет выдавлена под действием данного давления через опорный слой 18.
[0064] В показанном варианте осуществления разделительный слой 34 прикреплен к барьерному слою 14 посредством адгезива 22, и опорный слой 18 прикреплен к разделительному слою 34 посредством адгезива 22. Как описано выше для ламинатов 10, 10а и 10b, некоторые или все из слоев 22 адгезива в ламинате 100 могут содержать нитевидный адгезив. Хотя это не показано на фиг.2, волокнистый слой ламината 100 может включать в себя два или более листов 26 материала из целлюлозных волокон аналогично тому, что показано и описано для барьерного слоя 14а по фиг.1В. Хотя это не показано на фиг.2, в качестве дополнения или альтернативы ламинат 100 может также дополнительно содержать стабилизирующий слой 30 аналогично тому, что показано и описано для стабилизирующего слоя 30 по фиг.1С.
[0065] Несмотря на то, что предлагаемые ламинаты - например, 10, 10а, 10b, 100 - пригодны для функционирования в качестве как барьера для жидкостей, такого как внутренняя полимерная пленка, так и нижнего листа из нетканого материала и замены их в одноразовых впитывающих изделиях, они также могут быть использованы в качестве только барьера для жидкостей и заменять только барьер для жидкостей и, таким образом, могут быть использованы с дополнительным нижним листом, расположенным под ламинатом или снаружи него.
[0066] Как описано ниже более подробно, варианты осуществления предлагаемых целлюлозных барьерных слоев могут быть выполнены с воздухопроницаемостью, превышающей 0,5 куб. фута в минуту на 1 кв. фут (0,1524 м3/(мин⋅м2)), и выполнены с возможностью выдерживать гидростатический напор, превышающий 200 мм Н2О, например, превышающий любой из или имеющий значение между любыми двумя из: 200 мм, 300 мм, 400 мм, 600 мм, 800 мм и/или 1000 мм. Подобные целлюлозные барьерные слои могут быть дополнительно включены в любой из предлагаемых ламинатов 10, 10а, 10b, 100 так, что ламинат в целом будет иметь воздухопроницаемость, аналогичную воздухопроницаемости одиночного целлюлозного барьерного слоя, и/или выдерживать гидростатический напор, который, по меньшей мере, такой же большой, как выдерживаемый одиночным целлюлозным барьерным слоем. Например, целлюлозный барьерный слой 14, 14а может быть присоединен к опорному слою 18 и/или стабилизирующему слою 30, которые не вызывают существенного уменьшения воздухопроницаемости или выдерживаемого гидростатического напора. Кроме того, предлагаемые ламинаты могут быть выполнены с возможностью оставаться свободными от точечных отверстий при 400 мм Н2О в течение 10 минут. В некоторых вариантах осуществления предлагаемые ламинаты имеют улучшенные характеристики при испытании на целостность по отношению к одиночному целлюлозному барьерному слою. Например, один из предлагаемых целлюлозных барьерных слоев 14, 14а может быть присоединен к опорному слою 18 из нетканого материала, который выбран для улучшения характеристики ламината, составляющего одно целое, при испытании на целостность. В некоторых подобных вариантах осуществления нетканый материал опорного слоя может иметь устойчивость к гидростатическому напору, которое меньше или по существу равно устойчивости барьерного слоя к гидростатическому напору, но, тем не менее, улучшает характеристики ламината, образованного при соединении целлюлозного барьерного слоя и опорного слоя, при испытании на целостность.
А. Материалы из целлюлозных волокон в качестве барьеров
для жидкостей
[0067] Листы материалов из целлюлозных волокон, подобные бумаге и санитарно-гигиенической бумаги, как правило, не использовались в качестве материалов, образующих барьер для жидкостей, в одноразовых впитывающих предметах одежды вследствие различных факторов, таких как склонность целлюлозных волокон проявлять гидрофильные свойства, склонность некоторых видов бумаги и санитарно-гигиенической бумаги проявлять пониженную механическую целостность в мокром состоянии и/или тому подобные. Даже в случае тех видов бумаги и санитарно-гигиенической бумаги, механическая целостность которых по существу не уменьшается при их подвергании воздействию воды, материал может быть слишком пористым для функционирования в качестве эффективного барьера для жидкости. Применительно к материалам из целлюлозных волокон, подобным бумаге и санитарно-гигиенической бумаге, пористость можно рассматривать с точки зрения распределения размеров пор; в частности, лист бумаги или санитарно-гигиенической бумаги образован множеством волокон, которые образуют решетку, или совокупностью волокон, которые перекрещиваются и перекрывают друг друга для образования множества пор внутри самого листа, так что пористость листа зависит, следовательно, от размеров и количеств отдельных пор и распределения пор по площади листа. Листы с однородным размером волокон и равномерным пространственным распределением волокон, как правило, будут иметь меньшее варьирование размеров и плотности расположения пор, чем листы с размерами волокон или распределениями волокон, изменяющимися в широком диапазоне. Например, лист с равномерным распределением сравнительно малых пор может иметь низкую пористость, в то время как лист с равномерным распределением пор сравнительно большего размера, как правило, будет иметь более высокую пористость. Как разъяснено ниже более подробно, показатель проницаемости листа из целлюлозных волокон может быть определен, например, посредством измерения воздухопроницаемости листа. В качестве дополнительного примера лист с равномерным распределением сравнительно меньшего числа пор заданного размера будет иметь более высокую плотность расположения, чем лист с равномерным распределением большего числа пор того же размера. На воздухопроницаемость влияют как количество, так и размер пор в барьерном слое, в то время как устойчивость к гидростатическому напору определяется главным образом размером пор. Пористость бумаги и санитарно-гигиенической бумаги может быть уменьшена посредством уменьшения размеров волокон. Увеличение поверхностной плотности, как правило, обеспечивает уменьшение возникновения дефектов или точечных отверстий в целлюлозном барьерном слое. Как разъяснено ниже более подробно, пористость и распределение размеров пор в листах из целлюлозных волокон влияют на их устойчивость к гидростатическому напору, которая характеризует общую водонепроницаемость после обработки подобных листов гидрофобной проклейкой.
[0068] Дополнительным фактором, который может усложнить применение бумаги и санитарно-гигиенической бумаги в качестве материалов, образующих барьер для жидкостей, является наличие дефектов большего размера, таких как точечные отверстия, которые значительно больше, чем общий размер пор для листа материала. Различные факторы могут привести к образованию дефектов в бумаге или санитарно-гигиенической бумаге, например, такие, как включение волокон большего размера и/или нежелательных отходов, которые нарушают регулярность волокон и распределение размеров пор в локальной зоне бумаге. Такой дефект может считаться точечным дефектом, поскольку он, как правило, локализован, а не является результатом типовых вариаций распределения размеров пор, неизбежных при невозможности идеально контролировать размер или распределение волокон в суспензии, из которой формируют лист бумаги или санитарно-гигиенической бумаги. Точечные дефекты могут быть уменьшены в бумаге и санитарно-гигиенической бумаге посредством увеличения поверхностной плотности и/или использования производственных процессов более высокого качества для уменьшения непреднамеренного включения волокон большего размера или отходов. Как разъяснено ниже более подробно, включение локальных дефектов в листы из целлюлозных волокон влияет на характеристики их целостности, которые определяют водопроницаемость в локализованных местах, даже после обработки таких листов гидрофобной проклейкой.
[0069] Как описано ниже более подробно, настоящее раскрытие изобретения направлено не только на способы придания гидрофобности целлюлозным волокнам, но также и на минимизацию пористости при одновременном сохранении воздухопроницаемости и на минимизацию влияния точечных дефектов в материалах из целлюлозных волокон для того, чтобы сделать материалы из целлюлозных волокон эффективными барьерными слоями для одноразовых впитывающих изделий. Например, по меньшей мере, в некоторых применениях желательно поддерживать воздухопроницаемость выше 0,5 куб. фута в минуту на 1 кв. фут (0,1524 м3/(мин⋅м2)). Одним обычным подходом к уменьшению пористости, уменьшению варьирования распределения пор и уменьшению точечных дефектов является увеличение поверхностной плотности бумаги или санитарно-гигиенической бумаги. Несмотря на то, что увеличение поверхностной плотности необязательно минимизирует причины возникновения проблем, влияющих на непроницаемость для жидкостей, оно может обеспечить уменьшение влияния данных проблем. Например, бумага с более высокой поверхностной плотностью, как правило, также имеет бóльшую толщину, что может уменьшить вероятность того, что точечный дефект или более высокая концентрация пор будут продолжаться на всей толщине листа, и, следовательно, также может уменьшить вероятность того, что такой дефект или более высокая концентрация повлияет на характеристики всего листа. Однако недостатком данной стратегии является то, что увеличение поверхностной плотности также приводит к увеличению затрат. По существу задачей ряда приведенных ниже подходов является уменьшение поверхностной плотности или применение листов материала с поверхностными плотностями, более низкими, чем у листов, как правило, используемых для аналогичных компонентов в предшествующих одноразовых впитывающих изделиях.
В. Экспериментирование и результаты
[0070] Различные прототипы были разработаны и эксперименты были выполнены для определения влияния различий в материале из целлюлозных волокон и поверхностной плотности, различий в материале нетканых материалов и поверхностной плотности, гидрофобной проклейки и процессов нанесения и различных других характеристик предлагаемых гидрофобных слоев из целлюлозных волокон, ламинатов и одноразовых впитывающих изделий. Некоторые из данных изменений и их влияние на непроницаемость для жидкостей описаны ниже более подробно. Предлагаемые ламинаты 10, 10а, 10b, 100, гидрофобные целлюлозные барьерные слои 14, 14а, листы 26 материалов из целлюлозных волокон, стабилизирующие слои 30 и другие компоненты могут образовывать любой из соответствующих примеров, описанных ниже.
[0071] Было обнаружено, что, по меньшей мере, некоторые однородные низкопористые материалы из целлюлозных волокон, такие как санитарно-гигиеническая бумага и бумага, обработанные посредством гидрофобной отделки, имеют распределение размеров пор, которое может обеспечить как высокую устойчивость к гидростатическому напору жидкости, так и высокую воздухопроницаемость. Примерами санитарно-гигиенической бумаги, которые, как было обнаружено, являются пригодными в настоящем изобретении, являются Dunn Paper 3207 и Erving 3PT222. В области производства бумаги хорошо известно, что целлюлозные волокна могут быть сделаны гидрофобными посредством димера алкилкетена (AKD), алкенилянтарного ангидрида (ASA) и канифольной проклейки и других реакционно-способных или химически неактивных проклеивающих средств, которые могут быть введены в суспензию целлюлозы перед формированием листа или на отделочной операции, такой как выполняемая для сформированного листа бумаги в клеильном прессе или устройстве для нанесения покрытия. Данные проклеивающие средства также могут быть нанесены после включения листа из целлюлозы в ламинат с трехслойной структурой. Другими примерами отделок для придания гидрофобности санитарно-гигиенической бумаге из целлюлозы являются материал Stantex S6757, изготавливаемый Pulcra Chemicals, Setilon KNL, изготавливаемый Pulcra Chemicals, Aquesize 404, изготавливаемый Solv Inc., и фторсодержащие соединения, такие как Unidyne TG-5243, изготавливаемый Daiken.
1. Изменения поверхностной плотности слоев ламината
[0072] Первый комплект прототипов включал трехслойные ламинаты, аналогичные по структуре ламинату 10b, показанному на фиг.1С. Перед обработкой санитарно-гигиенической бумаги водным раствором AKD скрепленный адгезивом, трехслойный ламинат был изготовлен со средним слоем из санитарно-гигиенической бумаги и наружными слоями из нетканого материала фильерного способа производства или со структурой SMS, изготовленного из полипропиленовых волокон. На скрепленные адгезивом слои из нетканого материала фильерного способа производства или со структурой SMS не влияла вода, и они стабилизировали санитарно-гигиеническую бумагу во время смачивания раствором AKD и сушки. Опорный и стабилизирующий слои также уменьшают деформацию, придаваемую слою из санитарно-гигиенической бумаги во время обработки и использования впитывающих изделий, содержащих ламинат. Полагают, что высокая способность санитарно-гигиенической бумаги к растяжению, придаваемая за счет ее крепированной структуры, является важным фактором при уменьшении образования точечных отверстий в растянутых и сложенных ламинатах. Другим важным свойством крепированной санитарно-гигиенической бумаги для предлагаемых целлюлозных барьерных слоев является то, что она при обращении с ней создает ощущение и звук, в большей степени подобные ткани, а не бумаге. Поверхностная плотность нетканых материалов из синтетических волокон находилась в диапазоне 8-42 г/м2, и поверхностная плотность санитарно-гигиенической бумаги находилась в диапазоне 17-36 г/м2. Типовое увеличение поверхностной плотности за счет адгезива находилось в диапазоне 3-6 г/м2, хотя полагают, что могут быть возможными меньшие уровни содержания адгезива. Было установлено, что адгезивы Savare CB710 и E60W эффективны для стабилизации санитарно-гигиенической бумаги в ламинате во время этапа отделки. В других вариантах осуществления могут быть использованы другие способы ламинирования без адгезивов, такие как термоскрепление или ультразвуковая сварка, вместо или помимо адгезива.
[0073] После изготовления ламинатов они были обработаны в водном растворе AKD при температуре внутри помещения и высушены. Средство Fennosize KD 266MB, поставляемое Kemira, с активной концентрацией 15,5% было использовано для обработки ламинатов. Заданное увеличение веса за счет твердых частиц AKD составляло 0,01 г твердых частиц AKD на 1 г ламината. Данное значение было рассчитано для впитывания 4 г раствора на 1 г ламината для раствора, содержащего 3,1 г AKD на 1000 г раствора при 50-кратном разбавлении Fennosize KD 266MB. Как показано ниже в Таблице 1, 50-кратное разбавление было определено для 20 г Fennosize KD 266MB при 15,5% твердых частиц, разбавленных 980 г воды. Ламинат, данные для которого показаны в Таблице 1, не был каландрирован после насыщения раствором. Когда другие ламинаты были каландрированы после насыщения раствором, увеличение веса за счет впитывания раствора ламинатом уменьшилось до приблизительно 1 г раствора на 1 г ламината, и разбавление AKD было уменьшено для сохранения заданного увеличения веса, составляющего 0,01 г твердых частиц AKD на 1 г ламината. Обработанные вручную образцы были высушены и подвергнуты отверждению на лабораторной сушилке Emerson Speed Dryer в течение 4-10 мин. при температуре поверхности, составляющей 110°-125°С.
ТАБЛИЦА 1. Пример, показывающий 50-кратное разбавление раствора Fennosize KD 266MB (то есть 1000 г/20 г=50)
Вода раствора
Добавочная деионизированная вода
20
980
0,845
1,000
16,9
980
[0074] Фиг.4 показывает зависимость между воздухопроницаемостью и устойчивостью к гидростатическому напору жидкости для ламинатов, изготовленных с санитарно-гигиенической бумагой с поверхностной плотностью 17 г/м2 и 36 г/м2. Для целей данного раскрытия изобретения воздухопроницаемость измеряют в виде воздухопроницаемости по Фрейзеру, используя ASTM D737-04 (ASTM - Американское общество по испытанию материалов) «Стандартный метод определения воздухопроницаемости текстильных материалов», описанный в Разделе Н, озаглавленном «Воздухопроницаемость». Данный метод испытания используется для определения скорости воздушного потока, проходящего перпендикулярно через известную площадь при заданном перепаде давлений воздуха между двумя поверхностями плоского материала. Для целей данного раскрытия изобретения гидростатический напор, - который также может быть назван ʺhydroheadʺ или ʺHHʺ, - измеряют, используя метод испытания ААТСС (ААТСС - Американская ассоциация химиков и колористов текстильной промышленности) 127-2008, «Водостойкость: Испытание на гидростатическое давление», описанный в Разделе I, озаглавленном «Испытание на гидростатический напор». Данный метод испытания используется для определения сопротивления листа материала проникновению воды при гидростатическом давлении. Более высокие значения устойчивости к гидростатическому напору были получены для ламинатов, изготовленных с санитарно-гигиенической бумагой, имеющей более высокую поверхностную плотность, но воздухопроницаемость была уменьшенной. Для данных прототипов поверхностная плотность наружных слоев из синтетического нетканого материала не оказывала измеримого влияния на воздухопроницаемость ламинатов. K-C Control на фиг.4 представлял собой нетканый материал со структурой SMS из хирургической рубашки. Он имел высокую воздухопроницаемость, но большую изменчивость устойчивости к гидростатическому напору. Кроме того, на фиг.4 результаты для 5-слойного ламината, включающего в себя вышеописанный 3-слойный ламинат с одной дополнительной санитарно-гигиенической бумагой с поверхностной плотностью 17 г/м2 и одним дополнительным слоем синтетического нетканого материала с поверхностной плотностью 10 г/м2, показали, что дополнительные слои оказывали незначительное влияние на воздухопроницаемость и устойчивость к гидростатическому напору. В целом, воздухопроницаемость и устойчивость к гидростатическому напору определялись поверхностной плотностью санитарно-гигиенической бумаги в ламинате. Как указано ниже, качество формирования санитарно-гигиенической бумаги и степень крепирования также являются факторами, которые могут повлиять на воздухопроницаемость и устойчивость к гидростатическому напору. Устойчивость к гидростатическому напору повышалась при увеличении разбавления добавляемого AKD до приблизительно 100-кратного - 50-кратного разбавления для впитывания раствора в количестве 4 г/г и не повышалась при более низких степенях разбавления, соответствующих более высоким уровням содержания добавленного AKD. Степень увеличения веса за счет AKD оказывала незначительное влияние на воздухопроницаемость ламината.
[0075] Испытание на целостность ламината нижнего листа обеспечило дополнительный показатель непроницаемости ламината для жидкостей. Точечное отверстие представляет собой место на ламинате, в котором жидкость прошла насквозь при приложенном давлении, составляющем 400 мм, 600 мм или 800 мм водяного столба, после заданного промежутка времени, обычно 10 минут. Как правило, требуется, чтобы материал нижнего листа был свободен от точечных отверстий при подвергании воздействию статического давления, превышающего приблизительно 600 мм водяного столба, в течение, по меньшей мере, 10 минут. Метод испытания на целостность, используемый для данных прототипов, описан ниже в разделе Е, озаглавленном «Метод испытания на целостность», при этом указанный метод испытания для целей данного раскрытия изобретения определяет, как установить, остается ли материал свободным от точечных отверстий при заданном давлении, когда не заданы Модифицированный метод испытания на целостность или Метод испытания на целостность посредством столба жидкости. В Таблице 2 приведены результаты испытаний различных материалов при использовании данного Метода испытания на целостность. Ткань из полиэфира/хлопка, называемая PET/Cot в Таблице 2, обеспечивала высокую воздухопроницаемость, но впитывала воду и не имела поддающейся измерению устойчивости к гидростатическому напору. Материал MicroP, который представляет собой одну из так называемых «дышащих» микропористых полимерных пленок и который поставляется на рынок, имел высокую устойчивость к гидростатическому напору вплоть до его предела прочности на разрыв и известен как обладающий некоторой проницаемостью по отношению к диффузии водяного пара, но он не имел какой-либо значимой воздухопроницаемости. Данные микропористые пленки обеспечивают хорошую целостность, поскольку они не имеют дефектов или точечных отверстий, если они не повреждены при обработке. Нетканый материал со структурой SMS, используемый в серийно производимой хирургической рубашке КС200, имел высокую воздухопроницаемость и хорошую, хотя и крайне изменчивую устойчивость к гидростатическому напору. Образование точечных отверстий в данном материале происходило при давлении 600 мм водяного столба, что указывает на то, что данный материал, возможно, не будет приемлемым нижним листом для впитывающего изделия. Материалы Attends, Medline и Tena в Таблице 2 представляли собой синтетические нетканые материалы нижних листов из особых типов поставляемых на рынок, воздухопроницаемых наматрасников. Нетканые материалы имели высокую воздухопроницаемость, но известно, что наматрасники, из которых они были получены, пропускают жидкость через нижний лист, что соответствует плохой характеристике при испытании на целостность, показанной в данном документе.
[0076] Ламинат 4а в Таблице 2 представлял собой скрепленный адгезивом, трехслойный ламинат, состоящий из двух слоев нетканого материала фильерного способа производства и из центрального слоя санитарно-гигиенической бумаги с поверхностной плотностью 36 г/м2. Ламинат был обработан при использовании раствора AKD при 50-кратном разбавлении для обеспечения увеличения веса за счет твердых частиц AKD, составляющего 0,01 г на 1 г ламината. Ламинат имел устойчивость к гидростатическому напору, превышающему 500 мм водяного столба, и поддающуюся измерению воздухопроницаемость. В данном ламинате не были замечены никакие точечные отверстия, даже при приложенном статическом давлении 800 мм водяного столба. Испытания показали, что испытание на гидростатический напор может обеспечить оценку целостности только при заданном давлении. Это может быть обусловлено тем, что давление при испытании на целостность, используемом для данных прототипов, может быть снято при выдавливании жидкости из краев испытываемого ламината. Прототип 4а ламината может хорошо функционировать в качестве нижнего листа при немного низком, но приемлемом уровне воздухопроницаемости. Ламинат 1а был изготовлен так же, как 4а, за исключением того, что он был образован с использованием санитарно-гигиенической бумаги с поверхностной плотностью, составляющей всего 17 г/м2. Он имел высокую воздухопроницаемость, но более низкие значения выдерживаемого гидростатического напора. Точечные отверстия наблюдались при приложенном давлении, составляющем всего 400 мм водяного столба. Из-за результатов в отношении точечных отверстий, полученных при 400 мм, испытания на целостность не проводились при более высоких давлениях. Данный ламинат 1а, вероятно, не будет хорошим материалом нижнего листа в одноразовых впитывающих изделиях, подвергающихся воздействию более высоких давлений.
[0077] Как указано для прототипа 2а ламината в Таблице 2, был получен неожиданный результат, когда имеющий поверхностную плотность 10 г/м2, полученный фильерным способом производства, нетканый материал опорного слоя, подобного слою 18 на фиг.1С, с не контактирующей с жидкостью, наружной или нижней стороны ламината был заменен нетканым материалом со структурой SMS и поверхностной плотностью 17 г/м2. Характеристика целостности резко улучшилась. Известно, что нетканый материал с поверхностной плотностью 17 г/м2 имеет устойчивость к гидростатическому напору в диапазоне приблизительно всего 120-150 мм водяного столба, но он смог улучшить характеристику целостности ламината так, что ламинат был свободен от точечных отверстий при давлении 800 мм водяного столба. Данный ламинат 2а с высокой воздухопроницаемостью 59 куб. футов в минуту на 1 кв. фут (17,9832 м3/(мин⋅м2)) будет образовывать очень хороший материал нижнего листа для самых разных одноразовых впитывающих предметов одежды, включая те, которые подвергаются воздействию более высоких давлений во время использования. Вследствие сродства целлюлозных волокон к воде может иметь место некоторое ухудшение характеристики целостности данных ламинатов при ее оценке при более продолжительных промежутках времени.
ТАБЛИЦА 2. Гидростатический напор (HH), воздухопроницаемость и характеристика при методе испытания на целостность при различных статических давлениях для прототипов 4а, 1а, 2а и сравнительных материалов
нетканый материал)
AKD
(куб. футов в минуту на 1 кв. фут
(м3/(мин⋅м2))
2. Варианты гидрофобной проклейки
[0078] Также была исследована обработка ламината с трехслойной структурой, аналогичного ламинату 10b, показанному на фиг.1С, для придания гидрофобности целлюлозному слою при использовании различных химических составов. Ламинат, состоящий из стабилизирующего слоя из нетканого материала фильерного способа производства с поверхностной плотностью 10 г/м2, аналогичного слою 30 на фиг.1С, целлюлозного барьерного слоя из санитарно-гигиенической бумаги с поверхностной плотностью 17 г/м2, аналогичного слою 14 на фиг.1С, и опорного слоя из нетканого материала фильерного способа производства с поверхностной плотностью 42 г/м2, аналогичного слою 18 на фиг.1С, был обработан вручную в лаборатории растворами различных химических составов. Вся обработка была выполнена при концентрации твердых частиц в растворе, составляющей 0,31%. Испытываемые химические вещества включали AKD в виде Fennosize KD 266MB от Kemira, Aquesize 404 от SOLV, Inc., Stantex S6767 от Pulcra Chemical, Unidyne TG-5243 от DAIKEN America, Inc. и AKD с более длинной цепью в виде Eka DR 28 HF от Kemira. Заданное увеличение веса за счет твердых частиц составляло 0,01 грамма (г) на грамм ламината. Обработанные вручную образцы были высушены и отверждены в лабораторной сушилке Emerson Speed Dryer в течение 4-10 мин. при температуре поверхности, составляющей 110° - 125°С. В Таблице 3 приведены результаты испытаний на гидростатический напор на обработанных образцах в сравнении с ламинатом без химической обработки. Как показано в Таблице 3, даже слои из санитарно-гигиенической бумаги с поверхностными плотностями, составляющими всего 17 г/м2, могут быть обработаны для придания им устойчивости к гидростатическому напору, приближающемуся к или даже превышающему 200 мм Н2О. Санитарно-гигиеническая бумага и бумага с более высокими поверхностными плотностями часто будут иметь более высокие значения выдерживаемого гидростатического напора при их подвергании аналогичным обработкам.
ТАБЛИЦА 3. Выдерживаемый гидростатический напор для ламината 10/17/42 (нетканый материал фильерного способа производства с поверхностной плотностью 10 г/м2/санитарно-гигиеническая бумага с поверхностной плотностью 17 г/м2/нетканый материал фильерного способа производства с поверхностной плотностью 42 г/м2), обработанного разными химическими составами
3. Изменения свойств листа из целлюлозных волокон
[0079] Также были исследованы ключевые свойства листа из целлюлозных волокон в предлагаемых целлюлозных барьерных слоях и их влияние на устойчивость к гидростатическому напору. Ключевыми свойствами, определенными для исследования, были поверхностная плотность, относительное удлинение, степень влагопрочности, измеряемая посредством соотношения прочности при растяжении в направлении MD во влажном/сухом состоянии, и воздухопроницаемость. Как рассмотрено в данном раскрытии изобретения, поверхностная плотность и пористость влияют на устойчивость к гидростатическому напору. Было показано, что из относительного удлинения и влагопрочности при растяжении только относительное удлинение имеет важное значение. Полагают, что относительное удлинение имеет важное значение вследствие способности целлюлозного барьерного слоя с большим относительным удлинением выдерживать деформацию в плоскости во время растягивания или складывания без возникновения дефектов в виде точечных отверстий. Промышленно производимая, подвергнутая сухому крепированию, санитарно-гигиеническая бумага от Dunn tissue - в частности, сорта 3207, 3495, 6327, 3423, 3335, 3429, 6407 и 3283 - была использована для изготовления многослойных структур с верхним слоем из нетканого материала фильерного способа производства с поверхностной плотностью 10 г/м2 и нижним листом из нетканого материала фильерного способа производства с поверхностной плотностью 42 г/м2. Ламинаты были обработаны вручную в лаборатории раствором с содержанием твердых частиц 0,31% при 50-кратном разбавлении AKD в виде Fennosize KD 266MB от Kemira. Ламинаты были высушены и отверждены в лабораторной сушилке Emerson Speed Dryer в течение 4-10 мин. при температуре поверхности, составляющей 110° - 125°С. В испытании на гидростатический напор образец ламината прикрепляли к дну цилиндра, который наполняли водой с установившейся скоростью. Во время испытания давление воды вызывает выступание образцов ламината от горизонтальной плоскости. В конце концов напряжение, вызываемое данным выступанием у краев цилиндра, может вызвать разрыв образца. Это особенно характерно для легких материалов, таких как санитарно-гигиеническая бумага испытываемых сортов. Для оценки влияния выступания образца от плоскости на значение выдерживаемого гидростатического напора были проведены испытания с сеткой, размещенной под испытываемым образцом для обеспечения опоры для образца и предотвращения выступания от плоскости. Таблица 4 показывает результаты по гидростатическому напору при нормальном испытании на гидростатический напор, в котором образец не имеет опоры, и при модифицированном испытании на гидростатический напор при опертом образце для различных исследуемых сортов санитарно-гигиенической бумаги. Относительное удлинение или удлинение в % в целях данного раскрытия изобретения измеряют, используя Стандарт TAPPI/ANSI (TAPPI - Техническая ассоциация бумагоделательной промышленности, ANSI - Американский национальный институт стандартов) Т-494 om-13, озаглавленный «Свойства бумаги и картона при растяжении (при использовании постоянной скорости растягивающего устройства)», описанный в разделе J, озаглавленном «Метод испытания на относительное удлинение». Образцы с низкой степенью крепирования, характеризуемой относительным удлинением, составляющим 12% или менее, демонстрируют повышение устойчивости к гидростатическому напору, когда образец оперт, в сравнении с тем, когда он не оперт. Это предполагает то, что степень крепирования, достаточная для придания большего относительного удлинения, может быть предпочтительной для предотвращения потери водостойкости, если ламинат растягивается при использовании впитывающего изделия.
ТАБЛИЦА 4. Выдерживаемый гидростатический напор для ламинатов, изготовленных с верхним слоем из нетканого материала фильерного способа производства с поверхностной плотностью 10 г/м2 и нижним листом из нетканого материала фильерного способа производства с поверхностной плотностью 42 г/м2 при различных сортах санитарно-гигиенической бумаги
4. Прототипы двухслойных ламинатов
[0080] Вследствие сложности процесса формирования трехслойного ламината и химической обработки ламината для придания гидрофобности целлюлозному слою было исследовано добавление проклеивающего химического состава во время формирования листа из целлюлозных волокон. Целлюлозные листы были изготовлены на промышленной длинносеточной бумагоделательной машине с использованием различных комбинаций композиций по волокну для создания пористой структуры, необходимой для обеспечения как высокой устойчивости к гидростатическому напору, так и высокой воздухопроницаемости. Беленая хвойная крафт-целлюлоза была использована в качестве основного компонента композиции для придания сравнительно открытопористой структуры листу из волокон. Добавление подвергнутого щелочной обработке волокна из хвойной древесины, в частности HPZ (L1) из целлюлозы GP, было использовано для увеличения пухлости листа из волокон и дополнительного «раскрытия» структуры для увеличения воздухопроницаемости. Волокно эвкалипта было использовано в качестве источника однородных волокон малого размера, которые могут заполнять открытые пространства в структуре листа, чтобы уменьшить размер пор и способствовать уменьшению дефектов типа точечных отверстий, но при этом иметь достаточно малых пор для обеспечения воздухопроницаемости. Проклеивающее химическое средство Fennosize KD 266MB AKD от Kemira было добавлено в волокнистую массу перед формированием листа. Уровень добавления варьировали от 2 до 10 фунтов (от 0,9072 до 4,532 кг) в сухом состоянии на тонну. Было обнаружено, что при уровнях добавления, превышающих 8 фунтов в сухом состоянии на тонну или 0,004 г/г, угол контакта бумаги с водой превышал 90 градусов, что указывало на гидрофобность листа из волокон. Влагопрочное химическое средство Fennostrength 4063 от Kemira в количестве 2 фунта (0,9072 кг) в сухом состоянии на тонну было добавлено к волокнистой массе перед формированием листа. Бумага была изготовлена с поверхностной плотностью 32,5 г/м2. Было обнаружено, что изменения состава композиции вызывали изменения как воздухопроницаемости, так и устойчивости к гидростатическому напору даже при одной и той же степени химической обработки.
[0081] Таблица 5 показывает результаты для листов бумаги, изготовленных с пятью различными смесями волокон различных типов. Все данные виды бумаги были изготовлены с использованием 8 фунтов (3,6288 кг) AKD на тонну и имели углы контакта, превышающие 90 градусов. Степень проклейки также измеряли, используя Hercules Sizing Test (HST), определяемый Стандартом TAPPI/ANSI Т-530 om-12, при использовании коэффициента яркости, составляющего 65%, при этом указанный стандарт полностью включен в данный документ путем ссылки. Испытываемые образцы выдерживали в печи при 100°С в течение 5 минут перед испытанием. Значения, полученные при HST, как правило, превышают 1000 секунд, что указывает на высокую степень проклейки. Использование увеличивающихся количеств волокна HPZ имело ожидаемое влияние на повышение воздухопроницаемости при сопровождающей потере устойчивости к гидростатическому напору. Кроме того, как ожидалось, увеличение количества волокна эвкалипта при аналогичном уровне использования волокна HPZ обеспечивало повышение устойчивости к гидростатическому напору, но приводило к уменьшению воздухопроницаемости. Данные результаты соответствуют концептуальной модели создания открытоячеистой структуры посредством хвойной древесины и HPZ (L1) из целлюлозы GP с волокном эвкалипта, заполняющим пространства большего размера в «решетчатой» структуре.
ТАБЛИЦА 5. Степени проклейки, выдерживаемый гидростатический напор и воздухопроницаемость бумаги, изготовленной при разных комбинациях хвойной крафт-целлюлозы, HPZ и волокна эвкалипта при добавлении AKD в волокнистую массу перед формированием листа
добавленое в композицию
(фунтов на тонну (кг/т))
при созрева-нии
(куб. футов в минуту на 1 кв. фут (м3/(мин⋅м2))
[0082] Таблица 6 показывает результаты испытаний на целостность для бумаги, изготовленной с различными составами композиции, при этом испытание на целостность выполняли, используя Метод испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях), определенный в Разделе F, озаглавленном «Метод испытания на целостность посредством столба жидкости», и при указанном методе испытания приложение давления осуществляли посредством водяного столба, а не груза. Девять реплик были протестированы для каждого состава для получения более полной картины в отношении целостности. Как правило, точечные отверстия могут возникать, поскольку размер пор или угол контакта материала недостаточен для предотвращения проникновения воды, или они могут возникать из-за локализованного дефекта в материале, который не связан с общим распределением размеров пор в материале. Испытание множества реплик увеличивает возможность идентификации локализованных дефектов в образцах бумаги. Все виды бумаги продемонстрировали очень хорошую целостность, при этом, по меньшей мере, 8 из 9 образцов не имели точечных отверстий при давлении до 800 мм водяного столба. Два вида бумаги, у которых один из образцов имел точечные отверстия, имели точечные отверстия при низком давлении, составляющем 400 мм водяного столба, что указывает то, что, скорее всего, это был локализованный дефект в бумаге, который не характеризует общую структуру бумаги. Как ни удивительно, материалы были свободны от точечных отверстий при более высоком давлении, чем можно было бы ожидать исходя из значений выдерживаемого гидростатического напора. Полагают, что некоторая часть влаги из смоченного бумажного полотенца, используемого в испытании для имитации влажной впитывающей сердцевины, диффундирует в бумагу в виде водяного пара и впитывается целлюлозными волокнами, вызывая набухание за время испытания, в результате чего уменьшается эффективный размер пор материала. Это может представлять собой потенциальное преимущество слоя целлюлозы по отношению к синтетическому материалу.
ТАБЛИЦА 6. Результаты испытания на целостность для бумаги, изготовленной с разными комбинациями хвойной крафт-целлюлозы, HPZ и волокна эвкалипта
столба
столба
столба
[0083] Бумага прототипов в Таблице 5 и Таблице 6 была изготовлена на обычной длинносеточной бумагоделательной машине при отсутствии сухого крепирования на машине. Как отмечено ранее, одно из потенциальных преимуществ использования санитарно-гигиенической бумаги в качестве целлюлозного листа состоит в крепировании, выполненном в поставляемой на рынок, санитарно-гигиенической бумаге, которое обеспечивает степень растяжимости, которая создает возможность предотвращения образования точечных отверстий в сложенных или растянутых впитывающих изделиях и наличия ощущения, более похожего на ощущения от ткани. Бумага, изготовленная при отсутствии крепирования на машине, была заметно более жесткой при меньшей драпируемости и создавала больший шум при манипулировании, чем поставляемая на рынок, санитарно-гигиеническая бумага, используемая при изготовлении трехслойных ламинатов. Для преодоления данных ограничений бумага изготовленная с 30% волокон эвкалипта/20% HPZ/50% волокон хвойной древесины, была подвергнута сухому крепированию в процессе вне машине в компании Micrex, Walpole, Массачусетс, до двух степеней крепирования, а именно относительного удлинения 49% и относительного удлинения 53%. Бумага после крепирования имела значительно бóльшую драпируемость и создавала значительно меньшийшум во время манипулирования, чем некрепированная бумага. Процесс сухого крепирования приводил к увеличению поверхностной плотности листа с 32,5 г/м2 до 42 г/м2 и 44 г/м2 для двух степеней крепирования. Ожидалось, что сухое крепирование бумаги обеспечит повышение воздухопроницаемости бумаги, но потенциальное снижение устойчивости к гидростатическому напору и/или целостности.
[0084] Таблица 7 показывает воздухопроницаемость по Фрейзеру, выдерживаемый гидростатический напор и целостность крепированной и некрепированной бумаги. Для испытания на целостность были протестированы девять реплик, как было сделано ранее, с использованием Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях), определенного в Разделе F, озаглавленном «Метод испытания на целостность посредством столба жидкости». Как ожидалось, крепирование бумаги обеспечило существенное повышение воздухопроницаемости. Неожиданным образом крепированная бумага имела более высокие степени устойчивости к гидростатическому напору, чем некрепированная бумага. Кроме того, крепированная бумага имела целостность, сопоставимую с некрепированной бумагой при 1000 мм водяного столба. Результаты показывают, что процесс крепирования не вызывает существенного повреждения структуры бумаги так, что это привело бы к снижению ее способности предотвратить проникновение воды. Предполагается, что увеличение поверхностной плотности и пухлости посредством крепирования может обеспечить более извилистый канал для прохода воды через лист бумаги, что приводит к повышению устойчивости к гидростатическому напору.
ТАБЛИЦА 7. Влияние автономного сухого крепирования бумаги, изготовленной с 30% волокон эвкалипта/20% HPZ/50% волокон хвойной древесины, на воздухопроницаемость, выдерживаемый гидростатический напор и целостность
(куб. футов в минуту на 1 кв. фут (м3/(мин⋅м2))
[0085] Другое возможное объяснение повышения устойчивости к гидростатическому напору может быть связано с растяжимостью крепированной бумаги. В испытании на гидростатический напор образец прикрепляют ко дну цилиндра, который заполняют водой с установившейся скоростью. Во время испытания давление воды вызывает выступание образцов бумаги от горизонтальной плоскости. В конце концов напряжение, вызываемое данным выступанием на краях цилиндра, может привести к разрыву образца. Это особенно характерно для легких материалов, таких как испытываемая бумага. Чтобы способствовать предотвращению разрыва бумаги, образцы зажимают между двумя слоями нетканого материала с поверхностной плотностью 42 г/м2, каждый из которых имеет очень малый выдерживаемый гидростатический напор, составляющий менее 100 мм водяного столба, но даже при опоре со стороны нетканого материала образцы будут по-прежнему выступать от плоскости. Как описано выше в связи с Таблицей 4, дополнительные материалы были подвергнуты испытанию на гидростатический напор при использовании обычного протокола испытания, при котором образец не оперт, и использовании протокола испытания с опиранием посредством сетки, размещенной под испытываемым образцом для обеспечения опоры для образца и предотвращения выступания от плоскости. Таблица 8 показывает результаты испытаний на гидростатический напор без опирания и с опиранием как для некрепированной бумаги, так и для бумаги, крепированной до относительного удлинения 49%. В случае некрепированной бумаги значение гидростатического напора при опирании образца статистически существенно отличается, P<0,05, от значения гидростатического напора при обычном испытании, в котором образец не оперт. Для крепированной бумаги отсутствует статистически существенное различие. Большее относительное удлинение крепированной бумаги может позволить ей выступать под давлением при испытании на гидростатический напор без возникновения открытой зоны, обеспечивающей возможность сквозного прохода воды. Это приводит к более высокому уровню воды, измеренному в мм водяного столба, до того, как 3 капли воды пройдут сквозь несмачиваемую сторону образца, что представляет собой точку прекращения испытания на гидростатический напор. Возможность противодействовать некоторой степени растягивания без создания возможности прохода воды может преобразоваться в повышенную эффективность предотвращения утечки через крепированный материал во впитывающем изделии, подвергаемом растягиванию во время использования.
ТАБЛИЦА 8. Разница в значениях при испытании на гидростатический напор с опиранием и без опирания образца для крепированной и некрепированной бумаги
С. Одноразовые впитывающие изделия
[0086] Как отмечено выше, предлагаемые слои из целлюлозных волокон могут включать в себя гидрофобную проклейку и могут быть выполнены с возможностью функционирования в качестве воздухопроницаемых барьерных слоев в одноразовых впитывающих изделиях. Один вариант 200 осуществления предлагаемых впитывающих изделий показан на фиг.6А и 6b. В данном варианте осуществления изделие 200 представляет собой трусы для взрослых. В данном варианте осуществления изделие 200 содержит один из предлагаемых ламинатов 10, который выполнен с возможностью функционирования в качестве воздухопроницаемого многослойного нижнего листа, проницаемый для жидкостей, верхний лист 204 и впитывающую сердцевину 208, расположенную между верхним листом 204 и ламинатом 10. В данном варианте осуществления впитывающая сердцевина 208 содержит целлюлозный волокнистый материал и/или частицы полимера со сверхвысокой впитывающей способностью (SAP). В показанном варианте осуществления изделие 200 также включает в себя возможный, но необязательный принимающий/распределительный слой (ADL) 212.
[0087] Как показано, ламинат 10 присоединен к верхнему листу 204 так, что барьерный слой 14 находится над опорным слоем 18 и внутри по отношению к нему, и опорный слой 18 образует самую нижнюю или самую наружную поверхность соответствующей части изделия 200. Например, ламинат 10 может быть прикреплен к верхнему листу 204 посредством адгезива, сварных швов, полученных ультразвуковой сваркой, и/или любого другого способа или структуры для крепления, которая является достаточно долговечной для обеспечения возможности функционирования изделия намеченным образом во время использования. В других вариантах осуществления, и как описано выше со ссылкой на фиг.2, изделие 200 может дополнительно включать в себя дополнительный слой нижнего листа, подобный слою 34, под опорным слоем 18, так что дополнительный слой нижнего листа будет образовывать самый наружный слой изделия.
[0088] Другие примеры одноразовых впитывающих изделий, в которых предлагаемые целлюлозные барьерные слои и ламинаты могут быть использованы в качестве слоев, образующих барьер для жидкостей, и/или нижних листов, включают подгузники для младенцев, натягиваемое нижнее белье для взрослых и прокладки, используемые при недержании мочи, наматрасники, женские гигиенические изделия и хирургические рубашки/халаты, простыни/салфетки и маски. Некоторые варианты осуществления предлагаемых ламинатов выполнены с определенными свойствами для конкретных типов одноразовых впитывающих изделий. Например, некоторые типы одноразовых впитывающих изделий могут функционировать лучше при разных комбинациях минимальных значений воздухопроницаемости, выдерживаемого гидростатического напора и целостности, как показано ниже в Таблице 9. Из минимальных значений, показанных в Таблице 9, сам целлюлозный барьерный слой может иметь минимальные значения проницаемости и выдерживаемого гидростатического напора, и/или комбинированный ламинат может иметь минимальные значения проницаемости и выдерживаемого гидростатического напора. Напротив, минимальная характеристика целостности, приведенная в Таблице 9, более характерна для комбинированного ламината, включающего в себя, по меньшей мере, целлюлозный барьерный слой и опорный слой из нетканого материала и иногда включающего в себя один или более дополнительных слоев или компонентов, например, таких как стабилизирующий слой, подобный слою 30 по фиг.1С, сжимаемый слой, подобный слою 216 по фиг.7А, и/или тому подобное. Значения целостности для Таблицы 9 соответствуют значениям, получаемым посредством метода испытания на целостность (при мягкой воздействующей и твердой опорной поверхностях) посредством столба жидкости, определенного в Разделе F, озаглавленном «Метод испытания на целостность посредством столба жидкости». В то время как в Таблице 9 указаны значения, получаемые посредством Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях) для некоторых вариантов осуществления перечисленных впитывающих изделий, другие варианты осуществления перечисленных впитывающих изделий могут иметь определенные значения характеристики целостности, полученные любым из остальных методов испытаний на целостность, описанных в данном раскрытии изобретения.
ТАБЛИЦА 9. Конфигурации ламинатов для типов впитывающих изделий
D. Дополнительные изменения предлагаемых гидрофобных слоев из целлюлозных волокон, ламинатов и одноразовых впитывающих изделий
[0089] Сравнительно высокое значение устойчивости к гидростатическому напору/выдерживаемого гидростатического напора должно поддерживаться в воздухопроницаемом нижнем листе для обеспечения достаточной непроницаемости для жидкостей для хорошего функционирования во впитывающем изделии. Бóльшие значения выдерживаемого гидростатического напора для ламината воздухопроницаемого нижнего листа, как правило, обеспечат улучшение его целостности, но данные значения необязательно соотносятся простым образом. Попытки разобраться в факторах, которые могут повлиять на взаимосвязь между гидростатическим напором и целостностью, привели к дополнительным изменениям для повышения непроницаемости ламинатов и впитывающих изделий, которые включают в себя предлагаемые целлюлозные барьерные слои, по отношению к жидкостям.
1. Дополнительный сжимаемый слой
[0090] В некоторых из вариантов осуществления сравнительно мягкий или сжимаемый слой размещен или с внутренней стороны, или с наружной стороны предлагаемых целлюлозных барьерных слоев, например, непосредственно над и/или непосредственно под одним из предлагаемых целлюлозных барьерных слоев. Для иллюстрации того, каким образом подобный дополнительный сжимаемый слой может влиять на непроницаемость предлагаемых целлюлозных барьерных слоев для жидкостей, фиг.5 показывает, как целостность изменялась для некоторых впитывающих изделий, в частности, прототипов наматрасников, в зависимости от устойчивости воздухопроницаемого нижнего листа к гидростатическому напору и податливости поверхностей, обеспечивающих опору и приложение давления к изделиям. Для получения данных, показанных на фиг.5, был использован Модифицированный метод испытания на целостность, в котором: (а) давление было приложено посредством поверхности мягкой резины, когда образец опирался на поверхность мягкой резины (ʺмягкая/мягкаяʺ); (b) давление было приложено посредством поверхности мягкой резины, когда образец опирался на поверхность твердой резины (ʺмягкая/твердаяʺ), и (с) давление было приложено посредством поверхности твердой резины, когда образец опирался на поверхность твердой резины (ʺтвердая/твердаяʺ). Данный Модифицированный метод испытания на целостность описан в разделе G, озаглавленном «Модифицированный метод испытания на целостность», при этом указанный метод испытания для целей данного раскрытия изобретения описывает метод определения того, остается ли материал свободным от точечных отверстий при данном давлении или столбе воды, при использовании Модифицированного метода испытания на целостность (при мягкой воздействующей и мягкой опорной поверхностях), Модифицированного метода испытания на целостность (при мягкой воздействующей и твердой опорной поверхностях) или Модифицированного метода испытания на целостность (при твердой воздействующей и твердой опорной поверхностях).
[0091] Прототипы наматрасников на фиг.5 были изготовлены с разными воздухопроницаемыми нижними листами. Все изделия содержали одинаковую впитывающую сердцевину, полученную аэродинамическим способом формирования холста. ʺ0ʺ на фигуре указывает, что не было утечек через точечные отверстия при испытании на целостность при заданном давлении в течение 10 минут. ʺ4Pʺ, например, указывает, что были четыре точечных отверстия, и ʺCSʺ указывает на полное насыщение/смачивание санитарно-гигиенической бумаги, размещенной с наружной стороны нижнего листа для обнаружения утечки. Характеристика целостности улучшалась, как ожидалось, при повышении устойчивости ламината нижнего листа к гидростатическому напору. Как ни удивительно, на целостность также влияла податливость поверхностей, используемых при испытании для приложения давления. Характеристика целостности была наилучшей, когда давление было приложено между двумя мягкими поверхностями губчатой резины, и наихудшей, когда давление было приложено между двумя поверхностями твердой резины. В каждой из данных групп характеристика целостности, как правило, ухудшалась при увеличении гидростатического напора в диапазоне от 400 до 800 мм Н2О. Данные наблюдения могут быть обусловлены концентрациями напряжений, которые усиливались за счет более твердых поверхностей в неоднородных зонах нижнего листа. Неожиданно было обнаружено, что целостность впитывающего изделия может быть улучшена при использовании мягкого, сжимаемого материала или с внутренней стороны, или с наружной стороны целлюлозного барьерного слоя, как показано в примерах, показанных на фиг.5.
[0092] На фиг.5 Cairpad® и полимерные варианты были протестированы в качестве контрольных/сравнительных вариантов для прототипов целлюлозных барьерных слоев. Наматрасник Cairpad представляет собой серийно производимый наматрасник, который предназначен для медицинских кушеток с пропусканием воздушного потока и изготавливается компанией Attends. В полимерном варианте поставляемая на рынок, «дышащая» микропористая полимерная пленка MicroP, аналогичная пленке, испытанной для Таблицы 2, использовалась в качестве барьерного слоя в комбинации с нижним листом из нетканого материала с поверхностной плотностью 42 г/м2. В прототипе 1 использовался трехслойный прототип, аналогичный ламинату 10b по фиг.1С, который включал в себя стабилизирующий слой из нетканого материала фильерного способа производства с поверхностной плотностью 10 г/м2, подобный слою 30 по фиг.1С, барьерный слой из крепированной санитарно-гигиенической бумаги с поверхностной плотностью 17 г/м2, подобный слою 14 по фиг.1С, и опорный слой из нетканого материала фильерного способа производства с поверхностной плотностью 42 г/м2, подобный слою 18 по фиг.1С. В прототипе 2 использовался трехслойный прототип, подобный ламинату 10b по фиг.1С, который включал в себя стабилизирующий слой из нетканого материала фильерного способа производства с поверхностной плотностью 10 г/м2, подобный слою 30 по фиг.1С, барьерный слой из крепированной бумаги с поверхностной плотностью 36 г/м2, подобный слою 14 по фиг.1С, и опорный слой из нетканого материала фильерного способа производства с поверхностной плотностью 42 г/м2, подобный слою 18 по фиг.1С.
[0093] Дополнительные испытания были выполнены для прототипа ламината 10/17/42 под необработанным верхним листом - не включающим в себя впитывающую сердцевину - как со сжимаемым слоем, так и без сжимаемого слоя под ламинатом, при этом результаты данных испытаний показаны в Таблице 10. Необработанный верхний лист включал в себя гидрофобный нетканый материал фильерного способа производства со структурой SSS и поверхностной плотностью 12 г/м2, изготавливаемый компанией Fitesa, Simpsonville, Южная Каролина. Сжимаемый слой включал в себя два слоя высокообъемного нетканого материала с поверхностной плотностью 50 г/м2, скрепленного пропусканием воздуха насквозь, в частности, ATB NW Vortex 50 г/м2, изготавливаемого компанией Texsus SpA, Pistoia, Италия. В данных испытаниях лист сжимаемого материала был достаточно большим для «включения» всего столба жидкости, поданного во время испытания. Испытание на целостность для Таблицы 10 выполняли, используя Метод испытания на целостность посредством столба жидкости (при твердой воздействующей и твердой опорной поверхностях), определенный в разделе F, озаглавленном «Метод испытания на целостность посредством столба жидкости».
ТАБЛИЦА 10. Сжимаемый слой и влияние на характеристику
(мм Н2О)
[0094] Было показано, что дополнительный сжимаемый слой является особенно эффективным при улучшении характеристики целостности, и он может сохранять достаточный свободный объем под давлением, например, в диапазоне от 400 до 800 мм Н2О для распределения жидкости, выдавленной из сердцевины, в плоскости. В настоящее время полагают, что дополнительный сжимаемый слой эффективно ограничивает величину давления, которое может быть создано во впитывающей сердцевине и может вызывать выдавливание жидкости через воздухопроницаемый нижний лист. В испытаниях, отраженных в Таблице 10, размещение сжимаемого слоя под образованным из нетканого материала, опорным слоем ламината 10/17/42 зависело от формируемого и имеющегося ламината, а не от какого-либо требования, заключающегося в том, что сжимаемый слой должен быть размещен под опорным слоем из нетканого материала. Скорее, в некоторых вариантах осуществления предлагаемых ламинатов сжимаемый слой может быть вместо этого размещен между опорным слоем и целлюлозным барьерным слоем.
[0095] Фиг.7А и 7В показывают пример впитывающего изделия 200а, которое включает в себя такой дополнительный сжимаемый слой 216, который содержит лист материала, который имеет некоторую толщину и поддается сжатию в направлении его толщины слева и справа в плоскости страницы на фиг.7В. Сжимаемый слой 216 может содержать, например, один или более материалов из пленки с отверстиями, упругого нетканого материала, скрепленного пропусканием воздуха насквозь, второго слоя из целлюлозных волокон и/или другого сжимаемого материала. Когда сжимаемый слой включает в себя второй слой из целлюлозных волокон, второй слой из целлюлозных волокон может быть крепированным. Данный дополнительный сжимаемый слой также может быть эффективным, когда сжимаемый слой имеет протяженность, отличающуюся от протяженности сердцевины, например, тогда, когда только небольшая накладка из сжимаемого материала расположена под или рядом с центром впитывающей сердцевины. Например, как показано на фиг.7А, сжимаемый слой 216 перекрывает только часть ламината 10 или только часть верхнего листа 204. В данном варианте осуществления сжимаемый слой 216 расположен в месте, в котором, как ожидается, моча будет наиболее часто поступать в верхний лист, так что сжимаемый слой расположен в месте, в котором, как ожидается, жидкость будет доходить до барьерного слоя с самой высокой скоростью во время использования. В других вариантах осуществления сжимаемый слой имеет такую же протяженность, как барьерный слой, как сердцевина и/или как верхний лист. Несмотря на то, что сжимаемый слой 216 не обозначен как компонент ламината 10, сжимаемый слой может быть образован в виде компонента предлагаемых ламинатов, например, прикреплен к барьерному слою 14 или над барьерным слоем 14 перед изготовлением впитывающего изделия или может быть добавлен во время изготовления впитывающего изделия.
2. Характеристики дополнительного разделительного слоя и/или опорного слоя
[0096] В некоторых из предлагаемых ламинатов опорный слой, подобный слою 18 по фиг.1А, расположен снаружи целлюлозного барьерного слоя 14, 14а. В таких вариантах осуществления опорный слой может содержать нетканый материал с устойчивостью к гидростатическому напору в диапазоне от 200 до 300 мм Н2О. Несмотря на то, что данная величина может быть меньше гидростатического напора, выдерживаемого барьерным слоем, было обнаружено, что комбинация такого опорного слоя с барьерным слоем повышает целостность барьерного слоя. Полагают, что это обусловлено минимизацией влияния точечных дефектов в барьерном слое за счет опирания зон, окружающих точечные дефекты.
[0097] В некоторых вариантах осуществления, таких как ламинат 100 по фиг.2, разделительный слой 34 также расположен между целлюлозным барьерным слоем 14 и опорным слоем (например, 18). При данной конфигурации разделительный слой содержит материал с пустотами или промежуточными пространствами, по меньшей мере, на поверхности разделительного слоя, которая обращена к барьерному слою, для обеспечения свободного объема для размещения жидкости, проходящей через точечные дефекты или точечные отверстия в целлюлозном барьерном слое. Такие пустоты или промежуточные пространства необязательно должны проходить на всей толщине разделительного слоя. Подобный разделительный слой может обеспечить возможность присутствия небольшого объема вытекшей жидкости в разделительном слое под давлением, достаточно низким для эффективного удерживания жидкости обычным нетканым материалом, таким как нетканый материал со структурой SMS, при гидростатическом напоре в диапазоне всего от 200 до 300 мм Н2О. Например, опорный слой 18 может содержать нетканый материал с такой устойчивостью к гидростатическому напору. В некоторых вариантах осуществления подобные разделительные слои не только обеспечивают свободный объем, который может принимать жидкость, но и также обеспечивают некоторое сопротивление потоку жидкости, проходящей через материал, для создания перепада давлений на разделительном слое, например, для уменьшения 600 мм Н2О, поданных к верхней стороне барьерного слоя, до 400 мм Н2О с нижней стороны разделительного слоя. Примеры пригодных разделительных слоев включают пленки с отверстиями, нетканые материалы, скрепленные пропусканием воздуха насквозь, другие нетканые материалы со сравнительно более низкими плотностями и/или другие материалы, которые включают в себя или образуют пустоты, которые могут принимать жидкость описанным образом.
3. Многолистовой целлюлозный барьерный слой
[0098] В некоторых из предлагаемых вариантов осуществления, подобных ламинату 10а по фиг.1В, целлюлозный барьерный слой содержит два листа, например, листы 26 материала из целлюлозных волокон. В таких вариантах осуществления каждый из данных двух листов может иметь сравнительно низкую поверхностную плотность, например, такую как 17 г/м2. Если каждый из отдельных листов материала из целлюлозных волокон имеет пористость, достаточно малую для обеспечения высокой устойчивости к гидростатическому напору, но имеет слишком много дефектов, не позволяющих получить хорошую целостность, два или более слоев, соединенных вместе, могут обеспечить свободный от точечных отверстий, целлюлозный барьерный слой за счет уменьшения вероятности того, что какой-либо дефект в одном листе будет совмещен с дефектом в другом листе. Данные два или более слоев могут быть, например, скреплены вместе посредством адгезива, такого как нитевидный адгезив. Ламинаты были включены в прототипы наматрасников, и затем образцы были извлечены из наматрасников и уложены в стопу в конфигурациях, описанных в Таблице 11. Как показано в Таблице 11, ламинат, содержащий целлюлозный барьерный слой, состоящий из двух листов (17 г/м2-17 г/м2), был особенно эффективным при уменьшении дефектов в виде точечных отверстий, которые, как полагают в настоящее время, связаны с повреждениями, образующимися во время комплектования слоев во впитывающем изделии, таком как прототип наматрасника.
ТАБЛИЦА 11. Комбинации слоев ламината и влияние на характеристику
(мм Н2О)
4. Конструкция, свободная от поверхностно-активных веществ
[0099] Эффективность предлагаемых слоев из целлюлозных волокон может быть дополнительно повышена во впитывающих изделиях, которые выполнены с возможностью не уменьшать поверхностное натяжение жидкости, подобной солевому раствору или моче, когда она проходит через впитывающее изделие к барьерному слою. Покрытия, используемые для придания гидрофильности верхним листам из олефиновых нетканых материалов, а также ADL из нетканых материалов или пленок, как правило, представляют собой поверхностно-активные вещества с ограниченной стойкостью, которые могут быть вымыты из материалов мочой во время использования впитывающего изделия и которые могут уменьшать поверхностное натяжение мочи. Моча с уменьшенным поверхностным натяжением может снизить эффективную целостность воздухопроницаемого нижнего листа, по меньшей мере, вследствие того, что уменьшенное поверхностное натяжение уменьшает сопротивление потоку через точечные отверстия. Жидкости с низким поверхностным натяжением могут быть легче выдавлены через гидрофобный целлюлозный барьерный слой при уменьшенных давлениях. В результате впитывающие изделия с предлагаемыми целлюлозными барьерными слоями, как правило, будут демонстрировать улучшенную непроницаемость для жидкостей, когда верхние листы и ADL таких изделий не включают в себя нестойкие или имеющие ограниченную стойкость поверхностно-активные вещества. Например, некоторые варианты осуществления предлагаемых впитывающих изделий не включают в себя нестойкие поверхностно-активные вещества и/или поверхностно-активные вещества с ограниченной стойкостью на одном или более из: верхнего листа, ADL, если он включен, разделительного листа, если он включен, или сжимаемого слоя, если он включен. В таких вариантах осуществления один или более из: верхнего листа, ADL, если он включен, разделительного листа, если он включен, или сжимаемого слоя, если он включен, могут содержать стойкое покрытие или покрытие с гидрофильным материалом со сравнительно низкой поверхностной активностью.
[00100] Дополнительные испытания были выполнены на прототипе ламината 10/17/42 под необработанным верхним листом - не включающим в себя впитывающую сердцевину - и под верхними листами с различными обработками, при этом результаты указанных испытаний показаны в Таблице 12. Необработанный верхний лист включал в себя гидрофобный нетканый материал фильерного способа производства со структурой SSS и поверхностной плотностью 12 г/м2, изготавливаемый компании Fitesa. Верхний лист для прототипа № 4 в Таблице 12 представлял собой гидрофильный нетканый материал фильерного способа производства со структурой SSS и поверхностной плотностью 12 г/м2, также изготавливаемый компанией Fitesa и обработанный с использованием вещества Lertisan HD 20/3, производимого компанией Zschimmer and Schwartz, Lahnstein, Германия, с уровнем добавления, составляющим 0,003-0,005 грамма на грамм нетканого материала. Верхний лист для прототипа № 5 в Таблице 12 также представлял собой гидрофильный нетканый материал фильерного способа производства со структурой SSS и поверхностной плотностью 12 г/м2, также изготавливаемый компанией Fitesa, но был обработан при использовании раствора Clarisoy 100, производимого компанией Archer Daniels Midland, Decatur, Иллинойс, с уровнем добавления, составляющим 0,012 грамма на грамм нетканого материала. В данных испытаниях разделительный слой был достаточно большим для «перекрытия» всего столба жидкости, поданного во время испытания. Испытание на целостность для Таблицы 12 выполняли, используя Метод испытания на целостность посредством столба жидкости (при твердой воздействующей и твердой опорной поверхностях), определенный в разделе F, озаглавленном «Метод испытания на целостность посредством столба жидкости».
ТАБЛИЦА 12. Примеры обработок верхнего листа/сердцевины и влияние на характеристику
(мм Н2О)
Е. Метод испытания на целостность
[00101] Данный Метод испытания на целостность представляет собой один из способов, посредством которых целостность материала можно проверить и сравнить с другими материалами. В данном Методе испытания на целостность имитируется нижний лист под мокрой сердцевиной, которая находится под давлением тела человека, который может создавать изменяющиеся усилия.
[00102] В Методе испытания на целостность используются следующее оборудование и компоненты:
а. раствор из водопроводной воды и спирта с 5% масс. изопропанола, имеющий поверхностное натяжение 50±3 мН/м при температуре 22°С;
b. плоская пластина из поликарбоната с длиной 220 мм, шириной 100 мм, толщиной 11 мм и скругленными краями по периметру ее двух наибольших поверхностей;
с. образец изделия, подлежащего испытанию, с длиной 300 мм и шириной 175 мм;
d. прокладка из мягкой пенорезины, которая имеет длину 350 мм и ширину 310 мм, имеет модуль упругости при сжатии, составляющий 7000±500 Па, и обернута в полимерную пленку;
е. прямоугольные куски бумажного полотенца, каждый из которых имеет длину 200 мм и ширину 75 мм;
f. кусок санитарно-гигиенической бумаги с длиной, составляющей, по меньшей мере, 300 мм, и шириной, составляющей, по меньшей мере, 175 мм;
g. грузы, имитирующие 400 мм, 600 мм и 800 мм водяного столба, каждый из которых имеет нижнюю поверхность с длиной 305 мм и шириной 305 мм;
h. таймер; и
i. лоток, который достаточно большой для смачивания бумажного полотенца водно-спиртовым раствором.
[00103] Метод испытания на целостность предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Прокладку из пеноматериала размещают на плоской ровной поверхности, такой как столешница.
b. Санитарно-гигиеническую бумагу размещают в центре поверх прокладки из пеноматериала.
с. Образец изделия, подлежащий испытанию, размещают в центре поверх санитарно-гигиенической бумаги.
d. Кусок бумажного полотенца смачивают в водно-спиртовом растворе.
е. Бумажное полотенце извлекают из лотка, и обеспечивают возможность стекания избыточного раствора из бумажного полотенца до тех пор, пока интенсивность капания не уменьшится до 5 секунд между каплями.
f. Мокрое бумажное полотенце размещают в центре поверх образца изделия, подлежащего испытанию.
g. Плоскую пластину из поликарбоната размещают в центре поверх мокрого бумажного полотенца.
h. Груз, имитирующий соответствующий столб воды, размещают в центре поверх пластины, и таймер устанавливают на десять минут.
i. Как только время истечет, груз снимают с образца изделия.
j. Бумажное полотенце, пластину из поликарбоната и образец изделия снимают с санитарно-гигиенической бумаги, сохраняя положение бумажного полотенца в центре относительно образца изделия.
k. Число мокрых пятен на санитарно-гигиенической бумаге, указывающее на число точечных отверстий в образце изделия, подсчитывают, и результаты записывают.
Если санитарно-гигиеническая бумага становится полностью смоченной, то результат (ʺCSʺ) записывают, но процесс завершают для образца и не продолжают дальше с грузом (-ами) большего веса. Этапы а. -k. сначала полностью выполняют, используя груз, соответствующий 400 мм водяного столба, и затем повторяют для каждого из грузов, соответствующих 600 мм водяного столба и 800 водяного столба, используя новый образец изделия для каждого груза.
F. Метод испытания на целостность посредством столба
жидкости
[00104] Данный Метод испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях) и Метод испытания на целостность посредством столба жидкости (при твердой воздействующей и твердой опорной поверхностях) представляют собой дополнительные способы, посредством которых целостность материала можно проверить и сравнить с другими материалами. В данных Методах испытания на целостность посредством столба жидкости имитируется нижний лист под мокрой сердцевиной, которая находится под давлением тела человека, который может создавать изменяющиеся усилия.
[00105] В Методе испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях) используются следующее оборудование и компоненты:
а. раствор из водопроводной воды и спирта с 5% масс. изопропанола, имеющий поверхностное натяжение 50±3 мН/м при температуре 22°С;
b. прокладка из твердой неопреновой резины с длиной 305 мм и шириной 305 мм и твердостью по шкале А Шора, составляющей 30±3;
с. образец изделия, подлежащего испытанию, с длиной 150 мм, шириной 150 мм и толщиной 11 мм;
d. два круглых куска бумажного полотенца, каждый из которых имеет диаметр 75 мм;
е. кусок низкопористой санитарно-гигиенической бумаги с длиной, составляющей, по меньшей мере, 160 мм, и шириной, составляющей, по меньшей мере, 160 мм;
f. контейнер с водопроводной водой;
g. таймер;
h. небольшой лоток, который достаточно большой для смачивания кусков бумажного полотенца водно-спиртовым раствором;
i. лабораторный домкрат;
j. два кольцевых штатива;
k. трубка для создания гидростатического напора с номинальной длиной 120 см (4 фута) и внутренним диаметром 10,5 см;
l. гибкий резиновый пузырь, например, из большой резиновой перчатки, который является эластичным и имеет достаточную прочность при растяжении для обеспечения опоры для 1000 мм водяного столба и достаточную эластичность для раздувания на 3,25±0,3 мм от центра трубки, предназначенной для создания гидростатического напора, на каждые 100 мм давления водяного столба в диапазоне 200-600 мм давления водяного столба;
m. шланговый зажим, достаточно большой для охвата трубки, предназначенной для создания гидростатического напора, для крепления резинового пузыря к концу трубки для создания гидростатического напора;
n. насос и гибкая трубка с достаточной длиной для прохождения от контейнера до трубки, предназначенной для создания гидростатического напора; и
о. два зажима для трубок; и
р. две большие резиновые ленты.
[00106] Метод испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях) предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Кольцевые штативы размещают на плоской поверхности так, чтобы они были параллельны друг другу.
b. Зажимы для трубок соответственно закрепляют на самых верхних частях каждого кольцевого штатива.
с. Первую резиновую ленту размещают вокруг обода трубки для создания гидростатического напора. Затем резиновый пузырь размещают над концом трубки, обеспечивая плотное прилегание без морщин, и вторую резиновую ленту размещают затем вокруг наружной стороны резинового пузыря у края обода трубки. После этого шланговый зажим затягивают вокруг резиновых лент, резинового пузыря и обода.
d. Трубку для создания гидростатического напора с пузырем, расположенным внизу, размещают в шланговых зажимах с зазором 20 см между нижней частью трубки для создания гидростатического напора и верхней частью основания кольцевого штатива.
е. Спиртовой раствор наливают в небольшой лоток в количестве, достаточном для обеспечения возможности полного погружения кусков бумажного полотенца. Два куска бумажного полотенца размещают в виде слоев один поверх другого и погружают в раствор до тех пор, пока они не станут полностью смоченными. Затем куски бумажного полотенца извлекают из лотка, и обеспечивают возможность стекания избыточного раствора из кусков бумажного полотенца до тех пор, пока интенсивность капания не уменьшится до 5 секунд между каплями.
f. Прокладку из твердой резины размещают в центре поверх полностью опущенного лабораторного домкрата, санитарно-гигиеническую бумагу размещают в центре поверх прокладки из твердой резины, образец изделия размещают в центре поверх санитарно-гигиенической бумаги при смачиваемой или обращенной к телу стороне (в случае ее наличия) образца изделия, обращенной вверх, и смоченные куски бумажного полотенца размещают в центре поверх образца изделия.
g. Лабораторный домкрат - с прокладкой из твердой резины, санитарно-гигиенической бумагой, образцом изделия и кусками бумажного полотенца - размещают непосредственно под комплектом с трубкой для создания гидростатического напора так, чтобы образец и куски бумажного полотенца были сцентрированы под трубкой.
h. Лабораторный домкрат поднимают до тех пор, пока самый верхний кусок бумажного полотенца не окажется под ободом трубки для создания гидростатического напора на расстоянии 1-2 мм от него. Для избежания точек защемления самый верхний кусок бумажного полотенца и трубка для создания гидростатического напора не должны касаться друг друга.
i. Затем насос и трубки используют для перемещения водопроводной воды из контейнера к трубке для создания гидростатического напора до уровня 400 мм в трубке, предназначенной для создания гидростатического напора, со скоростью потока, достаточной для увеличения высоты столба жидкости в трубке, предназначенной для создания гидростатического напора, со скоростью 100 мм в секунду.
j. Таймер устанавливают на 10 минут.
k. Как только время истечет, лабораторный домкрат опускают, и куски бумажного полотенца и образец изделия снимают с санитарно-гигиенической бумаги, сохраняя положение кусков бумажного полотенца центрированным относительно образца изделия.
l. Число мокрых пятен на санитарно-гигиенической бумаге, указывающее на число точечных отверстий в образце изделия, подсчитывают, и результаты записывают.
Если при подсчете санитарно-гигиеническая бумага будет полностью смоченной, то записывают результат (ʺCSʺ), но процесс заканчивают для образца и не продолжают с грузом (-ами) большего веса. Этапы а. -l. сначала полностью выполняют, используя 400 мм водяного столба в трубке для создания гидростатического напора, и затем, если на этапе l. отсутствуют точечные отверстия, образец изделия и куски бумажного полотенца размещают снова на санитарно-гигиенической бумаге при их центрировании друг относительно друга и относительно прокладки из твердой резины, и этапы h.-l. повторяют для каждого из уровней, соответствующих 600 мм, 800 мм и 1000 мм водяного столба в трубке для создания гидростатического напора. Для высот, превышающих 600 мм, уровень воды в трубке для создания гидростатического напора снижают до 600 мм или менее перед опусканием лабораторного домкрата и снятием образца изделия и кусков бумажного полотенца для подсчета точечных отверстий.
[00107] В Методе испытания на целостность посредством столба жидкости (при твердой воздействующей и твердой опорной поверхностях) используются такие же оборудование и компоненты, что и в Методе испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях), за исключением следующего:
а. пластину из поликарбоната, имеющую длину 150 мм и ширину 150 мм, используют вместо прокладки из твердой неопреновой резины;
b. используют круглую пластину из стеклофритты с диаметром 120 мм; и
с. используют пластиковый лист или полимерную пленку, имеющий (-ую) длину, составляющую, по меньшей мере, 150 мм, и ширину, составляющую, по меньшей мере, 150 мм.
[00108] Метод испытания на целостность посредством столба жидкости (при твердой воздействующей и твердой опорной поверхностях) предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Кольцевые штативы размещают на плоской поверхности так, чтобы они были параллельны друг другу.
b. Зажимы для трубок соответственно закрепляют на самых верхних частях каждого кольцевого штатива.
с. Первую резиновую ленту размещают вокруг обода трубки для создания гидростатического напора. Затем резиновый пузырь размещают над концом трубки, обеспечивая плотное прилегание без морщин, и вторую резиновую ленту размещают затем вокруг наружной стороны резинового пузыря у края обода трубки. После этого шланговый зажим затягивают вокруг резиновых лент, резинового пузыря и обода.
d. Трубку для создания гидростатического напора с пузырем, расположенным внизу, размещают в шланговых зажимах с зазором 20 см между нижней частью трубки для создания гидростатического напора и верхней частью основания кольцевого штатива.
е. Спиртовой раствор наливают в небольшой лоток в количестве, достаточном для обеспечения возможности полного погружения кусков бумажного полотенца. Два куска бумажного полотенца размещают в виде слоев один поверх другого и погружают в раствор до тех пор, пока они не станут полностью смоченными. Затем куски бумажного полотенца извлекают из лотка, и обеспечивают возможность стекания избыточного раствора из кусков бумажного полотенца до тех пор, пока интенсивность капания не уменьшится до 5 секунд между каплями.
f. Пластину из поликарбоната размещают в центре поверх полностью опущенного лабораторного домкрата, санитарно-гигиеническую бумагу размещают в центре поверх пластины из поликарбоната, образец изделия размещают в центре поверх санитарно-гигиенической бумаги при смачиваемой или обращенной к телу стороне (в случае ее наличия) образца изделия, обращенной вверх, смоченные куски бумажного полотенца размещают в центре поверх образца изделия, пластиковый лист размещают в центре поверх кусков бумажного полотенца, и пластину из стеклофритты размещают в центре поверх пластикового листа.
g. Лабораторный домкрат - с пластиной из поликарбоната, санитарно-гигиенической бумагой, образцом изделия и кусками бумажного полотенца - размещают непосредственно под комплектом с трубкой для создания гидростатического напора так, чтобы образец и куски бумажного полотенца были сцентрированы под трубкой.
h. Лабораторный домкрат поднимают до тех пор, пока пластина из стеклофритты не окажется под ободом трубки для создания гидростатического напора на расстоянии 1-2 мм от него. Для избежания точек защемления пластина из стеклофритты и трубка для создания гидростатического напора не должны касаться друг друга.
i. Затем насос и трубки используют для перемещения водопроводной воды из контейнера к трубке для создания гидростатического напора до уровня 400 мм в трубке, предназначенной для создания гидростатического напора, со скоростью потока, достаточной для увеличения высоты столба жидкости в трубке, предназначенной для создания гидростатического напора, со скоростью 100 мм в секунду.
j. Таймер устанавливают на 10 минут.
k. Как только время истечет, лабораторный домкрат опускают, и куски бумажного полотенца, образец изделия, пластиковый лист и пластину из стеклофритты снимают с санитарно-гигиенической бумаги, сохраняя положение кусков бумажного полотенца, пластикового листа и пластинки из стеклофритты центрированным относительно образца изделия.
l. Число мокрых пятен на санитарно-гигиенической бумаге, указывающее на число точечных отверстий в образце изделия, подсчитывают, и результаты записывают.
Если при подсчете санитарно-гигиеническая бумага будет полностью смоченной, то записывают результат (ʺCSʺ), но процесс заканчивают для образца и не продолжают с грузом (-ами) большего веса. Этапы а. -l. сначала полностью выполняют, используя 400 мм водяного столба в трубке для создания гидростатического напора, и затем, если на этапе l. отсутствуют точечные отверстия, образец изделия, куски бумажного полотенца, пластиковый лист и пластину из стеклофритты размещают снова на санитарно-гигиенической бумаге при их центрировании друг относительно друга и относительно пластины из поликарбоната, и этапы h.-l. повторяют для каждого из уровней, соответствующих 600 мм, 800 мм и 1000 мм водяного столба в трубке для создания гидростатического напора. Для высот, превышающих 600 мм, уровень воды в трубке для создания гидростатического напора снижают до 600 мм или менее перед опусканием лабораторного домкрата и снятием образца изделия, кусков бумажного полотенца, пластикового листа и пластины из стеклофритты для подсчета точечных отверстий.
G. Модифицированный метод испытания на целостность
[00109] Данный Модифицированный метод испытания на целостность представляет собой один из способов, посредством которых целостность материала можно проверить и сравнить с другими материалами. В данном Модифицированном методе испытания на целостность имитируется нижний лист под мокрой сердцевиной, которая находится под давлением тела человека, который может создавать изменяющиеся усилия.
[00110] В Модифицированном методе испытания на целостность используются следующее оборудование и компоненты:
а. раствор из водопроводной воды и спирта с 5% масс. изопропанола, имеющий поверхностное натяжение 50±3 мН/м при температуре 22°С;
b. плоская пластина из поликарбоната с длиной 220 мм, шириной 100 мм, толщиной 11 мм и скругленными краями по периметру ее двух наибольших поверхностей;
с. образец изделия, подлежащего испытанию, с длиной 300 мм и шириной 175 мм;
d. большая прокладка из мягкой пенорезины, которая имеет длину 350 мм и ширину 310 мм, имеет модуль упругости при сжатии, составляющий 7000±500 Па, и обернута в полимерную пленку;
е. небольшая прокладка из мягкой пенорезины, которая имеет длину 100 мм и ширину 225 мм, имеет модуль упругости при сжатии, составляющий 7000±500 Па, и обернута в полимерную пленку;
f. две прокладки из твердой неопреновой резины, каждая из которых имеет длину 305 мм и ширину 305 мм и твердость по шкале А Шора, составляющую 30±3;
g. прямоугольные куски бумажного полотенца, каждый из которых имеет длину 200 мм и ширину 75 мм;
h. кусок санитарно-гигиенической бумаги с длиной, составляющей, по меньшей мере, 300 мм, и шириной, составляющей, по меньшей мере, 175 мм;
i. грузы, имитирующие 400 мм, 600 мм и 800 мм водяного столба, каждый из которых имеет нижнюю поверхность с длиной 305 мм и шириной 305 мм;
j. таймер; и
k. лоток, который достаточно большой для смачивания бумажного полотенца водно-спиртовым раствором.
[00111] Модифицированный метод испытания на целостность (при мягкой воздействующей и мягкой опорной поверхностях) предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Большую прокладку из пенорезины, обернутую в полимерную пленку, размещают на плоской ровной поверхности, такой как столешница.
b. Санитарно-гигиеническую бумагу размещают в центре поверх прокладки из пеноматериала.
с. Образец изделия, подлежащий испытанию, размещают в центре поверх санитарно-гигиенической бумаги.
d. Кусок бумажного полотенца смачивают в водно-спиртовом растворе.
е. Бумажное полотенце извлекают из лотка, и обеспечивают возможность стекания избыточного раствора из бумажного полотенца до тех пор, пока интенсивность капания не уменьшится до 5 секунд между каплями.
f. Мокрое бумажное полотенце размещают в центре поверх образца изделия, подлежащего испытанию.
g. Небольшую прокладку из пенорезины, обернутую в полимерную пленку, размещают в центре поверх мокрого бумажного полотенца.
h. Плоскую пластину из поликарбоната размещают в центре поверх небольшой прокладки из пенорезины.
i. Груз, имитирующий соответствующий столб воды, размещают в центре поверх пластины из поликарбоната, и таймер устанавливают на десять минут.
j. Как только время истечет, груз снимают с образца изделия.
k. Бумажное полотенце, небольшую прокладку из пенорезины, пластину из поликарбоната и образец изделия снимают с санитарно-гигиенической бумаги.
l. Число мокрых пятен на санитарно-гигиенической бумаге, указывающее на число точечных отверстий в образце изделия, подсчитывают, и результаты записывают.
Если санитарно-гигиеническая бумага становится полностью смоченной, то результат (ʺCSʺ) записывают, но процесс завершают для образца и не продолжают дальше с грузом (-ами) большего веса. Этапы а. -l. сначала полностью выполняют, используя груз, соответствующий 400 мм водяного столба, и затем повторяют для каждого из грузов, соответствующих 600 мм водяного столба и 800 водяного столба, используя новый образец изделия для каждого груза.
[00112] Модифицированный метод испытания на целостность (при мягкой воздействующей и твердой опорной поверхностях) предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Первую из прокладок из твердой неопреновой резины размещают на плоской ровной поверхности, такой как столешница.
b. Санитарно-гигиеническую бумагу размещают в центре поверх первой прокладки из твердой неопреновой резины.
с. Образец изделия, подлежащий испытанию, размещают в центре поверх санитарно-гигиенической бумаги.
d. Кусок бумажного полотенца смачивают в водно-спиртовом растворе.
е. Бумажное полотенце извлекают из лотка, и обеспечивают возможность стекания избыточного раствора из бумажного полотенца до тех пор, пока интенсивность капания не уменьшится до 5 секунд между каплями.
f. Мокрое бумажное полотенце размещают в центре поверх образца изделия, подлежащего испытанию.
g. Небольшую прокладку из пенорезины, обернутую в полимерную пленку, размещают в центре поверх мокрого бумажного полотенца.
h. Плоскую пластину из поликарбоната размещают в центре поверх небольшой прокладки из пенорезины.
i. Груз, имитирующий соответствующий столб воды, размещают в центре поверх пластины, и таймер устанавливают на десять минут.
j. Как только время истечет, груз снимают с образца изделия.
k. Бумажное полотенце, небольшую прокладку из пенорезины, пластину из поликарбоната и образец изделия снимают с санитарно-гигиенической бумаги.
l. Число мокрых пятен на санитарно-гигиенической бумаге, указывающих на число точечных отверстий в образце изделия, подсчитывают, и результаты записывают.
Если санитарно-гигиеническая бумага становится полностью смоченной, то результат (ʺCSʺ) записывают, но процесс завершают для образца и не продолжают дальше с грузом (-ами) большего веса. Этапы а. -l. сначала полностью выполняют, используя груз, соответствующий 400 мм водяного столба, и затем повторяют для каждого из грузов, соответствующих 600 мм водяного столба и 800 водяного столба, используя новый образец изделия для каждого груза.
[00113] Модифицированный метод испытания на целостность (при твердой воздействующей и твердой опорной поверхностях) предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Одну из прокладок из твердой неопреновой резины размещают на плоской ровной поверхности, такой как столешница.
b. Санитарно-гигиеническую бумагу размещают в центре поверх первой прокладки из твердой неопреновой резины.
с. Образец изделия, подлежащий испытанию, размещают в центре поверх санитарно-гигиенической бумаги.
d. Кусок бумажного полотенца смачивают в водно-спиртовом растворе.
е. Бумажное полотенце извлекают из лотка, и обеспечивают возможность стекания избыточного раствора из бумажного полотенца до тех пор, пока интенсивность капания не уменьшится до 5 секунд между каплями.
f. Мокрое бумажное полотенце размещают в центре поверх образца изделия, подлежащего испытанию.
g. Вторую прокладку из твердой неопреновой резины размещают в центре поверх мокрого бумажного полотенца.
h. Плоскую пластину из поликарбоната размещают в центре поверх второй прокладки из твердой неопреновой резины.
i. Груз, имитирующий соответствующий столб воды, размещают в центре поверх пластины из поликарбоната, и таймер устанавливают на десять минут.
j. Как только время истечет, груз снимают с образца изделия.
k. Бумажное полотенце, вторую прокладку из твердой неопреновой резины, пластину из поликарбоната и образец изделия снимают с санитарно-гигиенической бумаги.
l. Число мокрых пятен на санитарно-гигиенической бумаге, указывающее на число точечных отверстий в образце изделия, подсчитывают, и результаты записывают.
Если санитарно-гигиеническая бумага становится полностью смоченной, то результат (ʺCSʺ) записывают, но процесс завершают для образца и не продолжают дальше с грузом (-ами) большего веса. Этапы а. -l. сначала полностью выполняют, используя груз, соответствующий 400 мм водяного столба, и затем повторяют для каждого из грузов, соответствующих 600 мм водяного столба и 800 водяного столба, используя новый образец изделия для каждого груза.
Н. Метод испытания на воздухопроницаемость
[00114] Для целей данного раскрытия изобретения воздухопроницаемость измеряют в виде воздухопроницаемости по Фрейзеру, используя ASTM D737-04, «Стандартный метод определения воздухопроницаемости текстильных материалов», при этом указанный стандарт полностью включен в данный документ путем ссылки. Этот метод испытания используется для определения скорости воздушного потока, проходящего перпендикулярно через известную площадь при заданном перепаде давлений воздуха между двумя поверхностями плоского материала. Данный метод испытания предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Образец изделия предварительно выдерживают путем размещения его перед испытанием, по меньшей мере, на 4 часа в среде с температурой 71±2°F (21,67±1,11°С) и относительной влажностью 65±2%.
b. Образец изделия размещают над измерительной головкой поставляемой на рынок машины для испытаний на воздухопроницаемость так, чтобы данный образец изделия был закреплен над измерительной головкой посредством зажима и/или уплотнения, которое минимизирует краевую утечку.
с. Испытательную машину включают для устойчивого всасывания воздуха через образец изделия и перпендикулярно ему при перепаде давлений на образце изделия, составляющем 125 Па.
d. Воздухопроницаемость образца изделия считывают на испытательной машине или измеряют расходомером.
I. Метод испытания на гидростатический напор
[00115] Для целей данного раскрытия изобретения гидростатический напор, - который также может быть назван ʺhydroheadʺ или ʺHHʺ, - измеряют, используя метод испытания ААТСС 127-2008, «Водостойкость: Испытание на гидростатическое давление», при этом указанный стандарт полностью включен в данный документ путем ссылки. Этот метод испытания предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Образец изделия, подлежащий испытанию, предварительно выдерживают путем размещения его перед испытанием, по меньшей мере, на 4 часа в среде с температурой 71±2°F (21,67±1,11°С) и относительной влажностью 65±2%.
b. Образец изделия с шириной 200 мм и длиной 200 мм прикрепляют к поставляемому на рынок устройству для испытаний на гидростатический напор в соответствии с определенным испытательным устройством. Например, для трубки для создания гидростатического напора, имеющей номинальную длину 1200 мм и внутренний диаметр 10,5 см, образец изделия может быть закреплен на нижнем конце трубки посредством двух резиновых лент и шлангового зажима так, как описано в Разделе F.
С. Воду добавляют над образцом, например, в трубку для создания гидростатического напора, со скоростью 10 мм в секунду до тех пор, пока три (3) капли воды не пройдут сквозь образец и не упадут под образцом, при этом в данный момент записывают высоту водяного столба.
J. Метод испытания на относительное удлинение
[00116] Относительное удлинение или удлинение в % в целях данного раскрытия изобретения измеряют, используя Стандарт TAPPI/ANSI Т-494 om-13, озаглавленный «Свойства бумаги и картона при растяжении (при использовании постоянной скорости растягивающего устройства)», при этом указанный стандарт полностью включен в данный документ путем ссылки. Этот метод испытания предусматривает выполнение нижеследующих этапов в указанном порядке:
а. Образец изделия с шириной 25±1 мм и длиной, достаточно большой для обеспечения возможности его зажима в зажимных губках с линейным контактом серийно производимой машины для испытаний на растяжение с расстоянием между зажимами, составляющим 180±5 мм. Длина образца может составлять, например, 230 мм. Губки с линейным контактом представляют собой губки, которые зажимают образец между плоской поверхностью и цилиндрической поверхностью или между двумя цилиндрическими поверхностями. Соответствующие линии контакта губок параллельны друг другу с отклонением в пределах угла ±1° и не изменяют положения более чем на 0,5° во время удлинения образца, а также перпендикулярны направлению удлинения или растягивания с отклонением в пределах угла±1°.
b. Образец изделия зажимают между зажимными губками с линейным контактом серийно производимой машины для испытаний на растяжение с усилием зажима, достаточным для противодействия проскальзыванию образца изделия относительно губок во время испытания. Образец изделия зажимают при расстоянии между зажимами, составляющем 180±5 мм, так, чтобы образец изделия не имел по существу никакого заметного провисания, но не был деформирован во время зажима.
с. Губки раздвигают для удлинения образца изделия со скоростью 25 метров в минуту, пока образец изделия не разорвется.
d. Относительное удлинение или изменение длины относительно исходной длины считывают из машины для испытаний на растяжение и записывают.
[00117] Вышеприведенные описание и примеры обеспечивают полное описание структуры и использования иллюстративных вариантов осуществления. Несмотря на то, что определенные варианты осуществления были описаны выше с определенной степенью конкретности или со ссылкой на один или более отдельных вариантов осуществления, специалисты в данной области техники могут выполнить многочисленные изменения в раскрытых вариантах осуществления без отхода от объема данного изобретения. По существу, различные иллюстративные варианты осуществления способов и систем не предназначены для их ограничения конкретными раскрытыми вариантами. Напротив, они охватывают все модификации и альтернативные варианты, находящиеся в пределах объема формулы изобретения, и варианты осуществления, отличные от показанного, могут включать в себя некоторые или все из признаков показанного варианта осуществления. Например, элементы могут быть исключены или скомбинированы в виде единой структуры, и/или соединения могут быть заменены. В качестве дополнительного примера, несмотря на то, что в формуле изобретения может быть указано конкретное значение характеристики целостности, получаемой посредством определенного метода испытания на целостность, другие варианты осуществления заявленных слоев, ламинатов или изделий могут иметь заявленные значения характеристики отсутствия точечных отверстий при любом из остальных методов испытания на целостность, описанных в данном раскрытии изобретения. Кроме того, в соответствующих случаях аспекты любого из примеров, описанных выше, могут быть объединены с аспектами любого из остальных описанных примеров для формирования дополнительных примеров, имеющих сопоставимые или отличающиеся свойства и/или функции и направленных на решение аналогичных или других проблем. Аналогичным образом, следует понимать, что полезные эффекты и преимущества, описанные выше, могут относиться к одному варианту осуществления или могут относиться к нескольким вариантам осуществления.
[00118] Формула изобретения не предназначена для включения ограничений «средство плюс функция» или «этап плюс функция» и не должна рассматриваться как включающая такие ограничения, если подобное ограничение не приведено явным образом в отдельно взятом пункте формулы изобретения посредством использования соответствующего (-их) выражения (-ий) «средство для» или «этап для».
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНАЯ ЛАМИНАТНАЯ ТКАНЬ, СОДЕРЖАЩАЯ АЭРОДИНАМИЧЕСКИ РАСПЫЛЕННЫЙ ИЗ РАСПЛАВА СЛОЙ И СЛОИ СПАНБОНДА | 2017 |
|
RU2731772C2 |
| НЕТКАНЫЙ МАТЕРИАЛ СО СВОЙСТВАМИ ОБРАТНОГО КЛАПАНА | 2014 |
|
RU2624249C1 |
| СУПЕРГИДРОФОБНЫЕ ПОВЕРХНОСТИ | 2012 |
|
RU2601339C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С УПЛОТНЕННОЙ НОЖНОЙ МАНЖЕТОЙ | 2012 |
|
RU2596950C2 |
| ВПИТЫВАЮЩАЯ СТРУКТУРА СО СЛОЕМ, ПРЕДНАЗНАЧЕННЫМ ДЛЯ ОБЕСПЕЧЕНИЯ СУХОСТИ | 2014 |
|
RU2659885C2 |
| МНОГОСЛОЙНОЕ ВОЛОКНИСТОЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ ЛАМИНИРУЮЩИЙ АДГЕЗИВ С ДЕРМАТОЛОГИЧЕСКИ ПРИЕМЛЕМОЙ КИСЛОТОЙ | 2016 |
|
RU2703616C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УЗКИЙ СЛОЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И НАКЛАДКУ, УСИЛИВАЮЩУЮ НЕПРОЗРАЧНОСТЬ И ПРОЧНОСТЬ | 2012 |
|
RU2583768C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С СИЛЬНО ГИДРОФОБНЫМ СЛОЕМ | 2006 |
|
RU2412679C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ВОЗДУХОПРОНИЦАЕМЫМ НИЖНИМ ЛИСТОМ | 2016 |
|
RU2706816C1 |
| ГИГИЕНИЧЕСКОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ КОМПОЗИЦИЮ ДЛЯ РЕГУЛИРОВАНИЯ рН, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2660052C1 |
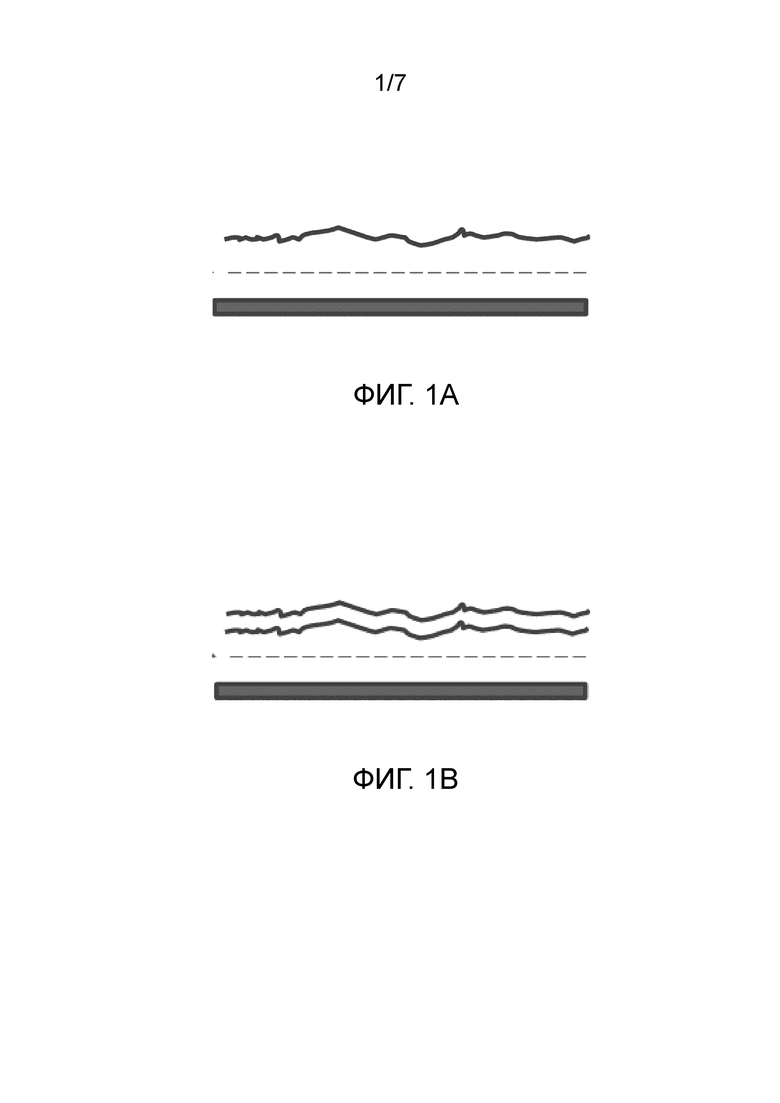
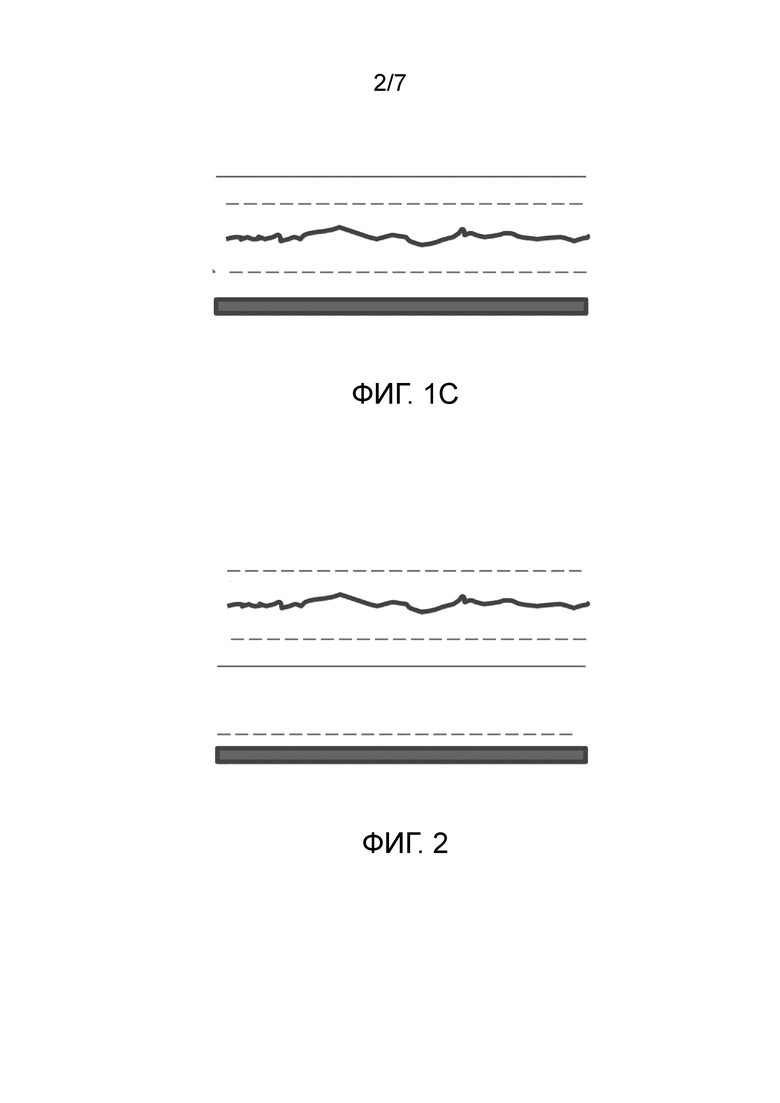
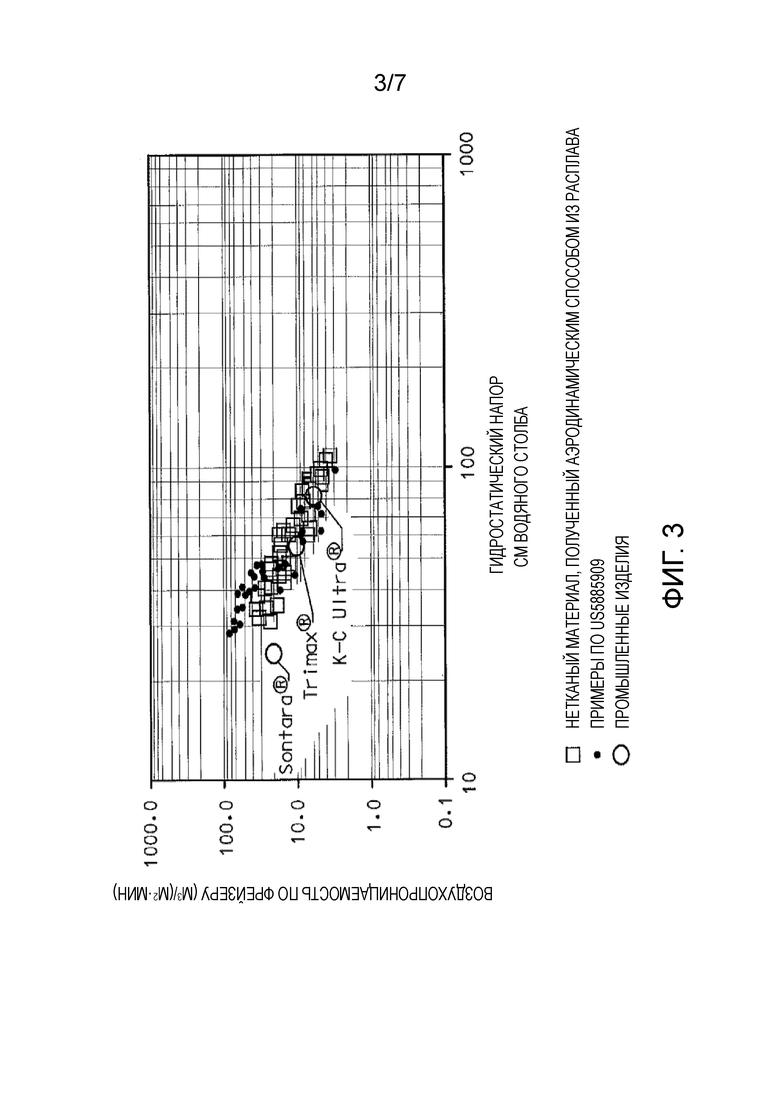
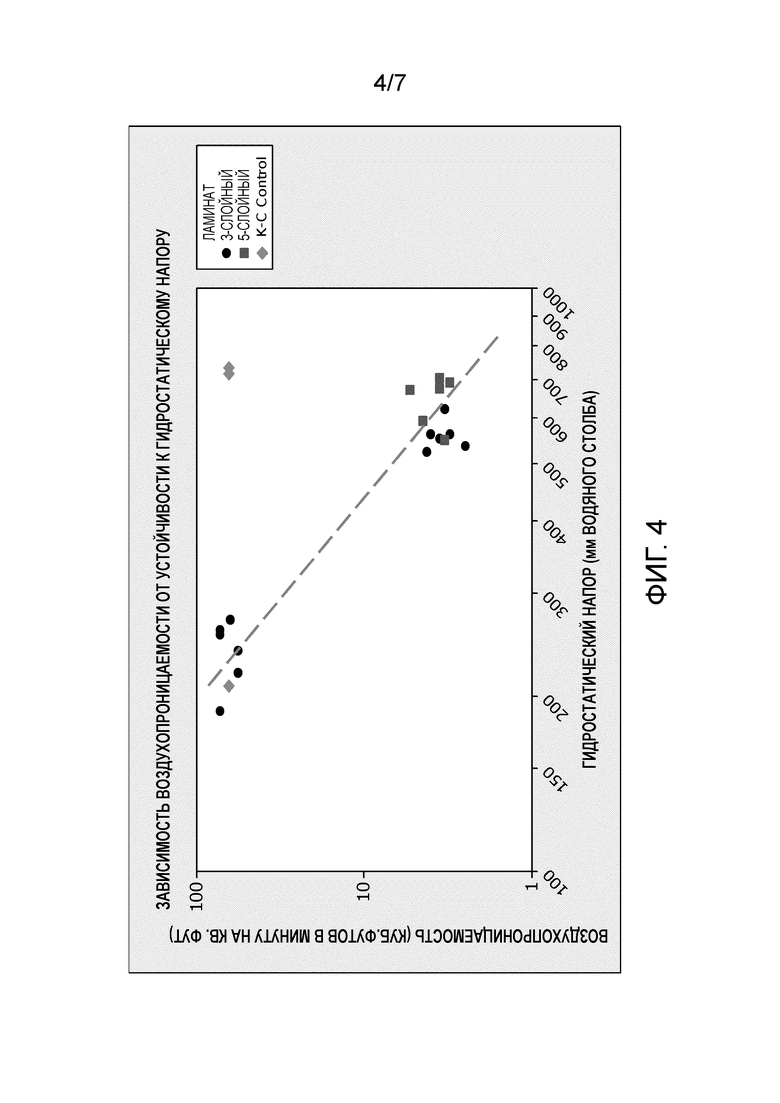
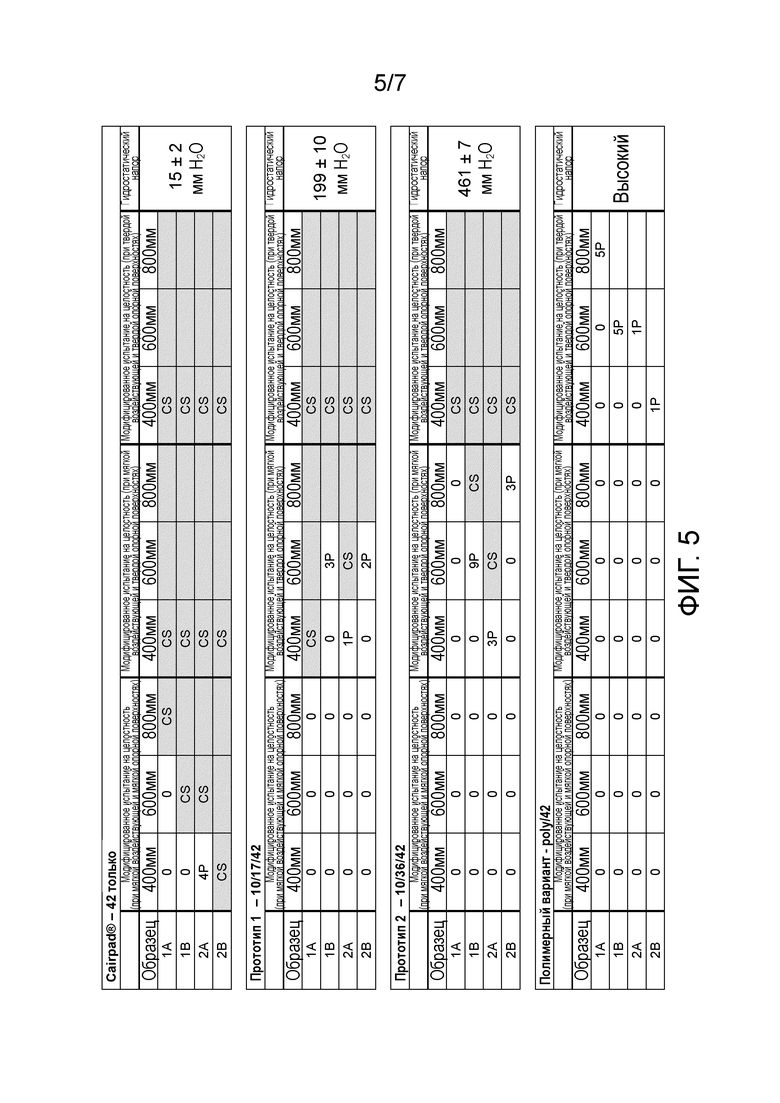
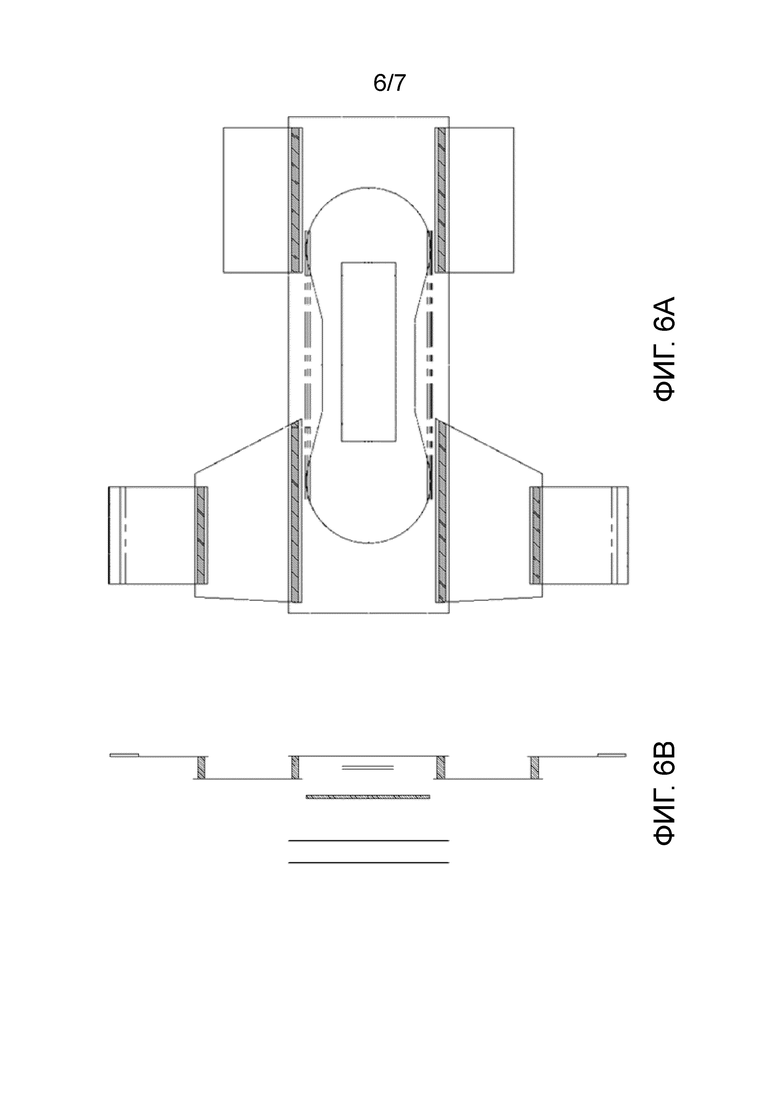
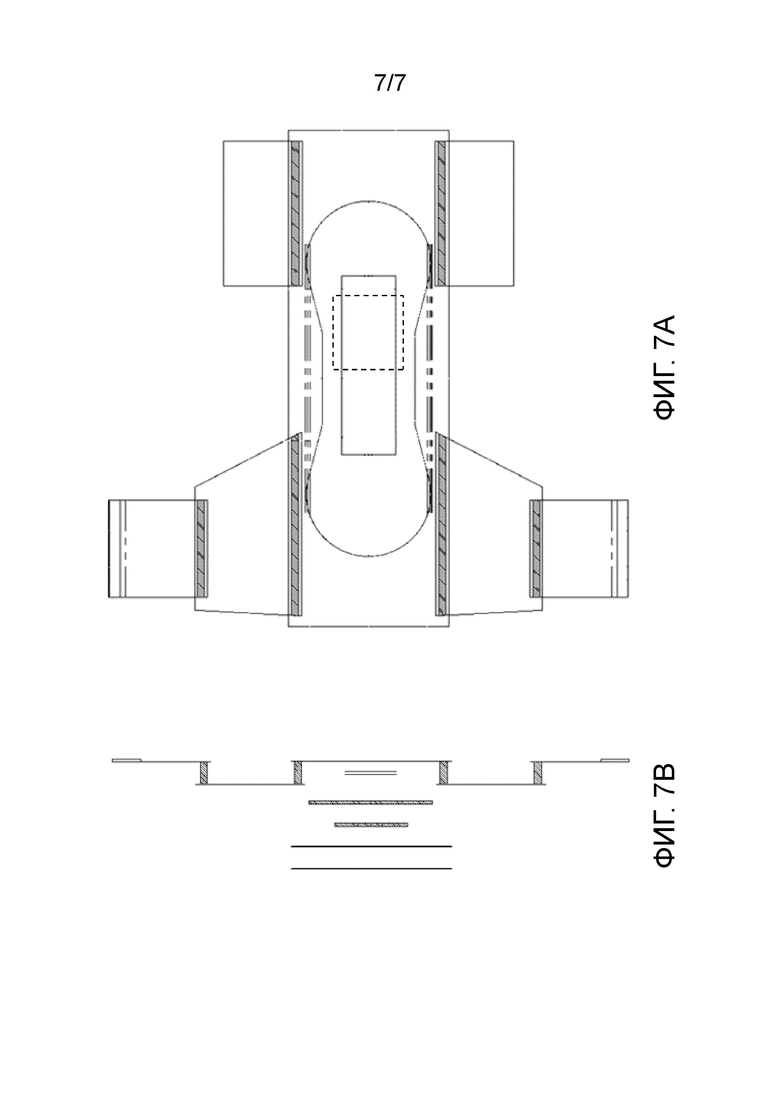
Настоящее раскрытие изобретения включает барьерный слой из целлюлозных волокон, имеющий гидрофобную проклейку для обеспечения проявления гидрофобных свойств барьерным слоем. Например, предлагаемые барьерные слои из целлюлозных волокон могут быть выполнены с возможностью выдерживать большой гидростатический напор (например, более 200 мм Н2О) при одновременном сохранении высокой воздухопроницаемости (например, 0,5 куб. фута в минуту на 1 кв. фут (0,1524 м3/(мин⋅м2)). Настоящее раскрытие изобретения также включает ламинаты (например, воздухопроницаемый многослойный нижний лист), включающие в себя один из предлагаемых барьерных слоев из целлюлозных волокон и опорный слой из нетканого материала, расположенный под барьерным слоем и присоединенный (например, прикрепленный) к нему, так что ламинат выполнен с возможностью проявлять желательные характеристики непроницаемости для жидкостей (например, характеристику отсутствия точечных отверстий при 400 мм Н2О в течение 10 минут и/или тому подобное). Настоящее раскрытие изобретения также включает одноразовые впитывающие предметы одежды, включающие в себя, по меньшей мере, один из предлагаемых слоев из целлюлозных волокон и ламинатов (например, включающие в себя один из предлагаемых ламинатов в качестве нижнего листа для одноразового впитывающего предмета одежды). 3 н. и 17 з.п. ф-лы, 12 табл., 11 ил.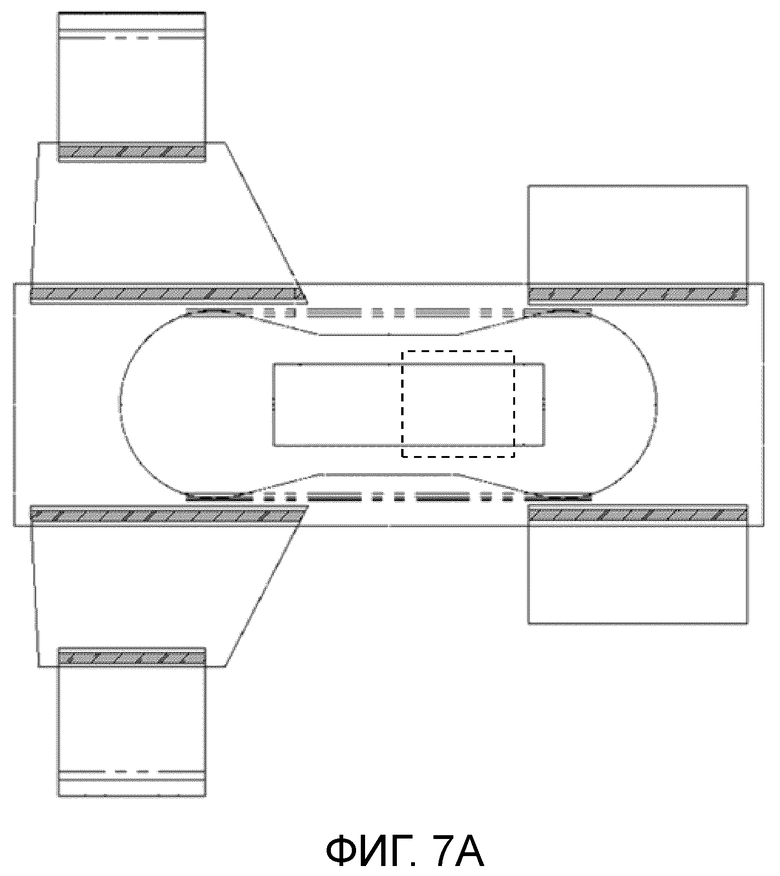
1. Воздухопроницаемый многослойный нижний лист, содержащий:
барьерный слой из целлюлозных волокон, имеющий гидрофобную проклейку, причем барьерный слой содержит листы санитарно-гигиенической бумаги гидравлического способа формования или бумаги гидравлического способа формования, при этом барьерный слой имеет воздухопроницаемость, превышающую 0,5 куб. фута в минуту на 1 кв. фут (0,1524 м3/(мин⋅м2)), и выполнен с возможностью выдерживать гидростатический напор, превышающий 200 мм Н2О, причем барьерный слой содержит два листа материала из целлюлозных волокон, при этом каждый лист имеет поверхностную плотность от 15 г/м2 до 20 г/м2; и
опорный слой, расположенный под барьерным слоем и присоединенный к нему, при этом опорный слой содержит нетканый материал;
при этом барьерный слой и опорный слой образуют ламинат.
2. Воздухопроницаемый многослойный нижний лист по п.1, в котором ламинат выполнен с возможностью оставаться свободным от точечных отверстий при 400 мм Н2О в течение 10 минут при использовании Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях).
3. Воздухопроницаемый многослойный нижний лист по п.1, в котором барьерный слой является крепированным.
4. Воздухопроницаемый многослойный нижний лист по п.3, в котором барьерный слой имеет относительное удлинение от 5% до 55%.
5. Воздухопроницаемый многослойный нижний лист по п.1, в котором барьерный слой прикреплен к опорному слою посредством нитевидного адгезива или мест скрепления, образованных термоскреплением.
6. Воздухопроницаемый многослойный нижний лист по п.1, в котором опорный слой имеет поверхностную плотность, не превышающую 20 г/м2.
7. Воздухопроницаемый многослойный нижний лист по п.6, в котором опорный слой содержит нетканый материал со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), выполненный с возможностью выдерживать гидростатический напор, превышающий 150 мм Н2О.
8. Одноразовое впитывающее изделие, содержащее:
воздухопроницаемый многослойный нижний лист по п.1;
проницаемый для жидкостей верхний лист; и
впитывающую сердцевину, расположенную между верхним листом и воздухопроницаемым многослойным нижним листом, при этом впитывающая сердцевина содержит целлюлозный волокнистый материал и/или полимерные частицы со сверхвысокой впитывающей способностью (SAP);
при этом воздухопроницаемый многослойный нижний лист присоединен к верхнему листу.
9. Одноразовое впитывающее изделие по п.8, при этом впитывающее изделие выполнено с возможностью по существу не уменьшать поверхностное натяжение солевого раствора или мочи, проходящего (-ей) через верхний лист к барьерному слою.
10. Одноразовое впитывающее изделие по п.9, при этом впитывающее изделие дополнительно содержит:
принимающий/распределительный слой (ADL), расположенный между впитывающей сердцевиной и верхним листом, при этом ADL выполнен с возможностью по существу не уменьшать поверхностное натяжение солевого раствора или мочи, проходящего (-ей) через ADL к барьерному слою.
11. Одноразовое впитывающее изделие по п.8, в котором воздухопроницаемый многослойный нижний лист дополнительно содержит:
сжимаемый слой, содержащий лист материала, который имеет некоторую толщину и который поддается сжатию в направлении его толщины;
при этом сжимаемый слой расположен между барьерным слоем и сердцевиной или между барьерным слоем и опорным слоем.
12. Одноразовое впитывающее изделие по п.11, в котором сжимаемый слой имеет протяженность, отличающуюся от протяженности воздухопроницаемого многослойного нижнего листа.
13. Одноразовое впитывающее изделие по п.8, при этом изделие образует урологические трусы, барьерный слой имеет воздухопроницаемость, превышающую 0,5 куб. фута в минуту на 1 кв. фут (0,1524 м3/(мин⋅м2)), и выполнен с возможностью выдерживать гидростатический напор, превышающий 600 мм Н2О, и ламинат выполнен с возможностью оставаться свободным от точечных отверстий при 800 мм Н2О в течение 10 минут при использовании Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях).
14. Одноразовое впитывающее изделие по п.8, при этом изделие образует натягиваемый предмет нижнего белья или прокладку, используемую при недержании мочи, барьерный слой имеет воздухопроницаемость, превышающую 1,5 куб. фута в минуту на 1 кв. фут (0,4572 м3/(мин⋅м2)), и выполнен с возможностью выдерживать гидростатический напор, превышающий 400 мм Н2О, и ламинат выполнен с возможностью оставаться свободным от точечных отверстий при 600 мм Н2О в течение 10 минут при использовании Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях).
15. Одноразовое впитывающее изделие по п.8, при этом изделие образует наматрасник, барьерный слой имеет воздухопроницаемость, превышающую 1,5 куб. фута в минуту на 1 кв. фут (0,4572 м3/(мин⋅м2)), и выполнен с возможностью выдерживать гидростатический напор, превышающий 400 мм Н2О, и ламинат выполнен с возможностью оставаться свободным от точечных отверстий при 400 мм Н2О в течение 10 минут при использовании Метода испытания на целостность посредством столба жидкости (при мягкой воздействующей и твердой опорной поверхностях).
16. Одноразовое впитывающее изделие по п.8, дополнительно содержащее:
разделительный слой, расположенный между барьерным слоем и опорным слоем, при этом разделительный слой включает в себя множество пустот или промежуточных пространств на, по меньшей мере, поверхности разделительного слоя, которая обращена к барьерному слою.
17. Одноразовое впитывающее изделие по п.11, в котором разделительный слой имеет протяженность, отличающуюся от протяженности воздухопроницаемого многослойного нижнего листа.
18. Способ изготовления одноразового впитывающего изделия, при этом способ включает этапы, на которых:
выполняют проницаемый для жидкостей верхний лист, впитывающую сердцевину, опорный слой из нетканого материала и барьерный слой из целлюлозных волокон, имеющий гидрофобную проклейку, причем барьерный слой содержит листы санитарно-гигиенической бумаги гидравлического способа формования или бумаги гидравлического способа формования, причем барьерный слой содержит два листа материала из целлюлозных волокон, при этом каждый лист имеет поверхностную плотность от 15 г/м2 до 20 г/м2; и
соединяют верхний лист, барьерный слой и опорный слой вместе так, чтобы впитывающая сердцевина удерживалась между верхним листом и барьерным слоем, и барьерный слой удерживался между сердцевиной и опорным слоем.
19. Способ по п.18, дополнительно включающий:
выполнение принимающего/распределительного слоя (ADL); и
присоединение ADL к верхнему листу так, чтобы ADL удерживался между верхним листом и впитывающей сердцевиной.
20. Способ по п.19, в котором верхний лист и ADL выполнены с возможностью по существу не уменьшать поверхностное натяжение солевого раствора или мочи, проходящего (-ей) через верхний лист и ADL к барьерному слою.
| US 20050245159, 03.11.2005 | |||
| US 4588457 A, 13.05.1986 | |||
| US 20010025164 A1, 27.09.2001 | |||
| US 20090042468 A1, 12.02.2009 | |||
| US 20040019340 A1, 29.01.2004 | |||
| US 6716204 B1, 06.04.2004. |

