ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к многослойному волокнистому изделию, в особенности изделию из нетканого материала, изделию из санитарно-гигиенической бумаги, или их гибриду, способному содействовать обеспечению величины рН здоровой кожи, в частности, к многослойному волокнистому изделию, в котором индивидуальные слои связаны друг с другом с помощью адгезива, содержащего дерматологически приемлемую кислоту и, возможно, ее соль.
УРОВЕНЬ ТЕХНИКИ
Материалы на основе нетканых материалов и санитарно-гигиенической бумаги находят широкое применение в современном обществе. Туалетная бумага, бумажные полотенца, такие как полотенца для рук или хозяйственные (кухонные) полотенца, косметические салфетки, салфетки и бумажные носовые платки представляют собой основные промышленные товары. Эти изделия обычно содержат целлюлозные волокна (волокна бумажной массы), выбранные из древесины твердых пород, древесины мягких пород и недревесных типов, таких как бамбук или мискантус. Эти изделия также содержат смесь целлюлозных и нецеллюлозных волокон.
К наиболее важным физическим свойствам изделий из санитарно-гигиенической бумаги относятся их прочность, их мягкость, их впитывающая способность, главным образом в отношении водных систем, и их устойчивость к распушению и пылению. Эти физические свойства, как правило, регулируются сообразно обычным требованиям потребителя.
Изделия из санитарно-гигиенической бумаги обычно приходят в контакт с кожей человека, когда используются. По этой причине в технологии предусматривалась обработка определенных изделий из санитарно-гигиенической бумаги, таких как туалетная бумага или носовые платки, лосьонами, содержащими разнообразные типы компонентов для ухода за кожей, но также часто регулирующие величину рН вещества. Однако косметические салфетки, сервировочные салфетки или хозяйственные (кухонные) полотенца обычно изготавливаются без лосьона, и также в отношении туалетной бумаги или носовых платков в настоящее время имеется большой спрос на не содержащие лосьон сорта.
В отношении не содержащих лосьон изделий авторы настоящего изобретения отметили, что существует различие между величиной рН традиционных изделий из санитарно-гигиенической бумаги и рН здоровой кожи. В зависимости от происхождения волокон бумажной массы, величина рН полотен основы санитарно-гигиенической бумаги, которые не были подвергнуты дополнительной обработке, либо является очень близкой к нейтральному значению (рН около 6,5), если главным образом используются первичные волокна бумажной массы, либо является слегка щелочной (рН около 8,5), если имеется более высокое содержание вторичных волокон. Тем самым современный уровень рН изделий из санитарно-гигиенической бумаги составляет между 6,5 и 8,5, тогда как рН здоровой кожи варьирует в диапазоне между 4,5 и 6,0. Это слегка кислотное значение рН обусловливается кислотной оболочкой человеческой кожи. Кислотная оболочка человеческой кожи представляет собой очень тонкую, слегка кислотную пленку на поверхности кожи, действующую в качестве барьера против бактерий, вирусов и других потенциальных загрязнителей, которые могли бы проникать в кожу. Соответственно этому, важно свести к минимуму влияние внешних факторов на значение рН кожи.
Авторы настоящего изобретения отметили, что невозможно исключить то обстоятельство, что в особенности во время длительного или многократного контакта с человеческой кожей традиционные не содержащие лосьон изделия из санитарно-гигиенической бумаги оказывают негативное влияние на величину рН здоровой кожи. То же справедливо и для изделий из нетканых материалов, включающих целлюлозные волокна.
Соответственно этому, одной целью настоящего изобретения является создание многослойного волокнистого изделия, в частности, изделия из нетканого материала, изделия из санитарно-гигиенической бумаги, или их гибрида, которое сокращает вероятность того, что традиционные многослойные волокнистые изделия будут изменять рН здоровой кожи.
Дополнительная цель настоящего изобретения состоит в создании многослойного волокнистого изделия, в частности, изделия из нетканого материала, изделия из санитарно-гигиенической бумаги, или их гибрида, с особенно эффективным средством предотвращения негативного влияния величины рН традиционных многослойных волокнистых изделий на значение рН кожи.
Кроме того, в совокупности с одной дополнительной целью настоящего изобретения, предпочтительным является создание такого многослойного волокнистого изделия без вредного влияния на другие свойства, имеющие отношение к их применению, такие как сопротивление расслоению, и/или мягкость, и/или впитывающая способность, и/или другие известные в технологии свойства.
Дополнительные предметы и цели настоящего изобретения могут быть понятными из нижеследующего описания.
СУЩНОСТЬ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к:
1. многослойному волокнистому изделию, включающему по меньшей мере два волокнистых слоя, предпочтительно многослойному изделию из нетканого материала, изделию из санитарно-гигиенической бумаги или их гибриду, включающему по меньшей мере два слоя санитарно-гигиенической бумаги и/или слоя нетканого материала, содержащих целлюлозные волокна, причем по меньшей мере два волокнистых слоя связаны друг с другом с помощью водной адгезивной композиции, содержащей адгезивный компонент и дерматологически приемлемую кислоту и, возможно, ее соль; а также
к способу изготовления многослойного волокнистого изделия, предпочтительно изделия из санитарно-гигиенической бумаги, включающему стадии:
а) создания по меньшей мере двух волокнистых полотен санитарно-гигиенической бумаги и/или нетканого материала
b) возможно, тиснения по меньшей мере одного полотна, чтобы создать по меньшей мере один рисунок из выступов,
с) нанесения водной адгезивной композиции, содержащей адгезивный компонент и предпочтительно водорастворимую дерматологически приемлемую кислоту и, возможно, ее соответствующую соль, по меньшей мере на одну сторону по меньшей мере одного волокнистого полотна, причем, если по меньшей мере одно полотно является тисненым, водная адгезивная композиция предпочтительно наносится на дистальные концы по меньшей мере части выступов,
d) наложения по меньшей мере двух полотен так, что водная адгезивная композиция размещается между по меньшей мере двумя ламинированными полотнами,
е) соединения по меньшей мере двух полотен между собой, и
f) возможно, дополнительные стадии для преобразования соединенных полотен в конечное многослойное волокнистое изделие,
причем признаки многослойного волокнистого изделия и/или водной адгезивной композиции предпочтительно являются такими, как определяется в нижеследующем описании и в пунктах формулы изобретения.
Настоящее изобретение включает следующие варианты осуществления («пункты»):
2. Многослойное волокнистое изделие, как сформулированное выше, в котором указанная кислота и, возможно, ее соль, присутствует в таком количестве, что значение рН многослойного волокнистого изделия, измеренное согласно стандарту ISO 6588-1:2012(E), варьирует в диапазоне от 3,5 до 7, предпочтительно от 4 до 6,9, более предпочтительно от 4,3 до 6,4, еще более предпочтительно от 4,5 до 6,2, например, от 4,8 до 6,0. (Следует отметить, что далее описание более широких и более узких диапазонов также раскрывает варианты исполнения, в которых различным образом сочетаются нижние и верхние пределы. Тем самым пункт 2 также раскрывает, например, следующие диапазоны рН: от 3,5 до 6,9, от 3,5 до 6,4, от 3,5 до 6,2, от 3,5 до 6,0, от 4,0 до 7,0, от 4,3 до 7,0, от 4,5 до 7,0, от 4,8 до 7,0, от 4,0 до 6,4, и т.д.).
3. Многослойное волокнистое изделие, как определенное в пункте 1 или 2, в котором водная адгезивная композиция содержит кислоту и, возможно, ее соль, в молярном количестве от 0,1 до 10 моль/л, предпочтительно от 0,5 до 5 моль/л, например, от 1 до 3 моль/л.
4. Многослойное волокнистое изделие, как определенное в пункте 1, 2 или 3, в котором водная адгезивная композиция присутствует в количестве, в расчете на общий вес всех ингредиентов, за исключением воды, от 0,01 до 2 вес.%, предпочтительно от 0,1 до 1,3 вес.%, относительно веса многослойного волокнистого изделия.
5. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3 или 4, в котором адгезивный компонент выбирается из (а) природных полимеров, таких как белки и соединения на белковой основе, смолы и смолообразные материалы, материалы на основе полисахаридов, клеи, полученные из продуктов животного происхождения, и (b) синтетических полимеров, таких как PEI (полиэтиленимин), PAE (полиамидоамин-эпихлоргидринная смола) и PVAm (поливиниламин), поливиниловый спирт (PVA), поливинилацетат (PVAC), сополимер этилена и винилацетата (VAE), поливинилпирролидон (PVP), полиуретаны и бутадиен-стирольные сополимеры, и водорастворимые или диспергируемые в воде соединения на основе целлюлозы, такие как карбоксиметилцеллюлоза, натриевая соль карбоксиметилцеллюлозы, метицеллюлоза и этилцеллюлоза; или любые их комбинации.
6. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4 или 5, в котором дерматологически приемлемая кислота предпочтительно является водорастворимой, и выбирается из (i) неорганических кислот, таких как борная кислота,
(ii) возможно гидроксилсодержащих органических кислот, имеющих от 2 до 24 атомов углерода, предпочтительно возможно гидроксилсодержащих органических кислот, имеющих от 3 до 6 атомов углерода, и более предпочтительно лимонной кислоты, молочной кислоты, изоаскорбиновой кислоты, и их комбинаций, и
(iii) полимерных органических кислот, таких как полиакриловая кислота, и их комбинаций;
и причем возможно присутствующая соль ее представляет собой соль, соответствующую выбранной кислоте.
7. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4, 5 или 6, в котором водная адгезивная композиция содержит дерматологически приемлемую кислоту и ее соль, и обе присутствуют в количествах, совместно обеспечивающих способность проявлять рН-буферное действие.
8. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4, 5, 6 или 7, в котором слои включают, в качестве волокон бумажной массы, (i) только первичные целлюлозные волокна, (ii) только вторичные целлюлозные волокна, или (iii) смесь первичных целлюлозных волокон и вторичных целлюлозных волокон, в весовом соотношении от 99/1 до 1/99, например, от 90/10 до 10/90, или от 80/20 до 20/80, причем в любом из вариантов (i), (ii) или (iii) целлюлозные волокна могут быть выбраны из древесных волокон, таких как волокна древесины мягких пород или древесины твердых пород, и недревесных волокон, таких как волокна из однолетних растений, и их комбинации.
9. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4, 5, 6, 7 или 8, в котором количество слоев, в частности, слоев санитарно-гигиенической бумаги, составляет от 2 до 8, в частности, от 2 до 6, например, от 2 до 5.
10. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4, 5, 6, 7, 8 или 9, в котором адгезивная композиция наносится в виде по меньшей мере одного регулярного или нерегулярного рисунка по меньшей мере на часть поверхности слоев, в частности, слоев нетканого материала или санитарно-гигиенической бумаги, причем указанный(-ные) регулярный(-ные) или нерегулярный(-ные) рисунок(-ки) предпочтительно покрывает(-ют) по меньшей мере центральную область волокнистых слоев, в частности, слоев нетканого материала или санитарно-гигиенической бумаги.
11. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10, которое предпочтительно представляет собой изделие из санитарно-гигиенической бумаги, причем многослойное волокнистое изделие, предпочтительно изделие из санитарно-гигиенической бумаги, имеет два наружных слоя, и, возможно, по меньшей мере один размещенный между ними дополнительный слой, причем по меньшей мере один наружный слой является тисненым, тем самым образуя выступы, причем водная адгезивная композиция наносится на дистальный конец по меньшей мере части выступов, которые размещаются так, чтобы соединять друг с другом два наружных слоя, и, возможно, по меньшей мере один дополнительный слой, размещенный между ними.
12. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 или 11, которое предпочтительно представляет собой изделие из санитарно-гигиенической бумаги, причем указанное многослойное волокнистое изделие включает по меньшей мере три слоя, тисненый верхний наружный слой, и тисненый нижний наружный слой, причем каждый наружный слой включает рельефные рисунки, включающем, по меньшей мере частично, отдельные выступы, и центральный слой, отдаленные области по меньшей мере части выступов каждого наружного слоя обращены к центральному слою, и по меньшей мере один из верхнего наружного слоя и нижнего наружного слоя имеет плотность рисунков по меньшей мере 10, предпочтительно по меньшей мере 20 выступов на см2, причем нижний наружный слой включает первый рисунок и второй рисунок, причем высота первого рисунка является меньшей, чем высота второго рисунка, причем центральный слой и верхний наружный слой соединены в режиме вложения (nested), и с помощью нанесенной адгезивной композиции связаны с указанным нижним наружным слоем на уровне по меньшей мере части вершин второго рисунка указанного нижнего наружного слоя, причем высота выступов второго рисунка предпочтительно является на величину от 50% до 200% большей, чем высота выступов первого рисунка.
13. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12, в котором процентная доля общей поверхности многослойного волокнистого изделия, которая соединена с помощью адгезивной композиции, составляет от 1 до 20%, предпочтительно от 2 до 10%, более предпочтительно от 4 до 8%.
14. Многослойное волокнистое изделие, как определенное в любом из пунктов 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 или 13, причем указанное многослойное волокнистое изделие выбирается из влажной салфетки, изделия санитарно-гигиенического назначения, такого как туалетная бумага, бумажный носовой платок, хозяйственное полотенце, полотенце, салфетка для ухода за лицом, салфетка/сервировочная салфетка, постельное белье или предмет одежды, причем многослойное волокнистое изделие предпочтительно представляет собой изделие в виде туалетной бумаги, имеющей от 2 до 8 слоев, предпочтительно от 2 до 6 слоев.
Где настоящее описание ссылается на «предпочтительные» варианты исполнения/признаки, комбинации этих «предпочтительных» вариантов исполнения/признаков также должны считаться как раскрытые в той мере, насколько эта комбинация «предпочтительных» вариантов исполнения/признаков является технически значимой.
Далее применение термина «включающий» должно пониматься как представляющее, в качестве более ограниченного варианта исполнения, также термин «состоящий из», насколько это является технически значимым.
ЧЕРТЕЖИ
Краткое описание чертежей
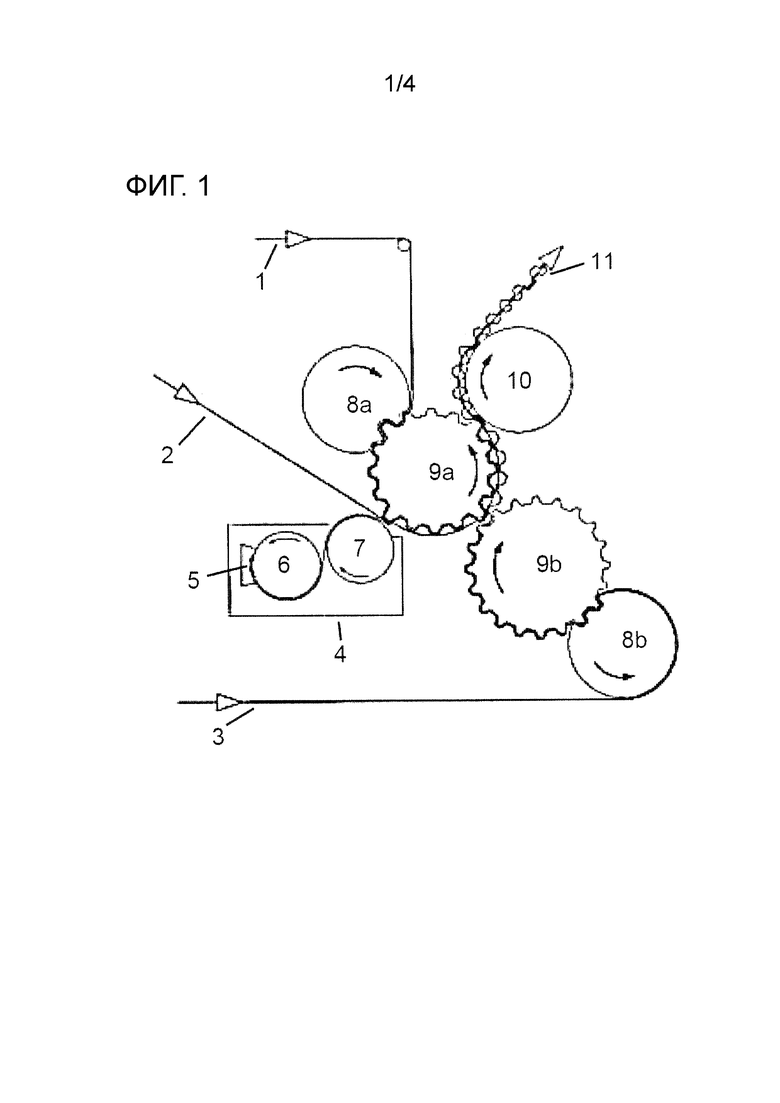
Фиг. 1 представляет схематическое изображение, иллюстрирующее установку для тиснения/склеивания, которая может быть использована для изготовления трехслойного изделия из санитарно-гигиенической бумаги согласно настоящему изобретению. В Фигуре 1 представлены следующие кодовые номера позиций:
(1) слой А (1-ый наружный слой),
(2) слой В (срединный слой),
(3) слой С (2-ой наружный слой),
(4) клеильный блок,
(5) клеевая камера,
(6) анилоксовый валик (гравированный),
(7) валик для нанесения клея (гладкий резиновый валик),
(8а), (8b) резиновые валики,
(9а), (9b) тиснильные валики,
(10) скрепляющий валик,
(11) трехслойное изделие из санитарно-гигиенической бумаги
Номера, как во всех фигурах, применимы ко всем фигурам. Направления вращения различных валиков и направление продвижения слоев обозначены стрелками.
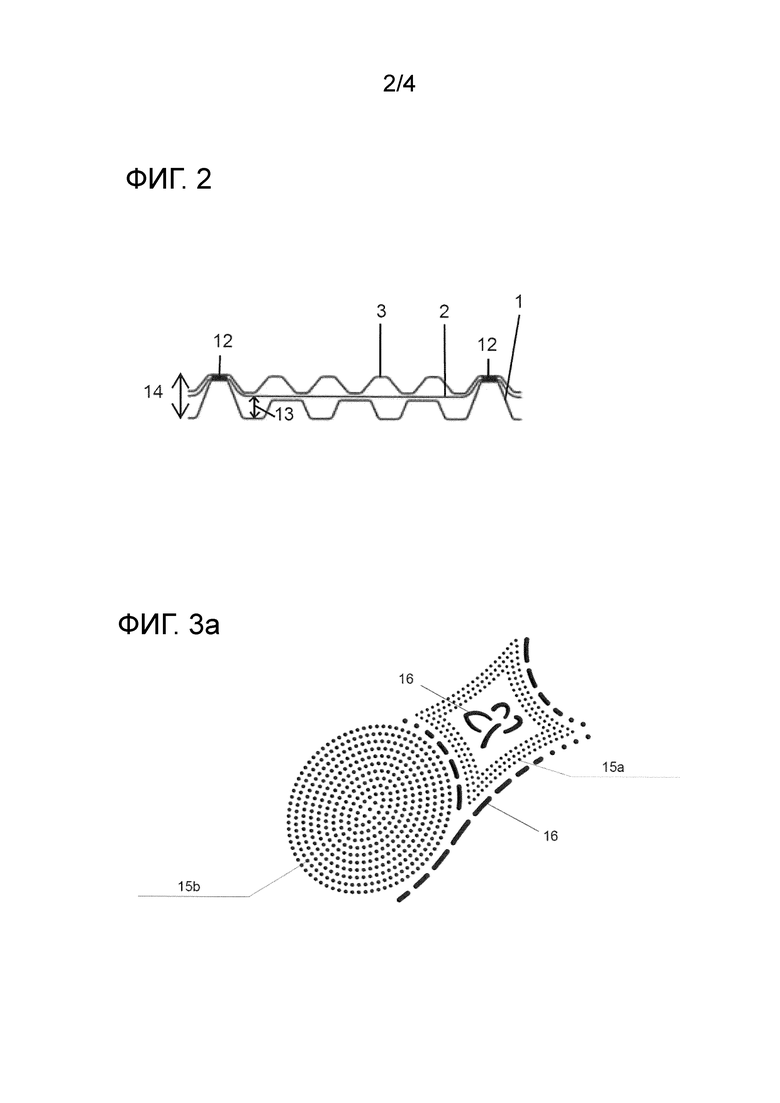
Фиг. 2 представляет схематическое изображение, иллюстрирующее структуру трехслойного изделия из санитарно-гигиенической бумаги в предпочтительном варианте исполнения. В Фигуре 2 представлены следующие кодовые номера позиций:
(12) клей (адгезивная композиция),
(13) уровень 1 гравирования (микротиснение),
(14) уровень 2 гравирования (макротиснение, декоративный рисунок)
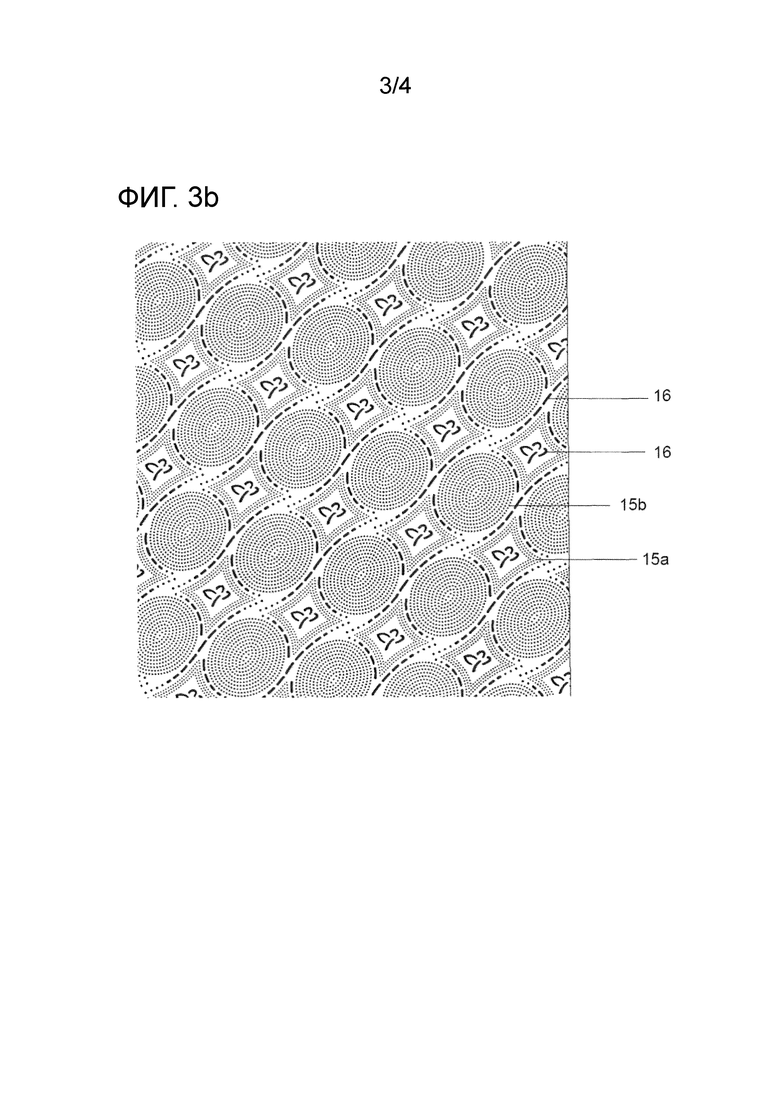
Фиг. 3а и 3b представляют схематическое изображение различных рисунков тиснения изделия из санитарно-гигиенической бумаги. В Фигуре 3 представлены следующие кодовые номера позиций:
(15а, b) рисунок микротиснения,
(16) рисунок макротиснения.
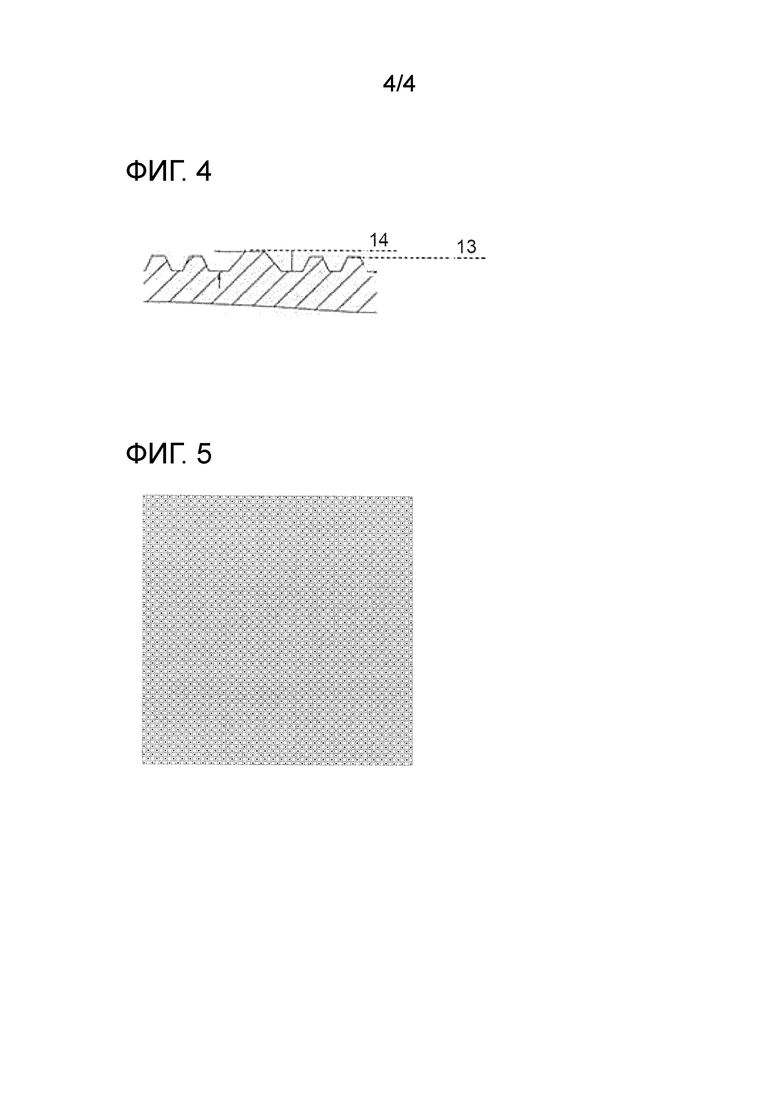
Фиг. 4 представляет схематическое изображение одной части поверхности тиснильного валика (9а), показанного в Фигуре 1. Два различных уровня высоты выгравированных выступов приводят к соответствующим различным уровням тиснения изделия из санитарно-гигиенической бумаги. В Фигуре 4 представлены следующие кодовые номера позиций:
(13) уровень 1 гравирования,
(14) уровень 2 гравирования.
Фиг. 5 представляет схематическое изображение предпочтительного примера для рисунка микротиснения в изделии из санитарно-гигиенической бумаги. Количество точек составляет 20/см2.
ПОДРОБНОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к многослойному волокнистому изделию, включающему по меньшей мере два волокнистых слоя. Оно предпочтительно выбирается из
(а) многослойного изделия из нетканого материала, включающего по меньшей мере два слоя нетканого материала, причем слои предпочтительно включают целлюлозные волокна,
(b) изделия из санитарно-гигиенической бумаги, включающего по меньшей мере два слоя санитарно-гигиенической бумаги, и
(с) их гибрида, включающего по меньшей мере один слой санитарно-гигиенической бумаги и по меньшей мере один слой нетканого материала, предпочтительно включающего целлюлозные волокна.
В этом многослойном волокнистом изделии по меньшей мере два вышеуказанных волокнистых слоя соединены друг с другом с помощью водной адгезивной композиции, содержащей адгезивный компонент и дерматологически приемлемую кислоту и, возможно, ее соль.
Многослойное волокнистое изделие согласно изобретению предпочтительно представляет собой изделие из санитарно-гигиенической бумаги.
Изделие из санитарно-гигиенической бумаги, изделие из нетканого материала или их гибрид состоит из двух или многих слоев, соединенных друг с другом специальной адгезивной композицией.
Термин «слой», как используемый здесь, подразумевает различимые и обычно разделимые разрезанные по заданному размеру полотна санитарно-гигиенической бумаги, какие получаются после обработки («переработки») одного или многих базовых (основ) полотен санитарно-гигиенической бумаги. Каждый индивидуальный слой может включать один или более слоев, например, один, два, три или четыре слоя. В случае нетканых материалов, термин «слой», как используемый здесь, подразумевает различимые и обычно разделимые разрезанные по заданному размеру полотна нетканого материала.
В связи с полотнами санитарно-гигиенической бумаги, термин «слой» подразумевает пласт внутри полотна, имеющего определенный состав волокон. Один или многие слои сформирован(-ны) осаждением одного или многих потоков целлюлозных композиций на проволочную сетку из находящегося под давлением одного- или многоуровневого напорного бака. Этот способ хорошо известен квалифицированным специалистам в этой области технологии. Он обеспечивает возможность применения различных сортов волокон в каждом слое полотна.
Под «полотном санитарно-гигиенической бумаги» авторы настоящего изобретения подразумевают однослойную базовую тонкую бумагу, как полученную из машины для изготовления тонкой бумаги. Полотно санитарно-гигиенической бумаги изготавливается способом, включающим стадии формирования водной суспензии целлюлозных волокон, то есть, так называемой «композиции», осаждения указанной водной суспензии на проволочную сетку с образованием влажного полотна, обезвоживания, высушивания и крепирования полотна.
Полотно санитарно-гигиенической бумаги и полученный слой предпочтительно имеет базовый вес от 8 до 50 г/м2, в частности, от 10 до 30 г/м2, в особенности от 12 до 25 г/м2. То же самое применимо к полотнам нетканых материалов и полученным слоям.
Будучи основанной на подразумеваемой совместимости производственных процессов (мокрого формования), изготовление «санитарно-гигиенической бумаги» является важным среди технологий изготовления бумаги. Изготовление санитарно-гигиенической бумаги отличается от производства бумаги ее исключительно низким базовым весом и ее гораздо более высоким индексом поглощения энергии при растяжении. Бумага и санитарно-гигиеническая бумага также в основном различаются по модулю упругости, который характеризует условия зависимости напряжений от деформации этих плоских изделий как параметр материала.
Высокий индекс поглощения энергии при растяжении санитарно-гигиенической бумаги обусловливается наружным или внутренним крепированием. Первое из них создается сжатием бумажного полотна, примыкающего к сушильному цилиндру, в результате действия крепирующего шабера, или же в последнем примере как результат различия в скорости между двумя проволочными сетками («лентами»). Это вызывает внутренние разрывы все еще влажного, пластически деформируемого бумажного полотна вследствие сжатия и сдвига, тем самым делая его более растяжимым под нагрузкой, чем некрепированная бумага. Высокий индекс поглощения энергии при растяжении также может быть достигнут приданием санитарно-гигиенической бумаге трехмерной (3D) структуры с помощью самих проволочных сеток. Многие из функциональных свойств, типичных для санитарно-гигиенической бумаги и изделий из санитарно-гигиенической бумаги, обеспечиваются высоким индексом поглощения энергии при растяжении (смотри стандарты DIN EN 12625-4 и DIN EN 12625-5).
Санитарно-гигиеническая бумага может быть изготовлена из волокон бумажной массы согласно «Традиционным способам», как при производстве «Dry Crepe Tissue (Крепированная сухим способом санитарно-гигиеническая бумага)» или «Wet Crepe Tissue («Крепированная мокрым способом санитарно-гигиеническая бумага»)», или «Processes for Structured Tissue («Изготовление структурированной санитарно-гигиенической бумаги»)», таким как технология сквозной сушки горячим воздухом (TAD (Through Air Drying)), изготовление некрепированной санитарно-гигиенической бумаги сквозной сушкой горячим воздухом (UCTAD), или альтернативные способы изготовления, например, Advanced Tissue Molding System (ATMOS) («Усовершенствованная система формования санитарно-гигиенической бумаги») фирмы Voith, или Energy Efficient Technologically Advanced Drying eTAD («Энергосберегающая технологически усовершенствованная сушка eTAD») фирмы Georgia Pacific, или Structured Tissue Technology SST («Технология структурированной санитарно-гигиенической бумаги») фирмы Metso Paper. Также могут быть применены гибридные способы, такие как NTT (New textured Tissue («Новая текстурированная санитарно-гигиеническая бумага»)), которые представляют собой модификации традиционных способов.
Традиционный способ изготовления с сухим крепированием включает стадии:
- спрессовывания и высушивания влажных бумажных волокон с образованием листа на нагретом цилиндре большого диаметра (также называемом Янки-цилиндром); и
- затем отделения и крепирования листа из высушенных бумажных волокон с помощью металлического шабера, сопряженного с указанным цилиндром поперек направления его вращения.
Операция крепирования создает волнообразные неровности в листе поперек направления его перемещения. Операция крепирования увеличивает толщину листа и придает эластичность и сообщает листу тактильные свойства (мягкости на ощупь).
Способ изготовления TAD включает стадии:
- формования листа из влажных бумажных волокон на ленте; и
- затем высушивания листа, по меньшей мере частично, с помощью потока горячего воздуха, пропускаемого сквозь него.
Затем высушенный лист может быть крепирован.
Кроме того, в изготовлении используемого полотна санитарно-гигиенической бумаги может быть применен способ, как описанный в патентном документе PCT/EP 2015/059326 (дата подачи заявки: 29.04.2015; название: «Санитарно-гигиеническая бумага, включающая целлюлозные волокна, происходящие из мискантуса, и способ ее изготовления», включенном ссылкой). Особая ссылка приводится на описание согласно пункту 3 на страницах 22-27 этой заявки, и раскрытые в нем подробности TAD-способа (например, трехмерная форма ленты, проницаемый сушильный цилиндр, и т.д.) Описанные в этом фрагменте текста параметры также пригодны для применения в ATMOS-технологии.
Как только санитарно-гигиеническая бумага была изготовлена, отдельная технологическая операция, называемая операцией переработки, обычно применяется для формирования изделия из санитарно-гигиенической бумаги (то есть, бумажного полотенца, рулонов туалетной бумаги, санитарно-гигиенической бумаги для ванной, санитарно-гигиенической бумаги для вытирания, рулонов кухонной санитарно-гигиенической бумаги, носовых платков, и т.д.
Термин «нетканый материал» является широко распространенным в технологии, и может быть дополнительно определен так, как описано в стандарте ISO 9092:2011, также для цели настоящего изобретения. Типичные способы изготовления нетканых материалов включают технологию воздушной укладки, технологию фильерного холстоформирования, технологию сухой укладки, и технологию мокрой укладки длинных волокон.
Согласно одному предпочтительному варианту исполнения, каждый из слоев нетканого материала, используемых в многослойном волокнистом изделии согласно изобретению (то есть, многослойном изделии из нетканого материала или гибриде нетканого материала/санитарно-гигиенической бумаги) включает целлюлозные волокна. В этом случае содержание целлюлозных волокон, в расчете на общий вес всех волокон, присутствующих в соответствующем слое, составляет по меньшей мере 20 вес.%, более предпочтительно по меньшей мере 50 вес.%, например, по меньшей мере 80 вес.%. Остальные волокна в этих случаях представляют собой нецеллюлозные волокна, такие как синтетические волокна.
Согласно одному предпочтительному варианту исполнения, волокнистое многослойное изделие согласно изобретению включает по меньшей мере один, предпочтительно по меньшей мере 2 слоя текстурированного нетканого материала. Изготовление полотен текстурированного нетканого материала, которые могут быть использованы в качестве слоя/слоев нетканого материала в настоящем изобретении, было описано, например, в патентном документе WO 2014/009784 (включенном ссылкой). Со ссылкой на Фиг. 12 этой международной заявки, текстурированный нетканый материал в предпочтительном варианте исполнения изготавливается следующим образом:
- бобина 30 распушенной целлюлозы используется в качестве исходного материала. Он подается в дробилку 31. Распушенная целлюлоза разделяется на волокна с образованием пуха или свободных волокон 32 бумажной массы. Могут быть применены другие сырьевые материалы, например, смесь распушенной целлюлозы и синтетических волокон, искусственных волокон или других натуральных волокон (например, целлюлозных волокон), или термосвязующих волокон. Волокна 32 бумажной массы подаются в заданное количество (например, две) формовочных камер 33. В формовочных камерах 33 волокна 32 бумажной массы транспортируются с помощью потока воздуха. Волокна 32 бумажной массы осаждаются на формовочную ленту 34, которая передвигается по замкнутой траектории между формовочными камерами 33. Незадолго до снятия с формовочной ленты 34 сформированное полотно сжимается с помощью уплотнителя. Полученное на этой стадии уплотненное полотно затем передается с формовочной ленты 34 на ленточный транспортер 36. На одну сторону уплотненного полотна напыляется связующий материал первым распылителем 37 связующего материала. Связующий материал представляет собой латексную композицию, такую как композиция сополимера этилена и винилацетата. Затем уплотненное полотно высушивается в первом сушильном устройстве 38 (например, при температуре приблизительно 110-120°С). Затем уплотненное полотно подвергается каландрированию в каландровой секции 39. Каландровая секция 39 включает каландровые валы 40 и сопряженный цилиндр 41 напротив них, оба вращающиеся в противоположных направлениях. Каландровый вал 40 представляет собой каландровый вал, включающий позитивный рисунок согласно изобретению. Сопряженный цилиндр 41 может представлять собой валик, имеющий гладкую поверхность (сопряженный цилиндр может быть сделан из стального или резинового материала). Каландровый вал может быть нагреваемым. В этой стадии получается каландрированное полотно 42. На другую сторону каландрированного полотна 42 вторым распылителем 43 связующего материала напыляется связующий материал (например, латекс). В качестве альтернативы применению связующего материала, напыляемого первыми и вторым распылителями 37, 43 связующего материала, могут быть использованы термосвязующие волокна (например, термосвязующее волокно, или термосвязующее волокно и латекс), и смешаны с волокнами бумажной массы в формовочных камерах 33. Затем каландрированное полотно 42 высушивается во втором сушильном устройстве 44 (например, при температуре приблизительно 200°С). Полученное полотно 42 дополнительно отверждается и проваривается с помощью третьего сушильного устройства 45 (например, при температуре приблизительно 200°С). Полученное в вышеуказанных стадиях каландрированное полотно образует текстурированный нетканый материал, включающий волокна 46 бумажной массы. Оно может быть намотано на катушку 50 как рулон текстурированного нетканого материала, содержащего волокна бумажной массы. Затем рулон содержащего волокна бумажной массы текстурированного нетканого материала может быть подан в блок 60 переработки, чтобы изготовить салфетки, бумажные полотенца, рулоны туалетной бумаги, рулоны бумаги для ухода за лицом, изделия из бумаги для вытирания, рулоны кухонных полотенец, салфетки для ухода за кожей и ее очистки, носовые платки, и т.д.
Волокна бумажной массы (впоследствии также называемые «целлюлозными волокнами») могут быть получены из первичного и/или вторичного целлюлозно-бумажного сырьевого материала. Используемые в изобретении целлюлозные волокна обычно содержат в качестве основного структурообразующего компонента долю длинноцепочечной волокнистой целлюлозы, которая присутствует в природных содержащих целлюлозу клетках, в частности, клетках растений древесных пород. Волокна предпочтительно выделяются из растений древесных пород обработкой в стадиях варки для удаления или сокращения содержания лигнина и других экстрагируемых компонентов, и, возможно, в стадиях отбеливания. Целлюлозные волокна также могут происходить из недревесных источников, таких как однолетние растения.
Применяемые целлюлозные волокна могут быть регенерированного типа (например, Lyocell), хотя предпочтительно использование целлюлозы других типов. Применяемые целлюлозы могут представлять собой первичный волокнистый материал («первичные волокна») или вторичный волокнистый материал (повторно используемые целлюлозы). Целлюлоза может иметь происхождение из не содержащих лигнин или имеющих низкое содержание лигнина источников, таких как хлопковые очесы, трава эспарто (альфа), выжимки (например, солома хлебных злаков, рисовая солома, бамбук или конопля), волокна конопли, волокна травы мискантус, или лен (также называемые «недревесными волокнами» в описании и в пунктах формулы изобретения). Предпочтительно целлюлоза получается из лигноцеллюлозного материала, такого как мягкая древесина (которая обычно происходит из хвойных пород) или твердая древесина (обычно из лиственных деревьев).
Возможно применение «целлюлозы химической обработки» или «целлюлозы механической обработки», в связи с чем предпочтительно использование целлюлоз химической обработки.
«Целлюлозы химической обработки», согласно стандарту DIN 6730, представляют собой волокнистые материалы, полученные из растительных сырьевых материалов, из которых большинство нецеллюлозных компонентов было удалено химической варкой без существенной механической дополнительной обработки. «Целлюлоза механической обработки» представляет общий термин для волокнистого материала, изготовленного из древесины полностью или почти полностью механическими средствами, возможно при повышенных температурах. Целлюлоза механической обработки может быть подразделена на чисто механические целлюлозы (измельченную древесную целлюлозу и очищенную механическую целлюлозу), а также механические целлюлозы, подвергнутые химической предварительной обработке, такие как химико-механическая целлюлоза (CMP), или химико-термомеханическую целлюлозу (CTMP).
Типичные свойства санитарно-гигиенической бумаги включают высокую способность поглощать энергию растягивающего напряжения, ее драпируемость, хорошую гибкость подобно текстилю, свойства, которые часто называются объемной мягкостью, высокой поверхностной мягкостью, высоким удельным объемом с ощутимой толщиной, настолько высокой способностью поглощать жидкости, насколько возможно, и, в зависимости от варианта применения, надлежащую прочность в сухом и влажном состоянии, а также интересный визуальный внешний вид наружной поверхности изделия. Эти свойства позволяют использовать санитарно-гигиеническую бумагу, например, как протирочные тряпки (например, хозяйственные полотенца), санитарно-гигиенические изделия (например, туалетная бумага, полотенца для рук), бумажные носовые платки, косметические салфетки (салфетки для ухода за лицом), или как сервировочные салфетки/салфетки.
Водная адгезивная композиция, применяемая для соединения друг с другом по меньшей мере двух волокнистых слоев, таких как слои санитарно-гигиенической бумаги и/или слои нетканого материала, содержит (i) адгезивный компонент и (ii) дерматологически приемлемую кислоту и, возможно, ее соответствующую соль. В одном варианте исполнения остальное количество составляет вода. «Водная адгезивная композиция» также может называться и описываться как «адгезив на водной основе», включающий дерматологически приемлемую кислоту и, возможно, ее соответствующую соль.
Термин «адгезивный компонент» должен пониматься как одно или многие химические вещества, которые соответствуют неводному(-ным) компоненту(-там) адгезивов на водной основе, пригодных для соединения/ламинирования волокнистых полотен санитарно-гигиенической бумаги и/или нетканого материала. Этот адгезивный компонент предпочтительно включает адгезивный полимер как основной компонент (более 50 вес.%, например, свыше 80 вес.%, в расчете на общий вес адгезивного компонента), или как единственный компонент. Кроме адгезивного полимера, адгезивный компонент может содержать обычные вспомогательные вещества, применяемые в адгезивах на водной основе, такие как повышающие клейкость вещества, добавки для регулирования вязкости или диспергаторы.
Водная адгезивная композиция также может содержать окрашивающее вещество, которое может быть использовано, чтобы сделать видимым нанесенный адгезивной композицией рисунок.
Содержание твердого вещества адгезивного компонента в водной адгезивной композиции предпочтительно составляет от 2 до 50 вес.%, предпочтительно от 2,5 до 20 вес.%, например, от 3 до 10 вес.%.
Адгезивный полимер может представлять собой природный полимер или синтетический полимер, и предпочтительно является синтетическим полимером. Он является растворимым или диспергируемым в конечной водной адгезивной композиции. Природный полимер может быть получен из таких источников, как (i) белки и соединения на белковой основе, такие как казеин, соевые белки, зеин и желатин, (ii) смолы и смолообразные материалы, такие как гуммиарабик, трагакантовая камедь, камедь гхатти, индийская камедь, растительный клей и тому подобные, (iii) материалы на основе полисахаридов, такие как крахмал и модифицированный крахмал, декстрины, агар, пектин, и тому подобные, (iv) клеи, полученные из продуктов животного происхождения, таких как кожсырье, кости и отходы переработки рыбы. Синтетические полимеры могут быть выбраны из PEI (полиэтиленимина), PAE (полиамидоамин-эпихлоргидринной смолы) и PVAm (поливиниламина), поливинилового спирта (PVA), поливинилацетата (PVAC), сополимера этилена и винилацетата (VAE), поливинилпирролидона (PVP), полиакрилата натрия, полиэтилакрилата, полиметакриловой кислоты, полиуретанов и бутадиен-стирольных сополимеров, и водорастворимые или диспергируемые в воде соединения на основе целлюлозы, такие как карбоксиметилцеллюлоза, натриевая соль карбоксиметилцеллюлозы, метицеллюлоза и этилцеллюлоза, или любые их комбинации. Предпочтительно он представляет собой полимер на основе поливинилового спирта или водорастворимое или диспергируемое в воде соединение на основе целлюлозы. Природный полимер или синтетический полимер может быть любым водорастворимым или диспергируемым в воде соединением с молекулярной массой, достаточной для формирования адгезива. Как правило, адгезивный полимер, то есть, природный полимер или синтетический полимер, предпочтительно имеет средневзвешенную молекулярную массу от около 40000 до около 120000, более предпочтительно от 70000 до 90000 (как определяется методом гель-проникающей хроматографии (GPC)).
Дерматологически приемлемая кислота (которая также может называться «совместимой с кожей») предпочтительно является водорастворимой. Предпочтительная растворимость в воде (при 25°С) составляет по меньшей мере 1 г/л, в частности, и с большей предпочтительностью, минимально 10 г/л, минимально 50 г/л, минимально 100 г/л.
Кислота предпочтительно выбирается из (i) неорганических кислот, таких как борная кислота, (ii) органических, возможно гидроксилсодержащих, кислот, имеющих от 2 до 24 атомов углерода, и (iii) полимерных органических кислот, таких как полиакриловая кислота. Возможно, каждая из этих кислот объединена с ее солью, в частности, с ее солью с металлом для образования буфера.
Солеобразующий металл предпочтительно выбирается из щелочных и щелочноземельных металлов, включающих, но не ограничивающихся этими, натрий, калий, кальций и другие. Так, в одном примере, когда выбранная кислота представляет собой молочную кислоту, подходящие соли ее с металлами включали бы лактат натрия и лактат калия.
Органическая, возможно гидроксилсодержащая, кислота согласно пункту (ii) предпочтительно имеет от 2 до 18, более предпочтительно от 3 до 10, в частности, от 3 до 6 атомов углерода. Она может быть насыщенной или ненасыщенной, причем предпочтителен первый вариант. Она может быть моно- или поликарбоновой (например, дикарбоновой) кислотой, причем предпочтителен первый вариант. Она предпочтительно выбирается из лимонной кислоты, молочной кислоты, изоаскорбиновой кислоты, гликолевой кислоты, яблочной кислоты, винной кислоты, гликолида (циклического димера гликолевой кислоты, который гидролизуется с образованием молекул гликолевой кислоты), уксусной кислоты, дегидрацетовой кислоты, олеиновой кислоты, пальмитиновой кислоты, стеариновой кислоты, бегеновой кислоты, кислоты плодов пальмового дерева, талловой кислоты, салициловой кислоты, аскорбиновой кислоты, сорбиновой кислоты, бензойной кислоты, янтарной кислоты, или многих их комбинаций.
Предпочтительные кислоты являются насыщенными и гидроксилсодержащими, и включают лимонную кислоту, молочную кислоту, изоаскорбиновую кислоту, или любые их комбинации. Из них наиболее предпочтительна молочная кислота вместе с соответствующей солью с металлом, такой как лактат натрия или лактат калия.
Как было упомянуто выше, кислоты и соли соответствующих кислот могли бы быть добавлены совместно (например, молочная кислота и лактат натрия) для создания «буферного» эффекта, который содействует поддерживанию желательного значения рН на стабильном уровне. Соответственно этому, предпочтительно применение водной адгезивной композиции, содержащей как дерматологически приемлемую кислоту, так и ее соль, тогда как обе присутствуют в количествах, обеспечивающих буферную емкость в отношении рН.
В одном предпочтительном варианте исполнения многослойного волокнистого изделия указанная кислота и, возможно, ее соль находятся в таком количестве, что значение рН многослойного волокнистого изделия, такого как изделие из санитарно-гигиенической бумаги, нетканого материала или гибрида, измеренное согласно стандарту ISO 6588-1:2012(Е), варьирует в диапазоне от 4,3 до 6,4, предпочтительно от 4,5 до 6,2, например, от 4,8 до 6.
В одном предпочтительном варианте исполнения водная адгезивная композиция содержит кислоту и, возможно, ее соль, в молярном количестве от 0,1 до 10 моль/л, предпочтительно от 0,5 до 5 моль/л, например, от 1 до 3 моль/л.
Значение рН (измеренное при температуре 25°С) водной адгезивной композиции предпочтительно составляет от 1 до 6, более предпочтительно от 1,5 до 4, в частности, от 2 до 3.
В одном дополнительном предпочтительном варианте исполнения водная адгезивная композиция была нанесена на многослойное волокнистое изделие, в частности, на изделие из нетканого материала, или санитарно-гигиенической бумаги, или их гибрид, предпочтительно на изделие из санитарно-гигиенической бумаги, и присутствует на нем в количестве (в расчете на общий вес всех ингредиентов, кроме воды) от 0,01 до 2 вес.%, предпочтительно от 0,1 до 1,3 вес.%, относительно веса многослойного волокнистого изделия. Эти значения могут быть рассчитаны делением количества водной адгезивной композиции (общего веса всех ингредиентов, кроме воды), нанесенной на изделие из санитарно-гигиенической бумаги, выраженного в г/м2, на базовый вес сухого изделия из санитарно-гигиенической бумаги, который также выражается в г/м2. «Сухая» санитарно-гигиеническая бумага подразумевает кондиционированную, как указывается ниже в экспериментальной секции.
Водная адгезивная композиция предпочтительно имеет вязкость от 1 до 500 мПа·сек, более предпочтительно от 1 до 200 мПа·сек, по измерению при температуре 25°С с использованием вискозиметра Брукфильда LV-DV-I фирмы Brookfield Engineering Laboratories, Inc., с использованием шпинделей и скоростей вращения, приведенных в экспериментальной секции. Еще более предпочтительным является регулирование вязкости на величину в диапазоне от 25 до 150 мПа·сек, в частности, от 70 до 125 мПа·сек.
Поскольку добавление дерматологически приемлемой кислоты, например, молочной кислоты, к адгезивной композиции может оказывать влияние на ее вязкость, и тем самым на условия обращения и нанесения адгезивной композиции, предпочтительно использовать количество кислоты, приводящее к величинам вязкости в пределах этих диапазонов.
Согласно дополнительным вариантам осуществления изобретения, слои заявленного многослойного волокнистого изделия включают, в качестве волокон бумажной массы, (i) только первичные целлюлозные волокна, (ii) только вторичные целлюлозные волокна, или (iii) смесь первичных целлюлозных волокон и вторичных целлюлозных волокон, в весовом соотношении от 99/1 до 1/99, например, от 90/10 до 10/90, или от 80/20 до 20/80, причем в любом из пунктов (i), (ii) или (iii) целлюлозные волокна могут быть выбраны из древесных волокон, таких как волокна мягкой древесины или волокна твердой древесины, и недревесных волокон, таких как волокна из однолетних растений, и их комбинаций. Поскольку волокнистые изделия, изготовленные из вторичных целлюлозных волокон, склонны иметь более высокие значения рН, могут потребоваться повышенные количества кислоты для предотвращения негативного влияния на естественную величину рН кожи.
В зависимости от типа многослойного волокнистого изделия, количество волокнистых слоев, таких как слои санитарно-гигиенической бумаги и/или нетканого материала, может составлять от 2 до 8, в частности, от 2 до 6, например, от 2 до 5. В очень толстых изделиях, имеющих большее количество слоев, адгезивная композиция обычно добавляется не на один из наружных слоев для связывания всех слоев друг с другом, но на 2-ой или 3-ий слой (если имеются от 2 до 3 внутренних слоев, размещенных между двумя наружными слоями). Тогда адгезив будет мигрировать из слоя, на который он был нанесен, в другие слои, либо самопроизвольно, если слои размещены уложенными друг на друга и находятся в контакте между собой, или же впоследствии, если прилагается давление (обычно в зазоре между прижимными валиками) к этим областям, несущим адгезивную композицию. Этим путем все слои могут быть соединены друг с другом.
Водная адгезивная композиция может быть нанесена на всю поверхность или на ее часть, в так называемых «зонах нанесения». Внутри этих зон нанесения адгезивная композиция может быть нанесена в виде сплошного покрытия или в форме одного или многих регулярных или нерегулярных рисунков, причем предпочтительно применение одного или двух регулярных рисунков. Регулярные рисунки могут быть сформированы, например, способами объединенного адгезивного/механического (например, тиснением) связывания слоев, разъясняемых ниже. Предпочтительно, чтобы эта зона нанесения, или совокупность всех зон нанесения, составляла по меньшей мере 50%, предпочтительно по меньшей мере 80%, площади поверхности многослойного волокнистого изделия. Более предпочтительно зона нанесения включает центральную область многослойного волокнистого изделия, которая с наибольшей вероятностью приходит в контакт с кожей пользователя.
Рисунок(-ки) предпочтительно включает(-ют) дискретные и/или частично перекрывающиеся элементы, такие как точки, круги, линии, полоски, кривые линии, многоугольники, и т.д., которые могут формировать декоративные элементы, такие как цветы, листья, и т.д.
Адгезивная композиция предпочтительно наносится в виде рисунка, предпочтительно в виде такого рисунка, который частично или полностью совпадает с рисунком выступов, образованных тиснением по меньшей мере одного слоя. В одном варианте исполнения многослойного волокнистого изделия (например, туалетной бумаги) по меньшей мере один наружный слой включает этот вытисненный рисунок, предпочтительно по существу по меньшей мере на 50%, предпочтительно по меньшей мере на 80% его поверхности, которая предпочтительно включает центральную область многослойного волокнистого изделия.
В одном предпочтительном варианте исполнения многослойное волокнистое изделие имеет равномерное покрытие водной адгезивной композицией его поверхности. «Покрытие» в этом контексте означает распределение водной адгезивной композиции посредством по меньшей мере одного регулярного или нерегулярного рисунка (предпочтительно одного или двух регулярных рисунков) между по меньшей мере двумя слоями многослойного изделия. Это «покрытие» предпочтительно включает центральную область многослойного волокнистого изделия.
Адгезивная композиция может быть нанесена обычными в технологии способами, такими как напыление, нанесение валиком, напечатание, с использованием системы бесконтактного нанесения, как разработанной, например, фирмой WEKO (Weitmann & Konrad GmbH & Co. KG), или нанесением через щелевую фильеру.
После нанесения водной адгезивной композиции специальная стадия сушки не требуется. Как правило, волокнистые слои, такие как слои санитарно-гигиенической бумаги и/или нетканого материала, предпочтительно слои санитарно-гигиенической бумаги, будут поглощать несвязанную воду, содержащуюся в водной адгезивной композиции. В дополнение, некоторое количество воды также может испариться, когда многослойное волокнистое изделие оставляется лежать на воздухе.
В настоящем изобретении по меньшей мере два, предпочтительно все волокнистые слои, такие как слои санитарно-гигиенической бумаги и/или слои нетканого материала, предпочтительно слои санитарно-гигиенической бумаги, соединяются друг с другом с использованием водной адгезивной композиции, содержащей кислоту или буферную систему, или комбинированием адгезивного связывания слоев и механического связывания слоев (например, накаткой или тиснением). Во время адгезивного связывания пленка адгезива осаждается поверх всей площади поверхности, или ее части, по меньшей мере одного из слоев, затем обработанная адгезивом поверхность приводится в контакт с поверхностью по меньшей мере одного другого слоя, как более подробно разъясняется ниже. Два слоя соединяются друг с другом нанесением адгезивной композиции на внутреннюю сторону предпочтительно одного из двух слоев. Когда должны быть соединены друг с другом более чем два слоя, часто также является достаточным нанесение адгезивной композиции только на один из этих слоев, например, на внутреннюю сторону одного из двух наружных слоев, поскольку адгезивная композиция будет мигрировать к другим слоям, а также связывать все слои друг с другом, в особенности, если адгезивное связывание слоев сопровождается механическим связыванием слоев и приложением давления к тем слоям, которые несут адгезивную композицию. Во время механического объединения слои могут быть связаны накаткой, или сжатием, или тиснением. Тиснение представляет собой процесс, при котором создается выступающая или углубленная конфигурация, как правило, приложением давления между гравированными валиками или пластинами, или между гравированным валиком и пластиной, и на эластичной или деформируемой опорной поверхности. Например, это может иметь результатом крепированный сухим способом бумажный слой, имеющий конкретный рельеф или вдавленность. Толщина крепированного сухим способом бумажного слоя или многочисленных слоев увеличивается после тиснения, по сравнению с его(их) начальной толщиной.
В одном дополнительном предпочтительном варианте исполнения, многослойное волокнистое изделие, такое как изделие из санитарно-гигиенической бумаги, изделие из нетканого материала или их гибрид, имеет два наружных слоя, и, возможно, дополнительные слои, размещенные между ними, причем по меньшей мере один наружный слой является тисненым, тем самым образуя выступы, и причем водная адгезивная композиция наносится на дистальный конец по меньшей мере части выступов, которые размещаются так, чтобы соединять друг с другом два наружных слоя, и, возможно, размещенные между ними дополнительные слои. В этом варианте исполнения нижний наружный слой также может быть «плоским», то есть, не содержащим выступы, созданные, например, тиснением, тогда как водная адгезивная композиция наносится только на дистальные концы выступов верхнего наружного слоя, чтобы соединить между собой наружные слои (и, например, возможно присутствующий центральный слой).
Ниже разъясняются предпочтительные способы тиснения волокнистых слоев, в частности, слоев нетканого материала, содержащих целлюлозные волокна, или слоев санитарно-гигиенической бумаги, в комбинации с нанесением водной адгезивной композиции.
Для изготовления многослойных волокнистых изделий, в частности, изделий из санитарно-гигиенической бумаги, в частности, санитарно-гигиенической бумаги для ванных и хозяйственной санитарно-гигиенической бумаги, могут быть использованы известные способы изготовления для тиснения и адгезивного связывания слоев, такие как Goffra Incolla/точечное тиснение, DESL (двойное тиснение с однократным ламинированием), и Pin-to-Pin/Foot-to-Foot («штифт-к-штифту/основание-к-основанию»). Перед связыванием слоев слои часто подвергаются тиснению в зазорах между прижимным тиснильным валиком и опорным валиком.
В первом из упомянутых способе изготовления, Goffra Incolla, первое полотно направляется через зазор между тиснильным валиком и опорным валиком. В этом зазоре полотну придается рисунок тиснения. После этого валик для нанесения клея обеспечивает нанесение клея на те участки первого полотна, при которых имеются выступающие вытисненные элементы на тиснильном валике. Клей подается из резервуара с клеем посредством валика для переноса клея на валик для нанесения. Второе полотно перемещается к первому полотну и адгезивно связывается с первым полотном в зазоре между так называемым скрепляющим валиком и тиснильным валиком. Адгезивное связывание происходит на тех участках, на которые был нанесен адгезив.
Второй способ изготовления (DESL) очень подобен вышеописанному способу Goffra Incolla. Он включает дополнительную пару валиков, состоящую из второго тиснильного валика и второго опорного валика. Дополнительная пара валиков служит для тиснения второго полотна перед адгезивным связыванием его с первым полотном с использованием скрепляющего валика. Как правило, дополнительная пара валиков расположена рядом с первой парой валиков и скрепляющим валиком. В одном особом случае применения общего способа изготовления DESL тиснильные элементы первого тиснильного валика и тиснильные элементы второго тиснильного валика размещаются так, что вытисненные элементы первого тисненого слоя и вытисненные элементы второго тисненого слоя входят друг в друга подобно системе зубчатого зацепления. Это служит для обеспечения взаимной стабилизации двух слоев. Однако для способа изготовления DESL, подобная корреляция между вытисненными элементами первого, верхнего слоя и второго, нижнего слоя не требуется.
Третий способ изготовления (Pin-to-Pin/Foot-to-Foot) подобен способу DESL. Посредством двух пар валиков производится тиснение как верхнего слоя, так и нижнего слоя, соответственно. Адгезив наносится на вытисненные выступы («выпуклости») первого слоя. Однако связывание слоев достигается не посредством скрепляющего валика, как в способе DESL, но обеспечивается непосредственно с помощью выступающих тиснильных элементов второго тиснильного валика. Для осуществления этого требуется точное регулирование ширины зазора между первым тиснильным валиком и вторым тиснильным валиком, которая определяется главным образом индивидуальной толщиной обоих полотен (верхнего слоя и нижнего слоя). Кроме того, тиснильные валики должны иметь такую конструкцию, чтобы по меньшей мере некоторые из выступающих тиснильных элементов обоих валиков были обращены друг к другу. Это является причиной того, что используется терминология Pin-to-Pin («штифт-к-штифту») или Foot-to-Foot («основание-к-основанию»).
Кроме того, может быть использована накатка.
Один подходящий способ ламинирования согласно изобретению был описан в патентном документе WO 2011/035803, и создает трехслойное волокнистое изделие, включающее срединный слой, входящий своими выступами в подушкообразные камеры первого слоя, и нижний слой, который предпочтительно не содержит выступы.
Один предпочтительный способ ламинирования (наслоения) согласно изобретению показан на сопроводительных чертежах и разъясняется в примерах, и соотносится с указаниями патентного документа US 2003/0129363, принадлежащего фирме Georgia Pacific, Франция. Этот вариант исполнения, также иллюстрированный на Фигурах 1-4, имеет отношение к волокнистому многослойному изделию, такому как изделие из санитарно-гигиенической бумаги, изделие из нетканого материала или их гибрид, предпочтительно к изделию из санитарно-гигиенической бумаги, включающему три слоя, то есть, тисненый верхний наружный слой (3), и тисненый нижний наружный слой (1), причем каждый наружный слой (1, 3) включает рельефные рисунки, содержащие по меньшей мере частично, отдельные выступы, и центральный слой (2), причем отдаленные области по меньшей мере части выступов каждого наружного слоя (1, 3) обращены к центральном слою, и по меньшей мере один из верхнего наружного слоя (3) и нижнего наружного слоя (1) имеет плотность рисунка по меньшей мере 10, предпочтительно по меньшей мере 20 выступов/см2, причем нижний наружный слой (1) включает первый рисунок (15а, 15b) и второй рисунок (16), причем высота (13) первого рисунка является меньшей, чем высота (14) второго рисунка, причем центральный слой (2) и верхний наружный слой (3) присоединены в режиме вложения (nested) и с помощью нанесенной адгезивной композиции (12) к указанному нижнему наружному слою (1) на уровне по меньшей мере части вершин второго рисунка указанного нижнего наружного слоя, причем высота выступов второго рисунка предпочтительно является на величину от 50% до 200% большей, чем высота выступов первого рисунка.
В настоящем изобретении предпочтительным является нанесение водной адгезивной композиции таким образом, что «поверхность склеивания» (или «связующая поверхность») составляет величину в диапазоне от 1 до 20%, предпочтительно от 2 до 10%, более предпочтительно от 4 до 8%. Под «поверхностью склеивания» авторы настоящего изобретения подразумевают долю всей поверхности наружных слоев многослойного волокнистого изделия, включающих по меньшей мере два волокнистых слоя, предпочтительно многослойного изделия из нетканого материала, изделия из санитарно-гигиенической бумаги или их гибрида, которая соединяет их друг с другом, или, если это применимо, с одним или многими внутренними слоями, посредством водной адгезивной композиции. Если имеются два участка склеивания или более, с нанесением смеси кислота/клей на один или многие волокнистые слои, например, слои санитарно-гигиенической бумаги и/или слои нетканого материала, в различных неперекрывающихся рисунках, добавляются соответственные клеевые поверхности. Например, со ссылкой на Фиг. 2, «поверхность склеивания» может быть определена (например, визуально, или с помощью микроскопа) сложением индивидуальных адгезивно связанных областей (12) которые соответствуют областям (16) макротиснения, показанным на Фиг. 3а и 3b, и делением их суммы на общую площадь поверхности (в виде сверху) изделия из санитарно-гигиенической бумаги. Например, со ссылкой на конструкцию, показанную на Фиг. 3а и 3b, «поверхность склеивания» в % также может быть рассчитана делением общей площади макротиснения (16), как в виде сверху на двумерную структуру, на общую площадь волокнистого изделия.
В технологии существуют разнообразные способы регулирования количества водной адгезивной композиции, наносимой на многослойное волокнистое изделие, и они также могут быть использованы в настоящем изобретении. Если, как разъяснено выше, водная адгезивная композиция наносится на дистальные концы по меньшей мере части выступов (созданных тиснением), водная адгезивная композиция предпочтительно подается на тиснильный блок при конфигурации валиков, показанной на Фигуре (1). Эта конфигурация включает валик (6) с гравированной поверхностью, например, анилоксовый валик, и валик для нанесения клея (7), например, резиновый валик с ровной поверхностью. В этом случае количество водной адгезивной композиции можно регулировать (i) изменением объема выгравированных на поверхности валика (6) ячеек до значений, варьирующих от 9 до 30 см3/м2 (предпочтительные объемы: от 18 до 21 см3/м2), и/или (ii) регулированием скорости вращения гравированного валика (6) до значений от 3 до 40% скорости линии (предпочтительная скорость: от 7 до 15%, например, 10%).
Многослойное волокнистое изделие, такое как изделие из санитарно-гигиенической бумаги, изделие из нетканого материала или их гибрид, предпочтительно изделие из санитарно-гигиенической бумаги, предпочтительно выбирается из влажной салфетки, изделия санитарно-гигиенического назначения, такого как туалетная бумага, бумажный носовой платок, хозяйственное полотенце, полотенце, салфетка для ухода за лицом, салфетка/сервировочная салфетка, постельное белье или предмет одежды. Более предпочтительно многослойное волокнистое изделие представляет собой туалетную бумагу, имеющую от 2 до 8 слоев, предпочтительно от 2 до 6 слоев.
Настоящее изобретение также относится к способу изготовления многослойного волокнистого изделия, предпочтительно изделия из санитарно-гигиенической бумаги, изделия из нетканого материала или их гибрида, включающему стадии:
а) создания по меньшей мере двух волокнистых полотен, таких как полотен санитарно-гигиенической бумаги и/или нетканого материала, предпочтительно по меньшей мере двух полотен санитарно-гигиенической бумаги,
b) возможно, тиснения по меньшей мере одного полотна, чтобы создать по меньшей мере один рисунок из выступов,
с) нанесения водной адгезивной композиции, содержащей адгезивный компонент и предпочтительно водорастворимую дерматологически приемлемую кислоту и, возможно, ее соответствующую соль, по меньшей мере на одну сторону по меньшей мере одного волокнистого полотна, причем, если по меньшей мере одно полотно является тисненым, водная адгезивная композиция предпочтительно наносится на дистальные концы по меньшей мере части выступов,
d) наложения по меньшей мере двух полотен таким образом, что водная адгезивная композиция размещается между по меньшей мере двумя наслоенными полотнами,
е) соединения по меньшей мере двух полотен между собой, и
f) возможно, дополнительные стадии для преобразования соединенных полотен в конечное многослойное волокнистое изделие.
В отношении стадий от а) до е) может быть сделана ссылка на предшествующее описание многослойного волокнистого изделия, предпочтительно изделия из санитарно-гигиенической бумаги, изделия из нетканого материала или их гибрида, и их изготовления.
В настоящем изобретении комбинация нескольких слоев (по меньшей мере двух) может быть использована для обсуждения конкретных свойств конечного многослойного волокнистого изделия, таких как толщина, объемистость, мягкость и прочность.
При переработке связанных волокнистых полотен, например, полотен санитарно-гигиенической бумаги и/или полотен нетканого материала, включающих целлюлозные волокна, в конечное изделие (возможная стадия f переработки), следующие стадии могут быть использованы по отдельности или в комбинации: разрезание по размеру (продольное и/или поперечное разрезание), фальцевание, маркирование, перфорирование, нанесение лосьонов, выглаживание, укладка в стопки, наматывание в рулоны и упаковка.
ПРИМЕРЫ
Нижеследующие способы испытания были использованы для оценки изготовленных санитарно-гигиенических бумаг. Испытательные образцы перед тестированием были кондиционированы в течение по меньшей мере 12 часов при 50%-ной относительной влажности и температуре 23°С. Где описание изобретения или пункты формулы изобретения ссылаются на вес основы санитарно-гигиенической бумаги или изделия из санитарно-гигиенической бумаги, вес предпочтительно был определен после кондиционирования разъясненным выше путем.
4.1. Базовый вес
Базовый вес определяли согласно стандарту EN ISO 12625-6:2005, Санитарно-гигиеническая бумага и изделия из санитарно-гигиенической бумаги, Часть 6: Определение граммажа.
4.2. Толщина
Измерение проводят с помощью прецизионного микрометра (с точностью 0,001 мм) согласно модифицированному методу на основе стандарта EN ISO 12625-3:2014, Часть 3. Для этой цели измеряется расстояние, созданное образцом между фиксированной контрольной пластиной и параллельной нажимной пятой. Диаметр нажимной пяты составляет 35,7±0,1 мм (с номинальной площадью 10,0 см2). Прилагаемое давление составляет 2,0 кПа±0,1 кПа. Нажимная пята может перемещаться со скоростью 2,0±0,2 мм/сек.
Применимым прибором является толщиномер типа L&W SE050 (производства фирмы Lorentzen & Wettre, Европа).
Измеряемую базовую тонкую бумагу (полотно) разрезают на куски 20×25 см и кондиционируют в атмосфере с температурой 23°С, 50%-ной относительной влажностью (RH) в течение по меньшей мере 12 часов. Для измерения готовят стопку из 10 базовых листов санитарно-гигиенической бумаги и помещают под нажимную пластину, которую затем опускают. Затем считывают значение толщины стопки через 5 секунд после того, как давление стабилизировалось. Затем измерение толщины повторяют девять раз с дополнительными образцами, обработанными и приготовленными таким же путем.
Среднее значение 10 величин принимается за толщину листов измеренной санитарно-гигиенической бумаги (далее называемую «10-слойной толщиной»).
Измеряемое готовое изделие (то есть, однослойное или многослойное изделие из санитарно-гигиенической бумаги) разрезают на куски 20×25 см и кондиционируют в атмосфере с температурой 23°С, 50%-ной RH в течение по меньшей мере 12 часов.
Для измерения один лист помещают под нажимную пластину, которую затем опускают. Затем считывают значение толщины листа через 5 секунд после того, как давление стабилизировалось. Затем измерение толщины повторяют девять раз с дополнительными образцами, обработанными и приготовленными таким же путем.
Среднее значение 10 величин принимается за толщину одного листа (далее называемую «однослойной толщиной») измеренного готового изделия (например, двухслойного полотенца для рук).
4.3. Вязкость
Вязкость композиции измеряли при температуре 25°С с использованием вискозиметра Брукфильда LV-DV-I фирмы Brookfield Engineering Laboratories, Inc. В зависимости от предполагаемого диапазона вязкостей используют следующие шпиндели (sp) и скорости (v) вращения:
- sp 1/v 100 об/мин для x<0,1 Па·сек
- sp 2/v 100 об/мин для 0,1 Па·сек<x<1 Па·сек
- sp 3/v 100 об/мин для 1 Па·сек<x<6 Па·сек
- sp 4/v 100 об/мин для x>6 Па·сек.
4.4 Измерение рН (санитарно-гигиеническая бумага-основа/изделие из санитарно-гигиенической бумаги)
Для измерения величины рН изделий из санитарно-гигиенической бумаги предпочтительно используют следующий метод испытания, как упоминаемый в пунктах прилагаемой формулы изобретения.
Стандарт ISO 6588-1:2012(E) -методология холодной экстракции
Этот метод основывается на экстракции репрезентативного образца соответствующего изделия из санитарно-гигиенической бумаги (2 г) высокочистой водой (100 мл) при температуре между 20 и 25°С в течение 1 часа. Экстракт был получен, профильтрован и обработан в соответствии с этим международным стандартом. Значение рН экстракта измеряли при температуре между 20°С и 25°С. Метод дает среднее значение рН всего изделия из санитарно-гигиенической бумаги.
4.5 Измерение рН кожи
Методология плоского электрода
Исследования величины рН поверхности кожи были проведены для изучения влияний изделий из санитарно-гигиенической бумаги с низким рН согласно изобретению на величину рН кожи. Измерения выполняли на волярной поверхности предплечья до и после нанесения испытуемого изделия. Значение рН поверхности кожи измеряли с использованием электрода с плоской поверхностью, калиброванного в стандартном буферном растворе с рН 4,0 и рН 7,0. Электрод перед каждым измерением погружали в 0,9%-ный раствор NaCl в деминерализованной воде. На кожу добавляли 200 мкл 0,9%-ного раствора NaCl и вытирали с использованием санитарно-гигиенической бумаги согласно изобретению. С использованием группы испытателей из пяти человек изделия из санитарно-гигиенической бумаги согласно изобретению были протестированы на их влияние на величину рН поверхности кожи на предплечье.
Пример 1
Получение водной адгезивной композиции
Около 1 л буферного раствора лактата калия с рН 2 приготовили растворением 85%-ной молочной кислоты (264 г, 15% воды) и KOH (5 г) в H2O (736 г). Молярное содержание («молярность кислоты») молочной кислоты, рассчитанное по этим значениям, составляло 2,366 моль/л. Молярность кислоты имеет отношение к общему количеству добавленной кислоты, независимо от того, присутствует ли ее часть в виде лактата вследствие добавления KOH.
Затем буферный раствор смешали с 429 г водного адгезива на основе поливинилового спирта (Swift®tak 1004, содержание твердого вещества около 18,0%; от фирмы H.B. Fuller, Европа, pH около 4,5), с достижением отношения 70 вес.% буферного раствора лактата калия к 30 вес.% Swift®tak 1004. После перемешивания содержание твердого вещества в адгезивной композиции составляло около 5,4 вес.%, в расчете на всю водную адгезивную композицию. Полученная водная адгезивная композиция имела значение рН около 2,3.
Изготовление изделия из санитарно-гигиенической бумаги
Полотна основы санитарно-гигиенической бумаги, полученные традиционным способом сухого крепирования, нетисненые, имеющие толщину 0,37 мм/лист и базовый вес 56,8 г/м2, приготовили из смеси, включающей целлюлозу.
Рулонная бумага состояла из трех слоев с использованием только волокон бумажной массы ранее не использованного (первичного) типа (100% первичного волокна). Состав слоев был следующим:
- два наружных слоя, изготовленных из 9% крафт-волокон мягкой древесины, 88% эвкалиптовых крафт-волокон и 3% других крафт-волокон твердой древесины;
- один внутренний слой, изготовленный из 73% крафт-волокон мягкой древесины, 20% крафт-волокон твердой древесины и 7% CTMP.
Полотна основы санитарно-гигиенической бумаги имели измеренное согласно стандарту ISO 6588-1:2012(E) значение рН 7,7.
Стадия связывания слоев
Три из изготовленных полотен санитарно-гигиенической бумаги подавали в установку для тиснения и склеивания, иллюстрированную в Фиг. 1.
Каждое из первого полотна (1) и третьего полотна (3) продвигались резиновыми валиками (8а и 8b) и подвергались тиснению гравированными валиками (9а и 9b). Второе полотно (2), образующее впоследствии срединный слой в трехслойном изделии, сначала продвигалось на клеильный блок (4), где вышеуказанная водная адгезивная композиция наносилась на одну сторону полотна выступами (14) (уровня 2) гравированного валика (9а), который прижимает полотно к наносящему клей валику (7). Клей (водная адгезивная композиция) наносился только на гравировку (14) уровня 2, имеющую высоту примерно вдвое больше высоты гравировки (13) уровня 1.
Клеильный блок (4) включал клеевую камеру (5), которая содержала водную адгезивную композицию, гравированный анилоксовый валик (6), который переносил водную адгезивную композицию (при комнатной температуре) из клеевой камеры на наносящий клей валик (7), резиновый валик с ровной поверхностью, который переносил адгезивную композицию на второе полотно (2). Ракель (не показан в Фиг. 1) дозировал количество клея на анилоксовом валике, который вращался с разностью скоростей для сокращения количества клея, переносимого на наносящий клей валик. Наносящий клей валик вращался со скоростью линии. Анилоксовый валик имел на своей поверхности небольшие ячейки, подающие клей с удельным объемом на м2.
Согласно одному предпочтительному варианту исполнения, объем анилоксового валика регулировался на величину от 18 до 21 см3/м2, скорость вращения анилоксового валика устанавливалась на 10% скорости линии, и связанная клеем площадь, которая соответствует общей площади всех связанных областей (12), как показано в Фиг. 2, составляла от 4 до 6% общей площади изделия из санитарно-гигиенической бумаги.
Три полотна санитарно-гигиенической бумаги наслаивали друг на друга, сначала полотна (1) и (2), затем также полотно (3), в зазоре между валиками (9а) и (9b), где, однако, давление не прилагалось, и далее продвигались в зазор между гравированным валиком (9а) и скрепляющим валиком (10), где все три полотна связывались друг с другом при сдавливании между собой покрытых клеем областей (12).
Затем соединенные полотна были разрезаны по размеру, перфорированы и дополнительно преобразованы в рулоны туалетной бумаги.
Как можно видеть из Фиг. 2 и 3, полученная трехслойная туалетная бумага имеет три вытисненных рисунка: рисунки (15а, 15b) микротиснения (сравни гравировку уровня 1, 13) и рисунок (16) макротиснения (сравни гравировку уровня 2, 14), который также служит в качестве декоративного рисунка.
Все вытисненные рисунки полученного изделия из санитарно-гигиенической бумаги покрывали всю поверхность изделия из санитарно-гигиенической бумаги.
Нанесенное количество указанной адгезивной композиции, в отношении всех ингредиентов, кроме воды, составляло 0,39 вес.%, в расчете на базовый вес изделия из санитарно-гигиенической бумаги.
Значение рН изделия из санитарно-гигиенической бумаги составляло 5,6, по определению методом согласно стандарту ISO 6588-1:2012(E).
Сравнительный Пример 1 и Примеры 2-12
12 различных трехслойных изделий из санитарно-гигиенической бумаги (туалетной бумаги) были изготовлены таким же путем, как изложено в Примере 1, за исключением отличий, показанных в таблице 1 и разъясняемых ниже:
В сравнительном примере 1 и в примерах 2-5, а также в примерах 8-12, были использованы такие же волокна бумажной массы, как в примере 1.
В примерах 6 и 7 рулонная бумага состояла из 3 слоев, содержащих 26% вторичных волокон и 74% первичных волокон. Состав слоев был следующим:
- два наружных слоя, изготовленных из 60% отбеленной эвкалиптовой крафт-целлюлозы и 40% отбеленной крафт-целлюлозы из мягкой древесины
- один внутренний слой, изготовленный из 20% отбеленной эвкалиптовой крафт-целлюлозы и 80% очищенных от краски целлюлозных волокон
В Сравнительном Примере 1 (CEx 1) кислоту не добавляли в водную адгезивную композицию.
В примерах 6 и 7 полотна-основы санитарно-гигиенической бумаги были изготовлены согласно традиционному способу сухого крепирования из целлюлозной смеси, содержащей 26% вторичных волокон и 74% первичных волокон.
Клей Zelura, использованный в примере 12, представляет собой адгезив на основе метилцеллюлозы, и имеется в продаже на рынке в виде твердого материала от фирмы Henkel. 33,3 части по весу твердого материала были растворены в 966,7 частях по весу воды для получения примерно 1 л водного адгезива.
Как видно из этих результатов, все примеры приводили к эффективному изменению рН. Адгезионная способность полученной водной композиции была хорошей, несмотря на присутствие больших количеств кислоты/буфера.
Таблица 1
(ISO 6588-1)
первичные
первичные
содержание твердого вещества
буфер
(ISO 6588-1)
Пример 13
С использованием группы испытателей из пяти человек и метода плоского электрода, описанных выше, изделие из санитарно-гигиенической бумаги примера 7 было протестировано на его влияние на величину рН поверхности кожи на предплечье. Результаты перечислены ниже в Таблице 2.
Таблица 2
Вышеуказанные результаты показывают, что значение рН здоровой кожи может быть стабилизировано с помощью санитарно-гигиенической бумаги в соответствии с настоящим изобретением, даже если использованная в ней санитарно-гигиеническая бумага-основа имеет довольно высокое значение рН (рн 9,0, как в случае примера 7).
Изобретение относится к многослойному волокнистому изделию, содержащему по меньшей мере два волокнистых слоя, которое предпочтительно выбрано из (а) многослойного изделия из нетканого материала, содержащего по меньшей мере два слоя нетканого материала, причем слои предпочтительно содержат целлюлозные волокна, (b) изделия из санитарно-гигиенической бумаги, содержащего по меньшей мере два слоя санитарно-гигиенической бумаги, и (с) их гибрида, включающего по меньшей мере один слой санитарно-гигиенической бумаги и по меньшей мере один слой нетканого материала, предпочтительно содержащего целлюлозные волокна, причем указанные по меньшей мере два слоя связаны друг с другом с помощью водной адгезивной композиции, содержащей адгезивный компонент и дерматологически приемлемую кислоту и, возможно, ее соль, причем указанная кислота и, возможно, ее соль обеспечены в таком количестве, что значение рН многослойного волокнистого изделия, измеренное согласно стандарту ISO 6588-1:2012(E), находится в диапазоне от 4,0 до 6,4, предпочтительно от 4,3 до 6,4, более предпочтительно от 4,5 до 6,2, еще более предпочтительно от 4,8 до 6,0. 2 н. и 12 з.п. ф-лы, 5 ил., 2 табл.
1. Многослойное волокнистое изделие, содержащее по меньшей мере два волокнистых слоя, которое предпочтительно выбрано из
(а) многослойного изделия из нетканого материала, содержащего по меньшей мере два слоя нетканого материала, причем слои предпочтительно содержат целлюлозные волокна,
(b) изделия из санитарно-гигиенической бумаги, содержащего по меньшей мере два слоя санитарно-гигиенической бумаги, и
(с) их гибрида, включающего по меньшей мере один слой санитарно-гигиенической бумаги и по меньшей мере один слой нетканого материала, предпочтительно содержащего целлюлозные волокна,
причем указанные по меньшей мере два слоя связаны друг с другом с помощью водной адгезивной композиции, содержащей адгезивный компонент и дерматологически приемлемую кислоту и, возможно, ее соль,
причем указанная кислота и, возможно, ее соль обеспечены в таком количестве, что значение рН многослойного волокнистого изделия, измеренное согласно стандарту ISO 6588-1:2012(E), находится в диапазоне от 4,0 до 6,4, предпочтительно от 4,3 до 6,4, более предпочтительно от 4,5 до 6,2, еще более предпочтительно от 4,8 до 6,0.
2. Многослойное волокнистое изделие по п. 1, в котором водная адгезивная композиция содержит кислоту и, возможно, ее соль в молярном количестве от 0,1 до 10 моль/л, предпочтительно от 0,5 до 5 моль/л, например от 1 до 3 моль/л.
3. Многослойное волокнистое изделие по п. 1 или 2, в котором водная адгезивная композиция присутствует в количестве в расчете на общий вес всех ингредиентов, за исключением воды, от 0,01 до 2 вес. %, предпочтительно от 0,1 до 1,3 вес. %, относительно веса многослойного волокнистого изделия.
4. Многослойное волокнистое изделие по любому из пп. 1-3, в котором адгезивный компонент выбран из (а) природных полимеров, таких как белки и соединения на белковой основе, смолы и смолообразные материалы, материалы на основе полисахаридов, клеи, полученные из продуктов животного происхождения, и (b) синтетических полимеров, таких как PEI (полиэтиленимин), PAE (полиамидоамин-эпихлоргидринная смола) и PVAm (поливиниламин), поливиниловый спирт (PVA), поливинилацетат (PVAC), сополимер этилена и винилацетата (VAE), поливинилпирролидон (PVP), полиуретаны и бутадиен-стирольные сополимеры, и водорастворимые или диспергируемые в воде соединения на основе целлюлозы, такие как карбоксиметилцеллюлоза, натриевая соль карбоксиметилцеллюлозы, метилцеллюлоза и этилцеллюлоза; или любые их комбинации.
5. Многослойное волокнистое изделие по любому из пп. 1-4, в котором дерматологически приемлемая кислота предпочтительно является водорастворимой и выбрана из (i) неорганических кислот, таких как борная кислота,
(ii) возможно гидроксилсодержащих органических кислот, имеющих от 2 до 24 атомов углерода, предпочтительно, возможно, гидроксилсодержащих органических кислот, имеющих от 3 до 6 атомов углерода, и более предпочтительно лимонной кислоты, молочной кислоты, аскорбиновой кислоты, и их комбинаций, и
(iii) полимерных органических кислот, таких как полиакриловая кислота, и их комбинаций;
и причем, возможно, присутствующая соль представляет собой соль, соответствующую выбранной кислоте.
6. Многослойное волокнистое изделие по любому из пп. 1-5, в котором водная адгезивная композиция содержит дерматологически приемлемую кислоту и ее соль и обе присутствуют в количествах, совместно обеспечивающих способность проявлять рН-буферное действие.
7. Многослойное волокнистое изделие по любому из пп. 1-6, в котором слои включают, в качестве волокон бумажной массы, (i) только первичные целлюлозные волокна, (ii) только вторичные целлюлозные волокна или (iii) смесь первичных целлюлозных волокон и вторичных целлюлозных волокон в весовом соотношении от 99/1 до 1/99, например от 90/10 до 10/90 или от 80/20 до 20/80, причем в любом из вариантов (i), (ii) или (iii) целлюлозные волокна могут быть выбраны из древесных волокон, таких как волокна древесины мягких пород или древесины твердых пород, и недревесных волокон, таких как волокна из однолетних растений, и их комбинаций.
8. Многослойное волокнистое изделие по любому из пп. 1-7, в котором количество слоев, в частности слоев санитарно-гигиенической бумаги, составляет от 2 до 8, в частности от 2 до 6, например от 2 до 5.
9. Многослойное волокнистое изделие по любому из пп. 1-8, в котором адгезивная композиция нанесена в виде по меньшей мере одного регулярного или нерегулярного рисунка по меньшей мере на часть поверхности волокнистых слоев, в частности слоев нетканого материала или санитарно-гигиенической бумаги, причем указанный(-ные) регулярный(-ные) или нерегулярный(-ные) рисунок(-ки) предпочтительно покрывает(-ют) по меньшей мере центральную область волокнистых слоев, в частности слоев нетканого материала или санитарно-гигиенической бумаги.
10. Многослойное волокнистое изделие по любому из пп. 1-9, которое предпочтительно представляет собой изделие из санитарно-гигиенической бумаги, причем многослойное волокнистое изделие, предпочтительно изделие из санитарно-гигиенической бумаги, имеет два наружных слоя и, возможно, по меньшей мере один размещенный между ними дополнительный слой, причем по меньшей мере один наружный слой является тисненым, тем самым образуя выступы, причем водная адгезивная композиция нанесена на дистальный конец по меньшей мере части выступов, которые размещены так, чтобы соединять друг с другом два наружных слоя и, возможно, по меньшей мере один дополнительный слой, размещенный между ними.
11. Многослойное волокнистое изделие по любому из пп. 1-10, которое предпочтительно представляет собой изделие из санитарно-гигиенической бумаги, причем указанное многослойное волокнистое изделие включает по меньшей мере три слоя, тисненый верхний наружный слой (3, и тисненый нижний наружный слой (1), причем каждый наружный слой включает рельефные рисунки, включающие по меньшей мере частично отдельные выступы, и центральный слой (2), отдаленные области по меньшей мере части выступов каждого наружного слоя (1, 3) обращены к центральному слою и по меньшей мере один из верхнего наружного слоя (3) и нижнего наружного слоя (1) имеет плотность рисунков по меньшей мере 10, предпочтительно по меньшей мере 20 выступов на см2, причем нижний наружный слой (1) включает первый рисунок (15а, 15b) и второй рисунок (16), причем высота (13) первого рисунка является меньшей, чем высота (14) второго рисунка, причем центральный слой (2) и верхний наружный слой (3) соединены в режиме вложения и с помощью нанесенной адгезивной композиции (12) связаны с указанным нижним наружным слоем (1) на уровне по меньшей мере части вершин второго рисунка указанного нижнего наружного слоя, причем высота выступов второго рисунка предпочтительно является на величину от 50 до 200% большей, чем высота выступов первого рисунка.
12. Многослойное волокнистое изделие по любому из пп. 1-11, в котором процентная доля общей поверхности многослойного волокнистого изделия, которая соединена с помощью адгезивной композиции, составляет от 1 до 20%, предпочтительно от 2 до 10%, более предпочтительно от 4 до 8%.
13. Многослойное волокнистое изделие по любому из пп. 1-12, причем указанное многослойное волокнистое изделие выбрано из влажной салфетки, изделия санитарно-гигиенического назначения, такого как туалетная бумага, бумажный носовой платок, хозяйственное полотенце, полотенце, салфетка для ухода за лицом, салфетка/сервировочная салфетка, постельное белье или предмет одежды, причем многослойное волокнистое изделие предпочтительно представляет собой изделие в виде туалетной бумаги, имеющей от 2 до 8 слоев, предпочтительно от 2 до 6 слоев.
14. Способ изготовления многослойного волокнистого изделия по любому из пп.1-13, предпочтительно изделия из санитарно-гигиенической бумаги, включающий стадии:
а) обеспечения по меньшей мере двух волокнистых полотен из санитарно-гигиенической бумаги и/или нетканого материала,
b) возможно, тиснения по меньшей мере одного полотна, чтобы создать по меньшей мере один рисунок из выступов,
с) нанесения водной адгезивной композиции, содержащей адгезивный компонент и предпочтительно водорастворимую дерматологически приемлемую кислоту и, возможно, ее соответствующую соль, по меньшей мере на одну сторону по меньшей мере одного волокнистого полотна, причем если по меньшей мере одно полотно является тисненым, водную адгезивную композицию предпочтительно наносят на дистальные концы по меньшей мере части выступов,
причем указанная кислота и, возможно, ее соль присутствуют в таком количестве, что значение рН многослойного волокнистого изделия, измеренное согласно стандарту ISO 6588-1:2012(E), варьирует в диапазоне от 4,0 до 6,4, предпочтительно от 4,2 до 6,4, более предпочтительно от 4,5 до 6,2, еще более предпочтительно от 4,8 до 6,0,
d) наложения по меньшей мере двух полотен так, что водная адгезивная композиция размещается между по меньшей мере двумя наслоенными полотнами,
е) соединения по меньшей мере двух полотен между собой и,
f) возможно, дополнительные стадии для преобразования соединенных полотен в конечное многослойное волокнистое изделие,
причем характеристика многослойного волокнистого изделия и/или водной адгезивной композиции предпочтительно является такой, как по любому из пп. 2-13.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Устройство для линеаризации характеристик измерительных преобразователей | 1981 |
|
SU991436A1 |
| US 6551691 B1, 22.04.2003 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| US 3794034 A, 26.02.1974 | |||
| RU 201106928 A, 27.08.2012 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТПЕЧАТАННОГО И ТИСНЕНОГО ПОЛОТНА | 2007 |
|
RU2435668C1 |
| НЕТКАНЫЙ МАТЕРИАЛ, ВКЛЮЧАЮЩИЙ КЛЕЙ И ПЕРФОРАЦИИ | 2000 |
|
RU2248809C2 |

